Control del tamaño de las Pellas en la Planta de Pellas de Sidor, CA
Anuncio

n°: 2006-XXA PROYECTO DE GRADO Presentado ante la ilustre UNIVERSIDAD DE LOS ANDES como requisito parcial para obtener el Título de INGENIERO DE SISTEMAS “CONTROL DEL TAMAÑO DE LAS PELLAS EN LA PLANTA DE PELLAS DE SIDOR, C.A. CON TÉCNICAS DE VISIÓN ARTIFICIAL” Por Br. Betania del Mar Bellera Sosa Tutor: Edgar Chacón Co-Tutor: Eliezer Colina Tutor Industrial: Juan Colmenares Septiembre, 2006 ©2006 Universidad de Los Andes Mérida, Venezuela “Control del tamaño de las Pellas en la Planta de Pellas de Sidor, C.A. con técnicas de Visión Artificial” Br. Betania del Mar Bellera Sosa Proyecto de Grado — Sistemas de Control, 165 páginas Resumen: La solución de problemas en los procesos de tipo industrial debe estar enmarcada en desarrollos tecnológicos basados en conceptos que conduzcan a una solución práctica, bien estructurada y acompañada del componente computacional para optimizar la solución acertada. Así pues, en este trabajo de investigación se muestra una solución que permita llevar a cabo el control del tamaño de las pellas producidas en Sidor C.A. Cabe destacar que el proceso de peletización constituye uno de los primeros procesos en el ciclo productivo de la empresa y que las pellas son elemento principal para la producción de acero en Sidor, por lo que es de vital importancia tener una buena supervisión y control de la producción de las mismas, en especial su tamaño. El sistema de control planteado comprende el diseño, desarrollo e implementación de un Sistema de Visión Artificial, que permita el monitoreo de los radios correspondientes de las pellas producidas en la planta, y un Sistema Experto en Peletización, que genere la recomendación más adecuada para controlar el tamaño de las pellas en caso de que éstas se encuentren fuera de los rangos aceptables. Luego de la implementación del sistema de control desarrollado, se efectuaron las pruebas correspondientes a la evaluación del mismo, éstas demostraron que cumple satisfactoriamente con los objetivos definidos inicialmente y con los requerimientos de la empresa. De esta manera se determinó que ambos sistemas en conjunto constituyen una acertada solución para la empresa, permitiendo el control efectivo del tamaño de las pellas producidas en planta. Palabras clave: Sistema de Visión Artificial, Sistema Experto, Peletización, Pellas, Disco Peletizador, Control, Monitoreo, Supervisión, Autimatización, Sidor. Dedicatoria A mis padres, por todo su amor y apoyo incondicional; por enseñarme que con esfuerzo y dedicación se obtienen grandes logros.., éste es para uds. Índice Dedicatoria .................................................................................................................iii Índice.......................................................................................................................... iv Índice de Tablas ....................................................................................................... viii Índice de Figuras........................................................................................................ ix Agradecimientos.......................................................................................................xiii Capítulo 1 Introducción ......................................................................................... 1 1.1 Antecedentes ................................................................................................ 1 1.2 Definición del problema............................................................................... 2 1.3 Justificación ................................................................................................. 3 1.4 Objetivos....................................................................................................... 5 1.4.1 Objetivo General....................................................................................... 5 1.4.2 Objetivos Específicos................................................................................ 5 1.5 Estructura del documento............................................................................ 5 Capítulo 2 2.1 La empresa y el proceso........................................................................ 7 La empresa Sidor C.A. .................................................................................. 7 2.1.1 Planta de Pellas ...................................................................................... 10 2.1.1.1 Manejo de Materiales ..........................................................................11 2.1.1.2 Molienda ..............................................................................................11 2.1.1.3 Peletización ..........................................................................................11 2.1.2 El proceso en Planta de Pellas................................................................ 12 2.1.2.1 Variables de control del proceso ........................................................ 13 2.2 Proceso de Peletización .............................................................................. 13 2.2.1 Pellas....................................................................................................... 14 2.2.2 Mecanismo de formación de pellas........................................................ 15 2.2.3 Disco peletizador (Disco de boleo)..........................................................17 2.2.3.1 Principales componentes del disco .....................................................17 2.2.3.2Operación del disco de boleo.............................................................. 18 2.2.4 Factores que influyen en la formación de pellas.................................... 19 2.2.4.1 Tipo y cantidad del agente humectante usado (agua) .......................20 2.2.4.2Fineza y forma de las partículas ......................................................... 21 2.2.4.3Tipo y cantidad de los aditivos aglomerantes usados ........................ 21 2.2.4.4Dispositivos en el equipo de boleo para regular las fuerzas que intervienen .......................................................................................... 23 Capítulo 3 3.1 Marco Teórico .....................................................................................26 Visión Artificial...........................................................................................26 3.1.1 Elementos de un sistema de visión artificial .........................................26 3.1.1.1 Fuente de luz....................................................................................... 27 3.1.1.2 Sensores de imagen ............................................................................38 3.1.1.3 Tarjetas de captura (adquisidora) ...................................................... 39 3.1.1.4 Algoritmos de análisis de imagen.......................................................40 3.1.1.5 Extracción y selección de características ........................................... 41 3.1.1.6 Reconocimiento de formas e inteligencia artificial............................42 3.1.1.7 Computadora o módulo de proceso ...................................................42 3.1.1.8 Sistema de respuesta en tiempo real .................................................. 43 3.2 Sistemas Expertos (SE) .............................................................................. 43 3.2.1 Aplicaciones............................................................................................44 3.2.2 Áreas de aplicación................................................................................. 45 3.2.3 Ventajas .................................................................................................. 47 3.2.4 Limitaciones ........................................................................................... 47 3.2.5 Arquitectura básica ................................................................................48 3.2.5.1 Base de conocimientos .......................................................................49 3.2.5.2 Base de hechos (Memoria de trabajo) ................................................49 3.2.5.3 Motor de inferencia ............................................................................50 3.2.5.4 Subsistema de explicaciones .............................................................. 51 3.2.5.5 Interfaz de usuario.............................................................................. 52 3.2.6 Tipos de Sistemas Expertos ................................................................... 52 3.2.6.1 Sistemas Expertos basados en reglas ................................................. 53 3.2.6.2Sistemas Expertos basados en casos (Case Based Reasoning) ......... 53 3.2.6.3 Sistemas Expertos basados en reglas bayesianas .............................. 53 3.2.7 Metodología para el desarrollo de Sistemas Expertos........................... 53 3.2.7.1 Análisis y descripción del problema................................................... 53 v 3.2.7.2 Especificación de requerimientos ...................................................... 55 3.2.7.3 Análisis de costos, tiempo y recursos ................................................. 56 3.2.7.4 Ingeniería del conocimiento............................................................... 56 3.2.7.5 Diseño preliminar del Sistema Experto ............................................. 57 3.2.7.6 Desarrollo e implantación del Sistema Experto.................................58 Capítulo 4 4.1 Sistema de Visión Artificial ................................................................ 59 Metodología de desarrollo e implementación ........................................... 59 4.1.1 Fuente de luz .......................................................................................... 61 4.1.2 Sensor de imagen ................................................................................... 63 4.1.3 Tarjeta de adquisición de imágenes....................................................... 63 4.1.4 Análisis de imagen y reconocimiento de formas ................................... 63 4.1.4.1 Filtrado (pre-procesamiento) y Segmentación (aislamiento objetos de interés) ................................................................................................64 4.1.4.2 Extracción y selección de características ...........................................68 4.1.5 Módulo de proceso .................................................................................69 4.1.6 Adquisidor de radios ..............................................................................69 4.2 Evaluación del Sistema de Visión .............................................................. 70 4.2.1 Iluminación ............................................................................................ 70 4.2.1.1 Iluminación por leds........................................................................... 70 4.2.1.2 Iluminación por fluorescente ............................................................. 72 4.2.2 Procesamiento ........................................................................................ 74 Capítulo 5 5.1 Sistema Experto en Peletización ........................................................ 77 Metodología................................................................................................ 77 5.1.1 Análisis y descripción del problema ...................................................... 77 5.1.1.1 Descripción general del problema...................................................... 77 5.1.1.2 Especificación de requerimientos ......................................................80 5.1.1.3 Ingeniería del conocimiento...............................................................89 5.1.1.4 Diseño preliminar del Sistema Experto ............................................. 93 5.2 Desarrollo e implantación........................................................................ 105 5.2.1 Construcción del prototipo .................................................................. 105 5.2.2 Validación del prototipo....................................................................... 108 5.2.3 Construcción del modelo operacional.................................................. 109 5.2.3.1 Adquisidor de entradas..................................................................... 109 vi 5.2.3.2 Sistema Experto................................................................................. 111 5.2.3.3 Interfaz gráfica...................................................................................114 5.3 Evaluación del Sistema Experto............................................................... 122 5.3.1 Verificación del Sistema Experto ......................................................... 123 5.3.2 Validación del Sistema Experto ........................................................... 124 5.3.3 Usabilidad del Sistema Experto ........................................................... 125 5.3.4 Utilidad del Sistema Experto ............................................................... 126 5.4 Evaluación del Sistema Completo............................................................ 126 Capítulo 6 Conclusiones ..................................................................................... 128 Capítulo 7 Recomendaciones ............................................................................. 130 Bibliografía ...............................................................................................................131 Apéndice A Especificaciones de la cámara Legend530 ....................................... 134 Apéndice B Base de Conocimientos del Sistema Experto ................................... 135 B.1 Modelo conceptual ................................................................................... 135 B.2 Modelo computable.................................................................................. 136 B.2.1 Diagramas de flujo computables...........................................................137 B.2.2 Reglas en CLIPS ................................................................................... 138 Apéndice C C.1 Archivos del Sistema......................................................................... 148 Librería (pellaslib.lib)............................................................................... 148 C.1.1 Funciones de tratamiento de datos y cálculo de variables (pellas.c) .. 148 C.1.2 Almacenamiento y consulta de datos (db_util.c) ................................ 150 C.2 Adquisidor de datos de la cámara (AdqCamPellas.c)...............................151 C.3 Adquisidor de Sistema Experto (AdquisidorPellas.c) ..............................151 vii Índice de Tablas Tabla A. Aplicación de los Sistemas Expertos según el área. ...................................46 Tabla B. Diseño de la tabla de datos de instalación................................................100 Tabla C. Diseño de la tabla de factor de escala ........................................................101 Tabla D. Diseño de la tabla de históricos................................................................ 102 Tabla E. Respuesta del proceso ante variaciones de las principales variables. ..... 105 Tabla F. Tiempos de respuesta del proceso ............................................................. 111 Índice de Figuras Figura 1. Ubicación de Sidor C.A. ............................................................................... 7 Figura 2. Proceso del sistema de reducción.............................................................. 10 Figura 3. Planta de Pellas de Sidor C.A. ....................................................................11 Figura 4. Discos peletizadores de Planta de Pelas Sidor C.A. .................................. 12 Figura 5. Etapas del proceso de formación de pellas en Sidor C.A. ......................... 13 Figura 6. Formación de pellas................................................................................... 15 Figura 7. Otras alternativas posibles en la formación de pellas ................................17 Figura 8. Principales dimensiones de discos industriales........................................ 18 Figura 9. Movimiento del mineral en el disco .......................................................... 19 Figura 10. Relación entre inclinación, altura de las paredes y ángulo de reposo del disco. ..................................................................................................................24 Figura 11. Elementos de un sistema de visión artificial............................................ 27 Figura 12. Iluminación de un objeto .........................................................................28 Figura 13. Iluminación posterior difusa ...................................................................29 Figura 14. Iluminación posterior direccional ...........................................................29 Figura 15. Iluminación frontal oblicua .....................................................................30 Figura 16. Iluminación frontal direccional ...............................................................30 Figura 17. Anillo ........................................................................................................30 Figura 18. Anillo con difusor.....................................................................................30 Figura 19. Domo ........................................................................................................30 Figura 20. Dispositivo de luz frontal axial................................................................ 31 Figura 21. Iluminación de día nublado (CDI)........................................................... 31 Figura 22. Dispositivo comercial de CDI .................................................................. 32 Figura 23. Iluminación de campo oscuro ................................................................. 33 Figura 24. Dispositivo comercial iluminación de campo oscuro ............................. 33 Figura 25. Esquema de iluminación del array de luces ............................................ 33 Figura 26. Spot (luz puntual) .................................................................................... 34 Figura 27. Array de leds comercial ........................................................................... 34 Figura 28. Esquema de iluminación de campo claro ............................................... 34 Figura 29. Iluminación por fibra óptica ................................................................... 35 Figura 30. Iluminación por fluorescentes ................................................................ 36 Figura 31. Iluminación por LED's............................................................................. 37 Figura 32. Iluminación por láser .............................................................................. 37 Figura 33. Etapas de un proceso de reconocimiento de formas ..............................40 Figura 34. Esquema básico de un SE........................................................................49 Figura 35. Esquema extendido de un SE .................................................................. 52 Figura 36. Lugar de implantación del sistema. ........................................................60 Figura 37. Esquema del lugar de implantación ........................................................60 Figura 38. Fuente de luz directa ...............................................................................62 Figura 39. Fuente de luz con superficie reflectiva ....................................................62 Figura 40. Imagen capturada....................................................................................64 Figura 41. Histograma de intensidad........................................................................ 65 Figura 42. Aplicación del Método Modal al histograma. ......................................... 65 Figura 43. Imagen binaria producto de la umbralización........................................66 Figura 44. Conjunto B: Elemento estructural N8 ..................................................... 67 Figura 45. Apertura de la imagen capturada. ........................................................... 67 Figura 46. Clausura de la imagen capturada. ...........................................................68 Figura 47. Imagen con extracción y selección de características .............................69 Figura 48. Configuración de iluminación por leds directa........................................71 Figura 49. Configuración de iluminación por leds indirecta. ...................................71 Figura 50. Imagen capturada con iluminación por leds directa. ............................. 72 Figura 51. Imagen capturada con iluminación por leds indirecta............................ 72 Figura 52. Configuración de iluminación fluorescente directa. ............................... 73 Figura 53. Configuración de iluminación fluorescente indirecta............................. 73 x Figura 54. Imagen capturada con iluminación por fluorescente directa................. 74 Figura 55. Imagen capturada con iluminación por fluorescente indirecta.............. 74 Figura 56. Imagen original capturada. ..................................................................... 75 Figura 57. Extracción de pellas, error al obtener un cúmulo de ellas. ..................... 76 Figura 58. Resultado luego de incorporar la densidad como requisito. .................. 76 Figura 59. Diseño preliminar de la pantalla .............................................................82 Figura 60. Diagrama Entradas-Salida del Sistema Experto ....................................84 Figura 61. Arquitectura de Red de Planta de Pellas ................................................88 Figura 62. Conexiones de la PC para el Sistema Experto.........................................89 Figura 63. Diagrama de respuesta ante la variación del flujo másico de entrada. .. 91 Figura 64. Diagrama de respuesta ante la variación de la velocidad al disco.......... 91 Figura 65. Diagrama de respuesta ante la variación del agua de entrada al disco. .92 Figura 66. Diagrama general de acciones................................................................. 93 Figura 67. Arquitectura del Sistema ......................................................................... 93 Figura 68. Límites de un grafico de control ............................................................. 95 Figura 69. Arquitectura de T-Expert ........................................................................ 97 Figura 70. Sistema de adquisición I-vision ............................................................ 103 Figura 71. Diagrama de flujo para el caso 1 de las reglas de las Western Electric. 106 Figura 72. Diagrama de flujo para el caso 2 de las reglas de la Western Electric. . 106 Figura 73. Diagrama de flujo para el caso 3 de las reglas de la Western Electric. . 107 Figura 74. Diagrama de flujo para el caso 4 de las reglas de las Western Electric.108 Figura 75. Diagrama de flujo modificado para el caso 1......................................... 109 Figura 76. Formato de entrada al Sistema Experto.................................................110 Figura 77. Caso 1 desarrollado en T-Expert.............................................................112 Figura 78. Reglas programadas en CLIPS para el caso 1.........................................114 Figura 79. Pantalla principal....................................................................................115 Figura 80. Menú desplegable de cada variable .......................................................116 Figura 81. Tendencia de variables y configuración ................................................. 117 Figura 82. Estados del tamaño de las pellas con su respectivo led.........................118 Figura 83. Recomendación mostrada por el Sistema Experto................................119 xi Figura 84. Pantalla de históricos ............................................................................ 120 Figura 85. Pantalla de históricos resaltados............................................................121 Figura 86. Módulos del sistema completo e interacción.........................................121 Figura A.1. Dimensiones de Legend530 ................................................................. 134 Figura B.1. Diagrama de flujo modificado para el caso 2. ...................................... 135 Figura B.2. Diagrama de flujo modificado para el caso 3....................................... 136 Figura B.3. Diagrama de flujo modificado para el caso 4....................................... 136 Figura B.4. Diagrama de flujo computable para el caso 2.......................................137 Figura B.5. Diagrama de flujo computable para el caso 3.......................................137 Figura B.6. Diagrama de flujo computable para el caso 4...................................... 138 xii Agradecimientos A mi Dios, por estar siempre a mi lado, gracias por ser mi fuente de fuerza y entereza para seguir siempre luchando. A mi precioso ángel de la guarda, gracias por acompañarme siempre y darme la fuerza para seguir adelante y culminar este proyecto. A mi querida mamá, una mujer excepcional quien me enseñó el poder del amor de madre; gracias por tu amor incondicional y tu apoyo, por haber estado siempre allí cuando necesité de ti. A mi adorado papá, gracias por todo tu apoyo, por enseñarme la importancia de la constancia y la exigencia. Tus consejos llenos de amor, siempre llegaron en el momento oportuno para mantenerme en mi camino. A mi hermana Rebeca, la luz de mis ojos, mi mejor amiga. Gracias mi niña por ser el refugio, la esperanza y la alegría cada vez que la necesito. A mi hermano Julio César, mi mejor amigo y quien ha sido el apoyo para siempre mantenerme de pie. Gracias mi chino por estar siempre dispuesto cuando necesité de tu ayuda. A mi abuelita del alma, Estela, por tanto amor y tantas enseñanzas, tu experiencia compartida me ha enseñado más de lo que podría imaginar. A toda mi familia, por preocuparse siempre por mí. Se les quiere. A la ilustre Universidad de Los Andes por ser la fuente inagotable de conocimientos que logró saciar mi sed de ellos durante toda mi carrera. A mi tutor, el Prof. Edgar Chacón, y mi co-tutor, el Prof. Eliécer Colina, por ser mis guías y mentores en el desarrollo de este trabajo de investigación. A mis tutor industrial, Juan Colmenares, por acompañarme y ayudarme en la increíble jornada emprendida para desarrollar este proyecto. Igualmente a toda la Sección de Modelos, especialmente a José Lara, por el apoyo y la colaboración brindada. A mis amigos de la Universidad por compartir a mi lado, cada uno en su momento, esta etapa tan importante de mi vida. Al CDCHT por el apoyo financiero brindado para el desarrollo de este proyecto. xiii Capítulo 1 Introducción Una forma eficiente de modernización, y muy común en los últimos años, ha sido la introducción de sistemas de automatización avanzados con la finalidad de controlar y optimizar los procesos industriales; su implementación tiende a minimizar el error que aporta la intervención humana directa y maximizar el rendimiento de dicho proceso. Este trabajo muestra el desarrollo y la implementación de un sistema automatizado en tiempo real; se trata de un sistema experto en peletización, el cual utiliza la visión artificial como herramienta para extraer la información principal del proceso de peletización, específicamente la granulometría1 de las pellas producidas en un disco peletizador de la Planta de Pellas ubicada en Sidor C.A. 1.1 Antecedentes Sidor C.A. es una empresa privada dedicada a la producción de productos de acero y subproductos de procesos básicos utilizando para ello mineral de hierro. Está integrada por una planta de pellas, un complejo de reducción directa y dos grandes complejos productivos: el de productos largos y el de planos, los que producen bobinas, láminas, barras, palanquillas, alambrón y cabillas, entre otros. El mineral de hierro es combinado con una serie de aglomerantes en cierta proporción y convertido en pellas (esferas producidas por aglomerados de finos de mineral de hierro concentrado) con características químicas y físicas bien definidas que pasan a ser la materia prima en la producción del acero. 1 La granulometría es la distribución de los tamaños de las partículas de un material, tal como se determina por análisis de tamices (norma ASTM C 136). Capítulo 1 - Introducción 2 En la planta de pellas ocurre el denominado proceso de peletización o proceso de fabricación de pellas, éste incluye cinco etapas básicas: El secado y molienda del mineral, el mezclado, el boleo, el cribado y la piro-consolidación. El primer proceso es donde el mineral es secado, molido y seleccionado. Luego se le agrega a la mezcla seca aglomerante orgánico y pulpa para darle la humedad requerida. Esta mezcla húmeda pasa a los discos peletizadores para iniciar la etapa de peletización, las partículas sólidas se adhieren entre sí por efecto de rodamiento, formando un puente entre las partículas de agua, agregada en el disco, y el elemento aglomerante, que ya trae la mezcla, formando así las pellas. Una vez obtenidas estas pellas verdes (sin consolidar) se seleccionan mediante el uso de una criba doble de rodillos que permite la obtención de pellas con el tamaño requerido para la piro-consolidación. Finalmente en la última etapa, las pellas se consolidan en un horno de parrilla móvil, logrando así dar las propiedades físicas deseadas. 1.2 Definición del problema Sidor C.A. ha impulsado la automatización de gran parte de las plantas de producción que la conforman; sin embargo, el proceso de peletización dentro de la Planta de Pellas no goza de esta clase de beneficio; allí, el control es realizado manualmente por un Técnico de Operaciones en el área quien se encarga personalmente de revisar los parámetros de proceso y operativos que afectan la calidad y productividad de los discos peletizadores. Además, determina la granulometría de las pellas tomando una muestra una vez por turno (cada 8 horas) y aplicándole un tamizado2. Si el operador concluye que el tamaño de las pellas producidas se encuentra fuera de los rangos óptimos3, tomará las acciones necesarias para colocar nuevamente todas las variables dentro de los rangos deseados. Para estandarizar de alguna manera el control del proceso y ayudar al operador en tan importante tarea, existen una serie de prácticas operativas que 2 El tamizado de la muestra permite determinar la granulometría de las pellas. Los tamices que se utilizan en Planta de Pellas son: 1/4”; 1/2“; 3/8” y 5/8”. 3 Para llegar a esta conclusión, el operador calcula la fracción de pellas en cada tamiz. Se desea que la suma de las fracciones de 1/2” y 3/8”, lo que se denomina “Fracción Útil” sea mayor o igual a 90%. 3 Capítulo 1 - Introducción proporcionan algoritmos de control, descritos como simples reglas, que determinan las acciones que se deben ejecutar a la hora de que ocurra una situación específica. Estas prácticas son seguidas por los Técnicos de Operaciones en el Área y en Sala de Control y mejoradas cada cierto tiempo. A pesar de ello, este tipo de control rudimentario, y en su mayoría manual, facilita la incursión de errores humanos dentro del mismo, tales como imprecisión a la hora de tomar mediciones, selección de muestras de pellas no representativas a la salida del proceso a partir de las cuales se toman las decisiones finales; etc… además, el tiempo que tarda el operador en realizar todas las actividades necesarias para tomar acciones controladoras puede ser grande, lo que ocasiona que el proceso no esté bajo control durante considerables períodos de tiempo. Es debido a esta situación que la planta presenta actualmente un porcentaje de retorno de 30% aproximadamente (fracción de pellas producidas en los discos peletizadores que no cumplen con las condiciones mínimas de tamaño), lo que limita el aprovechamiento de toda la capacidad de producción de los discos, ya que dicha fracción de pellas pasa a ser reprocesada. 1.3 Justificación La forma esférica de la pella es una característica fundamental dentro del proceso de producción de acero; ésta sufre una serie de procesos consecutivos que van desde la oxido-reducción, para convertirla en una esfera de hierro esponja o hierro metálico (Hierro de Reducción Directa HRD), hasta la fundición para obtener acero líquido que posteriormente será vertido en moldes y así formar productos planos o largos dependiendo de las necesidades del cliente. El tamaño que alcanzan las pellas verdes, se convierte entonces en una pieza clave dentro del proceso de producción; ya que la existencia de pellas muy pequeñas ocasiona una aglomeración de las mismas durante el proceso de óxidoreducción lo que facilita la presencia de grandes masas sin forma definida ni características físicas y químicas deseadas; y pellas grandes no permiten que ocurra la pérdida de fracción de oxígeno adecuada y requerida para la posterior producción de acero de alta calidad. Es por esto que se vuelve necesario mantener un control estricto sobre el tamaño de las mismas; mientras mayor cantidad de 4 Capítulo 1 - Introducción pellas se encuentre dentro de los rangos permisibles, mayor será la producción y la calidad del acero obtenido a partir de ellas. Ahora bien, el control del proceso recae actualmente sobre el operador quien decide, basándose en sus conocimientos del proceso y la experiencia adquirida durante su labor, qué variable modificar y en qué magnitud hacerlo en caso de que las pellas obtenidas en los discos no se encuentren dentro de los límites deseados, situación que determina manualmente cada cierto período de tiempo. El fin del presente trabajo de investigación es facilitarle al operador una herramienta que le permita disminuir el porcentaje de retorno en los discos peletizadores, lo que aumentará la cantidad de pellas de tamaño deseado producidas durante el proceso de peletización y tendrá una influencia significativa en el aumento de la producción de acero de alta calidad de la empresa Sidor C.A. Dicha herramienta se plantea como un Sistema Experto (SE) diseñado para el control del proceso de peletización, que trabaje en conjunto con el operador, presentándole recomendaciones sobre las acciones que debería tomar y, de ser posible, tomando acciones para mantener el sistema dentro de los rangos deseados; todo esto con la finalidad de garantizar a la salida del proceso, pellas con las características físicas y químicas deseadas las cuales conllevan a la producción de acero de mayor calidad y por ende, productos que satisfagan las exigencias del consumidor en cuanto a calidad, durabilidad y resistencia se refiere. La determinación de la granulometría de las pellas, que viene siendo el factor primordial a la hora de observar el estado del proceso, se pretende realizar implementando un Sistema de Visión Artificial que adquiera y procese continuamente imágenes a la salida del disco peletizador, eliminando así los errores que incursionan el realizar tan importante tarea de manera manual y con tan poca frecuencia. Es importante destacar que la implementación de este sistema permitirá ejercer una observación y un control continuo sobre el proceso de peletización, mejorando así la productividad del mismo; y generar registros estadísticos significativos sobre las características de las pellas a la salida del proceso de peletización, específicamente su tamaño. Capítulo 1 - Introducción 5 1.4 Objetivos 1.4.1 Objetivo General Diseñar e implementar un sistema de control para el tamaño de las pellas producidas en uno de los discos peletizadores en la Planta de Pellas de Sidor C.A. incorporando para ello, técnicas de Visión Artificial. 1.4.2 Objetivos Específicos Implantar un sistema de Visión Artificial que permita obtener y procesar digitalmente imágenes de las pellas producidas por el disco peletizador en Planta de Pellas, Sidor C.A. Determinar la granulometría de las pellas obtenidas en el disco peletizador, a partir de las imágenes obtenidas por el sistema de visión. Diseñar e implementar, a través de un Sistema Experto, las leyes de control para el tamaño de las pellas obtenidas en el disco peletizador en Planta de Pellas de Sidor C.A. 1.5 Estructura del documento El presente documento se organiza como se muestra: 1.5.1 Capítulo 2: La empresa y el proceso En este capítulo se brinda una breve descripción de Sidor como empresa productora de acero, se describen en forma detallada las bases teóricas del proceso de peletización y se puntualiza el proceso mismo dentro de la empresa, información indispensable para comprender los objetivos del proyecto. 1.5.2 Capítulo 3: Marco teórico En este capítulo se detalla la información teórica, relativa a la visión artificial y los sistemas expertos, también necesaria para la comprensión del proyecto. 1.5.3 Capítulo 4: Sistema de Visión Artificial En este capítulo se describe el diseño, desarrollo e implementación del Sistema de Visión Artificial. Se detalla la metodología utilizada en cada fase del procesamiento Capítulo 1 - Introducción 6 de imágenes y la implementación del Sistema de Visión ya desarrollado, así como la evaluación del mismo ya implementado. 1.5.4 Capítulo 5: Sistema Experto en Peletización En este capítulo se describe el diseño, desarrollo e implementación del Sistema Experto en Peletización. Se detalla cada fase de la metodología utilizada para el desarrollo del SE, la implementación del Sistema desarrollado y la evaluación del mismo ya implementado. Además se presenta una sección que describe la evaluación de todo el Sistema de Control actuando en conjunto. 1.5.5 Capítulo 6: Conclusiones 1.5.6 Capítulo 7: Recomendaciones 1.5.7 Bibliografía 1.5.8 Apéndices Capítulo 2 La empresa y el proceso 2.1 La empresa Sidor C.A. Sidor C.A. es un complejo siderúrgico integrado que va desde la fabricación de pellas hasta productos finales largos (Barras y Alambrón) y planos (Láminas en Caliente, Láminas en frío, y Recubiertos) en el que se utiliza tecnología de reducción directa -horno de arco eléctrico y colada continua. Como se puede observar en la Figura 1, la planta está ubicada en la zona industrial Matanzas, estado Bolívar, región sur oriental de Venezuela, sobre la margen derecha del río Orinoco, a 282 Km. de su desembocadura y a unos 17 kilómetros de su confluencia con el río Caroní. Figura 1. Ubicación de Sidor C.A. Capítulo 2 - La empresa y el proceso 8 Sidor C.A. constituye el principal productor de acero de la Comunidad Andina de Naciones y ocupa el tercer lugar como productor de acero integrado de América Latina, además de ser el primer exportador privado de Venezuela. En la actualidad, las instalaciones de Sidor se extienden sobre una superficie de 2.838 hectáreas, de las cuales 90 hectáreas son techadas. Cuenta con una amplia red de comunicaciones de 74 Km. de carreteras pavimentadas, 132 Km. de vías férreas y acceso al mar por un terminal portuario con capacidad para atracar simultáneamente 6 barcos de 20.000 Tn. cada uno. Además de contar con edificaciones en las cuales se desarrollan las áreas administrativas y de soporte al personal, tales como edificios administrativos, comedores, servicio médico, talleres centrales, entre otros. Sidor C.A., cuenta con las siguientes instalaciones productivas, véase [ 4 ]: • Planta de pellas: en esta planta se procesan finos de mineral de hierro provenientes del Cerro Bolívar y fundentes, para convertirlos mediante calentamiento aglomerado, en producto que reciben el nombre de Pellas. • Plantas de reducción directa: constituida por dos plantas de procesos distintos (Midrex y HyL), para la producción de hierro esponja, utilizando la pella como materia prima y gas natural reforzado como agente reductor. Dentro de la empresa estas plantas se dividen en: HyL I (la cual ya fue demolida), HyL II, Midrex I y Midrex II. • Acería y colada continua de planchones: consta de seis hornos de arco eléctrico de 200 toneladas por colada. Esta acoplada a la maquina de colada continua. • Acería y colada continúa de palanquillas: este conjunto consta de cuatro hornos de arco eléctrico de 150 toneladas cada uno, acoplados a tres maquinas de colada continua. • Laminación en Caliente: líneas de corte y tajado I y II; líneas de decapado continuo I y II. • Laminación en Frío: líneas de tandem I y II; líneas de preparación de bobinas; limpieza electrolítica I y II; líneas de inspección, desborde y embobinado I y II; recocido de campana I y II y recocido continuo; estañado y cromado electrolítico I y II; temple I, II y III; línea de corte y selección de Capítulo 2 - La empresa y el proceso 9 hojalata I, II, III y IV; corte en frío I y II; instalaciones auxiliares; tajado en frío; tren de barras; tren de Alambrón. • Planta de briquetas: la planta que originalmente se construyó no está en operación, sin embargo, Sidor y TENARIS en reciente compra adquirieron los activos de la briquetera POSVEN. • Planta de cal: consta de tres zonas: transporte de materia prima, calcinación y molienda. Adicionalmente disponible de instalaciones auxiliares y fluidos industriales, tales como electricidad, oxigeno, gas natural, agua, etc., además de otros servicios como el muelle, transporte, vigilancia, bomberos, etc. La cal es utilizada como aglutinante en la Planta de pellas y como fundente en las acerías eléctricas. • Terminal portuario: con una longitud de 1195 metros, con capacidad para atracar, simultáneamente hasta 6 buques. Existe un conjunto de plantas de servicio y apoyo a la parte productiva de Sidor, estas son: Planta de oxigeno, Planta de preparación de chatarra, Sistema de control de la contaminación ambiental, Plantas de recirculación de agua, Planta de tratamiento de aguas negras, Sub-estaciones eléctricas, Servicios de apoyo, Talleres, Investigación, Proyectos, Alimentarios, Transporte. La agrupación de varias de estas instalaciones genera tres sistemas productivos: • Sistema de reducción • Sistema de productos planos • Sistema de productos largos El sistema de reducción está constituido por la Planta de Pellas y las plantas de reducción directa. Su objetivo fundamental es producir las unidades de metálico necesarias para la producción de acero de Sidor C.A. En la Figura 2 se muestra un esquema del sistema de reducción de Sidor C.A. Capítulo 2 - La empresa y el proceso 10 Figura 2. Proceso del sistema de reducción. La materia prima que utiliza éste sistema es: • Mineral de hierro proveniente de la Ferrominera del Orinoco • Dolomita. • Cal hidratada. • Bentonita. • Sílice. 2.1.1 Planta de Pellas Esta planta tiene como finalidad la fabricación de esferas denominadas pellas para el consumo de las plantas de reducción y para la exportación. Está conformada por dos unidades de molienda y peletización de mineral de hierro y con una capacidad global de producción de 7 millones de toneladas de pellas al año. En la Figura 3 se puede observar una toma de la planta. Capítulo 2 - La empresa y el proceso 11 Figura 3. Planta de Pellas de Sidor C.A. Planta de pellas esta compuesta de tres (3) áreas, véase [ 28 ]: 2.1.1.1 Manejo de Materiales Es el área que suministra mezcla de mineral fino y aditivos. Además, en esta área se almacenan y suministran pellas. 2.1.1.2 Molienda Tiene dos líneas que constan de dos secadores de tambor, dos molinos de bolas, dos separadores neumáticos, un silo de material fino y dos líneas de mezclado cada una. 2.1.1.3 Peletización Esta área consta igualmente de dos líneas que se dividen a su vez en: peletización verde, sección de induración y estación de cribado. Además se emplean para el desempolvado de equipos de lavadores húmedos. El polvo aspirado por los lavadores se añade al material a peletizar a través de un espesador bajo la forma de pulpa. Es aquí específicamente donde se produce el proceso de formación de pellas; el área consta de dos líneas de producción (A y B) exactamente iguales, cada una de las cuales tiene 6 discos peletizadores idénticos, Figura 4, equipo utilizado para formar las pellas. La capacidad nominal de cada disco se cifra en una 90 Tn./Hr; su Capítulo 2 - La empresa y el proceso 12 diámetro es de aproximadamente 7,5 Mt. y poseen una velocidad variable entre 5,4 y 7 r.p.m [ 15 ]. Figura 4. Discos peletizadores de Planta de Pelas Sidor C.A. 2.1.2 El proceso en Planta de Pellas El proceso de fabricación de pellas incluye cinco etapas básicas: El secado y molienda del mineral, el mezclado, el boleo, el cribado y la piroconsolidación. En la primera fase el mineral de hierro se mezcla con bentonita y se almacena en los silos. Seguidamente el material es secado y procesado en molinos para darle la granulometría adecuada y trasladado a un sistema de silos, desde donde se envía conjuntamente con la cal hidratada al sistema de pre-mezclado, de allí la mezcla de material pasa a los mezcladores donde se ajusta su humedad y se traslada a los discos peletizadores donde se forman las pellas verdes, las cuales son enviadas por medio de cintas o correas transportadoras a la máquina de piroconsolidación para realizar la etapa de quemado de las pellas. En el horno móvil de la máquina de piroconsolidación se efectúa el quemado de las pellas verdes a fin de aumentar su resistencia a la compresión. Las pellas quemadas se depositan en cribas para su posterior clasificación y las de fracción entre 10 mm y 16 mm se consideran como producto de primera mientras que las de fracción menor a 10 mm. (1/4 Pulgadas) se envían a los patios para su recirculación al proceso[ 28 ]. La Figura 5 muestra un esquema de las etapas del proceso: Capítulo 2 - La empresa y el proceso 13 Figura 5. Etapas del proceso de formación de pellas en Sidor C.A. 2.1.2.1 Variables de control del proceso • Tamaño del grano fino de entrada. • Temperatura. • Granulometría Final. • % De Concentración de Aditivos del Mineral. 2.2 Proceso de Peletización La peletización es un proceso que consiste en la aglomeración del mineral finamente molido o un concentrado por la adición de aglomerantes y determinada cantidad de agua para darle forma de partículas esféricas, pellas verdes, las cuales son endurecidas por cocción en hornos [ 21 ]. El proceso de peletización comprende básicamente dos operaciones: una en frío que consiste en la formación de las pellas verdes y otra en caliente, que consiste en el secado y cocción de dichas pellas, es en esta etapa donde las pellas verdes Capítulo 2 - La empresa y el proceso 14 obtienen una solidez que garantiza las condiciones mínimas de estabilidad en etapas subsiguientes. Primeramente se tiene la formación de pellas verdes en la que el mineral de hierro de grano fino es enrollado con la adición de un líquido humectante, usualmente agua, en equipos adecuados como tambores o discos peletizadores; de este modo se forman las pellas húmedas, pellas verdes. En esta etapa se pueden usar otros aditivos para mejorar las propiedades de la pella, tal es el caso de bentonita, y para cambiar las propiedades de la pella endurecida como la caliza y/o dolomita. En una segunda etapa, las pellas son secadas e induradas (endurecidas) para obtener sus características típicas; esto se alcanza, en la mayoría de los casos, mediante un calentamiento cuidadoso en una atmósfera oxidante hasta una temperatura justo por debajo del punto de ablandamiento de los minerales usados. Durante este calentamiento, no sólo la estructura cristalina cambia sino que también, aparecen otras uniones como los óxidos de hierro, véase [ 19 ] Aquí, nos centraremos en la etapa de formación de pellas verdes, es en ésta donde queda determinado el tamaño de las pellas, característica de interés para el desarrollo de este trabajo. 2.2.1 Pellas La pella es un aglomerado de finos de mineral de hierro concentrado de forma esférica y cierta cantidad de características físicas y químicas bien definidas, que se utiliza en los procesos de reducción para la obtención de hierro de reducción directa [ 21 ]. Entre las características más importantes podemos resaltar, véase Meyer, 1980 [ 17 ]. • Distribución de tamaño uniforme dentro de un rango principal de 9-15 mm de diámetro. • Alta porosidad, de un 20 a 30%. • Alto contenido de hierro, más de 63%. • Composición mineralógica uniforme. • Baja tendencia a la abrasión y buen comportamiento durante su movilización. 15 Capítulo 2 - La empresa y el proceso • Alta y uniforme resistencia mecánica. 2.2.2 Mecanismo de formación de pellas Si las partículas sólidas se ponen en contacto con el agua, la superficie del mineral se humedece. La partícula se ve recubierta con una película de agua, como se muestra en la fase A de la Figura 6. Figura 6. Formación de pellas En muchos lugares, las partículas hacen contacto entre sí; debido a la tensión superficial de la película de agua se forman los puentes líquidos (fase B). Luego, como resultado del movimiento dentro de la unidad de boleo y de la combinación de gotas de agua individuales, se forman los primeros aglomerados, vea fase C. En el interior de estos aglomerados libres, aparecen los primeros puentes líquidos entre un gran número de cavidades que aún existen; dichos puentes mantienen unidas las partículas. Finalmente, se forman las esferas libres, las cuales con una cantidad mayor de agua se condensan más, esto continúa hasta la formación de la fase D. En este estado, las fuerzas capilares de los puentes líquidos individuales se hacen esencialmente activas. Por lo que se alcanzará un nivel óptimo cuando los poros del interior de la esfera estén llenos del líquido. No obstante, por la capilaridad se induce a la formación de zonas no uniformes en el entorno de la esfera (fase E), ya que las superficies líquidas de los poros externos Capítulo 2 - La empresa y el proceso 16 tendrán una forma cóncava y la succión mantendrá unidas las partículas de mineral. El estado final se alcanza cuando las partículas están completamente cubiertas por las películas de agua. Ahora la tensión superficial de la gota con las partículas sólida se hará completamente activa (fase F). Además, los movimientos giratorio y relativo de los granos entre sí, juegan un papel importante, por cuanto aumentan la adhesión gracias a la gran cantidad de puntos de contacto y una resistencia a la compresión simultánea. No obstante, estos factores también pueden tener influencias negativas, por ejemplo en el caso de partículas débiles, las cuales no aportan una resistencia suficiente a la compresión y esto conlleva a la fractura de la pella verde o a la desintegración en partículas mucho más pequeñas, véase [ 17 ]. Aparte de la formación de pellas ideal a partir de granos finos de mineral, anteriormente descrita, existen otras posibilidades que ocurren simultáneamente en la operación práctica. Como se puede apreciar en la Figura 7, los siguientes casos pueden suceder véase Sastry et al [ 26 ]. • Por capas (A): adhesión de partículas muy pequeñas a otras produciendo la formación de un aglomerado. • Adhesión de núcleos (B): aglomeración de pequeños núcleos ya existentes, debido al movimiento relativo y cierta presión. • Rompimiento de núcleos (C): adhesión de fragmentos de pellas verdes fracturadas a otros núcleos completos. • Abrasión de núcleos (D): incorporación de pequeños núcleos débiles que sufrieron abrasión en la superficie de núcleos más fuertes. 17 Capítulo 2 - La empresa y el proceso Figura 7. Otras alternativas posibles en la formación de pellas Durante la producción de pellas verdes ocurren simultáneamente la formación y la desintegración de un cierto número de núcleos, sólo aquellas que puedan resistir la división o las fuerzas destructivas durante el boleo sobreviven, es así como se da lugar la selección de las mejores pellas. La competencia entre las fuerzas constructivas y destructivas favorece la formación de pellas uniformes, densas y estables. 2.2.3 Disco peletizador (Disco de boleo) El disco ya había sido utilizado para el boleo de cemento crudo y en la industria de fertilización antes de que su aplicación en la peletización de mineral de hierro fuese investigada, alrededor de 1949 ó 1950. Cuando se bolea mineral de hierro en un disco, se hace bajo ciertas condiciones físicas; el movimiento de rotación es iniciado por la inclinación del fondo plano del disco. 2.2.3.1 Principales componentes del disco El disco posee una cantidad de componentes necesarios para la formación de las pellas, éstas se representan en la Figura 8. Capítulo 2 - La empresa y el proceso 18 Figura 8. Principales dimensiones de discos industriales El disco inclinado y de rotación concéntrica, está compuesto por un área circular y plana en el fondo. Para asegurar suficiente fuerza de fricción y un buen efecto de levantamiento para las pellas, una capa de mineral húmedo de 3 a 10 cm. de grosor es colocada en el fondo y controlada por los raspadores. La capacidad del disco está dada por las paredes laterales posicionadas a 90º del fondo; la altura de dichas paredes depende del diámetro del disco. La velocidad puede ser variada dependiendo de las propiedades de peletización de la materia prima. 2.2.3.2 Operación del disco de boleo La idea es utilizar la mayor área posible del disco para la formación de pellas. Debido a la larga duración que tiene la formación de pellas, ocurre una clasificación para descargar las pellas del tamaño deseado, la cantidad necesaria de alimentación del mineral corresponde a la cantidad de pellas descargadas. Para iniciar el movimiento rotatorio hacia abajo, el disco es inclinado con cierto ángulo de manera que el material cargado exceda el ángulo dinámico de reposo. Debido a la fuerza de levantamiento del fondo áspero del disco y la fuerza de fricción del material, las partículas más finas son levantadas hasta el punto de culminación, de donde son forzadas a rodar hacia abajo. Las pellas ya formadas caen antes y ruedan hacia abajo sobre la superficie de carga, mientras sus diámetros se van incrementando. Gracias al arreglo adecuado de los raspadores la carga es guiada para que durante la rotación hacia abajo se produzca una clasificación. Capítulo 2 - La empresa y el proceso 19 El punto de alimentación de la materia prima debe ser localizado donde los núcleos de pellas son formados, por ejemplo, utilizando una rotación horaria, sería aproximadamente entre las 3 y 4 horas; este punto puede variar debido a la influencia del diámetro de las pellas y de acuerdo con las propiedades del mineral. Si se necesita agua para a formación de las pellas, esta puede ser añadida en aquellos puntos donde las pellas están comenzando a formarse, la Figura 9 muestra el movimiento del material de la carga rodante guiada por los raspadores, así como la alimentación de la materia prima y el punto de descarga de las pellas ya formadas, ubicado aproximadamente alrededor de las 7 u 8:30 horas [ 17 ]. Figura 9. Movimiento del mineral en el disco 2.2.4 Factores que influyen en la formación de pellas Las pellas verdes se producen mediante el movimiento giratorio del equipo de boleo. El número de revoluciones del disco está por debajo del valor crítico, de modo que el material arrastrado puede rodar desde el punto más alto del disco al más bajo; este movimiento de rodadura produce en interacción con la tensión de superficie del agua en las partículas del material micro-pellas, éstas vuelven a ser arrastradas hacia arriba para rodar otra vez hacia el fondo del disco. Las pellas adquieren un tamaño determinado y se descargan por el borde del disco. Los factores decisivos que influyen en la formación y el crecimiento de las pellas verdes, así como en el desarrollo de sus características, pueden agruparse de la siguiente manera según [ 30 ]: Capítulo 2 - La empresa y el proceso • 20 Fuerzas físicas: magnéticas, electrostáticas, fuerzas de Van der Waals, etc. • Factores dependientes de la superficie: tamaño de partícula, distribución de tamaño de las partículas y forma de las partículas. • Factores dependientes del material: humectabilidad, capacidad de absorción debido a una estructura porosa, dilatación y propiedades químicas del mineral. • Fuerzas capilares y tensión superficial: durante la adición de aglomerantes líquidos, ya sea agua u otro. Algunos de estos factores, principalmente los que dependen de la materia prima usada no son variables aunque tienen una influencia decisiva sobre la operación de boleo.Otros, sin embargo; pueden variarse y son los que permiten controlar este proceso, tal es el caso de: • Tipo y cantidad del agente humectante usado (agua). • Fineza y forma de las partículas. • Tipo y cantidad de los aditivos aglomerantes usados. • Dispositivos en el equipo de boleo para regular las fuerzas que intervienen y el flujo del material. 2.2.4.1 Tipo y cantidad del agente humectante usado (agua) La humedad necesaria para cubrir todas las partículas de mineral con una capa delgada de agua, es referida en la literatura como humedad crítica y depende de características del mineral. En general, menor cantidad de agua dificulta la formación de los núcleos y les resta plasticidad. Esto hace que al colisionarse con otros o durante su manejo, se rompan en lugar de deformarse. Un exceso de agua, además de producir aglomerados muy grandes, generalmente produce una mayor plasticidad en las pellas verdes, que tiene efectos nocivos para la permeabilidad de la cama durante el cocimiento. La propiedad del agua que tiene mayor efecto en la formación de los núcleos es su tensión superficial. Esta propiedad puede ser afectada por reactivos químicos que se adicionan para operaciones anteriores, como son los agentes espumantes usados en la flotación de minerales. En caso de que la tensión superficial del agua Capítulo 2 - La empresa y el proceso 21 disminuya, la formación de pellas así como su resistencia mecánica se verá disminuida. Mientras mayor sea la cantidad de agua agregada mayor será el tamaño de las pellas producidas [ 30 ]. Es ventajoso suministrar la mezcla con humedad por debajo del valor óptimo para la peletización, de modo que el operador pueda fijar mediante las toberas de agua la humedad definitiva. 2.2.4.2 Fineza y forma de las partículas El tamaño, la fineza y la forma de las partículas determinan la superficie total de mineral que puede estar en contacto con el medio líquido, afectando la resistencia física de las pellas verdes formadas. En general, a menor tamaño de partícula se tiene mayor adhesividad y por lo tanto mayor resistencia. 2.2.4.3 Tipo y cantidad de los aditivos aglomerantes usados El uso de aditivos en la aglomeración del mineral de hierro no tiene como objetivo principal la formación de pellas como tal, ya que este proceso es posible con la humedad remanente que posee la pulpa; sino disminuir el material particulado durante el boleo y mejorar el rendimiento de esta operación. Básicamente se busca que el aditivo confiera propiedades distintas tanto a la pella verde como a la cocida, entre las cuales destacan: • Mejorar la resistencia mecánica de las pellas verdes durante su transporte desde los discos de boleo, hasta su ingreso al interior del horno; soportando en este trayecto una operación de cribado mediante un transportador de rodillos. • Mejorar la permeabilidad del lecho en el horno para lo que se busca una pella esférica, humedad distribuida uniformemente, resistencia a la carga (Compresión), resistencia a la deformación (Plasticidad), resistencia a las caídas. • Las características deseables en los aglomerantes son: • Dispersión y desdoblamiento de las moléculas en contacto con la humedad del mineral. Capítulo 2 - La empresa y el proceso • 22 Alta adhesividad en soluciones con agua, incremento de la viscosidad en soluciones con agua a pH de la pulpa en uso. • Facilidad de disolución, formación de fuerzas mayores a las capilares del agua en el mineral aglomerado (pella verde natural). • Nivel de respuesta del aditivo al calor, para facilitar los cambios fisicoquímicos en el interior de la pella. • Que su distribución durante la formación de la pella sea uniforme y no puntual; para garantizar la formación de una red microporosa en lugar de grandes poros que debilitan su estructura. • Que deje el mínimo de residuos a la pella producto. • Que antes del ingreso a la zona de cocimiento del horno haya promovido por calcinación la formación de una gran cantidad de microcanales, para ser utilizados para el ingreso de los flujos de gases que promuevan un proceso metalúrgico óptimo en toda la pella. • Que evite en lo posible competir con las reacciones de desulfuración y descarbonatación para disminuir el agrietamiento y el choque térmico de la pella obteniendo un producto menos fracturado. Tradicionalmente se ha utilizado como aglomerante en peletización la bentonita, aunque en algunas operaciones con producción de pellas básicas se utiliza el hidróxido de calcio que además fungirá como corrector de la basicidad. La tendencia moderna hacia reducir el contenido de silicatos en las pellas ha favorecido la aplicación de compuestos orgánicos como aglomerantes. 2.2.4.3.1 Bentonita [ (Si4O10)Al4(OH)8.4H2O ] Es un mineral arcilloso compuesto principalmente por Montmorillonita (Silito Aluminato) que tiene la propiedad de incrementar varias veces su volumen en contacto con el agua. Esta propiedad confiere a las pellas verdes una mayor esfericidad y alta resistencia mecánica con adiciones entre 0.3 y 0.5%. Además es un aditivo de precio relativamente bajo. El único punto en contra de este aditivo es su aportación de no metálicos. Capítulo 2 - La empresa y el proceso 23 2.2.4.3.2 Hidróxido de Calcio La calhidra es usada como aglomerante en la producción de pellas de media y alta basicidad. Sin embargo, la resistencia mecánica conferida a las pellas verdes no siempre es tan buena y tiene efectos perjudiciales durante el cocimiento. Los gases generados durante la deshidratación y descarbonatación de este compuesto pueden reducir severamente la resistencia mecánica de las pellas cocidas, por choque térmico. 2.2.4.4 Dispositivos en el equipo de boleo para regular las fuerzas que intervienen En el disco, la inclinación del fondo, las paredes laterales, y los raspadores tiene la función de iniciar y mantener el movimiento de rotación; en este sentido es importante obtener que el material a ser peletizado ruede hacia abajo una máxima distancia, esto se logra a través de la inclinación del disco, su fuerza de levantamiento y la fricción de la carga. 2.2.4.4.1 Inclinación del disco y altura de los bordes La inclinación del disco está determinada por el ángulo dinámico de reposo específico del material. Para sobrepasar este ángulo, la inclinación del disco debe ser siempre ligeramente mayor, lo que se muestra en la Figura 10: si α es el ángulo dinámico de reposo y β el ángulo de inclinación del disco, este último debe ser siempre mayor que α, si β fuese menor o igual, el material sería traído a una posición de descanso [ 17 ]. Capítulo 2 - La empresa y el proceso 24 Figura 10. Relación entre inclinación, altura de las paredes y ángulo de reposo del disco. El ángulo de inclinación con respecto a la horizontal que genera una máxima tasa de producción en los discos de diámetro aproximado de 6 mt. varía entre 45º y 48º de acuerdo al coeficiente de fricción del mineral y el coeficiente de levantamiento. Mientras mayor sea el ángulo menor será el tamaño de las pellas producidas [ 30 ]. La altura de los bordes también está determinada por el ángulo de inclinación; el volumen de llenado depende ambos factores. 2.2.4.4.2 Velocidad de rotación del disco Si la velocidad es insuficiente, la carga permanece en una posición relativa de descanso; no ocurre ninguna rotación. Si la velocidad es excesiva, el material se mueve hacia arriba sin rodar hasta abajo; debido a la fuerza centrífuga, éste es arrojado en contra de las paredes del disco y no sale de ahí lo que evita que exista un movimiento relativo de rotación, éste fenómeno ocurre en una velocidad crítica. De acuerdo a la experiencia, la velocidad óptima debe estar por debajo del 70% de este valor aproximadamente. Inicialmente, las partículas de granos finos deben ser prácticamente levantadas hasta el vértice donde son forzadas a rodar hacia abajo. De esta manera, la longitud y la mayor parte de la superficie son utilizadas como rutas de rotación. La velocidad de los discos peletizadores en plantas industriales Capítulo 2 - La empresa y el proceso 25 se encuentra entre 6 y 7 r.p.m. con diámetros entre 6,5 y 7 mt. lo que genera una velocidad circunferencial de 140 a 160 m/min. Mientras mayor sea la velocidad de rotación del disco mayor será el tamaño de las pellas producidas [ 30 ]. 2.2.4.4.3 Diámetro del disco Gracias al diseño simple y el modo de operación del disco de boleo, éste puede ser utilizado para peletización en pequeñas cantidades. Un disco de boleo de laboratorio posee aproximadamente de 0.8 a 1 mt de diámetro; en la grandes plantas de peletización discos de 6.5 a 7.5 mt. de diámetro se encuentran en operación. El tamaño del área del disco no tiene influencia en la calidad de la pella; sin embargo, el diámetro y el área del disco son decisivos en la cantidad de pellas producidas. En resumen, se ha mostrado el proceso de formación de pellas, las principales variables que influyen en el tamaño de las mismas y su relación directa, así como las consecuencias en el tamaño de las pellas producidas. De esta manera se puntualizan aquellas variables sobre las cuales se debe ejercer control para obtener así un tamaño deseado de pellas, objetivo primordial del sistema a desarrollar. Capítulo 3 Marco Teórico 3.1 Visión Artificial La visión artificial es “una técnica basada en la adquisición de imágenes, generalmente en dos dimensiones, para luego procesarlas digitalmente mediante algún tipo de CPU (computadora, microcontrolador, etc.), con el fin de extraer y medir determinadas propiedades de las imágenes adquiridas. Se trata, por tanto, de una tecnología que combina las computadoras con las cámaras de video para adquirir, analizar e interpretar imágenes de una forma equivalente a la inspección visual humana”, véase [ 2 ]. Las técnicas de visión artificial son particularmente apropiadas para la realización de trabajos visuales altamente repetitivos que sean fatigosos o difíciles de realizar para un operario, especialmente cuando este trabajo es ineficiente o costoso en términos económicos o temporales. 3.1.1 Elementos de un sistema de visión artificial Un sistema de visión artificial se compone básicamente de los siguientes elementos [ 2 ]: • Fuente de luz: es un aspecto de vital importancia ya que debe proporcionar unas condiciones de iluminación uniformes e independientes del entorno, facilitando además, si es posible, la extracción de los rasgos de interés para una determinada aplicación. • Sensor de imagen: es el encargado de recoger las características del objeto bajo estudio. Capítulo 3 - Marco Teórico • 27 Tarjeta de captura o adquisición de imágenes: es la interfaz entre el sensor y la computadora o módulo de proceso que permite al mismo disponer de la información capturada por el sensor de imagen. • Algoritmos de análisis de imagen: es la parte inteligente del sistema. Su misión consiste en aplicar las transformaciones necesarias y extracciones de información de las imágenes capturadas, con el fin de obtener los resultados para los que haya sido diseñado. • Computadora o módulo de proceso: es el sistema que analiza las imágenes recibidas por el sensor para extraer la información de interés en cada uno de los casos implementando y ejecutando los algoritmos diseñados para la obtención de los objetivos. • Sistema de respuesta en tiempo real: con la información extraída, los sistemas de visión artificial pueden tomar decisiones que afecten al sistema productivo con el fin de mejorar la calidad global de producción. Dichos elementos pueden observarse fácilmente en la Figura 11, donde se ilustra un sistema de visión artificial completo. Figura 11. Elementos de un sistema de visión artificial 3.1.1.1 Fuente de luz La iluminación es el aspecto más decisivo de cualquier aplicación de visión artificial. Eligiendo la técnica adecuada de iluminación se puede lograr un aumento en la exactitud, en la fiabilidad del sistema y en su tiempo de respuesta. Es un error 28 Capítulo 3 - Marco Teórico muy serio y costoso asumir que se puede compensar una iluminación inadecuada con la implementación digital de un algoritmo. En un sistema de visión artificial, la mejor imagen es aquella que tiene el mayor contraste donde las áreas de interés se destacan del fondo (background) intrascendente. La mejor imagen es aquella que facilita la tarea del sistema de visión. Los objetivos de una iluminación adecuada son, básicamente, independizar las condiciones del entorno y resaltar los rasgos de interés de una determinada aplicación. Para que una característica aparezca en una imagen, la luz debe venir de la fuente de iluminación, reflejarse en el objeto y ser recolectada por la lente, como se puede observar en la Figura 12. Figura 12. Iluminación de un objeto 3.1.1.1.1 Técnicas de iluminación Existen diversas técnicas de iluminación cuando se utiliza visión artificial, la selección dependerá de la finalidad de todo el sistema así como de las condiciones ambientales en las cuales se implantará el mismo, véase [ 12 ]. Las técnicas más utilizadas son: 3.1.1.1.1.1 Iluminación posterior (backlight) La iluminación posterior permite delinear el contorno de las piezas, minimiza la visibilidad de gabinetes traslúcidos y permite visualizar perforaciones pasantes. 29 Capítulo 3 - Marco Teórico Esta técnica brinda un contraste muy alto y es fácil de implementar. En las imágenes tomadas bajo esta técnica, el fondo (background) aparece uniformemente blanco y el objeto se visualiza mediante su silueta. Dentro de las técnicas de iluminación posterior se pueden encontrar la difusa y la direccional. En la iluminación posterior difusa (Figura 13) los rayos de luz se transmiten en diversos ángulos, como ya se mencionó. En la iluminación posterior direccional (Figura 14), un colimador hace que todos los rayos de luz se propaguen en direcciones paralelas. Figura 13. Iluminación posterior difusa Figura 14. Iluminación posterior direccional Aplicaciones típicas incluyen la medición de las dimensiones exteriores, la ubicación de los puntos de sujeción (perforaciones para tornillos) y la medición de la opacidad de materiales traslúcidos o de su espesor. 3.1.1.1.1.2 Iluminación Frontal Oblicua y Direccional. La dirección de la iluminación, ángulo de incidencia, es él ángulo formado por el plano normal a la superficie y el rayo incidente. Cuando los haces de luz forman 20º con la superficie, se puede maximizar el contraste en objetos con relieves de manera que los bordes aparezcan brillantes frente al fondo oscuro (Figura 15). En la iluminación frontal direccional, Figura 16, el ángulo entre los rayos incidentes y la superficie es de 30º, lo que reduce un poco el contraste pero incrementa la cantidad de información obtenible de las superficies planas. 30 Capítulo 3 - Marco Teórico Figura 15. Iluminación frontal oblicua Figura 16. Iluminación frontal direccional Entre los dispositivos comerciales se pueden encontrar los anillos y los domos. Los anillos, Figura 17, son adecuados para superficies planas y difusas. Están disponibles en espectro blanco, rojo, IR, UV, azul, verde, iluminación continua o pulsante, con lente difusor (Figura 18) o no difusor. Los domos, Figura 19, producen una iluminación difusa y uniforme. Se utilizan para iluminar superficies reflectivas. Figura 17. Anillo 3.1.1.1.1.3 Figura 18. Anillo con difusor Figura 19. Domo Iluminación Frontal Axial (difusa). Mediante esta técnica se puede iluminar desde el mismo eje de la cámara con luz uniforme, incluyendo el centro de la imagen. Permite iluminar uniformemente superficies reflectivas, realza detalles grabados y crea contraste entre superficies especulares y difusas / absorbentes. El dispositivo comercial de la Figura 20 envía luz mediante el divisor de haces prácticamente a 90 grados. Provee iluminación uniforme para superficies reflectivas planas. De esta forma, las superficies reflectivas perpendiculares a la 31 Capítulo 3 - Marco Teórico cámara se ven iluminadas, mientras que aquellas que se encuentran a otros ángulos aparecen oscuras. Figura 20. Dispositivo de luz frontal axial 3.1.1.1.1.4 Iluminación de Día Nublado (cloudy day ilumination, CDI). Esta técnica suministra iluminación difusa en la misma dirección que el eje de la cámara; ha sido diseñada para las aplicaciones más complejas y difíciles con superficies especulares irregulares que necesitan luz completamente uniforme. La CDI proporciona una completa uniformidad, con un máximo de desviación del 10% en el campo de visión. CDI es el sistema más perfecto de iluminación difusa que existe, el efecto que se consigue con este tipo de iluminación es el de "Un Día Nublado". La CDI combina un sistema óptico patentado con una esfera difusora para proporcionar un ambiente de iluminación difusa que no tiene comparación en el mundo de la tecnología de iluminación. La Figura 21 muestra un esquema típico de CDI. Figura 21. Iluminación de día nublado (CDI) 32 Capítulo 3 - Marco Teórico La CDI ha sido diseñada para aplicaciones críticas que están basadas en objetos con superficies altamente especulares donde cualquier reflexión puede confundirse con un defecto. Ejemplos de este tipo de aplicaciones incluyen: verificación de discos compactos, y la inspección de patrones en circuitos impresos o placas electrónicas. Los dispositivos comerciales de CDI, Figura 22, permiten inspeccionar productos incluso dentro de su envoltorio, tales como blisters farmacéuticos o chips de computadores dentro de su envoltura transparente. Figura 22. Dispositivo comercial de CDI 3.1.1.1.1.5 Iluminación de Campo Oscuro (dark field). Se trata de luz directa de alta intensidad que se hace incidir sobre el objeto con un ángulo muy pequeño respecto a la superficie donde descansa, Figura 23. De esta manera conseguimos que, sobre superficies que presentan hendiduras o elevaciones, éstas interfieran en la trayectoria de la luz produciéndose zonas brillantes. Esta técnica consiste en hileras de LED’s montadas a 75º ó 90º con respecto al eje óptico. La iluminación puede ser continua o pulsante (estroboscópica). Además del modelo en anillo, también se fabrican con haces paralelos ajustables individualmente. La iluminación de campo oscuro realza el contraste de los detalles superficiales tales como grabados, marcas y defectos. 33 Capítulo 3 - Marco Teórico Figura 23. Iluminación de campo oscuro Figura 24. Dispositivo comercial iluminación de campo oscuro 3.1.1.1.1.6 Array de luces. La luz producida por el array de luces llega directamente al objeto. Produce un gran contraste y resalta las texturas, relieves y fisuras del objeto iluminado debido a que cualquier relieve produce una sombra muy definida. El ángulo de incidencia de la luz respecto al plano de iluminación determinará el grado de resalte de los relieves. Para ángulos muy pequeños, la luz producirá sombras en los relieves de la pieza. Para ángulos cercanos a 90 grados respecto a la horizontal, solo será detectable la sombra en los grandes relieves. Figura 25. Esquema de iluminación del array de luces Se encuentran en el mercado en forma de fuente puntual (Figura 26), cuadrada, rectangular (Figura 27), etc. Provee iluminación económica de uso general unidireccional. Puede utilizarse para los métodos de campo oscuro (creando sombras y reflexión especular) y para los métodos de campo claro (o brillante) en el caso de superficies difusas. 34 Capítulo 3 - Marco Teórico Figura 26. Spot (luz puntual) Figura 27. Array de leds comercial 3.1.1.1.1.7 Iluminación de campo claro (o brillante) La fuente de luz es uniforme y difusa (suave) e incide con un pequeño ángulo sobre la superficie reflectante del objeto a inspeccionar. La cámara se coloca con el mismo ángulo de forma que obtenga una imagen reflejada de la fuente de luz en la superficie el objeto inspeccionado. Una posible imperfección en el mismo producirá una mancha oscura en la imagen captada por la cámara. La mancha oscura que se apreciará en la cámara es debida a la variación del ángulo de reflexión que produce la imperfección con respecto al ángulo de la luz incidente, perdiéndose el reflejo de la fuente de iluminación. Indicado para detectar rayas, fisuras y deformaciones en objetos con superficies planas y brillantes. La técnica de campo claro o brillante puede realizarse con un array de leds. Figura 28. Esquema de iluminación de campo claro 35 Capítulo 3 - Marco Teórico 3.1.1.1.2 Tipo de iluminación Existen en la actualidad distintos dispositivos comerciales que brindan iluminaciones distintas, los más importantes son: fibra óptica, fluorescentes, LED y láser. Cada uno de ellos tiene sus ventajas y desventajas con respecto a los otros, y dependiendo del tipo de aplicación deberá utilizarse uno u otro. Hay cuatro factores que condicionan el tipo de iluminación a la hora de implementarla, éstos son: intensidad lumínica, duración, flexibilidad de diseños y precio, véase [ 12 ]. Los sistemas de iluminación para aplicaciones industriales pueden emitir luz de forma continua o de forma pulsada (estroboscópica). 3.1.1.1.2.1 Iluminación por fibra óptica La iluminación por fibra óptica, es actualmente, la que puede proporcionar la luz más intensa de todos los tipos de iluminación que se utilizan en visión artificial. La idea básica es conducir la luz procedente de una bombilla halógena, o de xenón, que se encuentra en una fuente de iluminación, a través de un haz de fibras ópticas que termina en un adaptador específico para cada tipo de aplicación. Estos adaptadores pueden tener forma circular, lineal, puntual o de panel, y puede ser de distintos tamaños y dimensiones. Una de las ventajas de la fibra óptica es que proporciona luz fría, y por tanto es ideal en aplicaciones donde los sistemas que puedan emitir calor sean un inconveniente o también en entornos deflagrantes. Figura 29. Iluminación por fibra óptica 3.1.1.1.2.2 Iluminación por fluorescente Los tubos fluorescentes se usan en muchas ocasiones en aplicaciones de visión artificial, aunque debido a su limitada variedad de formas, también es limitada su utilización. 36 Capítulo 3 - Marco Teórico Para las aplicaciones industriales es importante que los fluorescentes funcionen a alta frecuencia, al menos a 25kHz. En aplicaciones de visión no pueden utilizarse fluorescentes estándar debido a su efecto de parpadeo, que dependiendo de la velocidad a la que la cámara funcione, puede verse reflejado en la intensidad de la imagen capturada. Para aplicaciones de visión artificial es necesario utilizar fluorescentes con espectro conocido. Así, es habitual utilizar según el tipo de aplicación, fluorescentes casi monocromáticos: ultravioletas, amarillos, verdes, azules, etc. Para aplicaciones donde se requiere una gran intensidad de iluminación y una larga longitud, se utilizan fluorescentes de apertura, en estos fluorescentes la luz se emite solo en una dirección y con un ángulo muy estrecho, esto permite que la intensidad lumínica pueda ser hasta 10 veces superior a la de un fluorescente estándar. Figura 30. Iluminación por fluorescentes 3.1.1.1.2.3 Iluminación por LED Para aplicaciones donde no se requiera una gran intensidad de iluminación se puede utilizar la iluminación por LED (Light Emiting Diodes). Los LED proporcionan una intensidad de iluminación relativa a un costo muy interesante, y además tienen una larga vida, aproximadamente 100.000 horas. Otra consideración a tener en cuenta, es que sólo requieren un cable de alimentación y no un haz de fibra óptica que en ocasiones es muy delicado. La intensidad de la iluminación continua por LED no es tan intensa como otros tipos de iluminación pero actualmente se están introduciendo los LED de alta intensidad que empiezan a proporcionar una iluminación mucho más potente. Si los LED se conectan a un sistema estroboscópico se pueden alcanzar potencias 37 Capítulo 3 - Marco Teórico lumínicas muy similares a los de la luz halógena. Recientemente se han introducido una nueva tecnología de LED que se denomina chip-on-board y que permite concentrar un gran número de LED’s en una superficie muy reducida y por tanto aumentar aún más el poder lumínico. Figura 31. Iluminación por LED's 3.1.1.1.2.4 Iluminación por láser La iluminación mediante láser o luz estructurada se utiliza normalmente para resaltar o determinar la tercera dimensión de un objeto. El método utilizado es colocar la fuente de luz láser en un ángulo conocido con respecto al objeto a iluminar y con respecto a la cámara. Viendo la distorsión de la luz puede interpretarse la profundidad de los objetos a medir. La luz estructurada se utiliza en muchas aplicaciones para obtener la percepción de profundidad y para inspecciones en 3D. Se puede también determinar la falta o exceso de material, o bien se puede llegar a hacer una reconstrucción en tres dimensiones del objeto. Para obtener la mejor reconstrucción 3D se debe obtener un tamaño de línea lo más delgada posible sobre un fondo con muy baja o nula iluminación. Figura 32. Iluminación por láser Capítulo 3 - Marco Teórico 38 3.1.1.2 Sensores de imagen Los sensores de imagen son componentes sensibles a la luz que modifican su señal eléctrica en función de la intensidad luminosa que perciben. La tecnología más habitual en este tipo de sensores es el CCD (charge coupled devices o dispositivos de acoplamiento de carga) donde se integra en un mismo chip los elementos fotosensibles y el conjunto de puertas lógicas y circuitería de control asociada. En éstos, la señal eléctrica que transmiten los fotodiodos es función de la intensidad luminosa que reciben, su espectro, y el tiempo de integración (tiempo durante el cual los fotodiodos son sensibles a la luz incidente), véase [ 2 ]. Otra tecnología que está empezando a extenderse son los sensores CMOS (complementary metal oxide semiconductor) dada las ventajas de éstos sobre los CCD, y la reducción de precios de estos dispositivos. En cuanto al rango dinámico (rango de amplitud entre los valores máximos y mínimos que un elemento puede producir, medido en decibeles) se pasa de los 70dB de los sensores CCD a los 120dB de los sensores CMOS, valor más cercano a los 200dB del ojo humano, lo que facilita la autoadaptación en el propio chip al brillo existente en el entorno. El sensor CMOS puede amplificar de forma individual la respuesta de los píxeles en función de sus respectivas condiciones de iluminación. 3.1.1.2.1 Resolución Existen diferentes arquitecturas de sensores. En primer lugar están los sensores lineales. En éstos, el sensor es una línea de fotodiodos. Esta arquitectura permite la utilización de sensores de 1x1024, 1 x2048, 1 x4096, e incluso 1 x6000 píxeles, lo que la hace muy adecuada para trabajar con altas resoluciones sobre superficies en movimiento. En segundo lugar están los sensores de área. Estos alcanzan resoluciones habituales de 1024 x1024, aunque existen en el mercado algunas casas que disponen de cámaras especiales con resoluciones de hasta 3072 x2048. En este caso existen tecnologías de adquisición de imágenes, entrelazada y no entrelazada. El método entrelazado captura las líneas pares e impares que forman una imagen en instantes de tiempo diferentes. La tecnología de no entrelazado (progressive scan) captura todas las líneas en el mismo instante de tiempo. 39 Capítulo 3 - Marco Teórico 3.1.1.2.2 Cuantización Independientemente de la arquitectura utilizada, existen otros aspectos importantes en estos sensores. La cuantización (conversión analógica-digital) determina el número de bits usados para representar la información capturada. Por ejemplo, usando un sistema blanco y negro de 8 bits tenemos 256 niveles diferentes. La evolución de las capacidades y características técnicas de estos dispositivos ha seguido una tendencia muy favorable, potenciado en parte por el mayor uso industrial de estos sistemas. Entre los avances más significativos, además de la utilización de puertos de comunicación cada vez más potentes y fiables, está una capacidad de proceso más o menos relevante e integrada en la propia cámara, que permite realizar procesamiento de imágenes. De esta forma se puede transmitir la imagen, la imagen preprocesada, o los resultados del procesamiento de la imagen a través de los puertos de comunicación de que dispone la cámara, haciendo innecesario el uso de tarjetas de captura. 3.1.1.3 Tarjetas de captura (adquisidora) Las tarjetas de captura de imagen permiten transferir la imagen de la cámara a la memoria de la computadora con el fin de que ésta pueda realizar el procesamiento adecuado a las imágenes. 3.1.1.3.1 Aspectos importantes en la adquisidora: Velocidad de transmisión, el formato de los datos, la profundidad de píxel, la capacidad de captura por disparo, la capacidad de preprocesado de la imagen, la velocidad de transferencia de la imagen de la memoria de la tarjeta a la memoria de la computadora, el reset asíncrono o la capacidad de controlar parámetros de la cámara en tiempo real. Evidentemente, todos los datos relativos a velocidades de transmisión son especialmente importantes para poder trabajar en tiempo real. En cuanto a la capacidad de proceso de las tarjetas, actualmente existe la posibilidad de incorporar un Procesador Digital de Señal (DSP), que permite realizar determinados algoritmos de análisis de imagen en la propia memoria de la tarjeta, acelerando la implementación de los algoritmos de visión. Capítulo 3 - Marco Teórico 40 Otra de las recientes ventajas en cuanto a las tarjetas de captura de imágenes es la integración de la tarjeta de captura, la visualización, y el módulo de proceso (CPU) en un solo elemento. Estos equipos se proporcionan en un chasis adecuado para trabajar en entornos industriales. 3.1.1.4 Algoritmos de análisis de imagen Los algoritmos relacionados con visión artificial son muy variados y abarcan numerosas técnicas y objetivos. Los pasos más comunes en que consiste el análisis o procesamiento de imagen se muestran en la Figura 33. Figura 33. Etapas de un proceso de reconocimiento de formas 3.1.1.4.1 Filtrado o pre-procesamiento Cuando se adquiere una imagen mediante cualquier sistema de captura, por lo general esta no es directamente utilizable por el sistema de visión. La aparición de variaciones en intensidad debidas al ruido, por deficiencias en la iluminación, o la obtención de imágenes de bajo contraste, hace necesario un pre-procesamiento de la imagen con el objetivo fundamental de corregir estos problemas, además de aplicar aquellas transformaciones a la imagen que acentúen las características que se deseen extraer de las mismas, de manera que se facilite las operaciones de las etapas posteriores. A este campo pertenecen las técnicas de transformaciones geométricas, las basadas en el histograma, el filtrado espacial y el filtrado frecuencial. Algunas de las técnicas más habituales son: • Conversión de los niveles de gris: su objetivo es la mejora de la calidad de la imagen. • Transformaciones geométricas: los objetivos de ésta son la corrección de la perspectiva y la reconstrucción tridimensional de los objetos de la escena. Capítulo 3 - Marco Teórico • 41 Transformación del histograma: las transformaciones del histograma pueden facilitar la segmentación de objetos de la imagen, aunque habitualmente sólo sirve para modificar el contraste de la imagen y el rango dinámico de los niveles de gris. • Filtrado espacial y frecuencial: dado que pueden suponer una importante modificación de la imagen original, generalmente sólo se consideran filtrados aquellas operaciones realizadas en el dominio espacial o frecuencial que suponen transformaciones pequeñas de la imagen original. 3.1.1.4.2 Segmentación o aislamiento de los objetos de interés Cuando ya se dispone de la imagen capturada y filtrada, es necesario aislar o separar los objetos de interés de la escena. Se pretende por tanto dividir una imagen en diferentes regiones, o dicho de otra forma, detectar automáticamente los bordes entre los elementos o regiones. Las operaciones de segmentación de una escena dependen de la propia escena y de la información que se busque dentro de la imagen. Las técnicas básicas de segmentación se pueden dividir en tres grupos: • Aplicación de umbrales de niveles de gris. • Agrupación por rasgos comunes. • Extracción de bordes. 3.1.1.5 Extracción y selección de características Con los objetos a estudiar ya definidos, es necesario extraer una serie de medidas que los caractericen adecuadamente, en forma de vector de características. Como norma general, para la elección de características se intenta que: • Sean discriminantes, es decir, tengan valores numéricos diferentes para clases diferentes. • Sean fiables, es decir, tengan valores parecidos dentro de una misma clase. • Estén incorreladas, es decir, obtener la misma información con el mínimo número de características. • Se calculen en un tiempo aceptable, de manera que sea utilizable en problemas de tiempo real. Capítulo 3 - Marco Teórico 42 3.1.1.6 Reconocimiento de formas e inteligencia artificial Normalmente, la visión artificial se utiliza para tomar decisiones a partir de la información proporcionada por el sistema de adquisición de imágenes y las transformaciones y operaciones realizadas con ellas. La información extraída se puede considerar como un vector que recoge las características o rasgos diferenciadores de la imagen analizada. Para el diseño del clasificador es necesaria una etapa de selección de características y una etapa de aprendizaje o entrenamiento. Generalmente, se usa el propio clasificador como evaluador del conjunto de características en prueba dado que el método que proporciona la mayor fiabilidad, aunque sea el más costoso temporalmente y de menor generalidad o capacidad de aplicación del clasificador a otros problemas. Respecto a los métodos clásicos de búsqueda secuencial, actualmente uno de los campos de investigación abiertos es el uso de algoritmos genéticos para la selección en paralelo de características. En el reconocimiento de formas aplicado a la visión artificial se utilizan técnicas de reconocimiento geométrico de formas, como el aprendizaje supervisado (se conoce la clase a la que pertenece cada vector) en condiciones estadísticas o algoritmos de clasificación no supervisados o clustering y, además, las redes neuronales, siendo estas últimas especialmente interesantes por su capacidad de aprendizaje adaptativo. Existen numerosos algoritmos para cada una de estas técnicas y se investiga ampliamente el desarrollo de nuevos algoritmos e implementaciones hardware de éstos. El problema fundamental de estas técnicas, es que cada una de ellas suele ser la más adecuada para las características de un tipo específico de problema no conocidas a priori, lo que dificulta la selección de la técnica con la que se desea abordar inicialmente el problema. 3.1.1.7 Computadora o módulo de proceso Se trata del sistema encargado de recibir y analizar, mediante los algoritmos adecuados, las imágenes a la velocidad necesaria para poder interactuar con el entorno en tiempo real. Es, pues, la parte del sistema encargada de implementar las funciones y objetivos para los que se haya diseñado el sistema. Capítulo 3 - Marco Teórico 43 3.1.1.8 Sistema de respuesta en tiempo real Se trata de automatismos que responden electromecánicamente con el fin de corregir o evitar, por ejemplo, en los sistemas de producción, las causas generadoras de los problemas de detección. Otra de las funciones de estos sistemas es la generación de estadísticas e informes del proceso al que están asociados, lo que permite disponer de una información global de los procesos para facilitar la toma de decisiones. En cuanto a los dispositivos electromecánicos utilizables en los sistemas de visión, destacan los variadores de frecuencia para el control de motores y la comunicación entre las PC’s y los autómatas programables que gestionan los distintos dispositivos mediante redes de campo como “Profibus” o “WorldFIP”, y más recientemente mediante “Industrial Ethernet”, y protocolos Wireless. Estos buses permiten la integración de los sistemas de visión y sus acciones de respuesta dentro de la estructura CIM de las empresas, lo que supone un ahorro económico en los casos en que ya se disponga de esta estructura, véase [ 2 ]. 3.2 Sistemas Expertos (SE) Es un software que imita el comportamiento de un experto humano en la solución de un problema. Pueden almacenar conocimientos de expertos para un campo determinado y solucionar un problema mediante deducción lógica de conclusiones [ 6 ]. Son SE aquellos programas que se realizan haciendo explícito el conocimiento en ellos, que tienen información específica de un dominio concreto y que realizan una tarea relativa a este dominio. Son llamados expertos por que emulan el comportamiento de un experto en un dominio concreto y en ocasiones son usados por ellos [ 32 ]. Los SE son programas que manipulan conocimiento codificado para resolver problemas en un dominio especializado, que generalmente requiere de experiencia humana. Son programas que contienen tanto conocimiento declarativo (hechos a cerca de objetos, eventos y/o situaciones) como conocimiento de control (información a cerca de los cursos de una acción), para emular el proceso de Capítulo 3 - Marco Teórico 44 razonamiento de los expertos humanos en un dominio en particular y/o área de experiencia [ 5 ]. Software que incorpora conocimiento de experto sobre un dominio de aplicación dado, de manera que es capaz de resolver problemas de relativa dificultad y apoyar la toma de decisiones inteligentes en base a un proceso de razonamiento simbólico [ 7 ]. Los sistemas expertos pueden imitar la capacidad mental del hombre y relacionan reglas de sintaxis del lenguaje hablado y escrito con base en la experiencia, para luego hacer juicios acerca de un problema y obtener solución a éste con mejores juicios y más rápidamente que el ser humano [ 3 ]. Los SE también pueden considerarse como intermediarios entre el experto humano, que transmite su conocimiento al sistema, y el usuario que lo utiliza para resolver un problema con la eficacia del especialista. El sistema experto utilizará para ello el conocimiento que tenga almacenado y algunos métodos de inferencia; a la vez, el usuario puede aprender observando el comportamiento del sistema. Es decir, los sistemas expertos se pueden considerar simultáneamente como un medio de ejecución y transmisión del conocimiento [ 25 ]. 3.2.1 Aplicaciones Un sistema experto es muy eficaz cuando tiene que analizar una gran cantidad de información, interpretándola y proporcionando una recomendación a partir de la misma [ 25 ]. Un ejemplo es el análisis financiero y gestiones empresariales, donde se estudian las oportunidades de inversión, dependiendo de los datos financieros de un cliente y de sus propósitos; en este campo son de gran utilidad los SE, ya que casi todas las empresas disponen de un computador que realiza las funciones básicas de tratamiento de la información: contabilidad general, decisiones financieras, gestión de la tesorería, planificación, etc. Además, este trabajo implica manejar grandes volúmenes de información y realizar operaciones numéricas para después tomar decisiones, lo que crea un terreno ideal para la implantación de los SE. 45 Capítulo 3 - Marco Teórico También se aplican en la contabilidad en apartados como: auditoría (es el campo en el que más aplicaciones de SE se está realizando) fiscalidad, planificación, análisis financiero y la contabilidad financiera, véase [ 29 ]. Para detectar y reparar fallos en equipos electrónicos se utilizan los sistemas expertos de diagnóstico y depuración, que formulan listas de preguntas con las que obtienen los datos necesarios para llegar a una conclusión; entonces recomiendan las acciones adecuadas para corregir los problemas descubiertos. Este tipo de sistemas se utilizan también en medicina (ej. MYCIN y PUFF), y para localizar problemas en sistemas informáticos grandes y complejos [ 25 ]. Cuando se necesita controlar un proceso tomando decisiones como respuesta a su estado y no existe una solución algorítmica adecuada, es necesario usar un SE; éste campo comprende el supervisar fábricas automatizadas, químicas o centrales nucleares. Estos sistemas son extraordinariamente críticos porque normalmente tienen que trabajar a tiempo real. El diseño requiere una enorme cantidad de conocimientos debido a que hay que tener en cuenta muchas especificaciones y restricciones. En este caso, el SE ayuda al diseñador a completar el diseño de forma competente y dentro de los límites de costes y de tiempo; se diseñan circuitos electrónicos, circuitos integrados, tarjetas de circuito impreso, estructuras arquitectónicas, coches, piezas mecánicas, etc. Por último, un sistema experto puede evaluar el nivel de conocimientos y comprensión de un estudiante, y ajustar el proceso de aprendizaje de acuerdo con sus necesidades, véase [ 25 ]. 3.2.2 Áreas de aplicación Los SE se aplican a una gran diversidad de campos y/o áreas. Algunas de las principales son: • Militar • Agricultura • Informática • Electrónica • Telecomunicaciones • Transporte • Química • Transporte • Derecho • Educación • Aeronáutica • Medicina 46 Capítulo 3 - Marco Teórico • Geología • Industria • Arqueología • Finanzas y Gestión En la tabla Tabla A se puede observar la aplicación de los SE según el área: Banca Área Aplicación Control de procesos Seguros Industria • Observación de tendencias Encargos Servicios Estatales • Control de procesos • • Aviso de estados de tendencias Observación de Diseño Configuración • Instalaciones fabriles • Diseño de productos Detección de fallas • Comprobación de Mantenimiento • Control de centrales nucleares o (agua, gas, etc) • • Concesión de créditos • • de grandes redes excepción Supervisión Diagnóstico Comercio • productos • Diseño de redes de distribución (correos, energía) • hipotecas Requisitos de Concesión de • Diagnóstico créditos médico (Hospitales) • • Diagnóstico técnico • Economía Cálculo de riesgos • Análisis de siniestros energética Planificación • Análisis de riesgos • • Gestión de valores proyectos • • Planificación de Funciones lógicas de Proyectos • Análisis de riesgos • Análisis de mercado • Planificación de inversiones • Planificación de emergencias inversiones • Planificación de la distribución • Asesoramiento clientes de • Asesoramiento clientes de • clientes • Asesoramiento Asesoramiento de • Asesoramiento de clientes Servicios especiales Formación • Formación de • colaboradores colaboradores Formación de • Formación de • Formación interna colaboradores de cuestiones • Formación del • jurídicas servicio exterior servicio exterior Formación del Tabla A. Aplicación de los Sistemas Expertos según el área. Capítulo 3 - Marco Teórico 47 3.2.3 Ventajas Los Sistemas Expertos proporcionan la capacidad de trabajar con grandes cantidades de información, que viene siendo uno de los grandes problemas que enfrenta el analista humano y que puede afectar negativamente a la toma de decisiones, ya que el analista humano puede depurar datos que no considere relevantes, mientras un SE debido a su gran velocidad de proceso analiza toda la información incluyendo las no útiles para aportar, de esta manera, una decisión más sólida. Con los sistemas expertos se busca una mejor calidad y rapidez en las respuestas dando así lugar a una mejora de la productividad del experto [ 32 ]. Entre las ventajas más importantes que brindan los SE se pueden citar: • Permanencia: A diferencia de un experto humano un SE no envejece, y por tanto no sufre pérdida de facultades con el paso del tiempo. • Duplicación: Una vez programado un SE se puede duplicar infinidad de veces. • Rapidez: Un SE puede obtener información de una base de datos y realizar cálculos numéricos mucho más rápido que cualquier ser humano. • Bajo coste: A pesar de que el coste inicial pueda ser elevado, gracias a la capacidad de duplicación el coste finalmente es bajo. • Entornos peligrosos: Un SE puede trabajar en entornos peligrosos o dañinos para el ser humano. • Fiabilidad: Los SE no se ven afectados por condiciones externas, un humano sí (cansancio, presión, etc.). 3.2.4 Limitaciones Es evidente que para actualizar se necesita de reprogramación de estos (tal vez este sea una de sus limitaciones más acentuadas), otra de sus limitaciones puede ser el elevado costo en dinero y tiempo, además que estos programas son poco flexibles a cambios y de difícil acceso a información no estructurada [ 14 ]. Debido a la escasez de expertos humanos en determinadas áreas, los SE pueden almacenar su conocimiento para poder aplicarlo cuando sea necesario. Así mismo, los SE pueden ser utilizados por personas no especializadas para resolver problemas. Además, si una persona utiliza con frecuencia un SE aprenderá de él. Capítulo 3 - Marco Teórico 48 Por otra parte, la inteligencia artificial no ha podido desarrollar sistemas que sean capaces de resolver problemas de manera general, de aplicar el sentido común para resolver situaciones complejas ni de controlar situaciones ambiguas. El futuro de los SE da vueltas por la cabeza de cada persona, siempre que el campo elegido tenga la necesidad y/o presencia de un experto para la obtención de cualquier tipo de beneficio [ 18 ]. Entre las limitaciones más resaltantes de un SE se encuentran [ 32 ]: • Sentido común: Para un SE no hay nada obvio. • Lenguaje natural: Con un experto humano se puede mantener una conversación informal mientras que con un SE no. • Capacidad de aprendizaje: Cualquier persona aprende con relativa facilidad de sus errores y de errores ajenos, que un SE haga esto es mucho más complicado. • Perspectiva global: Un experto humano es capaz de distinguir cuáles son las cuestiones relevantes de un problema y separarlas de cuestiones secundarias. • Capacidad sensorial: Un SE carece de sentidos. • Flexibilidad: Un humano es sumamente flexible a la hora de aceptar datos para la resolución de un problema, característica de la cual carecen los SE. • Conocimiento no estructurado: Un SE no es capaz de manejar conocimiento poco estructurado. 3.2.5 Arquitectura básica Un esquema básico del funcionamiento de un Sistema Experto se muestra en la Figura 34 , donde se puede apreciar el SE que posee un módulo de conocimiento y otro de razonamiento o más bien, un algoritmo de interpretación de dicho conocimiento en base a las necesidades que introduzca el usuario, para generar conclusiones expertas en el área de donde proviene su experticia. 49 Capítulo 3 - Marco Teórico Figura 34. Esquema básico de un SE Más detalladamente, un SE se compone de los siguientes elementos, véase [ 29 ]: 3.2.5.1 Base de conocimientos Es la parte del sistema experto que contiene el conocimiento modelado sobre el dominio. Hay que obtener el conocimiento del experto y codificarlo en la base de conocimientos. El método más común para representar el conocimiento es mediante reglas de producción. El dominio de conocimiento representado se divide, pues, en pequeñas fracciones de conocimiento o reglas SI <condición> ENTONCES <conclusión>, véase [ 25 ]. De esta manera se tienen estructuras condicionales que relacionan lógicamente la información contenida en la parte del antecedente con otra información contenida en la parte del consecuente [ 29 ]. Una característica muy importante de la base de conocimientos es que es independiente del motor de inferencia que se utiliza para resolver los problemas. De esta forma, cuando los conocimientos almacenados se han quedado obsoletos, o cuando se dispone de nuevos conocimientos, es relativamente fácil añadir reglas nuevas, eliminar las antiguas o corregir errores en las existentes. No es necesario reprogramar todo el sistema experto. 3.2.5.2 Base de hechos (Memoria de trabajo) La base de datos o base de hechos es una parte de la memoria del computador que se utiliza para almacenar los datos recibidos inicialmente para la resolución de un problema. Contiene conocimiento sobre el caso concreto en que se trabaja; también Capítulo 3 - Marco Teórico 50 se registrarán en ella las conclusiones intermedias y los datos generados en el proceso de inferencia. Al memorizar todos los resultados intermedios, conserva el vestigio de los razonamientos efectuados; por lo tanto, se puede utilizar explicar las deducciones y el comportamiento del sistema. 3.2.5.3 Motor de inferencia El sistema experto controla el proceso de razonamiento humano con un módulo conocido como el motor de inferencia. Dicho motor de inferencia trabaja con la información contenida en la base de conocimientos y la base de hechos para deducir nuevos hechos. El motor de inferencia contrasta los hechos particulares de la base de hechos con el conocimiento contenido en la base de conocimientos para obtener conclusiones acerca del problema. La estrategia de control utilizada puede ser de encadenamiento progresivo o de encadenamiento regresivo. En el primer caso se comienza con los hechos disponibles en la base de datos, y se buscan reglas que satisfagan esos datos, es decir, reglas que verifiquen la parte SI. Normalmente, el sistema sigue los siguientes pasos [ 25 ]: • Evaluar las condiciones de todas las reglas respecto a la base de datos, identificando el conjunto de reglas que se pueden aplicar (aquellas que satisfacen su parte condición). • Si no se puede aplicar ninguna regla, se termina sin éxito; en caso contrario se elige cualquiera de las reglas aplicables y se ejecuta su parte acción (esto último genera nuevos hechos que se añaden a la base de datos). • Si se llega al objetivo, se ha resuelto el problema; en caso contrario, se vuelve al primer paso. A este enfoque se le llama también guiado por datos, porque es el estado de la base de datos el que identifica las reglas que se pueden aplicar. Cuando se utiliza este método, el usuario comenzará introduciendo datos del problema en la base de datos del sistema. Al encadenamiento regresivo se le suele llamar guiado por objetivos, ya que el sistema comenzará por el objetivo (parte consecuente de las reglas) y operará retrocediendo para ver cómo se deduce ese objetivo partiendo de los datos. Esto se produce directamente o a través de conclusiones intermedias o sub-objetivos. Lo Capítulo 3 - Marco Teórico 51 que se intenta es probar una hipótesis a partir de los hechos contenidos en la base de datos y de los obtenidos en el proceso de inferencia. En la mayoría de los sistemas expertos se utiliza el encadenamiento regresivo. Este enfoque tiene la ventaja de que el sistema va a considerar únicamente las reglas que interesan al problema en cuestión. El usuario comenzará declarando una expresión y el objetivo del sistema será establecer la verdad de esa expresión. Para ello se pueden seguir los siguientes pasos [ 25 ]: • Obtener las reglas relevantes, buscando la expresión en la parte consecuente (éstas serán las que puedan establecer la verdad de la expresión). • Si no se encuentran reglas para aplicar, entonces no se tienen datos suficientes para resolver el problema; se termina sin éxito o se piden al usuario más datos. • Si hay reglas para aplicar, se elige una y se verifica su parte condición con respecto a la base de datos. • Si la condición es verdadera en la base de datos, se establece la veracidad de la expresión y se resuelve el problema. • Si la condición es falsa, se descarta la regla en curso y se selecciona otra regla. • Si la condición es desconocida en la base de datos (es decir, no es verdadera ni falsa), se le considera como sub-objetivo y se vuelve al primer paso (la condición será ahora la expresión). Existen también enfoques mixtos en los que se combinan los métodos guiados por datos con los guiados por objetivos. 3.2.5.4 Subsistema de explicaciones Una característica de los SE es su habilidad para explicar su propio razonamiento. Usando el módulo del subsistema de explicación, un SE puede proporcionar una explicación al usuario de por qué está haciendo una pregunta y cómo ha llegado a una conclusión. Este módulo proporciona beneficios tanto al diseñador del sistema como al usuario. El diseñador puede usarlo para detectar errores y el usuario se beneficia de la transparencia del sistema, además de esta forma, y con el tiempo 52 Capítulo 3 - Marco Teórico suficiente, los usuarios pueden convertirse en especialistas en la materia, al asimilar el proceso de razonamiento seguido por el sistema. 3.2.5.5 Interfaz de usuario La interacción entre un SE y un usuario se realiza en lenguaje natural. También es altamente interactiva y sigue el patrón de la conversación entre seres humanos. Para conducir este proceso de manera aceptable para el usuario es especialmente importante el diseño de la interfaz de usuario. Un requerimiento básico de la interfaz es la habilidad de hacer preguntas. Para obtener información fiable del usuario hay que poner especial cuidado en el diseño de las cuestiones. Esto puede requerir diseñar la interfaz usando menús o gráficos [ 7 ]. El conjunto e interacción de todos estos componentes es mostrado en la Figura 35. Figura 35. Esquema extendido de un SE 3.2.6 Tipos de Sistemas Expertos Principalmente existen tres tipos de Sistemas Expertos, véase [ 32 ]: Capítulo 3 - Marco Teórico 53 3.2.6.1 Sistemas Expertos basados en reglas En estos sistemas la construcción de la base de conocimiento es en base a reglas, lo cual, en algunos casos se elabora sencillamente, la explicación de las conclusiones es simple. El motor de inferencia se realiza con algoritmos complejos, además que el aprendizaje estructural es complejo [ 11 ]. Aquí, la solución al problema planteado se obtiene aplicando reglas heurísticas apoyadas generalmente en lógica difusa para su evaluación y aplicación. 3.2.6.2 Sistemas Expertos basados en casos (Case Based Reasoning) En esos SE la solución a los problemas planteados se obtiene aplicando el razonamiento basado en casos, donde la solución a un problema similar planteado con anterioridad se adapta al nuevo problema. 3.2.6.3 Sistemas Expertos basados en reglas bayesianas En este caso, la construcción de la base de conocimiento es en base a frecuencias lo cual requiere de mucha información, la explicación de las conclusiones resulta más compleja. El motor de inferencia se realiza con algoritmos simples, el aprendizaje paramétrico es sencillo [ 16 ]. En estos SE, la solución al problema planteado se obtiene aplicando redes bayesianas, basadas en estadística y el Teorema de Bayes. 3.2.7 Metodología para el desarrollo de Sistemas Expertos En [ 23 ], se plantea toda una metodología para desarrollar un SE; la ventaja de el método que aquí se plantea es que considera la naturaleza computacional de los sistemas basados en conocimiento y busca el mayor aprovechamiento de los recursos disponibles en el área donde se desarrollara dicho SE. Las etapas se describen a continuación: 3.2.7.1 Análisis y descripción del problema En esta etapa se determinan las características del problema y se evalúa la factibilidad de realizar un Sistema Experto. Aquí se pretende determinar la naturaleza del problema y los objetivos preciso que indiquen exactamente cómo se espera que el sistema experto contribuya a la solución de los problemas. Estudia los diferentes recursos con que se cuentan y verifica la posibilidad de su Capítulo 3 - Marco Teórico 54 aprovechamiento en las fases de desarrollo e implantación, véase [ 23 ]. Este incluye varias fases: 3.2.7.1.1 Descripción general del problema Esto implica: • Familiarización con el proceso sobre el cual se desea realizar el Sistema Experto. • Familiarización con las plataformas computacionales donde se encuentran los datos a ser utilizados. • Definición detallada del problema que motiva el desarrollo del Sistema Experto. 3.2.7.1.2 Análisis de factibilidad para el desarrollo del Sistema Experto En esta fase se estudia si el sistema cumple con las condiciones para realizar un Sistema Experto tomando en cuenta los siguientes criterios: • La tarea a desarrollar requiere del conocimiento manejado por un experto. • Disponibilidad del experto o equipo de expertos. • La experticia es requerida en varios lugares simultáneamente. • El sistema requiere del manejo de incertidumbre y aplicación de juicios personales. • Existe un grupo potencial de usuarios. • Se dispone del tiempo para desarrollar el Sistema Experto. 3.2.7.1.3 Análisis de datos Esta fase contempla la verificación de la ubicación y forma de representación de los datos a ser manejados por el Sistema Experto, considerando el tipo de Base de Datos (tiempo real, relacional, orientada a objeto, etc) plataforma computacional (Windows, DOS, UNIX, VMS, etc). 3.2.7.1.4 Elección de la fuente de conocimiento Es necesario contar con un experto o un grupo de ellos que estén dispuestos a colaborar con el proyecto. Los expertos deben ser reconocidos como tal por el grupo de usuarios. Capítulo 3 - Marco Teórico 55 3.2.7.2 Especificación de requerimientos En esta etapa se estudian los requerimientos globales del Sistema Experto a desarrollar, considerando hacia quién estará dirigido el sistema, restricciones de acceso, nivel de detalle requerido en sus explicaciones, requerimientos funcionales, formatos deseados por los usuarios finales. Es importante discutir con los potenciales usuarios del sistema y tomar en cuenta sus aspiraciones y comentarios para garantizar que posteriormente estén dispuestos a utilizar el sistema desarrollado, véase [ 23 ]. La etapa comprende varias fases: 3.2.7.2.1 Estimación del perfil de los usuarios del sistema 3.2.7.2.2 Verificación de los requerimientos con el usuario 3.2.7.2.3 Determinación de los requerimientos de información Aquí se especifica la información que debe producir el SE y sus atributos, tales como el formato de presentación, la frecuencia de actualizaciones, sus usuarios directos y su interconexión con otros programas. 3.2.7.2.4 Determinación de los requerimientos funcionales Consiste en la definición de las funciones generales que debe satisfacer el Sistema Experto. 3.2.7.2.5 Determinación de los requerimientos de entrada de datos Esta fase contempla los siguientes pasos: • Selección de las posibles fuentes al Sistema Experto • Identificación de las fuentes de datos • Especificación de los procesos de adquisición de datos • Especificación de los procesos de generación de parámetros • Caracterización de la interoperabilidad entre las bases de datos que se requieren en la implantación. 3.2.7.2.6 Definición de los requerimientos de hardware y software para la implantación del Sistema Experto Es en esta fase donde se realiza: Capítulo 3 - Marco Teórico • 56 Especificación de la plataforma de hardware que se utilizará para el desarrollo y operación del Sistema Experto. • Determinación, análisis y selección de las herramientas de software disponibles en el mercado para el desarrollo de Sistemas Expertos. 3.2.7.3 Análisis de costos, tiempo y recursos En esta etapa se realiza un estimado de los costos de desarrollo del SE, incluyendo equipos, programas y honorarios profesionales. Igualmente, se realiza un cronograma de las actividades a desarrollar. Generalmente, en esta etapa terminaría el estudio de la factibilidad de realizar el SE, ya que hasta esta etapa se ha verificado la necesidad y pertinencia del desarrollo del Sistema Experto, se ha estudiado los requerimientos y se ha estimado el tiempo, recursos y costos involucrados en el desarrollo e implantación del sistema, véase [ 23 ]. Se contemplan las siguientes fases: 3.2.7.3.1 Elaboración del plan de actividades para el desarrollo e implantación En esta evaluación se incluyen el tiempo requerido para el desarrollo de cada actividad. 3.2.7.3.2 Estimación de los recursos computacionales (hardware - software) requeridos para el desarrollo del Sistema Experto. 3.2.7.3.3 Estimación de los costos de desarrollo 3.2.7.4 Ingeniería del conocimiento En esta etapa existirá una interacción entre el experto humano y el ingeniero de conocimiento. Cuando el experto en el dominio presente los distintos escenarios, el ingeniero del conocimiento desarrollará una “primera” representación de las soluciones. En caso de que el experto humano no sienta que se represente el problema en su totalidad, entonces el ingeniero reformulará la descripción. Esta actividad continúa hasta que ambos estén de acuerdo en la representación de las soluciones. La principal responsabilidad del ingeniero de conocimiento es analizar situaciones tipo y a partir de ellas extraer las reglas que describan el conocimiento del experto en el dominio, véase [ 23 ]. Las fases de esta etapa son: Capítulo 3 - Marco Teórico 57 3.2.7.4.1 Adquisición del conocimiento Es la parte más importante de un Sistema Experto, ya que es donde el ingeniero del conocimiento interactúa con el experto para obtener la información sobre la solución de los problemas, así como las estrategias utilizadas para la obtención de cada solución. 3.2.7.4.2 Estructuración del conocimiento En esta fase, el ingeniero de conocimiento debe llevar a una base de conocimientos la información proporcionada por el experto. El conocimiento puede ser de carácter superficial o profundo dependiendo de la estructura interna y de las interacciones entre sus componentes. 3.2.7.5 Diseño preliminar del Sistema Experto En esta etapa se realiza la ingeniería de detalle del Sistema Experto, se diseña cuidadosamente cada uno de los módulos que comprenderán la herramienta, se hace la selección final de los componentes a utilizar y se diseña los protocolos necesarios para las interrelaciones con otros programas y/o equipos requeridos, véase [ 23 ]. Las fases que comprende esta etapa son: 3.2.7.5.1 Diseño preliminar de la arquitectura del Sistema Experto 3.2.7.5.2 Selección de la herramienta computacional Esto se realizará de acuerdo a los requerimientos surgidos en la etapa de ingeniería de conocimiento. 3.2.7.5.3 Diseño preliminar de procesos de adquisición y almacenamiento de datos 3.2.7.5.4 Diseño preliminar de procesos de interconexión Esto comprende: • Integración interna • Integración externa • Selección de software auxiliar 3.2.7.5.5 Verificación del diseño preliminar del Sistema Experto Capítulo 3 - Marco Teórico 58 3.2.7.6 Desarrollo e implantación del Sistema Experto Esta es la etapa final del desarrollo del Sistema Experto. Aquí se construye, implanta, prueba y depura el sistema. Posterior a la finalización de la implantación comienza la fase de mantenimiento y actualización que debe perdurar durante la vida del sistema, ya que se busca mantenerlo operativo en las mejores condiciones e incorporando conocimiento y/o recursos nuevos al sistema según los requerimientos tecnológicos para su vigencia, véase [ 23 ]. Esta etapa comprende varias fases: 3.2.7.6.1 Construcción del prototipo 3.2.7.6.2 Validación del prototipo 3.2.7.6.3 Construcción del modelo operacional 3.2.7.6.4 Prueba y depuración Consiste en plantearle situaciones al Sistema Experto y al experto humano y verificar si ambos generan la misma solución además de seguir las mismas estrategias. En caso de existir discordancia entre el experto humano y el Sistema Experto, se procede a la revisión y la modificación de la base de conocimiento. 3.2.7.6.5 Mantenimiento y actualización Capítulo 4 Sistema de Visión Artificial El Sistema de control para el tamaño de las pellas producidas en el disco peletizador consta de dos sistemas primordiales. El primero es el Sistema de Visión Artificial y se encargará de capturar imágenes de las pellas producidas y determinar sus radios para permitir un monitoreo continuo del tamaño de las pellas y el segundo es el Sistema Experto que determinará el estado del proceso y generará recomendaciones sobre las acciones más apropiadas para regresar el proceso a su estado bajo control. La metodología, desarrollo, implantación y pruebas de cada uno de estos dos importantes sistemas se describe a lo largo del capítulo 4 y 5 respectivamente. 4.1 Metodología de desarrollo e implementación El Sistema de Visión Artificial se implantará a la salida del disco peletizador, específicamente en la descarga de la cinta transportadora de la producción del disco a la cinta transportadora principal. Durante todo el proceso las pellas se encuentran en movimiento por lo que será necesaria la captura de la imagen con cierta frecuencia que dependerá de la velocidad en que éstas se desplazan; se estimará entonces el tiempo de caída de una pella entre una cinta y otra para fijar así la frecuencia máxima de adquisición de imágenes que se puede utilizar. El sitio de implementación más conveniente en la planta, debido a las condiciones ambientales que debe soportar la cámara, se puede observar en la Figura 36. 60 Capítulo 4 - Sistema de Visión Artificial Figura 36. Lugar de implantación del sistema. Un esquema del mismo se muestra en la Figura 37, donde se muestran los valores necesarios para estimar el tiempo de caída de una pella promedio. Figura 37. Esquema del lugar de implantación Basados en los valores obtenidos de planta y mostrados en la Figura 37 se calcula el tiempo de caída de una pella, considerándola para ello en una partícula4: La velocidad inicial vertical de la pella dependerá de la velocidad de la cinta transportadora5. V y = Vsen β 4 5 Se considera despreciable el peso de una pella, el cual oscila entre 0.69 y 6.75 gr. La cinta se mueve a velocidad constante es constante. 61 Capítulo 4 - Sistema de Visión Artificial Luego, la distancia recorrida por la pella vendrá dada por d y = V y t + 0.5 gt 2 Despejando el tiempo obtenemos una ecuación de segundo grado 0.5 gt 2 + V y t − d y = 0 0.5 gt 2 + Vsenβ * t − d y = 0 0.5(9.8) m 2 m t + 0.44 sen(15°) t − 0.5 = 0 2 sg sg Obtenemos entonces una única solución para el tiempo6 t = 0.3313 seg Para evitar la captura de la misma pella en dos imágenes distintas es necesario que la cámara posea una frecuencia de muestreo, fm, igual o menor a la frecuencia de caída de las pellas, es decir, fm ≤ 1 t fm ≤ 1 0.3313seg f m ≤ 3.01seg −1 Se puede prefijar entonces una frecuencia de muestreo de imágenes para la cámara igual 2 seg-1 ó 2 fps7, lo que implica que cada 500 mseg. se capturará una imagen de las pellas cayendo por la cinta transportadora. Se procede ahora a desarrollar el software de procesamiento de imágenes. Para desarrollar el sistema que se encargará de la adquisición y procesamiento de las imágenes correspondientes a las pellas producidas por el disco peletizador se utilizará el método planteado por [ 2 ]. Los aspectos del sistema de visión artificial a desarrollar serán: 4.1.1 Fuente de luz Con la finalidad de independizar el sistema de las condiciones existentes en la planta y resaltar los rasgos de interés se determinará la fuente de luz más adecuada para la aplicación. El principal objetivo de este Sistema de Visión Artificial es 6 Por tratarse del tiempo, la solución negativa de la ecuación no es posible. 7 Frame per second. 62 Capítulo 4 - Sistema de Visión Artificial detectar las pellas producidas a la salida del disco peletizador y determinar su radio, por lo que es indispensable que el tipo de iluminación facilite delinear el contorno de la figura. Estudiando los distintos tipos de iluminación existentes se determinó que el apropiado para esta aplicación es la Iluminación posterior (backligth) ya que la misma permite delinear el contorno de las piezas, brinda un contraste muy alto y es fácil de implementar [ 12 ]. En este caso, se proporcionará un fondo iluminado uniforme que generará gran contraste entre las pellas (color oscuro) y el mismo. Se contemplan dos posibilidades para la obtener la fuente de luz: el uso de iluminación por leds (conectados a un sistema estroboscópico) o el uso de iluminación por fluorescente. De la misma forma, la implementación del sistema de iluminación presenta dos posibilidades: colocar la fuente de luz directamente en frente del lente de la cámara y por detrás de las pellas (Figura 38) o incluir una superficie uniforme, frente a la cámara y por detrás de las pellas, que refleje la iluminación producida por la fuente (Figura 39). Figura 38. Fuente de luz directa Figura 39. Fuente de luz con superficie reflectiva Ambas configuraciones serán probadas al implementar el sistema para determinar cuáles opciones son las más adecuadas para la aplicación. Capítulo 4 - Sistema de Visión Artificial 63 4.1.2 Sensor de imagen Al analizar la naturaleza de la aplicación se observa que un sensor de color no es necesario para la misma, ya que sólo se requiere de contraste en la imagen será suficiente con la captura de imágenes en blanco y negro. Tras un estudio de las cámaras destinadas a la visión artificial industrial disponibles en el mercado, y tomando en cuenta beneficios brindados y costos asociados se decidió utilizar para esta aplicación la cámara Legend530 (véase Apéndice A para el detalle de las especificaciones) perteneciente a la Serie Legend de la línea de productos DVT, la cual trae integrado un sensor de imagen de tipo CCD8, donde se integra en un mismo chip los elementos fotosensibles y el conjunto de puertas lógicas y circuitería de control asociada9. Este sensor de área posee una resolución de 640 x 480 píxeles. 4.1.3 Tarjeta de adquisición de imágenes La cámara Legend530 posee integrado un microprocesador Motorola Power PC con sistema operativo en tiempo real que permite realizar procesamiento de imágenes. De esta forma se puede transmitir la imagen, la imagen preprocesada, o los resultados del procesamiento de la imagen a través de los puertos de comunicación Ethernet que dispone la cámara, haciendo innecesario el uso de tarjetas de captura. 4.1.4 Análisis de imagen y reconocimiento de formas Con la finalidad de disponer de imágenes reales sobre las cuales se puedan ir probando y depurando las técnicas de procesamiento de interés se realizaron pruebas en planta y se capturó una serie de imágenes reales de las pellas producidas por el disco. 8 9 Charge Coupled Device. En estos sensores, la señal eléctrica que transmiten los fotodiodos es función de la intensidad luminosa que reciben, su espectro, y el tiempo de integración (tiempo durante el cual los fotodiodos son sensibles a la luz incidente) [ 2 ]. Capítulo 4 - Sistema de Visión Artificial 64 4.1.4.1 Filtrado (pre-procesamiento) y Segmentación (aislamiento objetos de interés) Esta aplicación proporciona imágenes con un fondo uniforme y objetos similares (pellas) que presentan una clara diferencia con respecto a dicho fondo, véase Figura 40, por lo que se hace muy propicia la aplicación de la umbralización10 para aislar los objetos en estudio. Figura 40. Imagen capturada. Al construir el histograma de intensidad vs. frecuencia de píxeles, Figura 41, se observa la presencia de una distribución bimodal11 con dos cimas principales: una correspondiente al fondo y otra a los objetos (pellas), se determinará el umbral global de la imagen obteniendo el valle entre las dos cimas (método modal). 10 La umbralización es una técnica de segmentación ampliamente utilizada en las aplicaciones industriales. Se emplea cuando hay una clara diferencia entre los objetos a extraer respecto del fondo de la escena. Los principios que rigen son la similitud entre los píxeles pertenecientes a un objeto y sus diferencias respecto al resto[ 27 ]. Con la umbralización se convierte una imagen con varios niveles de gris a una nueva con sólo dos, el conjunto de píxeles con un nivel de gris mayor o igual al umbral serán colocados en un nivel 0 y los otros en 1. 11Los objetos aparecen claramente contrastados respecto al fondo y todos ellos presentan la misma distribución de niveles de gris. Capítulo 4 - Sistema de Visión Artificial 65 Figura 41. Histograma de intensidad Figura 42. Aplicación del Método Modal al histograma. Se puede observar en la Figura 42, la aplicación del método a través del cual se obtiene el punto de intersección entre las dos cimas del histograma, en este caso en particular, el umbral T tendrá un valor de 32.5. Al aplicar la umbralización a la imagen, se fijarán en 1 todos los píxeles que posean una intensidad mayor o igual 66 Capítulo 4 - Sistema de Visión Artificial que T y en 0 aquellos píxeles con una intensidad menor que T, como lo muestra la siguiente ecuación: ⎧0, I (i, j ) ≤ T B (i, j ) = ⎨ ⎩1, I (i, j ) > T Luego de la umbralización de la imagen se obtiene el resultado mostrado en la Figura 43. La implementación definitiva del método para la aplicación se realiza utilizando una herramienta proporcionada por la cámara Legend530 denominada Framework. Figura 43. Imagen binaria producto de la umbralización. Ahora bien, con la finalidad de eliminar el pequeño ruido presente sin distorsionar la forma global de las pellas se filtrará12 la imagen utilizando para ello operaciones morfológicas. Tenemos la imagen binaria que denominaremos el conjunto A de coordenadas discretas, véase Figura 43. El conjunto B será el elemento estructural o máscara de convolución, véase [ 20 ]. Para esta aplicación se selecciona el elemento estructural de conectividad 8, N8, mostrado en la Figura 44. 12 Operación que se aplica a una imagen para resaltar o atenuar detalles espaciales con el fin de mejorar la interpretación visual o facilitar un procesamiento posterior [ 8 ]. 67 Capítulo 4 - Sistema de Visión Artificial 1 1 1 1 1 1 1 1 1 Figura 44. Conjunto B: Elemento estructural N8 Se efectuarán sobre la imagen una apertura seguida de una clausura13. La apertura del conjunto A por el elemento estructural B en teoría de conjuntos viene dada por AοB = ( AΘB ) ⊕ B [ 20 ], el resultado de aplicar esta operación sobre la Figura 43 se puede apreciar en la Figura 45. Figura 45. Apertura de la imagen capturada. Luego se procede a aplicar una clausura para contrarrestar las posibles ampliaciones en los contornos consecuencia de la apertura. De forma similar, la clausura de un conjunto A por el elemento estructural B, se define como A • B = ( A ⊕ B )ΘB [ 20 ]. El resultado obtenido se muestra en la Figura 46. La apertura generalmente suaviza los contornos de un objeto y elimina protuberancias finas. La clausura también suaviza los contornos pero, contrariamente a la apertura, fusiona las hendiduras finas y largas presentes en los objetos, elimina agujeros pequeños y rellena brechas en el contorno [ 20 ]. 13 Capítulo 4 - Sistema de Visión Artificial 68 Figura 46. Clausura de la imagen capturada. De la misma forma, la implementación definitiva del filtro se realiza utilizando Framework. Ahora se dispone de una imagen filtrada y segmentada que facilitará la selección de los objetos detectados que cumplan con ciertas características. 4.1.4.2 Extracción y selección de características Habiendo detectado la mayor cantidad posible de objetos circulares cerrados en la imagen se procede a la selección de los mismos. La característica más importante que deben cumplir estos objetos es: • Excentricidad: sólo se tomarán en cuenta aquellos objetos que posean una alta excentricidad, ya que se trata de esferas. Luego de estudiar la excentricidad de una cantidad representativa de pellas producidas por los discos, se prefijan los límites aceptables de excentricidad, originando un rango igual a [0.6, 1]. Aplicando estas restricciones a los objetos detectados en las imágenes capturadas se obtienen los resultados mostrados en la Figura 47. Es posible observar cómo en cada imagen capturada se obtendrá cierta cantidad n de pellas que varía entre una y otra imagen. Capítulo 4 - Sistema de Visión Artificial 69 Figura 47. Imagen con extracción y selección de características 4.1.5 Módulo de proceso Como se ha comentado anteriormente la aplicación se implementará con la cámara Legend530 que posee internamente un procesador de la tecnología RISC14, el Motorola PowerPC de 60 Mips15, que trabaja mas rápido al utilizar menos ciclos de reloj para cumplir sus funciones (ejecutar instrucciones); cualidad que es imprescindible a la hora de procesar la imagen a una velocidad mayor que la frecuencia de captura. Este procesador permite una adquisición de hasta 75 fps, véase Apéndice A. Con la ayuda de este procesador se ejecutan una serie de sentencias que permiten almacenar los radios de cada pella extraída de la imagen en una estructura de la memoria y enviarlos vía TCP/IP desde la cámara. 4.1.6 Adquisidor de radios Existe una PC que se conecta a la cámara para recibir los datos enviados por la misma; en ésta corre, bajo el Sistema Operativo QNX16, una aplicación desarrollada en C que se encarga de recibir los datos a través del socket conectado a la cámara y publicarlos en I-vision (véase la sección 5.1.1.4.1 para detalles de I-vision) con la 14 15 16 Reduced Instruction Set Computer. Millions Instruction Per Second. QNX es un sistema operativo de tiempo real basado en Unix que cumple con la norma POSIX [ 33 ].


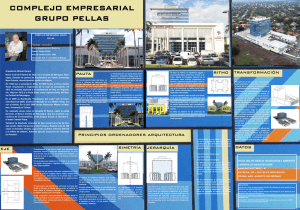
![[Vídeo] El ron mortal de Nicaragua](http://s2.studylib.es/store/data/004288421_1-d36009439552aa910c6ffeeb6a8ef3af-300x300.png)