diseño y construcción de un tribómetro arena seca/disco vulcanizado.
Anuncio

F
i M
E
UNIVERSIDAD VERACRUZANA
FACULTAD DE ING ENIERÍA MECÁNICA ELÉCTRICA
XALAPA
PR O G RA M A ACREDITADO PO R EL CACEI
C O N S EJO DE ACREDITACIÓN DE L A EN SEÑ AN ZA DE L A INGENIERÍA, A. C.
AGOSTO DE 2007
ALC.
EFRA1N SOTO ROMERO
PRESENTE.
EN RELACION A SU SOLICITUD RELATIVA, ME ES GRATO TRANSCRIBIR A USTED A
CONTINUACIÓN EL TEMA QUE APROBADO POR EL H. CONSEJO TÉCNICO Y LA
DIRECCIÓN DE ESTA FACULTAD QUE PROPUESTO POR ING. ANDRES LOPEZ
VELASQUEZ PARA QUE LO DESARROLLE COMO TRABAJO RECEPC10NAL DE
INGENIERO MECANICO ELECTRICISTA.
“ DISEÑO Y CONSTRUCCION DE UN TRIBOMETRO ARENA SECA/DISCO
VULCANIZADO”
CAPITULO I
CAPÍTULO II
CAPITULO III
CAPITULO IV
CAPITULO V
INTRODUCCION
MARCO TEORICO
DESARROLLOS ACTUALES EN TRIBOMETRIA
DISEÑO Y CONSTRUCCION DEL TRIBOMETRO ARENA SECA/
DISCO VULCANIZADO
CALIBRACION Y RESULTADOS
CONCLUSIONES
BIBLIOGRAFIA
ANEXOS
ATENTAMENTE.
ENTAME
XALAPA, VER A 18 DE SEPTIEMBRE DEL 2009.
__IA CUEVAS
OR
ING.
•
jcc.
Circuito Gonzalo Aguirre Beitrán S/N
C.R 91000 Zona Universitaria
Xalapa, Ver.
fH M e@ N V .M X
Tel-Fax (228) 1 41 10 31
Directo (228) 8 42 17 57
D E D IC A T O R IA
A DIOS:
Gracias que me diste la oportunidad de vivir y de regalarme una fam ilia
maravillosa.
A mis padres que me dieron la vida y han estado conmigo en todo momento.
Gra,cia,s por todo mamá y papá por da,rme una ca,rrera pa,ra mi fu tu ro y por
creer en mí, aunque hemos pasado momentos difíciles siempre han estado
apoyándome y brindándome todo su amor.
Con respeto y admiración a mi director de tesis Dr. Andrés López Velázquez:
Por brindarme su ayuda desinteresada para lograr este trabajo. Gracias por
todo su apoyo, tiempo y paciencia, no solo por sus enseñanzas dentro del aula,
sino también por influir en miformación profesional.
A mis sinodales:
Mtro. M iguelÁ ngel Véíez Castillejos
Mtro. Rodolfo Sofórzano Hernández
Gracias por sus valiosas aportaciones y comentarios.
DISEÑO Y CONSTRUCCIÓN DE UN TRIBÓMETRO ARENA
SECA/DISCO VULCANIZADO.
JUSTIFICACION
OBJETIVOS
CAPÍTULO I: MARCO T E Ó R IC O ..................................................................................... 1
1.1
Tribología: concepto y estructura........................................................................ 1
1.2 Fricción: definición y clasificación........................................................................... 2
1.2.1 Tipos de rozam iento.......................................................................................... 2
1.2.2 Rozamiento estático........................................................................................... 3
1.2.3 Rozamiento dinám ico......................................................................................... 4
1.3 D esgaste..................................................................................................................... 6
1.3.1 Desgaste Abrasivo..............................................................................................6
1.3.2 Desgaste A dhesivo...........................................................................................14
1.3.3 Desgaste por frotadura (Fretting)................................................................... 17
1.4 Lubricación................................................................................................................20
CAPÍTULO II DESARROLLOS ACTUALES EN TR IB O M E TR ÍA ............................. 28
2.1 Tribóm etros...............................................................................................................28
2.2 Norma Internacional ASTM G 65-2000................................................................ 29
2.3 Tribómetros C om erciales....................................................................................... 31
2.4 Tribómetros no com erciales................................................................................... 36
2.4.1 Tribómetro de desgate adhesivo....................................................................36
2.4.2 Crio- tribómetro de alta ve locidad..................................................................38
2.4.3 Tribómetro am biental....................................................................................... 41
CAPITULO III DISEÑO Y CONSTRUCCION DEL TRIBOMETRO ARENA
SECA/DISCO VULCANIZADO ........................................................................................ 45
3.1 Definición del proceso de diseño según Norton................................................. 45
3.2 PROCESO DE D IS E Ñ O ........................................................................................ 46
3.2.1 Identificación de la necesidad o problem ática............................................. 46
3.2.2 Investigación primaria o p re lim in a r............................................................... 46
3.2.3. Planteamiento del objetivo........................................................................... 47
3.2.4 Especificaciones de desem peño....................................................................47
3.2.5 Generación de ideas........................................................................................ 48
3.2.6 Análisis................................................................................................................54
3.2.7 Selección............................................................................................................ 56
3.3 Diseño de Detalle.....................................................................................................58
3.4 Construcción y armado del equipo...................................................................... 64
3.4.1 Sistema estructural.......................................................................................... 64
3.4.2 Sistema de ca rg a ..............................................................................................65
3.4.3 Sistema porta - m uestras................................................................................ 66
3.4.4 Sistema motriz y de transmisión de potencia...............................................67
3.4.5 Sistema de Inyección de A re n a ..................................................................... 68
CAPÍTULO IV CALIBRACIÓN Y R E SU LTAD O S........................................................ 69
4.1 Procedimiento estándar para realizar experimentos con el Tribómetro Arena
seca/Disco Vulcanizado.................................................................................................69
4.2 Diseño de los experim entos...................................................................................72
4.2.1 Términos Básicos. Definición........................................................................ 73
4.2.2 Pasos iniciales para la Planificación de Experimentos.............................. 76
4.2.3 Modelación del experimento........................................................................... 77
4.2.4 Selección de la región experimental. Restricciones................................... 80
4.2.5 Codificación de los valores de variables.......................................................81
4.2.6 Realización del experim ento........................................................................... 82
4.2.7 Procesamiento Estadístico de los resultados.............................................. 83
4.3 Diseño Experimental para Máquina Arena Seca/Disco Vulcanizado
85
4.4 Procesamiento de los resultados..........................................................................89
4.5
Resultados............................................................................................................ 95
4.6
Teoría del análisis de resultados.................................................................... 101
4.6.1
Determinación del error permisible de la muestra (e ) absoluto
103
4.6.2
Grado de precisión del e n sayo ............................................................... 104
4.7 Análisis de los resultados experim entales.........................................................106
CONCLUSIONES.............................................................................................................109
REFERENCIAS BIBLIOGRAFICAS............................................................................. 110
ANEXOS
•
ANEXO I. PRESUPUESTO
•
ANEXO II. INFORMACIÓN DEL VULCANIZADO USADO EN EL DISCO
•
ANEXO III. NORMA INTERNACIONAL ASTM G65-00
•
ANEXO IV. PLANOS DEL TRIBÓMETRO
•
ANEXO V. FOTOS
JUSTIFICACIÓN
Una de las razones fundamentales para la realización de este proyecto consiste
en que en nuestro país no existe tecnología propia para la realización de ensayos
tribológicos. Este tipo de tecnología está disponible sólo en países altamente
desarrollados o industrializados tales como EUA, Reino Unido, Japón, España,
Alemania, Bélgica, entre otros; lo cual hace inalcanzable adquirir esta tecnología
en nuestro país debido a su alto costo, aunado a esto es el hecho de que para
operar tecnología extranjera enfrentamos las limitantes de adiestramiento,
capacitación, mantenimiento y el idioma.
Además considerando el aspecto medio-ambiental tomándose en cuenta que al
alargar la vida útil de un elemento mecánico, se requerirá de menos piezas
nuevas, y esto conllevará a una reducción en la generación de chatarra y ahorro
de energía.
Con la creación de este tribómetro será posible desarrollar Investigaciones
Experimentales en Tribología, con lo cual se generará Nuevo Conocimiento que
permitirá la explicación sobre el comportamiento de los materiales ante los
fenómenos de la fricción y el desgaste abrasivo. Contribuyéndose en el campo de
investigación de la tribología.
Dentro de los objetivos técnico - económicos de la Tribología se establecen tres
principales:
> Ahorro de energía
ó Ahorro de materias primas y materiales
>
Explotación óptima de los sistemas tribológicos
Debido a lo antes expuesto, es por ello que me he interesado en desarrollar este
proyecto de tesis el cual consiste en el diseño y construcción de una máquina
tribológica para el estudio y análisis del desgaste abrasivo, de acuerdo con la
norma internacional ASTM G65 - 00; el proyecto estará en la categoría de
autoequipamiento para equipo de laboratorio.
OBJETIVOS
1. Diseñar un equipo (Tribómetro arena seca/disco vulcanizado) para medir la
fricción y el desgaste abrasivo en los materiales, con la capacidad de
simular las condiciones de operación presente en el rozamiento de metales
u otros materiales.
2. Construir dicho equipo, para obtener por medio de las propiedades físicas y
mecánicas de los materiales, la cantidad de desgaste así como el
comportamiento de los materiales a dicho desgaste (abrasivo).
3. El equipo debe de cumplir con lo establecido en la Norma Internacional
ASTM G65-00 para poder ser comparable con las maquinas de la misma
clase pero de tipo comercial.
4. Proporcionar un equipo de prueba para el Laboratorio de Tribología de mi
Facultad, que complemente las Experiencias Educativas afines, como lo
son: Estructura y propiedades de los materiales y Ciencia de los materiales.
5. Realizar pruebas de fricción y desgaste abrasivo de los materiales.
CAPÍTULO I: MARCO TEÓRICO
1.1 Tribología: concepto y estructura.
La palabra Tribología es, a decir verdad un término nuevo, ya que es usado desde
hace menos de medio siglo. Etimológicamente hablando la palabra proviene del
griego tribos (desgaste) y logia (ciencia). La real academia de la lengua española
la define como la "Técnica que estudia el rozamiento entre los cuerpos sólidos,
con el fin de producir mejor deslizamiento y menor desgaste de ellos” . [1]
Ahora bien, la tribología aborda tres ramas de la Mecánica, las cuales son:
1) A n á lis is de la fric c ió n o rozam iento:
Se entiende como fricción "a la resistencia al movimiento durante el deslizamiento
que experimenta un cuerpo sólido al moverse sobre otro con el cual está en
contacto” . [2] Esta resistencia al movimiento depende de las características de las
superficies” . La fricción depende de
•
•
la reacción molecular (adhesión) entre las superficies
la reacción mecánica entre las partes en contacto.
Se habla de dos tipos de fricción: fricción estática y fricción dinámica. Cabe
mencionar que la fricción no es propiamente dicha una propiedad del material,
sino que más bien es una respuesta global del sistema.
Existen dos leyes que son muy importantes para el estudio del rozamiento, las
cuales son:
• La fuerza de fricción es proporcional a la carga.
• La fricción es independiente del área de deslizamiento de las superficies.
2) A n á lis is del desgaste:
• La fricción trae como consecuencia un daño en la superficie de contacto por
la remoción de material ya sea en una o en ambas superficies sólidas en
movimiento relativo, este daño se le conoce con el nombre de Desgaste.
3) T écnicas de L u b ric a c ió n :
La lubricación consiste en la introducción de una capa intermedia de un material
ajeno entre las superficies en movimiento. Estos materiales intermedios se
denominan lubricantes y su función es dism inuir la fricción y el desgaste. El
término lubricante es muy general, y puede estar en cualquier estado material:
líquido, sólido, gaseoso e incluso semisólido o pastoso.
Es uno de los campos más importantes de la Tribología y está dedicado
específicamente a la investigación, selección y métodos de aplicación de los
productos lubricantes conocidos, con el fin de conseguir los mejores resultados en
relación al razonamiento y el desgaste.
1.2 Fricción: definición y clasificación.
La Fricción se define como fuerza de rozamiento o fuerza de fricción entre dos
superficies en contacto a la fuerza que se opone al movimiento de una superficie
sobre la otra (fuerza de fricción dinámica) o a la fuerza que se opone al inicio del
movimiento (fuerza de fricción estática) [3].
1.2.1 T ip o s d e ro z a m ie n to
Existen dos tipos de rozamiento o fricción, la fricción estática (FE) y la fricción
dinámica (FD). El primero es una resistencia, la cual se debe superar para poner
movimiento un cuerpo con respecto a otro que se encuentra en contacto. El
segundo, es una fuerza de magnitud constante que se opone al movimiento una
vez que éste ya comenzó. En resumen, lo que diferencia a un roce con el otro es
que el estático actúa cuando el cuerpo está en reposo y el dinámico cuando está
en movimiento.
El roce estático es siempre menor o igual al coeficiente de rozamiento entre los
dos objetos (número que se mide experimentalmente y está tabulado) multiplicado
por la fuerza normal. El roce cinético, en cambio, es igual al coeficiente de
rozamiento, denotado por la letra griega
por la normal en todo instante.
No se tiene una idea perfectamente clara de la diferencia entre el rozamiento
dinámico y el estático, pero se tiende a pensar que el estático es mayor que el
dinámico, porque al permanecer en reposo ambas superficies, pueden aparecer
enlaces iónicos, o incluso microsoldaduras entre las superficies. Éste fenómeno es
tanto mayor cuanto más perfectas son las superficies. Un caso más o menos
común es el del gripaje de un motor por estar mucho tiempo parado (no sólo se
arruina por una temperatura muy elevada), ya que al permanecer las superficies
del pistón y la camisa durante largo tiempo en contacto y en reposo, pueden llegar
a soldarse entre sí.
Si la fuerza de rozamiento Fr es proporcional a la normal N, y la constante de
proporcionalidad la llamamos f-1:
(1.2.1)
Y permaneciendo la fuerza normal constante, podemos calcular dos coeficientes
de rozamiento el estático y el dinámico:
donde el coeficiente de rozamiento estático /^co rresp o n d e a la mayor fuerza que
el cuerpo puede soportar antes de iniciar el movimiento y el coeficiente de
rozamiento dinámico {¿des el que corresponde a la fuerza necesaria para
mantener el cuerpo en movimiento una vez iniciado.
1.2.2 R o z a m ie n to e s tá tic o .
F
— 1--------
Fig. 1.1 Rozamiento estático
Sobre un cuerpo en reposo al que aplicamos una fuerza horizontal F, intervienen
cuatro fuerzas:
F: la fuerza aplicada.
Fr: la fuerza de rozamiento entre la superficie de apoyo y el cuerpo, y que
se opone al movimiento.
P: el peso del propio cuerpo, igual a su masa por la aceleración de la
gravedad.
N: la fuerza normal, que la superficie hace sobre el cuerpo sosteniéndolo.
Dado que el cuerpo está en reposo la fuerza aplicada y la fuerza de rozamiento
son iguales, y el peso del cuerpo y la normal:
/'
A'
(1.2.4)
A
(1.2.5)
Sabemos que el peso del cuerpo P es el producto de su masa por la gravedad, y
que la fuerza de rozamiento es el coeficiente estático por la normal:
Esto es:
F = Fr =
} i em g
( 1 .2 .8 )
La fuerza horizontal F máxima que podemos aplicar a un cuerpo en reposo es
igual al coeficiente de rozamiento estático por su masa y por la aceleración de la
gravedad.
1.2.3
t
R o z a m ie n to d in á m ic o .
1
\
í
- mg 1 F
---- ------Fig. 1.2 Rozamiento dinámico
Dado un cuerpo en movimiento sobre una superficie horizontal, deben
considerarse las siguientes fuerzas:
F: la fuerza aplicada.
Fr: la fuerza de rozamiento entre la superficie de apoyo y el cuerpo, y que
se opone al movimiento.
F¡: fuerza de inercia, que se opone a la aceleración de cuerpo, y que es
igual a la masa del cuerpo m por la aceleración que sufre a.
P: el peso del propio cuerpo, igual a su masa por la aceleración de la
gravedad.
N: la fuerza normal, que la superficie hace sobre el cuerpo sosteniéndolo.
Como equilibrio dinámico, podemos establecer que:
Sabiendo que:
(1.2.10)
(1.2.11)
Fi = ma
(1.2.12)
podemos reescribir la segunda ecuación de equilibrio dinámico como:
F =
| ma
(1.2.13)
Es decir, la fuerza resultante F aplicada a un cuerpo es igual a la fuerza de
rozamiento Fr mas la fuerza de inercia Fi que el cuerpo opone a ser acelerado. De
lo que también podemos deducir:
(1.2.14)
(1.2.15)
(1.2.16)
Con lo que tenemos la aceleración a que sufre el cuerpo, al aplicarle una fuerza F
mayor que la fuerza de rozamiento Fr con la superficie sobre la que se apoya.
1.3 Desgaste
Desgaste es usualmente definido como la remoción indeseable de material desde
superficies en contacto por acciones mecánicas [4]. Aunque este no es un
problema de servicio tan serio como la fractura, el desgaste es un problema
enormemente costoso.
En muchos casos el tipo de deterioro entre superficies en contacto puede
minimizarse mediante una lubricación apropiada, filtrado, ingeniería de materiales
y diseño apropiado, entre otros factores. Cuando se estudia cualquier falla donde
se conoce que existe desgaste o se sospecha, es necesario tener un buen
entendimiento de la historia y operación de la parte o mecanismo involucrado. En
muchos casos, no es posible conducir una buena investigación simplemente
examinando la parte desgastada solamente. Debido a que el desgaste involucra la
interacción con otras partes y/o materiales, estos deben ser estudiados también;
debido a que el desgaste es un fenómeno de superficie, todo lo que afecte la
superficie es probable que afecte el comportamiento al desgaste.
Consideraremos en este capítulo los siguientes tipos de desgaste:
*
Desgaste Abrasivo
1. Desgaste Erosivo
2. Desgaste por afilado
3. Desgaste por excavado
*
Desgaste Adhesivo
*
Desgaste por frotadura (Fretting)
1.3.1 D e s g a s te A b r a s iv o
La categoría general de desgaste abrasivo puede ser caracterizado por una simple
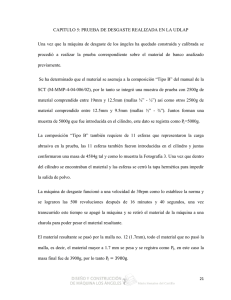
palabra: cortadura (cutting).El desgaste abrasivo ocurre cuando partículas duras
suspendidas en un fluido o proyecciones de una superficie ruedan o deslizan bajo
presión contra otra superficie como se muestra en la Fig. 1, por lo tanto cortando
la otra superficie [5]. Otra característica importante del desgaste abrasivo es el
calor que es generado por la fricción entre los dos materiales.
DúHnjser
A»atKftátVO—
íartvse
ni
M*=tai reno ved
r « Atvravv» narliri«
Fig. 1.3 Representación idealizada de dos tipos de aplicaciones de fuerza
sobre partículas en desgaste abrasivo. (a) Representa la acción cortante o de
arado de un a partícula contenida bajo presión. Esto es, la partícula no está
libre pero está bajo presión de otra partícula u objeto sólido. Esto es
característico de abrasión por esmerila do y tallado, en los cuales partículas
duras son forzadas a rasgar o cortar la superficie del metal. (b) Representa la
acción cortante o de arado de partículas libres que a través de la superficie
de un metal después de impactar sobre la superficie. Esto es característico
del desgaste erosivo, en la cual partículas libres chocan con la superficie a un
ángulo, entonces se deslizan a través de la superficie.
En general, el desgaste abrasivo puede algunas veces ser reducido o tratado por
uno de varios métodos, los cuales pueden o no ser prácticos en circunstancias
individuales:
> In cre m e n ta r la dureza s u p e rfic ia l: Esta es una solución más bien obvia a
los problemas de desgaste abrasivo; sin embargo, esta puede no siempre
ser la respuesta a un problema específico. En herramientas de corte, tales
como varios tipos de cuchillos, incrementando la dureza puede en verdad
hacer la herramienta de corte más resistente a perder el borde cortante. Sin
embargo, incrementando la dureza también incrementa la posibilidad de
fractura frágil de la herramienta cortante misma. La fractura frágil sería un
problema mucho mas serio que la pérdida de filo por desgaste abrasivo,
debido a que la herramienta amellada puede siempre afilarse y rehusarse,
mientras que una hoja (blade) rota puede causar heridas a las personas o
máquinas después de la fractura.
>
R em over p a rtícu la s extrañas: Si son duras, las partículas extrañas causan
desgaste abrasivo, también parece obvio que si las partículas son
atrapadas y removidas, el desgaste no puede tener lugar. Esta es
exactamente la razón por la que se utilizan filtros para el aire, agua y aceite
en varios tipos de mecanismos.
>
R eem plazar la parte desgastada: Una de las maneras mas prácticas
mediante las cuales vivimos con el desgaste es simplemente diseñar partes
y ensamblajes que están sujetos al desgaste abrasivo en tal manera que
ellos pueden ser reemplazados cuando ellas se desgastan. Esta es una de
las maneras más simples y comunes de tratar con el problema. Sin
embargo, el reemplazo puede no ser práctico en una situación dada debido
a la inaccesibilidad, costos excesivos de mano de obra o de paradas, no
disponibilidad de partes de reemplazo en una emergencia u otros
problemas.
D esgaste p o r E ro sió n (ó erosión) ocurre cuando partículas en un fluido deslizan
o ruedan a velocidad relativamente alta contra una superficie. Cada partícula que
contacta la superficie corta una pequeña partícula de la superficie.
Individualmente, cada partícula removida es insignificante, pero un gran número
de partículas removidas sobre un largo periodo de tiempo puede producir grados
sorprendentes de erosión. El ejemplo clásico es el Gran Cañón del Río Colorado.
Cuando quiera que las partículas transportadas por la corriente del río entraran en
contacto con la roca relativamente suave de la rivera, pequeñas cantidades de
roca eran removidas. Durante millones de años esta gran abertura ha sido cortada
a través de la roca por la acción erosiva de las partículas de tierra en el río, las
cuales fluyen rápidamente en algunos lugares pero es más plácido en otros.
El desgaste erosivo puede esperarse en partes metálicas y ensamblajes donde las
condiciones anteriores están presentes. Áreas con problemas comunes son
encontradas en bombas e impulsores, abanicos, líneas de vapor y toberas, dentro
de los dobleces en tubos y tuberías, equipos de arenado y limpieza y áreas
similares donde existe considerable movimiento relativo entre el metal y las
partículas.
El desgaste erosivo puede ser reconocido por una o todas de las siguientes
condiciones, dependiendo de las partes involucradas:
*
R em oción general de re c u b rim ie n to s su a ves o m ateriales de la
su p e rficie : Esta es una forma común de desgaste de las hojas de los
abanicos y hélices. En aplicaciones automotrices, por ejemplo, la pintura del
lado posterior, o cóncavo, de la paleta es usualmente removida por la
acción cortante del polvo o partículas de tierra en el aire. El lado cóncavo
de la paleta rotativa de un abanico tiene una presión positiva, mientras que
el lado convexo tiene una presión negativa; la presión positiva fuerza a las
partículas contra la superficie, por lo tanto conduciendo al desgaste erosivo.
*
R asurado o acanaladura del m aterial: Este tipo de desgaste erosivo es
común en ensamblajes que involucran fluidos (líquidos o gases), donde el
diseño de partes es tal que el fluido fluye rápido o cambia de dirección en
ciertas localidades. Ejemplos son bombas o propulsores (impellers) en las
cuales las venas (aspas o paletas) empujan al fluido cargado de partículas
a través de varios pasajes. El lado interior de tubos o tuberías es a menudo
dañado en las curvas debido a la inercia de las partículas y el fluido las
fuerza contra el lado de afuera de las curvas. En maquinaria textil aún hilos
a elevada velocidad pueden causar erosión; un cambio repentino en la
dirección del hilo causa la acanaladura y desgaste erosivo en el ojete. Fig.
1.4.
Fig. 1.4 Desgaste abrasivo del ojete para hilo hecho de acero 1095
endurecido y templado. La ranura fue causada por un cambio brusco en
la dirección del hilo al salir del ojete. La vida de servicio fue mejorada
combinando el material del ojete a un acero de herramientas M2 de alta
velocidad, el cual contiene carburos esferoidales en una matriz de
martensita. La vida de servicio también pudo haberse mejorado
cambiando el ángulo de salida o redondeando la esquina haciendo una
boca acampanada del agujero.
*
Redondeado de esquinas: El desgaste erosivo puede cambiar la forma de
los impulsores, hojas de turbina y paletas de tal manera como para causar
una disminución sustancial en la eficiencia operativa. Un ejemplo de este
tipo de daño se muestra en la Fig. 1.5 con vistas "antes y después” . Si el
servicio hubiera sido continuado,
Fig. 1.5 Desgaste erosivo de un hierro fundido gris del impulsor de una
bomba. Las esquinas agudas del (a) nuevo impulsor han sido (b)
completamente redondeadas por el desgaste abrasivo de la arena en el
sistema de enfriamiento. El cambio de forma de las venas reduce la
eficiencia de la bomba; si el desgaste abrasivo continúa por suficiente
tiempo, las venas - se desgastarán completamente.
D esgaste p o r afilado. Las principales características del desgaste por afilado son
que este es causado primariamente por partículas bajo esfuerzos elevados que
cortan, o aran, muchos pequeños canales a velocidad relativamente baja a través
de la superficie del metal. La operación a elevados esfuerzos, baja velocidad es
característica de herramientas de labranza (arado, cultivadoras, rastrillos, etc.) y
otras partes en contacto con la tierra, tales como bordes cortantes o paletas y
similares. Existen muchas otras operaciones en otras industrias que tienen efectos
similares en las partes metálicas. Estos tienden a am ellar los bordes cortantes,
cambiando su forma haciéndolos que desempeñen su función menos
eficientemente o no hacerla del todo causando un servicio insatisfactorio.
Así, el desgaste por afilado puede ser reconocido si el tipo de servicio que lo
causa es conocido y si el desgaste ocurre en localidades de elevado esfuerzo,
particularmente en puntos o bordes, causando un cambio general en la forma de
la parte o partes involucradas. Cuando dos superficies metálicas duras se deslizan
una contra la otra, frecuentemente en presencia de un lubricante, cada una tiende
a suavizar (pulir) la otra, particularmente si están presentes partículas finas
abrasivas.
Endurecimiento de superficie por soldadura, rociado de material u otro medio de
deposición es frecuentemente utilizado para mejorar la resistencia al desgaste por
afilado. Usualmente los depósitos contienen grandes cantidades de carburos de
aleación, tales como de tungsteno, titanio, cromo, molibdeno, vanadio y otros.
El desgaste por afilado controlado puede algunas veces ser utilizado con ventaja
para mantener el comportamiento de auto afilado de ciertas herramientas.
Mediante el uso juicioso del principio del diente de la rata, superficies endurecidas
pueden utilizarse con superficies blandas para mantener una herramienta afilada.
El diente frontal de las ratas (actualmente de todos los roedores) tiene un esmalte
muy duro en la superficie frontal convexa pero dentina relativamente blanda en la
parte posterior cóncava, como se muestra en la Fig. 4. Cuando una roedor muerde
o rasga con sus dientes, la superficie de elevado esfuerzo es la posterior del
diente, mientras que el frente recibe poco o ningún esfuerzo o desgaste. Puesto
que la parte posterior es el área de elevado esfuerzo, este material suave se
desgasta más rápidamente que el material duro, a bajo esfuerzo de enfrente.
Puesto que los dientes de los roedores crecen continuamente, la punta del duro
esmalte está siempre afilada por el gradual desgaste de la dentina más suave. La
punta del esmalte duro se rompe, manteniendo los dientes con la longitud
apropiada. Los dientes son, en efecto, auto afilados, y no llegan a ser muy largos,
mientras el animal pueda roer.
grcHirh
Fig. 1.6 Diagrama de un diente auto afilable de un roedor
Este mismo principio puede ser aplicado a ciertas herramientas cortantes. Por
ejemplo, herramientas de arado pueden hacerse auto afiladas en el frente, la
superficie de elevado esfuerzo es suave en la parte posterior, lado de bajo
esfuerzo es endurecida superficialmente con un material apropiado. Durante el
servicio, la superficie suave, sometida a elevados esfuerzos se desgasta, la
superficie dura permanece relativamente sin daños y la herramienta de arado
permanece afilada. Como se muestra en la Fig. 1.7.
SGhfli
Fig. 5 Diagrama de una pala de arar auto afilable utilizando el mismo principio
del diente de un roedor mostrado en la Fig. 4. A medida que la pala de arado
corta a través del suelo de derecha a izquierda, el acero relativamente blando
en frente, lado de elevado esfuerzo es gradualmente desgastado, pero la cara
dura aplicada en la parte posterior, lado de bajo esfuerzo es continuamente
expuesta a la pinta afilada. Eventualmente, por supuesto, la parte debe ser
reemplazada, pero la vida de servicio puede ser muy larga en ciertos tipos de
suelos, particularmente aquellos sin rocas.
En la industria de la minería, herramientas de cavado son algunas veces
endurecidas superficialmente solamente en un lado para mantener la misma
acción de auto afilado, como se muestra en la Fig. 1.8.
Orre =jde
Fig. 6 Diente de cavar auto afilable de un equipo que tiene
contacto con el suelo mediante el desgaste controlado de
una superficie endurecida selectiva. El patrón de
endurecimiento de cara puede ser variado par ajustarse a la
condición, pero note que el diente partido está endurecido
en ambos lados, mientras que el diente auto afilado está
endurecido solamente en un lado.
D esgaste p o r excavado. Este tipo de desgaste es causado por esfuerzos
extremadamente elevados que golpean o impactan que tienden a cortar o excavar
grandes fragmentos de la superficie del metal. Este servicio es encontrado en
ciertas aplicaciones en los campos de movimiento de tierra, minería, canteras,
perforado de pozos petroleros, fabricación de acero, cemento y manufactura de
productos de arcilla, ferrocarriles, dragado y explotación de bosques y sin lugar a
dudas en otras industrias. Cuando productos duros, abrasivos son aplastados,
golpeados o tirados bajo esfuerzos extremadamente elevados, deterioro rápido de
las superficies de contacto puede ser esperado a menos que se tomen pasos para
prevenir este problema. En ciertos casos, podría ser más económico utilizar partes
reemplazables, tales como los dientes de los cubos (backhoe buckets). La Fig. 1.9
muestra el desgaste por excavado de un diente hecho de una aleación de acero
de medio carbono.
Fig. 1.9 Diente de un cucharón de una retrocabadora
(Backhoe bucket). (a) Condición original. (b) Parte superior
blanda del diente, hecha de acero 1010, se desgasta
considerablemente mas durante la operación en suelo rocoso,
frío que lo que se desgastó la (c) el lado plano opuesto de
acero 8640 de mediana dureza. El diente es una parte
reemplazable que es apretado so bre una punta para
mantenerlo en posición.
1.3.2 D e s g a s te A d h e s iv o
Similar al desgaste abrasivo, el desgaste adhesivo puede también ser
caracterizado por una sola palabra. En el caso de desgaste adhesivo, la palabra
es soldadura o, más precisamente, micro soldadura. El micro mecanismo actual
está bien descrito por el término desgaste adhesivo.
La Fig. 1.10 es una vista exagerada de dos superficies que están deslizándose
una con respecto a la otra. Ellas pueden o no estar separadas por un lubricante.
Cuando una punta, o aspereza, de una superficie entra en contacto con una punta
o aspereza de la otra superficie, puede existir micro soldadura instantánea debido
al calor de la fricción, como se muestra en la Fig. 1.10 (a). El movimiento relativo
continuo entre las dos superficies fractura un lado de la junta por soldadura, como
se muestra en la Fig. 1.10(b), haciendo la aspereza de un lado mayor y del otro
lado menor. La aspereza mayor está ahora disponible para contactar otra ene.
Lado opuesto, como se muestra en la Fig. 1.10(c).
Breare ÜKÍpr
t H jH fl isprr-r
Fig. 1.10 Ilustración esquemática de un proceso mediante el cual una partícula de restos de
desgaste es desprendida durante el desgaste adhesivo. A medida que las superficies se deslizan
una contra la otra, (a) una junta unida es (b) rasgada de una punta, o aspereza, entonces (c)
cortada por impacto con una punta adyacente mayor para formar una partícula de resto de
desgaste. Las puntas son grandemente exageradas en este bosquejo, pero el principio es preciso;
el metal también puede ser transferido de una superficie a otra mediante el proceso de micro
soldadura. Las flechas indican la dirección del deslizamiento.
La puntas puede ser fracturada por el nuevo contacto o re soldada al lado
opuesto, y el ciclo se repite. En cualquier caso, el desgaste adhesivo
frecuentemente inicia a una pequeña escala, pero rápidamente escala a medida
que las dos superficies alternativamente se sueldan y rasgan el metal de cada una
de las superficies. También, las partículas metálicas pueden ser arrastradas por el
lubricante, si está presente, a otras partes del mecanismo. Desgaste extremo
puede resultar, como se muestra en las Figs. 1.11 y 1.12, la falla completa del
mecanismo puede ocurrir. En desgaste adhesivo severo, los residuos están
formados de partículas metálicas liberes; en el acero de medio carbono, las
partículas mas finas pueden reaccionar con el medio ambiente para formar
partículas que son mayormente partículas de óxido libres.
Fig. 1.11 Desgaste adhesivo severo sobre un eje estacionario sobre el cual rotaba
un engrane planetario en presencia de un lubricante inadecuado. Debido a que la
fuerza radial estaba solamente de un solo lado del eje, el desgaste adhesivo fue
solamente sobre un lado. Sin embargo, el cubo entero del engrane fue dañado
por el desgaste adhesivo. Ambas partes eran de acero carburizado y endurecido.
Fig. 1.12 Desgaste adhesivo destructivo de una cruceta de diferencial con la
fractura de un “trunnion" severamente desgastado. Este vehículo era operado
primariamente a velocidades hacia delante; consecuentemente solamente el lado
delantero del “driver" fue severamente dañado por la rotación de los piñones del
diferencial sobre los “trunnions". El lubricante era inadecuado para esta
aplicación. La cruz del diferencial, o araña, y los piñones del diferencial estaban
hechos de acero carburizado y endurecido.
Como debe ser aparente, la interfase entre dos superficies en deslizamiento es un
sistema extremadamente complejo, que consiste de dos superficies metálicas
(cada una con sus propias características metalúrgicas, mecánicas, químicas y
topográficas) y usualmente un lubricante, el cual también es extremadamente una
mezcal compleja de características físicas y químicas que cambian con la
temperatura. En otras palabras, existen ambas buenas y malas combinaciones de
metales, y también buenos y malos lubricantes en una aplicación dada. La
situación ideal es que el lubricante logre la completa separación entre las partes
de las dos superficies metálicas, desafortunadamente, esto no siempre ocurre,
existirán problemas con el desgaste adhesivo.
La prevención del desgaste adhesivo usualmente puede ser lograda mediante el
uso de uno o todos de los siguientes métodos:
*
Debido a que el desgaste adhesivo es causado por temperaturas elevadas
localizadas, el lubricante debe mantenerse relativamente frío. Esta es la
razón por el uso de enfriadores en las transmisiones de carros de carrera.
Obviamente, entre más baja la temperatura del aceite, más baja será la
temperatura de la interfase.
*
Utilice metales en contacto que sean insolubles uno en el otro. Debido a
que el desgaste adhesivo es un proceso de micro soldadura, sigue que si
dos metales no se pueden soldar uno con el otro, no
puede haber desgaste adhesivo. Este es exactamente el principio que es utilizado
en los cojinetes de deslizamiento (por lo menos, no intencionalmente).
*
Utilice superficies pulidas, porque si no existen proyecciones que penetren
la película de fluido, existe una reducida probabilidad de desgaste adhesivo.
Si dos superficies pulidas están separadas por una delgada película de
lubricante, ellas se deslizarán esencialmente una contra la otra sin entrar en
contacto. Sin embargo, si una de las superficies tiene proyecciones que
rompen la película de lubricante, es más probable que ocurra el desgaste
adhesivo. En algunos casos, sin embargo, algo de rugosidad u ondulación
puede ser deseable ya que las depresiones pueden actuar como
reservorios que retienen lubricante.
*
Contaminar las superficies para mantenerlas químicamente "sucias” .
Películas químicas son frecuentemente utilizadas para prevenir el contacto
de metales similares que conduce al desgaste adhesivo. Aceites especiales
y otros lubricantes han sido desarrollados durante varios años para formar
una película superficial mono molecular sobre superficies de acero. Existen
lubricantes de extrema presión (EP) que son utilizados en aplicaciones
donde existen elevadas velocidades de deslizamiento, tales como en los
juegos de engranes hipoides en ejes de automóviles. Estos lubricantes
forman compuestos extremadamente delgados sobre las superficies que
previenen el contacto metal-metal.
1.3.3 D e s g a s te p o r fr o ta d u r a (F re ttin g )
El desgaste por frotadura es muy similar al desgaste adhesivo en que ocurre micro
soldadura sobre las superficies en contacto. La diferencia es que el desgaste
adhesivo está relacionado con interfaces que están deslizándose una contra la
otra, mientras que el desgaste por frotadura está relacionado a interfaces que
esencialmente están estacionarias una con respecto a la otra. Sin embargo, las
diminutas deformaciones elásticas o ligero movimiento actualmente ocurren, el
movimiento cíclico de extremadamente pequeña amplitud es suficiente para
causar mico soldaduras en ambas superficies, como se muestra en la Fig. 1.13.
Desgaste por frotadura también es conocido como corrosión por frotadura falso
“brinelling” , oxidación por fricción, fatiga por frotadura y desgaste por oxidación.
Fig. 1.13 Desgaste por frotadura de un eje de acero en la
interfase con el cubo que preten día estar con ajuste a presión.
La misma frotadura también apareció en el agujero del cubo.
Este es un daño típico en una junta que está normalmente
estacionaria pero que realmente tiene un ligero movimiento
entre el cubo y el eje.
La frotadura frecuentemente ocurre en juntas estacionarias que están fijas debido
al encogimiento o presión por las juntas por interferencia o por pernos, pasadores,
remaches u otros mecanismos y también en los varios contactos de puntos en
cojinetes antifricción o elementos rodantes. Esto significa que cojinetes antifricción
no rotativos que están sujetos a vibraciones sobre un periodo de tiempo pueden
tener desgaste por frotadura dondequiera que las bolas o rodillos contacten a las
pistas bajo carga. Si los cojinetes subsecuentemente rotan en servicio normal,
ellos podrían ser ruidosos debido al patrón de desgaste y pequeñas indentaciones
que están presentes en las pistas y las correspondientes secciones planas de los
elementos rodantes. El término “brinelling” falso es algunas veces utilizado para
describir las indentaciones. Sin embargo, el mecanismo de falla actualmente es
desgaste por frotadura. Frotadura es también un serio problema en partes como
ejes, donde esta puede iniciar la rajadura por fatiga en las superficies en contacto.
En efecto, muchas fracturas por fatiga de ejes son causadas directamente por
frotadura. Puesto que la frotadura es extremadamente difícil de prevenir, medidas
especiales deben tomarse para prevenir la fractura resultante de la frotadura, la
cual puede ocurrir en las ubicaciones más inesperadas e improbable, como se
muestra en la Fig. 1.14.
Fig. 1.14 D esgaste por frotadura severo de un eje estriado
que condujo a la fractura por fatiga.
Debido a que el desgaste por frotadura es esencialmente un fenómeno
estacionario, los restos que se forman son retenidos en o cerca de la ubicación
donde fue formado. Estos restos usualmente consisten de óxidos de los metales
en contacto; con metales ferrosos, este es chocolate, rojizo ó negro, dependiendo
del tipo de óxido de hierro formado. Por esta razón, con los metales ferrosos los
restos son algunas veces llamados "cocoa” ó lodo rojo cuando está mezclado con
aceite o grasa. Las aleaciones de aluminio forman un polvo negro cuando el
desgaste por frotadura está presente.
La prevención del desgaste por frotadura no es fácil. Sin embargo, su daño puede
algunas veces se minimizado con una o más de las siguientes medidas:
+
Eliminar o reducir vibraciones: Esto algunas veces puede ser logrado con la
ayuda de amortiguadores de vibraciones o rigidizando ciertos miembros
para incrementar la frecuencia natural de la vibración.
Ocasionalmente, sin embargo, ninguna de estas medidas es efectiva, y el
movimiento debe ser incrementado para mejorar la lubricación.
+
Eliminar o reducir el deslizamiento en la superficie: Esto algunas veces
puede ser logrado tratando de fijar las superficies rugosas juntas
incrementando la presión entre ellas. Sin embargo, si el deslizamiento no es
completamente eliminado, el desgaste por frotadura puede incrementarse
debido al incremento en el esfuerzo de contacto entre las superficies en
contacto.
+
Utilizar un material elastomérico en la junta: El rediseño completo de la
junta para incluir un buje elastomerito o manga puede ser necesario.
Vibraciones y movimientos diminutos todavía pueden estar presentes, pero
el material elastomérico absorbe el movimiento y previene el contacto
metal-metal.
Lubricar la junta: Debido a que la junta es esencialmente estacionaria,
lubricantes líquidos no pueden fluir a través de la interfase como puede
durante movimiento con deslizamiento continuo. Ciertas grasas, lubricantes
de películas sólidas (como disulfuro de molibdeno), y aceites se emplean
intentando reducir o retrasar la frotadura.
Prevenir la fractura: La fractura resultante del desgaste por frotadura puede
ser prevenido induciendo un esfuerzo residual compresivo o mediante
ciertos tratamientos térmicos, aunque estos probablemente no eliminarán la
frotadura. Uno de los medios más efectivos de prevenir la fractura por fatiga
es el uso de pre-estresado mecánico mediante el perdigonada, rolado
superficial o cualquier otro método de pre-estresado. Debido a que las
rajadura por fatiga no se pueden propagar fácilmente a través de barreras
de esfuerzos residuales de compresión, estos métodos pueden ser
utilizados para prevenir fracturas a menos que la parte sea utilizada a una
temperatura suficientemente elevada para aliviar los esfuerzos en el
material. En otros procesos, los elementos difundidos dentro del metal
mediante métodos de baños de sales o nitruración gaseosa forman
compuestos resistentes al desgaste adhesivo por frotadura. El nitruro
Epsilon de hierro es uno de los compuestos superficiales más efectivos en
prevenir el desgaste por frotadura o posiblemente la fractura por fatiga.
1.4 Lubricación
Las funciones básicas de un lubricante son: reducción de la fricción, disipación del
calor y dispersión de los contaminantes. El diseño de un lubricante para realizar
estas funciones es una tarea compleja, que involucra un cuidadoso balance de
propiedades, tanto del aceite de base como de los aditivos.
Reducción de la Fricción
La reducción de la fricción se realiza manteniendo una película de lubricante entre
las superficies que se mueven una con respecto de la otra, previniendo que entren
en contacto y causen un daño superficial. La fricción es un elemento común en la
vida diaria. Una persona puede caminar por una rampa inclinada sin resbalar
debido a la alta fricción entre la suela de sus zapatos y la rampa, y puede
deslizarse montaña abajo en sus esquíes porque la fricción entre éstos y la nieve
es baja. Ambos casos ilustran la fricción entre dos superficies ordinarias.
La cantidad de resistencia al movimiento debido a la fricción se puede expresar en
términos del coeficiente de fricción:
Este coeficiente es casi constante para cualquier par de superficies. Para metales
limpios, con una terminación superficial ordinaria, expuestos a la atmósfera, el
valor es aproximadamente 1. Para el mismo metal, contaminado por el manipuleo,
el valor cae a alrededor de 0,3. Para sistemas bien diseñados y lubricados, el
coeficiente puede ser tan bajo como 0,005. Bajo condiciones muy especiales, se
pueden obtener valores tan bajos como 0,000005. En contraste, los coeficientes
para superficies metálicas limpias en el vacío, pueden ser tan altos como 200 o
más, y la soldadura en frío debido a la adhesión puede ocurrir. La lubricación es
de dos tipos generales basado en el ambiente operacional, esto es, carga y
velocidad del equipamiento y viscosidad del lubricante. Las superficies lisas
separadas por una capa de lubricante no entran en contacto, y por lo tanto no
contribuyen a las fuerzas de fricción. Esta condición se llama lubricación
hidrodinámica. Se llega al límite de la lubricación cuando hay un contacto
intermitente entre las superficies, resultanto en fuerzas de fricción significativas.
L u b ric a c ió n h id ro d in á m ic a
Mantener una capa de líquido intacta entre superficies que se mueven una
respecto de la otra, se logra generalmente mediante el bombeo del aceite. Entre
un cigueñal y su asiento existe una capa de aceite que hace que el cigueñal flote.
El espesor de esta capa depende de un balance entre la entrada y la salida de
aceite.
El espesor de equilibrio de la capa de aceite se puede alterar por:
•
•
•
•
Incremento de la carga, que expulsa aceite
Incremento de la temperatura, que aumenta la pérdida de aceite
Cambio a un aceite de menor viscosidad, que también aumenta la pérdida
de aceite
Reducción de la velocidad de bombeo, que disminuye el espesor de la capa
La lubricación de un cigueñal que rota dentro de su bancada es un ejemplo clásico
de la teoría de la fricción hidrodinámica, como fue descripta por Osborne Reynolds
en 1886. La teoría asume que bajo estas condiciones, la fricción ocurre solamente
dentro de la capa fluída, y que es función de la viscosidad del fluído.
L u b ric a c ió n E la s to -h id ro d in á m ic a
A medida que la presión o la carga se incrementan, la viscosidad delaceite
también aumenta. Cuando el lubricante converge hacia la zona de contacto, las
dos superficies se deforman elásticamente debido a la presión del lubricante. En la
zona de contacto, la presión hidrodinámica desarrollada en el lubricante causa un
incremento adicional en la viscosidad que es suficiente para separar las
superficies en el borde de ataque del área de contacto. Debido a esta alta
viscosidad y al corto tiempo requerido para que el lubricante atraviese la zona de
contacto, hacen que el aceite no pueda escapar, y las superficies permanecerán
separadas.
La carga tiene un pequeño efecto en el espesor de la capa, debido a que a estas
presiones, la capa de aceite es más rígida que las superficies metálicas. Por lo
tanto, el efecto principal de un incremento en la carga es deformar las superficies
metálicas e incrementar el área de contacto, antes que disminuir el espesor de la
capa de lubricante.
P érdida de lu b ric a c ió n
Las hipótesis simples hechas durante la discusión anterior, no siempre son válidas
en la práctica. Bajo ciertas condiciones - tales como carga repentina, alta carga
durante largo tiempo, alta temperatura, baja velocidad, o baja viscosidad - el
sistema de lubricación no se mantiene en régimen hidrodinámico. Se llega a una
situación en la cual existe un contacto intermitente entre las superficies metálicas,
resultando en un aumento significativo de la temperatura, y una posterior
destrucción de las superficies en contacto. Bajo estas circunstancias, la capa
fluída no es capaz de proteger las superficies, y se deben emplear otras técnicas,
como ser el agregado de aditivos form antes de capas protectoras sobre las
superficies móviles.
V isco sid a d del lu b ric a n te
La viscosidad es una de las propiedades más importantes de un aceite lubricante.
Es uno de los factores responsables de la formación de la capa de lubricación,
bajo distintas condiciones de espesor de esta capa. La viscosidad afecta la
generación de calor en rodamientos, cilindros y engranajes debido a la fricción
interna del aceite. Esto afecta las propiedades sellantes del aceite y la velocidad
de su consumo. Determina la facilidad con la que las máquinas se pueden poner
en funcionamiento a varias temperaturas, especialmente a las bajas. La operación
satisfactoria de una dada pieza de un equipo depende fundamentalmente del uso
de un aceite con la viscosidad adecuada a las condiciones de operación
esperadas.
Fig. 1.14 Concepto de Viscosidad Dinámica.
El concepto básico de la viscosidad se muestra en la figura, donde una placa se
mueve a una velocidad constante V sobre una capa de aceite. El aceite se adhiere
a ambas caras de las placas, la móvil y la estacionaria. El aceite en contacto con
la cara de la placa móvil viaja a la misma velocidad que ésta, mientras que el
aceite en contacto con la placa estacionaria tiene velocidad nula. Entre ambas
placas, se puede visualizar al aceite como si estuviera compuesto por muchas
capas, cada una de ellas siendo arrastrada por la superior a una fracción de la
velocidad V, proporcional a su distancia de la placa estacionaria. Una fuerza F
debe ser aplicada a la placa móvil para vencer a la fricción entre las capas fluídas.
Dado que esta fricción esta relacionada con la viscosidad, la fuerza necesaria para
mover la placa es proporcional a la viscosidad. La viscosidad se puede determinar
midiendo la fuerza necesaria para vencer la resistencia a la fricción del fluído en
una capa de dimensiones conocidas. La viscosidad determinada de esta manera
se llama dinámica o absoluta.
La viscosidad dinámica normalmente se expresa en poise (P) o centipoise (cP,
donde 1 cP = 0,01 P), o en unidades del Sistema Internacional como pascalessegundo (Pa-s, donde 1 Pa-s = 10 P). La viscosidad dinámica, la cual es función
sólo de la fricción interna del fluído, es la cantidad usada más frecuentemente en
el diseño de cojinetes y el cálculo de flujo de aceites. Debido a que es más
conveniente medir la viscosidad de manera tal que tenga en cuenta la densidad
del aceite, para caracterizar a los lubricantes normalmente se utiliza la viscosidad
cinemática.
La viscosidad cinemática de un fluído es su viscosidad dinámica dividida por su
densidad, ambos medidos a la misma temperatura, y expresada en unidades
consistentes. Las unidades más comunes que se utilizan para expresar la
viscosidad cinemática son: stokes (St) o centistokes (cSt, donde 1 cSt = 0,01 St), o
en unidades del SI como milímetos cuadrados por segundo (mm2/s, donde 1
mm2/s = 1 cSt).
La viscosidad dinámica en centipoise se puede convertir en viscosidad cinemática
en centistokes dividiéndola por la densidad del fluido en gramos por centímetro
cúbico (g/cm3) a la misma temperatura. La viscosidad cinemática en milímetros
cuadrados por segundo se puede convertir en viscosidad dinámica en pascalsegundos multiplicando por la densidad en gramos por centímetro cúbico y
dividiendo el resultado por 1000. Resumiendo:
Velocidad del fluido
Velocidad de corte = :
Distancia entre las superficies
cm/s
cm
Se han utilizado otros sistemas de medida, incluyendo Saybolt, Redwood y
Engler, debido a su familiaridad para muchas personas, pero son raros los
instrumentos desarrollados para realizar las mediciones en estas unidades. La
mayoría de las determinaciones de viscosidad se realizan en centistokes y se
convierten a valores de otros sistemas. La viscosidad de cualquier fluído cambia
con la temperatura, incrementándose a medida que baja la temperatura, y
disminuyendo a medida que ésta aumenta. La viscosidad también puede cambiar
con un cambio en el esfuerzo o velocidad de corte .
Para comparar los aceites con base de petróleo con respecto a variaciones de
viscosidad con la temperatura, el método ASTM D 2270 proporciona una manera
de calcular el índice de viscosidad (IV). Este es un número arbitrario utilizado para
caracterizar la variación de la viscosidad cinemática de un producto de petróleo
con la temperatura. El cálculo se basa en mediciones de la viscosidad cinemática
a 40 y 100 °C. Para aceites de viscosidad cinemática similar, a índices de
viscosidad más grandes, más pequeño el efecto de la temperatura.
Los beneficios de un IV más alto son:
•
Viscosidad más alta a mayor temperatura, lo cual resulta en un menor
consumo de aceite y desgaste del motor.
•
Menor viscosidad a bajas temperaturas, lo cual permite un mejor arranque
en frío del motor y menor consumo de combustible durante el
calentamiento.
La medición de viscosidades absolutas bajo condiciones reales ha reemplazado al
concepto de índice de viscosidad convencional para evaluar lubricantes bajo
condiciones de operación.
Otro factor en la medición de viscosidades es el efecto del esfuerzo de corte o
velocidad de corte. Para ciertos fluídos, llamados Newtonianos, la viscosidad es
independiente del esfuerzo o la velocidad de corte. Cuando esta condición no se
cumple, los fluídos son llamados no-newtonianos.
Las mediciones de viscosidad cinemática se realizan a velocidades de corte bajas
(100 s-1). Se dispone de otros métodos para medir la viscosidad a velocidades de
corte que simulan las condiciones de operación del lubricante. Dentro de los
diferentes instrumentos disponibles mara la medición de la viscosidad cinemática,
se pueden mencionar:
•
V is c o s ím e tro s c a p ila re s : que miden la velocidad de flujo de un volumen
fijo de fluído a través de un orificio de diámetro pequeño, a una temperatura
constante y controlada. La velocidad de corte puede variar entre casi 0 a
106 s-1 cambiando el diámetro del capilar y la presión aplicada. Los tipos de
viscosímetros capilares y sus modos de operación son:
•
•
Viscosímetros de capilar de vidrio - el fluído para a través de
un orificio de diámetro fijo bajo la influencia de la gravedad. La
velocidad de corte es menos de 10 s-1. Todas las viscosidades
cinemátidas de lubricantes para automóviles se miden con
viscosímetros capilares.
Viscosímetros capilares de alta presión - aplicando un gas a
presión, se fuerza a un volumen determinado del fluído a
pasar a través de un capilar de vidrio de pequeño diámetro. La
velocidad de corte se puede variar hasta 106 s-1 . Esta técnica
se utiliza comúnmente para simular la viscosidad de los
aceites para motor en las condiciones de operación.
Esta viscosidad se llama alta temperatura-alto corte (HTHS
por su sigla en inglés) y se mide a 150 °C y 106 s-1
V isco sím e tro s ro ta to rio s , que usan el torque de un eje rotatorio para medir la
resistencia al flujo del fluído. El Simulador de Cigueñal Frío (CCS), el mini-
viscosímetro rotatorio (MRV), el viscosímetro Brookfield y el Simulador de Cojinete
Cónico (TBS) son viscosímetros rotatorios. La velocidad de corse se puede
cambiar modificando las dimensiones del rotor, el espacio entre el rotor y la pared
del estator, y la velocidad de rotación.
•
Sim ulador de Cigueñal frío: El CCS mide la viscosidad aparente en el
rango de 500 a 200.000 cP. Los rangos de velocidades de corte van
entre 104 y 105 s-1. El rango normal de temperaturas de operación
está entre 0 a -40 °C. El CCS ha demostrado una excelente
correlación con los datos de cigueñales de máquinas a bajas
temperaturas.La clasificación de viscosidades SAE J300 especifica
el comportamiento viscoso de aceites para motor a bajas
temperaturas mediante límites del CCS y requisitos del
MRV.
•
Mini-viscosímetro Rotatorio(ASTM D 4684): La prueba con el MRV,
que está relacionado con el mecanismo de bombeo, es una medición
a baja velocidad de corte. La baja velocidad de enfriamiento es la
característica clave del método. Se trata una muestra para que tenga
una historia térmica que incluya ciclos de calentamiento, enfriamiento
lento y remojado. El MRV mide una aparente tensión admisible, la
cual, si es más grande que el valor umbral, indica un posible
problema de bombeo por mezcla con aire. Por sobre una cierta
viscosidad (normalmente definida como 60.000 cP por la SAE J300),
el aceite podría estar sujeto a una falla de bombeo por un
mecanismo llamado comportamiento de "flujo límite". Un aceite SAE
10W, por ejemplo, se requiere para tener una viscosidad máxima de
60.000 cP a -30 °C sin tensión admisible. Este método también mide
una viscosidad aparente bajo velocidades de corte de 1 a 50 s-1
•
Viscosímetro Brookfield: Determina un amplio rango de viscosidades
(1 a 105 P) bajo una baja velocidad de corte (hasta 102 s-1). Se usa
principalmente para determinar la viscosidad a baja temperatura de
aceites para engranajes, transmisiones automáticas, convertidores
de torque y aceites hidráulicos para tractores, automóviles e
industriales. La temperatura del ensayo se mantiene constante en el
rango de -5 a -40 °C.
La técnica de ensayo Brookfield mide la viscosidad Brookfield de una muestra a
medida que es esfriada a velocidad constante de 1 °C por hora. Como el MRV,
este método intenta correlacionar las características de bombeo de un aceite a
baja temperatura. El ensayo informa el punto de gelificación, definido como la
temperatura a la cual la muestra llega a 30.000 cP. El índice de gelificación se
define como la relación entre la mayor velocidad de cambio en el incremento de la
viscosidad desde -5 °C y la temperatura más baja del ensayo. Este método
encuentra aplicación en aceites de motores, y es requerido por la ILSAC GF-2.
•
Sim ulador de Cojinete Cónico: Esta técnica también mide
viscosidades a altas temperaturas y velocidades de corte (ver
Viscosímetro capilar de alta presión). Se obtienen altas velocidades
de corte usando distancias extremadamente pequeñas entre las
paredes del rotor y estator.
Los requerimientos físicos tanto para aceites para cigueñal como para engranajes
están definidos por la SAE J300
CAPÍTULO II DESARROLLOS ACTUALES EN
TRIBOMETRÍA
2.1 Tribómetros
“Tribómetro es el nombre general que se le asigna a una máquina o prototipo
utilizado para llevar a cabo pruebas y simulaciones de desgaste, fricción y
lubricación los cuales son objeto de estudio de la tribología” (1).
Un tribómetro puede medir la fricción sobre una superficie en base a una gran
cantidad de métodos, uno de los cuales se realiza con una bola deslizante sobre la
superficie de referencia para obtener un valor relativo de fricción (llamado ball on
disk); otro analiza el desgaste que se presenta entre dos materiales en contacto
con un material abrasivo.
El procedimiento más elemental para medir la fricción es un instrumento que esta
constituido por una masa suspendida y otra masa en reposo unidas mediante una
cuerda y una polea.
Fig. 2.1 Mecanism o elemental para medir fricción.
El coeficiente de fricción estático (ps), el cual es una constante necesaria para
determinar la fuerza de fricción y resolver por análisis de fuerzas, el sistema,
puede medirse a través de este aparato. La ecuación general para la fuerza de
fricción es Ff = fiJV donde N es la fuerza noma, la cual es igual a el peso o la
masa por la constante gravitacional.
El coeficiente de fricción puede ser determinado por dos cosas en este modelo: la
tensión de la cuerda conectada a las dos masas y el peso de la masa colgante
(m H es la masa colgante y mT es la masa que se encuentra en la superficie.). La
fuerza de fricción estática es la que determina la fuerza necesaria para mover el
objeto, no hay aceleración en la masa mT y significa que la tensión de la cuerda o
de la masa mT es igual a la fuerza de fricción y la fuerza de fricción es igual al peso
del objeto colgante. Así Fi debe ser igual al peso W.
Como Ff = ps N y como N = mg se tiene que ns-mTg = F f y como la fuerza de
fricción es igual al peso del objeto colgante se obtiene que gs =
Agrandes rasgos, este tipo de aparato únicamente permite determinar el
coeficiente de fricción estática, al encontrar la masa colgante que inicia el
movimiento de la masa de la superficie.
Este tribómetro sirve para realizar mediciones experimentales y sólo se describe
en este apartado porque muestra el procedimiento más antiguo para medir
fricción, pero en la actualidad, la industria y la ciencia requieren de aparatos más
modernos y precisos para caracterizar la fricción y el desgaste. Es por eso que
este procedimiento queda totalmente descalificado o está fuera de lugar puesto
que no la confiabilidad de los resultados es muy baja.
2.2 Norma Internacional ASTM G65-2000
Desde hace algunas décadas el diseño y la construcción de la maquinaria actual
ha encontrado un apoyo importante en la ciencia del desgaste, más
particularmente en los tribómetros. Estos dispositivos pueden caracterizar
mediante una simulación, el contacto que existe entre los diversos elementos
mecánicos que constituyen una máquina (motor de combustión, maquinaria textil,
perforadoras, etc.). A través de equipos de medición de este tipo se pueden
alcanzar altos niveles de seguridad (determinado por normas como la ISO), así
como también un mayor tiempo de vida útil; esto se logra ya que al seleccionar
materiales con un buen comportamiento o resistencia al desgaste en las mismas
condiciones de operación, proporciona una gran confiabilidad.
Es por estas razones que existen varias empresas que se dedican a la
construcción de máquinas tribológicas que ofrecen diferentes características
según su uso. Cabe mencionar que aún así, en algunas ocasiones es difícil
encontrar algún modelo que se adecúe a las necesidades del investigador.
Uno de los métodos para medir la fricción y desgaste, el mismo consiste en un
disco giratorio que entra en contacto con una probeta y que además cuenta con un
medio abrasivo. Este modelo está basado en el desgaste que se presenta en
elementos de máquinas que están en contacto y que se exponen a condiciones
extremas de corrosión.
“Posibilita el estudio de la resistencia al desgaste abrasivo de materiales y piezas
sometidas a dicho medio, para diferentes condiciones de trabajo.” (2)
La norma de la ASTM que proporciona información concerniente a los tribómetros
con la configuración Arena Seca/ Disco Vulcanizado es la G65-00 (3). Dictamina
toda la metodología estándar de prueba para el desgaste por medio de disco
vulcanizado.
La norma destaca los siguientes puntos para llevar a cabo las pruebas de
desgaste:
Brazo p o rta p ro b e ta s-p o rta p e sa s. Este tiene la función de fijar en uno de sus
extremos la carga necesaria para los ensayos a través de las pesas y en el otro la
probeta. La probeta para los ensayos debe de estar elaborada del material de la
pieza real objeto de estudio o del material patrón.
D isco vu lca n izad o . Este se tiene que encontrar sobre un eje conducido. El disco
debe de estar recubierto por un disco de caucho (con especificaciones descritas
en el anexo.) que posibilita la autorregulación del abrasivo. La velocidad de giro
del mismo se establece también en esta norma, por ser ésta, importante para el
ensayo.
Em budo. A través de éste se suministra el material abrasivo hacia la zona de
contacto entre la probeta y el disco giratorio de caucho, y por medio de correderas
se logra el desplazamiento en el plano vertical y horizontal que garantizan la
regulación del nivel de salida del abrasivo y la cantidad del mismo.
Ahora bien, el espécimen es presionado contra la superficie abrasiva con una
carga específica, por medio de pesos muertos u otro sistema de carga
conveniente.
La cantidad de desgaste se determina al pesar la probeta antes y después de la
prueba. El valor de la pérdida de masa debe convertirse a volumen perdido
usando el mejor valor disponible de la densidad del espécimen. El uso de cambios
de longitud para indicar la cantidad de desgaste no se recomienda para el método
de prueba.
Los resultados de desgaste son reportados como un volumen perdido y como el
volumen de desgaste normalizado con respecto a la carga normal aplicada, para
la longitud de la trayectoria de desgaste y para el desgaste promedio del
espécimen de referencia sobre el mismo tipo de abrasivo.
La cantidad de desgaste en algún sistema dependerá de una serie de factores
tales como la carga aplicada, las características de la máquina, la velocidad de
giro, el medio ambiente y las propiedades de los materiales analizados. Esta
misma norma describe algunas de las características de los aparatos de pruebas,
esto con el fin de lograr uniformidad.
Las máquinas de prueba deben ser lo suficientemente rígidas y estables para
evitar que la vibración no afecte los resultados de las pruebas. Las superficies que
soportan el disco y el brazo deben de ser rígidas.
Para realizar las mediciones de desgaste el sistema debe contar con una báscula
para medir la masa perdida de las probetas con una sensibilidad de 0.0001 (gr) o
superior a este.
La norma ofrece algunas recomendaciones con respecto a la información que se
obtenga durante la experimentación. Los reportes deben incluir toda la información
que sea necesaria para llevar a cabo una repetición independiente del
experimento. Los parámetros que debe incluir son: las dimensiones de la muestra,
su densidad, la composición, reporte de la preparación para la prueba,
microestructura y dureza (de ser posible); carga aplicada, velocidad de giro,
temperatura ambiente y humedad relativa.
La norma ASTM G65-00 sólo refiere las pruebas de desgaste, en ningún momento
especifica que los aparatos se les nombra tribómetros, pero toda la información
que contiene es la base de estas maquinas. En esencia, esta norma proporciona
las características generales de los tribómetros.
2.3 Tribómetros Comerciales
Existen en el mercado diversos tipos de tribómetros los cuales cumplen con las
especificaciones de las normas internacionales. Algunos de esos instrumentos se
mencionan a continuación. Cabe mencionar que estos instrumentos son
demasiado costosos.
M aquina U niversal para prueba de F ric c ió n y Desgaste.
El modelo de máquina universal vertical de prueba de la fricción y del desgaste
MMW-1a (4), se diseña para desarrollar todas las clases de aceite hidráulico del
grado medio y alto y para evaluar la máquina de prueba de la inspección, y el uso
y la función es similares a la prueba de múltiples funciones de FALEX No. 6 y a la
máquina de prueba de medición. Esta máquina es máquina de prueba estándar
para evaluar el carácter antiusura para la grasa o el aceite de la lubricación con
ASTM D 4172-82, ASTM D 2266-81. Y también está el aparato estándar para el
aceite de evaluación, con el lubricante hidráulico, el carácter antifricción en
petróleo general y la corporación de la industria de la química. Con XBE34007-87.
el método antedicho se utiliza cuatro pares de la fricción de la bola que miden el
carácter antiusura relativo para el agente de la lubricación bajo condición de
prueba especial. Es ampliamente utilizado en desarrollar productos derivados del
petróleo hidráulicos antiusuras. Fig. 2.2
Fig. 2.2 M aquina Universal para
pruebas de fricción y desgaste.
M áquina de Prueba e stá tica de m ateriales
La serie de W D W es ampliamente utilizada en metalurgia, maquinaria, ingeniería y
los materiales constructivos, automóvil, e industria naval, universidad, universidad
y el departamento del gravamen de calidad, que puede probar el funcionamiento
mecánico del metal, del plástico, del caucho, del resorte, de todas las clases de
materiales de la cuerda y de otras cosas. Esta serie adopta la estructura más
avanzada y más confiable del marco de la carga, así como el sistema que mide el
tiempo
servo
de
la
CA.
Esta clase de máquina es principalmente conveniente medir y probar las
características de los mecánicos del metal, del caucho, del plástico y de otros
materiales. Equipado del regulador digital del EDC (hecho en Alemania) y de la
célula de carga de la alta precisión (hecha en Japón), el sistema entero tiene altas
responsabilidad y estabilidad. Beneficia y absorbe a clientes en todos los
aspectos. Es ampliamente utilizado en maquinaria, metalurgia, industrias del vuelo
espacial del aviation&, del edificio, del transporte, del recipiente, de cerámica, del
vehículo, médicas, electrónicas y otro. Fig. 2.3
Fig. 2.3 Máquina de prueba estática de materiales.
A b ra sím e tro 110/220 V, 60/50 Hz.
La plataforma rotatoria Abraser (máquina de afilar) de TABER® fue desarrollada
para realizar la prueba acelerada del desgaste. Primero introducido en los años
30, este instrumento hecho a precisión se convirtió en rápido el estándar del
mundo para la resistencia de abrasión de evaluación. Desde su inicio, el Taber
Abraser se ha utilizado para la calidad y control de proceso, investigación y
desarrollo y evaluación del material. Utilizado para probar una amplia gama de
materiales, el abraser (máquina de afilar) se ha referido a estándares y a
especificaciones numerosos y con frecuencia se llama una plataforma rotatoria
probador principal (doble) dual. Fig. 2.4
Fig. 2.4 Máquina Abrasímetro.
M áquina de prueba de a b rasió n y de desgaste.
El probador oscilante de la abrasión de TABER - el modelo 6100 es el más
conocido como "probador oscilante de la arena" y se utiliza para medir la
resistencia de un material a la abrasión superficial y al rasguño. Es uso primario
está para los materiales transparentes y las capas utilizados en ventanas y lentes,
pero puede también ser utilizado para evaluar capas orgánicas, los plásticos, los
metales y otros materiales. Fig. 2.5
Fig. 2.5 Máquina Abrasímetro.
M áquina de prueba de re siste n cia a rayas/ a cisalla.
El aparato de prueba del esquileo/del rasguño de Taber es instrumento portable se
utiliza para evaluar una resistencia del material o del revestimiento al corte, al
rasguño, al escopleo con gubia, a estropear, a raspar o a grabado. Los
especímenes cuadrado 4 (del hasta 1/2 " densamente por ") se ponen a una mesa
giratoria y después una herramienta de corte de la precisión, que se ata a una viga
equilibrada y calibrada de la balanza, se ponen en el espécimen. Pues la mesa
giratoria gira el espécimen, la herramienta de corte rasguñará o esquilará la
superficie del espécimen. Un peso de desplazamiento ajusta la carga aplicada en
la herramienta del rasguño a partir de la 0 - 1000g para determinar el punto de la
falta. Las herramientas permutables opcionales del rasguño incluyen un útil de
diamante cónico; herramienta del rasguño del diamante; y extremidad del rasguño
del hemisferio de 1.0 milímetros. Usando la herramienta de carburo del tungsteno
S-20 (herramienta del esquileo del contorno), el esquileo de Taber/el aparato de
prueba del rasguño se puede también utilizar para evaluar la adherencia del
revestimiento en una variedad de materiales. Fig 2.6.
Fig. 2.6 Máquina de prueba de resistencia a cisalla.
Aparato de prueba de reistencia a rayas/ daños.
El rasguño del M ulti-Dedo de Taber/el aparato de prueba de marcha se basa en el "rasguño de
Ford
5-Finger y el aparato de
prueba
populares de
marcha" especificados
en
requisitos
automotores de la prueba. Se utiliza típicamente para medir la resistencia o la susceptibilidad
relativa de una superficie del plástico al rasguño, a estropear, al escopleo con gubia, a raspar y al
otro daño físico similar. Las muestras de la prueba se montan a un trineo neumáticamente
conducido, movible que conduzca la muestra a una velocidad fija debajo de cinco (5) chavetas del
rasguño. Un pórtico apoya los cinco ranurar-dedos independientes que proporcionan una carga
constante, vertical en las chavetas permutables del rasguño. Cada instrumento incluye un sistema
de rasguño cinco 1m m hemisférico y de herramientas hemisféricas de 7m m marcha junto con un
sistema del peso de nueve pedazos que se extiende de un 2N a la carga 20N (los pesos opcionales
están también disponibles). Fig 2.7
Fig. 2.7 Máquina de prueba de resistencia a rayado.
2.4 Tribómetros no comerciales.
Es responsabilidad del investigador seleccionar el equipo que se amolde a sus
exigencias, pero la falta de información de los fabricantes o el sinfín de
experimentos que se proponen en el presente hacen que los tribómetros
comerciales no siempre cumplan con los requerimientos de una comunidad
científica en desarrollo continuo.
Esto ha llevado a que la construcción de los tribómetros se realice de acuerdo a
un problema en específico, la inflexibilidad de los tribómetros comerciales para
abarcar todas esas necesidades hace que en muchas ocasiones el tribómetro sea
diseñado por la misma persona que lo requiere y que pueda solucionar su
problema.
2.4.1 T r ib ó m e tro d e d e s g a te a d h e s iv o .
Tal es el caso del estudio tribológico realizado por Jhon Jairo Coronado [5], en el
cual se
diseñó un tribómetro de
desgaste adhesivo para reproducir las
condiciones de operación de los molinos de caña, que permitiera ensayar
diferentes combinaciones de materiales para los cojinetes y ejes, pues estos
presentan fallas como: desgaste, fisuras y quemaduras.
Las simulaciones en el tribómetro tuvieron como objetivo seleccionar el material
más adecuado para el cojinete (aleaciones de bronce) y un lubricante que
presentará el mejor comportamiento al desgaste.
El equipo diseñado por estos investigadores (figura 2.8) consta de un eje (A)
soportado por dos rodamientos, en el cual se monta el anillo de acero por evaluar.
En un principio, el sistema de carga que utilizaron consistía en un tornillo de
potencia (B) que posteriormente fue modificado para cargar el alojamiento (C) del
cojinete a través de una celda de carga (D). La celda de carga trabaja a
compresión y permite conocer la fuerza normal aplicada a las muestras. La
temperatura se mide por medio de un sensor que se encuentra en contacto con el
bronce del alojamiento (C), el desgaste del bronce se evalúa por simple pérdida de
peso o por el ancho de la marca dejada sobre la superficie de la probeta.
El diseño del tribómetro permite usar el bronce en forma cilindrica o de
bloque. El eje (A) presenta un escalón que sirve como tope para la colocación de
los anillos de prueba.
Fig. 2.8 Esquema de un Tribóm etro adhesivo.
El tribómetro permite cuantificar parámetros como: la fuerza de fricción, la
temperatura de contacto, la temperatura del lubricante, la velocidad de
deslizamiento, el tiempo de recorrido y el desgaste de las probetas. De esta forma
el tribómetro evalúa el rendimiento de diferentes materiales y lubricantes respecto
al desgaste y el coeficiente de fricción. La figura 2.9 muestra la imagen del equipo
final construido por este grupo de investigación.
Fig. 2.9 Tribóm etro adhesivo.
Los tribómetros que
son diseñados por algún grupo de investigación
generalmente
reportan
parámetros
que
no
se
incluyen
en
los tribómetros comerciales, esta es la principal característica de un diseño
propio.
El ir añadiendo nuevos parámetros de medición en los tribómetros ha provocado
que se conviertan en máquinas tan complejas tecnológicamente que es difícil decir
cuál es el equipo más completo en la actualidad.
2.4.2 C rio - tr ib ó m e tr o d e a lta v e lo c id a d
El crio-tribómetro de alta velocidad desarrollado por B. Subramonian y Bikramjit
Basu [6] para estudios tribológicos a temperaturas criogénicas es un caso en el
cual se aplica el sistema perno-disco e involucra alta tecnología.
Los estudios de fricción y desgaste de materiales en medios criogénicos son
relevantes
para
aplicaciones
espaciales.
Las
condiciones
criogénicas
(temperaturas inferiores a 0°C) con fluidos como el nitrógeno o helio y las altas
velocidades de deslizamiento son condiciones de operación de las bolas en
rodamientos de turbo- bombas de cohetes espaciales. Pocos tribómetros trabajan
en tales circunstancias (equipos diseñados por otros investigadores) y no hay
equipos comerciales que funcionen en ambientes tan severos.
En este tribómetro el deslizamiento ocurre entre una bola estacionaria y un disco
rotatorio a grandes velocidades (máximo 36000 [RPM]). Cuenta con un sistema
que permite variar y monitorear la carga y la velocidad rotacional,
simultáneamente obtiene el coeficiente de fricción en función de esas variables y
las condiciones del medio.
Dicho tribómetro está constituido por los siguientes elementos:
a. Un eje flexible.
b. Porta discos con un ensamble
una unidad de montaje de rodamientos.
estacionario
para
colocar
bolas
y
c. Sistema de carga.
d. Motor y caja de engranes.
e. Sistema de adquisición de datos con controladores electrónicos.
El eje flexible se conecta en un extremo a la caja de engranes y en el otro al disco
de prueba. El ensamble porta-bolas estacionario se encuentra en la parte inferior
del disco de prueba, el cual está conectado rígidamente al eje flexible. El
acoplamiento entre el eje flexible y el porta-disco es un rodamiento que presenta
calentadores por radiación para mantenerlo a temperatura ambiente. La rigidez de
esta pieza es una característica que asegura la remoción instantánea de partículas
de desgaste durante las pruebas. El escenario es diferente si las partículas no se
remueven porque se da el caso de tres cuerpos de desgaste en lugar de dos.
El disco espécimen se coloca dentro del porta-discos, el porta-bolas sostiene las
bolas de
prueba en cuatro diferentes posiciones radiales sobre el disco
espécimen para conseguir diferentes rangos de velocidad lineal de deslizamiento.
Esta característica permite al investigador realizar cuatro pruebas distintas en un
solo disco, benéfico en el caso de que la disponibilidad
del
material con el que se manufactura el disco este limitado por el costo.
El motor alcanza una velocidad máxima de 36000 [RPM] sin vibración ni sonidos,
la variación de la velocidad se realiza con una caja de engranes de 14
velocidades. El sistema de carga utiliza un peso muerto colgado sobre una polea,
este arreglo conduce a
una carga constante en los experimentos. El único
inconveniente a este sistema se observa al intentar aplicar grandes cargas, son
sistemas que manejan pesas por lo que las cargas se limitan a valores pequeños.
La adquisición de datos se realiza con el software comercial LabVIEW™, el cual
registra por medio de sensores las mediciones del torque de alta velocidad y
transductores piezoeléctricos de fuerza para obtener la fuerza de fricción. Todos
los elementos descritos se observan en la figura 2.10 a excepción de los sistemas
de adquisición de datos.
Fig. 2.10 Criotribóm etro de alta velocidad.
El desgaste producido por las bolas sobre el disco se calcula con la pérdida de
masa ocupando una báscula electrónica de alta precisión. Al contar con la masa
pérdida se convierte a volumen por medio de la densidad del material. La pérdida
de material por desgaste se presenta como un índice de desgaste, este es el
volumen perdido normalizado con respecto a la carga normal y la distancia total de
deslizamiento.