ALMOHADILLA ABSORBENTE(ES2145640)
Anuncio
")
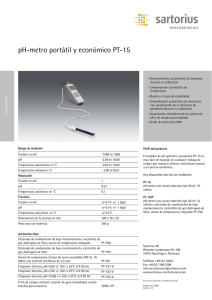
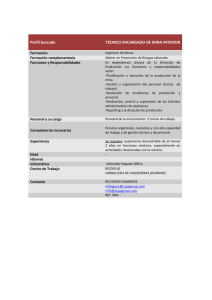
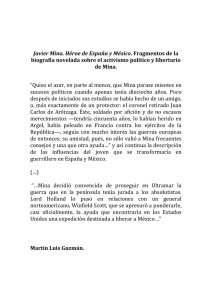
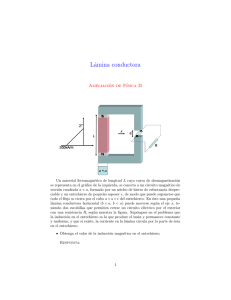
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k kInt. Cl. : B32B 27/12 11 Número de publicación: 7 51 ESPAÑA k 2 145 640 B65D 81/26 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 98906992.7 kFecha de presentación : 26.02.1998 kNúmero de publicación de la solicitud: 0 925 184 kFecha de publicación de la solicitud: 30.06.1999 T3 86 86 87 87 k 54 Tı́tulo: Tampón absorbente. k 30 Prioridad: 28.02.1997 GB 9704226 02.09.1997 GB 9718731 Nero House, Unit E, Hazelton Interchange, Lakesmere Road Horndean, Hampshire PO8 9JU, GB k 72 Inventor/es: Davidson, Roderick Iain y k 74 Agente: Sugrañes Moliné, Pedro 45 Fecha de la publicación de la mención BOPI: 01.07.2000 45 Fecha de la publicación del folleto de patente: 01.07.2000 ES 2 145 640 T3 k 73 Titular/es: Dyecor Limited Aviso: k Hall, Robert Sinclair k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 145 640 T3 DESCRIPCION Tampón absorbente. La presente invención se refiere a un tampón absorbente, particularmente aunque no exclusivamente para ser empleado en bandejas de alimentos. Es una práctica establecida exhibir para la venta carne en bandejas que tienen un tampón que sirve para la absorción de la sangre que desprende la carne. Normalmente, tales tampones están hechos de un material absorbente con una capa superior de remoción, que evita el contacto directo entre la carne y el material absorbente y que permite una fácil separación de la carne del tampón. Son conocidos materiales denominados “superabsorbentes”, los cuales absorben cantidades de agua superiores a muchas veces su propio peso en seco. Los mismos están basados en copolı́mero de acrilato de sodio. Están a disposición en Technical Absorbents Ltd. de Grimsby en Inglaterra. Es conocida la formación de tejidos mediante el proceso de “deposición por chorro de aire” en el equipo de Dan-Webforming A/S de Risskov, en Dinamarca. Tales tejidos incorporan normalmente fibras sintéticas, que se reblandecen por calor en el proceso y que se unen junto a otras fibras del tejido. El objeto de la presente invención es proporcionar un tampón absorbente mejorado. Según un primer aspecto de la invención se proporciona un material para tampones absorbentes que comprende: un soporte; un tejido depositado por chorro de aire sobre el soporte, conteniendo el tejido un material superabsorbente en forma fibrosa y una fibra sintética de unión, estando el tejido unido y fijado al soporte por la fibra sintética de unión; y una capa de remoción de material plástico sobre el lado del tejido contrario del soporte, en el que el material plástico de la capa de remoción está basado en un polı́mero con un punto de fusión superior al de por lo menos una capa superficial de la fibra sintética de unión, de forma tal que en condiciones operativas el tejido depositado por chorro de aire puede ser unido por calor en forma de una estructura comprimida, a la periferia de un tampón destinado a ser formado por corte a partir del material para tampones, por aplicación de elementos calentados al soporte y/o a la capa de remoción. Preferiblemente, la fibra sintética del tejido es un polı́mero de dos componentes de una fibra de polipropileno con un recubrimiento de polietileno. La capa de remoción de material plástico es preferiblemente un material en base a polipropileno que tiene un punto de fusión superior que el polietileno. El uso de este material permite un reblandecimiento adecuado del polietileno que recubre al polipropileno, y consiguientemente, un 2 5 10 15 20 25 30 35 40 45 50 55 60 2 sellado satisfactorio de los bordes, sin necesidad de reblandecimiento de la capa de remoción y sin su adherencia a los elementos de unión por calor. Alternativamente, la capa de remoción puede ser una coextrusión de polietileno de alta y baja densidad, estando el lado de baja densidad en contacto con el tejido. En otra alternativa puede emplearse un laminado doble de PET o polipropileno con polietileno. La capa de remoción puede tener una impresión en su interior, es decir en el lado que está en contacto con el tejido depositado por chorro de aire. Normalmente, el soporte será un paño no tejido sintético. Preferiblemente la capa de remoción está unida al tejido depositado por chorro de aire, habiendo sido laminada sobre el tejido al depositar el tejido. La laminación proporciona una buena unión e integridad al tampón durante su empleo, cuando el mismo se hincha en espesor con el agua absorbida. Preferiblemente, el tejido depositado por chorro de aire incluye fibra de pasta de madera, para mejorar la textura y el coste del tejido. Si bien la fibra de pasta de madera es lo menos propensa a ligarse con otras fibras, presenta una cierta probabilidad de escapar hacia los bordes en ausencia de compresión periférica mediante unión por calor. El material superabsorbente también puede desprenderse en ausencia de compresión periférica. De acuerdo con un segundo aspecto de la invención, se proporciona un tampón absorbente de material laminar, que comprende: una capa de soporte; una capa de tejido depositado por chorro de aire sobre el soporte, conteniendo el tejido un material superabsorbente en forma fibrosa y una fibra sintética de unión, estando el tejido unido y fijado al soporte por la fibra sintética de unión; y una capa de remoción de material plástico sobre el lado del tejido contrario del soporte, estando el material plástico de la capa de remoción basado en un polı́mero de punto de fusión superior al de por lo menos una capa superficial de la fibra sintética de unión; en el que, en los bordes del tampón, las tres capas están comprimidas en un estado de menor espesor que el resto del tampón, estando el material del tejido depositado por chorro de aire unido en forma de una estructura comprimida, por lo menos en los bordes del tampón, quedando ası́ las fibras del tejido capturadas en los bordes. Según un tercer aspecto de la invención, se proporciona un tampón absorbente formado por corte a partir de una lámina de material que comprende: un soporte; 65 un tejido depositado por chorro de aire sobre el soporte, conteniendo el tejido un material superabsorbente en forma fibrosa y 3 ES 2 145 640 T3 una fibra sintética de unión, estando el tejido unido y fijado al soporte por la fibra sintética de unión; y una capa de remoción de material plástico laminada sobre el lado del tejido contrario del soporte, estando el material plástico de la capa de remoción basado en un polı́mero de punto de fusión superior al de por lo menos una capa superficial de la fibra sintética de unión; en el que, en los bordes del tampón, las tres capas del tampón, es decir el soporte, el tejido depositado por chorro de aire y la capa de remoción, están comprimidas en un estado de menor espesor que el resto del tampón, estando el material del tejido depositado por chorro de aire unido en forma de una estructura comprimida, por lo menos en los bordes cortados del tampón, quedando ası́ las fibras del tejido capturadas en los bordes cortados. El soporte, el tejido depositado por chorro de aire y la capa de remoción pueden estar adicionalmente sellados mutuamente en otras zonas del tampón, para mostrar un logotipo, por ejemplo. Preferiblemente, la razón entre el espesor del resto del tampón y el espesor de los bordes comprimidos está comprendida entre 9:1 y 2:1 y normalmente entre 7:1 y 3:1. Según un cuarto aspecto de la invención, se proporciona un método de fabricación de los tampones absorbentes de la presente invención, consistente el método en los pasos de: 5 10 15 20 25 30 mayor que un múltiplo de la dimensión del corte de los tampones, la lámina puede ser comprimida en los bordes de la lámina correspondientes a los bordes de los tampones y la lámina cortada a lo ancho entre tampones y a lo largo entre tampones y en los bordes de los tampones longitudinalmente a la lámina. En ciertas aplicaciones, resulta práctico preparar los tampones a partir de rollos del material laminar para tampones que se suministran en grandes cantidades a la fábrica en donde los tampones se colocan en bandejas inmediatamente después de ser cortados. Por lo tanto, conforme a una caracterı́stica particular de la invención, el método incluye el paso de colocar y fijar los tampones cortados en bandejas. De acuerdo con un quinto aspecto de la invención se proporciona una máquina para la fabricación de los tampones absorbentes de la invención a partir de una lámina del material para tampones absorbentes según la invención, comprendiendo la máquina: medios para hacer avanzar sucesivamente dicha lámina, medios para comprimir la lámina a nivel de las tiras para definir los tampones mediante unión por calor del material del tejido depositado por chorro de aire, y medios para cortar la lámina a nivel de las tiras. 35 comprimir para unir por calor una lámina del material para tampones absorbentes por aplicación de elementos calentados al soporte y/o a la capa de remoción en forma de tiras para definir tampones absorbentes en los cuales quedan capturadas las fibras del tejido; y 40 cortar la lámina para formar los tampones. 45 Preferiblemente, los tampones son formados por corte de partes centrales de tiras comprimidas, por lo que en los dos tampones adyacentes cortados la compresión permanece intacta. Las tiras pueden ser comprimidas y selladas por aplicación de calor por medio de rodillos calentados, los cuales se hacen rodar sobre el tejido laminado. Alternativamente, las tiras pueden ser comprimidas y selladas por aplicación de calor por medio de matrices calentadas estampadas en el tejido laminado. Cuando la anchura de la lámina es un múltiplo de la dimensión del corte de los tampones, la lámina puede ser comprimida en los bordes de la lámina correspondientes a los bordes de los tampones y la lámina cortada a lo ancho y a lo largo entre tampones. Cuando la anchura de la lámina es igual a la dimensión del corte de los tampones, la lámina puede ser comprimida en los bordes de la lámina correspondientes a los bordes de los tampones y la lámina cortada a lo ancho entre tampones. Cuando la anchura de la lámina es 4 Preferiblemente, los medios de unión por compresión y calor comprenden un par de platos calentados que comprenden resaltes salientes de compresión para definir las citadas tiras y medios para hacer avanzar sucesivamente los platos conjuntamente para estampar los resaltes contra dicha lámina para comprimir mediante unión por calor el tejido depositado por chorro de aire. Para ayudar a la comprensión de la invención, a continuación se describen realizaciones especı́ficas de la misma a modo de ejemplo y en relación con los dibujos adjuntos, en los cuales: la Fig. 1 es una vista en perspectiva del tampón según la presente invención; 50 la Fig. 2 es una vista desde un extremo del tampón; la Fig. 3 es una vista esquemática en alzado de la producción de un laminado de tres capas para la fabricación del tampón; 55 60 65 la Fig. 4 es una vista esquemática en alzado de una máquina para la fabricación del tampón; la Fig. 5 es una vista similar de otra máquina de fabricación del tampón; la Fig. 6 es una vista frontal de los platos de sellado por calor de la máquina de la Fig. 5; la Fig. 7 es una vista esquemática lateral de una tercera máquina de fabricación de tampones; 3 5 ES 2 145 640 T3 la Fig. 8 es una vista extrema de la tercera máquina de fabricación de tampones; y la Fig. 9 es una vista esquemática en alzado de una máquina para cortar tampones individuales e insertarlos en bandejas. El tampón que se muestra en las Figs. 1 y 2 tiene un núcleo 1 de un tejido depositado por chorro de aire consistente en: 5 10 52 % de fibra de pasta de madera, 30 % de fibra superabsorbente, 18 % de material termoplástico de unión. La fibra superabsorbente es una fibra de 6 mm de longitud comercializada bajo la marca OASIS por Technical Absorbents Ltd. El material de enlace es fibra de polipropileno recubierto de polietileno comercializada por Danaklon A/S de Varde, Dinamarca. El tejido está depositado sobre un paño 2 de polietileno no tejido y está recubierto con un film de capa de remoción 3 de un material en base a polipropileno, que convenientemente es un film SWF comercializado bajo la marca TRESPAHAN por Hoechst Trespahan UK Ltd. de Swindon. El material es tratado por descarga en corona, gracias a lo cual puede ser pintado, sobre el lado que está laminado al tejido depositado por chorro de aire, antes de la laminación. La impresión es entonces visible a través del film 3. Los bordes 4 del tampón están comprimidos, tı́picamente sobre un margen 5 de 3 mm de anchura, con el tejido achatado y unido por calor en su estado de compresión, con las capas de soporte y remoción unidas al mismo. Esta compresión del tejido depositado por chorro de aire captura las fibras del tejido, impidiendo que se salgan por los bordes cortados. En tests se ha confirmado este último extremo. Para su empleo, el tampón es fijado a una bandeja de carne, siendo la capa de remoción la que queda arriba. Ello impide que la carne manche la bandeja. La sangre procedente de la carne puede fluir alrededor de los bordes del tampón y atravesar el paño no tejido, siendo absorbida en el tejido. La Fig. 3 muestra en esquema una máquina para la fabricación del material a partir del cual se hace el tampón de las Figs. 1 y 2. En la máquina, la capa de tejido 1 se deposita sobre la capa de paño 2 en la estación de conformado 10. Estas capas conformadas son hechas avanzar al interior de una estación de tratamiento 11, en la que se hace pasar por succión aire caliente 12 a través de las capas, dando al tejido depositado por chorro de aire 1 un espesor uniforme y reblandeciendo el polietileno del material de unión, el cual actúa como un adhesivo para unir la capa de tejido y fijarla al soporte. En la estación de laminado 13, situada inmediatamente aguas abajo de la estación de tratamiento, la capa de remoción 3 es laminada mediante rodillos 14 sobre el tejido aún caliente, con lo que las tres capas quedan unidas en su lugar de laminación. La deposición por 4 15 20 25 30 35 40 45 50 55 60 65 6 chorro de aire es una técnica conocida y no requiere ser explicada en detalle. La laminación de la capa de remoción 3 es un paso adicional. Aguas abajo de la laminación, el material es enfriado y enrollado 15. La Fig. 4 muestra esquemáticamente una forma de la máquina para la fabricación de tampones. Este proceso se lleva a cabo por lo general en un emplazamiento separado de la deposición por chorro de aire y laminación. Sin embargo, podrı́a también llevarse a cabo en el mismo emplazamiento. El material 20 para tampones obtenido de un rollo 22 y alimentado mediante rodillos 23 a un conjunto de rodillos de compresión longitudinal calentados 24 para la formación de lı́neas de sellado longitudinalmente al material. Estas son lı́neas en las que los rodillos calientan al tejido depositado por chorro de aire lo suficiente para reblandecer nuevamente el polietileno del material de unión y hacer que el tejido se mantenga en estado de compresión. Tı́picamente, un material de entre 1,0 y 1,5 mm es comprimido a 0,3 mm. (Se apreciará que el material es tan fácilmente compresible que su dimensión libre exenta de compresión no es fácil de medir). Un conjunto de rodillos de corte 25 siguen a los rodillos de compresión 24, para dividir el material en tiras de anchura igual a la del producto final. A continuación hay otro par de rodillos de corte y sellado lateral 26, 27, que tienen elementos de compresión 28 y elementos de corte 29 calentados y de extensión lateral, para la separación por corte de los tampones individuales 30. La Fig. 5 muestra otra máquina, en la que se emplean estaciones de compresión y corte 50, 51 de movimiento alternativo. El material 40 para tampones es alimentado sobre un rodillo tensor 52 a un dispositivo neumático de alimentación 53, que comprende una mordaza 54 y su accionamiento 55, que están conectados a una barra de avance 56 mediante accionamientos de carrera corta 57, un par de los cuales están dispuestos a extremos opuestos de la barra 56 correspondientes a los lados contrarios del material. La barra es desplazable verticalmente entre los topes 58, 59 por medio de un accionamiento de carrera larga 60. La mordaza aguanta al material verticalmente y el dispositivo de avance queda ası́ listo para alimentar el material verticalmente hacia abajo. Debajo del dispositivo de avance hay dispuestos un par de platos calentados 61, 62 opuestos. Estos últimos tienen resaltes 63 que definen regiones de compresión del material, siendo las regiones una pluralidad de tiras 64 dispuestas verticalmente, con tiras horizontales 65 superiores e inferiores, que definen en su conjunto los bordes de una pluralidad de tampones adyacentes. Tı́picamente, los tampones son de 9,5 x 15,0 mm, siendo las tiras 64, 65 de 0,5 mm de ancho. Uno de los platos 61 es fijo y el otros está montado con posibilidad de movimiento alternativo de separación y acercamiento al otros por medio de un accionamiento hidráulico 66. Debajo de los platos hay un dispositivo de corte que tiene la forma de una matriz fija de tiras de yunque 67 configuradas según la misma forma que los resaltes 63 y una matriz de cuchillas 68 dotadas de movimiento alternativo de idéntica 7 ES 2 145 640 T3 configuración. Otro accionamiento hidráulico 69 está dispuesto para el movimiento de las cuchillas. En cada zona del tampón definida por las cuchillas, está provisto un empujador accionado neumáticamente 70 para empujar los tampones cortados hacia bandejas de recepción 71. Debajo de este dispositivo de corte hay un alimentador de residuos 72, dotado de garras 73 que agarran los recortes que quedan en los bordes del material. En condiciones de funcionamiento, los accionamientos 66, 69 son activados por ciclos conjuntamente. Seguidamente, el material es alimentado por los alimentadores 53, 72, los accionamientos son activados nuevamente, y ası́ sucesivamente. El material presenta una tendencia a adherirse a los platos cuando se activa el accionamiento 66. Para arrancarlo, los accionamientos de carrera corta 57 elevan la mordaza 54 antes de que los accionamientos de carrera larga 60 alimenten al material hacia abajo entre los platos. El material con las tiras 64, 65 previamente comprimidas es desplazado hacia abajo hasta quedar justo enfrente de las cuchillas 68, las cuales avanzan para cortar al tiempo que los platos de encima estampan nuevas tiras. Inmediatamente cuando las cuchillas entran en funcionamiento, los empujadores 70 alimentan los tampones cortados hacia las bandejas 71, en donde se acumulan lı́neas 74 de tampones para su embalaje y distribución. El material residual es empujado hacia abajo desde las cuchillas por medio del alimentador 72 en sincronismo con el accionamiento de carrera larga 60. Durante el funcionamiento de los accionamientos 66, 69, todos los dispositivos de alimentación retornan a su posición inicial. Pasando a las Figs. 7 y 8, en las mismas se muestra una máquina de mayor tamaño. Esta comprende un dispositivo de compresión 101 que tiene un accionamiento 102 y platos 103, 104 previstos para estampar tiras que definen tampones según una matriz transversal y longitudinal al material 100 para tampones, el cual es alimentado desde un rodillo 105 a través de rodillos tensores 106. Entre ciclos del dispositivo de compresión, el material es hecho avanzar mediante rodillos prensores 107, los cuales incorporan en toda su longitud cuchillas de corte circulares 108 y discos de yunque inferiores 109, por lo que el material es alimentado sobre una mesa de succión 110, ya provista de ranuras longitudinales separadas una distancia equivalente a la anchura de los tampones, y que tiene una matriz rectangular de tiras de borde de tampón estampadas sobre la misma. Para la separación de los tampones a lo ancho del material, el material es mantenido mediante succión sobre la mesa 110 y otras cuchillas de corte 5 10 15 20 25 30 35 40 45 50 55 8 111 son hechas rodar a lo largo de la mesa en alineación con tiras de yunque 112 de que está provista. Al final de esta carrera de corte, un cabezal de succión 113 queda alineado con los tampones cortados 114. El cabezal 113 es hecho bajar por un accionamiento 115 sobre los tampones. Se detiene la succión de la mesa 110 y se aplica al cabezal. El cabezal es elevado por el accionamiento 115 y devuelto por un accionamiento de carrera larga 116 a su posición inicial, donde al suprimir la succión deposita los tampones sobre una pila 117. En la Fig. 9 se muestra un dispositivo para la fabricación de tampones. Su rollo de material 150 para tampones es de la anchura de un tampón. El material es alimentado mediante rodillos alimentadores 151 a través de platos de estampación 152 de un solo tampón con un accionamiento 153. Debajo de los rodillos, el material estampado en tiras queda colgando hacia abajo frente a un dispositivo aplicador de tampones 154 que adopta la forma de un cabezal de succión 155, sobre un accionamiento 156. Encima del accionamiento hay provistos una tira de yunque 157 y una cuchilla de corte circular de movimiento lateral 158. Al accionar los platos de estampación 152, los rodillos tiran del material hacia abajo y el tampón 159 queda alineado con el cabezal de succión. Se aplica succión y se acciona la cuchilla. A continuación se hace avanzar el accionamiento, para aplicar el tampón a una bandeja de carne 160, que ha sido presentada por otro mecanismo situado enfrente del accionamiento. A la bandeja ya se le ha aplicado previamente adhesivo, por lo que el accionamiento provoca que el tampón se adhiera a la bandeja cuando se suprime la succión y se retira el accionamiento. Como uso alternativo de adhesivo, los tampones pueden ser soldados por ultrasonidos tras su colocación. Si bien se ha previsto que la principal aplicación de los tampones sea en bandejas de carne, las mismas o láminas de las mismas, naturalmente selladas, pero sin cortar, puedan encontrar aplicación para proporcionar unos medios adecuados de proteger del agua a productos perecederos que son congelados. Los tampones se congelan y ayudan a mantener los productos en su punto de congelación o por debajo del mismo. Los tampones presentan la ventaja particular de que son planos y capaces de absorber humedad muy rápidamente. Ello permite su empleo para tapar un contenedor de alimentos congelados una vez congelados éstos. En otra aplicación, se les puede dar la forma adecuada para ser puestos en contacto con los alimentos y congelados posteriormente. 60 65 5 9 ES 2 145 640 T3 un soporte (2); REIVINDICACIONES 1. Material para tampones absorbentes que comprende: un soporte (2); un tejido (1) depositado por chorro de aire sobre el soporte, conteniendo el tejido (1) un material superabsorbente en forma fibrosa y una fibra sintética de unión, y estando el tejido (1) unido y fijado al soporte (2) por la fibra sintética de unión; y una capa de remoción (3) de material plástico sobre el lado del tejido (1) contrario del soporte (2), en el que el material plástico de la capa de remoción (3) se basa en un polı́mero de un punto de fusión superior al de por lo menos una capa superficial de la fibra sintética de unión, de forma tal que en condiciones operativas el tejido (1) depositado por chorro de aire puede ser unido por calor en forma de una estructura comprimida, a la periferia de un tampón destinado a ser formado por corte a partir del material para tampones, por aplicación de elementos calentados al soporte y/o a la capa de remoción. 2. Material para tampones absorbentes según la reivindicación 1, caracterizado porque la fibra sintética de unión del tejido (1) es una fibra de polipropileno con un recubrimiento de polietileno. 3. Material para tampones absorbentes según la reivindicación 1 ó la reivindicación 2, caracterizado porque la capa de remoción (3) de material plástico es: 5 10 15 20 un laminado doble de PET o polipropileno con polietileno. 4. Material para tampones absorbentes según cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de remoción (3) está impresa en su interior, es decir en el lado que está en contacto con el tejido (1) depositado por chorro de aire. 5. Material para tampones absorbentes según cualquiera de las reivindicaciones anteriores, caracterizado porque el soporte (2) es un paño sintético no tejido. 6. Material para tampones absorbentes según cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de remoción (3) está unida al tejido (1) depositado por chorro de aire, habiendo sido laminada sobre el tejido al depositar el tejido. 7. Material para tampones absorbentes según cualquiera de las reivindicaciones anteriores, caracterizado porque el tejido (1) depositado por chorro de aire incluye fibra de pasta de madera. 8. Tampón absorbente de material laminar, que comprende: 6 un tejido (1) depositado por chorro de aire sobre el soporte (2), conteniendo el tejido (1) un material superabsorbente en forma fibrosa y una fibra sintética de unión, y estando el tejido (1) unido y fijado al soporte (2) por la fibra sintética de unión; y una capa de remoción (3) de material plástico sobre el lado del tejido (1) contrario del soporte (2), estando el material plástico de la capa de remoción (3) basado en un polı́mero con un punto de fusión superior al de por lo menos una capa superficial de la fibra sintética de unión; en el que, en los bordes del tampón, las tres capas (1, 2, 3) están comprimidas en un estado de menor espesor que el resto del tampón, estando el material del tejido depositado por chorro de aire ligado en forma de una estructura comprimida, por lo menos en los bordes (4) del tampón, quedando ası́ las fibras del tejido capturadas en los bordes. 25 9. Tampón absorbente formado por corte a partir de una lámina de material que comprende: un soporte (2); 30 35 un material en base a polipropileno, ó un material de coextrusión de polietileno de alta y baja densidad,estando el lado de baja densidad en contacto con el tejido, ó 10 40 45 50 55 60 65 un tejido (1) depositado por chorro de aire sobre el soporte, conteniendo el tejido (1) un material superabsorbente en forma fibrosa y una fibra sintética de unión, y estando el tejido (1) unido y fijado al soporte (2) por la fibra sintética de unión; y una capa de remoción (3) de material plástico laminado sobre el lado del tejido (1) contrario del soporte (2), estando el material plástico de la capa de remoción (3) basado en un polı́mero con un punto de fusión superior al de por lo menos una capa superficial de la fibra sintética de unión; en el que, en los bordes del tampón, las tres capas están comprimidas en un estado de menor espesor que el resto del tampón, estando el material del tejido (1) depositado por chorro de aire unido en forma de una estructura comprimida, por lo menos en los bordes cortados (4) del tampón, quedando ası́ las fibras del tejido capturadas en los bordes cortados. 10. Tampón absorbente según la reivindicación 8 ó la reivindicación 9, caracterizado porque el soporte (2), el tejido (1) depositado por chorro de aire y la capa de remoción (3) están adicionalmente sellados mutuamente en otras zonas del tampón. 11. Tampón absorbente según la reivindicación 8, la reivindicación 9 ó la reivindicación 10, caracterizado porque la relación entre el espesor del resto del tampón y el espesor de los bordes comprimidos (4) está comprendida entre 9:1 y 2:1 y preferiblemente entre 7:1 y 3:1. 12. Tampón absorbente según una cualquiera de las reivindicaciones 8 a 11, caracterizado 11 ES 2 145 640 T3 porque la fibra sintética de unión del tejido es una fibra de polipropileno con un recubrimiento de polietileno. 13. Tampón absorbente según una cualquiera de las reivindicaciones 8 a 12, caracterizado porque la capa de remoción (3) del material plástico es: 5 un material en base a polipropileno, ó un material de coextrusión de polietileno de alta y baja densidad, estando el lado de baja densidad en contacto con el tejido, o un laminado doble de PET o polipropileno con polietileno. 14. Tampón absorbente según una cualquiera de las reivindicaciones 8 a 13, caracterizado porque la capa de remoción (3) está impresa en su interior, es decir en el lado que está en contacto con el tejido (1) depositado por chorro de aire. 15. Tampón absorbente según una cualquiera de las reivindicaciones 8 a 14, caracterizado porque el soporte (2) es un paño sintético no tejido. 16. Tampón absorbente según una cualquiera de las reivindicaciones 8 a 15, caracterizado porque la capa de remoción (3) está unida al tejido (1) depositado por chorro de aire, habiendo sido laminado sobre el tejido al depositar el tejido. 17. Tampón absorbente según una cualquiera de las reivindicaciones 8 a 16, caracterizado porque el tejido (1) depositado por chorro de aire incluye fibra de pasta de madera. 18. Método de fabricación de tampones según una cualquiera de las reivindicaciones 8 a 17 a partir de un material para tampones según una cualquiera de las reivindicaciones 1 a 7, consistente en los pasos de: comprimir para unir por calor una lámina del material para tampones absorbentes (20, 40, 100, 150) por aplicación de elementos calentados (28, 61, 62, 103, 104, 152) al soporte y/o a la capa de remoción en forma de tiras para definir tampones absorbentes (30, 74, 117, 159) en los cuales quedan capturadas las fibras del tejido; y cortar la lámina para formar los tampones (30, 74, 117, 159). 19. Método de fabricación de tampones absorbentes según la reivindicación 18, caracterizado porque los tampones son formados por corte de partes centrales de tiras comprimidas (5), por lo que en los dos tampones adyacentes cortados la compresión permanece intacta. 20. Método de fabricación de tampones absorbentes según la reivindicación 18 ó la reivindicación 19, caracterizado porque las tiras son comprimidas y selladas por aplicación de calor por medio de rodillos calentados (26), los cuales son hechos rodar sobre el tejido laminado o por medio de matrices calentadas (61, 62, 103, 104, 152) estampadas en el tejido laminado. 21. Método de fabricación de tampones absorbentes según una cualquiera de las reivindicaciones 18 a 20, caracterizado porque la anchura 10 15 20 25 30 12 de la lámina (40, 100) es un múltiplo de la dimensión del corte de los tampones (74, 117), la lámina es comprimida en los bordes de la lámina correspondientes a los bordes de los tampones y la lámina es cortada a lo ancho y a lo largo entre tampones. 22. Método de fabricación de tampones absorbentes según una cualquiera de las reivindicaciones 18 a 20, caracterizado porque la anchura de la lámina (150) es igual a la dimensión del corte de los tampones (159), la lámina es comprimida en los bordes de la lámina correspondientes a los bordes de los tampones y la lámina es cortada a lo ancho entre tampones. 23. Método de fabricación de tampones absorbentes según una cualquiera de las reivindicaciones 18 a 20, caracterizado porque la anchura de la lámina es mayor que un múltiplo de la dimensión del corte de los tampones, la lámina es comprimida en los bordes de la lámina correspondientes a los bordes de los tampones y la lámina es cortada a lo ancho entre los tampones y a lo largo entre los tampones y en los bordes de los tampones longitudinalmente a la lámina. 24. Método de fabricación según una cualquiera de las reivindicaciones 18 a 23, que incluye el paso de colocar y fijar los tampones cortados en bandejas (160). 25. Máquina para la fabricación de tampones absorbentes según una cualquiera de las reivindicaciones 8 y 9, a partir de una lámina de material para tampones absorbentes según la reivindicación 1, comprendiendo la máquina: 35 medios (25, 53, 107, 151) para hacer avanzar sucesivamente dicha lámina, 40 medios (28, 61, 62, 103, 104, 152) para comprimir la lámina a nivel de las tiras para definir los tampones mediante unión por calor del material del tejido depositado por chorro de aire, y 45 50 55 60 65 medios (29, 68, 108, 111, 158) para cortar la lámina a nivel de las tiras. 26. Máquina según la reivindicación 15, caracterizada porque los medios de compresión mediante unión por calor comprenden un par de platos calentados (61, 62, 103, 104, 152) que comprenden resaltes salientes de compresión (63) que determinan las citadas tiras y medios (66, 102, 153) para hacer avanzar sucesivamente los platos conjuntamente para estampar los resaltes contra dicha lámina para comprimir mediante unión por calor el tejido depositado por chorro de aire. 27. Máquina según la reivindicación 25 ó la reivindicación 26, caracterizada porque los medios de alimentación están constituidos por un par de rodillos accionados (107, 151) entre cuyo intersticio pasa la lámina aguas abajo de los platos. 28. Máquina según la reivindicación 25 ó la reivindicación 26, caracterizada porque los medios de alimentación están constituidos por un par de mordazas (54) susceptibles de ser cerradas contra la lámina y medios (55) para desplazar las mordazas contra los platos. 7 13 ES 2 145 640 T3 29. Máquina según la reivindicación 28, caracterizada porque los medios de desplazamiento incluyen medios (57) para separar ligeramente las mordazas de los platos con la lámina antes de que se desplacen hacia delante para liberar la lámina de los platos. 30. Máquina según las reivindicaciones 25 a 29, caracterizada porque los medios de corte comprenden un conjunto de cuchillas longitudinales (68) susceptibles de avanzar hacia el material contra una placa de yunque (67). 31. Máquina según la reivindicación 30, caracterizada porque el yunque tiene ranuras y la máquina comprende pistones (70) para empujar los tampones cortados a través de las ranuras. 32. Máquina según una cualquiera de las reivindicaciones 25 a 29, caracterizada porque los medios de corte comprenden al menos una cuchi- 5 10 15 14 lla rotativa (108) susceptible de avanzar a través de la lámina contra un yunque (109). 33. Máquina según la reivindicación 32, que incluye una placa de vacı́o (110), al menos un segundo rodillo rotativo (111) y yunque (112) para cortar la lámina transversalmente y medios (113, 115, 116) para transferir los tampones cortados desde la placa de vacı́o, estando los medios de transferencia constituidos preferiblemente por una segunda placa. 34. Máquina según la reivindicación 31, incluyendo la máquina: medios (155) para colocar los tampones cortados en bandejas, y medios para fijar los tampones en las bandejas. 20 25 30 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 8 ES 2 145 640 T3 9 ES 2 145 640 T3 10 ES 2 145 640 T3 11 ES 2 145 640 T3 12