V. Biotecnología e industria farmacéutica.
Anuncio

V. Biotecnología e industria farmacéutica.
Desarrollo y produccibn de interferón natural y
recombinante
En tkminus
en un laboratorio
argentino*
la biatecnologia 817 ei sedor salud aporta nuevos
y de diagnbtico, nuevas tknicas
de
producción, posibilidad de mejoramiento de fos procesos tradicionales,
que se nutre de los
fW8VQG ProdUCtOS,.. Pero, adem&s, la biot8c#ologÍa,
gheralas,
procedimientos terapbticos
avEtncBs en ia investigación
b&ica 8fi biociencias,
est& contribuyendo
a su
decisivos en 81 conocimieflto de ioS mecanismos
vez a hacer progresos
intimos de las enf8rm8dad8S
y del funcionamiento
del cuerpo humano.
Todo esto abre nuevos hOrizont8S en la industria farmackitica.
Para empezar, la actividad de IyD que el sector lleva a Cabo en fa búsqueda
de
rwevas drogas tiende a asentarse sobre un nuevo paradigma tecnol6gico
-el diseño racional de molkutas-,
que pasa a describirse brevemente en
sus aspectos centrales.
1.1. Un cambio radical en la estrategia
nuwas drogas
Distintos
inherentes
8studiOS
han destacado
al proceso
de IyD en la
de descubrimiento
los
crecientes
industria farmac&tica
de
riesgos
y costos
en ios @irnos
l
El contenido de este capitulo reproduce sn Lo esencial el estudio de los
autores publicado por CEPAL: “Biotecnalogb e industria farmac4utica. Desarrollo
y producci6n de interferón natural y recombinante en un faboratorio argentino”,
Documento de Trabajo nQ 30, Buenos Aires, noviembre de 1388. Queremos
destacar la contribucibn de Mauricio Seigelchifer, biblogo que ha participado
wtivamante en ia elaboracibn del presente estudio, particularmente en tos pasajes
Nu8StfO
egredeoimiento tambibn va dirigido a
descriptivos de la teMologia.
Marcela Argüelles -presldente de Sidus-, a Alberto Waz director de Biusldus-, a.sl
oomo 8 los invastigadores ds dicho laboratorio por su #l&Oracibn.
IA
responsabilidad poc lo equl expresado es enteramente de los autores, no estando
comprometidas las personas o instituciones mencionadas.
98
Este proc8s0 comprende
desde una fase de investigación
y
años.
explorati&
de nuevos compuestos (1) hasta la formulación del nuevo
producto y las correspondientes
pruebas clínicas (D).
LOS costos, tiempos y rieSg0S de la fas8 de desarrollo (qu8 cOmi8nza 8n
el momento en que se comprueba actividad biol6gica ds un compuesto 8n
animak
de experimentación) SB fueron incrementando con el tiempo. En
1962 se introdujeron cambios en la legislación norteamericana que regula
la investigaci6n farmac6utica (Enmienda Kefauver-Harris); a partir de allí no
~610 se estabkcieron
estrictas imposiciones para determinar la seguridad
d8 una nueva droga, sino que se agregb la exigencia de demostrar su
aficacia.
Dufant8 la d&ada que sigui6 a dicha enmienda, ef tiempo
transcurrido entre el descubrimiento
de una nueva mol8cula y su llegada
al mercad0 se m#ttipliti
pof cuatro, siendo actuafmente d8 8 a 9 años;
tambibn fu8 Ck8ndo
exponencialmente
el número de fracasos ocurridos
a lo largo de la fase d8 desarrollo.’
En forma paralela, fue declinando la productividad de la fase iniciat de
de inter&s terap&tico,
una vez
búsqueda aleatoria de nuevas mokulas
transitados los caminos da investigación m& evidentes y descubiertas
-durante tos años 1950-19613 las principales drogas que se utilizan actualSe afirma 8n la industria que hoy es necesario sintetizar en
mente.
promedio unos 7400 compuestos org&nicos antes de aislar un producto
con valor farmacol6gic0.
Wasta el presente siglo, ia mayoría de las drogas eran descubiertas
fortuitamente a partir de productos naturales. Et desarrollo ds la química
orgaflica en ios Últimos cien años hizo posible dsterminar ia 8Structura de
los fármacos naturales, lo que permiti6 -junto con avanc86 en los conocimientos mddicos- contar con modelos para obtener farmacos sint6ticos.2
Paro el descubrimiento
de nuevas drogas siguió haciéndose sObr8 la
base d8 la pr8paraci6n aleatoria {par parta de tos químicos org&nicos) y de
la evalua&n
(por parte de los farmatilogos)
de infinidad de compuestos,
hasta dar con uno de interk
La eficiencia 8n esta actividad pasa por
desarrollar o explotar 10s progresos en el conocimi8nto de manera que se
J.J. Bums3 sefiafa
produzca el mínimo de compuestos no satisfactorios.
que hacia fines d8 los sesenta la brisqueda de nuevas drogas se hizo mas
dificil, debido principalmente a la carencia de conocimientos básicos sobre
la accibn del fármaco, y ObS8fVa que los nuevos descubrimientos requerían
crecientemente una base multidisciplinaria de conocimientos que incluyera
mayor comprsnsibn de lo biom8dico.
Siempre 8n el marco d8 la estrategia ‘cl&sica”, 8n aÍi0s wientes
aparecen caminos que tienden a simplificar la tarea de IyD, sobre todo a
partir de ta disponibilidad
de potantes soportes inform&os:
screening
molecular computarizado,
an&lisis sintético org&nico asistido por computadoras, 8tc. En realidad, hay que considerar aqui un conjunto de
’ Clymer, Harold A., “The changing costs and risks of Pharmaceutical
innovati&, sn T!M ec~~~~mícsof drug innovatbn, op. cit, W9.
2 Cavallito, C.J., Appmaches ta Drug Design, New York, A. 8urgsr Ed., Wicinat
cherniS~*
’ 8&s,
1370.
J.J., “Modern Drug Rwearch”, en Th econumics of dmg innowtiot~, op.
di., lm9.
99
nuevas tknicas actualmente a disposicibn del investigador.
Por ejemplo,
Burns señata que el estudio del metabolismo de las drogas -que permite
sintetizar nuevos fármaws- se vio enOrm8mente facilitado por tknicas
Como la ‘resonancia
magnética nuclear’, siendo posible actualmente
estudiar el metabolismo de una droga en pocas semanas cuando antes se
necesitaban años.
Pero, a pesar d8 8StOs avances, el descubrimiento de una nueva droga
sigue basAndose, en última instancia, en SI examen más 0 menos aleatorio
de mol&ulas para detectar posibles efectos farmacOl&icoS, 10 que Supon8
ia existencia de un gran faactor de azar, baja eficiencia y altos costos de
lyã. Se avatca que et costo de IyD necesario para poner en el mercado un
fármaco se quintuplicc5 entre 1960 y 1975 -aho en que lle@ a estimarse en
50 millones de dbiares- y se duplicó entre 1975 y fines de los años ochenta.
Además, frente a un promedio de 18 nuevos fármaccìs lanzados anualmente al mercado estadounidense durante el período 1961-1980, en 1983 ~610
se introdujeron seis nuevas drogas. En íos próximos años la biotecnologia
podria cambiar radicalmente esta situaci&, at menos en ciertas lineas de
fkmacus y en la fase de investigaciones quimicas y farmacológicas
que
representa casi un tercio del total de gastos de IyD.
En los anos recientes se comenzó a avanzar en el diseno racionat de
drogas, que consiste en proporcionar al quimico orghnico la información
necesaria para la síntesis de nuevos compuestos “hechos a medida” para
En efecto, al permitir la biología
acciones farmacol&icas
específicas.
molecular un íntimo conocimiento de la estructura de cada tipo de receptor
(de la célula afectada), de la molkuta que debe actuar sobre él y de la
interacción entre ambos, se abre la posibilidad de fabricar moléculas
especialmente adaptadas para actuar sobre dicho receptor.’
Ademas, gracias al aislamiento de membranas celulares receptoras, 10s
investigadores puedan ahora hacer el screening de compuestos en tubos
de ensayo (en lugar de hacerlo sobre animales).
Esto permite ensayar
cientos de compuestos diariamente, determinando si actúan en el cuerpo
humano, c6mo y dónde. Esta tecnologia “de recepciónn reduce enormemente eI costo de la fase del screening.
En suma, una mayor ConOCimientO d8 la 8Structufa y aCCibn d8 los
microorganismos
pat6genos y de los mecanismos de acción d8 las drogas
tiende a facilitar enormemente fa búsqueda de nuevos fármacos y esta
permitiendo pasar del screening aleatorio al screening orientado y al
diS8fio racional de nuevas drogas.
1.2. fvuevos
productos,
nuevos procesos
Desde hace muchos años el sector fafmac&tko
recurre a procesos
Los antibióticos y ciertas vitaminas y esteroides se
biotecnol6gicos.
’ VBase Gros, Fran@se, Jacob, Franqoise y Royer, Pierre, Sciences de la vie et
soctiti, Paris, La Dacumentation Franq&e, 1979. TambiBn de Goldstein, Daniel,
“Srategies to build up local capability in biotechnoiogy in devetoping countries”,
New Delhi, 1988, trabajo mimeografiado.
5 UNIDO, Genetic Eflgineering
and 8iomhn0bgy
Monitor, r-tQ3, 1987.
100
fabrican por fermentacicin o hemisínteois (combinaci6n de síntesis química
y fermentaci&).
La producci6n de vacunas se basa bn el cultivo celular o
de microorganism,os.
Frente a los procssos clásicos de shtesk química 0 extractivos, ‘las
fermentaciones fueron ganando terreno por ofrecer distintas ventajas que
se ampliaron a partir del mejoramiento genbico de 1% cepas utilizadas y
de la optimizaci6n de procesos (nuevos diseños de fermentadores, etc.).
Hay que recordar que el principal inter& industial de los microorganismos deriva de su elevada rapidez metab6líca y reproductiva (la bacteria E.
coli se duplica cada 20 minutos, o sea, unas 2CI.ooO v8ces más rhpído que
el hombree), lo qu8 implica altas productivida&s.
Por ejempia, 100 gramos
de bacterias en un fermentador de 8 litros producen 5 mg de somatostatina (clonada en 1977 por el iaboratorio norteamericano Genent8ch): para
obtener fa misma cantidad de 8sa importante hormona s8 necesitaría tratar
500.000 cerebros de cordero.’
tos éxitos en la seleccibn y optimizaci6n d8 cepas bacterianas abrieron
paso a su utilización en la producci6n de varias mokulas
de interk
farmacol6gico.
Así, la productividad del proceso de fermentacibn de la
vitamina 6 12 pas6 d8 045 mg/1 en 1949 a 59 mg en í970, 0 sea, un
rendimiento mAs de cien veces superior.
Pero desde fines de la dkcada de1 setenta s8 asiste a un nuevo salto/discontinuidad
en los rendimientos de los procesos de producción
Con la puesta a punto de tecnologías tdes como la recom
biol6gìcos.
binaci8n genka
y ia fusi6n celutaf, la biotecnología da avanzada puede
ahora Ilegar a modificar en profundidad
buena parte de la industria
farmac6utica.
En relaci6n con los procesos fermentativos cl&sicos, sí hasta ahora la
búsqueda aleatoria de mutantes de microorganismos que pudieran resultar
d8 interés suponfa un trabajo largo y costoso, la ingeniena genetica aporta
actualmente ventajas decisivas para lograr cepas es~cíaliradas
de gran
performance.
Por otro lado, ciertos productos d8 alto valor agregado, y cuya producción por las tknicas ct&kas
es muy costosa y/o limitada, se están
obteniendo
a partir de microorganismos
modificados
por ingeniería
gen&ca; es el caso de la insulina humana, de la hormona de crecimiento,
de los interferones, de las enzimas, de las vacunas (hspatitis B), etoétera
La bitiecnofogía
aplicada a la produccibn de farmacos ofrece distintas
posibilidades: a) reemplazo de procesos de sintesis química o de m&odos
de extracci6n de tejidos hasta ahora utikados
para obt8n8r ciertos
compuestos, por cuttivos wlulares o fermentaciones microbianas basadas
en et donado de genes que codifican para esas proteínas (insulina,
hormona de crecimiento humano, albúmina humana, vitaminas7), lo que
permite multiplicar enormemente ia escata de producci6n y generalmente
aumentar el grado de pureza del prducto;
b) mejora u sustitución de
bioprocesos tradicionalmente
utilizados en la producci6n de antibi&icos,
’ be las protelnas producidas por ADN recombinante,
0n comercializarse.
la insulina fue la primera
101
enzimas, vacunas, etc., a partir de ia incorporación de teCnologias como
ADN recombinante y fusi6n de protoptastos; c) posibilidad de producir en
gran escala compuestos de escasa o nula disponibilidad
(interferones y
otras linfoquinas, somatostatina, nuevas vacunas, TPA8J.
Finalmente, la biatecnologia esta teniendo un fuerte impacto sobre al
sector de diagnósticos.
Los nuevos metodos de diagn6stico in uitro,
particularmente los basados en las tecnologias de anticuerpos monoctonales (enfermedades venkeas, SIDA, hepatitis 8, test de embarazo, etc.) y
de hibridaci6n de ADN o probes (diarrea, hepatitis B, herpes, diagnóstico
prenatal), presentan ventajas frente a los m&odos cl%zos: sencillez y
rapidez cfe los procedimientos,
mayor especificidad y sensibilidad en sus
resultados,’
En salud, el sector de diagn6sticos 8s el que m&s se expandi6 gracias
a las nuevas tecnoIogi&,
Hasta 19&, a nivel mundial, la insulina era el
único f&rmaco desarrollado por ingenbria gen&ica cuyo uso se había
autorizado; a diferencia de ello, para dicha fecha ya se habia aprobado un
centenar de anticuerpos monoclonales para uso en diagnóstico in witro.
Elto se debe a que los desarrollos de nuwos tests de diagnóstico son
menos ComptejOS que los exigidos por nuevos agentes terapéutiCos y no
necesitan pasar por los estrictos exAmenes de seguridad que se requieren
para las drogas de apiicación en seres humanos.
1.3. Los efectos sobre ia industria f¿irmacéutica
Como queda dicho, al permitir un control y un uso sin precedentes de
la ckiuta viva y sus funciones, la biotecnología posibilita la emergencia de
13~8~0s produCtos y procesos y el mejoramiento sustancial da bioprocesos
ya tradicionales en Ia industria farmac&tica -se estima que un 20% de los
productos farmacéuticos estarían potencialmente afectados por las nuevas
biotknicas.”
Esa aparici6n de nuevos procesos y de toda una nueva
gama de productos farmacbuticos puede significar una reducción d8 costos
de producción
de compuestos
ya utilizados, la apertura de nuevos
mercados y la extensibn de otros ya existentes (a partir de una drástica
disminuCi6n de precios).
A fines de los años ochenta se evaluaba que el mercado mundial de los
productos farmac&ticos
de base biotecnológica
oscilaba entre 5000 y
’ Entre las linfoquinas
se destaca la IB, que juega un papel capital en ia
contra los tumores.
Ef TPA -Activador PIasminbgeno de Tejidos- interviene en la disoluci6n de cobgulos
de sangre,
’ La t6cnica de hibridomas que abrib la posibilidad de la produocibn industrial
de anticuerpos (monoclonales) muy especificos y puros- reside en hacer fusionar
c&ulas con propiedades diferentes con el objetivo de reunir en una misma titula
las propiedades ventajosas de las c&ulas parentales.
Dichas propiedades
consisten, por un lado, en la produccibn específica de un anticuerpo determinado
y, por otro, en un crecimiento rápido y una alta productividad.
VBass Pekolo,
Jean-Claude, La biotdwologie,
demain ?, Paris, IA Documentation Franqaise, 1981.
lo Dibner, MB., “Biotechnology in Pharmaceuticals: The Japanese Challenge”,
en Science, val. 229, setiembre de 1985.
respuesta del organismo contra las infecciones y posiblemente
lO.ooO
milon=
farmachk0
d8 dbtares,”
o s8ã c8rca d8 un 10% det mercado
total. Esta situación PU48 t8n8r un 8fetiO dasestructurante
8n 8t 68Cbr,
p8f0,
sobre Wdo, itirodw
nU8Va6 8Xig8flChS
de competttividad:
ta rwcesidad
de que tas firmas w dtien
de una capacidad
de
innovación
biotecnotbgica
puede
ser d8ciSiva
para preservar
y ganar
postciones
8n et msrcado.
las transformaciones
tecnot6&as
que afectan
a esta industria
forman
parte det Conjunto
de innOVaciOn8S
biotecnol6gicas
pr8s8nt8s
8n bU8na
part8 de ta producci6n
indrrstrial
y agrícola
-8n particular
8n tas industriaS
química,
petroquímica,
farma&tica
y agroatirrwntaria
Y como ta dífusi6n
16gica de ta biotecnologia,
por Su universalidad,
8s transectoriat,
uno de sus
impaCtOS mhs importantes
podda #r ta int8rpenMración
entre SBctorBs de
atividad
actUalnwH8
independientes.
Esto stgntfica ta posibilidad,
entre
otras, de qus firmas ajsnas at swtor
farrnackko
proyacten
entrar 8n ta
actividad
a trav6S de programas
d8 1yD en biotecnotogfa.
Compafiías
químicas
como MonSanto
y Du Pont ya han emprendido
ssfu8nos
de te
importantes
no ~610 en sanidad
veg8tat
sino tambi6n
8n drogas
y
diagn&ticoS
para salud humana,
to que ilustra et tipo de “ataqua
lateral
qU8 deber8
afronfar
el sector.
De todos modos, Bsa sinergia puede favorecer a esas firmas 8610 en tas
primeras
etapas de ta 1yD (obtenc¡&
de capas, ferm8ntaci6n...),
pero no
farmaculbgicos, farmacotknicqa
y pruebas
en tas 8tapas finales (-udios
ClínicaS).
Ademhs,
ta industria
farmac&tica
ostenta
un tradicional
dinamismo
tecnot6gico.
Y 8s, precisam8nte,
en ta medida en qua tos
dwrottos
biotecnol6gicos
aparecen
como una pfoiongacián
de la
inuestigacibn
básica en biociencias
-8n gene&,
orientadas
hacia aplicacianes 8n et campo de fa ~a!ud- que ta industria
farmac&tica
viene tiderando
ta innovaci6n
biotecnotlbgica
ESta Situacibn
Wfga
d Sector Ventajas
conSid8rabteS,
dado que tas diferencias
8n ta capacidad
de innovación
deben
jugar un rol determinante
en ta evotuctán
det proceso
de int8rpenaracián
d8 ramas.
Esto parece corroborars
8n ta fuerte intervención
d8 grupas
químicos
y fafmack&os
(Sandez, Ciba-Geigy,
Pfizef, Upjohn,
Rhbne-~outsnc,
etc.) en ta industria
de semillas,
s8ctor que hasta tos aiios
setenta no estaba muy concentrado
nt internacionatizado.
Este fen6meno
puede
entenderse,
por un lado, como
ta exptataci6n
d8 una sinwgia
aplicada
a h faimacia y la
8xiSt8nt8
9Mr8 ta ínV8StígaCión biotecnol6gtca
aplicable
a semillas,
parttcutarmenta
8n campos
como
microbiología,
virobgla gsn&ica, biología molecular, etc.; un daro ejemplo
es ta
t8onoiogía
de cu&ivo c8tular,
que sirve tanto para et mejoramkntu
y ta
micropropagacidn
de plantas corno para ta produc&n
de Sustancias
de
tnter& farmac&ico.
Pero, por otro tado, las plantas oonstirmn
una hrenta
de materia prima asenciat en ta tndutiria
farma&iti%
Sa ha estimado
que
un 40?4 de ta pfoduoción
del sector deriva de mát8rial vegetal (en rubros
coma antibi&kos
y laxantes
esa proporci6n
asciende
at %%) y más d8t
25% d8 tos principios
activos
utilizados
aaatment8
corno
agentas
terap8tiicos
en satud humana
derivan
da organismos
v8getat8$.‘2
103
Otra fuante de competan&
para las firmas del s8ctor proviene de las
nuevas firma especializadas 8n biot8cnolOgía, qua han sido la punta d8
lanza d8 IOS avances en 8St8 campo.
Aunque 8n su mayoría no han
contado con los recursos Suficientes como para llegar con nusvas drogas
al mercado, Su pr8S8ncia 8n &e COmkrUa a v8fS8 8n el Campo de
diagn&ticoS.
Por otra parte, podrian t8SuRar socios privilegiados desde el
punto de vista de las firmas ajenas al Sector que intentan entrar al mundo
farmac&tico.
En EE.UU. hay actualmente unas 400 de esas pequefias
empr8sas biotscnd6gicas.
Sin ambargo, la amenaza competitiva que representan estas pequefias
empresas debe s8r r8lativizada. En un principio s8 sustentan 8n capital de
riesgo, pero, a partir de mediados de los setenta s8 asiste -particularmente
8n EE.UU.- a su nacimiento en la periferia de k grandes universidades.
OrientadaS 8n especial hacia la investigaci6n fundamental y aplicada,
surgen generalmenta
como iniciativa privada de inv8stigadores
que
abandonan los laboratorios universitarios y pljblicos Ii8vando consigo el
resuttado de los trabajos en . los que habían participado y buscando
completar 81 desarrollo de ciertos procesos haSta una escala semiindustrial, para luego venderlos.
Muchos de estos pequeños laboratorios no sobrevivieron al periodo en
que la investigaci6n no fructka
en resultados com8rCialeS significativos.
Btros pudieron contar con un financiamiento ininterrumpido y llegaron a
desarrollar
nuevos procedimientos
y nu8vos microorganismos
que
pat8ntaron para fuego vender o lic8nciar. Entre estos últimos se destacan:
Genentech,
Cetus, Benex, Amgan, Biogen, Cskech,
Hybritech, etc.
Algunos s8 desarrollaron 8sp8ctacularmente
y quizá /leguen a s8r grandes
En 1988, tos ingresos d8 las di82 primeras
empresas farmacU¡caS.
wevas firmas biecnol6gicas
con actuacibn en ei sector salud superaron
los 800 miltunes de dblares, da tos cuales 3% Corr0Spondi8rOn a Genentech. j3 Esta firma -que inició sus actividades en 1976 y que hoy cuenta con
1.64X empleados- lan& WCi8nt8m8nt8 su TPA (‘Activase”) y 8n 1989 SB
preparaba a incufionar con un nuevo producto contra el SIDA, mostrando
que a su potencial de inveStigaci6n ha sumado capacidades de dssarrollo,
producción y comerciaikaci6n
d8 nuevas drogas.
Pero por el momento el papel principal de estos newco~8~
fue generar
nuevas t8cnicas y p&~Ctos
que findm8nt8 Son llevados a 8Sc&a industrial
por las grandes firmas del sMor.
Es que, ant0 la falta de soporte
sostenido por parte det capital de riesgo y frente a ta necesidad de hacer
pasar el producto farmac&tioo
a travds det largo proceso regulatorio, las
pequeñas firmas especiafizadas buscan contratos de investigaci6n con las
grandes CompaiIías y les venden las licencias de los producto& desarroItados por ellas Entonces, 8n muchos casos la independencia de estas
p8queisas empresas -contrariam8nts
a lo observado en 81 sector elecMniB 8s rn& bien formal. Detrás de etlas se ubican uno 0 m&s grandes
grupos, ya sea como accionistas 0 como socios de ioif?f-vwture,
que
aseguran la producci6n
industrial de tos nuevos productos o procedimientos. D8tr&S de Eenentech s8 encuentran Eli Lilly, Hoffrnan-La Roche,
lubrizol, Monsanto; el primero se encarga de Ia producción y comer-
‘3 Financia/ Times, 10 de octubre ds 1989.
104
cializacibn de ta insulina humana patentada por Gsnentech; eI segundo
hace lo propio wn interfwón; Monsanto tomó la hormona de crecimiento
DetrAs de 6iogen est6 Monsanto, pero tamtiien tos
bovino y porcino.
grupos farmatiuticos
Bristol Myers y Schering-Plough.
Cetus depende de
la Standard OU uf California, Standard Oi1 of Indiana y de la National
DiStill8r& Genex de Emerson Etectric, Bristol Myers, Koppers y de (otra
vez) Monsamo?
como puede apreciarse, estos nuevos faboratorios funcionan sobre todo
como ‘d8sarrolladores’
de tinologia
que luego transfieren a grandes
firmas muitinacionales det sector capaces de llevar a escala industrial la
invención: de esta forma los grandes grupos se aseguran el control de la
innovación.
Aqui se ve, por un lado, la consistencia de la pequeha
empresa desde el punto ds vista de su capacidad innovativa y como
vehículo $42 transferencia de tecnología entre los centros acaddmicos y ta
pero, al mismo tiempo, sus límites para trascender la fase de
industria;
IyD, as{ COMO las ventajas de Ia gran firma a la hora de pasar a la
produccidn y mmerciaIixaci6n
en gran escata.
Adem6s de sus relaciones con las pequelias empresas especia&adas,
ias grandes firmas farmac4utícas buscan hacerse fuertes en biotecnotogfa
a trav6s de programas propios de fyD. Eli Lilly, Merck, Hoffmann-ta Rocha,
Schsring, Hoechst, Bayer, RhbnaPou~enc, Ciba-Geigy, Sandoz, thbi Vitrum
AB, Novo Industrie, Gist Brocades, etc., son algunos de tos grandes grupos
farmac&uticos que han Cread0 sus propios programas de IyD en bioteo
nología.
El presupuesto
anual de firmas como Schering, Eti Llly y
Hoffmann-La Roche en esta área asciende a 60 millones de ddtares, y CibaGeigy construyó en Suiza un centro de investigaciones biotecnoi@cas
por
20 milknes de dblares.
Por otro lado, fas empresas tambi6n estAn entablando
mtiltiples
r8laCbnw COn 81 mundo acad8mico. Ya se m8nCiOn6 que 8l grueso d8 los
investigadores que formaron las pequeñas empresas innovadoras provino
de las universidades.
Pero, ademAs, es en Ios institutos universitarios y
púbI&s
donde se Uevó y se Aeva a cabo gran parte de ia investigaci6n
en &ncias
biol@icas bbsicas de la cual se desprenden las aplicaciones
bioindustriales.
Las asociaciones con institutos públicos d8 investigac&,
el financiamiento
de programas de invetigti6n
“orientados’
8n los
principales departamentos
univ8rsitarios, la cuntratatitjn
de consultare3
universitarios, etc., son distintas formas de cooperaci6n
con el sector
acadbmico que garantizan a tas firmas un flujo continuo de innovaciones
y que, ademb, ejemptifican la tend8ncia creciente a Ia privatizaci6n del
conocimiento.
Asi, Monsanto financia investigaciones en ta Univetidad
de
Washington (anticuerpos msnoclonafes), Du Pont en el California Institute
‘* V&e, por ejemplo, ef informe de la OTA, op.cif..
” Vbse ds Wothwelt, Roy y Zq~veld, William: “The role of Technalogy-&wtd
SmaH Rrms ín the Emergence of New Technofogirs”, en Reindusff3aliz&0~ ti
Techn&@~, Londres, Longman, t98& Sobre las retaciones wtablecidao entre b
grandes grupos farmér&uti~os y tas I-IU~VBSfirmas biotecnol&#as, vbw Sharp,
Margaret: CoíiWmatlu~ and tlw phanmceutka! industry, 1s it tlm my Ibnuard?,
Science Policy I?esearch Unit (SPFIU), Univwidad de Sussex, t989.
of Jechnology
(interferon), Recomtex en la Universidad del Estado de
Michigan (diagnostico prenatal), Sunstar en la Microbiological Biochemistry
ReS8arCh Foundation (vacunas), ICI en la Universidad de Leicester, Hoechst
en el Massachusetts General Hospital, etc&era.‘8
La ingeniería gen&ica se Considera como una de las innovacÍones que
brinda mayor sustento a la potencialidad revolucionaria de la biotecnologia,
en la medida 8n que aporta posibilidades completamente nuevas de control
de fa materia viva.
COmpf8nd8 un Conjunto de t&Iims
(8n general relacionadas Con la
bioquimica) que 58 utilizan para modificar la informacion gen&icã de un
organismo.
La posibilidad de actuar sobre el genoma -8s decir, sobre el
programa gen&ico significa estar en Condiciones de dar a la tifula viva
instrucciones qus no posee naturahent8:
aumentar la productividad de una
determinada sustancia, dotarla de la posibilidad de producir una sustancia
que normalmente no produce, etc&era.
Dado que este cap%ulo incur~ra
un estudio detallado del desarrollo de
una proteína recombinante por parte de un labwatorio argentino, en el
Anexo 1 del apartado 5 se presentan algunas nociones introductorias sobre
recombinacibn
genkica y síntesis de proteinas. La intencion es ayudar a
aquellos lectores interesados en una comprensibn gsn&ica de ta 16gica
impti&a en las técnicas de ingenieria genética y de sus terminos especializados mPts importantes.
Como se explica en el Anexo 1 del apartado 5, desde que apareció la
ingeniería gen&ica a mediados de tos años setenta, las ttinicas se fueron
perfeccionando
y simplificando de manera notable.
Particularmente et
clanado de un gen ya no representa un problema serio, se hace @id&
mente y la ‘tasa de fracaso’ tiende a ser muy pequeña, La expresion del
gen en una c&ula hu&ped
(lograr que un microorganismo
sintetice
efetiivamente la proteina} es un proceso todavia mas aleatorio, pero hacia
fines de los Ochenta ya se informaban varios modelos eficaces.
EI prwreso y Ia banalización de esta tecnologia se asocian ademk Con
la gran difusibn que tuvieron loosnuevos conocimientos.
ENo hizo posible,
entre 0tfaS cosas, la proliferacibn de nuevas empresas de •SWV~~OS* que
facilitan el trabajo de fos investigadores y que se constituyeron en una
verdadera industria para la investigaci6n en biologfa molecular.
Asi, la primera fase del clonado de un gen -la preparacibn de ADNc a
partir dei ARN mensajerm se puede realizar hoy Con kits de reactivos
ofrecidos por firmas especializadas.
Estos kits contienen las enzimas, los
” Fuente: revbta Biofutw, vatios numeros.
j7 En la preparacibn de esta sección 88 traba@ en colaboracibn
Mauricio Seigelchifsr.
106
con el Dr.
vectores de clonaci6n y los medios reactivos.
Un investigador o una
empresa pueden tambikn subcontratar la construcci8n de un banco de
genes con el ARN mensajero de interk
En 1988, por lo menos dos
empresas norteamericanas
-CIontech y Stratagene- ofrecían hacerlo por
2.400 dólares.
Clontech también ofrecía expresar con suma eficiencia el gen que el
cliente deseara por ~610 3.200 dólares (para un gen de secuencia
conocida).
Stratagene, por su parte, ofrecia crear -con el gen def clienteratones transg&ricos
(nuevos organismos que portarían en todas sus
células el gen de inte&) por 7.400 d6lares.
’
La Obtención del fragmento de ADN que contenga af gen de interhs
-en particular, fa fabricación de bancos de ADN genbmico y de ADNc- ya
no presenta entonces obstáculos, como tampoco el aislamiento de un gen
y su expresi6n: ademAs de la posibilidad de encargar la tarea a una firma
de ‘servicios’, el reciente desarrollo de equipos autom&kos
de síntesis de
oligonucletiidos
simplifictr radicalmente este proceso al tiempo que abrid
el camino a la fabricacion de genes sintetices (vhase el Anexo 1 del
apartado 5).
A estos datos se puede anadir la constituci6n de inmensos bancos de
genes cfonados, genotecas, vectores de clonado, vectores de expresión,
virus recombinantes, etc., que estAn en el mercado internacional a precios
relativamente accesibles. Y no hay que olvidar que cuando un laboratorio
compra un pl&smido, un virus, una cepa bacteriana, etc., este mismo
laboratorio puede luego reproducir,sin limites el organismo adquirido: no
tiene nacesidad de repetir la compra. Esto remite al tema de la reproductibilidad de la información como rasgo caracteristico de los procesos de
producci6n biolbgicos, aspecto que ha sido desarrollado en el capítulo tt.
Podemos mencionar tambien los progresos r8afizadOS en cuanto a la
posibilidad de estudiar genes previamente aislados, para lo cual se habían
desarrollado distintas tknicas “manuales” hacia fines de los setenta. Diez
años más tarde ya se encantraba en vías de comerciatitaci6n
un equipo
capaz de determinar 8n un dia la sacuencia de un ADN que contiene unos
fú0.000 nucIeót¡dòs, tarea que -sin concurso d8! citado equipo- demanda&
varios años a un investigador experimentado.‘8
Ahora bien, mientras que los precios de ciertos insumos para ingenierfa
gen&ica se han mantenido relativamente constantes (en particular las
drogas tradiciOnal8S y aparatos, aun cuando su calidad ha mejorado), en
otros casos la disminuci0n de los mismos ha sido realmente notable.
Un ejemplo de esto último es el precio d8 los oligonucteótidos
sintéticos
*a pedido” (pequeños fragmentos de AON que las compañías sinteti;tan
según requerimiento del cliente). Los oligonucledtidos
(cadenas íir-reales
formadas por nuclec5tidos) son muy utilizados sn los laboratorios en que
se clonan genes. A principios de la dkada de los ochenta la síntesis s8
hacía artesanalmente
8 insumía mucho tiempo.
Por owa parte, 8ran
comunes los errores del método.
En 1981 la empresa Collaborative
Research Inc. (EE.UU.) ofrecía oligonucle&idos
da 14 a 15 nucl86ttidos, a
4.ooO d&ares, es decir 266 dólares ei nude&ida
S6la seis años despu&,
en 1987, Stratagene ofrecía al servicio a 15 dólares el nuc!&tido.
En: 1988,
‘* Davies, JUlian, “ti ingeniería gén&ica”,
en
Mundo Cientif,so, nQ 71,
107
varias empresas -entre ellas Synthetic Genetics (EE.UU.)- ya vendían cada
nucleótido a 10 dólares, e incluso la empresa Genetic Designs Inc. (EE.UU.)
ofertaba el mismo servicio a la mitad de ese valor.
Esta drástica caída en los precios de los oligonucle6tidos
-en el término
de siete años los precios se redujeron en más de 50 veces- se debe a la
aparicibn en el mercado de sintetizadores automáticos de nuclebtidos que
permiten fabricar largos oligonucle6tidos
a un costo relativamente bajo y
con reducida probabilidad de error.
Qtro insumo crucial en biología molecular y que ocupa un lugar
preponderante en 81 presupuesto de los laboratorios de ingenieria genética
son las enzimas de restriccián (enzimas que cortan el ADN y que se utilizan
cotidianamente
y en cantidad); su precio también ha ido bajando sistem&icamente
en los últimos años.
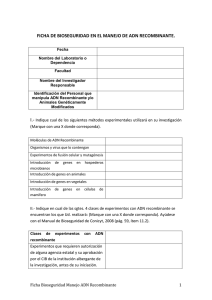
En el cuadro V. 1. se pueden observar algunos ejemplos. l-lay enzimas
que vieron disminuir cinco veces sus precios entre 1983 y 1988; otras lo
hicieron más discretamente, mientras que Eco RI, la menos costosa, se
mantuvo sin variaciones. Lo que ocurre es que Eco RI se utiliz6 masivamente desde muy temprano en la ingeniería genética, por lo que su precio
se redujo antes del período aqui considerado.
Cuadro
V.l. Evofucih
de los precios
de enzimas
de restricci&P
Empresa
Enzima
iBI
¿36/87
Eco
Hjnd
Sma
Taq
RI
ll!
J
i
0,35
1
7,14
5,s
NE Biolabs
BRL
l_l___l_r_______________L_______________83184
86
87
86/87
&8/89
0,20
1
17,50
9,09
0,20
0,35
8,77
t,75
0,20
0,35
8,77
1,?5
0,42
0,52
7,14
3133
0,31
0,40
5,08
2,32
*
Todas las empresas
son norteamericanas
[nc., New England
Biolabs
Inc., 8ethesda
y SUS nombres
completos
Research
Laborsfories.
son:
Internattional
Biolechnologies
Fuet?te: Elakraci6n
pro@e SObt8 la base de datos obtenidos
de los cai&gos
anuales
de las empresas
mencionad&%
Los precios
se expresan
en d&tes/lOO
unidades
y san tos mks bajos ofrecidos
por cadda
empresa
par& la enzima
correspondiente.
En este caso, la tendencia decreciente en los precios es, en parte,
resultado del paso a una producción
en gran escala gracias a una
demanda fuertemente expansiva. Por otra parte, hay que considerar los
cambios operados en los procesos de producción de enzimas, ya sea el
mejoramiento en ta purificación (mayor rendimiento) como, en atgunos
casos, el clonado d8l gen de alguna de estas enzimas y su producción en
sistemas rnk econ6micos.
Un cas0 muy marcad0 (que no aparece en el cuadro)es sI de la enzima
8an 1: en el transcwo
de 1988 ta empresa NE Siolabs redujo el precio de
las 100 unidades de 20 a 0,80 d6lares.
A medida que los procesos de producck
de enzimas inCorporan
progresos técnicos, se estandarizan, aumentan las ~erks de producción y
la competencia crece; entonces, los costos unitarios bajan y IoS precios a
que son ofrecidas por las distintas emprssas -asi como la calidad del
productu tienden a emparejarse.
Por Supuesto, todas estas facilidades técnic~comerciales
no eliminan la
necesidad de contar con un conocimiento
global del proceso, una
estrategia adecuada y una elección racional de las t6cnicas a emplearse.
Y la tendencia deCf8Ci8nt8 en los costos Op8rativOS de los laboratorios d8
ingenieria gen&ica no debe disimular el hecho de que estamos todavia en
presencia de una tecnología cuyo empleo requiere importantes inversiones.
No obstante, la creciente simpkacián
y astandariracion
de las tkkas,
eI abaratami8ntO de los insumos, la com8rCializaCion de herramientas
biotógicas que antes se desarrollaban necesariamente 8n los laboratorios,
etc., indicarian cierta posibilidad de acceso a esta tecnología para países
como el nuestro, Sobre ta base d8 una acumulacibn crítica de recursos
humanos, infraestructura y financiamiento.
En el tercer punto del presente
capitulo se analiza uno de los pocos desarrollos que se han hecho en ese
sentido en el psis.
Descubierto en 1957 por Isaacs y Lindenmann, en el National Institute
for Medical P8SearCh de Gran ketaña,
el interferbn es una pmteína
producida en cantidades ínfimas por la c&lula animal o humana cuando
penetra un virus en el organismo.
Se trata de una moli5cula de afta actividad esp8cífka: con poca unidad
de masa se obtiene una alta actividad biofbgica; asi, para tos tratamientos
con interfer6n en oncología se usan miligramos de sustancia y para
tratamientos antivirales corrientes apenas microgramos.
Como, en general, es una sustancia específica da especia, no se puede
utilizar el interferbn de origen animal para tratar afecciones humanas; esto
ha relativixado el inter& de las pfu8baS realizadas 8fl animales de
laboratorio.
En el hombre existen varios tipos de interferones: et producido por
leucocitos (interfer6n alfa, que en realidad se trata de una familia Compuesta por distintos interferones estrechamente relacionadas); el producido por
fibroblastos (interferdn beta); y el producido por linfocitos T (interfer6n
gamma, tambikn denominado IFN inmune).
La forma de medir el ìnterferon 8s por su actividad antivirat, que se
expresa en unidadâs internacionales.
La unidad de actividad ds interferbn
se define como la Cantidad de sustancia capaz de proteger de la infecci6n
Gral al 50% de las c&ulas en cultivo. Por ejemplo, hablar de una productividad de 2O.ooO unidadesjml, significa decir que a partir de 1 ml de cuftivo
se obtienen 20.ooO de aquellas unidades. El grado de pureza del interferbn
109
se define por su actividad especifica (cantidad de unidades internacionales
por miLgramo de proteína total). El grado máximo de pureza se obtiene
cuando fa actividad especifica es algo mayor de 100 millonas de unidades
por miligramo de proteina.
Muchas investigaciones demostraron que el interferhn puede contribuir
al tratamiento de distintas enfermedades
ds origen vira1 o tumoral.
Alrededor de esta última posibilidad se genararon grandes expectativas a
fines de los años setenta, como parte del impulso que tom6 en esos años
la utilizaci6n de sustancias biológicas para el tratamiento del cáncer. Sin
embargo, la escasa cantidad de interferbn disponible, su alto costo y un
insuficiente grado de purificación, limitaron durante bastante tiempo los
ensayos clinicos (en 1980 se estimaba que el tratamiento experimentat de
un proceso canceroso podía costar 4O.ooO dblares).
En los años recientes esas rastricciones fueron en buena medida
superadas gracias al advenimiento de la producción
masiva por ADN
recombinante y a los nuevos mhodos de purificaci6n (particularmente los
anticuerpos monoclonales).
Et financiamiento por ta Ameritan Cancer
Society (EE.UU.) de ensayos clinicos con inteffer&
a principios de la
decada del ochenta fue de una magnitud sin precedentes en esa institucibn. Sin embargo, los espectaculares resultados terap&tiCos que se
esperaban hace un decenio -particularmente
en lo que respecta a los
efectos antitumorales- no fueron totalmente confirmados.
Por otro lado,
no está clara aún si la actividad biológica de la proteina recombinante es
equiparable a la de la natural: esta Ultima 8s una mezcla de m6s de 15
moikulas,
en tanto que ta recombinante esta constituida por una sola de
ellas.
En todo caso, parece haber quedado demostrado que los interf8rones
son agentes antitumorales activos y que, como tates, ocupan un lugar
reconocido
junto a la quimioterapia
en ciertas afecciones malignas
humanas.”
Hasta mediados de tos años ochenta, la mayor parte de la produccibn
mundial de interferón se dedicaba todavia a ensayos ctínicos. Recién en
1986 se autoriza en Gran Bretaña la comarcialixación del interferh alfa 2
recombinante:
‘tntron” de Schering y ‘Roferon” de Roche, y tambibn el
“Wellferon” de Weflcome (interferón linfoblastoideo producido a partir de
cultivos de células transformadas).
Y en 1987 la FDA autoriza en EE.UU.
En cuanto ai interferón leucocitario del Dr.
los dos primeros productos.
Cantell (Laboratorio
Central de Sanidad Pública de Helsinki), sóto se
wmercializa
en Finlandia desde 1987 (‘Finferon’) y en Argentina desde
1983 (“IL” - Sidus); tambi6n es producido y utilizado por Cuba, la URSS y
otros paises del este europeo.
Por los m&odos chsicos se obtienen escasas cantidades de esta
proteína. Hasta principios de los ochenta, casi todo el interferbn producido
en el mundo provenia del laboratorio finlandth antes mencionado
(la
” UBase de Jasmin, Claude: “El tratamiento biol6@co de los c&nceres”, en
Mundo Cientifico, nQ72.
110
producci6n fue luego asegurada por la Cruz Roja Finlandesa); allí se ssguia
un metodo puesto a punto por el Dr. Cantell que utilizaba los leucocitos de
la sangre de donantes sanos. SS había comenzad0 a trabajar en la
pmducci6n de interferbn en 1963 y en 1980 se ileg6 a obtener un m&ximo
de 50 millones de unidades (250 pg de interferón} a partir de 1 litro de
whivo. Se podian producir entonces unas 250.000 millones de unidades
(aproximadamente i gramo) por ano, usando 45.oQo litros de sangre (0 sea
unos 1OO.ooOdadores). Se consideraba que esa producción anual (1
gramo de ìnterferbn) alcanzaba para tratar 1OO.ooOcasos de infecciones
virales bwrignas, pero ~610 2.ooO pacientes con enfermedades virales
&nicas y apenas S# tr;utami8ntOS 8xpBrimWtakS
de procesos cancerosus. En 19B0, 1 gramo de interfer6n producido y purificado por las
,thkxs
clh&as costaba 5 millones de alares se@n la Ameritan Cm-ser
Sociãty; otras estimaciones situaban ese precio entre 5 y 50 millones de
d6Iares.
En 1980 Francia se convirtk3 8n el segundo productor mundial de
int8rferón leucocitario. El k”Mituto Pasteur Production, junto con el Centro
Nacional d8 Transfusi6n de Sangre (su abastecedor d8 glóbulos blanccrs),
dasarrollb una tecnologia que la permitid pasar a produtir unos lCMI.oa)
millones de ui ariual8S.
En EE.UU., algunos laboratorios públicos y privados comenzaron a
producir intwferón leucocftario: Warner Lambert/Parke Davis, Interferon
Scienc8s;
y en Japón, Geen Cross y la Yamanouchi Pharmaceutical
Company.
Pero fa t6cnice de producci6n de dicha proteína presentaba ciertos
in~~eni8r1t8~:
por Un lado, como ioS ieucocitOs Mmates no p~ed8n
mantenerse como linea de cultivo se Itegaba r&pidamenta a techos de
producci&; por otro, la pureza máxima del producto final era insufitiente
y SB obtanía 817 realidad una mezcla de inteiferones.
Se intentaron
entontxs otros caminos.
EI Instituto M&ieux de Frantia ue6 una unidad de producci& de
interferbn a partir de tuitivos de leucocitos
provenientes d8 ià sangre da
enfermos afecrtios de leucemia mieloide cr&tica; la puriftcaci6n s8 basaba
813 81 amp480 de anticuerpos monoclonales.
En 1980, la Wellcome Foundation LimÍted de Gran 5retGta desarrolló una
t%#ologh para pfoduccibn de intsrfer6n kucocitario a partir de linfocitos
humanos transformados por el virus E8V. Esta tecnologfa -que permite la
multiplicaci6n lencultivo de las c6lulas linfobl&ka& fue luego utilizada por
la Sumitomo Chemical (Jap&) y por Hoechst (Ai8mania).
El interferón fibrobl&stico (beta) se obtiene a partir da fibroMastoe
(muhiptibles
en cultivo) provenientes de tejidos fetales o de prepucios de
individuos circuncisos. Esta tecnica fue desarrollada sobre todo por sl
laboratorio ingik Searle, qU8 ruego S8 asoció con 81 k&fatoriO Mochida
para producir y comercializar en Japón este tipo de inteíferón, que tambik
elabwan las empr8sas Hayashibara 6iOCh8mica! Laborakxiw y Toray de
ese psis y ios laboratorios Ftow Genera! (a partir de un.m&odo desarrollado por el Massachusetts k%titute of Technology), Collaborative Research
y Key Intwferon de EE.UU. En Europa, adem&s de Ssarle, lo produwn
Hoechst, Kabi Vitrum AB, el Instituto M&ieux y Sanofi (Francia), la
Universidad de Lovaina (5#gica), Boferon (Alemania &cid8ntal) y Sereno
(Italia).
111
Et intwfer6n gamma es elaborado por las cklulas T del sistema linfático.
Entre las firmas productoras figuran: Wellcome Foundattion (Gran Bretaña),
IML, 1nterferon Science tnc. y Meloy/Revlon Industries (EE.UU.).
Las thcnicas desarrolladas
para producir intetf8r6n natural fueron
mejorando
con el ti8mpo, pero sus rendimientus
siguieron
siendo
reducidos, lo que limita la cantidad disponible de esta sustancia; de alli
que tenga un alto precio: 30-40 dólares por 1 mill6n de unidades (equivalente a una dosis minima de tratamiento antitumoral).
Esta situación,
junto con fa insuficiante pureza lograda y con la dependencia de dadores
humanos sanos (en el caso del leucocitario), condujo a distintos IaboratD
rios a intentar la via de ADN recombinante.
1.5.2. ~sarroh
y producción
de interferón
recombinante
En enero de 1980 Charles Weissmann, de ia firma 8iogen, anunci6 la
obtsncí6n -por primera vez a nivel mundial- de bacterias con su genorna
modificado de manera tal que producian interferbn humano (alfa 2).
Biogen se habia constituido en Europa a principios de 1978, con ei
aporte de capital de distinto origen y con la incorporacion de científicos de
primer nivel a su directorio cientifico; Chartes Weissmann (Universidad d8
Zurich), W. Gilbert (Universidad de Harvard), P. Sharp (MIT), B. Hartley
(Imperial College) y otros prominentes biólogos moleculares. Las normas
de contratach
establecían que los resuttados obtenidos en el curso d8 las
investigaciones
podian publicarse sin consultar a la empresa, pero
cuídando de no poner en riesgo patentes y de no dar ventajas a compañías rivafes. Los proyectos s8 desarrollarían en los respectivos laboratorios de univ8rsidades o institutos y el pago a los directores cientificos
estaba previsto en acciones (comercializables en un futuro). De este modo,
Biogen ce limitaba a financiar insuws,
algunos salarios y Ios gastos fijos
de los laboratorios.
Weissmann se hizo cargo 8n 1978 del proyecto de clonado y expresión
ds interfer6n humano, porque su laboratorio
universitario ya venía
trabajando en un proyecto similar y contaba con cierta experiencia; y
ademAs, porque había trabajado con K. Cantell (el ya mencionado pionero
en la pfoducci6n de interferbn leucocitario).
En 81 Anexo 2 del apartado 5 se detallan los aspectos tknicos
del
proceso pot el cual Biq fn llego a obtener una bacteria recombinante
productora de interferon.
Cabe subrayar aquí que sllo demand6 dos
años de trabajo de un grupo ds científicos de primer nivel de distintas
universidades -en realidad tres años, si contabilizamos el tiempo transcurrido hasta lograr uh clon con rendimientos acordes con una producci6n
industrial. Resutta bastante m6s difícil cuantificar los r8cursos insumidos en
este desarrollo, debido a que s8 Ilev a cabo en distintos institutos públicos
de investigacion (principalmente en el laboratorio de biologia molecular da
la Universidad de Zurich, pero contando con una amplia red de apoyos
universitarios).
Es de destacar el hecho de que a mediados de 1979, en
xI Se ha consultado un articulo escrito por el mismo Charles Weissmann:
“Qoning of intetieron ancf other mistakes”, Suiza, tnstitut für Motskulatbiofogie i,
Universidad de Zürich.
un momento en que los recursos financieros de Biogen estaban exhaustos,
Schering-Plough
aport6 8 millones de dólares para continuar el proyecto
interferbn, obt8niendo a cambio 40s derechos sobre la futura prcduccibn
y comercialkaci6n
de la proteína recombinante.
Dicha suma permitid a
Biogen montar un taboratorio en Ginebra.
En octubre de 1980, el equipo de Genantech (que habia clonado en 1977
la insulina humana en bactérias, producida y comercializada luego por Eli
Lilly) anuncid, a su vez, haber logrado -de un modo similar al de Biogènel donado y expresi6n del interfer6n leucoctiario humano en bacterias
(cuya produtión
y comercializaci6n
s8rian tomadas por Roche, empresa
que habia financiado el desarrollo y que se obligaba a pagar royalties
por
el uso de la patente de Genentech).
Siguiendo tambien la misma
estrategia, investigadores del Instituto Japones del Uncer habían logrado,
en julio de 8se año, clonar ei interkr6n fibroblástico
humano (bata).
Resudados similares fueron anunciados por los institutos Weizmann (Israel)
y Pasteur (Francia).
Y 8n octubre de 1981 nuevamente Genentech
anunciaba haber obtenido el donado del interfer6n fibrobl&ico
(beta)
humano.
Estos ptimeros desarrollos permitieron conocer mejor la estructura de la
proteica y, fundamentalmente,
deducir la secuencia de nucl86tidos del gen
corr8SpOndi8nM
Gracias a ello -y a la evoluci6n en la tecnologia general
de ADN recombinante- se pudieron simplificar enormemente las estrategias
de clonado de interfër6n que abordarían otros grupos públicos y privados,
abriendo el camino a la pr0ducci6n masiva de dicha sustancia. Luego se
ver& cámo repercuti6 ello en el caso del laboratorio argentino Biosidus.
Antes de pasar a otro punto, conviene señalar que por la vía bacteriana
se llega a una productividad
muchas vec
superior a la obtenida por
cultivos leuwctiarios (200.0NI unidad8s/ml en el primer caso, contra 20.ooO
unidades/ml en el segundo caso). Cabe aclarar que, aunque se pondera
la producci6n con una misma unidad ds volum8n de cultivo, 6ste 8st& en
un caso, referido a medio de fermentacidn (bacterias) y, en otro, a c6lufas
(leucocitos); ya que se trata de cukivos disímiles, al comparar productividades sblo se estAn dando referencias indicativas, no rigurosas. Para
un cuadro comparativo m& complgto habría que incluir, ademas de los
distintos valores d8 actividad específica (5 x 104 en la vía cl&sica contra 10”
en la bacteriana), otros items -como costos de producci6n y purificacibn,
actividad biológica- sobre tos cuales aún par8ce difícil reunir datos precisos.
Sin embargo, distintas fuentes estiman que los costos por la vía bacteriana
serían entre 5 y 10 veces menores que los involucrados en la via c&sica.
2. Argentina:
produccibn de intmferbn leucocitario
2.7. Industria famachtica
nacional y biotecnología
Las recientes iniciativas en biotecnología dentro del sector farmac6utico
reconocen dos antecedentss significativos, ambos desarrollados tempranade
mente en el país (a partir de los afios cincuenta): la fermentacidn
mãteria prima antibibtica y la produccián de vacunas.
Con respecto a las vacunas, hay que destacar la experiencia pionera de1
fnstikrto de Microbiología “Dr. Carlos MalbrM durante ros años cincuenta
ll3
y sesenta, que queda trunca a partir de la irrupcibn de tos regirnenes
autoriiarios de la época.
b fermentacibn de antibikos la realizaban subsidiarias de laboratorios
extranjeros (Squibb, Lepetit, Pfirer y Lederte) y una firma local (Ba@).
Esta actividad se discontinu6 totalmente a principios de tos ochenta y se
pasó a importar tos intermediarios.
La razón fue que la evotuci6n
tecnol6gica internacional, que favoreci6 a las grandes plantas de fermentaci6n continua, se conjug6 con una política publica (1976-I 982) claramente
orientada al subsidio de las importaciones.
las pequeRas escalas
dom&ticas
y tas tecnotogias bafch aquí empleadas perdieron entonces
dr6sticamente competitividad.
La producción local de antibidicos pas6 de
33O.ooO kg en 1976 a f25.m
kg en 1981. Y entre fQ57 y 1989, la
capacidad de f8rmentaci6n instatada en et sector pas6 de 1.500 rn’ a ~610
500 m3 {prkticamento
inactivos).
Cabe señalar que las plantas de fermentacibn de antibi&ticos vigentes a
nivel mundial utilizti t8cnologÍas complejas, con fuertes economias de
escala; se organizan en reactores de gran tamaño, capaces de elaborar
centenares de kilogramos de un producto estable, homogéneo,
con
muchos años de difusion internacionat y de precio relativamente bajo. Por
lo tanto, ta escala de planta pasa a s8r un factor esenciat para ta supervivencia y ta capacidad competitiva del establecimiento; y se requiere una
fuerte actuatiraci6n en materia de microbiologia, ingenieria de procesos,
metodos de producción continua, automatixacih,
etc8tera.21
Adem6s de las experiencias
mencionadas,
en los años recientes
aparecen algunas iniciativas industriales en et campo de la producci6n
biol6gica para la salud que merecen destacarse (sin contar aquí los
ssfuenos de IyD 8n 81 sector ptiblico).
En et tirea de ta salud humana, Biosidus es ta firma que par8c8 más
avanzada: desarrollo y producción
de interferbn leucocitario y recombinante, desarrollo de insulina recombinante y de varios tests de diagnóstico.
Otra firma pequeña, Polychaco, nace como iniciativa empresaria de un
profesionat universitario y comianra desarrottando y comercializando un test
para diagn6stico de Chagas. Actualmente comercializa también tests para
diagn6stico
de gravidez, hepatitis B, toxoplasmosis
y SIDA, que son
#laborados por la firma sobre ta base de insumos importados (por 8jempto,
anticuerpos monoclonales)
y de algunos desarrollos propios. Otros dos
emprendimientos
de Polychaco, en conjunto con ta empresa brasileña
Agroceres y que han sido financiados por el Centro Argentino 8rasileño de
Biotecnologia, son la micropropagacion
de papa semi Ha y la producci6n de
hormonas gonadotrbficas
(reguladoras del ciclo ovulatorio) y somatotr&
cas bovinas (reguladoras de la producci6n de teche). Para el desarrollo de
hormonas bovinas, ambas empresas tienen como pariners al INTA y a la
UBA (Argentina), y a EMBRAPA y ta Universidad de Minas Gerats (Brasit).
Se trata de una producci&
extractiva (a partir de gthndutas de ganado
bovino), to que establece limitantes en tos niveles de producci6n;
et
21 Wase Katz, Jorge, La industth famwhtka
y farmoquimica: desanrìlla
histirico yposibilidades futuras. Argentina, Brasil y México, Estudias 8 Informes de
la CEPAL, 1987.
114
*
desarrollo est& centrado en la puesta a punto de la fase de purificacibn de
ambas hormonas.
De esta manera, el esfuerzo de investigaci6n resulta
valioso aun en el caso probable de que la producci6n masiva de esas
sustancias por ADN recombinante llegue a desplazar al proceso extractivo.
Finalmente, cabe mencionar a Wiener, empresa especializada en el área
de la quimica clinica (reactivos para dosaje de urea, colesterol, glucosa,
etc.) y que se es?& diversificando hacia los kits inmunológicos
(hepatitis,
etc.).
En salud animal, hay una tradicional producci6n local de vacunas CQMO
la antiaftosa (tm
de cobertura vacuna1 en IQBG), antibrus6lica, peste
porcina, etc. ta fermentación parece ser aquC un metodo de producción
muy difundido. El laboratorio San Jorge 8ag6 está desarrollando junto con
el INTA inmun6genos cuntra neumonias, diarreas, etc. El Instituto Cientifico
Paul posee una importante planta de vacunas @Mafiosa, antirrábica, etc.)
y en lQ88 estaba trabajando sobre una nueva vacuna contra el virus de la
fiebre aftosa. TambiBn hay algunos desarrollos en el campo del diagnbstic0 animal y vegetal.
Algunas de estas empresas -como Poiychaco y Paul- $e diversificaron
con desigual intensidad
en
hacia el sector agrícola, incursionando
Estos
son
los
únicos
casos
conocidos
que
micropropagaci6n
vegetal.
reflejan localmente la ya mencionada tendencia internacional de la industria
farmac&tica
hacia la penetrad&
de- otros sectores como eI agrícola
(semtilas) y el alimenticio, a partir de su dinamismo y know-how biotecnolbgico.
2.2. Sidus-Biosidus: las fases de m sendero madurativo
El Instituto Sidus fue fundado en tQ38 por inmigrantes (famiGares del
actual presidente de la firma); el primer producto elaborado fue el “Calcio
Sidus”, de gran difusión 8n su momento y que permiti6 al laboratorio
consolidar su presencia en el mercado.
Al igual que la de una decena de laboratorios nacionales, Ia expansibn
de Sidus en los ÚRimos años fue espectacular.
En 1978 sus ventas eran
de 8,3 millones de dólares y ocupaba el puesto 3s en el ranking; en 1987
ya ocupaba el puesto 12 y sus ventas ascendlan a 22 miitones de d6iares.
Un rapido ritmo de lanzamiento de productos, con la consiguiente
recomposici6n
de sus precios promedio (el 50% de los productos
elaborados
en 1987 no figuraba en el mix de lQ83), un impotiante
crecimiento de su fuerza de venta, acuerdos de representa&&
(con
8iobas&, Merkle, Ana, Santes Pharmaceutica~, Robapharm) para fabricar
IocaImente productos extranjeros, se ewuentran
entre Ios principales
elementos explicativos de la performance de Sidus. En realidad, esta es
una senda de acumulacibn seguida por varios laboratorios nacionales, que
logran asi disputar la primacía at grupo de subsidiarias de laboratorios
extranjeros y que pasan actualmente a controlarmásdel 55%del mercado
farmac&ttico local, contra 9510 un 45% 8n 1980.
En 1988, @sa tendencia ascendente se ve confirmada con la adquisicibn
por parte de Sidus de la planta fabril que Merck, Sharp & Dohme (MD)
posee en Argentina El acuerdo con el impotiante IaIwatorio norteamericano -que debe comprenderse
como parte de la reorganiracibn
a escala
115
mundial de las activrdades de MSU- cwtempla la ceskn a Sidus de toda
la Knea de productos que el primero venia comercializando
en Argentina,
así como el compromiso de Sidus de fabricar con materia prima provista
por Merck, Sharp & Dohme.
de los
Sidus ha seguido un camino predominante
de importación
principios activos utilizados en la elaboracibn de sus fármacos.
Pero
recientemente se advierte una tendencia a la integracibn vertical hacia la
producción de materias primas. Surge así tasifarma, en asociaci6n con
ut ro laboratorio argentino, tabinca.
La empresa farmoquímica común
produce unas pocas drogas de alto valor agregado, que se destinan
primordialmente
para consumo de Sidus y Labinca.
Además de esa iniciativa en el campo farmoquímico, desde 1980 Sidus
comienza a interesarse notablemente
en la producci6n
de sustancias
biológicas, en especial de interferón. Para la elaboraci6n, desde 1979, de
un producto antivira! -Ínter Al f -, habia comenzado adquiriendo interferón
leucocitario a un pequefio laboratorio local de existencia fugaz -Inmuncquemia. Es justamente el responsable científico de ese laboratorio quien
interesa a Sidus en llevar a cabo un mayor desarrollo del proceso de
producción de interferbn; se decide, entonces, integrar la actividad.
Al comienzo, pues, se trata de asegurarse el abastecimiento
de un
principio activo que Sidus ya utilizaba para la fabricación de un f&rmaco.
En ese momento, crecian en todo el mundo las expectativas en torno aI
interferón, particularmente
con respecto a su posible apticaciún en
oncologia; pero no se elaboraba todavía como producto farmacéutico.
Habia s61o algunos institutos y hospitales públicos que lo producían para
trabajos de experimentacih; importarlo como materia prima era entonces
muy problem&ico.
Pero también hay que tener en cuenta el contexto en que se toma la
decisiún de lanzarse en esta actividad biotecnol6gica: en esos años la
promesa ‘bio’ es “fuerte” a nivel mundial y -como se señal6 el sector
farmac&utico multiplica sus iniciativas para controlar ta nueva tecnología; las
grandes firmas crean divisiones biutecnológicas propias o se asocian con
pequeñas empresas innovadoras y se lanzan a penetrar sectores “ajenos’,
como el de la producción vegetal.
En ese marco, aunque Sidus no tenía una tradicibn importante en
biológicos, el laboratorio fue tomando conciencia de la potencialidad de la
biotecnologia para optimirar procesos, generar nuevos productos y abrir
nuevos caminos de investigacibn farmacológica,
y de su utilidad para
consolidar una presencia en el sector farmacbuticu.
Esto se relaciona
seguramente con la asunción de una nueva generacibn empresaria en la
conducción de la firma, decidida a abrir una nueva senda de acumulación
en un terreno innovativo. La firma aprovecha entonces una ocasión que,
de todas formas, estaba buscando, y decide dotarse de cierta capacidad
de investigación, desarrollo y fabricación de sustancias biol6gicas.
Se verá en seguida que, en el curso del proyecto de producción de
interferón, se ptanteó la necesidad de producir interfer6n recombinante y
que fue necesario desarrollar una serie de técnicas b&icamente
utilizables
en distintos procesos biotecnológicos:
cultivo masivo de cWas, purificaci6n de proteinas, ingenieria gen&ica, anticuerpos monoclonales, fermentación. Dominando estas tkcnicas ya no s61o era posible producir interferón,
sino también otras sustancias bioGgicas, reactivos de diagnóstico, etc. Se
fue comprendiendo
además que, para rentablkar
globalmente
la inversión
hecha en investigación,
equipos, etc., no s&o era posible sino que era
pr8ciS0 diversificar
el mix potencial
de productos
y, por 10 tanto, IOS
desarrollos
en curso.
El proyecto de interferón
leucocitario
se ampli6
entonces al de interferón alfa recombinante,
gamma r8cOmbinante,
insulina
recombinante,
reactivos de diagn&tico,
vacuna de polisackidos,
sup&xido dismutasa, etcétera.
Entonces,
at comprender
que esta tarea -muy intensiva
en IyD- se
diferenciaba
crecientemente
del tipo de actividad, dinámica, funcionamiento, administracián
y organizaci6n
de la firma farmac&tica,
y que cobraba
una proyección
no compatible
con la de una simple área biotecnol6gica
det laboratorio,
se plantea la necesidad de constituir a Biosidus como una
empresa aut6noma.
El desarrollo
para la producci6n
de interfercjn
leucocitario
había
comenzado
en Sidus efl 1930, con Ia incorporación
del Dr. Alberto Diaz,
quien venia de protagonizar
una incipiente experiencia
de producción
de
interferón en un pequeño laboratorio.
Dicha iniciativa d8bi6 ser interrumpida ante la imposibilidad
de continuar
financiando
el desarrollo
de un
producto que aún estaba en una fase de investigacián
a nivel mundial y
que, por lo tanto, necesitaba
de un sostén financiero
significativo
en el
mediano plazo.
Sidus decide entonces la construcción
de un laboratorìo ad hoc, en el
mismo predio de SU planta industrial, lo que exige una inversión inicial que
ronda los 300.#0
dotares. La idea era Ilegar rhpidamente
a fa fabricación
de un producto cuya venta pudiera financiar nuevos desarrollos tecnolúgicos. Es así que ya en 1982 se comienza a producir interfer6n leucocktario,
que se pasa a comercializar
bajo distintas presentaciones
para diversos
usos antivirales,
previkndose
adamr5rs la penetracibn
en el mercado de
oncologia
para 1990.
Mientras tanto, en 1981 se empieza a desarrollar la thcnica de interfer6n
recombinante.
Es en este punto que la actividad comienza a perfilarse
claramente
como Area biotecnol6gica
de Sidus, ya que la decisi6n de
abrirse a la ingeniería gen&ca
le da a la iniciativa mayor actualizacibn
tecno@ica
y le confiere
tambi6n
perspectivas
de div8rSifkaCi6n
y
continuidad.
Se van encarando nuevas lineas de investigackh
y desarrollo: intwferbn
gamma natural y recombinante,
producción
de intetferh
para linfoblastos,
insulina
recombinante,
procedimientos
para diagnóstico
de distintas
patologías, etc. De esta manera, el laboratorio, que al comienzo empleaba
12 personas,
pasa a contar en 1988 con 40 empleados
(mEts algunos
becarios),
el 70% de los cuales son profesionales
(algunos
de ellos
doctorados).
En 1987 se construye un nuevo laboratorio para 8iosidus, lo
que marca la posibilidad
de una creciente autonomia
frente a Sidus: la
nueva invarsián en infraestructura
y equipas asciende a 1,6 miltones de
dólares.
En el siguiente apartado se reseñan las distintas etapas del proceso de
producción
de interferbn ieucocitario
y luego ia atencih
se cw&a en el
desarrollo de la técnica de interfer6n recombinante,
desde el cionado hasta
la fermentach:
aprendizaje,
tiempos,
costos,
requisitos
en recursos
humanos caMicados, nocíbn de flexibilidad,
etcétera.
117
2,3. Produccih
de intetierbn
leucocitario
2.3-l. El contexto mundial y nacional
Conviene recordar que en la @oca en que se inicia el trabajo de
Biosidus el interferón natural todavía estaba en plena fase de experimentación a nivel mundial y no se comercializaba.
Para su obtencih
se habian desarrollado fundamentalmente
tres
caminos: la produccih
por medio de leucocitos humanos, de células
El desarrollo de esas técnicas se
linfoblastoideas
y de fi broblastos.
acompañ6 de una gran difusián del conocimiento acerca de las propiedades de la mol&zula, de sus posibles utilizaciones terapéuticas y de las
condiciones de su producción.
Por otro lado, hacia fines de los setenta, las nacientes empresas de
biotecnología comienzan a trabajar en la obtenci6n de interferón recombinante. En 1980, 8iogen obtiene las primeras bacterias que producen esta
proteina.
En Argentina los trabajos en el tema interferón se inician poco después
de su descubrimiento en 1957, primero en el Instituto Roffo -que por aquel
entonces era tambi6n c&tedra de biología en la Facultad de Ciencias- y
despu& en el Instituto Matbr6n; en ambos lugares se fue desarrollando un
principio de cultura de investigación sobre el tema, aunque ello no llevó a
emprendimientos
mayores (del tipo de Helsinki), debido, entre otras cosas,
a la discontinuidad
en el proceso de maduraci6n del sector de ciencia y
tecnología que impuso el advenimiento de regímenes autoritarios.
A principios de los años setenta una investigadora del Roffo realiza una
tesis sobre interferón y, pocos años después, se inician en dicho instituto
algunas producciones de interferón leucocitario en pequeños lotes, que se
dedican a investigacibn bhsica y a ensayos clinicos, sobre todo en
oftalmologia y dermatologia.
En 1970, el Dr. Diaz -luego director de Biosidus- asiste al primer curso de
biología molecular dictado en la Fundación Campomar, y en 1972-1973
trabaja en Francia en el mismo tema. De vuelta en el pais, colabora con
investigadores del Roffo en una investigación sobre el interferbn que fue
premiada por la Academia de Medicina y se acerca al tema en su aspecto
productivo.
Luego protagoniza la iniciativa privada de Inmunoquemia,
pequeño laboratorio que proveia de interfer6n a Sidus a trav& de una
producci6n que se realizaba en condiciones muy artesanales.
En 1979
lleva et proyecto de produccih
de interferdn leucocitario a Sidus,
2.3.2. El desarrollo
del proceso
de producción
en Sidus
El proyecto inicial fue desarrollar el interferón de Cantell, es decir, la
producción de interfer6n a partir de leucocitos humanos.
El montaje del laboratorio llevó aproximadamente
un año y exigid una
inversión inicial de 300.000 d6tares. Todo el sistema de producción fue
diseñado por el equipo de Biosidus y se construy6 localmente con
excepcibn del material analítico de control y de unos pocos equipos. La
tecnología que se emple6 es en general relativamente sencilla y artesanal,
sin sistemas automatizados.
En este aspecto no existen mayores
118
diferencias con respecto a los laboratorios de Finlandia o Cuba, salvo en
lo que SB refiere a la escala, que aquí es bastante mas pequeña. En la fas8
de purificacibn y en las actividades de IyD es donde se requiaren equipos
e insumos mas sofisticados (en general importados): una ultracentrÍfuga
(que, aunque común en laboratorios públicos, es un equipo poco difundido
en firmas privadas locales), enzimas, frasquitoc d8 pl&tico especiaies y
estM8s para valorati&
de interferbn, etc%tera.
Los conocimientos
tecnológicos
exigidos fueron, fundamentatmente:
cultivo d8 tejidos (para realizar ei cultivo de leucocks),
viroiogía (ya que s8
utiliza un virus para inducir 81 interfertk) y purifkaci6n de proteínas. tas
dos primeras técnicas se requieren tambíbn para valorar la acci6n antiviral
del intetfer6n.
Diaz habia utiiirado estas técnicas en su primera experiencia productiva,
pero de un modo bastante artesanaI. En Sidus s8 trataba de trabajar con
de los principios
molkulas
bien definidas, con un mayor conocimiento
activos y de manera más rigurosa.
Para empezar, se siguieron todos los pasos del m#to=do del Dr. Cantell.
Esa técnica estaba bien descrita en pubkaciones
cientificas, pero adermhs
el mismo Cantell asumid hist6ricamente una actitud activa de difusi6n de
sus conocimientos.
Asi como ayudó decisivamente para que Cuba pudiera
dotarse da una importante capacidad de investigaci6r-r y producci6n de
interferón Isucocitario, también en el caso de Sidus brindo un asesoramienPor otro lado, Díaz habia visitado distintos
to puntual y espontáneo,
laboratorios extranjeros que producían interferbn utilizando dicha tecnica.
De todas maneras, hubo que adaptar toda esa informacibn
a fas
condiciones concretas de produccibn en Sidus. Y, en el curso de esa
adaptac&,
se introdujeron mejoras y desarrollos propios que constituyen
esfuerzos tecnológicos dignos de anAlisis.
2.3.3. Puesta a punto del proceso
y esfuerzos aciaptativos
Las fases del proceso d8 producci6n
de inWf8r6n
Biosidus implican cinco pasos fundamentales.
Dichos
mente, son:
leuco&&o
en
pasos, sucinta-
a) obtencion y posterior purificación (por centrífugacidn) de los gl6bulos
blancos;
b) colocacibn de los globuios blancos purificados en un medio d8 cultivo
adecuado (cultivo celular en balones), agregando un virus inductor de
interfer6n; agitación durante 24 horas, a una temperatura de 3?
grados centígrados;
c) oentrÍfugacic5n para eliminar las células, dado que los gk5bulos
blancos expulsan el interferdn al medio y que el líquido sobrante
contiene et interfer6n;
d) inactívación del virus (no se puede introducir el virus en un producto
farmaMtic0);
8) purificaci6n parcial dei interfer6n así obtenido hasta una actividad
especifica d8 1oO.ooO (107 unidades internacionales por miligramo d8
proteina total.
119
a) En Argentina, la sangre se obtiene en los centros de hemoterapia,
Para empezar, Sidus firmó un contrato con el
públicos o privados.=
Hospital de Ctinicas de la Universidad de Buenos Aires (UBA) y en conjunto
desarrollaron una tknica sencília para extraer los leucocitos, que deben
pasar, además, un control de calidad estricto (fundamentalmente
diagnóstico de SIDA y hepatitis B).
Luego la firma hizu contratos con otros centros públicos y privados de
hemoterapia, a tos cuales se transfiri6 dicha técnica.
De este modo,
Bìosidus recibe gl6bufos blancos de varios centros, con lo que logra una
provisión mensual que puede variar entre 400 y 800 bolsitas (1 bolsita =
1/2 litro = 1 dador), de acuerdo con las necesidades de producci6n y el
número de dadores de sangre. Se realiza un control Serologico estricto
para detectar hepatitis, Chagas, sifilis, SIDA, etc.; y una ver hecho el control
de calidad, los gl6bulos blancos se purifican para eliminar el plasma y los
g16bulos rojos contaminantes.
b) Los gl6butas blancos asi obtenidos se colocan en batones que
contienen medios de cultivo con el virus Sendai -que es inductor de
interf&n-;
alli deben permanecer 24 horas en agitacion a 37 grados.
En esta fase de producci6n tienen importancia cuestiones tales como el
diseño del vaso de cultivo, la temperatura, la velocidad y el tipo de
agitación, las ondas dadas por la paleta de agitación, etc., variables todas
que se fueron ajustando y resolviendo con sucesivas experimentaciones.
Un problema mayor que se enfrent6 en esta etapa fue la construcción de
todo el sistema de cultivo ya que localmente no se fabricaban equipos
como los requeridos, no existían empresas de desarrollo que pudieran
construirlos y /a*importación resultaba excesivamente onerosa.
Luego de algunas experimentaciones frustradas con materiales estandar,
junto con artesanos vidrieros, se diseñaron y fabricaron nuevos batones de
5 litros, utilizando un vidrio adecuado al que se trató de un modo especial
para que no quedaran pegados ni los glóbulos blancos ni el interferón
producido.
Por otro lado, trabajando en conjunto con otros torneros ajenos a la
empresa, se desarrollaron
equipos de agitación: se diseñó un nuevo
sistema de agitadores así como la forma de las paletas (hasta encontrar la
que producía menos turbulencia, mayor contacto, buena oxigenación del
medio, etc.). También se logró fabricar localmente -y a un costo muy
n LOS gibbulos blancos (leucocitos) sa extraen de dadores humanos.
Recordemos que la sangre contiene glbbulas rojos y blancos, plaquetas y plasma.
En las transfusiones sanguineas, lo fundamental son los glbbulos rojos; las
plsquetas esth prescritas s610 en algunas patologias y et plasma se utiliza
fundamentalmente para elaboración de albúmina y gamaglobulina.
La transfusibn
de glbbulos blancos astA casi descartada, ya que, al ttatarse de c&lulas que
contienen la informacitrn de la inmunidad, su transmisibn de un individuo a otro
puede causar serios trastornos. En Argentina no existe, mas alIB de las transfusiones, una utiliracibn global de Lasangre con fines industriales. la albúmina y
la gamaglobulina se importan casi @nsu totalidad y, antes de ia aparicibn de la
demanda para produccibn de interferbn, los glbbulos blancos se transfundian u
tiraban. Hay que tener en cuenta que a partir de los gISbulos blancos pueden
obtenerse -adern&s de los interferones- otras molkulas interesantes, como las
interleuquinas 1 y 2, stc&era.
120
inferior- unas piezas de los agitadores magnéticos que se importaban a un
precio unitario de 50 dólares.
El nuevo sistema permitió estandarizar el proceso y, a partir de allí,
optimizarlo (variando la velocidad de agitación, el pH, cantidad de virus,
etc.).
A diferencia del sistema anterior -que era estático y arrojaba
resultados aleatorios-, las nuevas condiciones permitían “jugaf con varios
parAmetros.
El hecho es que inicialmente un lote rendia -en crudo, sin
purificar- entre 10.000 y 15.000 Uf/ml y que el nuevo sistema permiti6 casi
duplicar esa performance.
ss necesitan -ademAs de! equipo
Pafa realizar el cultivo de femocitos
descrito- un medio de cultivo adecuado (al cuaf se añade un ntiriente
proteico para que las cehulas sobrevivan) y un virus inductor. Biosidus se
vio obligado a autoabastecerse
de dichos insumos.
En primer lugar, como no existia totalmente quien proveyera el nutriente
proteico (suero humano sin gamaglobulina), hubo que montar una línea de
fabricacibn a partir del plasma humano.
En segundo lugar, para sustituir la importación del virus Sendai se
dispuso su producción en al laboratorio. Se compró originariamente una
semilla de virus y se constituy6 un stock. Ei virus se inyecta en huevos
embrionados, donde se multiplica en 48 hs; y como la integración de esta
actividad no está exenta de complicaciones
(los huevos embrionados
deben pasar un control de calidad porque pueden estar infectados, etc.) en
un principio se intentó que fuera asumida por una empresa veterinaria.
Pero finalmente, ante las dificultades planteadas a la hora de transferir al
*tercero” la tecnologia
necesaria, el riesgo de impuntualidad
en las
provisiones y la perspectiva de un mayor encarecimiento
del proceso,
Biosidus se hizo cargo de la producción del virus.
En esta fase también tienen importancia la selecci6n y purificación del
virus Sendai. No todas tas cepas son buenas inductoras, asi que se van
variando hasta encontrar las mejores. Además se requiere cierto grado de
pureza para que el cultivo no se contamine. Al principio se utilizaba ei virus
*crudo” (tal como estaba descrita la técnica en las publicaciones),
con el
inconveniente de que venia acompañado de proteínas de! huevo que luego
debían ser extraidas. Entonces se decid¡6 comenzar por purificar el vjrus,
con lo cual se lograron mejoras en la productividad y en la calidad del
producto.
Hay que tener en cuenta que al final del proceso se necesita
purificar el interferón y que, por 10 tanto, cuanto menos se “ensucie” el
medio menos pasos de purificación serAn necesarios y mayor será el
rendimiento global del proceso.
Las etapas c) y d) no presentaron mayores dificuttades.
e) Una vez obtenido el lote de produccihn, se realiza una purificación que
puede ser parcial o total.
En eI interferón crudo, de cada l#.OOO
moléculas sdo una es de interfsr6n: esto representa una baja actividad
especifica de 10.000 Ul/mg de proteína. Se recordará que cuanto mayor
es ta actividad especifica, más puro es el interferón.
Al comienzo se siguiú el metodo clásico de purificación utilizado por
Cante& pero luego se introdujeron algunos cambios.
En j983-1984,, un profesional del laboratorio fue enviado a Francia para
trabajar sobre interfer6n gamma, cuyo m&odo de purificaci6n (absorción
en gcido siiicico) no guarda similitud con el aplicable al alfa. Sin embargo,
se plante6 la posibilidad de aplicar dicho m&odo para purificar a este
121
tiltimo interferbn; al hacerlo, se logr0 simplificar el sistema descrito por
Cantell: al nuevo m&odo permite reducir en 10 veces el votumen a
manipular (1 litro de interfer6n puro cada 10 litros de interferón crudo),
obteniendo
un interferón estabilizado y suficientemente
puro para SU
aplicaci6n local (l$).
Si se parte de lO.#O Ul/mg, al pasar por un paso
de purifiCaci6n con silicico se obtienen 100.000 Ul/mg; es decir que, al
sacar proteínas contaminantes, aumenta 10 veces la actividad del interferón
por unidad d8 masa.
El paso al interfer6n inyectable requirió un mayor desarrollo de la fase de
purificaci6n para lograr un más alto grado de pureza. Hay que tsner en
cuenta que, 8n la ptoducci6n
del interferón leucocitario de 1Q5, eI rendimiento del proceso -desde el volumen de interferón bruto que produce
el leucocito hasta la obtenci6n del interfer6n purificado- 8s del 8U%,
mientras que, 8n et caso del interferún purificado a la”, el rinde es apenas
el 50%. Aqui también se experimentaron distintos metodos ya publicados
hasta llegar al grado deseado de pureza. El interfer~n así obtenido fue
enviado a algunos laboratorios internacionales -en particular al National
Insfitute of Health de EE.UU.-, donde se valor6 y se corrobor0 su grado
de pureza.
Una vez purificado, el interferón se debe “titular” (o sea, se debe medir
su actividad antiviral). Esto se realiza 8n el laboratorio de cultivo de tejidos,
donde ademAs se hace cultivo de células y virus para los distintos
proyectos en curso y donde, hasta 1989, se venian desarrollando
los
anticuerpos monoclonates para purificaci0n de la proteína recombinante.
En un principio,cuando
se llegaba a cierto grado de purificación del
interferón -adecuado para su uso en aplicaciones externas- se liofilizaba y
se lo enviaba a produccion farmacéutica; y, como Biosidus no tenía cAmara
de liofilización, debía recurrir a un servicio exterior (que, por otra parte, sóto
Pero más tarde se
tenía experiancia en liõfilizaci6n de antibióticos).
consigui6 cambiar et m&udo de purificación para evitar ese procedimiento,
conservando la posibilidad de hacer stocks: la utilización de un alcohol
(etilenglicol) en la purificaci6n permitió estabilizar el producto sin necesidad
Este cambio significb un ahorro neto en el
de pasar por la liofilización.
costo del proceso.
Ademås de las distintas adaptaciones y mejoras señaladas -que están en
la base de los progresos observados
en los rendimientos-,
hay que
mencionar aquí los esfuerzos tecnológicos inherentes al “escalamiento” de
la producción.
Al comienzo se hacían lotes de 1 litro y, al juntarse 5 lotes,
se purificaban volúmenes de 5 litros: cada reaccion funcionaba con un pi-i
y una fuerza iónica determinados, durante cierto tiempo, etc. Cuando se
aumentó la escala de producci6n y se pas6 a purificar volljmenes de 25
litros, fue necesario cambiar los par6metros ya ajustados, comprar nuevos
equipos.,. en suma, reajustar todo el proceso.
Entre los obst&culos más importantes en el proceso de desarrollo se
destacan las deseconomias
externas provocadas por dificultades en el
aprovisionamiento
de insumos biológicos importados o en la provisión de
Tai como en otras actividades productivas, aquí se requiere
servicios.
Esta
importar ciertos insumos y equipus no fabricados localmente.
necesidad choca con diversos problemas: desde retardos burocráticos que
llegan a provocar e! descarte de material biológico (qu8 exige condiciones
122
especiafes
de mantenimiento),
hasta largos plazos en los tiempos
de
instalación y reparación del equipo importado.
biológica
Otro inconveniente
que frecuentemente
afecta a la produtión
-que trabaja con organismos
vivos- es el de fa deficiencia de los servicios
eléctricas y de otros ínsumos básicos, como el agua y el gas. Par ejemplo,
fas eventuales interrupciones
en fa provisi6n de electricidad o simplemente
el hecho de contar con una refrigeradora
preparada
para funcianar
con
220 V constantes
-condiciones
que aqui son aleatoriasexponen
af
a accidentes que pueden provocar la pkdida de los microorlaboratorio
ganismos
de fas Mulas
animafes o de fos virus, 5 por fo menos una
perdida de sus propiedades
bioldgicas.
Esta vulnerabilidad
extrema de fo
biológico frente a la variabilidad
de fos insumos normalmente
ffeva a los
focales a buscar prevenir dichos inconvenientes,
fo que supone
laboratorios
inversiones suplementarias
en infraestructura
5 equipos.
Asi Biosidus, en
su nueva pfanta, ha creido necesario disponer de tres congeladores,
das
de etfos conectadas
a fíneas eléctricas distintas y un tercero conectado
a
un generador
propio.
2.3.4. ~8rfoITI?~~C% del pfoceso
f-fasta aqui se reseñó fa puesta a punto de fas principales
etapas del
Como se Señaló, se disponía de fa infarmación
proceso
productivo.
tecnológica
necesaria, sufrcientemante
descrita en distintas publicaciones
Científic% y en fos propios faboratorfos
creadores d8 esa tecnofogía;
sin
embargo, fueron por demk signikativus
fos esfuerzos locales necesarios
para hacer funcionar
afectivamente
fa información
original;
asi, en ei
proceso de cop&adaptací6n,
se agregaron desarrollos propios que, segtin
se vio, contribuyeron
a optimizar fa productividad
global del proceso y a
disminuir los costos.
Por lo tanto, para expficftar fo idiosincrático
del esfuerzo tecnof6gíco fõcaf
de “copia de una informach
generada
no basta con señalar su carkhr
externamente”;
es posible distinguir
tamb%n , una seria de efementus
presentes en este casw?studio:
necesidad de un afto grado de integracibn
vertical ‘fuera de programa”
(que en los países industrializados no se
observa porque los insumos generalmente
son provistos por terceros),
d&ficits en el funcionamiento
institucionaf
(problemas
para abastecimiento
de sangre y para importar insumos), relativa penuria de equipos, importante
disponibilidad
de mano de obra calificada y creativa (ya sea en tareas
profesionales
c5m5 artesanales),
etcétera.
0 cea que se observan tres conjuntos de esfuerzos: aqu8ffos que tienden
a repetir exitosamente
un procaso
ya conocido;
otras que intentan
compensar
5 salvar al menor costo posible obst6culos propios de nuestra
estructura
productiva,
es decir, adaptar 81 proceso
a las condiciones
concretas;
y, por rjftima, fos que tienen que ver con fa optimizacián
def
proceso en general y que incluso pueden aportar contribuciones
de interh
al estado def conocimiento
en fa materia.
La performance del proceso de copia-adaptach-optimízacih
puede
medirse, en este casa, por fa evofucih
de los índices de rendimiento
a lo
largo del tiempo+
123
Cuadro
V.2. Evolución
produccih
Año
Sangre trata+
(auffy-00ats)
de los Índices de rendimiento
del proceso
de interferh
leucocitario
en Biosidus
Producción
(Unidades internacionales)
1982
6uox10”
1983
1.825 x 10’
1984
1985
1986
1987
4.200
9.208
14.325 x 10”
8.951
8.649
15.217 x 10’
12.185 x lOe
La mechda
se&nentación,
corresponde
de cada
Fuente: Elaborado
sobre
Productividad
(Unidades/B.C.)
0,3 x10”
0,5 x10”
0,7 x10*
1,56 x10”
1,70 x10”
1,40 xlos
2.940 x 10”
l
SI aproximadamente
bufiyxoat
se obtiene
ia base
de intoormacih
medio
litro de
una concentración
proporcionada
de
sangre
final
de dadores
nor~~~ales.
de leucocitos
de 10 ctt:ml.
Por
por Biosidus.
Los primeros resultados productivos se alcanzaron al cabo de un año de
trabajo (sin contar el montaje del laboratorio, que ya había insumido otro
año). Como se ve en et cuadro V-2., en 1982, por cada medio litro de
sangre se obtenían 300.000 UI de interferón. Recien en 1985 se llega a
obtener un promedio de 1,5 millones por medio litro, que es el nivel en el
que se mantenía el rendimiento del proceso en 1988. Según la informacibn
disponible, esos indices son similares a los de Cuba y Fintandia, donde en
1984 se producían 4 millones de Uf de interferón cada 2 litros tratados.
Entre 19881987 se verifica una caida en la productividad: pasa de 1,?O
a 1,40 millones/medio
litro. Esto se explicarla por la disminucibn en el
ritmo de produccibn (frente a las limitaciones de demanda) que habría
aparejado un resentimiento en los niveles de rendimiento. Es que, mientras
se mantiene (o aumenta) cierto ritmo, es posible ir ajustando detalles que
etevan la praductividad, mientras que si se discontinúa (o diSminuy8) se
En ta producci6n
biolágica esto es
manifiesta un fenómeno inverso.
particularmente notable. La conservacián de las cepas (en este caso del
virus inductor) guarda eStr8cha relación con el ciclo de producción porque
en él se van seleccionando
las mejores; ello determina que toda discontinuidad pueda acarrear un drástico rezago tecnolbgico difícil de revertir
(particularmente
en la productividad
de las cepas empleadas).
Este
problema se ha puesto de manifiesto en las dificultades para rehabilitar en
el país la fermentackn
de antibWcos,
luego de años de interrupcibn de
esa actividad.
la producci6n inicial (1982) fue de 600 millones de Ul y durante 1965
1986 se alcanA el mayor nivel: 14.300 y 15.200 miliones respectivamente,
con un pico mensual de 5.000 millones de UI ern 1985. En 1988, sin
embargo, la producción
mensual no superaba los 1 SU0 millones (se
destinaba tanto para ventas a Sidus como para investigación clínica y
Esta disminución en los niveles de actividad ya venía
farmacol6gica).
insinuándose desde 1986, por la necesidad de ajustar la oferta a los niveles
124
reales de demanda.
En 1988, ante ta inmínencia del lanzamiento al
mercado del interfer6n en forma inyectable, se plantea la necesidad de
elevar sustancialmente ia producei&
(hay que tener en cuenta que tas Ul
de un ge! antivira! se cuenian en decenas de miles, mientras que en ef caso
del inyectable para oncología se cuentan en millones).
2.3.5. Algunas limitaciones en la produccih
de intetferh leucocitario y la
búsqueda de caminas alternativos de producción de interfer6n
En principio, el abastecimiento
de sangre -dei que depende inevitablemente la producción de interfer6n a partir de leucocitos puesto que
estas c6lutas no se multiplican en cultivo- no constituía una restriccicin en
la capacidad de producci&,
porque el mercado toca1 de antivirales -al que
se destinaba con exclusividad et interFer6n de Biosidus hasta 1989 es
retativamenta pequeño. Para no sucede lo mismo con oncología, donde
las ventas del producto de Schering-Plough llegan actualmente a rondar las
5.000 millones de unidades mensuales.
En 1988 Eiiosidus comenzó a
aumentar la provisión de sangre con Ia mira puesta en ese mercado; pero,
de todos modos, SB podian anticipar dificultades ligadas a la recolección.
Es que en Argentina -a diferencia de paises como Francia o Cuba-, no hay
ningún tipo de plan nacional de sangre, la donacibn voluntaria es limitada
y cualquier utiiizaci&I masiva de este recurso se torna problem&ttica.
Otra dificultad inherente a la obtencibn de interfer6n a partir de leucocitos
-apenas compensada por la alta actividad específica de ta mokula
y su
alto valor unitario- es el costo del proceso que debe tratar varias decenas
de miles de litros de sangre para obtener un gramo de interfer6n puro.
Finalmente, el origen sanguineo del interfer6n exige poner en práctica
múltiples y caros controles y puede plantear cuestiones de confiabilidad
dificiles de contrarrestar.
Teniendo en cuenta todos esos elementos, Biosidus decidi
buscar
caminos alternativos (0 complementarios):
por un fado, la producción de
interferbn a partir de linfobtastos; por el otro, y fundamentalmente,
una
fuerte apuesta por el d8sarrOllo y dominio de una técnica muy potente
como la ingenieria genética.
Con respecto a ta primera alternativa -que sigue siendo una via natural
como la del interfer6n kucocitariose trata de la mencionada técnica
utilizada por la Burroughs Wellcome (Inglaterra) que posee la ventaja de
emplear células humanas inmortales y capaces de multiplicarse en cultivo.
Eliosidus compr6 en EE.UU. la línea celular correspondiente
a un precio
aproximado de 2.ooO dólares y desarrofl6 la producción por este método
El paso a una escala mayor no está exento de
a pequeña escala.
problemas (requiere el dominio de la fermentacibn masiva de cSiMas,
tecnoiogia que actualmente estA en plena difusi6n mundial), pero la firma
par8ce retenerlo como alternativa potencial.
Tomando como referencia las dos grandes etapas del proceso de
obtencidn de interferón Isucocitario (producci6n y purificaci6n), las alternativas tecnol6gicas mencionadas significan una modkaci6n
completa de
la primera fase y sblo parcial de la segunda. La via del ADN recombinante
implica disponer de una cepa bacteriana a la que se ha dotado de la
capacidad de producir interferón en grandes cantidades, fermentar, extraer
125
la proteína y, recién después, pasar a la etapa de purificación. Por lo tanto,
es en la fase de producci6n donde la ingeniería genética aporta ventajas
decisivas, p8rmitiendO la produccibn masiva de proteinas.
Con respecto a ia etapa de purificaci6n, en el interferón feucocitario lo
que contamina es el medio de cultivo, formado fundamentalmente
por
suero humano, 0 sea, con proteínas humanas. En cambio, en el caso del
recombinante,
el interfer6n no es expulsado al medio sino que queda
dentro de la bacteria y es preciso ‘romperla’ para liberarlo; por ello la
contaminach
proviene de proteinas bacterianas y la purificacion de este
producto -para su empleo en forma inyectable- debe asegurar la total
Así, mientras que se considera
eliminación
de esos componentes.
suficiente que el interferón inyectable natural tenga una actividad específica
de 10’ Ul/mg, en el caso del inyectable recombinante se debe obtener un
interfer6n totalmente puro, o sea 2 x 10 8 Ul/mg.
Esto significa que en la
purificaci6n del interferón recombinante la recuperaci6n no excede el 30%
(por cada 1OO molkulas que sintetiza la bacteria se pueden recuperar solo
30). Por otro lado, los métodos de purificaci6n usados en ei caso del
recombinante
son más sofisticados y caros, como es el caso de los
anticuerpos monoclonal es necesarios.
No obstante, las dificultades señaladas en la producción de interferón
leucocitario no deben hacer pensar necesariamente en un desplazamiento
total de esta alternativa tknica a favor de la via microbiana.
De confirmarse ciertas diferencias observadas entre las actividades biológicas de
ambas moléculas (natural y recombinante),
el interfer6n natural podria
mantener su vigencia para algunas indicaciones
terap&uticas. Ademk, si
bien muchas empresas en los paises industrializados han abandonado la
via natural, una serie de países perifkicos interesados en la producckn de
interferón podrían considerar la vía Ieucocitaria como Ia más conveniente
Porque la producción
de
o directamente
como la única accesible.
interferón por ingeniería genkica supone la movikación de considerables
recursos financieros y científico-tknicos
y ~610 se r8ntabika a partir de
cierto tamaño de mercado (o como parte de un mix m&s amplio de
productos).
Esta situación podria valorizar la experiencia adquirida por
Biosidus en la producción de interferón leucocitario, al dotar a la firma de
la capacidad de transferir una tecnología relativamente simple, incorporable
por centros de hemoterapia no especialmente sofisticados y, por lo tanto,
adaptada al nivel de desarrollo de países no industrializados.
En resumen, en la actualidad Biosidus elabora rutinariamente interferón
a partir de gl6bulos blancos, prkticamente
domina
la tecnologia
de
producci6n de interfer6n a partir de linfobtastos y est& poniendo a punto
la vía fermentativa que p8rmitiría obtener grandes cantidades, bajar costos
unitarios y no depender de la provisión de sangre.
En el siguiente apartado se verá cómo ha sido posible este ultimo
desarrollo que, entre otras cosas, signific6 adquirir la capacidad de ‘armaf
una cepa bacteriana con un objetivo determinado
(la producción
de
interferbn) y acceder al dominio de una tecnologia de recombinación
gen&tica aplicable a la producck
de otras proteínas titiles, a la elaboracidn de diagrhticus
en el campo de la satud y a otras actividades ajenas
a ese sector.
126
3. El Ítierferdn
dr ingenierfá
su economÍu
genbtica: desarroh y pmduccibn.
El proyecto de desarrollarel interferck rewmbinante surp en 1981,
cuando
aún se estaban construyendo
los primerros laboratorios
para
pfoduccibn
de interfer6n ieutiario
de 10 que seria Biosidus.
tiay que
t8fW 8n Cuenta qU8 MI í980 6iogen ya había anuncjadu
en oOnfW8ncia de
prisa
la O&t8V?Cih de bact8rias que producfan interfercsn. Por otra pnrt8,
8ra conocido
el empei?o da G8n8WCh
por conseguir 81 donado
de esa
proteifla,
iu8gO de haber logrado el d8 la insulina en 1979; pf8CiSam8nt8
en 1981 se publican bS trabajus de ese iaboratorb nOti8am8fiGlM
mo$tfando
qu8 habla podido aislar 81 gen d8 interfefórr.
i.a inmin8ti8
8mW$enCiéí
de un nu8vo rdtOd0
pafa Ía ~fOduC&rI
de
int8ffW6f78fl gGUl8SCaÍa, CWl COStOS hCOmpafabl8m8nte
lTlWOf8S que bS
d8 la pfaducción
de i17terf8& leuWCitar&
colocó a la firma local ant8 el
riesgo d8 afrontar una @ida obsolescencia
de su tecndagía
Al mismo
tiempo, la disk5n
del know-how
involucrado
en ese avance tecnol6gico
abti la posibilidad
d8 ensayar to&?I8nte
81 ctonado de la prot8ha
Esto
explica en buena medida la decisión de 8ncarar et proycbcto d8 interfer6n
recòmbinant8,
wti8lam8rrt8
al de inteffe&
~euoocitario, Con k qU8 68
plantea la neoi&!
de dasarrollar localment8
Ia cepa mCDmbinarrt8,
el
pfoCe$O de kfmWt&&l
y 81 d8 pWificaci&I.
Se cr8a 8ntonc8s el Woraturio
de biologfa mokular,
dirigido actualmente por 81 Dr. Jorge Zwopulos,
Este bioquimico
se había recibido en
197Uy, luego de trabajarCOMOinv8Stigador a nivel acad&ko,
emigr6 a
EE.UU. en 1976.
Allí trabajb en microbiologia
básica y awedi6
a las
t6crbS
de ing8ní8ría g8niitiCa.
En 888 momento Ssta t8CnOtogÍa r8Ci&I
com8nzaba
a maiwjatse
en itIv8stigacÍ6n
y 8Ml pocos 108 grUpOS -entre
eHos Genente&
qu8 intentaban
utilizarta con una ofientaci6n
pfoducGva
En 1981 Zorropufos
regresa a Argentina, se relaciona con Sidus y junto
con otro bioquímico
(Carlos Denoya, quien emigra a EE.UU. al cabo de
dos afios) conforman el laboratorio d8 biologia molecutar,
En si proyecto
de intwf8r&1 recombinante
participarAn adam&s dos tkniis
y m&i tarde
-en t987- se inoorporar~ un Wogo.
La tarea emprendida
presentaba por 8ntonces unA s@ri8 d8 obskos,
dados los limitados recuws
tknicos
disponibl8s
localmente y k novedoso
de1 desarrollo
teWO!&$Co qU6 68 intentaba r8pfodUCir (Pr 8j8mpb,
no
había reglas general8s
estandarkãdas
y acéptadas
para lograr la 8xpresián).
Pero, como la tknica
empleada por los grupos de avanzada
estaba descrita y publicada,
se comentb
tratando de r8producír
8n 8f
laboratorio
la información
disponible.
3.1. Estudio
de
las etapas del desarrollo
En el Anexo 1 del apartado 5 se describen 8n detalle las distintas etapas
qu8 condwxtn
a la expred6n de una proteína 8n bacterias y a su utilizati&
8n la pftiucci6n
masiva da 8sa mol&xla
En el Anexo 2 del mismo
apartado
se hac referencia
al desanolio
pionero de interk6n
recombinante hWo
por Biogen, d8SWibi8ndo sucintamente
Io6 condioionantcss,
ias etapas,l0s tiempos y los recursos insumidos. E1camino qus sigui6 el
equipo de Biocidus se inici6 tres años después del comienzo de la
investigacion
en aquel laboratorio europeo.
Al considerar aquí las
condiciones que hicieron posible el 6xito y los tiempos y costos de la
estrategia seguida, se verá que Bsta no fue una mera copia de los pasos
pianeros (lo que hubiera demandado recursos inalcanzables y un tiempo
mayor), sino que combinó originalmente copia y aprovechamiento
de los
“atajos” que van surgiendo a medida que se difunde y estandariza la
tscnologia
8 innovaciones
propias.
Como señal6 uno de los investigadores, ‘. . . la realidad es que nosotros nos iniciamos como copiadores
y terminamos haciendo cosas originales”.
El trabajo comenx6 a mediados de 1981 y durante un ano se compraron
equipos y se experimentaron técnicas. En noviembre de t9Bl se realizó
el primer experimento y se empezaron a ensayar sistemas clásicos no
dirigidos especificamente
a la abtenci6n
d8 interferón: extracci6n y
purificacikt de un pl&smido, corte con una enzima de restricción, ligamento
de dos pedazos de ADN, etc. Asi se logr6 montar y reproducir las tknicas
básicas.
Denoya en el Centro de Virologia Animal (Cevan-CONICET) y Zorzopulos
en EE.UU., habían practicado previamente algunas de esas tknicas; o sea
que, al principio, se trat6 de reproducir en Siosidus tknicas ya conocidas.
Pero en el desarrollo posterior se fueron planteando problemas nov8dosos
en cuya resoluci6n intervinieron distintos factores que hacen al tiempo y al
costo involucrados en este proceso.
A continuación
SB presenta una
descripción somera da las distintas etapas transitadas.
3.1.1. Aislamiento
del gen
Cuando se encara esta tarea el interferón ya había sido descrito por tos
grupos de punta a nivei internacional; su secuencia se conocia y se habia
publicado.
Esto fue determinante
porque permitió elaborar para el
aislamiento una estrategia sencilla y muy distinta de la que habían tenido
que seguir los grupos pioneros.
Inicialmente, los grupos d8 avanzada solo sabian de la actividad antiviral
det interf&n,
pero ignoraban su secuencia: la única conexión conocida
entre el gen y la proteina era una actividad biolbgica detectada,
Por lo
tanto, para aislar un gen tuvieron que cortar el ADN, clonarlo en un
plksmido y realizar un trabajoso screening hasta obtener un plásmido con
cierta actividad antivirat. Recién entonces supieron que tenia un fragmento
que contenia muy posiblemente
el gen de interferón; a partir de alli
pudieron aislarlo y obtener su secuencia. Este penoso trabajo de seieccián
-en las condiciones tkcnicas de fines de los setenta- insumi6 varios años
y mucho dinero.
El equipo de Biosidus en cambia, como ya conocía la secuencia, pudo
seguir un Ftinerario más corto: sintetiz6 una pequeña parte de la secuencia
para utilizarla como “sonda” (detector), consigui6 una biblioteca de genes
humanos (pedazos de ADN clonados en plásmìdos, donde hay una gran
diversidad de clones que representa el total de genoma) yr utilizando
aquella sonda, pudo reconocer directamente la existencia del gen (que
quedó entonces aislado).
Hay que aclarar que este prOc8dimientO se emplea corrientemente
cuando se trata de aislar un gen cuya secuencia se conoce de antemano,
128
ya que pwmite realizar un by pass en et largo proceso de aislamiento por
actividad biol@ica. En tos tiltimas años han aparecido otroS m4todos de
S8t8&6n, mas simples y r&pidos: asi, t0 que en ioS años setenta implicaba
un arduo trabaja de años, a fines de los ochenta se realizaba en un mes..
En esta 8tapa surgieron dos diftcuitad8S que se superaron con ayuda
externa.
ta primera tuvo que ver con la fabricacibn de la sonda.
En ese
momento esta tarea era muy artesanal y s8lo se pdían sintstizar oligonucMtidos
de hasta 20 nucleátidos.
Las opciones entonces eran: montar
esa t&r~ica en eI laboratorio -lo que, desde el punto de vista d8i equipo
local, significaba una gran inverSi6n de esfuerzos en un desarrollo de
utilidad puntual- o comprar la sonda a un precio elevado, Se opt6 por una
variante de esta segunda alternativa: conseguirla a travk d8 un acuerdo
con un investigador conocido que trabajaba en el exterior precisamente en
sintesis de oliQOnud8ótidos.
Actualmente esta tarea se puede realizar en
pocas horas con un equipo computarizado que SinMiZa autOmátic3m8nte
oligonucle&idos
de 300 a 400 nude&idos.
El segundo aporte externo provino de otro investigador que proporcionó
la biblioteca de genes, con Io cual se pudo ahorrar ei trabajo de constiuiria.
3.1.2. Expresic5n
Una vez aislado el gen, el paso siguiente consistid en introducirlo en una
bacteria a fin de que 6sta sintetizara la proteina. Y hay que recordar aquí
que para ello no basta con introducir el gen en un vector encargado de
incorporarlo a la bacteria; 8s preciso que Bsta pueda copiar la s8cuencia
del gen, reconocerlo como propio, cosa que s6k es posible si la bacteria
encuentra en el vector de expresión cierta secuencia regulatoria que es
preciso construir (porque 8s una combinaci6n d8 la secuencia del vector
y de la de la propia bacteria).
Cuando en 1982 se pubiiû6 81 trabajo de Genentech anunciando qU8 ya
tenían expresibn d8 la proteina, en Biosidus reci6n se habia comenzado a
trabajar en el aislamiento del gen, de modo que cuando esto se logra, ya
habia varias pubkaciOn8s
y cierto conocimiento
Sobre timo
llegar a
expresarlo. Ademas, distintos laboratorios de investigacibn en el mundo
disponían da varias sacuencias regulatorias Titiles. Por otro acuerdo
externo, Biosidus pudo conseguir un vector de expresi6n que tenis -accidentalmente
señales de regulación distintas a las que habian utilizado
Genent8Ch y &Ogen.
Por otra parte, era necesario modificar el gen para que encajara en esa
secuencia reguktoria, lo que obfigaba a sintetizar una frac&n
del gen.
Como Biosidus no estaba en condiciones de hac8r sbtesis d8 oligonucleb
tidos, se utiliz6 un mbtodo enzimática, de aproximaciones
sucesivas. El
resultado -en cierta medida azaroso- fue una construccibn con rasgos
distintivos y no particularmente desventajosos con respecto a Ios obtenidos
por las empresas extranjeras que si tenían acceso a la sinteSis. Lo
interesante del caso 8s que, por una limitacibn de madios, 8s utiliza un
metodo más artesanal y lento, a pesar de lo cual se Ilega a resultados
satisfactorios; esto ilustra el tipo de “espacios de libertad” que subsisten
8n campos de la investigacibn biotecnolc5gica en bs cuales 81 conocimiento
cientÍfimtecnol6gico
es aún incipiente, lo que da cierta oportunidad de
129
entrada a grupos de lyD que trabajan 8n condiciones
subóptimas en
comparacián con los grupos de punta.
Finalmente, en 1983, se llega a disponer de un clon con el gen di
intetfer6n alfa 2. Desde el montaje del laboratorio (etapa que, como se
seña@ insumi6 un año) hasta el logro de la expresi6n habían pasado unos
tres años de trabajo.
3.1.3.
@iimiz&ción
de la exprwsi6n
Una vez que se Mg6 a una.construti&
que sintetizaba la proteína se
trat&de optimizar esa expresi6n, es decir, de aument’ar la producción de
protwina por la bacteria.
se dio una serie de pasos, algunos en el tsrreno de la ingeniería
genka,
otros 8n 81 de la gen&ica cksica y otros en 81.de ta fermentación,
En IU genetico se tratb de ir cambiando las características da fa bacteria, de
manera que degradara menos el producto, que reconociera mejor la
secuencia y que copiara m&s rApidam8nt8, etc. Se obtuvo una bacteria
con expresi6n mucho mayor que la inicial.
El primer clon de Biosidus expresaba 170 UJIde inteiferón/ml de cuI-i¡vo;
af cabo de dos años se Ilegb a un clon de 2OO.ooO UI, que es un índice de
exprwsi6n cercano a los informados por los laboratorios de punta. En un
desarrollo posterior (1989), tendiente a mejorar los resultados previamente
alcanzados, se llegará a Obttener un nuevo Clon capaz de producir hasta un
millbn de Ut/ml.
3.1.4. Puesta 8 punto de la f%rm%nt&h
El país cuenta con cierta experiencia en materia de fermenta&&
clåsica,
pero la f8rmentaci6n de una bacteria recombinante
plantea problemas
completamente distintas (en tiempo, volumen, calidad, crecimiento de masa
celular, scaling-up, etc.). En este caso, la fermentaci6n dura pocas horas,
se realiza en vasos de pocos litros y no hay grandes riesgos de contaminación; las fermentaciones cl&icas, en cambio, pueden durar varios
dias, se efectúan normalmente en grandes tanques y la prevención de
contaminaciones
8s un aspecto crucial.
Una vez resueltos esos prObl8mas específicos se pasb a estudiar en
forma sis?em&ttica los partimetros basta llegar a las condiciones óptimas de
fermentacibn.
El scaL&-up
se resolvi con bastante facilidad, porque la
diferencia entre el f8rmentador de prueba y el de produccidn
no 8s
significativa (uno y cinco litros, respectivamente).
Por otra parte, debido a los desarrollos originales hechos en las fases
previamente descritas, una de las construcciones
bacterianas obtenidas
presentaba atgunas particularidades con respecto a las conocidas a travk
de pubkacion8s:
la expresih
8s constitutiva (no precisa inductores), tas
c8pas producen continuamente
sin que s8 llegue a niveles Wcos
(las
bacterias no mueren) y se Obtienen concentraciones
comparables a los
sistemas clãsicos. Por lo tanto, con estas cepas se puede hacer fermentación semicontinua 0 continua.
La fwmentaci6n
continua permite usar
fermentadores p8queños, producir grandes cantidades (ya que el producto
se va reciclando continuamente)
y disminuir los tiempos “muertos” y de
preparac¡&, con lo que los cwtos en esta fas8 de producción 88 reducen
sensiblemente.
El grscficõV. 1. ilustra &mo evoluciwrarun los nivele8 de productividad de
inWrfer6n recombinante 8n Ia distintas 8tapas de! desanollo, cuantificando
las contribuciones
r8spectivas de ias tecnicas de ingenieria genetica,
geMica cEska y fermentacibn.
yable, Llegados a ese punto, la aplicación de técnicas de genkica clásica
y el mejoramiento de las condiciones de fermentacibn (cambios en la
composici6n del medio, aireacidn, etc.) hacen posible dar saltos menores
(en el primer caso la productividad se multiplica por 10, y en el segundo
caso por 2,5); sin embargo, esos saltos resultan muy significativos en
volumen porque se parte de un nivel de productividad elevado. En ese
momento puede Ilegaa a ser más rentable poner el acento en este tipo de
mejoras, en lugar de continuar exclusivamente en el terreno de la ingenieria
genética, si se estA ante ta necesidad de jerarquizar esfuerzos de investigación (como sucede corrientemente en condiciones de relativa escasez
de recursos).
3-Z. Reflexiones
sobre ei desarrollo
A partir de ta descripci6n de las distintas etapas del desarrotlo de
interfekn recombinante en Biosidus, se observa que para llegar al clon
adecuado para la fermentación a escala industrial hubo que resolver una
serie de problemas dosconocidos.
Es cierto que en principio se partid de un conocimiento de ias tknicas
de base adquirido en experiencias anteriores en institutos púbticos de
investigación y en el exterior. Pero luego hubo que enfrentar y resolver
cuestiones sobre las que no había una experiencia previa (ni propia ni en
general en el psis); esto se logr6 a trav& de la copia Q utilización de
iilformaci6n y modelos conocidos {ya desarrollados en el exterior), del
recurso a “servicios externos” (generalmente
informales) y, en buena
medida, de la experimentación
y creatividad propias.
Con respecto a la utilización de informacián conocida, la técnica
empleada por los grupos de punta estaba bien descrita y el acceso a ella
no result6 problem&.tico. La información se obtuvo de revistas a las cuales
la firma estaba suscrita o que se hallaban disponibles en bibliotecas de libre
acceso (Universidad, Fundación Campomar, etc.).
t-lay que destacar que en el escenario internacional lo decisivo para
cualquier firma es “Ilegal primero al producto, patentar su uso y asi excluir
a 10s competidores;
en esa carrera, la difusibn de información “en el
camino” no las hace mAs vulnerables yt de todas maneras, es dificil de
impedir.
En el presente caso, aunque la difusi6n de la secuencia del
intwferán -que habia sido identificada por Biogen y Genentech- permifib a
varios grupos (entre eNos Biosidus) lanzarse con faciiidades tras eI mismo
objetivo, ei hecho es que el avance decisivo con que contaban los dos
grupos pioneros les permitió Ilegar primero y consolidarse monopólicamente en los correspondientes
mercados.
En lo que respecta a los ‘servicios externos”, vale aclarar que Biosidus
no contrat6 asesores externos. Sin embargo, se ha señalado la importancia de determinadas
contribuciones
externas puntuales a través de
acuerdos (no *institucionales”
sino informales) con inveStigador8S del
exterior. Es muy importante subrayar que la información -no solamente en
forma de publicaciones
sino tambidn incorporada al material biol6gicocircula muy fkilmente y se convierte, por lo tanto, en un insumo de primer
orden obtenido en forma poco onerosa.
032
Finalmente, 8s tambibn evidente la importancia que tuvo la capacidad
innovadaa
propia en ta performance tecnoldgica
de Biosidus.
Esa
capacidad se asienta en dos pifares: por un lado, 8n al propio equipo
cientko y en el financiamiento de sus necesidades desde el punto de vista
del equipamiento, ia informacih, el acceso a congresos, etc.; por el otro
fado, en eI vínculo Ofg&niCo existente -en et pasado y en el presente- entre
este equipo científico y el sistema cíentiWacad6mico
nacional.
Es8 conjunto de condiciones condujo a un sendero innovativo original,
que come&
utilizando y r8producíendO
localmente informaci6n dis
punible, lo que permitió articular una estrategia de incOrpuraci6n
d8
‘paquettes” externas fácilmente accesibles que, de ser asumidos localmente,
hubieran exigido largas experimentaciones
sin rbditos tecnológicos
significativos.
Por eso, el camino por el que este equipo lleg6 a la
expresidn del gen de interfer& en bacterias fu8 distinto a fos ensayados
por Genent8ch o Biogen y la construcci6n bacteriana final tambi4n parece
diferir de los sistemas conocidos.
3.3. Tiempos, cosfos y estrategia involucrados
m el d8sarruh
Es intereSante ahora intentar cuantificar los tiempos y recursos empleados en las distintas fases del desarrollo, ya que puede servir para estimar
aproximadamente
el orden de tiempo, de recursos humanos y de inversi6n
necesarios para llevar adelante localmente un proyecto de producción de
proteinas por ADN recombinante.
El tiempo se puede calcular dascomponi6ndolo
por etapas sucesivas: a)
montaje del tabwatorio y de tknicas básicas: un año; b) aislamiento dei
gen: un ano; c) expresi6n: dos años; d) optimiraci6n de la expresi6n: dos
años.
Hasta aquí contabilizamos seis años de trabajo en total. Ese tiempo
puede dividirse, por un lado, en cuatro a?ios de trabajo de un equipo por
el que circularon cuatro personas dir8ctam8nt8 afectadas al desarrollo del
interferdn alfa recombinante:
dos bioquímicos
dodorados,
con cierta
experiencia previa (uno de ellos emigra al cabo de dos ahos de comenzar
la experiencia) y dos tknicùs
(uno de ellos también deja el proyecto af
cabo de dos años).
Por otro lado, se estima que ei desarrollo de las faS= de fermentación
y purificación habrá insumido dos aîios de trabajo de una bi&oga, dos
bioquímicos y tres t8cnicOS. Aquí no s8 toma en cuenta la experiencia en
purificacM
del interferón natural acumulada anteriorman% y que ohiamente acortb mucho el tiempo de desarrollo de la purificación
del
recombinante.
Más altá de esta estimaci6n de tiempos y personal involucrados (que, de
Mas maneras, es ~610 aproximada, ya que la dedicación al proyecto del
personal mencionado
no fue exclusiva), resulta muy probl8mátim
una
contabiliracibn
de detalle de fox gastos en infraestructura,
equipos,
insumos, etc., qu8 correspondieron
específicamente
af d8SarrO1lO del
proyecto de interferbn alfa 2 recombinante.
Parece m&i sensato hacer una
estimación partiendo del gasto global de la firma: sí se considera qua al
laboratorio de biología molecular absorbe un tercio de los gastos corrientes
(salarios e insumos varios) y un quinto de la infraestructura y equipos dis-
133
ponibles, elfo equivale a atribuirle un requerimiento en Infraestructura y
equipos de aproximadamente
4oo.ooO dblares, más gastos corrientes
acumulados en seis años del orden de los dos millones de dólares. Si
dentro del costo del proyecto de interfer6n recombinante se toman en
cuenta las actividades de los taboratorios de cultivo ‘de tejidos y de
purificaci6n relacionadas con 81, se llegaría a un costo estimado global
cercano a los tres millones de d6tares.
Confrontando
estos tiempos y costos con los correspondientes
al
desarrollo pionero de bgen,
se constata que el tiempo utilizado por
Biosidus para llegar a resultados comparables con los de aquel laboratorio
de primer nivel fue aproximadamente
et mismo, pero con una enorme
diferencia de costos. Obviamente, esa diferencia marca ta distancia que va
entre una innovaci6n que desarrollb un nuevo proceso para producir una
proteína y una innovacibn (desde el punto de vista de nuestro país) que se
limit6, en buena medida. a reproducir localmente aquel proceso ya
conocido a nivel mundial.
Claro que el mayor costo de la innovacian
original se compensa con la conquista de una posici6n monopólica que
hace posible la aptaci6n
de rentas extraordinarias en los mercados m&s
importantes.,
Pero hay que señalar también otro factor que est& induciendo una
notable dismirki6n
de los tiempos y costos en 10s desarrollos basados en
la ingenieria gen&ica: la acelerada evoluci6n de esta tecnologia, que entra
ahora en su fase de madurez.
En efecto, el progreso vertiginoso de la
biologia molecular ha ido poniendo continuamente
a disposicihn de los
laboratorios
nuevas técnicas que permiten reducir crecientemente
los
tiempos y costos de tyD. Actualmente, el aislamiento de cualquier gen se
puede realizar 8n un lapso de 3 a 6 meses, cuando hace tan ~610 una
dkada se trataba de toda una proeza que podía insumir varios años de
penoso trabkjo. Como se vio en la primera parte, la estandarización
de
tknicas Mes en ingeniería genética, su rápida difusi6n y comercializaci8n
a precios cada vez m2ts bajos, la aparici& de laboratorios de servicios que
elaboran “a medida” y venden vectores de donado y sondas y que
comercializan kits de reactivos, etc., son todas condiciones que simplifican
y toman cada vez más accesible la producci6n por ADN recombinante.
Es interesante subrayar, entonces -desde el punto de vista de una
produccibn local y de ta eventual capta&% de mercados exteriores no
protegidos por sistemas de patentes-, que et donado de una proteína
recombinante puede encararse en el psis no mucho después del desarrollo
original, a un costo sensiblemente
inferior y al alcance de una firma
mediana local {dejando de lado toda consideracidn
sobre mercados,
rentabilidad, etc.). Esto es posible bajo ciertas condiciones que hacen a la
estrategia tecnofógica-comercia+
de la firma local.
Al buscar reproducir un proceso ya desarrullado
previamente para
fabricar una protaina con un mercado asegurado, el riesgo (y con ello el
costo) de la innovaci6n se reduce enormemente: por un lado, ya se ha
demostrado internacionalmente
la utilidad terapktica
de la molkula
en
cuestián, por lo que se trata de penetrar un mercado virtualmente abierto
sin necesidad de financiar las costosas fases experimentales (ia desventaja
aquí es que en los mercados centrales se está en presencia de firmas
monopc%as,
por lo que se apunta a un limitado ntimero de mercados
secundarios); por otro lado, no sdIo ya se ha demostrado la viabilidad de
134
producir la proteína por ADN recombinante,
sino que tambidn se difunden
parcialmente
tos caminos óptimos a seguir.
Aun asi -tratando de r8prOduCir un proc8so ya puesto a punto en el
exterior* el equipo local siguib una estrategia de subcontratacibn
de partes
del desarrollo (sobre la base de una ‘red’ informal de consubes
wxtemos),
lo que parece haber disminuido
los costos globales dei wmprwndimiento.
Pero wsa estrategia pudo formularse y se pudo captar rApida y, en gran
medida, gratukamwntw parte del largo y Costoso aprendixajw de los grupos
pioneros
porque estaban presentes
al menos tres condiciones:
cierta
consistencia
científico-t&cnica
del grupo local, un vínculo fluido con ei
sistema científico local e internacional
y ta seguridad de un financiamiento
sostenido.
Lo primero refiere a la necesidad de Contar Con infraestructura y wquipos
adecuados,
pero sobre todo Con un equipo de profesionales
de buen nivel,
con cierta expariancia,
con fkil acceso a bibliografia
8SpaCidizada,
con
posibilidad
de cierta participación
en seminarios y conferencias
nacionales
e internacionales,
ate., y que poseen la ‘inteligencia
globai” del proceso a
desarrollar.
Esto ultimo BS lo importante:
el equipo cientifico domina el
conocimiento
tecnol6gico
global y, gracias a 8sa capacidad, puede diseñar
una estrategia selwctiva que, entre otras cosas, contempta ta subcontrataci6n de algunas etapas del proceso.
En segundo tkmino, el vínculo con WIsistema científiCo no s6to tiene que
ver con la provwniencia
de tos investigadores,
sino Con una política
deliberada de preservar y ampliar ta intervenci6n
del equipo tecnológico
en
aquel medio: actividad acadbmica, dictado y participac&
en SeminariOs,
pubkaciones,
admisibn de becarios, etc. Estos dos primeros puntos, que
implican gastos considerables
sin una finalidad productiva directa, pueden
necesaria para recoger los bwnefkios mencionados.
ser la condici6n
En tercer lugar, 8s evidente que lo que posibilit6 wstw dwsarrol!o fue el
financiamiento
de Sidus, ya sea en forma directa o absorbiendo
la
producCi6n
de 8iosidus a un precio superior al del mercado.
Esto pone
de relieve !a importancia
de una dwcisi6n empresaria capaz de tomar
riesgos en funci6n de una apuesta ‘eStratégiCaa cuyos r8sutiadoS S610
p&r&n medirse wn al mediano plazo,
Finalmentw, seria conveniente
señalar tos dos aspwtios mayores que se
han mencionado
como limitantes
o, m&s bien, “rwtardatarios’
para el
En primer lugar, ta disponibilidad
de wquicumplimiento
del proywcto.
pamiBnt0 no fu8 @tima; Si bien 8s Cierto que lOS Caminos no cl&sicos a IOS
cuales condujo wsa carencia permitieron,
en este caso, alcanzar resultados
interesantes,
el hecho de Contar tempranamente
con un sintetizador
de
oligonucleirtidos
o Cun un fermentador
wxperimental (que Sb10 sw compr6
en 1987) hubiera permitido avanzar m&s rApido y con mayor seguridad y
obtener mejores resultados.
De todas maneras, la invwrsi6n n8cesaria wn
equipamiento
no es muy elevada en esta área de IyD y, 8n al caso wn
estudio, no parece haber grandes distancias
con respecto al nivel de
equipamiento
de un laboratorio
internacional
de buen ni&
La otra gran dificultad se refiere a la falta de personal experimentado.
Ya
s8 señal6 que WI proyecto de interfwr6n rwcombinantw
sw inició con dos
bioquímicos
Con cierta experiencia previa y un tknico.
Cuando se necesitb
expandir el laboratorio,
sur@6 el problema de la faIta de profesionales
y
t6cnicus farmados para el trabajo especifico; la mayoria del personal
incorporado no tenis experiencia previa y debis formarse en el laboratorio.
3.4. Balance final del proyecto
de interferón
recombinante
A fines de 1989 fa puesta a punto de la fase de producci6r-1 (desarrollo
de los clones productores de intarferbn y ajuste de las condiciones de
fermentación) estaba prácticamente
resueka y s8 había comenzado
a
producir lotes de interfer6n para su purificac&
Puede decirse que ya se había logrado el desarrollo del interfer6n
recombinante
para uso local (cremas y geles, donde se emplea en un
estado de relativa impureza) y que ya estaba en curso una prueba clinica.
En cambio, su empleo como inyectable (sobr8 todo en oncologia) no
estaba resuelto; todavía se trabajaba sobre el proceso d8 purificación de
la proteína.
El interferón inyectable -como ya se señal6 tiene requerimientos de alta pureza y exige controles más sofisticados. Ahora bïien, el
atto precio a pagar por el anticuerpo monoclonal necesario para llegar al
mAximo grado de pureza encarece enormemente
la produccion
de
interfer6n (se estima que absorbe más del 50% del costo total); por esta
raz6n, se había encarado su desarrollo en el laboratorio de cMas
de
5iosidus.
Al analisar la compekividad
de la firma local, m6s que las diferencias de
costos con los grandes laboratorios multinacionales hay que considerar el
hecho de que el mercado del interfer6n recombinante
está todavia
fuertemente otigopolkado,
permitiendo considerables rentas innovativas.
Con esta morfologia
de mercado, donde los precios no expresan
directamente los castos de pruducción y donde tas tasas de ganancia son
muy elevadas, las dif8tencías marginales en los costos no afectan
sustancialmente la afta rentabilidad de los pocos productores.
Tomando como r8erencia los precios actuales del interferón (cerca de
los 30 dólares/mill0n
de Uf), los costos de producci6n
del interferón
recombinante en Biosidus parecen ser comp8ttitivos.
De todos modos,
dada la existencia de un considerable margen de ganancia, la posibilidad
de una progresiva caída en los precios internacionales no representa un
riesgo importante para la firma local 8n el mediano plazo, sobre todo
teniendo en cuenta que la presión competitiva en este mercado es 8scasa.
No se dispone de información sobre costos de producci6n
de los
grandes grupos para poder confrontarlos con los de Biosidus. Pero, m&
allA del problema que afronta transitoriamente
la firma local, relacionado
con la importacibn de monoclonales para purificaci6n -lo que ‘infla* mucho
sus costos actuales- 8~sin contar con las posibles diferencias en las construcciones bacterianas -que en principio no serían muy importantes-, puede
suponerse que no d8bería haber un diferencial de costos notable. Esto
tiene que ver con la inexistencia de economías de escala significativas 8n
plantas de producci6n de proteÍnas recombinantes -que son en cualquier
caso pequeñas- debido a los reducidos volúmenes de una producción
mundial que se mide en gramos. La planta irlandesa de Schering-P1ough
tiene una escala d8 produccibn mucho mayor que la del laboratorio local.
Peio, si se considera que con un fermentador da cinm litros Biosidus está
en condiciones potenciates de abastecer de interferhn recombinante
al
mercado argentino en su totalidad, entonces ce comprende yue la distancia
con r8specto a la escala óptima no puede ser abismal y, por fo tanto, ei
impacto que pueden tener aquellas diferencias sobre los costos unitarios
es seguramente marginal.
Por otro lado, se trata de un modelo investigativo y productivo caracterizada por su flexibilidad (muftípropósito)
y por la inexisfftncia de
indivisibilidades importantes.23 salvo en lo que hace a la actividad de lyD.
Tal ves aqui reside la deseconomh
de escala más significativa para
Biosidus, que se ha visto obligado a financiar durante varios años este
desarrollo. En el caso de Biogen o Genentech, la escala de sus operaciones les permite amortizar m&s fácilmente sus gastos de IyD no ~610 por el
mayor volumen de ventas de interfer6n recombinante y por ia captación
“plena” de la renta innovativa gracias a su posición de liderazgo, sino
también porque los gastos en IyD pueden amortizarse en un mix más
amplio de productos y porque existe una sinergia entre actividades de lyD
interrelacionadas.
Esta situaci6n “obliga” en cierta forma a Biosidus a
diversificar su horizonte de acci6n para asegurar un retorno a lo invertido
en IyD (que difícilmente podria lograrse satisfactoriamente
con un solo
producto).
MAS adelante se ver6 cuAles son esos otros proyectos y se
analizar6 en qué medida ta flexibilidad de ciertas producciones biológicas
y la diversidad de aplicaciones de los conocimientos de base que están en
juego permiten justamente generar economias que relativizan el imperativo
tradicional de la gran escala.
4. Situación
global
del proceso
4.1. Et mercado Iocal de intetferh
del laboratorio
innovativo
en Biasidus
y el posrergado
autofinanciamiento
El interkr6n materia prima producido por Biosidus es utilizado por Sidus
para elaborar su producto ‘II”. Hasta i989 Bste se destinaba exdusivamente al mercado de antivirales, representando apenas el 2% de las ventas
totales def laboratorio y el 1% del total de unidades vendidas (el precio de
‘IL” duplicaba el precio promedio de los productos comercializados
por
Sidus).
En 1987, et mercado loca! de antivirales (contabilizando “Idulea’ de Elea,
‘IL” de Sidus, *Poviral’ de Roemmers, “Zovirax’ de Wellcome) represent0
en total cerca de 470.000 unidades, o sea, solamente el U,t% de! mercado
farmaceutico total. Ese afro, las ventas de “It’ ascendieron a 83.500
unidades, es decir, cerca del 18% del mercado específico medido en
unidades; pero, si se considera este mercado en valor, las ventas de “IL
para 1967 -650.000 ddlares- representan el 24,5% del total (2652.000
ddlares), lo que muestra el alto precio unitario relativo del “IL”. La irrupción
del interfskn de Sidus no signifiti por lo tanto un desplazamiento de otros
productos antivirales sino m&s bien una ampliación del mercado específico.
23 La inversibn necesaria en infraestructura y equipos no tlega al millón de
dblares; entre los equipos m&s caros podemos citar al sintetizador de oligonucle&tidos (4O.ooO dblares) y al fermentadar experimerrtal (35.000 d6lares).
137
Dada la estrechez de este mercado, se tornaba imperativo para el
laboratorio el objjetivo de entrar en el mercado de oncología a traves del
int8tf8rbn inyectable.
Ahora bian, aunque Biosidus estaba tal ~82 en
condiciones de proveer suficiente interferán laucocitario para abastecer el
mercado interno -a pesar de las dificultades de abastecimiento de glóbulos
blancos 8n las cantidades
requeridas para el inyectable, obst&culo
pfobabiemente
insalvable en una persp8ctiva de expotiaci&,
los costos
de producci6n eran excesivamente altos. Esta es una de tas principales
razones que dieron impulso a la alternativa de producción
por ADN
recombinante.
Hay qu8 tener en cuenta que, desde setiembre de 1987, SCheringPlough viene comercializando
en Argentina su intetfer6n inyectable
r8combinante (“intrdn*), a un precio en farmacia equivalente a 18 d6lares
la m8gaunidad,24 mientras que el precio en eI mercado internacional del
interfer6n de leucocitos oscila entre 30 y 40 dolares la megaunidad.
Se
considera que el costo de produccibn de un millon de Ul de interfer6n
r8combinante no superarla los cuatro dálares.
En la comercialiracion
del nuevo producto aparecen dos aspectos a
destacar. Por un lado, los requerimientos de marketing del interferón -en
tanto producto biotecnol6gico
novedoso que, en algunas aplicaciones,
debe mnvivir Q competir con otros productos o tratamientos tradicionales
y que, en otras, implica abrir un mercado nu8v025-, han llevado a poner a
un bi6logo al frente de las actividades de comercialización
en Biosidus. Y
las potencialidades del nuevo producto estAn dando impulso a una politica
activa de búsqueda de mercados externos.
Finalmente, hay que destacar que la actividad innovativa en 8iosidus no
se ha limitado a la producci6n de interfer6n y a su suministro como materia
prima a Sidus donde se produce la forma farmac6utica. At tratarse de una
nueva mol&ula, se debió también trabajar con el departamento farmac&tico
de Sidus en investigaci6n clinica de los interferones y en el
desarro!jo de las formas farmac6uticas. La conversión da la proteína en un
fármaco (terreno en el cual no existia ninguna experiencia) implic6 rssolver
una serie de problemas (estabilidad, ausencia de toxicidad y pir6genos,
formas de administración, aplicaciones...).28
De ahi que en 1988 ~610 un
40% del interfer6n producido por Biosidus se vendiera efectivamente como
materia prima a Sidrrs y que el resto se destinara a experiencias ClÍnicas,
aprendizaje 8n clínica, farmacoiogia, etc&era.
En 1988 se catcufaba que los gastos operativos mensuales de Biosidus
-incluyendo no ~610 los costos de produccibn de interfer6n sino tambibn los
24 Las ventas de “htrW
llegaron en febrero de 1988 a 5.ooO millones de Ut, es
decir unos 1oO.ooOd6lares. Se considera que Argentina representa hoy uno de tos
principales mercados del producto de Schering-Plough.
25 Es el caso dsl herpes genital, para el cual no habia tratamientos indicados.
28 Es cierto por lo élem&s que en el país no SB realizan verdaderas pruebas
clinicas que establezcan la eficiencia y no toxicidad de las nuevas drogas -y .el
interfer6n no es una excep&n-,tomAndose
como referencias habititantes las
pruebas clinicas realizadas en los paises industrializados.
Sin embargo, para el
tratamiento de patologlas inexistentes hoy en aquellos paises -como el Chagas o
la lepra-, una utilizaci8n eventual de interfarbn (gamma) deb8r8 pasar por una
corroboracibn experimental previa realizada in situ.
138
de todas las actividades de IyD desarrolladas
en el laboratorio, que
absorben algo m&s del 60% del gasto total- ascendían a l#.ooO dhlares,
lo que por lo manos duplicaba et valor de ventas. Dentro de ios costos
variables de producci6n, los rubros que sobresalen son: en el caso de!
interferdn leuc~~itario, ta provisi6n de sangre (alrededor del 3% del valor de
produccián,
incluyendo las bolsas que provee Biosidus, los gl6bulos
blancos y los diagn6sticos) y tos reactivos para detecci6n de SIDA, hepatitis
B y pir6genos; en el caso del interferón recombinante,
los anticuerpos
monoclonales para purificaci6n (que por el momento se importan); cabe
mencionar tambi4n los distintos insumos utilizados en el proceso de
purificación y et material de pllistico (importado) necesario para control o
valoraci6n de interFer6n.
Por Ultimo, los salarios totales de Biosidus
representan un 50% del total de gastos.
Sidus financió desde el principio toda la inversibn fija y los gastos
corrientes y financia, hasta hoy, los gastos de Biosidus no cubiertos por sus
ingresos.
Pero, ademas, absorbe toda la producci6n de Biosidus a un
precio superior al del mercado, lo que puede considerarse como una forma
indirecta de financiamiento
que ayud6 desde el principio a disminuir
incertidumbres concernientes a la demanda.27 El financiamiento ptiblico
directo fue limitado: la empresa se vio beneficiada por un crddifo de
6OO.ooO dólares (efectivizado parcialmente) otorgado por el Banco de la
Provincia de Buenos Aires/BANADE
en 1987 para equipamiento
de su
nueva planta; y en 1988 recibió un subsidio para investigacitjn del Centro
Argentino-Brasileño
de Biotecnología (CABBIO).
4.2. La itnperiasa diversificación: fertilidad cruzada, fkxibiídad
y economías de escala y de kope”
Se ha mostrado cómo el producto original de produación de interfer6n
Ieucocitario se prolongó luego al interferbn linfobl&ico,
al interferbn
gamma natural, al de otras interleuquinas y al proyecto de gamaglobulina,
aportando economías en todos ellos como tambidn en eí proyecto de
int8rFer6n recombinante.
Lo que sucede es que se va conformando
un
pool de conocimientos
y experiencias relacionados con cierta linea de
trabajo biol6gica (producción de proteinas a partir de sangre, su purihcación), que facilita los nuevos ampr8ndimientos,
los cuales son, a su vez,
imprescindibles
para rentabilizar convenientemente
la inversi& hecha en
el proyecto original. Esa fertilización es cruzada, es decir, se da en realidad
en todos los sentidos, lo que multiplica las economías resuttantes de la
divers#k-acidn.
Asi, por ejemplo, el aprendizaje realizado en el desarrollo
del interfer6n leucocitario permitió luego lanzarse r&pidamenta a desarrollar
el interfer6n gamma a partir de linfocitos T; y, reciprocamente, ta aplicac¡&
2T Es preciso subrayar que, a su vez, toda la actividad innovativa desplegada
por 8iosidus probablemante ha tenido una oxternalidad considerable sobre el
mejoramiento de la imagen de mercado del propio Sidus. No es aventurado
suponer que la identificacÍ6n del laboratorio farmac6utico con este desarrollo
cientifioo-tknioo
ha contribuido CVI alguna medida a su exitosa performance
comercial en los últimos aiios.
del método de purificaci6n de este último al primero dio buenos y sorprendentes resultados. Asimismo, luego se pudo volcar toda la experiencia
acumulada en purificación en el proyecto del recombinante.
Algo similar s8 puede obsarvar en ingeniería genatica, donde el proyecto
troncal de interferón alfa recombinante fructifica en desarrollos posteriores,
como los de interferon gamma recombinanta
y diagnósticos,
y los
proyectos de IL 2 recombinante e insulina recombinante.
El proyecto de insulina es en principio un emprendimiento conjunto con
Biobras (Brasil), con quien Sidus formó un joinf-ventire.
En Biosidus se
esth llevando adelante el desarrollo de! clon; la puesta a punto de la fase
fermentattiva ta asumiria la firma brasileña, que dispone de una importante
planta de fermentaci6n.
El acuerdo tambihn contempla la transferencia a
Biobras de la cepa desarrollada por Biosidus para producir interferbn.
Entonces, en proteínas se han planteado modelos que tienen garantizada
su llegada al mercado: la molkula
ya fue descubierta, se conocen sus
aplicaciones terap&ticas,
ya está en 81 mercado y hay una difusión de la
informaci6n tecnológica necesaria para su producci6n. Como ya se indicó,
ello ti8ne que ver con la necesaria minimizaci6n de los riesgos (costos) de
desarrollo.
Las posibilidades de fracaso y los costos son bastante m$s
grandes cuando se intenta clonar por primera vez una proteina ya
conocida; y esas posibilidades serian aun mayores si de lo que s8 tratara
fuera de ctonar una proteína cuyas aplicaciones terap8uticas no estuvieran
claramente definidas.
En el kea de diagnósticos -donde los mercados son más pequeños- los
costos de desarrotlo son relativamente menores. Ademas, al no ser drogas
de administración clinica, no están suj8tas a las exigencias y controles del
aparato regulatorio público y su colocación en el mercado 8s más sencilla
y rápida (el riesgo, por lo tanto, disminuye).
Aqui Biosidus ha encarado
proyectos de punta más originales y que, por ende, implican un grado de
incertidumbre con respecto a su llegada al mercado.
Los desarrollos en este campo estkn dirigidos a dos tipos de diagnósticos: unos detectan el pat6geno @robes) y otros el anticuerpo. El objetivo
es producir a bajo costo diagn6sticos extremadamente
rApidas.
En la primera direcci6n, SB estaba trabajando sobre el modelo de
papiloma (virus genital considerado responsable de la mayor parte de la
patología cervical, incluidos los carcinomas), hepatitis 8, enfermedades
respiratorias (Iocalizacibn 8 identificación rApida de virus que, como el
adenovirus, causan ese tipo de enfermedades), diarreas infantiles, lepra,
tuberculosis, control sanitario de alimantos (salmonella y clostriditrm), etc,
En el segundo enfoque, ya habia algunos modelos desarrollados (hepatitis
B, Chagas, adenovirus, papiloma).
AdemAs de proteínas recombinantes y diagnósticos, el laboratorio de
ingeniería genética tiene una actividad secundaria de control de las pruebas
ctinicas -en particular de interferún- a través de procesos moleculares. Por
ejemplo, logr6 desarrollarse un test que permite la detecci6n del virus del
papiloma y el control in vivo del grado de ataque del interferón a dicho
virus.
Queda claro, entonces, que 8n eI campo de la ingeniería genkica la
fertilizaci6n va m& allA de una línea especifica de trabajo. En el sector
salud, s8 aplica a la produccibn y purificacibn de distintas pruteinas de
140
utilidad terap&tica, a procedimientos de diagn&ico,
a vacunas, etc.; pero
incluso trascienda a este Sector: su campo de aplicación potencial es en
realidad Vansectorial parque se utiliza en agricultura (aditivos, enzimas,
fermantos), energía (recuperaci6n
de metales por microorganismos),
etckera.
El caso del interfer6n ilustra con bastante claridad tanto la generalidad de
los nuevos procedimientos biotecnol&icos
como asi tambien ia posibilidad
de valorirar en una nueva actividad el conocimiento tecnológico adquirido
en un desarrollo previo. Esta apreciación también vale para el caso de la
insuiína.
La insulina natural se obtiene de páncreas bovino y porcino por un
proceso extractivo. La tecnología aplicada en este proceso no tiene nada
que VW con Ia utilizada en la producci6n de interfer6n natural -salvo en la
fase de purificaci&r- y, por io tanto, las unidades productivas respectivas,
así como la formac¡& del personal intetviniente difieren completamente.
En cambio, la producción por ADN recombinante parte de un desarrollo
tecnoI6gico esencialmente similar, se realiza con los mismos procedimientos técnicos båsicos y se puede llevar a cabo utilizando la mkma
infraestructura productiva (agregando eventualmente pequeños fermentadores) y el mismo personal.
Esto significa, por un lado, que el desarrollo del clon de insulina y la
puesta a punto del proceso de producción
y purificación insumirian
bastante menos tiempo que el que demand6 el interfer6n recombinante.
Hoy ya es rutina cortar ADN, aislar un gen, etc., y ya se sabe qu8 hacer con
una bacteria recombinante una vez que se coloca en et fermentadoí.
Es decir que todos los tiempos reseñados en el modelo original ahora
se pueden predecir mejor y comprimir, no solamente porque ha avanzado
al ‘estado del arte” en la materia, sino tambien por el aprendizaje que
acumulb la firma.28
Por otro lado, la similitud de modelos de produccibn
de proteihas
recombinantes
permite que, en sus reSp8ctivOS d8sarrollOs, se usen los
mismos equipos.
Por ejemplo, la parte experimental en insulina se podría hacer en eI
mismo fermentadar de prueba utilizado para interferdn; y, si eventualmente
se decidiera tener los dos modelos fermentando, se podría agregar otro
fermentador de producción o usar et mismo alternativamente.
Finalmente,
es evidente que et personal involucrado en el desarrollo, producción y
purificacion
de interferón recombinante
pudria desempeñarse
en este
proyecto de insulina sin necesidad de seguir un largo entrenamiento previo.
Vemos entonces cbmo la línea de trabajo en ADN recombinante permite
encarar una variedad de desarrollos, en los cuales se va volcando el
aprendizaje acumulado (minimiraci6n de los tiempos de investigaci6n y
desarrollo) y reutilizando los recursos disponibles (disminuci6n de los
costos fijos involucrados en cada proyecto). Las ecunomias de ‘flexibilidad
y generalidad” adquieren entonces gran importancia en estos modelos
productivos.
p8 Esto ha quedado de manifiesto MI el desarrolto reciente da un nuevo clon de
interferbn en el lapso de seis meses.
4.3.
Formación
empresaria
de recursos humanos:
y papel del Estadc
situacih
universitaria,
politica
Es importante destacar que para superar dos aspectos seCalados coma
obstkutos
limitantes del desarrollo -disponibilidad de equipos y formaci6n
de personal especializad@ et Estado puede contribuir con politicas ad hoc,
ya sea directamente, a traves de cr6ditos promocionates,
facilidades de
importac¡&,
beneficios impositivos, etc., o, indirectamente, reforzando la
formacibn universitaria (por ejemplo, en biología motecular), organizando
postgrados o financiando becarios en el sector privado,
Biosidus recibió (aunque parcialmente) el ya mencionado
cr8dito del
BANADE y el subsidio otorgado por et CAB8tO; por otro lado, el laboraturio se benefició con ta incorporaci6n
de cierto ntimero de bwarios del
CONJCET, asi como con la participación de varios de sus investigadores
en cursos y seminarios 8Sp8Cializados subv8nciOnados
por et sistema
estatal.
La firma, cuyo personal inicial estaba integrado por doce personas,
contaba en 1988 con 40 empleados (m& algunos becarios); el 50% son
profesionales -en su mayoria biólogos y bioquÍmicOs-, atgunos de ellos
doctorados y con estudios en et exterior. Casi todos tos investigadores se
han formado en el sistema científico-t8cnioo y algunos de ellos mantienen
una relaci6n institucional con dicho espacio, lo que evidentemente facilita
ta circulación de informacibn cientÍfico-tecnol6gica
así como su actualiraci6n.
Debido a ta falta de profesionales especializados en el &mbito local, ta
firma incorpor6 graduados con alguna experiencia previa en investigacibn
a los que luego se brindó una fOmaci6n 8Sp8Cífi= -pr&ica y a trav& d8
seminarios internos- en el laboratorio y en atgtin caso en el exterior. Cabe
destacar que esta opci6n pOf ta fofmaci6n interna 8s muy marcada en
biología molecular.
la dificultad de encontrar en el país profesionales aptos para et trabajo
en biologia molecular explica que en 81 laboratorio de ingeniería genética
se encontraran trabajando en 1988 -adem& da cuatro personas del staffocho becarios de distinto origen (cinco del CONICET) que se habían
incorporado sin ninguna experiencia previa.
Esto permite que los becarios hagan entonces su postgrado en ta
empresa y al mismo tiempo que contribuyan at trabajo del laboratorio. En
1988 ninguno de tos bacarios estaba directamente afectado al proyecto de
interfer6n, pero otros varios proyectos funcionaban
en buena medida
gracias al trabajo de cada uno de ellos. Por otro lado, se consideraba muy
significativo et aporte de los becarios, ya que et gfupo habia podido recibir
un bd-back
importante de todos los trabajos matizados.
Entonces, el
hecho de no poder encuadrar a esos becarios en una potitica empresarial
estricta puede, por un lado, generar deseconomías para ta firma; pero, por
otro lado, et contar con investigadores propios *mezclados’ con investigadores con un interés te6rico menos aplicado, que generan nuevos cone
cimientos y hacen cosas con más libertad, representa innegables beneficios.
Cabe aquí tambibn mencionar un proyecto de investigacidn encarado
junto con tiros dos becarios det CONtCET en et Instituto de tnves-
142
tigacíones MBdicas “Alfredo Lanari’ &sobre regulacick y producci6n de
interferón gamma y otras molkutas,
Como se ve, la tarea de apoyo del CONICET es importante 8n la medida
en que posibilita la especiakacibn
de un conjunto de profesknales
y, al
mismo tiempo, subsidia recursos humanos calificados que contribuyen, de
alguna manera, a los proyectos de Biosidus. El sistema de becas, que ha
permitido a la empresa incorporar una dotación considerable de profesionales subsídíados por el Estado, est8 acompañado de condicionamientos:
el
compromiso
fundamental con 81 CQNICET 8s brindar a los becarios la
posibilidad de hacer sus tesis, !o que supone no apartarlos de sus temas
principales ni estipular plazos estrictos; de asta manera, la Ióg.ka industrial
queda subordinada a la lógica acadbmíca y se subraya el componsnte de
beneficio social de este tipo de contratos.
Hay tambih
un costo de
espacio, material y tiempo de atenci6n a los becarios que la empresa debe
pagar. Sin embargo, los beneficios de multiplicaci6n de relaciones con el
sistema acad&m!co de formaci6n de profesionales eventualmente incorporables a la firma y, sobre todo, de contribucí6n de los becarios a la
dinAmica del laboratorio en general y a los proyectos industriales en
particular autorizan a hablar de subsidios pUblicos y de externatidades
considerables en este terrsno.
Finalmente, cabe destacar que, en su estado actual, el plantel de
Biosidus presenta una configuraci6n tecnoldgica flexible, en et sentido de
que domina una serie de tknicas
que pueden utilizarse en distintos
modelos, lo que ha promovido cierta díversifkaci6n: 88 encaran problemas
que hacen a la produccián de fármacos, al análisis dinico y al diagn&tico.
El know-how acumulado
en diagn6sticos
para salud humana puede
aplicarse tambibn al control de higiene de alimentos y de agua, al
diagnktico
vegetal, 8tc. Es posible que en todos los casos surjan
dificultades en las particularidades,
pero, en general, se ha adquirido la
capacidad de abordar un ancho abanico de temas en biotecriologia,
debído pracisamente a la “universalidad” de las tknicas y de los conocimientos básicos requeridos.
Esto plantea nuevamente la posibilidad de
explotar economks
de flexibilidad,
de generalidad,
particularmente
importantes en firmas pequeñas y medianas.
4.4. La #ueva planta
Como ya se señal& ante la envergadura que fueron tomando los nuevos
desarroltos 8n 8íosidus, en 19% Sidus d8cidi6 construir otro laboratorio.
En el psis habia escasa expariancía en el tema, por lo que hubo que
resolver una serie de problemas desconocidos,
Asi, aunque Ia ingenieria
del proyecto fue confiada a un estudio de arquitectura &al, el trabajo se
hizo sobre la base de una interacción constante con el equipo de
profesionales
de Bi.osidus, quienes fueron planteando
las distintas
necesidades a satisfacer. Se realizaron visitas a laboratorios, consukas a
2~ Este es un caso en el cual se ponen en valor tas rekciones de los invastigadores de Biosídus con el medio acadbmiro.
revistasespecializadas,consultas con profesionales de distintas especialidase busc el asesorades, etc. Por ejemplo, para hacer las hreas est&iles
miento de fabricantes locales de equipos de flujo laminar. Como resultado
de ese trabajo, se debiú generar un krrow-how ingenieril considerable que,
eventualmente, podrA valorizarse en nuevos emprendimientos
en el campo
de la producci6n
biológica,
hecho que constituya una exterrPalidad
potencial no desdefiable en este desarrollo.
En el nuevo edificio, la superficie disponible para labkatorios se amplió
enormemente
con respecto a la situaci6n anterior, al tiempo que se
mutiplicaron las necesidades de equipamiento al aumentar Ia autonomía
de cada laboratorio.
Se considera que la capacidad de producci6n de
interfer6n leucocitario aumentb cuatro veces.
El costo de construccion del inmueble fue de 1.7OO.ooO dólares, mientras
que
la nueva inversión
en equipOS
ascendi6 a 600.000 dblarss; y contabilizando los equipos previamente disponibles, la inversián total en ese
rubro rondaba el mill& de dolares.%
4.5. Puntualizaciones
finales
En el presente capitulo se han caracterizado las condiciones concretas
y los rasgos salientes del proceso por el cual una firma privada local fue
generando o incorporando distintos conocimientos biotecnolhgicos
avanzados, en funci6n del desarrollo y la producci6n de interfer6n leucocitario
3QA continuacibn, se da un detalle de los principales
aproximados:
equipos y sus precios
- 1 ultracentrifuga (4U5U.000 U$S): se usa un poco en produccibn, pero sobre
todo sn desarrollo
- 1 fermsntador experimental de alta complejidad (35.ooO U$S)
- 1 fermentador de produccih
(lO.ooO USS)
- 8 flujos laminares (6.500 U$S -importacihy 3.ooO U$S -fabricacibn local)
- 1 estufa gaseada para cultivo de c&ulas (4.ooO U$S)
- varios equipos de etsctroforesis para distintos usos (en total: 2U.OOOU$S)
- 1 cromat6grafo {3.000 U$S)
- 1 centrifuga “Sorval” t rotores (25cxnï USS)
_ 1 congeladora (4.m U$S)
- equipos de agua (4.W U$S)
- 1 HPLC (70.000 U$S, utilizada parciatmente por Biosidus pero en realidad
comprada por Sidus)
- material de plhstico (micropipetas, 8 flujos laminares, etc.)
Entre los equipos que se esthn adquiriendo
actualmente
se encuentran:
1 sintetizador de oligonucle&tidos (#50.000 UâS)
1 FPLC (4U.ooO U$S. Se trata de un cromatbgrafo liquido de alta precisih, con
gran sensibilidad para separar sustancias; similar al HPtC pero mhs apto para
sustancias biológicas, se usa mucho para contiol de calidad en la industria
farmachtica)
1 sistema para romper bacterias (para ingenieria gen&ica), a fin de liberar los
productos htiles contenidos en ellas
varios autoclaves con controles slectrhicos
(de fabricacibn local).
144
el cony recom binante. Se tratar& ahora de agrupar esquem&ticamente
junto de conclusiones que se plantearon a lo largo de este anA.lisis.
a> En lo que respecta a las condiciones
en que se desenwelve
el
proceso innovatiuu se destacan tres puntos.
En primer lugar, la innovacion se genera en el marco de una firma
farmacéutica nacional que, aunque de mediana dimensián, protagoníra en
los últimos años -junto con una decena de laboratorios nacionales- un
ascenso verbiginoso en el ranking de ventas del sector. Dicha expansib,
que la coloca actualmente entre los primeros laboratorios nacionales, se
logra contempor$neamente
con el desarrollo biotecnol6gico
en cuestión<
El crecimiento del laboratorio en et mercado farmacéutico tradicional tiene
un componente innovativo menor (acelerada diferenciación de productos),
fo que no autoriza a hablar de una dinámica innovativa global de la firma.
Sin embargo, es evidente que su expansión le permitid encarar un
financiamiento
a largo plazo de esfuerzos de lyD en el campo biotecnol6gico que hoy representan aproximadamente
el 4% de su valor en
ventas; y, a su vez, ese emprendimiento
innovativo no resuda ajetio al
crecimiento de la empresa farmac&utica, no tanto por los resultados
directos de esos esfuerzos (las ventas de interferón en 1989 eran todavía
marginales en la fatiuraciófl total de la empresa), sino por su contribución
ai aggiornamento
del per%! “publicitario” de la misma.
Como se señaló, Sidus habia encarado en el campo farmoquímíco la
producci6n
loca! de algunas materias primas, lo que constituye un
cumportamiento
no generalizado dentro del sector y que puede verse
como un antecedente de la decisibn de integrar Ia producci6n de interfer6n.
Es muy posible que la decisión de abrirse con fuerza hacia la innovaci6n
biotecnoiógica
haya tenido también relación con el cambio generacional
operado en la dirección de Ia firma, que habria reforzado la búsqueda de
una nueva Senda de acumulaci6rl.
Finalmente, la opción inicial por interfer~n en el proyecto de desarrollo
biotecnológico
de la firma se explica porque confluyen dos elementos:
cierto interés manifestado por el laboratorio a partir del boom de dicha
proteina a nivel mundial y el protagonismo
inaugural de un investigador
universitario que se integra a Sidus, con ciertus antecedentes científicos y
productivos en este tema (que -por otro lado- habían tenido un tratamiento
relativamente temprano en los medios acad6micos !ocales).
Es interesante señalar que el proyecto de desarrollo biotecnológico
en
su dimensión actual no se concibe “de una vez’, sino que es resultado de
una maduracicin de condiciones que van amptificando el impulso inicial
(limitado durante un tiempo al desarrollu y producci6n
de in?erf&n
leucocitario).
Entre estas condiciones figuran la posibilidad de provechar
externalidades tecnológicas generadas en el proyecto inicial y la necesidad
de rentabilizar adecuadamente
la inversión que éste habia exigido.
Un segundo elemento significativo es la constituci6n de Biosidus como
unidad independiente dal laboratorio farmacéutico. La circunstancia de que
el impulso innovador haya tenido lugar en el marco de una empresa de la
dimensi6n de Sidus le dio al proyecto la doble ventaja de un flujo sostenido
de financiamiento y un acceso facilitado al mercado. Pero, desde el punto
la consolidación
del proyecto de desarrollo
de vista organizacional,
biotecnol0gico
parece haber resultado de ventajas propias de la pequeña
145
unidad: la dinAmica general del laboratorio (muy intensivo en IyD), la
flexibilidad en la organiza&%
del trabajo y en gerencia, las relaciones con
el mundo acadbmico, son algunos de los elementos que se contraponen
con los condicionantes
de funcionamiento
de una planta de producción
tradicional.
En tercer lugar, la capacidad de adaptar y optimizar los modelos iniciales
617 que se inspiraron los desarrollos de Biosidus en interfer6n leucocitario
y recombinante dependi6 de la cantidad de informaci6n disponible sobre
aquellos modelos, de los recursos financieros y materiales, de la cantidad
el desarrollo, de los insumos
y capacidad del personal que Ilev a &
xcesibies y, en general, de las economías externas presentes en el medio
local, del mercado y de los mecanismos de regulación pliblica (polkicas de
impottación, control de medicamentos, interaccidn con el sistema científim
tknico),
etc. Estas situaciones especificas condicionaron
un tipo de
organiracibn del trabajo, de normas y volúmenes de producci6n, etc., es
que no guarda necesariamente relaci6n
decir, una funcibn de producckk
con la inherente al modelo origind.
b) En lo que hace a los rasgos 8specificos
de la innovación
biotecWdgica estudiada, para empezar habria que distinguir entre el proyecto
de interferón leucocitario y el proyecto de interFer6n recombinante.
La producci6n de inMer6n
a partir de leucocitos aparece a nivel
internacional como una tecnología madura, Yradicional” y crecientemente
relegada por el interferbn de ingenieria gen&ica, que supone ventajas
decisivas en facilidad de produccihn y costos (m&s allá del mayor o menor
‘espacio’ terap4utico que finalmente pueda reconocerse a la proteína
naturaI).
Sin embargo, su desarrollo en nuestro Ambito presenta una
relevancia no desdeñable.
Es que lo avanzado en una tecnologia no
puede analizarse ~610 desde el punto de vista universal, puesto que los
nivelas y los modos de desarrollo difieren claramente de país en país.
En ese sentido, este desarrollo biotecnolbgico
significó esfuerzos
innovativos de gran impacto en nuestro medio, en la industria farmacáutica
(producción biológica local de una molkula
relativamente
nueva), en el
mercado (comercializacián
de interferón como antiviral) y en la relación
universidad-industria
(convenio con el centro de hemoterapia del Huspital
de Cfinicas), con algunas externalidades aprovechables por el sector
público.
Por otra parte, la producción de interferbn a partir de leucocitos -a
diferencia de la tecnología de ingeniería gen&&
se halla claramente al
alcance de países de limitado desarrollo científiwtknico,
lo que le abre a
la firma local la posibilidadde concretar transferencias internacionales de
la tecnología que ha adaptado y desarrollado.
Finalmente, es indudable que esto Itevó a Biocidus a transitar un camino
madurativo que le permitid lanzarse al desarrollo de interferbn remmbinante, al generar, por un lado, un conjunto de conocimientos
sobre la
proteína, su purificacibn, sus aspectos clínicos y de marcado, etc., y al
asegurar, por otro lado, un financiamiento parcial del laboratorio.
El idBd8fdn
d8 ingeniería Qent&8
9xigi6
un fuerte inpUt Cián?Ífie
tknico por tratarse de un desarrollo con reducido rezago res-o
de la
frontera, en un terreno con escasa experiencia en ef país, y porque
Bioeidus apunt6 a controlar la totalidad del proceso: desanollo de la
bacteria recombinante,
fermentacM
de la misma y purifrcaci6n de la
protein a.
Ahora bien, aunque se trate de un desarrollo ‘imitativo” -en 81sentido de
que se intentó repetir caminos ya transitados por los grupos de punta a
nivel mundial-, no debe perderse de vista el hecho de que constituye la
primera apticacion en el país a escala industria! de la tecnología de ADN
recombinante.
El acceso a esta tecnologia estrat6gica fue posible bajo chtas condiciones que parmiten entender que e! clonado y producr=i6n de una
proteina recombinante
se baya podido encarar en el psis no mucho
despu&
del desarrollo original y a un costo abordable por una firma
mediana local:
l Se contb
con modelos desarrollados previamente en e! exterior. La
informaci6n general sobre estos desarroltos de punta -que permiri6 avanzar
rclpidamente, a menor costo y minimizando riesgos- circula con relativa
facilidad y sín demasiado retardo; esta circunstancia responde, entre otras
cosas, al hecho de que buena parte de los grupos que los protagonizan
pertenecen a la esfera pública o tienen relacibn estrecha con ella. No se
trato, por 10 tanto, de avanz%f en la frontera, sino de aprovechar tempranamente informaci6n de grupos que estSn trabajando en ella, para lo que
fue necesario abrir distintos canales de acceso a 8sa informacitrn:
suscripcidn a publicacionas cientificas, asistencia a congresos, 8tcht8fa.
l Biosidus
pudo beneficiarse de algunos servicios externos importantes,
prestados de manera informal por investigadores
que trabajan en eI
exterior, gracias al funcionamiento
mismo del sistema cisntifico a escala
mundial (que favorece et intercambio
entre los distintos grupos de
investigacion) y a que los investigadores de Biosidus provienen del sistema
científico-thcnico,
Esta información, incorporada en material biol6gico y
transferida a bajo costo, permiti6 resolver problemas
que hubieran
demandado mayor tiempo y equipos de los que el laboratorio local no
disponia.
l La
at%cu!acidn de una estrategia eficaz y selectiva, capaz de complementar los desarrollos llevados a cabo localmente con aportes ex6genos
sin por ello resignar et control de la ‘inteligencia global* del proceso,
depende de la propia consistencia cíentifica-t&nica
del grupo de inves
tigadores que protagoniza el emprendimiento.
Y s8 ha visto que algunos
de ellos tienen nivel doctoral, siguieron formaciones
efl ef exterior y
realizaron experiencias previas en et sistema cientificot6cnico
local. El
desempeño
del grupo requiere tambien, obviamente,
de cierta disponibilidad de equipos, insumos, literatura, acceso a congresos, etc., todo
lo cuat supone un financiamiento sostenido “a pkdida” que no debe ser
minimizado.
l A pesar
de ta accesibilidad de los costos, la inversión es significativa
por lo cual resulta imprescindibk
plantearse 81tema de la -Ia
requerida
para amortizar dicha inversión de un modo adecuado. En es8 sentido, la
diversificación de proyectos en Biosidus puede intefpretarse como una
necesidad de valorizar la inversi6n realizada y de disminuir costos unitarios,
aprovechando
Ias múltiples externalidades generadas en los desarrollos
iniciales.
*
5. Anexos
3’
5>1. Anexo 1. La tecnohgía
de ADN recombinante
5.7.7. El ADiV, el ARN y la síntesis de prothas
Las proteinas
son moléculas que Ilevan a cabo la mayor parte de los
de la célula (proteinas entim&ticas o enzimas) o bien
forman parte de las estructuras celulares (proteinas estructurales).
La &ula viva es una fábrica de proteínas, las que se producen por la
combinach
en un cierto orden de sus elementos constitutivos:
los
aminohcidos.
El modela de combinacih
está contenido en el genoma o
‘material genktico’, que es el portador de toda la información gen&ica.
Dicho material estA formado por una sustancia muy especial llamada ADN
(ácido desoxirribonucleico).
Las mokulas
de ADN son larguisimas cadenas formadas por cuatro
unidades diferentes (nuclebidos:
A-C-G-T) que se pueden suceder en
cualquier orden a lo largo de la cadena. Estas cadenas siempre se hallan
de a dos, formando una doble hebra que es posible debido a una
caracteristica fundamental que tienen las unidades antes mencionadas: A
se aparea can T y C con G, siendo, en general, imposible otro tipo de
apareo; es decir que las dos cadenas no son id6nticas sino complementarias. Esta carecteristica es la que sustenta al m&odo de hibridaci0n
molecular al que aludiremos más adelante.
El llamado codigo genkico hace corresponder
un aminoácido determinado a cada secuencia de tres nucle0tidos sucesivos en la cadena ADN.
A su ver, existen 20 aminoácidos
distintos que se pueden suceder en
cualquier orden para formar una proteina. La parte de una cadena de ADN
que codifica (que tiene la información necesaria) para ia produccion de una
proteína determinada se llama gen. Pero el ADN (a mejor, una fraccih de
éste: el gen) no ce traduce directamente en proteína, sino que primero es
copiado en ARN mensajero (ARNm) -que es específico y complementario
del gen-; luego ese ARN se traduce en proteÍna.
De esta manera el
mensaje de una porci6n del ADN se expresa en la síntesis de una
determinada proteina; otra parte del mismo será “leida’ y dará origen a otra
proteha distinta, y así sucesivamente.
procesos
catalÍticos
5.7.2. El clonado
de un gen
Clonar un gen significa aislarlo de su wntexto celular natural e introducirlo en el ADN de otro organismo vivo. Este nuevo gen, como parte
integrante de la información gen&ica de la chla receptora, se multiplicará
con ella. Y en ciertas condiciones -generalmente esto no ocurre automátiticamente- ese nuevo gen será tambih expresado por la c&ula receptora,
es decir, traducido en la proteína para la cual codifica. De esta manera, la
&ula receptora adquirirá una propiedad que antes no poseía.
3’ tos anexos 1 y 2 de este capitula fueron redactados por el Dr. Mauricio
Seigelchifer.
148
Haca ~610 unus 15 años ,el donado de un gen parecía ut6pico. Es que
cada célula humana contiene un genoma de un metro de largo, compuesto
de, por lo menos, 1 .ooO.o1K) de genes diferentes que tienen un tamaño
menor que un micrón. Los genes abarcan entonces tan ~610 un 10% del
genoma; el 90% restante esti constituido por tramos que no codifican para
ninguna proteina.
Desde hace algunos decenios se sabe tima aislar el ADN, rompiendo
las membranas
celulares mediante aplicación de tratamientos
físicoquímicos.
Pero lo que hizo efectivamente posible el donado de genes
fueron dos descubrimientos
esenciales.
A mediados de la dkada pasada se descubrieron unas enzimas capaces
de rewnocer secuencias específicas en al ADN y cortarlo en ese punto;
son las llamadas enzimas de reWicci6n que, en tanto *tijeras biológicas”,
se transformaron en poco tiempo en una de las armas principales de la
ingeniería gen6ttica. Utitizando las enzimas de restricción es posible -por
ejemplo- cortar un ADN en dos sitios especificos, aislar el fragmenta y
luego unirlo a otro ADN distinto, previamente cortado en un punto, con la
ayuda de otra enzima, la ligasa, que es capaz de unir dos pedazos de
ADN.
El segundo descubrimiento
importante es que eI fenómeno de la resistencia de ciertas bacterias a los antibióticos se debe a la presencia -en
determinadas cepas bacterianas- de pequeñas molkutas de ADN circular
cerrado Itamadas pl&midc~,
que se autorreplican en las bacterias. Asi se
llegó a disponer de plkmidos
naturales adaptados para usarlos como
“vectores de clonaje”, 8s decir, como vehiculos transmkores de Ia informacion (codificada por un gen) desde un organismo dado a una bacteria.
Para ello se forma un nuevo pl&mido que contiene, además de su ADN
origina{, un ADN de otro origen. Por lo tanto, se dice que este nuevo
pkmido
est& formado por ADN recombinan&.
Este pltrsmido puede ser
introducido
en una bacteria apropiada y, cuando dicha bacteria se
reproduzca, todas las bacterias originadas llevaran el pltismido recombinante formando un don,, Se díce por esto que el gen (o ADN) que ROS
interesaba está clonado.
51.3. Herramientas
y metodologías:
su evolución
El objetivo que persigue la ingenieria genstica es, en general, la síntesis
de una proteína por un microorganismo
o una c6lula animal, Se trata de
sintetizar proteinas de estructura y actividad bioldgicas id6nticas a las
proteinas naturales y, a veces, de sintetizar nuevas proteinas de inter&
industrial.
Supongamos
que lo que se desea es expresar una proteína de origen
humano en bacterias. Los pasos a seguir son, en esencia, los siguientes:
1) obtención del fragmento de ADN que contenga el gen de interk;
2) inserción del ADN en un vector de clonaje adecuado;
3) introducción
del vector (con el ADN ya insertado) en la célula
receptora;
4) selección de aquellas c8lulas que han incorporado el vector y que
contienen et nuevo gen buscado;
149
5) introduccibn d8l gen ya caracterizado
permita la síntesis de la proteína.
en un vedar de expresibn
que
El donado del gen ,-que comprende los cuatro primeros pasos mencionados- fue tradicionalmente
la fas8 más ardua.
Los genes a ctonar pueden provenir de un banco de ADN genómico
va a
(donde cada fragmento del ADN total -incorporado a un pkmidoparar a una bacteria distinta), pero genera!menta se utiliza ADN copia
(ADNc). Este se obtiene utilizando como molde ARNm -obtenido de un
tipo de c4iula que est& sintetizando activamente la pro&tína buscada. Una
vez logrado eso, es posible (como en el primer caso) introducir este ADNc
en un pthmido y hacer crecer bacterias con el pkmido
recombinante.
Et problema es encontrar -en uno u otro banco- al menos un clon que
contenga e! gen buscado, es decir, que contenga la informac¡& capaz de
dirigir Ia síntesis de la proteína. T6ngase en cuenta que el número total de
genes es del orden de 1 .ooQ.ooQ y que lo que se desea es identificar uno
solo. Se ha evaluado que para tener una seguridad (99%) de encontrar un
gen humano determinado en un banco genbmico es necesario examinar
13W.ooO colonias! Un banco de ADNc contiene unas 1 .ooO veces menos
clones que el banco genbmico, pero la detección del buen clon tambik
representa un trabajo muy arduo para los investigadores.
Se Comprende que sea necesario disponer d8 un medio eficaz y fiable
para detectar sin ambigüedades entre todo ese conjunto eI clon buscado.
Tradicionalmente
se han utilizado varios m&odos, cuyo empleo depende
fundamentalm8nt8
de la informacibn disponible sobre el gen: una sonda
capaz de reconocer e hibridarse con el gen COrreSpondi8nt8, anticuerpos
contra la proteina buscada, detección por la actividad de la proteína,
etaera.
t-iay que entender que esas pruebas pueden repetirse cientos d8 veces
antas de dar con el buen clon. Es así que el gen del interfer6n pudo ser
clonado por inv8stigadores
de la sociedad Biogen 8n forma de ADN
complementario
luego de un trabajo de dos años. Para ello fue neoesario
examinar m&s de lO.ooO Clones bacterianos por mhdos
que detectaban
la actividad antiviral del interferbn.
Hasta principios de los años ochenta, la identificaci6n d8 los genes
clonados se hacía únicamente por los m&odos
anteriormente
mencionados.
Pero ahora se Cuenta con una nueva via d8 d8Wci6n
-la
sintesis de. oiigonucle&idos
y el empleo de este material como sonda
(pro&+,
que permite dr&sticas economias en los tiempos nscgsarios para
el chado
de un gen.
Esta estrategia simplificadora ~610 fue posible cuando se pudo disponer
de medios wcndógicos
que permitieron:
1) tener la capacidad
de
secuenciar al menos una parte d8 una proteina; y 2) sintetizar el ADN
correspondiente
(que codifica para esa proteina).
La posibilidad de
sewenciar no 8s un h8cho reciente. Pero esas dos etapas se hacen hoy
con ayuda de m&quinas totalmente automáticas. Por un lado, los químicos
da proteínas permitieron la puesta a punto de un “microsecuenciadof
capaz de detsrminar la secuencia d8 los aminokidos
de una cantidad
infima de proteína Por otro lado, desde hace pocos años se dispone de
un sintetizador de ADN, es decir, un equipo que hace la sintesis química
de cualquier
150
secuencia
oligom&ica
de ADN que el investigador
programe.
Entonces; utilizando este nuevo enfoque el investigador que hoy se
propone identificar el clon que contiene el gen buscado entre las centenas
de miles de clones de su banco puede seguir los sigui8ntes pasos:
* se
supone que la proteina cuy0 gen se quiere ctonar ya fue purificada
y analizada;
- se establece la secuencia de aminoácidos de una parte de ella y se
predice, con ayuda del código genético, la secuenciade ADN que
cõdifica para es8 fragmento;
- SB sintetiza una pequeha cadena identica a una porci6n del ADN
conocido;
- et material se marca con radiactividad y se lo utiliza como sonda para
detectar et clon que nos interesa; esta sonda, puesta en contacto con
el ADN de los dones del banco, va a aparearse con las SecuenciaS que
le son complementarias
(se forma entonces un “híbrido” entre Ia sonda
y su secuencia complementaria),
revelando aSi el 0 los clones que
contienen probablemente
el gen.
Entre otros logros, las oiigonucle&idos
permitieron, por ejemplo, a
Genentech clonar y expresar el gen del TPA, a dos equipos norteamericanos clonar un gen de la IL 2 humana, y al equipo de Biosidus
lograr el clonadá del gen de interfer6n alfa.
D8 todas maneras, fa exitosa tknica d8 d8t8CCihI de genes con ayuda
de una sonda d8 ADN sint&icO no d8b8 hacer olvidar que, una vez logrado
ese objetivo, todavía se debe llegar a Ia expresión d8t gen fuera de su
medio normal, lo que requiere un arduo trabajo de investígací6n.
Efectivamente, una vez que se tiene donado y caracterizado el gen,
comienza Otro proceso: lograr la expresión de la proteína que Bste codifica.
Para esto hay que eliminar todas las zonas regulatorias que pr8ceden a la
zona codificante y pasar 81 gen asi tratado a un vector de sxpresibn, es
decir, a un pkmido
que tiene zonas regulatorias que serån reconocidas
por la maquinaria bacteriana y harán que la misma produzca la proteína
extraña.
Realizado este paso, queda caracterizar la proteina obtenida (propiedades biokjcas
y físico-químicas,
reconocimiento
por anticuerpos
y
S8Cu8nCia d8 aminokidos,
8tC.).
Cuando se est& seguro de que la proteína r8COmbinante concuerda en
todas sus caracteristicas con la natural, se dirige el esfuerzo a aumentar
Fsu producción por parte de la bacteria, ya sea a travbs de metodos de
ingeniería genkica, de gerkttica cl&sica o mejorando las condiciones de
fermentaci6n.
5.2. Anexo 2. El desarroho
de ínfetfertjn recombínante
en Bíogen
A continuaci6n se detallan !os distintos pasos del desarrollo hecho por
el equipo de Biogen, primer equipo en el mundo que anunció (en 1980) et
clonado d8 interfer6n humano:
1) s8 bus& Obtener ARN mensajero d8 kWOcitOS humanas -8s decir,
donde 88 podh encontrar una mayor expreSión dei gen que Se deS8aba
151
Se calcui6 entonces que el ARNm de interferbn era muy escaso:
solamente una fracción ínfima del ARNm leucocitario total.
ARNm impuro se transformó en ADN copia que pudo asi ser
en un plkmido;
a su vez, este plásmido recombinante
se
en bacterias.
3) Se obtuvieron asi miles de clones, entre los que fue preciso buscar
alguno que expresara efectivamente el gen responsable de la sht8sis de
int8rfefh
Aqui hay que tener en Cuenta que no se conocía la Secuencia
de aminoácidos de la proteina, por lo que la tarea era muy complicada.
Fue necesario examinar más de 10.000 colonias con un complicado
metodo que, indirectamente, denotaba la presencia de ADN de interferón,
Luego de ensayar distintos procedimientos y al cabo de casi dos años de
trabajo, se obtuvo un clon que pruducía una sustancia cuyos parámetros
fisico-químicos y propiedades biológicas
8fan iguales a los del inteffefón
y que era reconocida
por anticuerpos
anti-inteffefón:
se había llegado at
clon correcto.
A Comienzos
de 1980 58 comenzb
a redactar
la patente
y
se anunci6 el hallazgo,
previendo
que en el tkmino
de uno a dos anos se
estaría 8n Condiciones de producir interfer6n recombinante para ensayos
clin icos
4) Ese primer clon tenía una actividad interferon baja: producia apenas
20.ooO unidades/litro d8 cuhivo. Mejorando luego el pkmido
utilizado, la
productividad se incrementá 1O.ooO veces, llegándose hacia 1981 a obtener
cepas productoras de 200 millones
de unidades/titfo
(cerca de 1 mg/l).
En
1983 ya se informaban rendimientos
cerCanos a los 10 mg/\ (nivel
T
alcanzado por Biosidus en 1989).
aislar.=
constituía
2) Ese
insertado
introdujo
32 Recordemos
que el gen no se traduce directamente
8n proteina, sino que
pfh?WrO 8s cxïpiado en ARN mensajero que 8s eSpeCif¡cO y CMIpkmE?ntafio
d8l
gen- y que, recih entoncw, ese ARN se traduce en protelna.
152