Máster universitario en automatización de procesos industriales CX
Anuncio

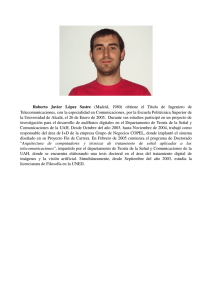
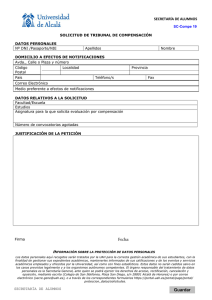
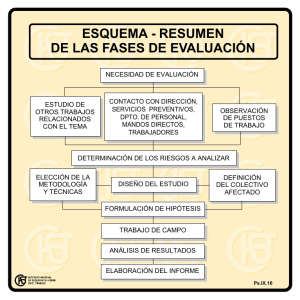
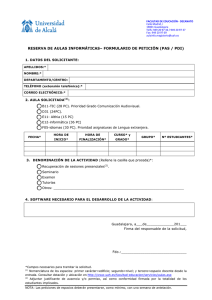
www.infoPLC.net DEPARTAMENTO DE ELECTRÓNICA Máster universitario en automatización de procesos industriales Departamento de Electrónica Universidad de Alcalá DEPARTAMENTO DE ELECTRÓNICA CX Programmer 2ª parte www.infoPLC.net Programas y tareas 3 a Las tareas especifican la secuencia y las condiciones de interrupción en las que se ejecutarán los programas individuales. Tipos: tareas cíclicas y tareas de interrupción. a Tareas cíclicas. `Las tareas cíclicas pueden estar en estado ejecutable (activas) o no (en reposo). `Los programas asignados a tareas cíclicas activas se ejecutarán de forma secuencial en orden ascendente por su número de tarea. `La E/S se refrescará una vez por ciclo después de que se hayan ejecutado todas las tareas que estén en estado ejecutable. `Una tarea ejecutable se ejecutará en ciclos subsiguientes y una tarea en reposo permanecerá así en ciclos subsiguientes a menos que se vuelva a activar desde otra tarea. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Programas y tareas 4 a Ejemplo de aplicación de cuatro tareas cíclicas (0, 1, 2 y 3) en la que la tarea 2 no está activada. El orden de ejecución de las tareas sería el siguiente: Tarea 0 END Tarea 1 END Tarea 3 END Refresco de E/S Procesamiento de periféricos a En caso de ser activada la tarea 2, ésta se ejecutaría una vez se haya ejecutado la instrucción END de la tarea 1. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH www.infoPLC.net Programas y tareas 5 a Tareas de interrupción asociadas a condiciones de interrupción. En caso de que se produzca una condición de interrupción durante el procesamiento de tareas cíclicas, la tarea cíclica se interrumpirá y se ejecutará el programa asignado a la tarea de interrupción. a Tipos de tareas de interrupción en las CPUs de CJ1: ` Tarea de interrupción de alimentación en OFF se ejecuta cuando se interrumpe la alimentación (solo 1). ` Tarea de interrupción programada esta tarea se ejecuta a intervalos de tiempo concretos. (2 como máximo). ` Tareas cíclicas adicionales las tareas cíclicas adicionales se ejecutan una vez cada ciclo siempre que se encuentren en condición de ejecución. a El número máximo de tareas para una CPU de CJ1 es 35, es decir, 32 tareas cíclicas y 3 de interrupción. El número total de programas que se pueden crear y administrar también es 35. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Programas y tareas 6 a Tareas: `Una vez que se inicia la ejecución del programa, las tareas se pueden controlar con TKON(820) y TKOF(821). `Una tarea cíclica está deshabilitada cuando el PLC se encuentra en modo Program. `Una tarea cíclica está activada cuando su flag de estado está a ON (bien porque se haya pasado a modo Run o porque se haya usado la instrucción TKON para activarla). `Una tarea cíclica está ejecutándose cuando “le llega su turno” después de haberse ejecutado la última tarea cíclica que estuviera activada con número inferior. `Una tarea cíclica está en reposo cuando se ejecuta la instrucción TKOF sobre ella. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH www.infoPLC.net Programas y tareas 7 a Si ocurre una interrupción B mientras se está ejecutando una tarea de interrupción A, la tarea de interrupción B no comenzará a ejecutarse hasta que no haya finalizado la tarea de interrupción A. Tarea cíclica 0 Tarea 0 Tarea de interrupción 100 Tarea de interrupción 101 Tarea Int. 100 Tarea Int. 101 END END Se produce la interrupción 100. Se interrumpe la ejecución de la Tarea 0 END Se produce la interrupción 101, pero no se ejecuta hasta no haber finalizado la 100 7 AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Área de trabajo del proyecto a Propiedades: ` Botón derecho del ratón sobre cualquier elemento del área de proyecto. Serán distintas según el elemento seleccionado. ` Ejemplo: AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH 8 www.infoPLC.net Área de trabajo del proyecto 9 a Selección del tipo de tarea Tipo de Tarea Icono Principal (C) o Cíclica (CS1) Interrupción Programada o temporizada Alimentación Off (C) Alimentación On a Durante la monitorización, el estado de las tareas cíclicas se muestra al final de los nombres de programa. ¾ Cuando se está ejecutando la tarea ¾ Cuando la tarea se ha detenido AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Símbolos 10 a Un símbolo es una “representación simbólica” de una dirección o valor que se puede utilizar como un operando para programar diagramas de relés a El nombre se puede utilizar en vez de la dirección. Esto hace posible cambiar la dirección (p.e. si se cambia la configuración de E/S) sin tener que modificar el programa. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH www.infoPLC.net Símbolos 11 a Un símbolo está compuesto por: Nombre: cualquier secuencia de letras, dígitos y subrayados siempre que el primer carácter no sea un número. Distingue entre mayúsculas y minúsculas (pero da problemas). Tipo de datos Dirección o Valor Comentario: Es opcional. Vínculo a CX-Server: Esto permite compartir símbolos entre otras aplicaciones que utilicen CXServer. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Símbolos 12 a Tipos de símbolos Símbolos globales Disponibles para todos los programas de un PLC. Los símbolos globales pueden estar vinculados a un archivo de CX-Server. Símbolos locales Los nombres de estos símbolos son privados para un programa particular y no se pueden ver desde otros programas. Símbolos predefinidos Dependiendo del tipo de PLC. (Hacer doble click sobre el icono de símbolos globales). P. ej. P_On =1, P_Off =0, P_Low_Battery (indicador de batería baja), P_First_Cycle_Task (indicador de ejecución de primera tarea), etc. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Å S.G. Å S.L. www.infoPLC.net Tipos de datos (I/II) 13 a BOOL Æ Dirección de un bit binario a INT Æ Dirección de un canal binario simple (16 bits) con signo. a DINT Æ Dirección de un canal binario doble (32 bits) con signo. a LINT Æ Dirección de un canal binario cuádruple con signo. a UINT Æ Dirección de un canal binario simple sin signo. a UINT_BCD Æ Dirección de un canal BCD simple sin signo a UDINT Æ Dirección de un canal binario doble sin signo. a UDINT_BCD Æ Dirección de un canal BCD doble sin signo. a ULINT Æ Dirección de un canal binario cuádruple (64 bits) sin signo. a ULINT_BCD Æ Dirección de un canal BCD cuádruple sin signo. a CHANNEL Æ Tipo de dato especial que se usa para la compatibilidad con versiones anteriores. Se trata de una dirección a cualquier dato (con o sin signo) que puede usarse en lugar de cualquier tipo de dato, excepto NUMBER y BOOL. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Tipos de datos (II/II) 14 ` REAL Æ Dirección de un valor de coma flotante y 32 bits. ` LREAL Æ Dirección de un valor de coma flotante y 64 bits. ` NUMBER Æ Valor numérico literal. No es una dirección. El valor puede tener signo o ser de coma flotante. Puede emplearse para cualquier valor literal o para identificadores del temporizador/contador (en tal caso, sólo se permiten valores enteros sin signo). Los valores de coma flotante sólo son adecuados en operandos del tipo IEEE REAL. Se supone que el valor de un dato NUMBER es decimal, a menos que lleve el prefijo "#" de valor hexadecimal. ` WORD Æ Dirección de una cadena de 16 bits. ` DWORD Æ Dirección de una cadena de 32 bits. ` LWORD Æ Dirección de una cadena de 64 bits. ` FUNCTIONBLOCK Æ Ejemplo de un bloque de función IEC611313. (Ver tabla de símbolos) AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH www.infoPLC.net Operaciones Online 15 Borrar todas las áreas de memoria del PLC Esta opción borra todos los datos existentes en el PLC conectado. Si se selecciona desde el menú principal, aparece un diálogo que indica el nombre y tipo de PLC, así como el área de destino que se va a borrar. Seleccione Inicializar y pulse el botón Aceptar para ejecutar la operación. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH Monitorización 16 Monitorización a Es posible monitorizar los valores contenidos en las direcciones del PLC en el diagrama de relés principal o nemónico. Para cada operando, se visualiza el valor o se muestra el flujo de potencia para indicar el estado del operando. a Requisitos: es necesario que el PLC esté online y en modo de operación monitor o run. El PLC debe tener la opción de monitorización habilitada (seleccionar Monitorización en el menú PLC/Monitorizar). Nota: Algunos valores en la memoria del PLC se cambian más rápido que lo que puede leerlos el ordenador. Para el cambio rápido de bits, es posible monitorizar los valores cambiados utilizando la función Monitorización diferencial. a Es posible congelar la monitorización de los valores y visualizar el flujo de potencia cuando ésta esté activa, utilizando la función Monitor | Pausa. AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH www.infoPLC.net Monitorización 17 Ventana de Vigilancia a La Ventana Vigilar permite ver el contenido de algunas direcciones del PLC cuando se está online, en modo de monitorización o run. Esta ventana no se visualiza por defecto. Seleccionar [Ver | Ventanas | Vigilancia] o pulsar el botón de la barra de herramientas "Activar Ventana Vigilancia" para hacer aparecer esta ventana. Seleccionar la opción del menú o el botón de la barra de herramientas de nuevo para ocultar la ventana. a Es posible seleccionar las columnas que se mostrarán en el menú [Ver] de un menú desplegable que aparece al hacer clic con el botón derecho del ratón en la ventana de vigilancia. También es posible modificar el tamaño de las columnas con el ratón, arrastrando el borde (el tamaño se almacena con el proyecto). AUTOMATIZACIÓN DE PROCESOS INDUSTRIALES - DPTO. ELECTRÓNICA - UAH