Control de procesos por atributos
Anuncio

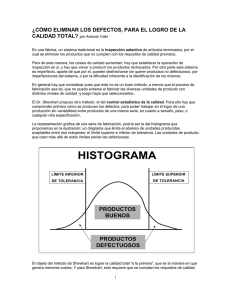
Capítulo 5 Control de procesos por atributos 1. Introducción 2. Gráfico P 3. Gráfico NP 4. Gráfico C 5. Gráfico U Apéndice: Curva Característica de Operaciones 1 Apuntes realzados por el Profesor Ismael Sánchez para la asignatura: Métodos Estadísticos para la Mejora de la Calidad, de la titulación de Ingeniería de Telecomunicaciones. Universidad Carlos III de Madrid 1 2 Control de procesos por atributos 5.1. Introducción En el capítulo anterior se estudió la construcción de gráficos de control para analizar la evolución de una variable cuantitativa continua que fuese el resultado de una medición: longitud, peso, tiempo, etc. relacionada con la calidad. Sin embargo, a veces no se desea controlar el valor de una magnitud medible sino simplemente si el producto es adecuado o no lo es; o, en general, si se posee o no cierto atributo. Ejemplos de este tipo de variables son abundantes en telecomunicaciones. Algunos ejemplos son: Número de llamadas en un intervalo de tiempo. Proporción de fallos en cada millón de llamadas. Número de averías en un cable de fibra óptica al mes. Este tipo de medición, a través de presencia o ausencia de atributos, tiene ciertas ventajas sobre el control por variables del tema anterior: Suele ser más sencillo y rápido. Por tanto, es más económico. Por ejemplo, es más rápido comprobar si una pieza pasa por cierto calibre que medir su longitud exacta Permite resumir las características de varias variables. Un artículo o servicio puede ser defectuoso o no dependiendo de un conjunto de variables y no de una sola. No se controla una característica medible sino la ausencia o presencia de un atributo (rechazo/no rechazo). La información de si el artículo es o no defectuoso contiene, implícitamente, la información de la capacidad del proceso (variabilidad del proceso productivo bajo control) y las tolerancias La monitorización de un proceso a través de este tipo de mediciones de denomina control por atributos. Existen varios gráficos que permiten monitorizar la evolución de este tipo de información. En unos se observa la evolución de la proporción de artículos defectuosos en sucesivas muestras de tamaño n (cada elemento observado es/no es defectuoso, o tiene/no tiene cierto atributo; por ejemplo, una llamada es o no es fallida), mientras que en otros se observa la evolución del número de defectos que aparecen en cada unidad de medida (cada unidad de medida puede tener más de un defecto o más de un atributo, por ejemplo, en cada minuto se puede recibir más de una llamada). 5.2. Gráfico P En este gráfico se muestra la evolución de la proporción de individuos que tienen cierto atributo. Por ejemplo, la proporción de artículos defectuosos, la proporción de llamadas telefónicas que quedaron bloqueadas, la proporción de clientes que presentan una reclamación, etc. Llamaremos p a esta proporción. Veamos primeramente el contexto estadístico en el que nos encontramos. Supongamos un proceso que opera de manera estable (bajo control) y cuyo resultado es un artículo o un servicio. Supongamos que en ese estado la probabilidad de que un artículo sea defectuoso sea p. Supongamos que en un instante ti analizamos un tamaño muestral ni (número de piezas producidas o número de clientes a los que se ha prestado el servicio), el número de artículos (o servicios) defectuosos será 5.2 Gráfico P 3 di , que será una variable aleatoria al depender de los elementos ni concretos que hayan caído en nuestras manos en ese instante. Por tanto, la proporción de artículos defectuosos de cada muestra, que denotaremos por p̂i = di /ni será una variable aleatoria. Por tanto, aunque el proceso esté bajo control, tendremos en general que p̂i 6= p. El valor p es un valor poblacional, mientras que p̂i es sólo una estimación de p obteniada con ni observaciones. El objetivo del gráfico P será comprobar si la evolución de los valores p̂i observados son compatibles con un mismo valor poblacional p, y por tanto la diferencia entre el valor observado p̂i y el poblacoinal p se debe sólo al azar de la muestra (variabilidad muestral). Supongamos, además, que en esta situación de estabilidad el proceso evoluciona de manera independiente; es decir, la probabilidad de que se produzca un artículo o servicio defectuoso es independiente de si el anterior artículo o servicio fue o no defectuoso. Esta suposición también puede interpretarse como ausencia de memoria. El proceso no recuerda si el último artículo producido fue o no fue defectuoso. Bajo estos supuestos de estabilidad e independencia, la probabilidad de que cada artículo sea defectuoso es siempre la misma e igual a p. Cada artículo producido puede entonces asociarse a una variable aleatoria de Bernoulli que tome valor xi = 1 si el artículo es defectuoso (P (xi = 1) = p)) o xi = 0 si es aceptable (P (xi = 0) = 1 − p). Por tanto, el número de unidades defectuosas di de un total de ni unidades es una variable aleatoria Binomial con función de probabilidad µ ¶ ni r P (di = r) = p (1 − p)ni −r ; r = 0, 1, 2, ..., ni . r La media y varianza serán (ver Apéndice del Capítulo 5): E(di ) = pni , Var(di ) = ni p(1 − p). Como puede verse, ambos parámetros, media y varianza, dependen sólo de p, por lo que para analizar la evolución del número de artículos defectuosos no es necesario construir un gráfico de control para la media y otro diferente para la variabilidad, como ocurría en el control por variables, sino que con un gráfico de control del parámetro p es suficiente. El gráfico se realiza tomando muestras de tamaño ni (no tienen por qué ser todas de igual tamaño) y contando el número de artículos defectuosos di . Nuestro interés está en la evolución de la proporción de artículos defectuoso, es decir, di número de defectuosos en la muestra i-ésima p̂i = = . ni tamaño muestral de la muestra i-ésima El número de artículos defectuosos di puede escribirse como la suma de las variables Bernoulli xi de cada artículo, que tendrán valor 1 ó 0. Entonces, la proporción de artículos defectuosos en un total de ni unidades puede escribirse como di 1 + 0 + 1 + 0 + 0 + ··· = ni ni x1 + x2 + · · · + xni = =⇒ x̄ ni y es, por tanto, una media muestral de variables de Bernoulli independientes entre si. Es fácil, entonces, deducir las siguientes propiedades: p̂i = E(p̂i ) = p, Var(p̂i ) = p(1 − p) ; ni 4 Control de procesos por atributos y, si ni es suficientemente grande, podremos aplicar el Teorema Central del Límite y utilizar que, aproximadamente, µ ¶ p(1 − p) p̂i ≈ N p, . ni El gráfico de control P sirve para ver la evolución de este estadístico p̂i a medida que se van recogiendo muestras consecutivas de tamaño ni . Supondremos que el tamaño muestral ni es suficientemnete grande como para utilizar la aproximación a la normal. Como en gráficos anteriores, el gráfico P tiene los siguientes elementos p Límite de Control Superior = E(p̂i ) + 3 Var(p̂i ) Línea Central = E(p̂i ) p Límite de Control Inferior = E(p̂i ) − 3 Var(p̂i ) tomándose como límite inferior el cero si resultase un valor negativo. Si la proporción de unidades defectuosas p es conocida, el gráfico de control será s p(1 − p) Límite de Control Superior = p + 3 ni Línea Central = p s Límite de Control Inferior = p − 3 (5.1) p(1 − p) ni Puede verse que los límites de control no son, en general, dos líneas rectas, sino que variarán con el tamaño muestral ni . Esta variación es necesaria para asegurar que en cada momento existe una probabilidad del 99.7 % de estar entre los límites si el proceso está bajo control. En el caso de p conocido, los pasos a seguir para la construcción del gráfico son: 1. Tomar muestras de tamaño muestral ni . El tamaño muestral se decide según las características de cada caso. El tamaño muestral debe ser elevado, tanto para que la aproximación a la normal sea buena, como para dar oportunidad a que aparezcan piezas defectuosas. De esta forma, el 99,7 % de los valores estarán dentro de los límites de control cuando el proceso esté en estado de control. Las muestras suelen tomarse a intervalos regulares de tiempo, aunque el tamaño muestral no necesita ser el mismo. 2. Dibujar el gráfico con las especificaciones mostradas en (5.1). 3. Calcular la proporción de artículos defectuosos en cada muestra: p̂i = número de defectuosos . ni 4. Colocar los valores p̂i ordenados en el tiempo en el gráfico e interpretarlo. Ejemplo 1: 5.2 Gráfico P 5 M uestra : 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 T otal : N o de diodos insp eccionados Diodos defectuosos 126 118 122 129 124 136 119 127 114 127 119 115 110 103 108 116 119 118 107 113 2370 8 10 10 9 10 10 9 9 20 11 12 5 11 6 10 4 7 8 10 13 192 p̂i 0,063 0,085 0,082 0,070 0,081 0,074 0,076 0,071 0,175 0,087 0,101 0,043 0,100 0,058 0,093 0,034 0,059 0,068 0,093 0,115 Cuadro 5.1: Datos ejemplo 1 Los diodos para un circuito impreso son producidos de forma continua en cierto proceso industrial. Un operario va tomando aleatoriamente diodos de la cadena de producción y va comprobando si son defectuosos o aceptables. Como la cadena no tiene un ritmo de producción constante (sigue un ritmo de producción denominado just − in − time, donde el ritmo de la cadena se va determinando según el nivel de stock final e intermedio), el ritmo de inspección no es tampoco constante. El operario, por tanto, no toma siempre la misma cantidad de diodos para realizar la inspección. La Tabla 5.1 muestra el tamaño de las muestras recogidas y el número de diodos que resultaron defectuosos. Se sabe por la información histórica del proceso, que si sólo actúan causas no asignables (azar), se espera que el 8 % de los diodos sean defectuosos. Se quiere construir un gráfico de control para la proporción de diodos defectuosos. El gráfico se muestra en la figura 5.1. En dicho gráfico puede verse cómo los límites de control, aunque están usando el mismo valor p = 0,08 tienen distinto ancho, debido a que las muestras son de distinto tamaño. Existe un punto fuera de control que habrá que investigar. Algunas aplicaciones informáticas permiten realizar un gráfico con límites de control que son líneas rectas. Para ello utilizan como tamaño muestral en las fórmulas (5.1) el promedio de los tamaños muestrales; es decir, usan, en lugar de ni Pk ni n̄ = i=1 . k Cuando no hay un valor de p conocido es necesario estimarlo con unas muestras iniciales. Estas muestras deben estar recogidas cuando el proceso se encuentra en estado de control. Los pasos a seguir para la construcción del gráfico en este caso son: 1. Tomar k muestras (al menos 20) de tamaño muestral ni (i = 1, ..., k). 6 Control de procesos por atributos Prop. de diodos defectuosos 0,18 0,15 L. Central=0.08 p 0,12 0,09 0,06 0,03 0 0 2 4 6 8 10 12 14 16 18 20 Muestra Figura 5.1: Gráfico P para la proporción de diodos defectuosos con p conocido: p = 0,08. 2. Calcular la proporción de artículos defectuosos en cada muestra p̂i = número de defectuosos . ni 3. Calcular una estimación del valor poblacional p a través de la proporción total de defectuosos: Pk di p̄ = Pki=1 . i=1 ni Este valor de p̄ constituirá la línea central del gráfico de control. Si durante este periodo de recogida de información el proceso ha estado bajo control, este estimador será un buen estimador de p. Este estimador es mejor que el promedio de los diferentes valores de p̂i , es decir, Pk p̂i p̂ = i=1 , k pues en este promedio no estamos teniendo en cuenta que cada muestra tiene tamaño muestral distinto y, por tanto, precisión distinta. 4. Calcular los límites de control de manera que si el proceso está bajo control, y basándonos en la normalidad, sólo 3 de cada mil muestras estén fuera de los límites. Esto es equivalente, utilizando las propiedades de la distribución normal, a poner los límites en tres desviaciones 5.2 Gráfico P 7 típicas. Por tanto, el gráfico de control tiene las características siguientes: s p̄(1 − p̄) Límite de Control Superior = p̄ + 3 ni Línea Central = p̄ s Límite de Control Inferior = p̄ − 3 (5.2) p̄(1 − p̄) ni 5. Dibujar el gráfico con la línea central y los límites de control y colocar los valores p̂i ordenados en el tiempo. Si algún valor estuviese fuera de los límites habría que rechazar dicha muestra y repetir el proceso con las restantes. Se ha de recalcular entonjces p̄ con las muestras restantes. Una vez que se tiene un gráfico con todos los valores dentro de los límites pueden considerarse éstos válidos y puede utilizarse el valor estimado p̄ para posteriores muestras. Ejemplo 1 (continuación): Con los datos del ejemplo 1 y sin utilizar el valor de p = 0,08, se obtendría un valor estimado de 192 = 0,081 (5.3) 2370 p √ Los límites serán p̄ ± 3 p̄(1 − p̄)/ni = 0,081 ± 0,819/ ni (se usa el límite inferior 0 si resulta un número negativo). La figura 5.2 muestra el nuevo gráfico de control p̄ = En este gráfico se vuelve a apreciar que hay un punto fuera de control. Por tanto la estimación de p hecha en 5.3 no es adecuada. Si eliminamos la muestra 9 del análisis y rehacemos el gráfico se tiene la nueva estimación: 192 − 20 p̄ = = 0,076, 2370 − 114 p √ y los nuevos límites serán p̄ ± 3 p̄(1 − p̄)/ni = 0,076 ± 0,795/ ni . La figura 5.3 muestra el nuevo gráfico. En esta ocasión todos los puntos se encuentran dentro de los límites, por lo que la estimación de p puede utilizarse para controlar el proceso en posteriores muestras. Al no ser los límites constantes se ha de tener cuidado para interpretar tendencias y rachas en estos gráficos. Un procedimiento para simplificar la interpretación de las gráficos P es el uso de valores estandarizados. En este caso los valores representados en el gráfico son zi = r p̂i − p , p(1 − p) ni donde p̄ es utilizado en lugar de p si este valor no es conocido. Con estos datos se tiene que E(zi ) = 0 Var(zi ) = 1 8 Control de procesos por atributos Prop. de diodos defectuosos 0,18 0,15 L. Central=0.08 p 0,12 0,09 0,06 0,03 0 0 4 8 12 16 20 Muestra Figura 5.2: Gráfico P para el porcentaje de diodos defectuosos. El valor de p está estimado con los datos. Prop. de diodos defectuosos 0,18 0,15 L. Central=0.07 p 0,12 0,09 0,06 0,03 0 0 4 8 12 16 20 Muestra Figura 5.3: Gráfico P para el porcentaje de diodos defectuosos. La muestra 9 ha sido eliminada (aparece con el símbolo X). 5.3 Gráfico NP 9 Prop. de diodos defect (estandarizado) 5 p 3 1 -1 -3 0 4 8 12 16 20 Muestra Figura 5.4: Gráfico P estandarizado para el porcentaje de diodos defectuosos. La muestra 9 ha sido eliminada (aparece con el símbolo X). y por tanto el gráfico estandarizado tendrá las siguientes características Límite de Control Superior = 3 Línea Central = 0 Límite de Control Inferior = −3 (5.4) La figura 5.4 muestra el gráfico estandarizado correspondiente al ejemplo 1 con p estimado. Como puede observarse, la construcción del gráfico se resume a la obtención de una buena estimación de p. A partir de entonces, y una vez fijada la estrategia de muestreo (tamaños muestrales, frecuencia, criterios para determinar que una pieza es defectuosa), lo que hay que hacer para controlar estadísticamente el proceso es: 1. Tomar una muestra de tamaño ni 2. Calcular los LCS y LCI con ese valor ni y colocarlos en el gráfico 3. Contar el número de piezas defectuosas di y calcular la proporción sobre el total de la muestra p̂i . 4. Colocar este valor p̂i en el gráfico y verificar si el proceso está bajo control 5.3. Gráfico NP Se aplica al mismo tipo de procesos que en el caso anterior. La diferencia está en que, en lugar de monitorizar la proporción de artículos defectuosos en una muestra, se monitoriza el número 10 Control de procesos por atributos de artículos defectuosos. En general, es útil si: (a) el número es más relevante que la proporción, (b) el tamaño muestral es constante. Aunque matemáticamente sería posible construir un gráfico N P con tamaño muestral variable, su interpretación sería complicada, por lo que supondremos que se utilizan muestras de tamaño constante ni = n, i = 1, 2, ... Llamemos di al número de artículos defectuosos en una muestra de tamaño n. El gráfico de control será: p Límite de Control Superior = E(di ) + 3 Var(di ) Línea Central = E(di ) p Límite de Control Inferior = E(di ) − 3 Var(di ) Sea p la proporción total de defectuosos que produce el proceso. Entonces di sigue una distribución binomial de media np y varianza np(1 − p). Si n es grande ( y np(1 − p) > 5), dicha distribución puede aproximarse a la normal (ver apéndice del Capítulo 5). Por tanto, para n elevado, aproximadamente, di = np̂i ∼ N (np, np(1 − p)) . Por tanto el gráfico de control N P será: p Límite de Control Superior = np + 3 np(1 − p) Línea Central = np p Límite de Control Inferior = np − 3 np(1 − p) y si la aproximación a al normal es buena, contendrá al 99.7 % de los datos si el proceso está bajo control. De nuevo, si el límite de control resultase negativo se usaría al valor cero. Para construir el gráfico de control es necesario estimar p, salvo que se conozca ya su valor. Al igual que en el caso anterior, tanto el nivel medio como la variabilidad dependen sólo del parámetro p, por lo que un solo grafico será suficiente para controlar el proceso. Para construir el gráfico se siguen los siguientes pasos: 1. Se toman k muestras de tamaño n. El número de muestras k debe ser elevado (más de 20). también el tamaño muestral n debe ser grande (mayor de 50) y han de tomarse consecutivamente y a intervalos iguales 2. Contar el número de artículos defectuosos en cada muestra di 3. Contar el número total de defectuosos d1 +d2 +· · ·+dk y hallar el número medio de defectuosos por muestra: Pk Pk di di d¯ p̄ = i=1 = i=1 = ⇒ d¯ = np̄. nk k n ¯ Este valor d será un buen estimador de np, media del proceso, si el proceso ha estado bajo control durante esta etapa de recogida de información. Este valor medio d¯ = np̄ será la línea central del gráfico de control. 5.4 Gráfico C 11 4. Se calculan los límites de control a tres desviaciones típica, obteniéndose: p Límite de Control Superior = np̄ + 3 np̄(1 − p̄) Línea Central = np̄ p Límite de Control Inferior = np̄ − 3 np̄(1 − p̄) 5. Se dibuja el gráfico trazando la línea central en np̄ y los límites de control. Los límites de control serán ahora constantes, al ser constante el tamaño muestral n. 6. Colocar los valores di de forma secuencial. Si alguno se encuentra fuera de los límites de control habrá que eliminarlo y volver a reconstruir el gráfico con las muestras restantes. La capacidad se sigue definiendo de la misma manera que en los gráficos P, es decir (1-p). Por tanto la estimación de la capacidad es Estimación de la capacidad=(1 − p̄), Ejemplo 2: Se desea construir un gráfico de control N P para controlar un proceso que fabrica un chip que se insertará en una tarjeta de telefonía. Se tienen 25 muestras, cada una formada por 50 chips. El número de chips defectuosos en cada una de las muestras se muestra en la Tabla 5.2. El gráfico de control que resulta se encuentra en la figura 5.5. En él puede apreciarse que hay una observación fuera de control por lo que habrá que eliminarla antes de considerar que la estimación de p es definitiva y pueda ser utilizada para analizar posteriores muestras. En este gráfico el LCI es cero, pues el valor que se obtiene aplicando la fórmula correspondiente es negativo: LCI=-1.87. 5.4. Gráfico C A veces, el interés no reside en el número de artículos defectuosos sino en el número de defectos en un artículo o unidad de medida o, en general, el número de sucesos o atributos observados por unidad de medida. Por ejemplo, en una película fotográfica interesa controlar el número de defectos por centímetro cuadrado. En un cable de fibra óptica interesa el número de defectos por metro o kilómetro, o el número de averías detectadas por kilómetro una vez enterrado. En una centralita interesará controlar el número de llamadas por hora o minuto. En un puesto de atención a clientes, interesa el número de clientes que llegan por unidad de tiempo. La diferencia respecto al caso de control del número de artículos con cierto atributo es el soporte en el que se observan los sucesos. Mientras que antes el soporte es discreto: muestra de n elementos, ahora el soporte es contínuo: tiempo, longitud, superficie. Este tipo de control tiene interés cuando: 12 Control de procesos por atributos M uestra : 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 T otal : Tamaño de la muestra Número de articulos defectuosos 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 1250 3 5 5 1 10 4 2 5 6 4 1 0 4 6 2 2 3 4 2 5 4 5 2 4 2 p̂i 0.06 0.10 0.10 0.02 0.20 0.08 0.04 0.10 0.12 0.08 0.02 0.00 0.08 0.12 0.04 0.04 0.06 0.08 0.04 0.10 0.08 0.10 0.04 0.08 0.04 91 Cuadro 5.2: Datos ejemplo 2 Número de chips defectuosos 10 LCS=9.15 L. Central=3.64 np 8 LCI=0.00 6 4 2 0 0 5 10 15 20 25 Muestra Figura 5.5: Gráfico NP para el número de chips defectuosos en 25 lotes de 50 chips cada uno. 5.4 Gráfico C 13 Las disconformidades aparecen de forma contínua (burbujas en vidrio, defectos en una placa, arañazos en plásticos, cortes en cables, llegada de clientes a un puesto de servicio...) Los defectos pueden encontrarse por simple inspección a pesar de ser debidas a causas muy diversas Este tipo de control es muy frecuente cuando el proceso es un servicio. Por ejemplo, interesa controlar el número de clientes atendido por unidad de tiempo, número de quejas por día, número de llamadas recibidas en cierto servicio telefónico, número de llamadas bloqueadas en un día, número de llamadas atendidas por una centralita en una unidad de tiempo, número de fallos diarios en un equipo de intercomunicación, número de altas diarias en un servicio, etc. Esta variable que se quiere controlar puede definirse como: número de sucesos en un intervalo de longitud fija. Si el proceso es estable y los sucesos ocurren de forma independiente (la llegada de un cliente a un servicio no depende de cuántos clientes han solicitado ese servicio en esa unidad de tiempo, la rotura de un cable en un punto dado es independiente de si el cable se ha roto en otro punto) entonces el número de sucesos en un intervalo de longitud fija seguirá una distribución de Poisson (ver apéndice del Capítulo 5). La hipótesis de independencia puede también interpretarse como ausencia de memoria: el proceso no recuerda cuántos sucesos se registraron en la unidad de tiempo anterior. Si x es una variable con distribución de Poisson de parámetro λ, el valor medio de dicha distribución es también λ. Por ejemplo, λ será el número medio de defectos por cm2 en una placa metálica, o número medio de clientes por día. La varianza de esta distribución es también λ. Una propiedad interesante de la distribución de Poisson es la de aditividad; es decir, si el número de sucesos en un intervalo es una distribución de Poisson de parámetro λ, el número de sucesos en n intervalos es una Poisson de parámetro nλ. Si λ es elevado (λ > 5), la distribución de Poisson se aproxima bastante a la normal. Por tanto, utilizando la mencionada propiedad de aditividad tenemos que si tomamos una unidad de medida suficientemente grande, podremos utilizar la distribución normal como referencia. Entonces, el número de defectos D por unidad de medida (o no-conformidades) será, si la unidad de medida es suficientemente grande, D ∼ N (λ, λ). (5.5) De nuevo, conociendo un parámetro, λ, se tiene control sobre la media y la variabilidad del proceso. Bastará, entonces, con un solo gráfico de control. Sea Di el número de sucesos observado en un intervalo de longitud fija. Un gráfico de control para controlar la evolución de esta variable será: p Límite de Control Superior = E(Di ) + 3 Var(Di ) Línea Central = E(Di ) p Límite de Control Inferior = E(Di ) − 3 Var(Di ) y, aplicando (5.5) se tiene que √ Límite de Control Superior = λ + 3 λ Línea Central = λ √ Límite de Control Inferior = λ − 3 λ 14 Control de procesos por atributos Hectómetro Número de defectos 1 5 2 2 3 7 4 12 5 10 6 3 7 6 8 4 9 3 10 7 11 2 12 10 Cuadro 5.3: Datos ejemplo 3 Si el LCI resultase negativo se usaría el valor cero. Si λ no fuese conocido habría que estimarlo con un conjunto de datos preliminares, procedentes del proceso en estado de control. En este caso, el gráfico se construiría de la siguiente forma: 1. Seleccionar la unidad de medida, de manera que en tal unidad se detecten por término medio al menos cinco ocurrencias (averías, defectos, clientes,...), para que la aproximación a la normal sea buena. De esta forma los límites de control tendrían al 99.7 % de las observaciones en estado de control. 2. Tomar k muestras (al menos 20) a intervalos regulares de tiempo y contar el número de ocurrencias en cada muestra Di 3. Estimar λ con el número medio de ocurrencias observadas Pk Di λ̄ = i=1 . k Si el proceso ha estado bajo control durante esta etapa, el valor λ̄ será un buen estimador de λ =número medio de ocurrencias. Este valor se usará entonces como línea central del gráfico 4. Calcular los límites de control a tres desviaciones típicas. El gráfico resultante será: p Límite de Control Superior = λ̄ + 3 λ̄ Línea Central = λ̄ p Límite de Control Inferior = λ̄ − 3 λ̄ (5.6) Si el límite inferior es negativo se sustituye por el valor cero. 5. Dibujar el gráfico y colocar los valores Di de forma secuencial. Si alguno está fuera de control se elimina y se recalcula el gráfico. La capacidad del proceso se define por λ : número medio de defectos y se estima con λ̄. por tanto Estimación de la capacidad=λ̄ Ejemplo 3: Un fabricante de cable de fibra óptica desea controlar la calidad del cable mediante un gráfico de control C. Para ello toma como unidad de medida los 100 metros e inspecciona el número de defectos que encuentra: microfisuras, arañazos externos, poros, etc. La inspección está altamente automatizada, inspeccionándose el 100 % del cable. La tabla 5.3 muestra el resultado de 12 unidades (1200 metros). 5.5 Gráfico U 15 Número de defectos en un hectómetro 15 LCS=13.21 L. Central=5.92 12 LCI=0.00 c 9 6 3 0 0 2 4 6 8 10 12 Hectómetro Figura 5.6: Gráfico C para el número de defectos de un hectómetro de cable. El número medio de defectos es 71 = 5,92 12 que será la línea central del gráfico. Como esta media es superior a 5 tendremos que la aproximación a la normal será buena, y el gráfico basado en (5.6) es correcto. El límite de control superior es p LCS=λ̄ + 3 λ̄ = 13,21 λ̄ = y el inferior por tanto se usará p LCS=λ̄ − 3 λ̄ = −1,38 LCI = 0. La figura 5.6 muestra el gráfico de control donde están representadas las observaciones de la Tabla.5.3. 5.5. Gráfico U El gráfico U se utiliza cuando no es posible tener siempre la misma unidad de medida para contar el número de defectos (o no-conformidades, o clientes, etc...). Entonces, se controla el número medio de defectos por unidad de medida. Por ejemplo: Los elementos a analizar pueden contener un número variable de unidades: por ejemplo dos rollos de película fotográfica no tendrán exáctamente la misma longitud, diferentes láminas de vidrio tendrán distinta superficie. 16 Control de procesos por atributos Es difícil tomar mediciones a intervalos iguales de tiempo: el inspector puede estar dedicado a varias tareas, por lo que es necesario un esquema de muestreo más flexible. Llamaremos ci al número de defectos (u ocurrencias de cierto suceso) en la muestra i-ésima y ni al número de unidades de medida analizadas (número de metros del cable, número de unidades de tiempo, número de cm2 de superficie analizada...). El número de defectos por unidad de medida será ci número de defectos en ni unidades = ui = (5.7) ni número de unidades de la muestra La variable ci es una variable Poisson de parámetro λi = ni λ, donde λ es el número medio de sucesos por unidad. Por tanto: E(ci ) = λi = ni λ, Var(ci ) = λi = ni λ. Esta variable ui es, entonces, un promedio de variables tipo Poisson, donde los sucesos se observan en intervalos de longitud distinta. Si el valor de ni es suficientemente grande, la variable aleatoria ui será, por el Teorema Central del Límite, aproximadamente normal. El gráfico de control de la variable ui será: p Límite de Control Superior = E(ui ) + 3 Var(ui ) Línea Central = E(ui ) p Límite de Control Inferior = E(ui ) − 3 Var(ui ) y si la aproximación a al normal es buena, contendrá al 99.7 % de las observaciones. De (5.7) se obtiene que E(ci ) ni λ = = λ. ni ni Var(ci ) ni λ λ Var(ui ) = = 2 = . 2 ni ni ni E(ui ) = El gráfico de control será, entonces, r λ ni r λ ni Límite de Control Superior = λ + 3 Línea Central = λ Límite de Control Inferior = λ − 3 Si la media λ es desconocida se puede estimar con valores preliminares de ui . La media de la distribución del número medio de defectos se estimará con Pk ci número total de defectos ū = = Pki=1 . número total de unidades n i=1 i 5.5 Gráfico U 17 Entonces Y el gráfico de control U será: d i ) = ū . Var(u ni r ū Límite de Control Superior = ū + 3 ni Línea Central = ū r ū Límite de Control Inferior = ū − 3 ni El LCI será cero si la fórmula anterior diese un valor negativo. En resumen, el gráfico se construirá de la siguiente manera: 1. Se toman k muestras de tamaños ni , i=1,...,k y se cuenta el número de defectos ci de cada muestra y el número medio por unidad de medida de cada muestra ui = ci /ni . 2. Se calcula la media del número medio de defectos por unidad de medida ū. Si el proceso ha estado bajo control, este estimador ū será un buen estimador de λ y será la línea central del gráfico. 3. Se calculan los límites de control a tres desviaciones típicas de la línea central r ū LCS = ū + 3 , ni r ū . LCI = ū − 3 ni Estos límites varían con el tamaño muestral. Al igual que ocurría con los gráfico P, dado que los límites de control no son constantes, la interpretación de rachas y tendencias se ha de hacer con cautela. Una posible opción sería representar el gráfico normalizado; es decir, representar los valores ui − ū , zi = r ū ni en un gráfico donde la línea central es cero y los límites LCS=3 y LCI=-3. La capacidad del proceso se define como ū, por tanto Estimación de la capacidad=ū. Ejemplo 4: Un operario inspecciona la calidad de unos circuitos impresos (arañazos, bandas incorrectas, grosor no uniforme, etc.). Los circuitos que inspecciona son muy diversos. Según el tipo de circuito se apunta su superficie y el número de defectos. Tras inspeccionar 12 placas obtiene los datos de la Tabla 5.4. 18 Control de procesos por atributos 2 Sup erficie (cm ) número de defectos 50 4 50 3 34 4 38 4 54 4 22 3 22 5 25 3 50 4 34 2 34 2 38 4 Cuadro 5.4: Datos ejemplo 4 Número medio de defectos por unidad de sup. 0,3 0,25 0,2 u 0,15 0,1 0,05 0 0 2 4 6 8 10 12 Placa Figura 5.7: Gráfico U para el número medio (por cm2 ) de defectos en placas de circuitos impresos. El número total de defectos es 42 y la superficie total 451. Por tanto ū = 42 = 0,093 451 Los límites de control dependen de cada placa, al tener superficies distintas. La figura 5.7 muestra el gráfico de control donde se representan los valores de ui ( u1 = 4/50, ..., u12 = 4/38) del número de defectos por cm 2 . La figura 5.8 muestra el gráfico de control estandarizado. En ambos gráficos se observa que el proceso está en estado de control. Apéndice: Curva Característica de Operaciones La curva característica de operaciones o curva OC (del inglés Operating-Characteristic curve) es una función que proporciona, para un gráfico de control dado, la probabilidad de aceptar incorrectamente la hipótesis de estado de control. Es decir: Curva OC=Probabilidad de NO detectar un estado fuera de control. 5.5 Gráfico U 19 Número medio de defectos por unidad de sup. 3 2 u 1 0 -1 -2 -3 0 2 4 6 8 10 12 Placa Figura 5.8: Gráfico U para el número medio (por cm2 ) de defectos en placas de circuitos impresos. Gráfico estandarizado. Esta curva aparece en muchas aplicaciones informáticas, por lo que es importante entender su significacdo. La curva OC es, entonces, una medida de la sensibilidad del gráfico de control. Supongamos que el gráfico de control representa la evolución del estadístico yi , por ejemplo, una media muestral , varianza muestral, proporción muestral, etc. Los límites de control serán, en general, p Límite de Control Superior = E(yi ) + 3 Var(yi ) p Límite de Control Inferior = E(yi ) − 3 Var(yi ) Si llamamos μc a la media de yi cuando el proceso está bajo control, la curva OC será OC(μ) = P (LCI ≤ yi ≤ LCS|E(yi ) = μ 6= μc ). Veámos a continuación cómo es esta curva según el tipo de gráfico. Gráfico P Cuando el estadístico de interés es la proporción de artículos defectuosos p̂i se tiene que µ ¶ p(1 − p) p̂i ≈ N p, , ni donde, si p es desconocido se estima con los datos. Con los datos del ejemplo 1, y construyendo los límites con un tamaño muestral promedio, se obtiene, usando el Statgraphics, el siguiente gráfico de control y la respectiva curva OC: 20 Control de procesos por atributos p Chart for Diodef/Numdiodos 0,18 LCS=0.149 0,15 L. central=0.07 0,12 LCI=0.0032 p 0,09 0,06 0,03 0 0 4 8 12 16 20 Subgroup Gráfico de control para los datos del ejemplo 1. OC Curve for p Pr(accept) 1 0,8 0,6 0,4 0,2 0 0 0,04 0,08 0,12 0,16 0,2 0,24 Process proportion Curva OC para el gráfico de control correspondiente a los datos del ejemplo 1. Si p̄ = 0,076 es la estimación de p (línea central del gráfico) cuando el proceso está bajo control, la curva OC será: OC(p) = P (0 ≤ p̂i ≤ 0,15|E(p̂i ) = p 6= 0,076). Como p̂i = número de defectos di = tamaño (medio) de la muestra n̄ se puede escribir que OC(p) = P (nLCI ≤ di ≤ nLCS|p) = P (di ≤ nLCS|p) − p(di < nLCI|p) y se puede usar la distribución binomial acumulada para calcular esas probabilidades con mayor precisión que usando la distribución normal. Por ejmplo, si la proporción disminuye a p = 0,04 la proporción muestral será, aproximadamente, µ ¶ 0,04 × 0,96 p̂i ≈ N 0,02, , n̄ mientras que el número de artículos defectuosos será di ∼ B(n̄, 0,04) 5.5 Gráfico U 21 donde n̄ es el promedio de los tamaños muestrales ni igual a n̄ = 118,7. La probabilidad de no detectar este cambio será: OC(0,02) = P (118,7 × 0,00318 ≤ di ≤ 118,7 × 0,1493) = P (0,378 ≤ di ≤ 17,72). El resultado final variará según se haga la aproximación a valores enteros para utilizar la binomial. Por eso, pueden encontrarse a veces diferencias según el software empleado. Por ejemplo, si aproximamos a los enteros que produzcan un intervalo más estrecho se obtiene (cálculos realizados con el Statgraphics): P (di ≤ 17) − P (di ≤ 1) = 1 − 0,05 = 0,95, mientras que si aproximamos para obtener un intervalo más amplio: P (di ≤ 18) − P (di = 0) = 1 − 0,008 = 0,99. Otra posibilidad es utilizar el promedio de estos valores. Si promediamos ambos resultados se obtiene OC(0,02) ≈ 0,97 Gráfico NP Los gráficos siguientes muestran el gráfico de control y OC del ejemplo 2, sobre el número de chips defectuosos en lotes de 50. np Chart for Defchip 10 LCS=8.70 L. central=3.38 np 8 LCI=0.00 6 4 2 0 0 5 10 15 20 25 12 15 Subgroup OC Curve for np Pr(accept) 1 0,8 0,6 0,4 0,2 0 0 3 6 9 Process mean count 22 Control de procesos por atributos La curva OC(p) es la probabilidad de que una muestra tenga un valor np̂i que esté dentro de los límites de control pero que p 6= p̄ = 3,38. Sea di = np̂i el número de arrículos defectuosos en un lote. Entonces, la curva OC(p) es OC(p) = P (LCI ≤ di ≤ LCS|p) = P (0,00 ≤ di ≤ 8,79), donde di ∼ B(n, p) Por ejemplo, si el dúmero de artículos defectusos aumenta a np = 6 (n = 50, p = 0,12) la probabilidad de no detectarlo es P (0,00 ≤ di ≤ 8,79|di ∼ B(50, 0,12)). Al igual que con el gráfico P, la solución final dependerá de cómo tratemos los números no enteros de los límites de control. Una posible opción es promediar las dos siguientes probabilidades: P (0,00 ≤ di ≤ 8|di ∼ B(50, 0,12)) = 0,86 P (0,00 ≤ di ≤ 9|di ∼ B(50, 0,12)) = 0,93 Por tanto OC(p = 0,12) = 0,86 + 0,93 = 0,895, 2 que es, aproximadamente, el valor que puede verse en la curva OC del Statgraphics. Gráfico C Los gráficos siguientes muestran el gráfico de control y curva OC del ejemplo 3: defectos por hectómetro de cable: 5.5 Gráfico U 23 c Chart for Defcable 15 UCL = 13,21 12 Centerline = 5,9 LCL = 0,00 c 9 6 3 0 0 2 4 6 8 10 12 20 24 Observation OC Curve for c Pr(accept) 1 0,8 0,6 0,4 0,2 0 0 4 8 12 16 Process mean count Ahora la distribución exacta del número de defectos es la Poisson. Si llamamos ci al número de defectos por hectómetro, y λ̄ al parámetro de la Poisson en estado de cobntrol, la curva OC será OC(λ) = P (LCI ≤ ci ≤ LCS|ci ∼ P(λ 6= λ̄)). Por ejemplo, si el número medio aumenta hasta λ =12 defectos/hectómetro, el valor de la curva OC será: OC(12) = P (0,0 ≤ ci ≤ 13,21|ci ∼ P(12)). Usando la distribución de Poisson acumulada (operaciones que se pueden hacer fácilmente con el Statgraphics) se obtienen los siguientes resultados OC(12) = P (0,0 ≤ ci ≤ 13|ci ∼ P(12)) = 0,68, OC(12) = P (0,0 ≤ ci ≤ 14|ci ∼ P(12)) = 0,77, y el promedio es OC(12) = 0,68 + 0,77 = 0,725. 2 Gráfico U Los gráficos para el ejemplo 4 sobre defectos en placas de circuitos impresos son: 24 Control de procesos por atributos u Chart for Defplaca/Suplaca 0,25 UCL = 0,24 0,2 Centerline = 0,0 LCL = 0,00 u 0,15 0,1 0,05 0 0 2 4 6 8 10 12 Subgroup OC Curve for u Pr(accept) 1 0,8 0,6 0,4 0,2 0 0 0,1 0,2 0,3 0,4 Process frequency donde se ha usado como tamaño muestral (número de unidades en cada muestra) un promedio (n̄ = 37,58). La curva OC es OC(λ) = P (LCI ≤ ui ≤ LCS) Si el número medio de defectos aumtenta hasta λ = 0,2, se tiene que, aproximadamente, µ ¶ ¢ ¡ 0,2 ui ∼ N 0,2, ≡ N 0,2, 0,0732 . 37,58 El valor de la curva OC usando esta aproximación a la normal será: µ ¶ 0,0 − 0,2 0,24 − 0,2 OC(0,2) = P ≤z≤ 0,073 0,073 = P (−2,74 ≤ z ≤ 0,548|z ≈ N (0, 1)) = 0,71. Otra forma de resolverlo es utilizando la distribución de Poisson. Si λ = 0,2 y n̄ = 37,58, se tiene que el número de defectos por muestra promedio sera ci ∼ P(n̄λ) = P(7,52). Por tanto, como ui = ci /n̄, se tiene que OC(0,2) = P (0,0n̄ ≤ ci ≤ 0,24n̄|ci ∼ P(7,52)) = P (0 ≤ ci ≤ 9,019|ci ∼ P(7,52)) ≈ 0,77 que está más próximo al valor que proporciona el gráfico del Statgraphics

![120 Flujo Luminoso [Lm]: 12450 / 11687 / 10387 Vida Útil [H]](http://s2.studylib.es/store/data/005361285_1-61baece436beb3c64c4dcd17a4d82b1d-300x300.png)