Recomendación de Soldadura para relleno calces
Anuncio

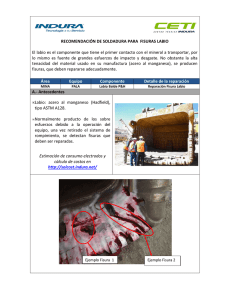
RECOMENDACIÓN DE SOLDADURA PARA RELLENO CALCES Esta reparación consiste en la recuperación dimensional de las zonas de ajuste del conjunto adaptador-labio y adaptador-locking pin. La pérdida de este ajuste es causada por la interacción entre los pares de elementos ( Figuras adjuntas) Area Equipo Componente Detalle de la reparación MINA PALA Labio Balde P&H Relleno Calce Adaptador A.- Antecedentes • Labio: acero al manganeso (Hadfield), tipo ASTM A128. Este se recupera por relleno con soldadura en zonas de calce. • Previo al relleno, deben verificarse los perfiles con plantillas patrón. Si es necesario, se debe eliminar flujo plástico excedente mediante esmerilado antes de realizar la soldadura. Estimación de consumo electrodos y cálculo de costos en http://solcost.indura.net/ Relleno zona 4 Relleno zona 3 Relleno zona 1 Relleno zona 2 B.- Recomendaciones • Rellenos zonas desgastadas: Los rellenos deben ser uniformes, evitando faltas de fusión entre pasadas, deben evitar en todo momento recalentamientos de la zona soldada. • Soldadura recomendada: Electrodo para proceso arco manual, INDURA Weldmang 14 o alambre tubular INDURA TUBE ALLOY AP-O • Precalentamiento: No aplica • Diámetro de electrodo: 3/16” (4.8mm), 5/32” (4.0mm), o 1/8” (3.2mm). La elección del diámetro dependerá de la sección de relleno y de la posición. Posición plana 5/32” o 3/16”, relleno vertical 1/8”. • Temperatura de interpase máx: 150°C • Oscilación recomendada: máximo 1,5-2,0 veces el diámetro del electrodo • Corriente de soldadura: 100A-140A para 1/8” 140A-200A para 5/32" 180A-260A para 3/16" • Limpieza interpase: pica escoria y grata Acciones recomendadas: Previa ejecución del trabajo, se recomienda realizar calificación de procedimiento de soldadura y de soldadores de acuerdo a código “AWS D14.3 Specification for Welding Earthmoving, Construction, and Agricultural Equipment”. INDURA ofrece a través de su Centro Técnico CETI variados servicios: capacitación, calificación de procedimientos, calificación de soldadores, inspección, laboratorio de ensayos no destructivos, laboratorio mecánicos y laboratorio químicos Debido a que INDURA S.A está mejorando continuamente sus productos, se reserva el derecho de cambiar el diseño y/o las especificaciones de sus productos sin aviso previo. La información contenida en este documento se presenta solamente como "típica" y sin garantía. INDURA no se hace responsable ante cualquier hecho basado en estos datos. Ningún dato debe ser interpretados como una recomendación para alguna condición de la soldadura específica o para alguna técnica no controlada por Indura Ingeniero de Proceso Jorge Labbé V Ingeniero de Desarrollo EE y EM Héctor Fritz G. Ingeniero de I+D Eduardo Núñez S. Gerente I+D Mauricio Ibarra E.