OTEA Fundición a presión de alumnio.
Anuncio

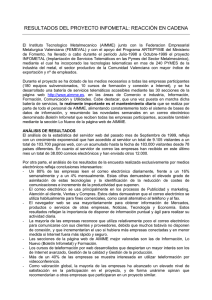
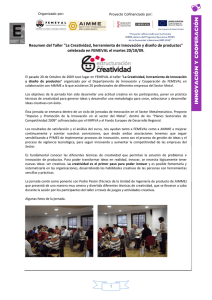
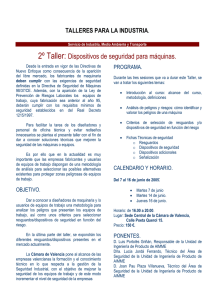
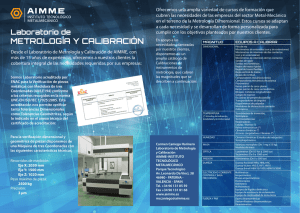
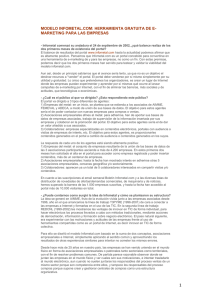
Fundición a presión de aluminio. Nuevos procesos y aleaciones especiales. Proyecto en colaboración con la Fundación Ascamm 1) INTRODUCCIÓN 2) PROCESO TRADICIONAL DE FUNDICIÓN A PRESIÓN 3) FUNDICIÓN A PRESIÓN EN VACÍO 4) SQUEEZE CASTING 5) PROCESOS SSM ( SEMI SOLID METAL) : THIXOCASTING Y RHEOCASTING 6) NUEVAS ALEACIONES 7) BIBLIOGRAFÍA http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al INTRODUCCIÓN El estudio consiste en recopilar información sobre la investigación y el desarrollo tecnológico de nuevas aleaciones de aluminio y técnicas relacionadas con la fundición a presión. El aluminio es el segundo metal más abundante sobre la tierra. Se obtiene por el proceso Hall-Heroult , que consiste en la reducción electrolítica de la alúmina para obtener metal líquido, y tiene una densidad de 2.7 g/cm3 y un módulo de elasticidad de 70GPa. Las aleaciones de aluminio tienen resistencias específicas excelentes. Muchas aleaciones de aluminio responden fácilmente a los mecanismos de endurecimiento pudiendo llegar a ser 30 veces más resistentes que el aluminio puro. Presentan como propiedades benéficas una alta conductividad eléctrica y térmica, comportamiento no magnético y resistencia a la oxidación y corrosión. Sin embargo no exhibe alto límite de endurecimiento, por lo que finalmente falla por fatiga aún a bajos esfuerzos, la temperatura de fusión es relativamente baja y también lo es la dureza, lo que ocasiona una mala resistencia al desgaste. Debido a estas características y a que presentan un importante potencial de desarrollo en sectores como los transportes, en los que la relación de propiedades mecánicas a peso específico es importante, se ha venido desarrollando en el transcurso de los últimos años numerosas labores de investigación para la mejora tanto de procesos como de propiedades de estas aleaciones . En este sentido se ha trabajado en desarrollar nuevas técnicas derivadas de la fundición a presión que mejoren las limitaciones de la fundición tradicional y permitan el uso de nuevos materiales cuyas propiedades combinen la resistencia y la ductilidad. Página 2 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Ilustración 1 Cortesía de UBE, Japón Página 3 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 Fundición Al http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al El fruto de esta investigación se puede ver reflejado en la siguiente gráfica, si tenemos en cuenta el número de patentes registradas en los últimos cinco años relacionadas con la fundición a presión: Ilustración 2 Análisis de patentes en fundición a presión Página 4 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Este mismo análisis por países se refleja en la grafica siguiente: Ilustración 3 Análisis de patentes por países Página 5 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 Fundición Al http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al PROCESO TRADICIONAL DE FUNDICIÓN A PRESIÓN Descripción El proceso de fundición a presión se caracteriza por introducir material fundido a presión dentro de la cavidad de un molde, manteniendo la presión hasta la solidificación de la pieza. Existen dos tipos de máquinas utilizadas para el proceso de fundición a presión, como son la de cámara caliente y cámara fría. Máquinas de cámara caliente: La cámara de presión y el émbolo se encuentran sumergidos en el en metal fundido, por este motivo se encuentran sometidos a altas temperaturas, es por ello que estas máquinas se utilizan para la inyección de metales de bajo punto de fusión como el plomo, estaño o cinc, de manera que en estado líquido no ataquen el acero de la cámara y el émbolo de inyección. A continuación se muestra un esquema del proceso de inyección en cámara caliente: Ilustración 4 Cortesía www.diecasting.org 1-Cierre del molde 2-Relleno y enfriamiento 3-Eyección de la pieza 4-Lubricación Página 6 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Máquinas de cámara fría: El metal fundido se vierte mediante una cuchara de colada en una cámara (que puede ser en posición vertical o horizontal) donde un émbolo accionado hidráulicamente empuja el metal hacia el interior del molde. El metal se inyecta a presiones altas, manteniéndose hasta que se solidifica. El sistema de inyección no se sumerge en el metal fundido, por eso durante la colada en el molde padece cambios de presión y de temperatura mayores. En las máquinas de cámara fría pueden utilizarse todos los metales y aleaciones colables, se utilizan aleaciones de Aluminio, Cobre, Latón, Magnesio, Cinc, Estaño y Plomo. A continuación se muestra un esquema del proceso de inyección en cámara fría: Ilustración 5 Cortesía www.diecasting.org 1-cierre del molde 2-relleno y enfriamiento 3-eyección de la pieza 4-lubricación ( Página 7 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Ventajas El proceso tradicional de fundición a presión presenta las siguientes ventajas: Se obtiene casi la pieza final minimizando y a menudo eliminando los costes de mecanizado en operaciones secundarias Se obtienen secciones finas, piezas grandes de gran complejidad y detalles sutiles. En la mayoría de procesos de fundición a presión se necesita un exceso de espesor en la sección de colada y material solo para permitir el llenado de la cavidad y/o de los rebosaderos, el ahorro de material que se consigue fácilmente en la fundición a presión permite minimizar el peso del material y por lo tanto el coste. Este proceso es altamente productivo, los tiempos de ciclo para piezas pequeñas coladas en matrices multicavidad pueden ser de tan solo unos pocos segundos, e incluso piezas muy grandes requieren normalmente menos de un minuto de ciclo a ciclo. Tradicionalmente ha tolerado las aleaciones a base de chatarra de menor coste. El material normalmente es el componente de mayor precio en cualquier pieza colada y esta capacidad de tener como fuente las aleaciones de menor coste es el mayor beneficio económico asociado al proceso tradicional de fundición a presión. Limitaciones Durante el proceso tradicional de fundición a presión el metal fundido se introduce a alta velocidad en el molde y la atmósfera que existe en la cavidad suele estar mezclada y atrapada en la colada durante el llenado turbulento de la cavidad. Aunque la alta presión durante la solidificación puede reducir los poros atrapados hasta tamaños extremadamente pequeños, el volumen total de poros sigue siendo significativo. En concreto, en el proceso tradicional de fundición a presión, la colada a menudo contiene más de un uno por cien de huecos, mientras que otros procesos como el squeeze casting o thixocasting rara vez contienen más de unas décimas en porcentaje de huecos. Página 8 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Debido a estos poros atrapados , aire y gases, comprimidos bajo alta presión durante la solidificación, las coladas no pueden ser expuestas a altas temperaturas, como sucede en los tratamientos térmicos o en la soldadura, sin que aparezcan burbujas. Esto se debe a que el metal se reblandece a altas temperaturas permitiendo la expansión de las burbujas. Algunas variaciones del proceso mejoran el atrapamiento de gases, pero no hasta el punto de su eliminación o de un alta fiabilidad. La aplicación de niveles moderados de vacío al sistema de impulsión y a la cavidad del molde durante el ciclo d llenado puede reducir el volumen de poros atrapados. En el proceso Pore-Free TM se purga el sistema de impulsión y la cavidad con oxigeno, así, cuando se inyecta el metal fundido en la cavidad, se han formado diminutos óxidos sólidos y se ha creado una atmósfera que minimiza el atrapamiento de poros. Otra limitación del proceso de fundición a presión que también comparten sus variantes, es su limitada capacidad de contener machos desechables. Las altas velocidades a las que fluye el metal y altas presiones que se alcanzan una vez se ha completado el llenado de la cavidad originan graves tensiones en los materiales de los machos desechables utilizados en procesos como el moldeo en arena o en molde semi-permanente. Algunos materiales utilizados en los machos resisten frente a estas condiciones menor que otros pero en este caso suelen ser difíciles de separar de la colada. Mercury Marine ha utilizado machos de sal para formar complejas configuraciones internas en motores de dos tiempos con gran éxito, y han surgido nuevos conceptos de machos desechables lo que supone una gran promesa y tal vez esto no sea una limitación en el futuro. Todos los procesos de fundición en general requieren además instalaciones robustas y relativamente caras para someter el metal bajo altas presiones durante el rápido llenado de la cavidad y la solidificación. La amortización de un equipo de última tecnología y los costes de las herramientas han de ser repartidos entre un gran numero de piezas, así que normalmente la fundición a presión no es rentable cuando se fabrican menos de mil piezas al año o en total. Página 9 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al FUNDICIÓN A PRESIÓN EN VACÍO Descripción El principio de este proceso es el siguiente: Si se elimina la atmósfera del sistema de inyección y la cavidad, entonces el aire capaz de ser mezclado y atrapado durante el llenado turbulento de la cavidad puede ser muy poco o ninguno. Con este fin, algunos sistemas de vacío consiguen solamente un vacío parcial, 60 u 80 % y proporcionan un excelente ventilado. De hecho mejoran significativamente el llenado y la integridad de las coladas, pero no pueden fabricar piezas sin que aparezcan burbujas tras ser sometidas a un tratamiento térmico. El objetivo de estos sistemas es eliminar virtualmente la atmósfera en el sistema de inyección y la cavidad y así fabricar piezas sólidas, que puedan ser tratadas térmicamente y con propiedades mecánicas fiables y predecibles. Para conseguir esto, el sistema de inyección y la cavidad deben estar bien sellados para evitar contener aire en el ambiente durante el vacío. También se requiere un tortuoso camino entre la cavidad y la fuente de vacío para evitar verter metal fundido en el sistema de vacío cuando se ha alcanzado la presión límite al final de cada inyección. Actualmente existen varias versiones de fundición a presión en vacío con diferentes niveles de vacío como Hodoler/Optivac TM, Thurner TM, Verticast TM, o. Vacural TM. Vacural TM . es un proceso ofrecido por Mühler Weingarten, Alemania, y consiste en evacuar completamente el sistema de inyección y la cavidad, mientras que el metal fundido se vierte en vacío en el inyector y entonces se inyecta a alta presión en el molde. Página 10 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Instalación del proceso Vacural TM 1. Horno 2. Tubería de succión 3. Cámara de fundir 4. Pistón 5. Placa fija 6. Parte fija del molde 7. Válvula de vacío 8. Parte móvil del molde 9. Cavidad Ilustración 6 Cortesía de Müller Weingarten, Alemania 10. Válvula 11. Bomba de vacío 12. Tanque de vacío Alcoa utilizó este equipo para desarrollar a partir de Vacural TM el proceso AVDC (Alcoa Vacural Die Casting) que actualmente emplea para hacer componentes de chasis para automoción. Una vez se cierra el molde, el aire se evacua a través del molde y la cámara de llenado y el metal fundido se vierte en la cámara de llenado a baja presión. Los equipos de colada tiene fuerzas de cierre de entre 750 y 4100 t y pueden fabricar piezas de más de 20 Kg. Página 11 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Ventajas El proceso de fundición a presión en vacío es capaz de conseguir secciones de colada muy delgadas ( menos de 2mm). La piezas son sólidas y pueden ser tratadas térmicamente, si se requiere, sin la aparición de burbujas. Si se utilizan aleaciones especiales la fundición a presión en vacío proporciona coladas de gran ductilidad. Limitaciones Es difícil mantener los altos niveles de vacío necesarios en moldes complejos, especialmente en aquellos con numerosas guías. Muchas superficies y uniones se han de sellar contra las fugas o la intrusión de la atmósfera ambiental. Las instalaciones y herramientas necesarias son relativamente caras, la naturaleza de las aleaciones utilizadas y gran gasto de material durante el proceso hacen que la fundición a presión en vacío sea más cara que el proceso tradicional. Aun así las piezas obtenidas en este proceso pueden ser muy rentables. Las piezas delgadas son difíciles de extraer de un molde de acero y enfriar a temperatura ambiente sin una combadura significante y el consecuente proceso de enderezado requerido para contrarrestar este efecto. Aleaciones especiales: Silafont-36 y Magsimal-59 La mayoría de las aleaciones que se utilizan en procesos como los de Alcoa son aleaciones AlSi. La resistencia media de las coladas es de 240MPa, la deformación media de 15 % y el espesor de pared mínimo es aproximadamente de 2 mm. Las coladas obtenidas con estas aleaciones normalmente necesitan un tratamiento térmico para aumentar sus propiedades mecánicas. Para evitar el aumento de coste de realizar este proceso, Alcoa ha desarrollado la aleación C446, cuyas propiedades son parecidas a las de la aleación AlSi9Mg ( EN AC 43300, Silafont-36) sin tratamiento. Página 12 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Por otro lado, las típicas aleaciones secundarias que se utilizan en el proceso de fundición a presión tradicional contienen un 1% o más de hierro para prevenir la “soldadura” de la colada al molde de acero. El aluminio fundido se ha denominado merecidamente “solvente universal” ya que tiene una fuerte afinidad para disolver otros metales. La fase eutéctica ternaria Al-FeSi sucede con un 0.8% de hierro, así si la aleación fundida ya contiene un alto nivel de hierro, existe en el metal fundido una reducida fuerza de conducción que le lleva a atacar y disolver el acero desprotegido del molde durante el llenado de la colada. Sin embargo, el hierro en estos niveles tan altos forma fases primarias con aluminio, silicio y otros componentes de la aleación. Estas fases son especialmente perjudiciales para la ductilidad, siendo ésta una de las propiedades más importante para las piezas resultantes. La soldadura cobra importancia a altas velocidades (<10m/s) y de normal a alta temperatura (670 ºC o más) y más durante la fundición a presión en vacío que en otros procesos como el squeeze casting (baja velocidad) o tixocasting (baja temperatura). Para superar el problema de la soldadura durante el vacío se necesitaron aleaciones especiales. Rheinfelden Aluminium en Alemania, ha desarrollado dos aleaciones especialmente para procesos de fundición a presión en vacío: Silafont-36 y Magsimal-59. Ambas contienen un 0.5-05% de manganeso, que ha sido probado como un efectivo sustituto del hiero para prevenir la soldadura. Página 13 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al SQUEEZE CASTING Introducción Existen dos versiones distintas de squeeze casting, directo e indirecto. Sin embargo, ambas utilizan el mismo principio: el metal fundido se introduce en la cavidad con una mínima turbulencia y solidifica bajo presión alta en un molde cerrado muy robusto, normalmente férrico. La alta presión y un contacto íntimo de la aleación fundida con la superficie metálica del molde produce una solidificación muy rápida, small secondary dendrite arm spacing (SDAS), mímima porosidad y excelentes propiedades mecánicas. Direct squeeze casting También se denomina liquid-metal forging, ya que se consigue en instalaciones más parecidas a las de forja que a las de fundición a presión. En este proceso, el metal líquido se vierte en la parte inferior de un molde contenido en una presa hidráulica entonces se cierra la parte superior del molde y se aplica una presión alta (normalmente 100 MPa o más) sobre el total de la cavidad hasta que la pieza solidifica. Como no se trata de una variación del proceso de fundición a presión no se continuará detallando el proceso. Indirect squeeze casting Este proceso sin embargo, si es semejante al de fundición a presión pues se lleva a cabo con equipos y herramientas parecidos. Durante este proceso, el metal fundido debidamente preparado, limpio con grano refinado y modificado, se vierte en el mango inyector de una máquina horizontal o vertical, como muestra la figura. Ilustración 7 Cortesía de Ube Machinery, Japón Página 14 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al A partir de aquí, se inyecta en el molde a través de unos bebederos relativamente grandes y a una velocidad relativamente lenta (normalmente por debajo de 0.5m/s). El metal fundido solidifica bajo presiones que varían ente un mínimo de 55MPa y un máximo de 300MPa, aunque el rango más utilizado es de 80 a 110MPa. Ventajas Es el proceso más indicado para piezas de seguridad en automoción como pivotes de dirección. Es especialmente útil para piezas pesadas como los pivotes pero está limitado considerablemente para piezas delgadas como marcos de chasis o soportes. A356 (Al7SiMg, EN AC-42000)es una de las aleaciones más populares utilizadas en squeeze casting, pero eso no significa que sea la única aleación. Casi cualquier aleación de las utilizadas en molde permanente podría ser candidata para squeeze casting. Como el metal fundido permanece en íntimo contacto con el molde de acero a través de la solidificación, el SDAS de la superficie de las coladas suele ser excepcionalmente pequeño (del orden de 10 a 15 micras) y la textura de las superficie de la colada es muy fina. Ambas características mejoran las propiedades de fatiga e impacto lo que hace que estas coladas funcionen muy bien durante los test de durabilidad de los productos de automoción. Este contacto íntimo entre el metal fundido y el molde durante la solidificación tambien proporciona un frío intenso en las coladas de estructuras, proporcionando valores de SDAS entre 25 y 35 micras. Las propiedades mecánicas de las coladas también son muy buenas. Limitaciones Presenta las siguientes desventajas: Vida útil del molde relativamente corta, las temperaturas típicas de fundición durante el proceso de squeeze casting son de 700 a 730 º C, un poco más altas que las típicas de fundición a presión, de 650 a 660 º C, así que la diferencia de temperatura entre el molde y el metal fundido es más alta y esta diferencia es la que lleva al comienzo de la fatiga térmica en la superficie del molde Costoso proceso de eliminación de bebederos, se deben serrar de las piezas coladas Página 15 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Poco apropiado para paredes delgadas o piezas muy detalladas Cavidad limitada, las altas presiones limitan el área proyectada que una maquina de tonelaje puede contener Limitada capacidad para contener machos internos desechables, como en otros procesos a alta presión. Aleaciones especiales: Magsimal-59 Como se ha comentado antes la aleación A356 es una de las aleaciones más populares utilizadas en squeeze casting, pero casi cualquier aleación de las utilizadas en molde permanente podría ser candidata para ser utilizada. Con la A356 se consiguen valores de resistencia a tracción de 300-320MPa, 230-250 de límite elástico y 10-145 de deformación. La versión superior de la misma aleación con magnesio A357, consigue una mayor resistencia, 360MPa de resistencia a tracción y 295MPa de límite elástico pero a costa de ductilidad 5-6%. En cambio, la versión inferior con magnesio (F356) proporciona menos resistencia, 20MPa resistencia a tracción y 150MPa de límite elástico pero con una mayor ductilidad. Para obtener estas propiedades mecánicas es indispensable utilizar un tratamiento térmico lo que significa un envejecimiento artificial. Por este motivo Rheinfelden desarrolló una aleación especial, Magsimal-59, que proporciona unas sofisticadas propiedades mecánicas sin necesidad de aplicar un tratamiento térmico. Página 16 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es PROCESOS SSM ( SEMI SOLID METAL) : THIXOCASTING Y RHEOCASTING Introducción Hasta ahora se ha denominado a los procesos de conformado semisólido, procesos SSM en Norte América y thixocasting o thixoforming en Europa. Pero actualmente, se ha tenido en cuenta otra distinción a la hora de utilizar estos términos. En función del estado del material de entrada se ha denominado thixocasting, si el material de entrada es un lingote (que ha sido colado previamente para obtener su microestructura), o rheocasting si el material de entrada es un lodo, (metal fundido en estado pastoso). En los últimos años se han desarrollado nuevas tecnologías de rheocasting como New Rheocasting o Sub Liquidus Casting , por lo que se denomina procesos de conformado en estado semisólido (SSM) al conjunto de todos ellos. Ilustración 8 Lingote típico de thixocasting Cortesía de IFAM, Alemania Thixocasting Durante muchos años este proceso ha sido el más utilizado y el lingote que podía cortarse fácilmente con un cuchillo como si fuera mantequilla, como muestra la figura anterior( Ilustración 8 ) ha sido el símbolo de los procesos SSM. Página 17 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al El proceso consiste en recalentar, normalmente por inducción, un lingote obtenido aplicando agitación electromagnética durante la su fabricación, que después se coloca en el inyector de una máquina semejante a la de fundición a presión y se inyecta en la cavidad. El resultado es un producto de microestructura globular. Los glóbulos son el resultado de: La fragmentación de las dendritas por agitación electromagnética durante la fabricación del lingote. La baja energía de forma adquirida cuando las pequeñas dendritas se encuentran suspendidas a la temperatura de precalentamiento del lingote La posterior fragmentación de la estructura alfa durante el flujo en el molde La temperatura correcta de proceso es aquella en la que la mayoría de la fase α del aluminio se encuentra en estado sólido y la mayoría de la fase globular y eutéctica Al-Si permanecen fundidas. En las aleaciones más utilizadas, A356 y A357, esta condición representa aproximadamente el cincuenta por ciento del volumen del sólido. Página 18 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al La fase globular α en la fase eutéctica es thixotrópica, de ahí su nombre, esto quiere decir que , sin aplicar ningún esfuerzo, los lingotes recalentados mantienen su forma y pueden ser colocados en el inyector de una máquina de fundición a presión utilizando simplemente unas pinzas, pero una vez que se ha aplicado un esfuerzo, como el que se aplica con el pistón, el material fluye fácilmente aunque como un líquido viscoso. Y esta es la mayor ventaja de los procesos semisólidos, la naturaleza viscosa del material semisólido permite fluir a gran velocidad manteniendo un frente fluido estable. En otras palabras, geometrías que en fundición a presión tradicional se colarían a altas velocidades (<10 m/s) acompañadas de gran cantidad de aire atrapado, se pueden colar en estado semisólido a velocidades relativamente altas (quizás 2 m/s o más) manteniendo un frente estable de metal, es decir, sin aire atrapado. Un fluido semisólido en el interior de la cavidad de un molde es mucho menos irregular que un fluido líquido a alta velocidad y puede llenar secciones delgadas incluso mejor que el líquido en muchas ocasiones. En resumen, el metal semisólido es capaz de llenar las mismas secciones delgadas y proporcionar el mismo grado de detalle y complejidad que la fundición a presión tradicional a la vez que consigue piezas sin burbujas atrapadas que pueden ser tratadas térmicamente sin la aparición de poros. Por otro lado, el lingote, material de entrada de este proceso, en cuyo proceso de fabricación es necesario aplicar agitación electromagnética, es mucho más caro que un lingote convencional y no se puede reutilizar sin ser de nuevo conformado en lingote siguiendo el proceso descrito. Por este motivo, los costes del material de entrada a menudo contrarrestan los beneficios económicos de este proceso y han servido como elemento disuasorio para su extensión en la mayoría de sectores industriales como automoción. Página 19 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Algunas empresas como Bühler, Suiza, han diseñado máquinas para este proceso. La que aquí se muestra es una adaptación de una de inyección a presión con un horno de preparación de material adjunto. Ilustración 9 Máquina de thixocasting New Rheocasting Los costes asociados con la producción de lingotes para procesos de thixocasting, han llevado en los últimos años al desarrollo de varias alternativas, cuyo material de entrada fuera un lodo en lugar de un lingote, que pudiera ser reutilizado en planta. Es el caso de New rheocasting, técnica patentada por Ube, Japón, que combina la tecnología de squeeze casting vertical con una nueva manera de procesar el material globular precursor. El líquido fundido se coloca en un horno caliente y se cuela en un carrusel de crisoles especialmente diseñado, bombeando el aluminio desde el horno de mantenimiento. Página 20 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Los crisoles se enfrían mediante chorros de aire homogéneamente distribuidos en su entorno. La estructura globular se obtiene controlando el enfriamiento del material durante el proceso de solidificación. En la etapa final del carrusel se alcanza el estado semisólido, y la temperatura se homogeniza en todo el crisol mediante un horno de inducción. Un brazo robotizado coge la lingotera e invirtiéndola, deja caer el material en la máquina NRC y a continuación se inyecta. Ilustración 10 Proceso New Rheocasting Página 21 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al La principal diferencia entre la microestructura del lingote obtenido por agitación electromagnética y la del lodo obtenida justo antes del llenado del molde, es que la microestructura del lingote siempre tiene fase eutéctica atrapada en el interior dela fase globular α y la del lodo no. Ilustración 11 Diferencia entre microestructuras Sub liquidus Casting Otro proceso prometedor con lodo de material de entrada y coste muy bajo es el Sub liquidus Casting. Fue desarrollado por la empresa THT Presses en el año 2001, y combina el diseño del equipo y la utilización de afinadores de grano, con un procesado simple del metal fundido mediante un cuidadoso control de temperatura. Una máquina de 100Tm, puede inyectar hasta 12kg de aluminio. Son máquinas de inyección vertical, y la partición del molde es horizontal. El material entra directamente del horno de mantenimiento o fusión a la máquina de inyección. El material líquido se introduce en la máquina de inyección a baja temperatura, próxima a la temperatura requerida en estado semisólido y, en poco tiempo, mediante el control de temperatura y la adición de afinadores de grano, se forma el lodo. Este se introduce en la máquina por uno o varios canales de inyección. Página 22 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Ilustración 12 Proceso Sub Liquidus Casting La ventaja de este proceso es que el lodo se forma en el interior del inyector por lo no requiere de instalación adicional ni tiempo de obtención del lodo. Ventajas En general los procesos de conformado semisólido son capaces de obtener las mismas dimensiones, detalles y paredes delgadas que el proceso tradicional de fundición a presión. Se obtiene casi piezas finales con mínimo mecanizado Se obtienen piezas de gran complejidad y paredes delgadas de poco peso, con el mínimo material necesario Ciclos más rápidos Mayor vida útil del molde. Página 23 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Otra ventaja posterior, en concreto de procesos de rheocasting, es la capacidad de utilizar aleaciones normales de fundición y de reutilizarlas en planta Limitaciones La única limitación corresponde al proceso de thixocasting, por el elevado coste que requiere para obtener los lingotes y por la incapacidad de reutilizar el material sin antes volver a formar un nuevo lingote. Aleaciones especiales. Thixalloy 630 y Thixalloy 650 Las aleaciones más utilizadas son la A356 y la A357. estas aleaciones tienen un alto contenido eutéctico y ofrecen buenas propiedades mecánicas cuando son tratadas térmicamente. La empresa SAG, Austria, suministra estas aleaciones en lingotes para procesos de thixocasting y las ha patentado como Thixalloy-630 para la A356 y Thixalloy-650, para la A357. Para el proceso de Sub Liquidus Casting la empresa Hydelko, Noruega, ha patentado afinadores de grano como TiBloy que proporciona un eficiente resultado en aleaciones típicas como la A356. Página 24 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al Evolución La siguiente gráfica muestra el análisis de patentes relacionadas con thixocasting de los últimos años: Ilustración 13 Análisis de patentes thixocasting Página 25 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Si se realiza el estudio por países se obtiene la siguiente gráfica: Ilustración 14 Análisis por países thixocasting Página 26 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 Fundición Al http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es NUEVAS ALEACIONES 1 Silafont-36 Descripción Es una aleación de aluminio empobrecida en hierro para fundición a presión del tipo AlSi9MnMg con Sr. La adición de estroncio proporciona mayor ductilidad. La aleación con manganeso impide la adherencia y mejora el desmoldeo. Esta aleación fue desarrollada por Rheinfelden con el objetivo de alcanzar la máxima deformación para valores de esfuerzo medios en comparación con las aleaciones tradicionales. Puede incluso ser sometida a tratamiento térmico consiguiendo valores de deformación por encima del 15% o valores de resistencia a la tracción de 260MPa. Además de estas propiedades mecánicas esta aleación presenta las propiedades necesarias para el proceso de fundición a presión, es decir, funde excelentemente, no presenta adherencia a la cavidad del molde y es fácilmente trabajable. Presenta buena resistencia a la corrosión, alta durabilidad, es fácilmente soldable para la construcción de perfiles de aluminio y es apropiada para remachado y roblonado, características que cobran mayor importancia, cada vez en más aplicaciones, pero en especial en el sector de automoción. Nomenclatura Composición química AlSi9Mg Si Fe 9,5-11,5 0,15 Cu Mn Mg 0,03 0,5-0,8 0,1-0,5 Zn Ti Otros 0,10 0,15 Sr Página 27 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Propiedades Dureza Límite elás- Resistencia Proceso de Deformación Brinell Clasificación tico Rp0,2 a tracción fundición A [%] HB 5/2502 2 [N/mm ] Rm [N/mm ] 30 A presión F 120 - 150 250 - 290 5 - 10 75 - 95 A presión aw T5 155 - 245 275 - 340 4-9 90 - 110 A presión ka T4 95 - 140 210 - 260 15 - 22 60 - 75 A presión wa T6 210 - 280 290 - 340 7 - 12 100 - 110 A presión ü T7 120 - 170 200 - 240 15 - 20 60 - 75 Principales proveedores Rheinfelden. Alemania www.alurheinfelden.com www.sag.at SAG. Austria Empresas que lo utilizan Fonderie Masue. Fancia www.fonderie-masue.fr Gibs Die Casting Corp. USA www.gibbsdc.com Hess Form+ Licht. Alemania www.hess-form-licht.de Sapa AB. Suecia www.sapagroup.com Handtmann . Alemania www.handtmann.de Página 28 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 Fundición Al http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es 2 Masigmal-59 Descripción Magsimal-59 es una aleación empobrecida en hierro del tipo AlMgSiMn. La microestructura consiste en Aluminio y una dispersión muy fina de eutéctica ternaria. Fue desarrollada por Rheinfelden, Alemania, con el propósito de obtener una aleación que proporcione sofisticadas propiedades mecánicas sin necesidad de tratamiento térmico, para procesos con alta velocidad de solidificación como el squeeze casting o procesos de fundición a presión. Posee excelentes propiedades mecánicas y dinámicas en espesores de pared finos. Muy soldable y apropiada para remachado. Alta resistencia a la corrosión y apta para el pulido mecánico . Tiene aplicación en piezas de seguridad de automoción obtenidas por fundición, construcciones estables y dinámicas y construcciones con perfil de aluminio. Nomenclatura: AlMg5Si2Mn Composición química Si Fe Cu Mn Mg Zn Ti Be 1,8-2,6 0,2 0,05 0,5-0,8 5,0-6,0 0,07 0,20 0,004 Página 29 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es Propiedades Límite elásProceso de Rp0,2 Clasificación tico fundición 2 [N/mm ] A presión F >220 A presión F 160 - 220 A presión F 140 - 170 A presión F 120 - 145 Resistencia a tracción 2 Rm [N/mm ] >300 310 - 340 250 - 320 220 - 260 Espesor de Deformación pared A [%] [mm] 10 – 15 <2 12 - 18 2–4 9 - 14 4–6 8 - 12 6 – 12 Principales proveedores Rheinfelden. Alemania Fundición Al email: observatorio@aimme.es www.alurheinfelden.com Empresas que lo utilizan Gibs Die Casting Corp. USA Handtmann . Alemania AE Group. Alemania www.gibbsdc.com www.handtmann.de www.ae-group.de Página 30 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es 3 Castasil-37 Descripción En 1994 Rheinfelden presentó la primera aleación de alta ductilidad para fundición a presión, Silafont-36, que hoy en día está consolidada en el mercado. Un año más tarde presentó Magsimal-59, una aleación de superiores propiedades mecánicas y ductilidad en estado F, cuyas ventas están creciendo. Y en 2004 presentó Castasil-37, una nueva aleación de fundición a presión, para aplicaciones que requieren alta resistencia al envejecimiento a largo plazo. Se trata de una aleación del tipo AlSi, empobrecida en hierro, cobre y zic lo que asegura una buena resistencia a la corrosión. Posee una excelente ductilidad (<12%) y límite elástico medio (<120Mpa), en estado F, lo que permite en muchas ocasiones evitar el tratamiento térmico. No muestra un aumento de las propiedades mecánicas influenciado por las altas temperaturas, como las que se dan en los compartimentos de los motores, por lo que se puede considerar un material estable. Esto se debe a su bajo contenido de Magnesio por debajo de 0.06%. Es muy soldable y debido a sus características, es un material muy apropiado para piezas estructurales como pivotes, marcos y pilares de automoción. Nomenclatura Composición química AlSi9Mn Si Fe 8,5-10,5 0,15 Cu Mn Mg Ti Sr 0,05 0,35-0,60 0,06 0,2 0,006-0,025 Página 31 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es Propiedades mecánicas Límite elásProceso de Clasificación tico Rp0,2 fundición 2 [N/mm ] A presión F 140 A presión F 120 A presión F 105 A presión F 95 Fundición Al email: observatorio@aimme.es Resistencia a tracción 2 Rm [N/mm ] 280 260 250 220 Espesor de Deformación pared A [%] [mm] 12 2 14 3 14 4 14 6 Principales proveedores Rheinfelden. Alemania www.alurheinfelden.com Página 32 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es 4 Maxxalloy ultra Descripción La empresa SAG, Austria, ha desarrollado una aleación empobrecida en hierro de alta ductilidad cuyas excelentes propiedades mecánicas permiten en muchas ocasiones evitar el tratamiento térmico. Sus propiedades mecánicas dependen del espesor de pared. La resistencia y la deformación disminuyen cuando aumenta el espesor por lo que es apropiada para la fabricación de piezas sometidas a altos esfuerzos Nomenclatura AlMg5Si2Mn Composición química Si Fe Cu Mn Mg Zn Ti Otros 2,2-3 0,2 0,02 0,6-0,8 5,6-6,2 0,07 0,05015 0,02 Propiedades Dureza Límite elás- Resistencia Proceso de Deformación Brinell Clasificación tico Rp0,2 a tracción fundición A [%] HB 5/2502 2 [N/mm ] Rm [N/mm ] 30 A presión F 220 350 14-16 95-100 A presión F 200 330 9-12 90-100 Principales proveedores SAG. Austria www.sag.at Página 33 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 Espesor de pared [mm] 2–4 4–6 http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es 5 Unifont-94 Descripción Una opción para eliminar el tratamiento térmico es utilizar aleaciones “self-hardening” (tipo AlZnSiMg), la principal de ellas se conoce como AlZn10Si8Mg (UNIFONT®-94). Esta aleación alcanza altos valores de resistencia a la tracción y de límite elástico, sin embargo su baja ductilidad limita su rango de aplicación. Se puede mecanizar y pulir fácilmente pero no presenta buena resistencia frente a la corrosión Nomenclatura AlZn10Si8Mg Si Fe 8,5- 9,5 0,4 Composición química Cu Mn Mg Zn Ti 0,03 0,4 0,3-0,5 9,0-10,0 0,10 Propiedades Dureza Límite elás- Resistencia Proceso de Estado de Deformación Brinell tico Rp0,2 a tracción fundición tratamiento A [%] HB 5/2502 2 [N/mm ] Rm [N/mm ] 30 A presión rl T1 230 - 280 300 - 350 2-4 110 - 120 0 Principales proveedores Rheinfelden. Alemania SAG. Austria www.alurheinfelden.com www.sag.at Página 34 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al 6 Thixalloy 630 Descripción La empresa SAG suministra lingotes de la aleación A356 en material globular para procesos de thixocasting Nomenclatura Al7Si0.3Mg Composición química Si Fe Cu Mn Mg Ti 6,5-7,5 Max 0,15 Max 0,05 Max 0.10 0.250.40 0,010.15 Propiedades mecánicas Límite elásProceso de Deformación Clasificación tico Rp0,2 fundición A [%] 2 [N/mm ] Thixoforming T6 200-260 8-18 Principales proveedores SAG. Austria www.sag.at Página 35 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es Fundición Al email: observatorio@aimme.es 7 Thixalloy 650 Descripción La empresa SAG suministra lingotes de la aleación A357 en material globular para procesos de thixocasting Nomenclatura Al7Si0.6Mg Composición química Si Fe Cu Mn Mg Ti 6,5-7,5 Max 0,15 Max 0,05 Max 0.03 0.450.60 0,010.15 Propiedades mecánicas Límite elásProceso de Clasificación tico Rp0,2 fundición 2 [N/mm ] Thixoforming T5 190-210 Thixoforming T6 270-300 Resistencia a tracción 2 Rm [N/mm ] 250-280 320-340 Deformación A [%] 6-11 8-11 Principales proveedores SAG. Austria www.sag.at Página 36 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al 8 Mercalloy 366 Mercury Marine ha desarrollado una nueva aleación , Mercalloy 366, que ofrece mayor ductilidad y resistencia frente al resto de aleaciones del proceso tradicional de fundición a presión. Actualmente utliza está aleación para la contrucción de hélices de aluminio. Y la versión superior, la 367, para las carcasas de los motores fuera borda. Sus propiedades mecánicas se pueden ver en las siguientes gráficas. Página 37 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68 http://observatorio.aimme.es email: observatorio@aimme.es Fundición Al BIBLIOGRAFÍA John L. Jorstad High Integrity Die Casting Process Variations International conference on structural Aluminium Casting. Noviembre 2003 Baile Puig, Maria Teresa Estudio de la Conformación de Componentes Aluminio-Silicio en Estado Semisólido Tesis UPC, Julio 2005 Mathéo Software. Análisis de patentes: Colada bajo presión o por inyección. Observatorio tecnológico de AIMME . Junio 2005 Mathéo Software. Análisis de patentes: Fundición tixotrópica. Observatorio tecnológico de AIMME . Noviembre 2005 Página 38 de 38 AIMME - Instituto Tecnológico Metalmecánico. Parque Tecnológico, Avda. Leonardo Da Vinci, 38. 46980 PATERNA (Valencia) SPAIN. Tel.: +34 96 131 85 59. Fax: +34 96 131 81 68