Informativo Enero 2015
Anuncio

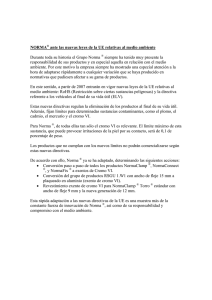
INFORMATIVO Enero 2015 no 102 ( RESURGE EL CROMO TRIVALENTE PARA APLICACIONES DE AUTOMOCIÓN AIAS – RESUMEN 2014 ASOCIACIÓN DE INDUSTRIAS DE ACABADOS DE SUPERFICIES AIAS SUMARIO 2 Editorial 3 Colaboración El surgimiento del Cromo Trivalente para aplicaciones de automoción. Enthone GmbH. 8 Actualidad 13 Noticias técnicas 18 Actividades Aias editorial Comenzamos un año más con el apasionante reto de realizar los presupuestos y proyectos que desarrollaremos durante el ejercicio 2015. Asimismo, en AIAS también tenemos la misma labor de planificación de las actividades y de los nuevos proyectos que tenemos previstos. A pesar de todas las incertidumbres e inseguridades de nuestro sector, apreciamos un poco más de tranquilidad en las empresas y ganas de hacer cosas, por eso durante 2015, estamos preparando un programa de Jornadas Técnicas y conferencias que realizaremos en distintas comunidades y que, en algunos casos, haremos coincidir con Ferias y Exposiciones. Tenemos previsto asistir a las Ferias que hay programadas tanto en Barcelona, Bilbao y Madrid, y podéis participar como siempre, tanto presencialmente como con catálogos. ••••••••••••••••••• Edita: AIAS Tres Creus, 66 08202 Sabadell Tel. 93 745 79 69 Fax 93 726 09 95 aias@aias.es www.aias.es Coordinación y Publicidad: Elvira Martín Diseño y maquetación: Imma Rossinyol Consejo asesor: Junta de gobierno de AIAS Dep. Legal: 5.307.1990 2 ) Estaremos muy pendientes de cómo se desarrolla toda la problemática derivada del Reglamento REACH y las sustancias sujetas a autorización, para lo cual contamos con profesionales que nos asesoran y asistimos a las reuniones que se convocan a nivel europeo. Surgirán más temas y os informaremos puntualmente, pero esperamos que también nos hagáis llegar vuestras propuestas, para nosotros es muy útil conocer vuestras inquietudes. Somos una asociación que vuelve a crecer en asociados, aprovechemos este impulso para construir y dar continuidad a nuestro colectivo. Josep M. Simó Presidente COLABORACIÓN AIAS El surgimiento del Cromo Trivalente para aplicaciones de automoción Rolf Pofalla, Enthone GmbH Los procesos de cromo hexavalente (cromo VI) siguen siendo la opción predominante para aplicaciones de acabado decorativos para la automoción. Estos procesos son robustos y conocidos por ofrecer la facilidad de trabajo y mantener la estabilidad de color excepcional y resistencia al desgaste. Además, el acabado con cromo hexavalente está bien establecido en toda la industria. Los procesos son reconocidos como muy robustos y ofrecen una relativa facilidad en su utilización, además del conocimiento experto de los operadores de líneas que se han seguido fortaleciendo con el tiempo. Los recubrimientos son conocidos por ser altamente estables, ya que las características tales como el color y las propiedades de resistencia a la corrosión no pueden ser alteradas fácilmente. Desde los años setenta, los procesos de cromo trivalente (cromo III) han estado disponibles en el mercado. Sin embargo, estos procesos trivalentes no fueron capaces de ganar cuota de mercado significativa en la industria de automoción. Debido a los requisitos legales y otros factores, actualmente, el interés y el número de solicitudes han aumentado. Ambos tipos de procesos poseen una característica de revestimiento diferente, que es más o menos pronunciada dependiendo del proveedor. Normalmente, durante la deposición de los procesos trivalentes otros elementos tales como hierro, carbono y azufre son coodepositados. Procesos de cromo basados en sulfato pueden depositar sin la coodeposición de otros elementos, dando lugar a recubrimientos que se asemejan a los de cromo convencional en cuanto a color. Procesos basados en cloruro requieren, normalmente, un "elemento de aleación" tal como hierro para la deposición de metal. En este caso, los revestimientos tienden a ser un poco más oscuros. Ambos tipos de procesos tienen fortalezas y debilidades que, dependiendo de los requisitos y el sistema de revestimiento, tienen un impacto en mayor o menor medida. Por qué los procesos de Cromo Trivalente? El creciente interés y el creciente uso de cromo trivalente tienen muchas razones. Las regulaciones legales como el REACH, un interés general en los procesos ecológicos ("soluciones verdes"), así como el deseo de personalización (color) y la mejora de las propiedades de corrosión de los fabricantes de automóviles han dado lugar a procesos de cromo trivalentes emergentes como alternativa a los tradicionales procesos de cromo hexavalente. Requisitos de resistencia a la corrosión Los requisitos de las OEM's relativos a resistencia a la corrosión con sistemas de recubrimiento que están expuestos a diferentes climas se han incrementado. Los procesos de cromo trivalente son significativamente diferentes a los de cromo hexavalente. Además de las propiedades del proceso, las características del revestimiento son claramente diferentes. Procesos trivalentes se dividen en dos categorías: los procesos a base de cloruro y procesos basados en sulfato. Uno de los fenómenos de corrosión específico que se identificó por primera vez en Moscú, Rusia, y se extendió rápidamente a muchas otras regiones del mundo, se ha traducido en el interés emergente y de creciente demanda por parte de los fabricantes de automóviles para los procesos de cromo trivalente. Dado el apodo de “corrosión Rusa”, el tipo de corrosión se debe en gran parte a la sal que se utiliza para ( 3 AIAS COLABORACIÓN eliminar el hielo de las carreteras, siendo el cloruro de calcio junto con otros aceleradores de la corrosión y las condiciones climáticas locales lo que hacen que sea mucho más agresiva. Los revestimientos depositados a partir de procesos trivalentes pueden mejorar la resistencia a la corrosión con sistemas de capas convencionales de manera significativa para ciertas exposiciones. Lo que se conoce generalmente como corrosión Rusa, se puede encontrar en una forma similar en muchas regiones. Recubrimientos de cromo convencionales, depositados en los sistemas capa de níquel convencionales, reaccionan con los catalizadores de corrosión tales como la abrasión del metal, iones metálicos, la sal de las carreteras, el hollín, provocando una corrosión acelerada. Esto también depende de la posición de los componentes en el automóvil. Revestimientos depositados a partir de procesos de cromo trivalente pueden reducir esta corrosión acelerada debido a sus diferentes características de la película de cromo. Los requisitos para los acabados decorativos son muy versátiles y se realizan diferentes ensayos en partes interiores, como la resistencia a los productos químicos, cremas de limpieza y encerado de partes cromadas y también se estudia la liberación de níquel. Los ensayos de corrosión Además de los ensayos de corrosión tradicionales como CASS y NSS, un número de test llamados "Russian Mud " están ahora en su lugar. Normalmente, estas pruebas se basan en una mezcla de caolín y una solución de cloruro de calcio, pero también hay pruebas que utilizan aceleradores de la corrosión como los metales, iones metálicos o de hollín. Hasta qué punto estas pruebas son capaces de recrear los defectos que se producen en la carretera, calles y caminos, es muy discutible. 4 ) Al especificar una serie de pruebas de Russian Mud, varios OEM's influyeron en el desarrollo del proceso. Los procesos tienen que pasar las pruebas para recibir la aprobación correspondiente. Uno tiene que preguntarse si un proceso que se ajusta a los requisitos de los OEM's, será el "correcto" durante la vida útil del vehículo, teniendo en cuenta las diversas especificaciones de automoción válidas. Hay todavía una necesidad de un mayor y futuro desarrollo. Volkswagen desarrolló un ensayo de corrosión acelerada que proporciona resultados prometedores y, en los conocimientos actuales, ilustra defectos que pueden muy bien ocurrir en la carretera, calles y caminos. Cromo Trivalente: Estado global de los OEM's de automoción Los fabricantes de automóviles de Japón, Francia y los EE.UU. especifican sistemas de capas con recubrimientos de cromo trivalente. El tratamiento posterior de los revestimientos trivalentes es una práctica común. Los post-tratamientos se basan normalmente en el cromo hexavalente. Con respecto a la legislación REACH, los tratamientos posteriores conteniendo cromo hexavalente son inaceptables para los fabricantes de automóviles alemanes. Hasta la fecha, los fabricantes de automóviles alemanes no han especificado los procesos de cromo trivalente (a excepción de las superficies oscuras para unas series especiales). Las correspondientes nuevas especificaciones están en proceso. Requerimientos del depósito final Se requieren depósitos que sean similares a procesos de cromo hexavalente con respecto al color y resistencia a la corrosión y si es posible con mejores propiedades. Otra tendencia son los colores oscuros como un elemento de diseño de recubrimientos de níquel brillante o mate. El color de los recubrimientos Los revestimientos depositados a partir de procesos de cromo trivalente varían en color en comparación con los de los procesos de cromo hexavalente convencionales. Soluciones especiales de cromado basado en sulfato son capaces de obtener colores idénticos al cromo hexavalente y a menudo se ajustan a otras COLABORACIÓN AIAS Enthone es un proveedor global líder en especialidades químicas y recubrimientos metálicos de alto rendimiento. Nuestros productos aportan innovación y soluciones tecnológicas rentables para una amplia gama de mercados y aplicaciones en todo el mundo y atienden a los siguientes sectores industriales: Automoción Elementos de la construcción Electrónica Elementos de maquinaria pesada, Energía & Química Joyería, Moda & Acabados Decorativos Acabados Industriales AMERICAS West Haven, CT americas@enthone.com • EUROPE Langenfeld, Germany europe@enthone.com • ASIA Kowloon, Hong Kong asia@enthone.com AIAS COLABORACIÓN características del depósito, tales como resistencia al cloruro de calcio aportado por otros elementos de aleación. El tipo de proceso, las influencias específicas de los procesos y en última instancia el "estado del mantenimiento" de los procesos utilizados, son los responsables de una cierta variación de color que representa todo un reto para la producción en serie. Para los tonos de colores claros u oscuros de un color consistente es necesario un control del proceso estrecho durante la producción en serie. El color de los recubrimientos se puede medir y el equipo adecuado está disponible. Unas mediciones periódicas incluso durante la producción en serie resultan ser muy beneficiosas. Procesos Actualmente existen requisitos variados y una gama de especificaciones donde pronto serán necesarios varios procesos. Hay una necesidad de procesos de cromo trivalente que tengan la apariencia de un cromo hexavalente azulado, así como un espectro de colores oscuros para ofrecer una variedad de estilo para una diversidad de aplicaciones decorativas. TRILYTE® Flash SF, basado en sulfato, ofrece una ligera capa con contenido de hierro y un color ligeramente más oscuro que los recubrimientos convencionales depositados a partir de procesos hexavalente. TRILYTE® Flash CL, basado en cloruro, ofrece una delgada película con contenido de hierro, y un color ligeramente más oscuro que los recubrimientos convencionales depositados a partir de procesos hexavalente. TRILYTE® Dusk, basado en cloruro, con catalizador de hierro, ofrece un acabado de color oscuro que tiene hierro y azufre en el recubrimiento. TRILYTE CP exento de cromo, post-tratamiento electrolítico para recubrimientos de cromo y aleaciones de cromo. La gama de procesos de cromo trivalente viene dada por la necesidad de disponer de diferentes colores en los revestimientos, por la resistencia a la corrosión, por los requisitos específicos de las OEM’s y por otros factores como la interacción en sistemas multicapa o el nivel de la liberación de níquel en el recubrimiento. Las especificaciones de las OEM’s aún no han sido aprobadas en su mayoría y están expuestas a más cambios. Autorización de trióxido de cromo La conversión de los procesos de cromo hexavalente existentes a procesos de cromo trivalente por el "Sun Set Date 09 2017" (fecha límite) puede ser considerada poco realista por varias razones. Una implementación a las instalaciones existentes es muy compleja y la tecnología asimismo no cumple con los requisitos de la industria de la automoción exigentes que demandan una producción fiable desde su inicio. Resumen de los procesos Enthone de Cromo Trivalente y su post-tratamiento TRILYTE® CF, basado en sulfato, ofrece un revestimiento de cromo prácticamente puro, brillante. El color es muy similar a los depositados a partir de procesos hexavalentes. 6 ) La ACEA (Asociación Europea de Fabricantes de Automóviles) y otras asociaciones ayudan a los consorcios de autorización para la obtención de la autorización a largo plazo de los procesos de cromo-VI. Perspectivas Los recubrimientos de cromo depositados a partir de procesos trivalentes son parte de un sistema de capas y se utilizan normalmente en el sector de la automoción como recubrimiento final en un sistema COLABORACIÓN AIAS de níquel. Dependiendo de los requisitos de los revestimientos se puede depositar sobre níquel o sobre sistemas multicapa de níquel, incluyendo sistemas micro discontinuos como el níquel microporoso, y son parte de un proceso de alta resistencia a la corrosión con acabado decorativo. Debido a su capacidad de influir selectivamente características de la capa, los procesos de cromo trivalentes proporcionan una base excelente para sistemas de capas mejoradas. Además de variar los requisitos con respecto a la resistencia a la corrosión y otras características de la capa, un color uniforme de los revestimientos es de vital importancia para la producción en serie. La implementación de los procesos de cromo trivalente a las plantas galvánicas existentes es muy compleja y precisa de una buena planificación, ya que la instalación incluye normalmente ambos procesos, trivalente y hexavalente. Todavía hay incertidumbre en cuanto a qué tipo de proceso es adecuado, cual es el especificado por los requisitos de los OEM´s que a su vez son incompatibles o, en el caso de los OEM´s alemanes, no son vinculantes todavía. En la web de AIAS podrá encontrar información sobre las acciones que se realizan en la asociación, así como links a otras páginas de interés como la de acceso a información de PIMEC (cursos, acuerdos, seminarios, medio ambiente), calendario de ferias nacionales e internacionales, etc. Utilice periódicamente nuestra Web para su información y ayúdenos a mejorarla con sus sugerencias. Envíenos sus comentarios a AIAS: Fax 93 726 09 95 e-mail: aias@aias.es ( 7 AIAS ACTUALIDAD Enthone Ltd. ha recibido la acreditación de la norma ISO/IEC 17025 WEST HAVEN, Connecticut, USA, Septiembre 26, 2014 - Enthone Ltd. (Woking, UK) ha recibido la acreditación de la norma ISO/IEC 17025:2005. El United Kingdom Accreditation Service (UKAS) ha llevado a cabo la certificación como tercera parte independiente y emitió TL# 8202. La certificación ISO/IEC 17025:2005 se ha alcanzado después de un largo y riguroso proceso de aplicación, indicando que Enthone Ltd. cumple con “los requerimientos generales de la competencia en el laboratorio de ensayos y calibraciones. Esta acreditación demuestra la competencia técnica que tiene un ámbito definido en el funcionamiento de un sistema de gestión de calidad del laboratorio, siendo capaces de generar resultados técnicamente válidos”. Mr. Emmanuel Colchen, Enthone Business Vice President - West Europe ha dicho, “esta acreditación asegura un gran valor, seguridad crítica, alta fiabilidad y componentes con larga vida de utilización que satisfacen los estrictos requisitos de las industrias del petróleo y gas, energía, automoción y componentes de la construcción. Este importante y significante logro demuestra el compromiso continuo de Enthone en proporcionar una experiencia técnica líder en la industria, que permite obtener unos recubrimientos con mayor resistencia a la corrosión y al desgaste, y que cumple con las condiciones sobre el terreno y las especificaciones de los clientes más exigentes”. La instalación está ubicada en: Forsyth Road Sheerwater, Woking Surrey, GU21 5RZ United Kingdom Más información puede obtenerse a través de Mr. Andrew Barlow (abarlow@enthone.com), Commercial and Technical Director - Enthone Ltd. ISO 9001, ISO 14001, OHSAS 18001 y ISO/IEC 17025:2005 son certificados de sedes Enthone que pueden descargarse visitando http://enthone.com/ Quality_Systems/Certificates.aspx 8 ) Acerca de Enthone Enthone Inc., una compañía de Alent plc, es un proveedor global y líder de productos químicos y recubrimientos especializados de alto rendimiento. Enthone crea valor para el cliente a través de soluciones innovadoras y rentables con soluciones tecnológicas para la automoción, elementos de la construcción, energía, aeroespacial, joyería, acabados industriales, circuitos impresos y de la industria de semiconductores. Para más información, por favor visite enthone.com Finblue, expertos en distribución de Abdlue® ¡UN AÑO LLENO DE MEJORAS! ¡UN 2015 LLENO DE FUERZA! Como muchos de vosotros ya habréis conocido, Finblue es la marca que hemos creado desde Finish Metal Plating, SL, con el objetivo de comercializar la gama de productos Adblue®. La marca nace de la combinación de “finish” y “adblue®”. Seguimos siendo los mismos. La diferencia es que ahora tenemos una marca propia que personaliza nuestro producto y transmite el resultado de todas las mejoras de este pasado año 2014. SEGUIMOS AVANZANDO HACIA UN FUTURO MÁS LIMPIO Una muy buena noticia es que ya tenemos la licenia propia para la producción y distribución de Adblue®, concretamente la certificación de la VDA (Verband der Automobilindustrie), con el número de certificado 2710 del 2 de diciembre de 2014. La VDA reconoce la capacidad y garantía que ofrece Finblue para AIAS ACTUALIDAD la fabricación y distribución del producto Adblue® en todo el ámbito europeo. Los siete años de trabajo amparados en la sublicencia otorgada por KRUSE Gmbh & Co K.G. han permitido avanzar en los exigentes requerimientos para la obtención de la mencionada licencia. Aprovechamos la ocasión para agradeceros la confianza que habéis depositado en nosotros en el transcurso de todos estos años. Esta es la fuerza que nos anima cada día a daros un mejor servicio y de mayor calidad. Gracias de nuevo. Hoy en día las tecnologías nos permiten ser más rápidos y acceder de formas más eficientes a todo lo que necesitamos. Con esta vocación de eficiencia, nace nuestra tienda on-line, que estará disponible este segundo trimestre del 2015, desde donde ya podréis adquirir en cualquier momento y desde cualquier lugar la gama de productos Adblue® y cualquiera de los componentes relacionados. Con estos cambios, nuestras instalaciones tenían que crecer. Es entonces que desde Enero de este año nos hemos trasladado a una nueva ubicación en Molins de Rei (Barcelona). Una nave de 1400 m2 y espacio exterior de 1400 m2 más. Esto nos permitirá tripclicar la capacidad de producción. Hemos actualizado también los sistemas productivos, automatizando el envasado de 10 y 20 litros de Adblue®, hecho que nos permitirá optimizar la producción y mantener una oferta ajustada a la compe- ) 10 tividad que el mercado actual exige. Siempre con el objetivo de ofrecer una mayor excelencia y seguir así con el compromiso de la mejora contínua, tal y como indica nuestra certificación ISO 9001/2008. Con el fin de acercarnos a vosotros y más rápido, hemos constituído Finish Metal Solutions, S.L. Con sede en Calzada de Calatrava (Ciudad Real). Una nueva nave de 800 m2 y desde donde también fabricamos y distribuimos Adblue®, con el objetivo de acercarnos a toda la zona del centro y sur peninsular. Finish Metal Solutions, S.L. cuenta con cisternas de distribución propias y el know-how que aporta Finish Metal Plating S.L. para mantener los standards de calidad exigidos y mejorar la logística de distribución. AIAS ACTUALIDAD 15º aniversario de WAAM, Metalización por alto vacío SL Waam Metalización Por Alto Vacío cumple este 29 de Diciembre 15 años de actividad empresarial ininterrumpida en el tratamiento de superficies plásticas y metálicas. 15 años de aniversario pero más de 50 de experiencia: la empresa fue fundada en 1999 por Cesar Amado y Francisco Viñé, quienes cuentan con más de 50 años de experiencia en el sector, tanto en metalización como en fabricación de maquinaria especializada. Su tecnología, la metalización por alto vacío, como bien indica su nombre corporativo, consiste en la aplicación de una sublimación de aluminio a través de una descarga iónica a las piezas metálicas y plásticas. A través de sus máquinas metalizadoras por alto vacío de última generación, cabinas de pintura en polvo y en líquido y hornos de secado, y gracias a la experiencia y dedicación de sus empleados, Waam Metalización por Alto Vacío, alcanza en cada pedido las altas exigencias en acabado de sus clientes. A través de un trato personalizado y un estudio de cada pieza y proyecto, Waam adquiere en cada trabajo un resultado perfecto. Aplicando una capa de barniz previa a la metalización cuando así se estima y requiere para lograr un acabado óptimo y siempre dotando a cada y toda pieza de una capa protectora final. Sus acabados: impecables, de gran durabilidad, resistencia y calidad, pueden ser: brillo, mate, rugosos y adaptados a las necesidades de tonalidad del cliente (por ejemplo dorados). Sus sectores: siendo sus principales sectores de actividad la Iluminación Pública y Privada, La Automoción (Iluminación y Restauración), la Señalización Lumínica y las Telecomunicaciones, la empresa se enorgullece de contar con la confianza año tras año, de grandes empresas referentes dentro de los mismos. Igualmente, dada su filosofía de trato personalizado y de revisión y estudio de cada proyecto, es capaz, junto a su experiencia y personal especializado, de solucionar los retos profesionales de sus clientes. Sus servicios: Tratamiento de superficies plásticas y metálicas y dotación a las mismas de acabados brillo, mate o adaptados a las necesidades del cliente. Especializada en el tratamiento de reflectores y parábolas. Dotación de conductividad a piezas plásticas. Restauración de reflectores de coches y motos clásicas. Metalización de prototipos: de reflectors, arillos y logotipos. Restauración reflector ) 12 NOTICIAS TÉCNICAS rösler GRANALLADORA RKL- CONCEPTO DE EQUIPO QUE OFRECE UNA EXCELENTE EFICIENCIA ENERGÉTICA Rösler ha desarrollado para su cliente Ruderus Edelstahl el sistema de granallado RKL 12-37 / 300, especialmente diseñado para el tratamiento de pletinas. Esta máquina asegura un caudal de 60 metros / minuto con una calidad de superficie de SA 2,5 y, en comparación con otros sistemas de granallado disponibles en el mercado, ofrece un ahorro significativo en los costos de consumo de energía y mantenimiento. Después del granallado las pletinas de acero inoxidable con una sección transversal de 300 x 300 mm se someten a una prueba de ultrasonidos para la inspección de posibles grietas finas. El tiempo de ciclo para estos controles de calidad es un factor determinante para la velocidad de salida de las piezas de 60 metros / minuto. Además, después del proceso de granallado, AIAS la calidad de la superficie de las pletinas de un peso comprendido entre 750 kg y 5 toneladas métricas y con un grado de oxidación inicial A o B, deben estar en plena conformidad con la normativa SA 2.5. En línea con estos requisitos Rösler ha desarrollado este sistema de granallado. Dos cabinas de granallado - menor consumo de energía y reducción del desgaste El sistema de granallado para Buderus Edelstahl está equipado con dos cabinas de granallado que operan totalmente independientes la una de la otra. Sus carcasas están hechas de acero al manganeso resistente al desgaste, recubiertas con planchas también fabricadas en acero al manganeso, alineadas de tal modo que es muy fácil intercambiarlas para su mantenimiento. Cada cabina está equipada con seis turbinas Rösler de alto rendimiento montadas verticalmente en forma circular alrededor de la carcasa de la cabina. El posicionamiento de las turbinas, determinado por simulación 3D, garantiza un resultado óptimo de limpieza a chorro para todos los tamaños de pletinas. Los diversos programas de granallado con sus parámetros de funcionamiento se almacenan en el panel AIAS NOTICIAS TÉCNICAS de control y se seleccionan automáticamente. El concepto de dos cabinas de granallado permite al cliente procesar pletinas con una sección transversal de 150 x 150 mm - aproximadamente el 70% de la producción - en una sola cabina con seis turbinas. Las pletinas más grandes se tratan en la segunda cabina, que reconoce las piezas más grandes y se enciende automáticamente. En comparación con máquinas de granallado convencionales en las que para esta aplicación se necesitan continuamente 12 turbinas, la solución de Rösler no sólo se traduce en una reducción considerable del desgaste, sino que también reduce drásticamente el consumo de energía y granalla. rendimiento, la potencia instalada por turbina podría reducirse a 37 kW. La razón principal para la mayor eficiencia de estas turbinas de calidad es la forma cóncava de las palas que permiten una velocidad de proyección más alta, y respectivamente, un mayor rendimiento de la granalla. Esta característica produce tiempos de ciclo más cortos o un consumo de energía significativamente menor. Dado que las palas están fabricadas en acero al carbón, que tienen una vida útil 16 veces mayor, se reduce drásticamente el tiempo de mantenimiento de esta granalladora. El resultado final: Costes de mantenimientos significativamente más bajos y una mayor disponibilidad de los equipos. Potencia del motor reducida de 45 a 37 kW para un ahorro de costes operativos de 170.000,00 anuales Otro punto técnico a destacar son las turbinas. Con los tipos de turbinas convencionales cada una debía tener una potencia de accionamiento de 45 kW para manejar con éxito esta aplicación granallado. Debido a que el sistema de granallado RKL está equipado con Turbinas GAMMA 520 de larga duración y alto Este sistema de granallado de diseño personalizado equipada con dos cabinas dispuestas secuencialmente operando totalmente independientes la una de la otra geinsa LÍNEA DE PINTURA PARA MAQUINARIA AGRÍCOLA Para la empresa Sembradoras Gil, de Madrid Carga y descarga mediante elevador/descensor Doble sistema de retención por filtraje seco La empresa Julio Gil Agueda e Hijos, ubicada en Daganzo de Arriba (Madrid), dispone de dos factorías de 12.500 m2 para la fabricación de maquinaria agrícola, y para cuyo equipamiento ha adquirido recientemente una instalación de pintura diseñada y fabricada por Geinsa, y que consta de los siguientes equipos: ) 14 NOTICIAS TÉCNICAS Una cabina de pintura de flujo vertical Un recinto de flash off Un horno de curado Transportador aéreo Armario de control con autómata y pantalla táctil. En la cabina de pintura se procede a la aplicación de pintura líquida, en ambiente en sobrepresión, por medio de impulsión de aire filtrado y salida del aire utilizado al exterior. Tanto la extracción como la impulsión incorporan variador de frecuencia para adecuación a las condiciones de trabajo. La cabina dispone de doble sistema de retención por filtraje en seco mediante sistema de marcos metálicos para una fácil y rápida sustitución de los filtros. Los portones de entrada-salida están fabricados a doble batiente, con apertura automática en corredera con motorreductor y control por final de carrera. Las piezas pasan posteriormente al recinto de 'flash off' provisto de sistema de extracción filtrada e iluminación superior e intermedia por reactancias electrónicas. Posteriormente, las piezas son introducidas en el horno de secado en una temperatura de trabajo de 90ºC. La temperatura es programada y controlada mediante regulador digital situado en el cuadro de AIAS mandos central, donde se muestra en todo momento la temperatura interior del horno, así como la temperatura de consigna del calentamiento. Asimismo, incorpora en la entrada y en la salida puertas motorizadas, cuya función es mantener el calor y minimizar la fuga de aire caliente del interior del horno a través de los gálibos. Las puertas son accionadas por motorreductor y controladas por un final de carrera. Las piezas se desplazan mediante un transportador aéreo Power & Free compuesto de dos carriles, superior e inferior, capaz de soportar un peso de 1.500 Kg. por bastidor y piezas de hasta 4.000 mm. El conjunto de la instalación de transporte aéreo está regulado por diversos finales de carrera que permiten un funcionamiento seguro con ocho zonas de parada. La carga y descarga de piezas se realiza de forma automatizada mediante un elevador/desecensor que permite al operario descender la pieza de la cadena a voluntad hasta una altura óptima para el operario. La instalación se controla mediante un armario con sinóptico general en el que se visualizan los elementos de la instalación y su funcionamiento. El armario incorpora PLC y pantalla táctil para facilitar la gestión y visualización del proceso. Vista general de la instalación Salida de piezas del horno de secado ( 15 AIAS NOTICIAS TÉCNICAS geinsa INSTALACIONES PARA TRATAMIENTO Y PINTADO DE VAGONES DE FERROCARRIL Proyectadas para dos plantas de Euskotren (Euskadi) Equipo de recuperación de aire con by-pass El coche se puede introducir parcialmente en la cabina mediante cierre prácticamente hermético La empresa Euskotren ha realizado recientemente dos instalaciones en sus nuevas plantas de Lebario (Abadiño, Bizkaia) y de Araso (Irun, Gipuzkoa), con el fin de conseguir una mejora en velocidad de reparación y en calidad de acabado de sus vagones de ferrocarril. La instalación de Lebario se compone de tres recintos: cabina de preparación, de 21 x 6 x 6 m La cabina de preparación de superficie con recirculación de aire dispone de by-pass para salida de aire al exterior en determinadas operaciones. La instalación se completa con unas salas o cuartos técnicos para control, limpieza y preparación de materiales fabricados con las mismas características en cuanto a robustez y aislamiento que las propias cabinas. Las instalaciones especiales para tratamiento y pintado de vagones de ferrocarril que Geinsa ha realizado para la empresa Euskotren, del País Vasco, la de Araso, en Irún (Gipuzkoa) consiste en una cabina de pintado y secado idéntica a la instalada en Lebario, de 21 x 6 x 6 m. Estas son, respectivamente, la tercera y la cuarta instalación de reparación de vagones que adquiere a Geinsa la empresa Euskotren, ya que en 1996 le instaló una cabina de limpieza y preparación de bogies en sus pabellones de Lutxana (Erandio, Bizkaia) y en 2009 la segunda instalación de reparación de vagones de tranvía, en los talleres y cocheras de Vitoria. cabina de pintado y secado, de 21 x 6 x 6 m cabina de pintado y secado de bogies, de 7 x 5 x 3,5 m La característica principal -tanto de las cabinas de preparación como de pintado y secado-, es que el Vehículo entrando en la cabina de preparación ) 16 NOTICIAS TÉCNICAS AIAS vehículo se puede introducir parcialmente en la cabina mediante un cierre prácticamente hermético de modo que el ajuste es óptimo. De este modo se logra independizar las operaciones que se van a realizar y poder proteger a los operarios de zonas anexas. Tanto en Araso como en Lebario, las cabinas de preparación y las de pintado y secado están equipadas de plataformas elevadoras neumáticas. Cada cabina dispone de dos plataformas, una en cada lateral, que se desplazan longitudinalmente, mientras la cesta lo hace verticalmente. En el punto de trabajo la cesta se puede acercar prácticamente hasta el vehículo introducido. El calentamiento se realiza mediante quemadores de gas natural. Se trata de quemadores en vena directa, sin intercambiadores. En la fase de pintura, el operario elige la temperatura en la que debe aplicarla en función de su bienestar y de las características de la aplicación. En la fase de secado la temperatura máxima es 60ºC. Cabina de pintura instalada en Lebario En Lebario, los equipos generadores y extractores van instalados sobre el techo de las cabinas de pintado de coches, al objeto de optimizar espacios. Sin embargo, los filtros de retención final van instalados a nivel del operario, lo que facilita las tareas de mantenimiento habituales. ( 17 AIAS ACTIVIDADES CERRAMOS 2014 Al cierre del ejercicio 2014, lo más importante para AIAS es comunicar que la asociación ha crecido. Este año se han incorporado 11 nuevas empresas y también ha habido 6 bajas, lo cual significa un importante cambio en la tendencia asociativa, no solo por el número de altas, si no porqué también se han incorporado empresas de diferente actividad; desde suministradores de maquinaria o materia prima, de metalización por alto vacío, de cromado de plástico, del sector de la pintura hasta centros tecnológicos, lo cual enriquece mucho la familia de AIAS. El proyecto de ampliar y diversificar el colectivo de AIAS, está dando muy buenos resultados, debido a la gestión comercial que se está llevando a cabo, desde mediados de 2013. Algunas de las nuevas incorporaciones se deben a la gestión promocional realizada desde el stand de AIAS en las Ferias del sector, no obstante, el mayor número de altas es debido a las visitas que se realizan a las empresas. Por consiguiente esta será una de las acciones que se priorizará en lo sucesivo. En 2015 se ampliará la dedicación comercial con el apoyo del comercial del Centre Metal·lúrgic. Desde 2012, AIAS está ubicada en el Centre Metal·lúrgic, como patronal metalúrgica que forma parte de Fomento y Confemetal. El CM ofrece gran variedad de servicios para el asociado y una representación sectorial importante con 1.600 empresas asociadas. ) 18 A nivel institucional AIAS tiene dos representantes en la Junta directiva del Centre Metal·lúrgic, forma parte del Comité Europeo CETS y es miembro del comité organizador de Eurosurfas en Fira de Barcelona. Como acto especial durante la feria Eurosurfas, AIAS colaboró en el acto de reconocimiento a la trayectoria y dedicación profesional, a empresarios del sector, organizado por D. Javier Albort. La formación siempre ocupa un lugar importante en la asociación, ya sea en formato de cursos o como Jornadas técnicas. Este año se han lanzado 70 cursos presenciales, algunos cursos on line y se han realizado tres Jornadas Técnicas. La Jornada técnica de Recubrimientos DLC, la de Recubrimientos Tribológicos y la Jornada informativa: Actuaciones e Instrumentos financieros, a cargo del CDTI (Centro para el Desarrollo Tecnológico Industrial). AIAS ACTIVIDADES Por lo que respecta a la participación en Ferias, durante 2014 AIAS ha tenido stand en la BIEMH (Bilbao), en Eurosurfas(Barcelona) y ha compartido stand, invitada por la editorial de revistas, Pedeca Press, en Metalmadrid. por primera vez en Metalmadrid con un resultado muy positivo. Esta feria se realiza anualmente, con un formato muy práctico y se concentra en dos días de exposición, lo cual facilita mucho la labor de las empresas, tanto visitantes como las expositoras. El número de empresas participantes ha sido mucho menor que en otras ediciones, pero las que decidieron exponer, han valorado positivamente su participación. Eurosurfas, nuestra feria por tradición, fue nuevamente el punto de encuentro del sector, con un importante trabajo de promoción del salón realizado por Fira de Barcelona, aunque finalmente la participación no haya sido como en años anteriores, sobre todo por la poca representación de las empresas de tratamientos y recubrimientos. Sin embargo, las empresas expositoras fueron optimistas en su valoración del salón. Medio Ambiente siempre es un punto en el que se trabaja mucho, sobre todo últimamente con la restricción del uso del óxido de Cromo y sus ácidos, según el Anexo XIV del Reglamento Reach. La fecha límite de uso de estas sustancias -sin autorizaciónpara el cromado decorativo, es el 21 de septiembre de 2017, sin embargo se han realizado acciones para solicitar una moratoria en casos puntuales, como el recubrimiento de plástico en automoción, como mínimo hasta 2021. La BIEMH de Bilbao, tampoco tuvo tanta representación de empresas como en ediciones anteriores sin embargo hubo muchos contactos, sin duda junto con Subcontratación, son ferias a tener muy en cuenta por parte de las empresas interesadas en exponer en 2015. Aunque ya tiene 3 años de historia, AIAS participó ) 20 AIAS estuvo presente en la reunión organizada en el parlamento europeo “Surface engineering - european SME's for a global sustainable manufacturing future”, en la que se habló del imparable descenso del PIB de Europa, que en la industria es del 15,6%, cuando debería oscilar sobre el 20% para mantener el equilibrio. Los parlamentarios expresaron su interés por potenciar nuevamente la industria y aumentar la fabricación. Se mencionó la ingeniera de superficies como clave para este renacimiento industrial. ACTIVIDADES En el apartado de proyectos, AIAS participa (como stakeholder) en el proyecto POL-PRIMETT 2, como continuación del proyecto Pol-Primett. La continuación del proyecto POL-PRIMETT ha sido aprobada por el Programa de la Comisión Europea para la Prevención y Lucha contra el crimen. El principal objetivo de PolPrimett 2 es hacer frente al crimen organizado que promueve el robo de metal. El proyecto arrancó en octubre de 2013 y finalizará en septiembre de 2015. Por otro lado, aunque AIAS no participa directamente, ha dado su apoyo a varios proyectos durante 2014. AIAS 2014 ha sido el año de prueba para la Newsletter de AIAS. En abril se envió la primera y en total se han enviado 6. Esta comunicación digital se creó como complemento a la revista de AIAS para informar de las actividades de la asociación y para publicar noticias o novedades de las empresas que publican en la revista en papel, que además, disponen de un espacio publicitario (banner) con un enlace directo a sus páginas webs. Cada una de las Newsletter se ha enviado a 2.252 empresas. Esperamos que en 2015 se consolide esta publicación y podamos crear una nueva específica de Subcontratación. ( 21 AIAS ACTIVIDADES ASAMBLEA ANUAL DE ASOCIADOS El pasado 12 de febrero tuvo lugar la asamblea general ordinaria de asociados, correspondiente a 2014. En ella el presidente explicó todas las acciones realizadas, como se detallan en el texto de la pàgina 18 – CERRAMOS 2014. El tesorero informó del resultado económico del ejercicio y del presupuesto previsto para 2015. Gracias al estricto control de los presupuestos se ha podido mantener el equilibrio y cerrar el ejercicio 2014 sin pérdidas. El tesorero explicó ampliamente todas las partidas, tanto del balance de explotación como del presupuesto previsto para 2015, que se mantendrá en la misma dinàmica de austeridad. Ambos informes se aprobaron por unanimidad. El presidente presentó los proyectos para 2015: Aumentar la relación AIAS - OTRAS ASOCIACIONES. Incorporación de dos representantes de AIAS a las comisiones de Medio Ambiente e Innovación, de Fomento. Aumentar la colaboración de AIAS con Centros Tecnológicos. Ampliar la dedicación comercial con el apoyo del nuevo comercial del CM. Participación en ferias. Organización de Jornadas Técnicas. Organización de cursos específicos del sector bonificables por la Fundación Tripartita. Proyecto de la nueva Newsletter: SUBCONTRATACIÓN. Esta nueva Newsletter se diferenciará un poco de la anterior ya que no priorizará la publicación de noticias o actividades de AIAS, sinó que pretende ser un espacio para que las empresas asociadas se puedan promocionar. Explicar sus acabados o procesos, comunicar un aniversario de la empresa, informar de una nueva certificación conseguida o de un cambio de local, etc. Además también se incluirán los espacios publicitarios, a un precio muy económico, para que las empresas puedan disponer de un enlace directo a su web. Inicialmente esta News de Subcontratación se enviará a casi 3.000 empresas. Para ampliar cualquier información sobre la asamblea o las Newsletter, llamar al Tel. 93 745 79 69 Sra. Elvira Martin. ACTIVIDADES ENTHONE AFORTUNADA GANADORA DE UNA IMPRESORA HP El Centre Metal·lúrgic organizó el pasado dia 11 de Diciembre una jornada sobre la Nueva Reforma Fiscal, principales cambios en el Impuesto de Sociedades, Impuesto sobre la Renta de las Personas Físicas y en el IVA, a cargo del Sr. Ángel González Roldán, abogado, asesor fiscal e inspector de Hacienda en excedencia. Por gentileza de la empresa Control Group se sorteó una impresora HP entre todos los asistentes, siendo Enthone la empresa afortunada. ¡Felicidades! Y ya sabéis.... ¡asistir a Jornadas, a veces tiene premio! EOS Global nueva correduría de seguros para los asociados de AIAS Con presencia en más de 100 países de todo el mundo, EOS Global es una correduría de seguros líder en la consultoría y gestión de riesgos de empresas. Su conocimiento y capacidad de negociación en el mercado asegurador, así como su gran experiencia asegurando a clientes de los principales sectores de actividad, son la base de un servicio de excelencia que podrá satisfaces las necesidades más exigentes en este ámbito. EOS Global, cuenta con un equipo de personas altamente cualificadas, competentes y especializadas en áreas de determinados riesgos, para ofrecer a los asociados de AIAS, asesoramiento y soluciones a medida. Tras firmar un acuerdo de colaboración con la patronal, una persona de EOS Global estará ubicada en Sabadell para atender a las empresas asociadas. Para más información llamar a AIAS, Tel. 93 745 79 69 Sra. Elvira Martin. AIAS www.aias.es