Dimensionamiento y estudio de factibilidad de una planta de
Anuncio

Facultad de Ingeniería
Escuela de Ingeniería Mecánica
Dimensionamiento y estudio de factibilidad de una
planta de generación eléctrica de 50MW empleando
Orimulsión®
Liliana Malavé Angulo
Tutor académico: Ing. Frank Pietersz C.
Tutor industrial: Ing. Tito Bonadonna
Caracas, Abril 2.002
I
Derecho de Autor
Cedo a la Universidad Metropolitana el derecho de reproducir y difundir el
presente trabajo, con las únicas limitaciones que establece la legislación
vigente en materia de derecho de autor.
En la ciudad de Caracas, a los 04 días del mes de abril del año 2.002.
________________________
Liliana Malavé Angulo
II
Aprobación
Considero que el Trabajo Final titulado
Dimensionamiento y estudio de factibilidad de una planta de generación
eléctrica de 50MW empleando Orimulsión®.
elaborado por el ciudadano
Liliana Malavé Angulo
para optar al título de
Ingeniería Mecánica
reúne los requisitos exigidos por la Escuela de Ingeniería Mecánica de la
Universidad Metropolitana, y tiene méritos suficientes como para ser
sometido a la presentación y evaluación exhaustiva por parte del jurado
examinador que se designe.
En la ciudad de Caracas, a los 04 días del mes de abril del año 2.002.
________________________
Tutor
III
Acta de veredicto
Nosotros, los abajo firmantes constituidos como jurado examinador y
reunidos en Caracas, el día 04 / 04 / 2.002, con el propósito de evaluar el
Trabajo Final titulado
Dimensionamiento y estudio de factibilidad de una planta de generación
eléctrica de 50MW empleando Orimulsión®.
Presentado por el ciudadano
Liliana Malavé Angulo
para optar al título de
Ingeniería Mecánica
emitimos el siguiente veredicto:
Reprobado______ Aprobado__X__
Notable_____
Sobresaliente_____
Observaciones:_________________________________________________
_____________________________________________________________
_______________
_______________
Ing. Frank Pietersz
Ing. Tito Bonadonna
_________________
Ing. Francisco Pimentel
IV
Índice de contenido
Lista de tablas y figuras………………………………………………………..…VII
Introducción………………………………………………………………………….1
Capítulo I. Tema de investigación....................................................................2
I.1 Planteamiento del problema.............................................................2
I.2 Objetivos de la investigación............................................................2
Capítulo II. Marco teórico.................................................................................4
II.1 Centrales termoeléctricas convencionales......................................4
II.1.1 Combustibles fósiles..........................................................5
II.1.1.1 Gas natural...........................................................5
II.1.1.2 Combustible líquidos............................................7
II.1.1.3 Carbón.................................................................7
II.1.1.4 Orimulsión®..........................................................8
II.1.2 Plantas nucleares..............................................................8
II.2 Teoría de emulsiones....................................................................13
II.2.1 Emulsiones......................................................................13
II.2.2 Tensión interfacial............................................................17
II.2.3 Surfactantes.....................................................................18
II.2.4 Variables que afectan la formación de las emulsiones....22
II.2.5 Estabilidad de emulsiones...............................................26
II.2.6 Clasificación de las emulsiones según su distribución y
diámetro de gota.......................................................................29
V
II.2.7 Emulsiones múltiples.......................................................32
II.2.8 La tecnología Imulsión®...................................................33
II.3 Orimulsión®....................................................................................35
II.3.1 Reservas..........................................................................37
II.3.2 Extracción
del
bitumen
y
manufactura
de la
Orimulsión®...............................................................................37
II.3.3 Bitúmenes del Orinoco, S. A............................................38
II.3.4 Propiedades físico-químicas............................................39
II.3.5 Información técnica..........................................................47
II.3.6 Manejo de la Orimulsión®................................................51
II.3.7 Combustión......................................................................54
II.3.8 Comportamiento en calderas...........................................57
Capítulo III. Marco metodológico....................................................................64
III.1 Características metodológicas......................................................64
III.2 Variables y operacionalización.....................................................66
III.3 Población y muestra.....................................................................66
III.4 Técnicas e instrumentos...............................................................67
III.5 Procedimientos.............................................................................67
III.5.1 Motores seleccionados...................................................67
III.5.2 Volumen de Orimulsión® 400 a manejar.........................84
III.5.3 Cálculo de los tanques....................................................85
III.5.4 Tubería de succión.........................................................94
III.5.4.1 Hidráulica..........................................................95
VI
III.5.5 Tubería de descarga.....................................................108
III.5.5.1 Hidráulica........................................................109
III.5.6 Curva característica del sistema...................................125
III.5.7 Cálculo hidráulico opcional...........................................139
III.5.8 Selección de las bombas..............................................150
III.5.9 Emisiones de los motores.............................................159
III.5.10 Costos Orimulsión® 400..............................................161
III.5.11 “Lay-out” de planta......................................................164
III.5.12 Costo de equipos instalados.......................................166
III.5.13 Costo de tuberías, válvulas, accesorios y tanques.....166
III.5.14 Costo estimado del KW-h generado...........................178
III.6 Limitaciones................................................................................180
Capítulo IV. Resultados y análisis................................................................182
Capítulo V. Conclusiones y recomendaciones.............................................186
Referencias bibliográficas............................................................................188
Anexos..........................................................................................................191
VII
Lista de tablas y figuras
1. Clasificación de las emulsiones según la naturaleza de sus fases, 15.
2. Fuerza de atracción entre moléculas en la superficie y en el interior de
un líquido, 17.
3. Adsorción del surfactante en la interfase O/W, 19.
4. Tamaño de distribución de la gota,40.
5. Posibles cambios en la estructura y aspecto de la Orimulsión® si es
sometida a condiciones extremas durante su almacenamiento, 43.
6. Efecto de la temperatura en el calor específico de la Orimulsión® 400,
43.
7. Efecto de la temperatura en la conductividad térmica de la Orimulsión®
400, 44.
8. Viscosidad aparente de la Orimulsión® 400 a diferentes tasas de corte
típicas, 46.
9. Características típicas de la Orimulsión® 400 comparada con otros
combustibles, 47.
10. Concentración de elementos típicos en Orimulsión® 400 comparados
con otros combustibles, 48.
11. Condiciones
del
manejo
del
combustible,
combustión
comportamiento en la caldera, 49.
12. Comportamiento ambiental, 50.
13. Características técnicas de los motores Wärtsilä 46, 68.
14. Corte longitudinal del motor Wärtsilä 46, 69.
y
VIII
15. Emisiones de NOx, 71.
16. Límite de emisiones de NOx. Calentamiento global. Emisiones de
CO2, 72.
17. Corte longitudinal de la bomba de inyección del motor Wärtsilä 46, 75.
18. Sistema Spex para gases de escape de los motores Wärtsilä 46, 77.
19. Turbocargador de los motores Wärtsilä 46, 77.
20. Corte longitudinal del pistón, 78.
21. Cabeza de los cilindros del motor Wärtsilä 46, 79.
22. Anillos de presión de los pistones del motor Wärtsilä 46, 79.
23. Cilindro de los motores Wärtsilä 46, 81.
24. Sistema de enfriamiento del motor Wärtsilä 46, 82.
25. Sistema de lubricación del motor Wärtsilä 46, 83.
26. Dibujo esquemático de los tanques de almacenamiento atmosférico
dimensionados, 87.
27. Tanques atmosféricos de almacenamiento de líquidos inflamables y/o
combustibles, 88.
28. Esquema del dique de contención de los tanques (terraplén), 92.
29. Dimensiones del dique de contención, 93.
30. Dibujo esquemático de equipos dimensionados, 94.
31. Índices de comportamiento de flujo y coeficientes de consistencia
para cada temperatura, 97.
32. Factores de fricción para diferentes diámetros de tubería, 100.
33. Tabla técnica para tuberías de acero al carbono, 104.
IX
34. Dibujo esquemático de equipos dimensionados, 108.
35. Tabla técnica para tuberías de acero al carbono, 120.
36. Resultado de velocidades de flujo para diversos caudales, 129.
37. Resultado de la relación (v2/2g) para diversos caudales, 129.
38. Número de Reynolds para diferentes caudales, 131.
39. Factores de fricción para diversos caudales, 132.
40. Factores de fricción por tuberías rectas/100m, 132.
41. Coeficientes de resistencia para los accesorios utilizados, 133.
42. Curva característica del sistema, 138.
43. Tabla técnica para tuberías de acero al carbono, 139.
44. Tabla técnica para tuberías de acero al carbono, 141.
45. Velocidades medias de flujo para diversos caudales y diámetros de
tuberías, 144.
46. Valor de (v2/2g) para diversos caudales y diámetros de tuberías, 145.
47. Valores del número de Reynolds para diversos caudales y diámetros
de tuberías, 145.
48. Valores del factor de fricción (f) para diversos caudales y diámetros
de tuberías, 146.
49. Valores de las pérdidas por fricción por cada 100 metros de tubería,
147.
50. Curva característica del sistema para el cálculo hidráulico opcional,
150.
51. Bomba de doble tornillo de Bornemann Pumps, 151.
X
52. Partes de la bomba de tres tornillos de IMO PUMPS, 154.
53. Bombas IMO disponibles en el mercado, 155.
54. Bomba IMO, serie 3D, 156.
55. Tamaño de las bombas de la serie 3D de IMO PUMPS, 157.
56. Dimensiones y peso de la bomba 275E, serie 3D, 159.
57. Lay-out de la planta de generación eléctrica de 50MW, 165.
58. Costos de tuberías, 166.
59. Costos de válvulas y accesorios, 167.
60. Espesores de las planchas según el método del apéndice K, 175.
61. Espesores de las planchas según el diámetro del tanque, 176.
62. Espesores de las planchas seleccionados, 177.
Anexos
1
Introducción
En la Faja del Orinoco, ubicada en la parte norte de la Cuenca Oriental de
Venezuela, se encuentran importantes yacimientos de crudos extrapesados y
bitumen natural. Tras varios años de investigación, surge la llamada
Orimulsión®, que no es más que un combustible fósil creado bajo tecnología
desarrollada por PDVSA Intevep S.A., compuesto de un 70% de bitumen
natural disperso en un 30% de agua. Para que esta emulsión se mantenga
estable, se emplean surfactantes y aditivos.
La Orimulsión® representa una nueva alternativa para la generación eléctrica,
ya que las reservas existentes garantizan un suministro seguro por lo menos
hasta bien entrado el siglo veintidós.
En este proyecto se plantea el dimensionamiento de las facilidades para el
manejo y almacenamiento de este combustible, se determina el número de
motores de ciclo diesel a emplear y se estiman algunos costos tomando en
cuenta información referencial obtenida.
La gran ventaja que nos ofrece el uso de motores de ciclo diesel en la planta
es su construcción modular, por lo que las futuras ampliaciones son un
hecho factible. La fabricación de estos equipos se realiza en un tiempo corto,
por lo que industrias privadas y lugares con demanda inmediata de
electricidad son una perfecta opción para su instalación.
Capítulo I. Tema de investigación
Anexos
2
Capítulo I. Tema de investigación
I.1 Planteamiento del problema
En este Trabajo de Grado, se desarrolla el dimensionamiento de una planta
de generación eléctrica de 50MW, haciendo uso de motores de ciclo diesel
para quemar Orimulsión® 400. Esta alternativa de generación, se basa en
experiencias recientemente obtenidas por parte de empresas como Wärtsilä
NSD Corporation. El año pasado, ésta empresa comenzó la operación de
una planta piloto en Vaasa, Finlandia. En éste proyecto, se emplearon
motores Wärtsilä 46 y 64 para un ciclo diesel combinado (DCC) donde los
motores están quemando Orimulsión® 400 con buenos resultados. Otra
empresa que también ha desarrollado motores para quemar este tipo de
combustible, es Mitsui Engineering & Shipbuilding Co., LTD.
En los siguientes objetivos, se observa con más detenimiento los puntos a
desarrollar.
I.2 Objetivos de la investigación
II.2.1 Generales
•
Dimensionar y diseñar las facilidades de almacenamiento, manejo,
tratamiento y mantenimiento de la Orimulsión®.
•
Realizar un diseño de planta con equipo reducido (solo el necesario).
•
Seleccionar y especificar el número y potencia de las máquinas motrices
requeridas. En éste caso serán motores de combustión interna que
trabajaran bajo el ciclo diesel.
Anexos
3
II.2.2 Específicos
•
Determinar el volumen total de Orimulsión® a manejar.
•
Elaborar una estrategia de suministro del combustible en función de los
volúmenes requeridos (estimar costo de colocación en planta). Este punto
se basa en que se proveerá la Orimulsión® desde nuestro país hacia
zonas del continente americano.
•
Estimar los costos de las facilidades y de los motores. Calcular inversión
inicial aproximada.
•
Estimar costo de operación y mantenimiento de la planta.
•
Estimar el costo de generación del MWhr producido. Comparar con
opciones de generación que emplean otro tipo de combustibles.
Capítulo II. Marco teórico
Anexos
4
Capítulo II. Marco teórico
II.1 Centrales termoeléctricas convencionales
La energía calorífica puede obtenerse mediante la combustión correcta de
los combustibles comerciales, y cuando se emplean los equipos adecuados,
parte de esta energía puede transformarse en trabajo. Cada máquina
principal de una central termoeléctrica que transforma energía calorífica en
trabajo mecánico útil recibe el nombre de máquina motriz; tales como:
motores de combustión interna, turbinas de vapor y turbinas de gas.
Las centrales térmicas se dividen en:
-
Centrales de vapor: utilizan turbinas o máquinas de pistón, o ambas a la
vez. El vapor se produce en la(s) caldera(s), quemando el combustible en
sus hogares, y el calor generado es transferido al fluido de trabajo. De
la(s) caldera(s), sale vapor de agua a alta presión, y éste entra a las
máquinas motrices (turbinas de vapor) de la central. Las máquinas
motrices, pueden trabajar con o sin condensador. En el caso de la
ausencia del condensador, el vapor es descargado a presión atmosférica
o presiones superiores a ésta, por lo que se requiere agua de
alimentación que ingrese nuevamente a la caldera. Cuando poseen
condensador, el vapor es descargado a presiones inferiores a la
atmosférica en condensadores interiores, por lo que parte de la energía
calorífica del vapor (que es un calor perdido) es usada para transformar
vapor en agua. El solo hecho de que la central trabaje con condensador
Anexos
5
implica que una mayor cantidad de energía es extraída de cada kilogramo
de vapor.
-
Centrales de motores de combustión interna: El combustible es quemado
en los cilindros del motor. Si esto ocurre en uno de los extremos del
cilindro, se dice que el motor es de efecto simple. Si la combustión ocurre
en cada uno de los extremos, el motor es de doble efecto. Normalmente,
estos motores son arrancados utilizando aire comprimido o un motor
eléctrico. Los combustibles empleados en la combustión de estos
motores, son gases o productos destilados del petróleo de varias
densidades. Para la generación de electricidad, estos motores son
acoplados a unos generadores eléctricos.
-
Centrales de turbinas a gas: la energía calorífica obtenida de un
combustible es transformada en trabajo en el eje giratorio de la turbina,
sin necesidad de ningún movimiento alternativo. Para que el compresor
acoplado a la turbina se ponga en marcha, puede usarse un motor.
II.1.1 Combustibles fósiles
II.1.1.1 Gas Natural
La generación de energía eléctrica por sistemas convencionales tiene
rendimientos del 30-40% con hasta un 65% de la energía primaria
consumida desperdiciada como calor residual.
Anexos
6
El gas natural se ha convertido en un combustible atractivo para la
generación de electricidad con alto rendimiento en toda una serie de
aplicaciones.
El gas natural, utilizado para la generación de energía eléctrica, ofrece las
mejores oportunidades en cuestiones de economía, aumento de rendimiento
y reducción del impacto ambiental. Estas ventajas pueden conseguirse tanto
en grandes centrales como en pequeñas centrales y unidades de
cogeneración termoeléctrica. La investigación y desarrollo de nuevas
tecnologías está abriendo continuamente nuevas fronteras con rendimientos
todavía mayores y, por consiguiente, menos contaminación.
-
Centrales convencionales a gas:
En ellas el gas se usa como combustible de caldera para la generación de
vapor de agua. La central está formada por el conjunto generador de vaporturbina de vapor-alternador. En otros casos, en centrales convencionales de
carbón ó de fuel oil se usa gas natural a través de quemadores mixtos ó en
diferentes quemadores en el mismo hogar de la caldera a fin de reducir las
emisiones de SO2 y NOx que se originarían por el uso exclusivo de los
combustibles antes mencionados.
Mediante el uso del gas natural se puede crear una combustión por etapas
en zonas con atmósferas controladas. La combustión se completa en el
tramo final del hogar con la aportación del aire y gas necesario. Con éste
Anexos
7
sistema se consigue notables reducciones de los niveles de emisiones de
NOx.
II.1.1.2 Combustibles líquidos
Dentro de estos combustibles podemos mencionar el fuel oil y el diesel. El
fuel oil se usa en equipos de uso continuo, tales como centrales
convencionales a vapor, y el diesel se usa para aplicaciones de baja
capacidad a nivel industrial.
Son aceites combustibles que se derivan del petróleo y consisten en
residuos, destilados y mezclas. Los aceites residuales son aquellos que no
se han evaporado durante al proceso de refinado; pueden contener
impurezas que a altas temperaturas atacan los metales (álabes de las
turbinas). Debido a su alta viscosidad, requieren ser calentados para poder
ser bombeados. Los fuel oils se clasifican en varios tipos, donde el 1,2 y 4
son para el uso en equipos quemadores para la calefacción doméstica; y el
5, 6 y 8 son de uso industrial. Cuando se habla de fuel oil # 6, se debe
mencionar que éste es el más utilizado a escala industrial, y el fuel oil # 2, el
gasoil y el diesel son similares.
II.1.1.3 Carbón
El carbón es el combustible fósil más abundante en el mundo. Puede
utilizarse en forma limpia y económica usando tecnologías disponibles.
El carbón genera cerca del 40% de la energía eléctrica que mueve al mundo.
La industria del hierro y del acero también depende del uso del carbón, al ser
Anexos
8
éste el principal agente reductor en la industria metalúrgica. El 75% del
carbón consumido en el mundo es para generación eléctrica y metalúrgica.
En las centrales térmicas convencionales de carbón, se llega a aprovechar el
lignito de muy baja calidad, gracias a las mejoras tecnológicas que facilitan
su combustión y limpian sus humos, aunque en algunos casos se deba
recurrir a chimeneas altísimas para su evacuación.
II.1.1.4 Orimulsión®
Es un combustible fósil desarrollado por PDVSA Intevep, S.A. (filial de
Petróleos de Venezuela, S.A. que se dedica a la investigación y desarrollo).
Es una emulsión de 30% de agua y 70% de bitumen, más aditivos y
surfactantes para su estabilización.
Para ampliar un poco más todo lo relacionado a la Orimulsión®, se debe
conocer que son las emulsiones y como es el comportamiento de las
mismas, por lo que este punto se desarrolla más adelante.
II.1.2 Plantas nucleares
La diferencia entre las plantas nucleares y las plantas que emplean
combustibles fósiles es el simple hecho de que las primeras tienen reactor
nuclear, mientras que las segundas generalmente poseen una caldera de
vapor.
•
Reactor nuclear
Es una instalación física donde se produce, mantiene y controla una reacción
nuclear en cadena. Por lo tanto, en un reactor nuclear se utiliza un
Anexos
9
combustible adecuado que permita asegurar la normal producción de energía
generada por las sucesivas fisiones. Algunos reactores pueden disipar el
calor obtenido de las fisiones; otros, sin embargo, utilizan el calor para
producir energía eléctrica.
•
Combustible utilizado
Es material fisionable utilizado en cantidades específicas y dispuestas en
forma tal, que permite extraer con rapidez y facilidad la energía generada. El
combustible en un reactor se encuentra en forma sólida, siendo el más
utilizado el uranio bajo su forma isotópica de U-235. Sin embargo, hay
elementos igualmente fisionables, como por ejemplo el plutonio que es un
subproducto de la fisión del uranio.
En la naturaleza existe poca cantidad de uranio fisionable, es alrededor del
0,7%, por lo que en la mayoría de los reactores se emplea combustible
“enriquecido”, es decir, combustible donde se aumenta la cantidad de uranio
235.
•
Barras de combustible
Son el lugar físico donde se confina el combustible nuclear. Algunas barras
de combustible contienen el uranio mezclado en aluminio bajo la forma de
láminas planas separadas por una cierta distancia que permite la circulación
de fluido para disipar el calor generado. Las láminas se ubican en una
especie de caja que les sirve de soporte.
Anexos
•
10
Núcleo del reactor
Está constituido por las barras del combustible. El núcleo posee una forma
geométrica que le es característica y es refrigerado por un fluido, que
generalmente es agua. En algunos reactores el núcleo se ubica en el interior
de una piscina con agua, a unos 10 ó 12 metros de profundidad, ó bien al
interior de una vasija de presión construida en acero.
•
Barras de control
Todo reactor posee un sistema que permite iniciar o detener las fisiones
nucleares en cadena. Éste sistema lo constituyen las barras de control,
capaces de capturar los neutrones que se encuentran en el medio
circundante. La captura neutrónica evita que se produzcan nuevas fisiones
de núcleos atómicas de uranio. Generalmente las barras de control se
fabrican de cadmio o boro.
•
Moderador
Los neutrones obtenidos de la fisión nuclear emergen con velocidades muy
altas (neutrones rápidos). Para asegurar continuidad de la reacción en
cadena, lo cual sería procurar que los “nuevos neutrones” sigan colisionando
con los núcleos atómicos del combustible, es necesario disminuir la
velocidad de estas partículas (neutrones lentos). Se disminuye la energía
cinética de los neutrones rápidos mediante choques con átomos de otro
material adecuado, llamado moderador.
Anexos
11
Se utiliza como moderador el agua natural (agua ligera), el agua pesada
(deuterada), el Carbono (grafito), etc.
•
Refrigerante
En un reactor se produce gran cantidad de todo tipo de radiaciones, las
cuales se distribuyen en todas direcciones. Para evitar que los operarios del
reactor y el medio externo sean sometidos indebidamente a tales
radiaciones, se utiliza un adecuado “blindaje biológico” que rodea el reactor.
Los materiales más usados en la construcción de blindajes para un reactor
son el agua, al plomo y el hormigón de alta densidad, con al menos 1,5
metros de espesor.
•
Tipos de reactores nucleares
Existen dos tipos de reactores:
-
Los reactores de investigación. Utilizan los neutrones generados en la
fisión para producir radioisótopos ó bien para realizar diversos estudios
en materiales.
-
Los reactores de potencia. Estos reactores utilizan el calor generado en la
fisión para producir energía eléctrica, desalinización del agua del mar,
calefacción, ó bien para sistemas de propulsión.
Existen otros criterios para clasificar diversos tipos de reactores:
-
Según la velocidad de los neutrones que emergen de las reacciones de
fisión: se habla de reactores rápidos ó bien de reactores térmicos.
Anexos
-
12
Según el combustible utilizado: hay reactores de uranio natural (la
proporción de uranio utilizado en el combustible es muy cercana a la que
posee en la naturaleza) y de uranio enriquecido (se aumenta la
proporción de uranio en el combustible).
-
Según el moderador utilizado: se puede utilizar como moderador el agua
ligera, el agua pesada ó el grafito.
-
Según el refrigerante utilizado: se emplea como refrigerante el agua
(ligera ó pesada), un gas (anhídrido carbónico, aire), sales u otros
líquidos. Estos materiales pueden actuar en cierto tipo de reactores como
refrigerante y moderador a la vez.
Hay dos tipos de reactores de potencia de mayor uso en el mundo:
-
El reactor de agua en ebullición.
-
El reactor de agua a presión.
•
Reactor de agua en ebullición (BWR)
Ha sido desarrollado principalmente en Estados Unidos, Suiza y Alemania.
Utiliza agua natural purificada como moderador y refrigerante. Como
combustible dispone de uranio 238 enriquecido con uranio 235, el cual como
se sabe, facilita la generación de fisiones nucleares.
El calor generado por una reacción en cadena se utiliza para hacer hervir el
agua. El vapor producido se introduce en una turbina que acciona un
generador eléctrico. El vapor que sale de la turbina pasa por un
Anexos
13
condensador, donde es transformado nuevamente en agua líquida.
Posteriormente vuelve al reactor al ser impulsada por una bomba adecuada.
•
Reactor de agua a presión (PWR)
Es ampliamente utilizado en Estados Unidos, Alemania, Francia y Japón.
El refrigerante es agua a gran presión. El moderador puede ser agua ó bien
grafito. Su combustible también es el uranio 238 enriquecido con uranio 235.
En este proceso se distinguen dos circuitos, uno primario y otro secundario.
En el circuito primario, el agua entra en el reactor a una presión mucho más
grande que la presión atmosférica (5 ó 6 veces mayor), por lo que el agua no
se hierve al ser sometida a temperaturas superiores a la de ebullición
(T>100°C). Cuando el agua sale del reactor a una temperatura elevada, esta
ingresa a un intercambiador de calor donde es enfriada para volver al
reactor. En el intercambio hay traspaso de calor a un circuito secundario de
agua donde posteriormente dicha agua se convierte en vapor y se introduce
a una turbina que acciona un generador eléctrico.
II.2 Teoría de emulsiones
II.2.1 Emulsiones
Son sistemas dispersos de un líquido inmiscible en otro, estabilizadas
mediante la presencia de un surfactante ó compuesto con actividad
interfacial, que se adsorbe en la interfase liquido-liquido. Para que haya una
emulsión, es necesaria la presencia de dos líquidos con características muy
Anexos
14
diferentes, tales como el agua (sustancia no polar) y el aceite (sustancia
polar).
En la industria petrolera, las emulsiones son muy comunes. El petróleo
normalmente se produce con cantidades apreciables de agua, buena parte
de ella formando una emulsión de agua con petróleo. Mediante los procesos
de deshidratación y desalación, el agua y las sales son separadas del
petróleo para su posterior comercialización.
Desde finales de la década de los sesenta, la literatura abierta y de patentes
introduce la técnica de emulsificación a fondo de pozo para producir,
transportar y tratar hidrocarburos viscosos.
Finalizando los años setenta, en PDVSA Intevep, se iniciaron actividades de
investigación para encontrar una manera económica y técnicamente factible,
de producir el bitumen de la Faja del Orinoco y transportarlo, hacia centros
de refinación más cercanos.
El término de emulsión se aplica a la dispersión de un líquido en otro líquido
con el cual es inmiscible; y en el cual se distinguen dos fases, una
dispersante ó continua, y una dispersa ó discontinua.
Las fases que se distinguen en las emulsiones son:
-
La fase dispersa, discontinua ó interna, la cual está presente en forma de
gotitas finamente divididas.
-
La fase continua ó externa, que forma la matriz en que se suspenden las
gotas.
Anexos
15
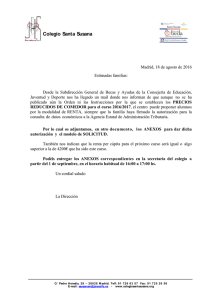
Las emulsiones se clasifican, basándose en la naturaleza de la fase externa
(Lissant, 1974) en:
-
Aceite en agua (O/W): las gotas de aceites están dispersas en el agua.
-
Agua en aceite (W/O): las gotas de agua están dispersas en el aceite.
Figura 1. Clasificación de las emulsiones según la naturaleza de sus fases.
Para formar una emulsión, es requisito indispensable la coexistencia de tres
factores (Cárdenas, 1993), los cuales son:
-
Dos líquidos inmiscible entre sí.
-
Un agente que estabilice la emulsión, conocido como surfactante ó
agente emulsificante, el cual se ubica en la superficie de las gotas de la
emulsión y evita ó retarda la coalescencia de éstas, haciendo a la
emulsión “estable”.
-
Agitación que permita dispersar una fase inmiscible en la otra.
Anexos
•
16
Formación de emulsiones
En la formación de emulsiones, la dispersión de uno de los líquidos en el
seno del otro, se produce con un enorme incremento del área interfacial
entre ellos y en consecuencia un aumento de la energía libre interfacial, lo
que origina un sistema termodinámicamente inestable respecto de los dos
constituyentes separados por una mínima superficie interfacial. Éste
argumento es ilustrado en la siguiente ecuación, para el cambio de la energía
libre interfacial (dG) a presión, temperatura (T) y cantidad de masa
constantes, experimentando por la fase que sufre dispersión ó fase continua:
dG=γ0.dA-T.dS
Donde dS es el cambio de entropía configuracional y siempre es positivo,
debido a la aparición de las gotas que genera un aumento en el área
interfacial provocando un mayor desorden con respecto al estado inicial. Y γ0
es la tensión superficial.
Aunque en general, γ0.dA>T.dS, si se desprecia el término entrópico, la
ecuación anterior puede escribirse:
dG=γ0.dA
Ésta última ecuación demuestra que al formar una emulsión aumenta la
energía libre interfacial, debido a un aumento en el área interfacial (dA). Por
eso
una
emulsión
la
cual
es
termodinámicamente
inestable
espontáneamente tenderá a separarse para volver a su estado original.
Anexos
17
II.2.2 Tensión interfacial
Es bien sabido (Derjaguin y Abricossova, 1956) que existen fuerzas
atractivas de Van der Waals de corto alcance entre las moléculas y que éstas
son responsables de la existencia del estado líquido. Los fenómenos de
tensión superficial e interfacial se pueden explicar fácilmente en función de
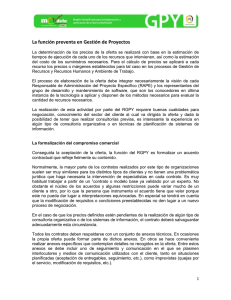
éstas fuerzas. Las moléculas que están situadas en el seno de un líquido
están sometidas a fuerzas iguales de atracción en todas las direcciones,
mientras que las que están situadas, por ejemplo, en una fase líquido/aire
experimentan fuerzas atractivas no equilibradas con un empuje resultante
hacia el interior.
Figura 2. Fuerza de atracción entre moléculas en la superficie y en el interior de un líquido.
Tantas moléculas como sea posible abandonarán la superficie para pasar al
interior del líquido, con lo cual la superficie tenderá a contraerse
Anexos
18
espontáneamente. Por esta razón las gotas de líquido y las burbujas de gas
tienden a formar una forma esférica.
La tensión superficial, y la cantidad más fundamental, la energía libre
superficial, cumplen un papel muy importante en la química física de
superficies. La tensión superficial γ0 de un líquido se define normalmente
como la fuerza que actúa perpendicularmente a cualquier línea de longitud
unidad sobre la superficie del líquido. Sin embargo, ésta definición, aunque
resulta apropiada en el caso de películas líquidas tales como espumas, es
algo imprecisa, puesto que no hay una piel elástica o fuerza tangencial como
tal en la superficie de un líquido puro. Es más satisfactorio definir la tensión
superficial y la energía libre superficial como el trabajo (W) necesario para
aumentar, a temperatura constante y de modo reversible, el área de una
superficie en una unidad.
dW=γ0.dA
Si la tensión interfacial entre dos líquidos se hace lo suficientemente
pequeña por adición de surfactantes o agentes tenso activos, tiene lugar
fácilmente una emulsificación, porque aunque hay un aumento considerable
de área interfacial, el trabajo de expansión requerido no es muy grande, y
puede lograrse con una simple agitación.
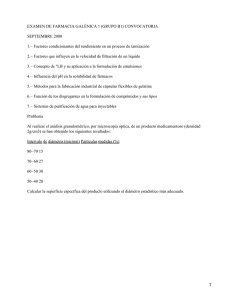
II.2.3 Surfactantes
Un surfactante es una sustancia química, que por la doble afinidad que le
confiere su estructura molecular L-H, constituida por una porción hidrofílica
Anexos
19
(H) y una lipofílica (L), se adsorbe a la interfase agua/aceite en forma
orientada, como se muestra en la figura, disminuyendo a veces en forma
drástica, la tensión interfacial entre esos dos lípidos.
Figura 3. Adsorción del surfactante en la interfase O/W.
La parte polar posee afinidad por los solventes polares, en particular el agua
por lo cual se denomina como la parte hifrofílica. Por el contrario el grupo
apolar es soluble en solventes apolares y se le denomina la parte hidrofóbica
o bien lipofílica.
Según el tipo de disociación del grupo hidrofílico en fase acuosa, se
denominan:
-
Aniónicos: en solución se disocian formando un ión orgánico anfífilo y un
catión que puede ser amonio ó algún metal alcalino.
-
No iónicos: su parte hidrófila es de tipo alcohol, fenol, éter ó amida, por lo
que no se ionizan y la parte lipófila es un radical alquilo, alquil bencilo ó
un ácido graso.
Anexos
-
20
Catiónicos: al disociarse producen un catión orgánico anfífilo y un anión,
generalmente un halogenuro.
-
Anfotéricos: combinan caracteres aniónicos y catiónicos dentro de una
misma molécula y los poliméricos, copoliméricos en bloque de estructuras
hidrófilas y lipófilas.
El HLB es una propiedad del surfactante el cual se define como el balance
hidrofílico-lipofílico que tienen para un sistema aceite/agua en particular, el
cual determinará el tipo de emulsión que se va a formar. Los surfactantes
con HLB entre 1 y 7 forman emulsiones del tipo O/W, desde 10 hasta 20
forman emulsiones W/O, mientras que para valores intermedios a los
anteriores forman emulsiones inestables ó micro emulsiones.
La misión del surfactante es ayudar a la formación y estabilización de un
sistema inestable como lo son las emulsiones. Esto lo hace por adsorción en
la interfase líquido-líquido, como una película orientada que inhibe el
fenómeno de floculación y retarda la coalescencia de partículas dispersas,
por creación alrededor de las mismas de barreras mecánicas, estéricas y/o
eléctricas así como también de la formación en la interfase de películas poco
elásticas y/o altamente viscosas, las cuales retardan la coalescencia.
•
Surfactantes naturales
Desde hace algún tiempo es conocida la presencia de material con actividad
interfacial en el petróleo (Morell, 1931). Tales compuestos son llamados
surfactantes naturales. Estos surfactantes han sido identificados como ácidos
Anexos
21
carboxílicos y en menor grado como fenoles, tioles y aminas. La mayoría de
los crudos venezolanos poseen un alto contenido de ácidos; podemos citar el
crudo Boscan entre los primeros, seguido por el de Cerro Negro y Zuata
(Layrisse, 1984).
En el caso del bitumen que forma la Orimulsión®, en su composición están
presentes
ácidos
carboxílicos
de
cadenas
relativamente
largas
en
proporciones que van de 1,0% a 2,5%, los cuales pueden ser activados en
presencia de una fase acuosa alcalina (Gutiérrez, 1993), la cual proporciona
el pH necesario para que ocurra la activación.
Después de la activación de los surfactantes naturales, ocurre una reacción
ácido-base a nivel interfacial, de la cual (a partir de los ácidos carboxílicos
presentes en el bitumen) se obtiene el carboxilato (R´COO-):
R´COOH + OH- ------------R´COO- + H2O
Es entonces cuando el carboxilato representa un papel de surfactante, al
quedarse adsorbido en la interfase.
Estos surfactantes por ser del tipo iónico (aniónicos específicamente) son
sensibles a los efectos de la salinidad ó pH del agua, lo que podría
neutralizar parcial ó totalmente su función aunque en algunos casos podría
sufrir una mejoría.
Una de las ventajas que presentan estos surfactantes en comparación con
los sintéticos, es que tienen tensiones interfaciales ultra bajas (<103
dinas/cm) por lo que hay una mayor cantidad de ellos adsorbidos a la
Anexos
22
interfase aceite/agua de la emulsión, presentando mayor estabilidad estática
y dinámica.
II.2.4 Variables que afectan la formación de las emulsiones
En el proceso de formación de las emulsiones están presentes la ruptura y la
coalescencia de gotas comportándose como procesos competitivos en donde
el que prevalezca determinará las características finales de la emulsión.
La formación de emulsiones está regida por una serie de variables que se
denominan variables de “formación”, ya que de ellas depende el tamaño de
gota y su distribución inicial, la viscosidad y la estabilidad de las emulsiones.
Entre estas variables las más importantes son: el tipo de mezclador, la
velocidad y el tiempo de mezclado, la temperatura, la concentración y el tipo
de surfactante ó cosurfactante (si lo hay), la relación entre las fases (ROW),
la salinidad y el pH de la fase acuosa, entre otras. Estas son las variables
que se emplean para obtener emulsiones con ciertas características.
•
Tipo de mezclador (paleta)
Los tipos de mezcladores utilizados comúnmente en la formación de
emulsiones son: batidora, rushton, helicoidal y hélice, entre otras.
Seleccionar la paleta más adecuada para formar emulsiones estabilizadas
con surfactantes involucra el estudio de diferentes variables, el tipo de paleta
no actúa de una manera aislada en la formación de la emulsión más óptima,
sino que se combina junto con las otras variables de formación tales como
Anexos
23
velocidad de mezclado, temperatura de formación y ROW, para producir una
emulsión con determinadas propiedades.
En ésta selección se debe tomar en cuenta que para un mismo recipiente y
volumen de muestra, las paletas deben abarcar el mayor volumen posible y
de ésta manera asegurar un mezclado adecuado.
Un débil mezclado unido a un aumento de la temperatura de formación
ocasiona un incremento del diámetro promedio de gota o la formación de
dispersiones, ya que un aumento de la temperatura incrementa el número de
choques entre gotas provocando la coalescencia, por lo que es muy probable
que la ruptura de las gotas no sea el proceso dominante y se produzcan
emulsiones con diámetro promedio de gota mayor ó dispersiones. (Brito,
1996).
•
Velocidad y tiempo de mezclado
La velocidad y el tiempo de mezclado son variables que afectan
considerablemente el diámetro promedio de gota y su distribución, a medida
que éstas aumentan el diámetro promedio de gota disminuye y su
distribución se hace más estrecha, esto se atribuye a que al aumentar la
velocidad y el tiempo de mezclado se promueve más ruptura de las gotas.
Sin embargo, ésta no es una variable independiente a las demás ya que en
caso de no tener suficiente surfactante para estabilizarlas, se provocará la
coalescencia de éstas.
Anexos
24
Lo que sí es cierto es que al tener suficiente surfactante para estabilizar la
emulsión, un aumento de la velocidad y tiempo de mezclado favorecerá a la
formación de gotas menores y curvas de distribución más estrechas.
•
Temperatura
La temperatura es una variable muy importante ya que puede comportarse
de manera perjudicial ó por el contrario favorecer a la formación de las
emulsiones, esto va a depender del uso de esta variable para cada sistema
en general.
En el caso de la formación de emulsiones con surfactantes no iónicos, la
selección de la temperatura óptima de formación está estrechamente
relacionada con la temperatura de nube del surfactante, la cual se define
como la temperatura a la cual el surfactante precipita de la fase en la cual
está disperso, ya que aumenta su afinidad por la fase contraria. Por lo
general, los surfactantes no iónicos del tipo etoxilados son muy sensibles a la
temperatura, ya que ellos presentan temperaturas de nube muy bajas. Si
esta diferencia de temperatura es muy pequeña, se obtiene que la
emulsificación resulte desfavorecida.
Cuando se tiene sistemas en los cuales uno de los componentes es
extremadamente viscoso, un aumento moderado en esta variable disminuirá
su viscosidad favoreciendo el mezclado, sin embargo, un aumento excesivo
incrementará el número de choques entre las gotas, y en consecuencia su
coalescencia. (Brito, 1996).
Anexos
•
25
Concentración y tipo de surfactante
La concentración de surfactante tiene un efecto sensible en la estabilidad de
las emulsiones y por ende sobre el diámetro promedio de las gotas.
La cantidad de surfactante necesario para la formación de emulsiones
estables, es inversamente proporcional al diámetro de gota, ya que a medida
que éste disminuye se necesitará más surfactante para estabilizarlas
(Quintero, 1986) ya que hay mayor cantidad de ellas dispersas en el sistema.
El tipo de surfactante utilizado para estabilizar las emulsiones determinará el
tipo de emulsión formada. Los surfactantes del tipo hidrofílicos (HLB 10-20)
forman, en general, emulsiones O/W; mientras que los lipofílicos (HLB 1-7),
favorecen la formación de emulsiones W/O. (Salager, 1998).
•
Relación de volúmenes de fases (ROW)
Se refiere a la proporción relativa entre el volumen de fase dispersa y el
volumen de fase continua. Esto es lo que se conoce como ROW (relación
aceite agua).
En general, un incremento de ROW ocasiona una disminución del diámetro
promedio de gota en las emulsiones, ya que al aumentar la cantidad de
aceite, la energía entregada al sistema por agitación se transmite más
fácilmente a través de la emulsión debido al aumento de la viscosidad, lo que
ocasiona la ruptura de las gotas y la disminución de su diámetro. (Lissant,
1974).
Anexos
26
II.2.5 Estabilidad de emulsiones
Una emulsión es por definición un sistema termodinámicamente inestable y
tarde ó temprano debe separarse en sus dos fases iniciales. Es
relativamente fácil decir que una emulsión se ha “roto”, pero es difícil definir
experimentalmente un valor de su estabilidad.
La única medida realmente absoluta de la estabilidad de una emulsión es la
variación del número de gotas en función del tiempo. La estabilidad se refiere
a una casi ausencia de cambio durante un período de tiempo suficientemente
largo para el propósito de la aplicación práctica (Salager, 1993). La
estabilidad de las emulsiones aumenta cuando se les agregan agentes tenso
activos, conocidos como surfactantes, también aumenta por la acción de
medios mecánicos, que incluyen simples agitadores, homogeneizadores o
molinos coloidales (Becher, 1972).
La inestabilidad de una emulsión involucra la ruptura progresiva de la misma;
los tipos más comunes de inestabilidad de emulsiones son (Trados, 1983):
-
Floculación: es la aglomeración de las gotas en agregados irregulares en
los cuales se mantiene el área superficial, promueve un incremento en la
viscosidad con el tiempo de almacenamiento de la emulsión, éste no es
un fenómeno irreversible y las gotas pueden volverse independientes de
nuevo si se somete al floculado a una agitación suave.
Anexos
-
27
Coalescencia: es un fenómeno a través del cual dos o más gotas
pequeñas se unen para formar otra mayores. Este efecto se manifiesta
mediante un incremento en el diámetro promedio de gotas de la emulsión.
Si se quiere aumentar la estabilidad de una emulsión conviene (Salager,
1998):
-
Disminuir el tamaño de partícula.
-
Aumentar la viscosidad de la fase continua.
-
Usar un surfactante susceptible de producir repulsiones electrostáticas ó
estéricas, y eventualmente capaz de formar películas rígidas.
•
Fenómenos físico-químicos que promueven la estabilidad de las
emulsiones
-
Fuerzas de interacciones entre gotas:
Las gotas dispersas en una emulsión están sometidas a fuerzas de atracción
del tipo Van der Waals (Hammaker, 1937) y repulsión del tipo electrostática ó
estéricas. Cuando la atracción predomina sobre la repulsión, las gotas se
adhieren y la emulsión flocula y/o coalesce. Por lo general las fuerzas
electrostáticas se dan cuando la emulsión es estabilizada con surfactantes
del tipo iónicos, que al adsorberse a la interfase aceite/agua generan una
carga a su alrededor impidiendo que las gotas se acerquen debido a la
repulsión evitando que floculen. En el caso de los surfactantes no iónicos, las
repulsiones básicamente son del tipo estéricas, debido a las cadenas
Anexos
28
ramificadas de las moléculas de surfactantes extendidas hacia las gotas,
evitando que estas se acerquen y en consecuencia no floculen.
Si las fuerzas de repulsión son menores a las de atracción, las gotas o fases
dispersas floculan. Entonces lo que entra a determinar el estado final de la
emulsión es la película interfacial que rodea a la gota la cual deberá tener
propiedades mecánicas muy fuertes capaces de formar películas rígidas y
evitar que se rompan y en consecuencia que coalescan.
-
Distribución del diámetro promedio de gota:
Durante el proceso de agitación, se produce el rompimiento y coalescencia
de las gotas de la fase dispersa, resultando un sistema poli-disperso.
Esta distribución en el tamaño de las gotas de la emulsión, indica que aún en
una emulsión sencilla, los diámetros de gota difícilmente serán uniformes y
podrán cambiar con el tiempo. Ésta información es muy importante, pues
permite conocer la forma en que se han fragmentado la fase dispersa, lo cual
influye en la viscosidad y estabilidad de la emulsión, ya que las emulsiones
son más estables cuando menor es el tamaño de gota debido a que éstas
son casi indeformables.
-
Viscosidad de la fase continua:
Es la propiedad que caracteriza la resistencia de un fluido a desplazarse.
Ésta, probablemente es una de las propiedades más importantes de las
emulsiones. Desde el punto de vista teórico, las medidas de viscosidad
unidas con la teoría hidrodinámica, son capaces de dar suficiente
Anexos
29
información acerca de la estructura de las emulsiones y son con frecuencia
una guía para su estabilidad, ya que a mayor viscosidad de la fase continua,
hay un menor desplazamiento de las gotas por lo que la presencia de los
choques se ve disminuido, evitando que floculen y en consecuencia lleguen a
coalescer.
II.2.6 Clasificación de las emulsiones según su distribución y diámetro
de gota
•
Emulsiones monomodales
Son sistemas monodispersos con la característica de tener una distribución
unimodal.
El
comportamiento
de
las
emulsiones
monomodales
depende
fundamentalmente de la distribución y del diámetro promedio de las gotas de
fase interna ó dispersa, así como de la concentración de ésta.
Para un determinado diámetro promedio de gotas y distribución monomodal,
la viscosidad del sistema aumenta lentamente con la concentración de fase
dispersa, hasta alcanzar una concentración crítica, por encima de la cual la
viscosidad incrementa en forma exponencial.
Todas las emulsiones con distribuciones de diámetros monomodales y
contenido de fase dispersa igual ó mayor al 70% (p/p), se comportan como
fluidos no-newtonianos, con una pronunciada seudo-plasticidad y en algunos
casos viscoelasticidad.
Anexos
30
Existe un aumento pronunciado de los valores de viscosidad a medida que
disminuye el diámetro promedio de gota, hecho que se atribuye a un elevado
incremento en el área interfacial, el cual promueve mayor interacción entre
las gotas dispersas.
•
Emulsiones bimodales
Al mezclar emulsiones monomodales en ciertas proporciones, con diámetros
promedios de gotas bien diferenciados (Dg y Dp), se obtiene otra emulsión
con distribución de diámetros bimodal, la cual posee características
completamente diferentes a las de las emulsiones de partida.
A continuación se muestra un esquema de la formación de las emulsiones
bimodales a partir de emulsiones monomodales con distintos diámetros
promedios de las gotas.
La viscosidad de las emulsiones bimodales es siempre inferior a la de las
emulsiones utilizadas para formarlas. Las emulsiones bimodales se llaman
emulsiones de viscosidad controlada (EVC), puesto que la viscosidad se
puede controlar variando la fracción de gotas pequeñas ó la relación
diámetro grande/diámetro pequeño (Dg/Dp).
La relación entre los diámetros promedios de gotas grandes (Dg) y gotas
pequeñas (Dp), es un parámetro muy importante en este tipo de emulsiones.
Mientras mayor sea la relación Dg/Dp, menor es la viscosidad de la emulsión
bimodal. En otras palabras, las viscosidades de las emulsiones que contiene
Anexos
31
gotas de 2 y 30 micras, son siempre menores que las emulsiones formadas
al mezclar gotas de 2 y 20 micras respectivamente.
Las emulsiones de partida utilizadas para formar la mezcla con distribución
bimodal,
presentan
comportamiento
no-newtoniano,
la
mezcla
cuya
composición corresponde al mínimo de viscosidad, se comporta como un
fluido newtoniano.
La razón por la cual las emulsiones con curvas de distribución bimodales
presentan viscosidad más baja que las emulsiones con curvas de distribución
monomodales es la siguiente:
Cuando se mezclan dos emulsiones con una diferencia apreciable en sus
diámetros promedios de gotas, por ejemplo, 2 y 30 micras es de esperar que
las gotas pequeñas en vez de quedar atrapadas entre las grandes, migren
espontáneamente hacia los intersticios ocupados por la fase continua,
forzando el agua atrapada en esos intersticios a migrar de allí y formar una
película alrededor de las gotas grandes, lo cual obliga a que éstas se
separen y se debiliten ó eliminen las interacciones intra-moleculares. Al
mismo tiempo, las gotas pequeñas se introducen en la película de agua que
rodea las gotas grandes, actuando como una especie de lubricante que
elimina la fricción entre éstas. Todo esto trae como consecuencia lógica, una
rápida disminución de la viscosidad puesto que disminuyen las interacciones
directas entre gotas.
Anexos
32
Mientras mayor es la diferencia entre los diámetros promedios de las gotas
grandes y pequeñas, menor es la viscosidad de la emulsión obtenida. A
fracciones menores de gotas pequeñas, no habrá suficiente cantidad de
gotas para forzar la salida de toda el agua de los intersticios, mientras que a
fracciones mayores, el número de gotas pequeñas es lo suficientemente
elevado para interactuar entre sí y con las gotas grandes, lo que origina, por
tanto, altas viscosidades.
II.2.7 Emulsiones múltiples
Las emulsiones múltiples son sistemas más complejos que las emulsiones
sencillas. Se consideran “emulsiones de emulsiones” pues las gotas de la
fase dispersa de la emulsión contienen pequeñas gotas dispersas en ellas.
Esto hace que existan dos líquidos miscibles entre sí, separados por otro
inmiscible entre ellos, actuando éste como membrana. (Cárdenas, 1993; y
Aserin, 1996).
Las emulsiones múltiples se preparan por medio del proceso de
emulsificación de dos pasos. Éste consiste en dispersar una emulsión
primaria (dos fases inmiscibles dispersas 1 y 2), en una tercera fase. La fase
2, la cual consiste en un diluyente de baja viscosidad, un surfactante para
estabilizar la emulsión primaria, separa las dos fases miscibles (fase 1 y fase
2) y actúa como una membrana líquida. Es en ella donde tiene lugar el
proceso de transporte (Draxler y Marr, 1986; Lazaro, 1994). La emulsión
primaria se prepara bajo condiciones extremas de cizallamiento, mientras
Anexos
33
que el segundo paso se hace sin que exista un cizallamiento severo, pues en
exceso podría causar el rompimiento de gota, resultando una emulsión
simple.
El diluyente (fase 2 o fase membrana) debe tener baja solubilidad en la fase
1 y 3, puesto que la transferencia de masa está en muchos casos controlada
por la difusión, la viscosidad es un parámetro importante a considerar. Ésta
fase, proporciona una barrera semipermeable entre dos fases, impidiendo el
contacto íntimo entre ellas, y permitiendo la transferencia selectiva de
moléculas a través de la membrana, debe existir una diferencia apreciable
entre los potenciales químicos de las dos fases (fase 1 y 3). (Bart, 1995).
II.2.8 La tecnología Imulsión®
Las investigaciones llevadas a cabo en los laboratorios y plantas piloto de
PDVSA-Intevep y, posteriormente, en facilidades diseñadas especialmente
en el campo, en las áreas de Jobo y Cerro Negro, Venezuela, permitieron
que en un período de diez años se estableciera a escala comercial la
tecnología Imulsión®, para la producción, tratamiento y manejo de bitúmenes,
así como para la manufactura del combustible Orimulsión®.
En un principio, el bitumen se producía inyectando una solución acuosa de
un surfactante a fondo ó cabezal de pozo, donde se formaba una emulsión
primaria, de muy baja viscosidad (100 cPs a 30ºC) con un contenido de
bitumen de 60% (v/v). De esta manera, el bitumen fluía fácilmente hacia las
instalaciones de superficie, donde era desgasificado, desalado, deshidratado
Anexos
34
y recuperado de la emulsión primaria, para luego formar la Orimulsión®. Más
adelante, y por razones técnicas y económicas, se suspendió la formación de
emulsión primaria y el bitumen se comenzó a producir mediante inyección de
diluente a fondo de pozo. El bitumen diluido es tratado para remover el gas
asociado y el agua salada proveniente de la formación, y para recuperar el
diluente inyectado, lo cual permite usar el bitumen en forma natural, en la
manufactura del combustible Orimulsión®.
En la formulación de Orimulsión®, aparte de la presencia en las cantidades
apropiadas de agua y bitumen, se requiere la incorporación de un
surfactante. El producto formado, mediante la tecnología de Imulsión®, se
estabiliza con el Itan-100, surfactante no iónico, cuya base activa lo
constituye el nonilfenol etoxilado con 17 óxidos de etileno por molécula.
La Orimulsión® se manufactura mediante la técnica “High Internal Phase
Ratio” (HIPR), que consiste en formar primero una emulsión concentrada con
más de 80% (p/p) de bitumen, que luego se diluye hasta un 70% (p/p) de
bitumen. Los equipos convencionales de mezclado no permitieron controlar
la dinámica de un proceso continuo de gran volumen. Las variaciones
continuas en las propiedades del producto manufacturado con estos equipos
se hicieron evidentes. Éste inconveniente motivó la necesidad de desarrollar
una unidad especial de mezclado, el Orimixer®, que es el corazón del
sistema de manufactura de Orimulsión®.
Anexos
35
En los últimos años, la investigación se ha enfocado a mejorar la calidad de
la Orimulsión®, desde el punto de vista de sus propiedades reológicas, de su
estabilidad estática y dinámica durante el almacenamiento y manejo, de su
impacto ambiental y de sus propiedades como combustible. Es así como se
han desarrollado tecnologías que permiten incrementar el contenido del
bitumen en la emulsión, sin aumentar la viscosidad del producto (tecnología
de Emulsiones de Viscosidad Controlada, EVC), al tiempo que se han
logrado nuevas formulaciones, con aditivos más amigables al ambiente.
•
Emulsiones de viscosidad controlada (EVC)
Las emulsiones de viscosidad controlada se caracterizan por poseer una
distribución de diámetro de gotas bimodal. Estas emulsiones se forman,
mezclando en ciertas proporciones, emulsiones con distribuciones de
diámetro de gotas monomodales, que tienen diámetros promedios muy bien
diferenciados.
II.3 Orimulsión®
Orimulsión® es la marca comercial dada al combustible fósil que se produce
de un bitumen natural mezclado con agua, el cual ha sido usado
ampliamente a escala comercial, comprobándose su valor como alternativa
económicamente atractiva para la generación de electricidad. La Orimulsión®
es un combustible líquido producido mediante tecnología desarrollada por
PDVSA Intevep, S.A. (filial de Petróleos de Venezuela, S.A. que se dedica a
la investigación y desarrollo). Consta de 70% de bitumen natural, 30% de
Anexos
36
agua más aditivos y surfactantes para estabilizar la emulsión. Tomando en
cuenta que el punto de inflamación del bitumen deshidratado es 122ºC, la
Orimulsión® es considerada un líquido clase III B según NFPA-30.
La Orimulsión® es producida mediante un proceso que comienza en el pozo
con la extracción de bitumen natural diluido, luego pasa a través de la
separación de agua salina y diluente, y termina con la mezcla del bitumen
natural, agua y una pequeña cantidad de surfactantes y aditivos.
La experiencia obtenida desde 1990 por usuarios finales de Orimulsión® en
sus sistemas de manejo y distribución, ha confirmado que las propiedades
reológicas de Orimulsión® no se ven afectadas cuando es procesada a través
de bombas de tornillos o centrífugas de baja velocidad. Igualmente, se ha
probado que la estabilidad del producto no se ve afectada por accesorios en
los sistemas de manejo, tales como válvulas, codos, conexiones en "T”,
reducciones y expansiones de las tuberías.
Orimulsión® debe ser transportada y almacenada a temperaturas entre los
5ºC y los 50ºC. En cuanto a las caídas de presión a través de válvulas y
accesorios similares, éstas no deben causar esfuerzos de corte excesivos en
el combustible (menos de 7 bar).
Desde la introducción de la Orimulsión® en el mercado hace 10 años, más de
20 millones de toneladas han sido cuidadosamente entregadas y consumidas
por clientes alrededor de todo el mundo para la producción de electricidad
limpia. El precio de los contratos de Orimulsión® a largo plazo está
Anexos
37
típicamente relacionado a un mercado estable como el comercio del carbón,
debido a que se debe invertir en equipos reducidos.
II.3.1 Reservas
Más de 1,2 billones de barriles de bitumen existen en la Faja del Orinoco,
donde la Orimulsión® es manufacturada, la cual es una cantidad de más del
50% de las reservas mundiales de petróleo estimadas. Las reservas
recuperables de bitumen son estimadas en 267 millardos de barriles;
equivalentes a las reservas de carbón de Sudáfrica (Orimulsión® 400:
General information. Bitúmenes del Orinoco, S.A., filial de Petróleos de
Venezuela, S.A.)
La existencia de éstas reservas, localizadas al este de Venezuela y hacia el
norte del río Orinoco, es conocida desde hace 50 años. Solo en las últimas
décadas, estuvo disponible una tecnología rentable para extraer dicho
bitumen, para lo cual se tomaron en cuenta las normas ambientales de las
más importantes industrias petroleras. Además de la producción de
Orimulsión®, éste bitumen es empleado en otros procesos, tales como la
producción de petróleo crudo sintético y asfaltos.
II.3.2 Extracción del bitumen y manufactura de la Orimulsión®
El bitumen es extraído por medio de las técnicas de taladrado direccional y
horizontal, las cuales permiten agrupar los pozos; esto, minimiza el impacto
en la superficie mientras que al mismo tiempo, maximiza el volumen y la
producción del recurso explotado. El bitumen natural es bombeado hacia la
Anexos
38
superficie, desde una distancia que va desde los 500 a los 1100 m, mediante
el uso de bombas de tornillo. El diluente es añadido en la superficie para
reducir la viscosidad del bitumen y así facilitar su transporte a la planta
manufacturera.
En dicha planta, el bitumen diluido es calentado para remover el agua salada
que éste pudiese contener. Este bitumen diluido y deshidratado, es calentado
nuevamente para eliminar el diluente, el cual es recuperado y reciclado hacia
los pozos agrupados en un sistema de lazo cerrado. Luego, el bitumen es
enfriado y mezclado con agua fresca y una pequeña cantidad (<2000 ppm)
de surfactante comercial para estabilizar la emulsión y después es
bombeado 300Km hacia el terminal de distribución para exportarlo a los
mercados mundiales.
II.3.3 Bitúmenes del Orinoco, S.A.
Bitúmenes del Orinoco, S.A. (BITOR) es una subsidiaria de Petróleos de
Venezuela, S.A. (PDVSA), y su principal negocio es el de ofrecer precios
seguros, competitivos y rentables, tomando en cuenta la calidad de la
Orimulsión® para que sea usada en la generación de energía eléctrica y en
otras aplicaciones alrededor del mundo. El rendimiento sustancial y
económicamente tangible de la Orimulsión®, y sus beneficios ambientales
tanto para los consumidores como para las comunidades a las que se sirven,
hacen de éste combustible una opción frente a otros existentes en el
mercado. Además, BITOR está comprometido en mejorar continuamente el
Anexos
39
comportamiento de sus productos y procesos para beneficiar el ambiente,
tanto local como globalmente.
II.3.4 Propiedades físico-químicas
•
Distribución del tamaño de la gota (DSD)
El proceso por el cual se forma la emulsión de bitumen y agua, involucra la
dispersión de ambos componentes mediante procesos mecánicos. Estos
procedimientos siempre tienen como resultado que el bitumen pase a tener
un tamaño de gota que oscila entre algunos micrones y unos pocos cientos
de micrones. La DSD es parte de la tecnología principal para manejar
eficientemente el combustible y que su comportamiento sea óptimo.
El análisis de la DSD se realiza utilizando el Malvern Particle Size Analizer, el
cual utiliza una técnica de dispersión de luz para medir la distribución
completa del tamaño de gota.
El diámetro medio puede definirse como tamaño de gota; esto indica que el
50% de la muestra de las gotas son más grandes y que el 50% son más
pequeñas que la media.
Anexos
40
®
®
Fuente: Orimulsión Process. Design and operations manual for handling and storege of Orimulsion .
Figura 4. Tamaño de distribución de la gota.
•
Densidad
La densidad del bitumen del Orinoco es muy similar a la del agua fresca.
Esta propiedad tiende a minimizar la formación de capas espesas en la
superficie y la sedimentación de la Orimulsión® 400.
En el informe Orimulsión® 400: General information, de PDVSA, tenemos que
la densidad a 30ºC es de 1009,1Kg/m3.
-
Estabilidad estática:
La Orimulsión® 400 es una emulsión, y como todas las emulsiones, puede
mostrar algunos cambios en su estructura y aspecto si es sometida a
Anexos
41
condiciones extremas durante su almacenamiento. La Orimulsión® 400 ha
sido diseñada específicamente para no exhibir los cambios a continuación
mencionados, si se maneja y utiliza en sus condiciones normales de
operación.
a) Floculación: es un proceso donde las gotas forman grupos mientras
mantienen su diámetro individual; esta agrupación responde a fuerzas
de atracción entre las gotas. La atracción entre las gotas del bitumen,
se debe a las fuerzas de Van der Waals y a interacciones
electrostáticas entre las moléculas del surfactante adsorbidas en gotas
adyacentes. Para evitar la floculación, se deben generar fuerzas
electrostáticas repulsivas por el surfactante añadido a la emulsión. La
formulación utilizada en la Orimulsión® 400 ha sido cuidadosamente
seleccionada para prevenir la floculación y su funcionamiento ha sido
demostrado por su viscosidad constante durante periodos largos de
almacenamiento (entre 6 y 12 meses).
b) Coalescencia: es el proceso en el cual varias gotas se combinan para
formar gotas mayores. Para que esto suceda, dos ó más gotas deben
estar muy cerca por un período de tiempo en el cual la película líquida
(fase continua) que las separa tienda a desaparecer, y así, finalmente
logren el contacto tras la ruptura de dicha película. Para prevenir esto
bajo condiciones de almacenamiento, la capa de surfactante que
deben adsorber las gotas debe ser de una cantidad que evite la acción
Anexos
42
de las fuerzas de atracción. Este comportamiento (coalescencia) no
ocurre en la Orimulsión® 400 debido a su diseño. Los períodos largos
de almacenamiento han demostrado que el surfactante utilizado ha
mantenido el tamaño de la gota y su distribución.
c) Inversión de la fase: En el caso de la Orimulsión® 400 significa el
cambio de la dispersión de bitumen en agua (tipo O/W) a una de agua
en bitumen (tipo W/O). Éste cambio puede ser un evento catastrófico,
ya que la viscosidad del producto se incrementaría severamente. Esto
ocurre cuando existe un exceso de agitación y/o elevadas
temperaturas durante su almacenamiento. La coalescencia y la
inversión de fase son los procesos prácticos más irreversibles de
todos.
d) Sedimentación y formación de una capa en la superficie: estos
fenómenos ocurren por la gravedad. La sedimentación es cuando se
hunden las partículas o gotas, y la formación de una capa en la
superficie es cuando éstas ascienden. Éste fenómeno obedece a la
formación de dos capas diferentes donde una de ellas es muy rica en
su fase dispersa comparada con la emulsión original.
Anexos
43
Figura 5 . Posibles cambios en la estructura y aspecto de la Orimulsión® si es sometida a
condiciones extremas durante su almacenamiento.
•
Calor específico
Debido a propósitos de diseño, el calor específico de la Orimulsión® 400 a
varias temperaturas es descrito como en la siguiente gráfica:
®
®
Fuente: Orimulsión Process. Design and operations manual for handling and storege of Orimulsion .
Figura 6. Efecto de la temperatura en el calor específico de la Orimulsión® 400.
Anexos
•
44
Conductividad térmica
La conductividad térmica de la Orimulsión® 400 se muestra en función de la
temperatura en la siguiente gráfica:
®
®
Fuente: Orimulsión Process. Design and operations manual for handling and storege of Orimulsion .
Figura 7. Efecto de la temperatura en la conductividad térmica de Orimulsión® 400.
•
Presión de vapor
Debido a propósitos de diseño, la presión de vapor del agua puede ser
utilizada como la presión de vapor de la Orimulsión® 400.
•
Conductividad eléctrica
Debido a la presencia de electrolitos solubles en la fase acuosa, la
Orimulsión® 400 muestra conductividad eléctrica. Esta propiedad es
fácilmente medida por medidores eléctricos comerciales.
Anexos
•
45
Viscosidad
La Orimulsión® 400 es un fluido no-newtoniano, lo cual significa que su
viscosidad depende de la tasa de corte de la misma. La viscosidad de la
Orimulsión® 400 se expresa como viscosidad aparente (viscosidad dinámica
de los fluidos no-newtonianos). Los factores que influyen en la viscosidad
aparente son:
-
Tasa de corte
-
Temperatura
-
Promedio del tamaño de la gota y su distribución
-
Fracción de peso del bitumen
La siguiente figura muestra la viscosidad aparente de la Orimulsión® 400
para distintas temperaturas, para un producto que contiene 70% de bitumen
y un promedio de tamaño de gota de 30 micrones (valor que es común en el
manejo del combustible).
Para cada temperatura, la viscosidad aparente disminuye cuando aumenta la
tasa de corte.
Anexos
46
®
®
Fuente: Orimulsión Process. Design and operations manual for handling and storege of Orimulsion .
Figura 8. Viscosidad aparente de la Orimulsión® 400 a diferentes tasas de corte típicas.
Anexos
47
II.3.5 Información técnica
•
Características típicas de la Orimulsión® 400 comparada con otros
combustibles
Orimulsión®400
Poder
calorífico 30,25
bruto, MJ/Kg
Poder
calorífico 27,8
neto, MJ/Kg
% Carbón, p/p
62,35
10,70
% Hidrógeno, p/p
% Azufre, p/p
2,85
% Nitrógeno, p/p
0,5
% Ceniza, p/p
0,1
% Agua, p/p
29,20
Tamaño medio de 14,60
gota, µm
% Gotas sobre 0,22
150 µm
Densidad(15ºC),
1,0091
g/ml en aire
Viscosidad(20s-1), 280*
mPa.s a 30ºC
Viscosidad (100s- 80*
1
), mPa.s a 70ºC
Punto
de ›90
Inflamación, ºC
Punto de Fluidez, 3
ºC
Heavy
Fuel Oil
43
Carbón
Bituminoso
25-28
40
23-26
86
11
60-65
3-4
1-4
0,2-0,4
<0,1
0,3
-
0,4-2,5
1-1,5
5-20
-
-
-
0,93-1,03
-
2400
-
150
-
›60
-
30
-
®
Fuente: Orimulsión 400: General information. PDVSA/BITOR.
(*) Orimulsión
®
es un líquido no-newtoniano por lo tanto la viscosidad arriba mencionada es una viscosidad
aparente.
Figura 9. Características típicas de la Orimulsión® 400 comparada con otros combustibles.
Anexos
•
48
Concentración de elementos típicos (rastros) en Orimulsión® 400
comparados con otros combustibles
Todos los valores
en mg/Kg
Arsénico (As)
Boro (B)
Cadmio (Cd)
Cromo (Cr)
Cobre (Cu)
Plomo (Pb)
Magnesio (Mg)
Mercurio (Hg)
Molibdeno (Mo)
Níquel (Ni)
Selenio (Se)
Sodio (Na)
Vanadio (V)
Zinc (Zn)
Orimulsión® 400
Heavy Fuel Oil
<0,1*
<10*
<0,1*
0,5
<0,5*
<0,5*
6
<0,01*
1
70
<0,2*
10
320
0,5
0-2,5
0-0,1
2-4
2,4
0,2-1
2-4
1-2,5
0,01-0,05
0-0,5
20-50
0-1
0-30
32-300
0,5-1
Carbón
Bituminoso
0,50-80
5-400
0,1-3
0,5-60
0,5-60
2-80
1-50
0,02-1
0,1-10
0,5-50
0,2-10
1-30
2-100
5-300
®
Fuente: Orimulsión 400: General information. PDVSA/BITOR.
(*) Bajo límite de detección del método de prueba. Por lo tanto, los valores mostrados son límites de detección.
Figura 10. Concentración de elementos típicos en Orimulsión® 400 comparados con otros
combustibles.
Anexos
•
49
Condiciones
del
manejo
del
combustible,
combustión
comportamiento en la caldera
Manejo
del
Combustible
Temp. de entrega
del comb., ºC
Temp. de almace.
del comb., ºC
Combustión
Temp. de atomiz.
del comb., ºC
Presión de atomi.
del comb., bar
Consumo de vapor
atomizado,
% peso comb.
Exceso de O2 en
el quemador, %
Pérdidas
no
quemadas, % C
en cenizas
Comportamiento
en la Caldera
Temp. de flujo de
gases a la salida
del calentador de
aire,
ºC
vs.
Referencia (T)
Consumo de vapor
de los sopladores
de hollín, %
Eficiencia, basada
en NVC, % de
referencia
Orimulsión® 400
Heavy Fuel Oil
Carbón
Bituminoso
20-30
50-60
N/A
20-30
50-60
N/A
50-60
120
N/A
10-15
20-30
N/A
6%
5%
N/A
0-0,2%
0,3-1%
3-5%
0-5%
50-100%
50-100%
T
T
T - (10-30)
70-80%
50-60%
100%
η – (0-1)
η
η – (0-2)
®
Fuente: Orimulsión 400: General information. PDVSA/BITOR.
Figura 11. Condiciones del manejo del combustible, combustión y comportamiento en la
caldera.
y
Anexos
•
50
Comportamiento ambiental
Orimulsión® 400
Concentración de las 175
partículas que entran
al ESP,ng/Nm3
Concentración de las 5
partículas que salen
del ESP, mg/Nm3
Partículas
PM10, 5
mg/Nm3
Particulas
PM2,5, 3
mg/Nm3
Eficiencia del ESP, % 97,1%
Producción
de 869
cenizas
sueltas,
ton/año
Concentración
de 390
NOx expulsado por
quemador low-NOx,
mg/Nm3
Concentración
de <200
NOx expulsado por
SCR, mg/Nm3
Concentración
de 6800
SO2 a la entrada del
FGD, mg/Nm3
Concentración
de <400
SO2 a la salida del
FGD, mg/Nm3
Eficiencia del FGD, 94%
%
Consumo de piedra 79.000
caliza en el WLGP,
ton/año
Producción de yeso 137.000
del WLGP, ton/año
Heavy Fuel Oil
150
Carbón Bituminoso
11.500
10
50
9
20
4
6
93,3%
474
99,6%
50.000-190.000
450
650
<200
<200
1750-6900
940-6000
<400
<400
77-95%
57-93%
16.000-78.000
7400-75.000
27.000-135.000
13.000-130.000
ESP (electrostatic precipitator): Precipitador electrostático
PM10: partícula de tamaño <10µm
PM2,5: partícula de tamaño <2,5µm
SCR (selective catalytic reduction) : Reducción catalítica selectiva
FGD (flue gas desulphurization unit): unidad desulfurizadora del flujo de gas
®
Fuente: Orimulsión 400: General information. PDVSA/BITOR.
Figura 12. Comportamiento ambiental.
Anexos
51
II.3.6 Manejo de la Orimulsión®
•
General
La Orimulsión® ha venido usándose en plantas generadoras por más de 10
años y ha ido continuamente mejorando desde sus técnicas de manufactura
hasta su formulación.
El más reciente desarrollo ha sido en la fórmula, Orimulsión® 400. El
surfactante ha sido cambiado a nonilfenol etoxilado (NPE), el cual está
basado en un agente emulsificante más saludable, comercialmente y
ambientalmente hablando. La nueva fórmula tiene una viscosidad menor que
la fórmula original debido a un cambio sutil en el tamaño de la gota de
distribución del bitumen.
En términos prácticos, la Orimulsión® 400 puede ser manejada usando
equipos originalmente diseñados para el manejo de Heavy Fuel Oil. Se debe
tomar en cuenta ciertas condiciones para el manejo de éste combustible
debido a su estado de emulsificación.
•
Transporte y suministro
La Orimulsión® puede ser suministrada en barcos tanques convencionales,
gabarras y tanques contenedores móviles. La descarga a los tanques de
almacenamiento puede ser facilitada usando bombas de tornillo ó centrífugas
estandarizadas.
Las tuberías de suministro usadas para el Heavy Fuel Oil son aceptadas
para la Orimulsión®. El Heavy Fuel Oil puede ser cambiado por Orimulsión® y
Anexos
52
viceversa, éstas operaciones son caracterizadas por la formación de una
interfase definida entre los dos combustibles, de ese modo se reduce la
contaminación. Las interfaces deben ser manejadas en el menor tiempo
posible. Pero, de todas maneras, el uso de separadores mecánicos es la
práctica preferida y recomendada.
•
Almacenamiento
Los tanques que son usados para almacenar Heavy Fuel Oil son
generalmente aptos para el servicio de Orimulsión®, pero puede que estos
necesiten ser limpiados para eliminar los residuos. Las temperaturas de
almacenamiento están entre los 20 y los 30ºC.
La pérdida de agua por evaporación no disminuye significativamente el
contenido de agua en la Orimulsión®, debido a que se forma una delgada
capa de material bituminoso en la superficie del volumen almacenado, lo cual
minimiza la evaporación. No se han encontrado problemas por corrosión o
desgaste en los tanques que se utilizan para almacenar Orimulsión®.
La Orimulsión® no se enciende en condiciones de ambiente normal o cuando
se encuentra en condiciones de almacenamiento calentado en presencia de
un elemento de ignición, y no ha dado señales de hervir hasta rebosar en los
tanques abiertos al medio ambiente.
•
Facilidades de calentamiento
Los sistemas de calentamiento necesitan ser revisados para asegurar que la
descomposición de la Orimulsión® y la evaporación del agua no ocurran.
Anexos
53
Para facilidades de calentamiento en contacto con Orimulsión® estática
(serpentines internos en tanques, calentadores para el flujo a la salida) es
recomendable el uso de un medio de calentamiento como el agua caliente o
el aceite térmico, para asegurar que la temperatura del metal en su superficie
no exceda los 70ºC. Las temperaturas típicas de combustión se encuentran
entre los 60 y 65ºC.
En aplicaciones dinámicas (transporte del combustible ó recirculación,
calentadores en el estado final) la Orimulsión® puede ser calentada mediante
vapor saturado a baja presión (<3,5 bar.), agua caliente ó fluidos térmicos.
•
Bombeo, control de flujo y sistemas de medición
Las facilidades de bombeo tienen que ser determinadas para asegurar que
las mismas no van a dar energía en exceso al combustible. En general, todas
las bombas de desplazamiento de volumen constantes (tornillo, hélice, etc.) ó
bombas centrífugas pueden usarse, con velocidades menores a las 1800
rpm.
Es recomendable el uso de invertidotes de frecuencia en el control del flujo
del combustible para controlar la velocidad de bombeo. El dispositivo
mediante el cual se controla la existencia de un volumen constante dentro del
tanque (el exceso de fluido es desviado hacia otro tanque a una presión
menor a los 7 bar), se usa cuando la velocidad de bombeo es fija.
Otros dispositivos como coriolis, desplazamiento positivo y medidor de flujo
de turbina, son apropiados para el control en la Orimulsión®. Los aparatos de
Anexos
54
lectura directa (placa orificio, variaciones de área, venturi, etc.) no deben ser
usados debido al posible riesgo de obstrucción en los mismos y al esfuerzo
cortante característico en ellos.
•
Tratamiento de aguas residuales
La Orimulsión®, debido a su forma emulsificada, pasará a través de un
separador API agua/aceite con una recuperación mínima ó nula de bitumen
por lo que toda la tubería de Orimulsión® debe ser separada del sistema
agua/aceite. Los sistemas de tratamientos mecánicos y químicos son
apropiados para la Orimulsión®.
II.3.7 Combustión
•
General
La Orimulsión® (emulsión de bitumen en agua) es esencialmente un
combustible pre-atomizado que posee una alta eficiencia en la combustión; el
tamaño de sus partículas que es tan pequeño que los atomizadores
convencionales no pueden ser usados.
La combustión de la Orimulsión® es excelente y similar a la del carbón y
otros aceites, en cuanto a su luminosidad y al calor liberado. La propiedad
pre-atomizada de la Orimulsión® ayuda en la optimización de los procesos en
sistemas de combustión convencionales, mejorando el comportamiento de
las emisiones.
Anexos
•
55
Atomización y quemadores
Durante la combustión de la Orimulsión®, el atomizador distribuye las gotas
del bitumen pre-atomizado de 15 µm en la llama y ésto, reduce los
requerimientos posteriores de la atomización del combustible.
El pequeño tamaño de la gota de bitumen produce una rápida y completa
combustión, y como resultado se obtienen llamas más cortas, que
virtualmente completan la transformación del carbón.
Las propiedades de ignición de la Orimulsión® son extremadamente rápidas
y por ello, las calderas que utilizan este combustible, son encendidas
continuamente desde que están frías sin dificultades, usando otro gas de
ignición secundario. Adicionalmente, la temperatura de precalentamiento de
la Orimulsión® es mucho menor que la de otros combustibles líquidos, y está
entre los 60 y 65ºC.
Únicamente son necesarias pequeñas modificaciones en los quemadores
existentes, que funcionan tanto con fuel oil como con carbón; principalmente,
en lo referente a la alta cantidad de flujo de combustible que requieren dichos
equipos, ya que la Orimulsión® tiene menor poder calorífico en comparación
con el fuel oil. Los atomizadores duales de fluido, usando vapor o aire como
fluido atomizado, han sido los mejores en cuanto al comportamiento con
Orimulsión®.
Anexos
•
56
Comportamiento de la combustión de NOx
El agua en la Orimulsión® disminuye la temperatura base de la llama;
generalmente, al ocurrir esto, la temperatura máxima de la llama baja y así,
reduce el NOx térmico. Esta reducción de NOx está entre el 10 y el 15%, sin
realizar modificación alguna al sistema de combustión.
Operaciones de quemadores de bajas emisiones de NOx (los cuales fueron
diseñados para trabajar con fuel oil ó carbón) han demostrado que se puede
mantener límites por debajo de los 400mg/Nm3 cuando el combustible
quemado es Orimulsión®, por supuesto, tomando en cuenta modificaciones
mínimas.
Usando las técnicas globales de hogares de combustión NOx, se ha visto que
la Orimulsión opera debajo de los límites de 200mg/Nm3. Ensayos a gran
escala, usando Orimulsión® como combustible de requemado, han
demostrado que las reducciones de NOx están entre el 65 y 80%.
•
Mejoras de Orimulsión® 400 sobre Orimulsión® 100
Los cambios en la fórmula y en la producción de Orimulsión® 400 (en
comparación con Orimulsión® 100) han mejorado adicionalmente la
combustión del fluido. En general, todas las calderas que ahora usan
Orimulsión® 400 han reducido sus emisiones, tales como:
-
Amplia reducción de NOx, se encuentra alrededor del 15%.
-
Reducción significante de CO y emisiones de partículas.
Anexos
57
El mejor comportamiento de la Orimulsión® 400, tiene un beneficio ambiental,
en cuanto a las conversiones de heavy fuel oil y Orimulsión® 100.
II.3.8 Comportamiento en las calderas
•
General
El comportamiento de la nueva formulación de la Orimulsión® 400,
seguidamente de su combustión, es ahora muy similar al heavy fuel oil
convencional, dando mejores beneficios en el comportamiento de las
calderas. Todas las unidades que ahora queman Orimulsión® 400 no han
mostrado diferencia en cuanto a la capacidad de las mismas, comparadas a
las experiencias operativas con heavy fuel oil, incluyendo las unidades que
originalmente fueron construidas para quemar carbón.
En comparación con los típicos fuel oils, la combustión de la Orimulsión®
400 produce una masa adicional de gases, entre el 6 y 8%, por unidad de
energía. Comparándola con el carbón, la Orimulsión® 400 produce menor
cantidad de gases por unidad de energía.
La combustión de la Orimulsión® 400 generalmente presenta un cambio
menor en lo que se refiere al calor transferido desde el irradiante (hogar de la
caldera) hacia la sección convectiva de la caldera. Con la Orimulsión® 400
éste calor es recuperado, y se ha visto que el diseño del comportamiento de
la caldera puede satisfacer los requerimientos sin que éste pierda la
capacidad de quemar otros combustibles alternativos.
Anexos
•
Absorción de calor
-
Comportamiento del hogar de la caldera:
58
Hay varios aspectos de la combustión de la Orimulsión® que pueden tener un
efecto en la sección del horno de la caldera, tales como la temperatura de la
llama, la forma y el flujo de calor del hogar, la masa de los gases de escape y
su composición y el sucio del horno.
La presencia de agua en el combustible y los requerimientos menores de
exceso de O2 cuando se quema Orimulsión® hacen que disminuyan la
temperatura de la llama y la luminiscencia.
Cuando se quema Orimulsión® 100, el aditivo de base de magnesio
contenido en ella, crea un depósito ligeramente colorado muy reflexivo, que
reduce la transferencia de calor irradiado en la sección del hogar de la
caldera e incrementa la temperatura de salida del gas del hogar. La
Orimulsión® 400 no contiene aditivo de magnesio, lo cual hace que los
depósitos del hogar sean ahora más oscuros, por lo que el comportamiento
de toda la transferencia de calor en el horno es ahora más parecida al heavy
fuel oil, reduciendo significativamente el impacto en el hogar y las
modificaciones necesarias.
-
Pasaje convectivo:
La ceniza producto de la combustión de la Orimulsión® es fina en naturaleza,
consiste básicamente en óxidos/sulfatos inorgánicos de vanadio y níquel con
muy bajos niveles de carbón no quemado. La naturaleza física de los
Anexos
59
depósitos de ceniza generalmente difiere a lo largo del pasaje convectivo de
la caldera, extendiéndose desde depósitos friables incrustados con una capa
exterior quebradiza a temperaturas mayores a los gases de escape (<900ºC)
hasta depósitos de ceniza seca y suelta que forma incluso una capa en toda
la superficie. Estos depósitos son fáciles de remover con sopladores de
hollín, donde exista suficiente amplitud y penetración.
La eliminación del magnesio en la fórmula de Orimulsión® 400, a tenido un
gran efecto en el impacto de los depósitos de ceniza en el pasaje convectivo.
Los niveles de sucio han sido reducidos en más de un 60%, por lo que ha
disminuido la necesidad de mejorar la capacidad de los sopladores de hollín
y su frecuencia de uso.
La sección economizadora de una caldera está típicamente diseñada para
compensar, debido a los cambios en la distribución de la temperatura de los
gases al final de la caldera. Durante el quemado de la Orimulsión®, está
demostrado que con un buen régimen de soplado de hollín en esta área, el
calor puede ser recuperado por lo que la temperatura de entrada del aire
caliente, similar a la del heavy fuel oil, es factible.
•
Comportamiento operacional
Como se mencionó anteriormente, el uso de la Orimulsión® puede hacer un
pequeño cambio en el comportamiento de la caldera. De todas maneras, el
comportamiento de la nueva fórmula (Orimulsión® 400) en cuanto a su
combustión, es ahora similar al heavy fuel oil convencional.
Anexos
60
La composición consistente de la Orimulsión®, resultado de los grandes
depósitos localizados en la región del Orinoco de Venezuela, implica que la
operación de una caldera puede ser optimizada a largo plazo en
comparación con una unidad que quema diferentes carbones y tipos de
aceites.
•
Eficiencia
Los efectos combinados del cambio de peso y composición de los gases de
escape (incluyendo la reducción de los requerimientos del exceso de O2), la
transferencia de calor y la temperatura del gas en una caldera que quema
Orimulsión®, da como resultado un cambio mínimo en la eficiencia térmica
con respecto al heavy fuel oil y la oportunidad de mejorar con respecto al
carbón.
Además, el incremento de los requerimientos operacionales en lo que se
refiere a la unidad de desulfurización de los gases de escape (FGD), (debido
al alto contenido relativo de azufre en la Orimulsión®) se ve compensado por
la disminución de los requerimientos de manejo de los niveles relativos de
azufre del combustible. La conversión en las plantas de fuel oil a
Orimulsión®, y la instalación de una unidad FGD reducirá levemente la
eficiencia del ciclo, debido al incremento en la potencia del ventilador y a los
requerimientos operacionales del FGD.
Anexos
•
61
Temperatura alta de corrosión
La Orimulsión contiene altos niveles de azufre (2,8% p/p) y vanadio (320
ppm). La presencia de vanadio en esas concentraciones, en combinación
con el sodio, genera una preocupación en cuanto a la formación de depósitos
de ceniza fundidos en los bancos de tubos a la salida del hogar, de manera
que, éste fluido en forma derretida con óxidos de hierro protectores (que
naturalmente se forman como una capa protectora en los tubos de la caldera
bajo condiciones normales de operación) atacan los substratos de metal de
abajo.
Cuando la Orimulsión® 100 fue introducida en el mercado comercial a finales
de la década de 1980, los contenidos típicos de vanadio y sodio eran
alrededor de 320 y 80 ppm respectivamente, por lo que se añadía magnesio
soluble (~350 ppm) al combustible para neutralizar la temperatura alta de
corrosión.
Las mejoras en las facilidades de producción del bitumen, redujeron el
contenido de sodio (<20 ppm) y también disminuyeron
la cantidad de
magnesio a añadir al combustible ó al hogar para controlar la corrosión,
producto de los componentes sodio y vanadio.
La experiencia operacional y las amplias pruebas usando muestras de los
tubos en comparación con el tiempo, han confirmado niveles de corrosión
bajos, y el mecanismo de corrosión observado durante el quemado de la
Anexos
62
Orimulsión® 400 es uno de los simples procesos de formación del óxido de
hierro.
•
Trióxido de azufre (SO3) y el uso de gas húmedo como aditivo (FGA)
Los tres parámetros básicos que se requieren para formar SO3 sin un
sistema de caldera son el azufre, el oxígeno y un catalizador como el
vanadio. La Orimulsión® contiene grandes cantidades tanto de azufre como
de vanadio, por esto, el oxígeno contenido en los gases húmedos es
importante para
controlar la formación de SO3 durante y después
del
proceso de combustión. La condensación de la fase gaseosa del SO3 en un
calentador aire/agua, donde las temperaturas son bajas, puede resultar en el
incremento de la caída de presión y la potencial corrosión.
Experiencias previas de éste fenómeno en plantas generadoras que operan
con Orimulsión® a niveles de exceso de oxígeno menores (aproximadamente
0,5% ó menos) han mostrado que los niveles de SO3 producidos son
normalmente bajos (<10 ppm). Donde se requieren niveles de exceso de
oxígeno altos, resultan mayores los niveles de SO3, los cuales pueden ser
efectivamente controlados usando un gas húmedo como aditivo (tal como
absorbentes basados en magnesio) inyectados directamente en el gas
húmedo a la salida de la caldera, para mantener bajo el punto de rocío ácido
del gas húmedo.
Esta tecnología ha sido convencionalmente aplicada a las calderas de heavy
fuel oil durante muchos años, y se ha observado efectividad comparable
Anexos
63
cuando se ha usado Orimulsión® en una caldera. De esta manera, la
cantidad de sucio en los calentadores gas/aire rotativos puede ser
minimizada y, además, se puede acabar con la corrosión potencial y los
niveles de SO3 insignificantes.
Capítulo III. Marco metodológico
Anexos
64
Capitulo III. Marco metodológico
III.1 Características metodológicas
Tras haber realizado una amplia investigación y clasificación de la
información recopilada, en cuanto a las normas del almacenamiento, manejo
y transporte de la Orimulsión® 400, y, además, teniendo el conocimiento de
sus propiedades físico-químicas, se procedió al uso del método practico, por
el cual se obtienen los valores de cada uno de los cálculos, empleando
según sea el caso, las ecuaciones correspondientes.
Recientemente el mercado energético mundial se ha visto envuelto en la
búsqueda de nuevas alternativas para la generación de energía eléctrica. Es
por ésto, que varias empresas han venido desarrollando el uso de motores
de ciclo diesel de mediana velocidad como una alternativa más eficiente,
tomando en cuenta el uso de nuevos combustibles.
Para la selección de motores ciclo diesel, se estudiaron las diversas
posibilidades que la empresa Wärtsilä NSD Corporation ofrece al mercado de
generación de electricidad. Tras su selección, se procede a la determinación
del volumen de combustible requerido por estos equipos y luego, se
dimensiona el sistema de tuberías que transportara dicho combustible para
que sea quemado.
Como primera aproximación para llegar a obtener los diámetros de estas
tuberías, se tomarán valores prácticos recomendados de las velocidades
medias de flujo tanto para la succión como para la descarga. Con estos
Anexos
65
valores, se llegara a un diámetro nominal de las tuberías, el cual será
normalizado utilizando la información de las tablas técnicas respectivas.
Posteriormente, se realiza el cálculo del número de Reynolds y con éste
obtenemos los factores de fricción para tuberías rectas, que luego, serán
utilizados para obtener las pérdidas.
Una vez totalizadas dichas pérdidas, las cuales deben incluir las pérdidas por
válvulas y accesorios, podemos proceder a la determinación de la caída de
presión.
Debido a que éstas tuberías deben de ser diseñadas por encima de la
presión máxima a las cuales trabajan, la presión de diseño será un 10%
mayor al valor que conseguimos calculando las caídas de presión. Ésta
presión de diseño permite determinar los espesores de las tuberías, según lo
indicado en la norma ASME B31.3.
Ahora, con éstos espesores, se ingresa nuevamente a las tablas técnicas y
normalizamos su valor, obteniéndose así, el número de Schedule de cada
una de ellas.
Una vez llegado a este punto, se recalcula nuevamente utilizando los
diámetros internos para obtener resultados más exactos.
Se traza la curva del sistema, y de la misma, se toma el valor de la altura
dinámica total para el caudal correspondiente. Todo lo anterior, nos da una
base para la selección de las bombas rotativas que requiere el proceso.
Anexos
66
III.2 Variables y operacionalización
Las variables que inicialmente manejamos para realizar el dimensionamiento
de la planta son las que arrojan el manual Orimulsion® Process, publicado
por Bitúmenes del Orinoco, S. A., filial de Petróleos de Venezuela, S. A.; las
normas API 650 y API STD 620; el manual de Ingeniería de Riesgos,
referente a Separación entre Equipos e Instalaciones, también de PDVSA; y
la norma ASME B31.3.
Éstas variables son ampliamente descritas en los procedimientos. Al trabajar
con dichas variables, se obtienen otras y así, se llega al dimensionamiento
de nuestra planta de equipo reducido.
La operacionalización de éstas variables se realiza empleando las
ecuaciones que rigen la mecánica de los fluidos y las turbomáquinas;
además, de los criterios básicos adquiridos durante la carrera de Ingeniería
Mecánica en general.
III.3 Población y muestra
La población para la cual se maneja este tipo de proyectos, corresponde a
lugares que se encuentran apartados ó bien para lugares que requieren de
una solución rápida y efectiva para solventar requerimientos de energía
eléctrica. Este tipo de plantas utiliza motores de ciclo diesel, los cuales son
unidades modulares de alto rendimiento, que permiten fácilmente una futura
ampliación, lo cual es muy importante si se toma en cuenta que el usuario,
Anexos
67
bien sea una industria ó un centro poblado, tenga expectativas de
crecimiento en el futuro.
La muestra que actualmente se ha estudiado, tanto por las empresas que
fabrican estos motores como por BITOR, se encuentra en Filipinas, y es una
planta piloto donde se quema Orimulsión® 400, y se utilizan motores Wärtsilä
64 y Wärtsilä 46, siendo estos últimos, los que seleccionamos en nuestro
proyecto.
En Guatemala, también se está desarrollando un proyecto en el cual se esta
usando Orimulsión® 400 y motores de ciclo diesel más pequeños (5MW cada
uno aproximadamente).
La información ó resultados que se han obtenido de estas experiencias son
confidenciales para las partes que las desarrollan, por lo que el manejo de la
misma no es posible en nuestro proyecto.
III.4 Técnicas e instrumentos
Las técnicas e instrumentos que se emplearon son las señaladas en los
procedimientos utilizados para llegar al resultado.
III.5 Procedimientos
III.5.1 Motores seleccionados
La planta generadora tendrá cuatro (4) motores ciclo diesel “Wärtsilä 46”, los
cuales tienen las siguientes características técnicas:
Anexos
68
60 Hz / 514 rpm
Potencia de salida
Heat rate
Eficiencia eléctrica
Dimensiones y pesos
Largo
Ancho
Alto
Peso de la máquina
Unidad
KWe
KJ/KWhe
%
18V46
17.025
8.265
43,6
mm
mm
mm
toneladas
19.500
4.370
6.400
290
Fuente: Información pública de Wärtsilä
Figura 13. Características técnicas de los motores Wärtsilä 46.
Según esta información, podemos realizar el cálculo del combustible que
cada motor requerirá para que cada uno de ellos genere 17,025 MW
(potencia efectiva de cada motor).
•
Filosofía de diseño
Los motores de mediana velocidad, como el Wärtsilä 46, ofrecen a los
clientes las siguientes características:
-
Funcionamiento estable
-
Bajos costos operativos
-
Baja cantidad de emisiones gaseosas
-
Fácil instalación
-
Tecnología de montaje probada
Anexos
-
69
Fácil mantenimiento
Figura 14. Corte longitudinal del motor Wärtsilä 46.
•
Bajas emisiones de NOx
Cualquier hidrocarburo puede ser quemado a una determinada temperatura y
suministrándole la cantidad de oxigeno adecuada. Sin embargo, la forma en
que este es quemado, tiene un gran efecto en su eficiencia térmica y en las
Anexos
70
emisiones, particularmente las de NOx. Wärtsilä ha desarrollado un proceso
de combustión que reduce hasta un 50% el nivel de las emisiones de NOx.
Esta tecnología se basa en lo siguiente:
-
Una mayor temperatura del aire utilizado al inicio de la inyección reduce
drásticamente la demora de la ignición.
-
Una demora al inicio de la inyección y un tiempo más corto de inyección
significa que la combustión se realiza en el punto óptimo con respecto a
la eficiencia.
-
Mejoras en la atomización del combustible.
-
Modificación del espacio de combustión para mejorar la mezcla.
La cantidad de emisiones de NOx se determina de la siguiente manera:
NOx (g/KWh) = 17
si rpm<130
NOx (g/KWh) = 45 . (n-0,2)
si 130 ≤ rpm <2000
NOx (g/KWh) = 9,8
si rpm ≥ 2000
Anexos
71
Fuente: Información pública de Wärtsilä
Figura 15. Emisiones de NOx.
En el caso de la planta dimensionada en este trabajo, los motores trabajan a
una velocidad de 514rpm, por lo que las emisiones de NOx por cada uno de
los motores es:
NOx (g/KWh) = 45 . (n-0,2) = 45 . (514)-0,2
NOx = 12,91 g/KWh = 3.333,3 ng/J
Anexos
72
Cuando se habla de emisiones en una planta eléctrica, esto se refiere a los
óxidos de nitrógeno (NOx), óxidos de azufre (SOx) y partículas (como polvo
seco). En el año de 1.998, el Banco Mundial publicó el Thermal power:
Guidelines for new plants, lo cual toma en cuenta la calidad del aire que se
encuentra en los alrededores de las plantas.
Fuente: Información pública de Wärtsilä.
Figura 16. Límite de emisiones de NOx. Calentamiento global. Emisiones de CO2.
Anexos
73
Los motores 46 son diseñados para expulsar una cantidad mínima de
emisiones de NOx, cuando el consumo de combustible es óptimo.
Según información pública de Wärtsilä, estas máquinas llenan las
expectativas del Banco Mundial publicadas para enero del 2.000,
relacionadas a áreas no degradadas. En las áreas degradadas, la cual puede
ser una ciudad con un gran volumen de tráfico, la cantidad límite de NOx en
las emisiones tiene que ser menor y debe colocarse un reductor catalítico
selectivo (SCR). Este reductor catalítico es un método que reduce las
emisiones de NOx adaptando un convertidor catalítico después del motor.
Este convertidor catalítico requiere la adición de soluciones de amoniaco o
urea para los gases de escape. Las emisiones de los dióxidos de azufre y las
partículas se deben generalmente a la cantidad de azufre y cenizas
contenidas en el combustible.
Al revisar la información publicada en 1.998 en el Thermal power: Guidelines
for new plants, (pág.5), del Banco Mundial, se observa que los límites para
los niveles de las emisiones de NOx son: 750 mg/Nm3 (260 ng/J ó 365 ppm)
para plantas que queman carbón, 460 mg/Nm3 (130 ng/J ó 225 ppm) para
plantas que queman aceites, y 320 mg/Nm3 (86 ng/J ó 155 ppm) para plantas
que utilizan gas como combustible.
Tomando en cuenta esta información, las emisiones de NOx de los motores
de ciclo diesel Wärtsilä 46 (estimadas en 3.333,3 ng/J), están muy por
encima de los límites que establece el Banco Mundial; por ello, es necesario
Anexos
74
el uso de sistemas de control de emisiones de NOx, antes de estos gases
sean expulsados a la atmósfera.
En el futuro, las emisiones de dióxido de carbono (CO2) serán el foco de
discusión, ya que está relacionado con el calentamiento global.
Una planta eléctrica de ciclo diesel es eficiente cuando tiene bajas emisiones
de CO2.
•
Inyección directa de agua (DWI)
El motor con inyección directa de agua esta equipado con una válvula de
inyección y una entrada que permite que el combustible y el agua sean
inyectados directamente en el cilindro. Esto significa que ninguna de las
maneras, en lo referente al funcionamiento de la inyección o no de agua,
afecta la operación de la máquina.
El agua es inyectada al cilindro a una presión alta de 210bar (3046psi). Esta
presión alta es generada en un módulo de bombas de alta presión, el cual se
construye en un espacio reducido.
Un fusible de flujo se instala en la cabeza del cilindro para controlar el flujo
de agua que entra al mismo; este fusible posee una aguja que se atasca en
el caso de que el flujo de agua es detenido.
El momento en que ocurre la inyección de agua y su duración, son
controlados electrónicamente por una unidad de control.
Una reducción del 50-60% del NOx puede lograrse sin que la potencia de
salida del motor se vea afectada.
Anexos
•
75
Bomba de inyección
La bomba de inyección tiene las siguientes características:
-
El monoelemento diseñado es una solución rígida y libre de distorsiones
hasta cuando la presión de inyección es máxima.
-
Una válvula de alivio de presión constante elimina el riesgo de cavilación
manteniendo la presión residual, la cual se encuentra en un nivel seguro
durante el proceso de operación.
-
Un espacio vacío y sellado entre la bomba y la varilla, previene la
aparición de combustible mermado proveniente de la mezcla del mismo
con el aceite de lubricación.
-
Las bombas precalibradas son intercambiables.
Figura 17. Corte longitudinal de la bomba de inyección del motor Wärtsilä 46.
Anexos
76
•
Válvula de inyección
-
La válvula esta diseñada para que la superficie que está en contacto con
el espacio donde se realiza la combustión, absorba una pequeña cantidad
de calor, mejorando así la transferencia de este calor al agua de
enfriamiento del sistema.
-
El combustible es llevado por el camino más corto entre la bomba y la
válvula, mediante una tubería de alta presión que va a la cabeza del
cilindro.
•
Sistema de combustible
-
El sistema de tuberías del combustible y sus componentes están
localizados en una especia de caja caliente, la cual provee una seguridad
máxima a una temperatura de precalentamiento. Las tuberías que se
encuentran fuera de esta zona, también son cuidadosamente protegidas.
-
El combustible mermado que se queda en tuberías, válvulas de inyección
y bombas es recolectado por un sistema cerrado de tuberías, el cual
mantiene la cámara de combustión y el motor seco y limpio.
•
Sistema de turbocargador
-
El motor Wärtsilä 46 tiene un sistema de tubería de escape Spex (Single
pipe exhaust) y un turbocargador de alta eficiencia.
-
Comparado con el sistema de presión constante, el efecto de salida del
gas da una mejor eficiencia de la turbina a cargas parciales.
-
El sistema Spex es prácticamente libre de interferencias.
Anexos
-
77
La construcción modular del sistema de gases de escape es capaz de
manejar relaciones de presiones y niveles de pulsación altos; al mismo
tiempo son lo suficientemente elásticos como para enfrentar la expansión
térmica en el sistema.
-
El turbocargador tiene la mayor eficiencia disponible. Está equipado con
cojinetes planos y no tiene agua de refrigeración.
Figura 18. Sistema Spex para gases de escape de los motores Wärtsilä 46.
Figura 19. Turbocargador de los motores Wärtsilä 46.
Anexos
•
78
Pistón
El pistón es de baja fricción y su falda es de hierro fundido con tope de acero.
El diseño de la galería especial de enfriamiento asegura que el tope del
pistón sea enfriado eficientemente y que éste sea muy rígido. El diseño es
capaz de aguantar presiones más allá de 200bar (2900psi). La dureza en el
tope del pistón, permite que las ranuras para los anillos de presión tengan
una larga vida.
La baja fricción del pistón es asegurada por el recubrimiento de aceite que se
forma entre las paredes del cilindro y el mismo pistón. La buena distribución
de una película de aceite limpio, disminuye el riesgo de desgaste por fricción.
Además, el aceite mantiene los anillos de presión y las ranuras libres de
productos corrosivos provenientes de la combustión.
Figura 20. Corte longitudinal del pistón.
Anexos
79
Figura 21. Cabeza de los cilindros del motor Wärtsilä 46.
•
Anillos de presión
Son un conjunto de tres anillos de baja fricción, revestidos especialmente
para evitar su desgaste. Están diseñados para brindar un desempeño
máximo en cuanto a su función de evitar el paso de aceite a la cámara de
combustión y mantener la presión en las carreras de compresión y
expansión.
Figura 22. Anillos de presión de los pistones del motor Wärtsilä 46.
Anexos
•
80
Barra conectora
Es un diseño de tres piezas, donde las fuerzas producto de la combustión
son distribuidas sobre un área máxima de apoyo.
El pistón puede ser reparado sin que se toque el apoyo entre éste y la barra
conectora. Este apoyo, también puede ser revisado sin que se remueva el
pistón.
•
Camisa del cilindro
Las deformaciones de las paredes del cilindro son causadas generalmente
por el golpeteo o desajuste de la cabeza del pistón, debido a las cargas
mecánicas y térmicas que este sufre. Debido a un diseño especial de un
collar colocado en la parte superior de la camisa que se encuentra en el
recorrido que hace el pistón, las deformaciones son muy pequeñas.
La distribución de la temperatura en la camisa del cilindro no solo es
importante desde el punto de vista de esfuerzo y deformación, sino que
también es importante debido por el desgaste acelerado que puede ayudar a
producir. La temperatura debe permanecer por encima del punto de rocío del
ácido sulfúrico para prevenir la corrosión, pero al mismo tiempo, debe
mantenerse baja para evitar que las propiedades del lubricante cambien.
El material consiste en una aleación de hierro fundido.
Anexos
81
Figura 23. Cilindro de los motores Wärtsilä 46.
•
Árbol de leva
Está diseñado para soportar grandes presiones de combustión. Esta forjado
en una sola pieza totalmente maquinada.
•
Bloque
Esta manufacturado de hierro fundido para lograr la rigidez necesaria. Su
montaje se realiza sobre una fundación con resortes de acero que se colocan
debajo de la máquina. Este tipo de instalación puede ser usada tanto en
tierra firme como en barcazas.
•
Sistema de enfriamiento
El agua fresca del sistema de enfriamiento es dividida en dos sistemas de
agua, una es de alta temperatura y la otra es de baja temperatura.
El sistema de enfriamiento de alta temperatura opera constantemente a un
alto nivel de temperatura para hacer que la variación de temperatura en los
Anexos
82
componentes del cilindro sea pequeña y así prevenir la corrosión debida a la
insuficiente refrigeración.
Figura 24. Sistema de enfriamiento del motor Wärtsilä 46.
•
Sistema de lubricación
El aceite de lubricación es tratado fuera del motor por separación continua.
Camino al motor, el aceite pasa por un enfriador de aceite, luego por una
unidad de filtrado automático y finalmente por otro filtro de seguridad para su
protección. Allí ingresa al bloque y es distribuido.
Anexos
83
Figura 25. Sistema de lubricación del motor Wärtsilä 46.
•
Sistema de automatización
Controles automáticos y sistemas de seguridad se han desarrollado para la
operación de los motores. La velocidad del motor es controlada por un
gobernador mecánico-hidráulico, electrónico-hidráulico ó electrónico.
La protección para evitar una alta velocidad del motor es controlada por un
sistema electroneumático que actúa directamente en cada una de las
bombas de inyección de combustible y por un mecanismo que actúa en el eje
controlador.
El arranque del motor se hace lentamente.
La condición de cada componente esencial del motor es monitoreado y
controlado por medidores de temperatura.
Anexos
•
84
Mantenimiento
Durante el diseño y el desarrollo de la manufactura del motor, se enfatiza la
necesidad de un mantenimiento sencillo, incluyendo herramientas y fácil
acceso en el mismo. Además, se brindan instrucciones claras.
III.5.2 Volumen de Orimulsión® 400 a manejar
Para determinar el volumen de Orimulsión® requerida por cada uno de los
motores para generar 17.025 KWe, se procede de la siguiente manera:
Potencia efectiva = 17.025 KWe
“Heat Rate” motor = 8.265 KJ/KW-h
Requerimiento energético = Potencia efectiva . Heat Rate motor
Requerimiento energético = 17.025 KWe . (8.265 KJ/KW-h)
Requerimiento energético = 140.711.625 KJ/h
Poder calorífico de la Orimulsión® 400 @ 30ºC = 27.800 KJ/Kg (Este valor
fue extraído de la figura 9).
Flujo másico = Requerimiento energético ÷ Poder calorífico
Flujo másico = (140.711.625 KJ/h) ÷ (27.800 KJ/Kg)
Flujo másico = 5.061,6 Kg/h
Densidad de la Orimulsión® 400 @ 30ºC = 1.009,1 Kg/m3 (este valor fue
obtenido realizando una conversión del valor extraído de la figura 9).
Flujo volumétrico = Flujo másico ÷ Densidad
Flujo volumétrico = 5.061,6 Kg/h ÷ (1.009,1 Kg/m3)
Flujo volumétrico = 5,02 m3/h
Anexos
85
Flujo volumétrico = 1,39 litros/s
Flujo volumétrico = 22,10 GPM
Según estos cálculos, podemos decir que para que la planta en estudio
tenga combustible para su funcionamiento, se debe tener capacidad para
manejar cuatro veces el caudal anteriormente mencionado. Por tanto, el flujo
volumétrico total será:
Flujo volumétrico total = 5,02 m3/h x 4
Flujo volumétrico total = 20,08 m3/h = 88,41 GPM
Este flujo volumétrico total es el volumen máximo a manejar, y será
empleado como criterio de diseño en este trabajo.
III.5.3 Cálculo de los tanques
•
Volumen de combustible a almacenar en los tanques
Nuestra
planta
posee
dos
(2)
tanques
atmosféricos
para
el
almacenamiento de la Orimulsión®, donde cada uno debe suministrar el
combustible necesario para que dos de los cuatro motores empleados,
puedan generar la cantidad de energía que se quiere. Cada tanque tendrá la
capacidad de almacenar combustible suficiente para que dos de los motores
operen durante un periodo de 15 días. Se debe surtir Orimulsión® 400 cada
15 días para que la planta nunca tenga una parada. Debido a que cada
motor necesita 5,02 m3/h, entonces el volumen del combustible será:
Volumen del combustible = 2 . (5,02 m3/h).(24 h/dia).(15 días)
Volumen del combustible = 3.614,4 m3 por tanque
Anexos
86
Capacidad total de almacenamiento = 3.614,4 m3 . (2)
Capacidad total de almacenamiento = 7.228,8 m3
Se debe realizar un contrato con BITOR pon una cantidad en toneladas/año,
por lo que:
Contrato BITOR = (7.228,8 m3) . (12 meses/año) . (2 suministros / mes)
Contrato BITOR = 173.491,2 m3/año
Contrato BITOR = 175.069,97 toneladas/año
•
Diámetro y altura de los tanques
Ahora, para saber el diámetro de dichos tanques, asumimos que el radio y la
altura máxima del líquido a almacenar son iguales (lo cual ocurre en el caso
de una esfera).
Entonces tenemos que:
Volumen del combustible = π . r2 . h = π . r3 = 3.614,4 m3
Donde:
r: radio del tanque
h: altura máxima del líquido
Si despejamos r, entonces tenemos que:
r = [(3.614,4 m3 / π)]1/3
r = 10,48 m = h
El diámetro del tanque será:
D = 2.r = 20,96 m
Anexos
87
El siguiente dibujo es un esquema general de cada uno de los dos tanques
en el cual se muestra el nivel máximo de Orimulsión® 400 a almacenar.
Zo
Succión
Figura 26. Dibujo esquemático de los tanques de almacenamiento atmosféricos
dimensionados.
Anexos
88
La altura total del tanque es la altura máxima del líquido más una altura que
está comprendida entre los 0,5 y 1 metro. Esta altura adicional, obedece a
criterios de diseño. En este trabajo se tomó el valor de 0,5 metros
adicionales.
Altura total del tanque = 10,48 m + 0,5 m
Altura total del tanque = 10,98 m
En cuanto a la separación que debe haber entre los tanques, se tomo en
cuenta la siguiente tabla:
Fuente: Manual de Ingeniería de Riesgos. Separación entre equipos e instalaciones.
errapl 1.
Figura 27. Tanques atmosféricos de almacenamiento de líquidos inflamables y/o
combustibles.
•
Peso total del combustible por cada tanque
W = (π . d2 . h . γ) ÷ 4
Anexos
89
Donde:
d: diámetro del tanque
h: altura máxima del liquido a almacenar
γ: densidad de la Orimulsión® 400 a 30ºC
Entonces:
W = [(π) . (20,96 m)2 . (10,48 m) . (1009,1 Kg/m3)] ÷ 4
W = 3.648.950,12 Kg por cada tanque
•
Techo de los tanques
El diámetro del tanque es de 20,96 m. Se sugiere que el techo del mismo
debe sea cónico con estructura de soporte (API 650, 9na. Edición, 3.10).
Los tanques de almacenamiento con techos cónicos soportados en una
estructura, son diseñados con el objeto de que las planchas, soportadas por
rafters (vigas radiales en contacto directo con las planchas del techo), no
sufran flexiones que puedan esforzar las fibras exteriores de ellas. Por esto,
los rafters se colocan uno muy cerca del otro para evitar este fenómeno. La
distancia en la periferia exterior, medida en forma circunferencial, no debe
ser mayor a 2π ft (1,92 m); y, la distancia en la periferia interna no debe
superar los 5½ ft (1,68 m).
Además, los tanques de techos cónicos podemos clasificarlos según sus
requerimientos o no de girders (vigas perimetrales que soportan a los rafters
y conforman un polígono). Los tanques con diámetros mayores a los 12 m
requieren de girders.
Anexos
90
El espesor mínimo de las láminas que se utilizan en la fabricación del techo
es de 4,8 mm (3/16”) más el espesor de corrosión, y el espesor máximo es
de 1,27 mm (½”) el cual incluye la corrosión. Por esto último se puede afirmar
que el espesor por corrosión no debe ser mayor a los 7,94 mm (5/16”).
El ángulo interno de inclinación de las láminas con respecto a la horizontal,
está entre 9,5 y 37º.
•
Materiales
-
Planchas y perfiles:
La especificación de material es ASTM A 36 según norma API Standard 620
(tabla 2-1), y con una resistencia mínima a la fluencia de 36.000 psi, debido a
que la temperatura de diseño del metal está por encima de los 65ºF (18ºC),
ya que nuestro combustible opera a 86ºF (30ºC) aproximadamente. El
espesor indicado para estas planchas (de techo, fondo, pared y refuerzos),
incluyendo el espesor de corrosión, debe ser menor o igual a 1” (25,4 mm)
según la tabla mencionada anteriormente.
-
Boquillas y conexiones:
Si están entre 2” y 24”, deben ser fabricadas con tubería sin costura API 5L
grado B, extra fuerte; y bridas de cuello (Welding Neck R.F) #150.
La boca de visita debe tener un diámetro mínimo de 24” y se fabricará con
una plancha de acero ASTM A36 con un espesor mínimo según API 650.
-
Pernos o espárragos:
Serán de acero al carbono con tuerca hexagonal:
Anexos
91
A 193 B7 / A 194 2H para bridas y conexiones.
A 37 para elementos estructurales.
HILTI ó similar para anclajes.
-
Empacaduras:
Serán de neopreno y de 1/16” de espesor.
•
Soldaduras
Todas las soldaduras deberán ser realizadas por el método manual ó el
automático de arco eléctrico protegido con electrodos E 6010 de acuerdo a la
American Welding Society (AWS).
•
Preparación de la superficie
Toda la superficie metálica interna y externa deberá ser limpiada con chorro
de arena o partículas metálicas (grano de arena ≤ 30 micrones).
•
Recubrimientos
Toda superficie interna o externa deberá ser protegida con tres manos de
pintura:
-
Primera mano: Epomon fondo tipo Poliamida, color rojo, Montana 288350 ó similar. Espesor de película seca, 2mils.
-
Segunda mano: Epomon aducto amina H.B Montana 784-707 ó similar.
Espesor de película seca, 2mils.
-
Tercera mano: Epomon aducto amina H.B Montana 784-103 ó similar.
Espesor de película seca, 2mils.
Anexos
•
92
Dique de contención para los tanques
Se debe construir un dique de contención alrededor de los tanques por
motivos de seguridad, ya que se debe garantizar que el combustible quede
retenido dentro de un área en caso de cualquier derrame, y así evitar daños
sobre otros equipos ó instalaciones de la planta. Este dique puede ser un
terraplén con 45° de inclinación aproximadamente, y con una altura vertical
de 1,5 metros, para tener una visual amplia sobre los recipientes de
almacenamiento.
Sabemos que el volumen máximo de combustible que puede almacenarse
entre los dos tanques es de 7.228,8 m3 y el terraplén será de forma
rectangular en el suelo. El siguiente esquema plantea lo sugerido:
tanque
1,5 m
terraplén
45°
Succión
ancho
Figura 28. Esquema del dique de contención de los tanques (terraplén).
El ancho del rectángulo de la base del dique es de 40,96 metros, por lo que
el largo del rectángulo será:
Largo = (7.228,8 m3) ÷ ( 1,5 m x 40,96 m) = 117,66 m
Anexos
93
El volumen total (V) que es capaz de contener este dique será la suma de
7.228,8 m3 más los volúmenes que aparecen sobre las cuatro pendientes del
terraplén, menos el volumen que ocupan ambos tanques, entonces:
V = 7.228,8 m3 + 2 (1,5 x 1,5 x 117,66) m3 + 2(1,5 x 1,5 x 40,96) m3 – 2[2 x π
x (10,48 m)2 x 1,5 m]
V = (7.228,8 + 529,47 + 184,32 – 2.070,25) m3
V = (7.942,59 – 2.070,25) m3
V = 5.872,34 m3
El dique es capaz de contener alrededor de un 81,24% de la capacidad
máxima de almacenamiento de los tanques atmosféricos.
2”
6”
117,6 m
4”
17 m
40,96 m
Figura 29. Dimensiones del dique de contención.
Anexos
94
III.5.4 Tubería de succión
La tubería que se debe utilizar para manejar este tipo de fluido (Orimulsión®
400) es la API 5L grado A25 de acero al carbono (norma ASME B31.3).
Para el cálculo de caída de presión en la tubería de succión ésta se divide en
dos tramos, debido a que circulan caudales diferentes en ellas. Como
podemos observar en la siguiente figura, el tramo de color negro maneja un
caudal de 10,04 m3/h, mientras que el tramo de color verde maneja 20,08
m3/h.
Figura 30. Dibujo esquemático de equipos dimensionados.
Anexos
95
III.5.4.1 Hidráulica
Tomamos una velocidad de flujo igual a 1,25 m/s para realizar nuestro primer
cálculo del diámetro de las tuberías de succión del sistema. Esta velocidad
de flujo esta dentro del rango de velocidades para succión recomendada,
que va de 1 a 1,5 m/s (Bombas Centrífugas 1992,
Ingeniero Giuseppe
Bavaro).
Ambos tanques de almacenamiento atmosférico, entregaran combustible
simultáneamente a la bomba que este operando, y cada uno de ellos deberá
entregar un caudal de 10,04 m3/h, para así tener un caudal de 20,08 m3/h.
•
Velocidad media de flujo y diámetro de tubería para tramo con caudal
20,08 m3/h:
Q = 20,08 m3/h
Q=v.A
Donde:
Q: caudal de Orimulsión® 400
v: velocidad media de flujo del combustible
A: área transversal de la tubería
Entonces:
A = Q ÷ v = [20,08 m3/h . (1 h ÷ 3.600 s)] ÷ 1,25 m/s
A = 0,004462 m2
A = π . r2
r = (0,004462 m2 ÷ π)1/2
Anexos
96
r = 0,037687 m = 1,48”
d = 2 . r = 2 . (1,48”) = 2,97”
Normalizamos este diámetro y tomamos 3 pulgadas (0,0762 m). Se calcula
nuevamente la velocidad media de flujo y tenemos que:
v = [20,08 m3/h . (1h ÷ 3.600 s)] ÷ (π . (0,0381 m)2)
v = 1,22 m/s
•
Velocidad media de flujo y diámetro de tubería para tramo con caudal
10,04 m3/h:
Q = 10,04 m3/h
Q=v.A
A = Q ÷ v = [10,04 m3/h . (1 h ÷ 3.600 s)] ÷ 1,25 m/s
A = 0,002231 m2
A = π . r2
r = (0,002231 m2 ÷ π)1/2
r = 0,026649 m = 1,05”
d = 2 . r = 2 . (1,05”) = 2,10”
Normalizamos este diámetro y tomamos 2 pulgadas (0,0508 m). Con éste
último valor del diámetro, se calcula la velocidad de flujo:
v = [10,04 m3/h . (1h ÷ 3.600 s)] ÷ (π . (0,0254 m)2)
v = 1,38 m/s
•
Número de Reynolds del fluido en el tramo de 3” de diámetro nominal:
Anexos
97
El régimen de un fluido no-newtoniano (Orimulsión® 400) se define con la
siguiente ecuación del número de Reynolds (Orimulsion Process: Design and
Operations Manual for Handling and Storage of Orimulsion” de Bitumenes
Orinoco, S.A. (BITOR), Filial de Petróleos de Venezuela, S.A.) y relaciona la
inercia del flujo con la viscosidad aparente del mismo:
ReD = (ρ . v2-n . dn) ÷ µ
Donde:
ReD: número de Reynolds
ρ: densidad de la Orimulsión® 400 (Kg/m3) a 30ºC = 1.009,1 Kg/m3 (este
valor fue tomado de la figura 9).
v: velocidad del fluido (m/s)
d: diámetro de la tubería (m)
n: índice de comportamiento de flujo a 30ºC
Temperatura ºC
K
N
10
1,19
0,70
20
0,90
0,75
30
0,70
0,80
50
0,39
0,90
70
1,21
0,95
®
®
Fuente: Orimulsion Process. Design and operation manual for handling and storage of Orimulsion .
Figura 31. Índices del comportamiento de flujo y coeficientes de consistencia para cada
temperatura.
Anexos
µ: viscosidad aparente de la Orimulsión® 400 a 30ºC y 100 s-1 (Pa.s)
µ = K . Gn-1
Donde:
K: coeficiente de consistencia a 30ºC
G: coeficiente de corte nominal = 100 s-1
n: índice de comportamiento de flujo (figura 29).
µ = 0,70 . (100 s-1)0,80-1
µ = 0,278675 Pa.s
ReD = [(1.009,1 kg/m3) . (1,22 m/s)2-0,80 . (0,0762 m)0,80] ÷ (0,278675 Pa.s)
ReD = 586,18
•
Número de Reynolds del fluido en el tramo de 2” de diámetro nominal:
ReD = [(1.009,1 kg/m3) . (1,38 m/s)2-0,80 . (0,0508 m)0,80] ÷ (0,278675 Pa.s)
ReD = 491,34
•
Factor de fricción (f) para tubería de 3” de diámetro nominal:
El factor de fricción para flujo laminar (ReD<2000) se calcula así:
f = 64 ÷ ReD = 64 ÷ 586,18
f = 0,1092
•
Factor de fricción (f) para tubería de 2” de diámetro nominal:
f = 64 ÷ ReD = 64 ÷ 491,34
f = 0,1303
98
Anexos
•
99
Coeficiente de resistencia para pérdida por fricción en tubería recta (3” de
diámetro nominal):
k = (f . L) ÷ d
Donde:
k: coeficiente de resistencia
f: factor de fricción
L: longitud de la tubería
d: diámetro de la tubería
Entonces:
k = (0,1092 . 9,5 m) ÷ 0,0762 m
k = 13,61
•
Coeficiente de resistencia para pérdida por fricción en tubería recta para
tramo de 2” de diámetro nominal:
k = (f . L) ÷ d = (0,1303 . 74 m) ÷ 0,0508 m
k = 189,81
•
Coeficientes de resistencia para pérdidas por fricción en válvulas y
accesorios (3” de diámetro nominal):
Las ecuaciones para el cálculo de estos coeficientes de resistencias son
(Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división
de Ingeniería de: CRANE®):
-
1 válvula compuerta de 3”:
k = 8 . ft
Anexos
100
Donde:
ft: factor de fricción
½"
Ft
¾"
1
1¼"
0,027 0,025 0,023 0,022
1½"
2"
2½", 3"
0,021
0,019
0,018
®
Fuente: Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división de Ingeniería de CRANE .
Figura 32. Factores de fricción para diferentes diámetros de tubería.
Entonces:
k = 8 . (0,018)
k = 0,144
-
1 válvula de retención de disco oscilante de 3”:
k = 100 . ft = 100 . (0,018)
k = 1,8
-
1 codo estándar de 90º de 3”:
k = 30 . ft = 30 . (0,018)
k = 0,54
-
1 válvula de macho y llaves de tres entradas de 3”:
k = 90 . ft = 90 . (0,018)
k = 1,62
-
1 ensanchamiento brusco y gradual de 2” a 3”:
Anexos
101
k = (1 - β2)2 ÷ β4 , para θ = 45º
Donde:
β = d1 ÷ d2 = 2 ÷ 3 = 0,67
Entonces:
k = (1- (0,67)2)2 ÷ (0,67)4
k = 1,51
•
Coeficientes de resistencia para pérdidas por fricción en válvulas y
accesorios (2” de diámetro nominal):
-
3 conexiones estándar en “T” de 2”:
k = 60 . ft = 60 . (0,019)
k = 1,14 c/conexión
-
2 válvula compuerta de 2”:
k = 8 . ft = 8 . (0,019)
k = 0,152
-
2 entrada de tubería con resalte hacia el interior:
k = 0,78
•
Caída de presión por fricción en tubería de 3” de diámetro nominal:
La pérdida de presión con régimen laminar para una tubería recta se calcula
utilizando la ecuación de Darcy, de la siguiente manera (Flujo de fluidos en
válvulas, accesorios y tuberías. Preparado por la división de Ingeniería de:
CRANE®):
∆P = 0,000005 . k . ρ . v2
Anexos
102
Donde:
∆P: caída de presión (bars)
k: coeficiente de resistencia
ρ: densidad de la Orimulsión® 400 a 30ºC = 1.009,1 Kg/m3 (este valor fue
extraído de la figura 9).
v: velocidad media de flujo (m/s)
Entonces:
k = 0,144 + 1,8 + 0,54 + 1,62 + 1,51 + 13,61
k = 19,224
∆P = 0,000005 . (19,224) . (1.009,1 Kg/m3) . (1,22 m/s)2
∆P = 0,1444 bar = 2,09 psi
•
Caída de presión por fricción en tubería de 2” de diámetro nominal:
k = 189,81 + 3(1,14) + 2(0,152) + 2(0,78)
k = 195,094
∆P = 0,000005 . (195,094) . (1.009,1 Kg/m3) . (1,38 m/s)2
∆P = 1,8746 bar = 27,19 psi
•
Caída de presión total de la tubería de succión:
∆Ptotal = 2,09 psi + 27,19 psi
∆Ptotal = 29,28 psi = 2,0188 bar
Anexos
103
La presión manométrica en la entrada de la bomba debe de ser de 29,28 psi
para que la misma pueda bombear el combustible a los cuatro motores ciclo
diesel.
•
Presión de diseño de la tubería de la tubería de succión:
La presión de diseño será un 10% mayor al valor hallado anteriormente.
Pdiseño = Pentrada de la bomba + 0,1(Pentrada de la bomba)
Pdiseño = 29,28 psi + 0,1(29,28 psi)
Pdiseño = 32,21 psi = 2,2208 bar
Este valor posteriormente será recalculado, pero, por los momentos será
tomado para realizar el cálculo de los espesores y números de cédula de las
tuberías.
•
Espesor y número de Schedule de las tuberías:
Según la norma ASME B31.3, el cálculo del espesor de la tubería se realiza
con la siguiente ecuación:
t = (P . D) ÷ 2 . (S . E + P . Y)
Donde:
t: espesor de la tubería
P: presión de diseño de la tubería (psi)
D: diámetro nominal de la tubería (pulgadas)
S: esfuerzo del material (psi)
E: factor de calidad de soldadura de junta longitudinal, E = 0,60 para API 5L
(Tabla A-1B, norma ASME B31.3)
Anexos
104
Y: coeficiente (Tabla 304.1.1, norma ASME B31.3), Y = 0,4
Entonces:
-
El espesor para la tubería de 3” de diámetro nominal es:
t = 32,21 psi . (3”) ÷ 2 [(15.000 psi) . (0,6) + 32,21 psi . (0,4)]
t = 0,005361” = 0,000136 m
La tabla de datos técnicos para los diámetros nominales de las tuberías de
acero al carbono que va a ser utilizada en nuestra planta es:
Diámetro nominal Diámetro exterior
2"
2,375"
3"
3,500"
Identificación
(Schedule)
Espesor
Diámetro
interior
40
80
0,154"
0,218"
2,067"
1,939"
160
0,344"
1,687"
40
0,216"
3,068"
80
0,300"
2,900"
160
0,438"
2,624"
®
Fuente: Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división de Ingeniería de CRANE .
Figura 33. Tabla técnica para tuberías de acero al carbono.
Como el espesor calculado es t = 0,005361”, al observar la tabla técnica,
seleccionamos para esta tubería de 3 pulgadas de diámetro nominal lo
siguiente:
tnormalizado = 0,216” = 0,005486 m
nº Schedule = 40
Anexos
-
105
El espesor para la tubería de 2” de diámetro nominal es:
t = 32,21 psi . (2”) ÷ 2 [(15.000 psi) . (0,6) + 32,21 psi . (0,4)]
t = 0,003574” = 0,000091 m
Al ingresar a la tabla de datos técnicos con este valor de espesor obtenido
tenemos que:
tnormalizado = 0,154” = 0,003912 m
nº Schedule = 40
•
Recálculo:
Con estos datos obtenidos de los espesores y números de cédula (Schedule)
de las diferentes tuberías de la succión, se procede al recálculo de las
velocidades medias de flujo con los diámetros internos de las tuberías, los
cuales obtuvimos de la tabla para tuberías de acero al carbono extraída del
CRANE:
-
Tubería de 3” (diámetro interior = 3,068 ” = 0,077927 m):
v = Q ÷ A = 20,08 m3/h . (1h ÷ 3.600 s) ÷ (π . (0,077927 m / 2)2)
v = 1,17 m/s
-
Tubería de 2” (diámetro interior = 2,067” = 0,052502 m):
v = Q ÷ A = 10,04 m3/h . (1h ÷ 3.600 s) ÷ (π . (0,052502 m / 2)2)
v = 1,29 m/s
Con estos nuevos valores para las velocidades medias de flujo, se calcula
nuevamente el número de Reynolds para verificar que el régimen del fluido
continua siendo laminar, entonces:
Anexos
-
106
Tubería de 3” (diámetro interior = 3,068 ” = 0,077927 m):
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (1,17 m/s)2-0,80 . (0,077927 m)0,80] ÷ (0,278675 Pa.s)
ReD = 567,56
-
Tubería de 2” (diámetro interior = 2,067” = 0,052502 m):
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (1,29 m/s)2-0,80 . (0,052502 m)0,80] ÷ (0,278675 Pa.s)
ReD = 465,25
Con estos nuevos valores del número de Reynolds para cada una de las
distintas tuberías, se calcula el factor de fricción (f) y con este se obtiene el
valor de los nuevos coeficientes de resistencia (k) por fricción en tuberías
rectas. Los valores de las k de los accesorios y válvulas no cambian.
Entonces tenemos que:
-
Tubería de 3” (diámetro interior = 3,068 ” = 0,077927 m):
f = 64 ÷ ReD = 64 ÷ 567,56
f = 0,1128
k = f . L ÷ d = 0,1128 . (9,5m) ÷ 0,077927 m
k = 13,75
-
Tubería de 2” (diámetro interior = 2,067” = 0,052502 m):
f = 64 ÷ ReD = 64 ÷ 465,25
f = 0,1376
Anexos
k = f . L ÷ d = 0,1376 . (74 m) ÷ 0,052502 m
k = 193,94
Los nuevos cálculos para las caídas de presión son los siguientes:
-
Tubería de 3” (diámetro interior = 3,068 ” = 0,077927 m):
∆P = 0,000005 . k . ρ . v2
k = 0,144 + 1,8 + 0,54 + 1,62 + 1,51 + 13,75
k = 19,364
∆P = 0,000005 . (19,364) . (1.009,1 Kg/m3) . (1,17 m/s)2
∆P = 0,1337 bar = 1,94 psi
-
Tubería de 2” (diámetro interior = 2,067” = 0,052502 m):
∆P = 0,000005 . k . ρ . v2
k = 3(1,14) + 2(0,152) + 2(0,78) + 193,94
k = 199,224
∆P = 0,000005 . (199,224) . (1.009,1 Kg/m3) . (1,29 m/s)2
∆P = 1,6727 bar = 24,26 psi
La caída de presión para todo el tramo de succión es:
∆Ptotal = 1,94 psi + 24,26 psi
∆Ptotal = 26,2 psi
Entonces, la presión a la entrada de la bomba es de 26,2 psi.
107
Anexos
108
III.5.5 Tubería de descarga
Para el cálculo de la caída de presión en la tubería de descarga esta se
dividió en tres tramos, por los cuales circulaban distintas cantidades de
caudales. Obsérvese el siguiente esquema:
Figura 34. Dibujo esquemático de equipos dimensionados.
En el tramo de color verde, se maneja un caudal de 20,08 m3/h, en el tramo
fucsia se maneja un caudal de 10,04 m3/h y en los tramos de color negro
fluyen 5,02 m3/h.
Anexos
109
En el tramo de tubería señalado con color verde, circulan 20,08 m3/h. En el
tramo de tubería de color fucsia, la tubería transporta 10,04 m3/h. Y por
último, las tuberías de color negro, llevan 5,02 m3/h.
III.5.5.1 Hidráulica
•
Velocidad media de flujo y diámetro de tubería en el tramo con caudal
5,02 m3/h:
Tenemos que la velocidad media de flujo de cierta sección transversal esta
dada por la ecuación de continuidad para flujo estacionario:
v=Q÷A
Donde:
v: velocidad media de flujo
Q: caudal
A: área transversal
Además, tenemos que la velocidad de descarga del fluido recomendada ésta
dentro del rango 1,5 m/s y 3 m/s (Bombas Centrífugas 1992, Ingeniero
Giuseppe Bavaro); por ésto, se toma el valor de 2,5 m/s para realizar el
primer cálculo del área transversal de la tubería para posteriormente
determinar el diámetro.
Por cálculos previamente realizados, se determinó que el caudal que debe
entrar a cada motor es de 5,02 m3/h para que este genere la cantidad de
electricidad deseada. Entonces tenemos que:
A = Q ÷ v = 5,02 m3/h ÷ [2,5 m/s (3.600 s ÷1 h)] = 5,5778x10-4 m2
Anexos
110
A = π . r2
Donde:
r: radio de la tubería
r = (5,5778X10-4 m2 ÷ π)1/2 = 1,3325X10-2 m = 0,5246”
d=2.r
Donde:
d: diámetro nominal de la tubería
d = 2 . (0,5246”) = 1,0492”
Si estandarizamos este diámetro a 1 pulgada (0,0254 m), recalculamos
nuevamente la velocidad media de flujo:
v = Q ÷ A = [5,02 m3/h . (1 h ÷ 3.600 s)] ÷ π (0,0254 m ÷ 2)2
v = 2,75 m/s
•
Velocidad media de flujo y diámetro de tubería en el tramo con caudal de
10,04 m3/h:
Se tomara nuevamente 2,5 m/s como velocidad media de flujo para realizar
el primer cálculo del diámetro en este tramo.
A = Q ÷ v = [10,04 m3/h . (1 h ÷ 3.600 s)] ÷ 2,5 m/s
A = 1,1156X10-3 m2
r = (A ÷ π)1/2 = (1,1156X10-3 m2 ÷ π)1/2
r = 1,8844X10-2 m = 0,7419”
d = 2 . r = 2 . (0,7419”) = 1,4838”
Anexos
111
Se estandariza este diámetro a 1½ pulgadas (0,0381 m), y se recalcula la
velocidad media de flujo:
v = Q ÷ A = [10,04 m3/h . (1 h ÷ 3.600 s)] ÷ π (0,0381 m ÷ 2)2
v = 2,45 m/s
•
Velocidad media de flujo y diámetro de tubería en el tramo con caudal de
20,08 m3/h:
El caudal tomado será de 20,08 m3/h, debido a que se estudia el caso en que
solo una bomba este trabajando para alimentar los cuatro motores de la
planta generadora. La velocidad de flujo para nuestro primer cálculo del
diámetro de la tubería es de 2,5 m/s, entonces:
A = Q ÷ v = [20,08 m3/h . (1 h ÷ 3.600 s)] ÷ 2,5 m/s
A = 2,2311X10-3 m2
r = (A ÷ π)1/2 = (2,2311X10-3 m2 ÷ π)1/2
r = 2,2649X10-2 m2 = 1,0492”
d = 2 . r = 2 . (1,0492”) = 2,0984”
Se estandariza este diámetro a 2 pulgadas (0,0508 m) y se calcula otra vez
la velocidad de flujo:
v = Q ÷ A = [20,08 m3/h . (1 h ÷ 3.600 s)] ÷ π (0,0508 m ÷ 2)2
v = 2,75 m/s
•
Número de Reynolds del fluido en tubería de 1” de diámetro nominal:
ReD = (ρ . v2-n . dn) ÷ µ
Donde:
Anexos
112
ReD: número de Reynolds
ρ: densidad de la Orimulsión® 400 (Kg/m3) a 30ºC = 1.009,1 Kg/m3 (este
valor fue extraído de la figura 9).
v: velocidad del fluido (m/s)
d: diámetro de la tubería (m)
n: índice de comportamiento de flujo a 30ºC = 0,80 (este valor fue extraído de
la figura 29)
µ: viscosidad aparente de la Orimulsión® 400 a 30ºC y 100 s-1 (Pa.s)
µ = K . Gn-1
Donde:
K: coeficiente de consistencia a 30ºC = 0,70 (este valor fue extraído de la
figura 29)
G: coeficiente de corte nominal = 100 s-1
n: índice de comportamiento de flujo
µ = 0,70 . (100 s-1)0,80-1
µ = 0,278675 Pa.s
ReD = [(1.009,1 kg/m3) . (2,75 m/s)2-0,80 . (0,0254 m)0,80] ÷ (0,278675 Pa.s)
ReD = 645,51
Como el número de Reynolds obtenido es menor que 2000, el flujo es
laminar.
•
Número de Reynolds del fluido en tubería de 1½” de diámetro nominal:
Anexos
113
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (2,45 m/s)2-0,80 . (0,0381 m)0,80] ÷ (0,278675 Pa.s)
ReD = 777,27
Como el número de Reynolds obtenido es menor que 2000, el flujo es
laminar.
•
Número de Reynolds del fluido en tubería de 2” de diámetro nominal:
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (2,75 m/s)2-0,80 . (0,0508 m)0,80] ÷ (0,278675 Pa.s)
ReD = 1.123,90
Como el número de Reynolds obtenido es menor que 2000, el flujo es
laminar.
•
Factor de fricción (f) en tubería de 1” de diámetro nominal:
El factor de fricción para flujo laminar (ReD<2000) se calcula así:
f = 64 ÷ ReD = 64 ÷ 645,51
f = 0,0991
•
Factor de fricción (f) en tubería de 1½” de diámetro nominal:
f = 64 ÷ ReD = 64 ÷ 777,27
f = 0,0823
•
Factor de fricción (f) en tubería de 2” de diámetro nominal:
f = 64 ÷ ReD = 64 ÷ 1123,90
f = 0,0569
Anexos
•
114
Coeficiente de resistencia para pérdida por fricción en tubería recta de 1”
de diámetro nominal:
k = (f . L) ÷ d
Donde:
k: coeficiente de resistencia
f: factor de fricción
L: longitud de la tubería
d: diámetro de la tubería
Entonces:
k = (0,0991 . 20 m) ÷ 0,0254 m
k = 78,04
•
Coeficiente de resistencia para pérdida por fricción en tubería recta de
1½” de diámetro nominal:
k = (f . L) ÷ d = (0,0823 . 36,48 m) ÷ 0,0381 m
k = 145,2
•
Coeficiente de resistencia para pérdida por fricción en tubería recta de 2”
de diámetro nominal:
k = (f . L) ÷ d = (0,0569 . 19,5 m) ÷ 0,0508 m
k = 21,84
•
Coeficientes de resistencia para pérdidas por fricción en válvulas y
accesorios en tramo de 1” de diámetro nominal:
Anexos
115
Las ecuaciones para el cálculo de estos coeficientes de resistencias son
(Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división
de Ingeniería de: CRANE®):
-
4 Salidas de tubería de canto vivo o redondeada de 1”:
k = 1 c/u
-
4 Válvulas compuerta de 1”:
k = 8 . ft
Donde:
ft: factor de fricción (estos valores fueron extraídos de la figura 30 para cada
caso).
k = 8 . (0,023)
k = 0,184 c/u
•
Coeficientes de resistencia para pérdidas por fricción en válvulas y
accesorios en tramo de 1½” de diámetro nominal:
-
5 Conexiones estándar “T” de 1½”:
k = 60 . ft = 60 . (0,021)
k = 1,26 c/u
-
4 Estrechamientos bruscos y graduales de 1½“ a 1”:
k = {0,5 . (1 - β2) . [seno(θ/2)]1/2} ÷ β4
Donde:
β = d1 ÷ d2 = 1 ÷ 1½ = 0,67
θ = 45º
Anexos
116
k = {0,5 . (1 – (0,67)2) . [seno (45/2)]1/2} ÷ (0,67)4
k = 0,85 c/u
•
Coeficientes de resistencia para pérdidas por fricción en válvulas y
accesorios en tramo de 2” de diámetro nominal:
-
1 válvula de retención de disco oscilante de 2”:
k = 100 . ft = 100 . (0,019)
k = 1,9
-
1 válvula compuerta de 2”:
k = 8 . ft = 8 . (0,019)
k = 0,152
-
1 codo estándar de 90º de 2”:
k = 30 . ft = 30 . (0,019)
k = 0,57
-
1 válvula de macho y llaves de tres entradas de 2”:
k = 90 . ft = 90 . (0,019)
k = 1,71
-
1 estrechamiento brusco y gradual de 2” a 1½“:
k = {0,5 . (1 - β2) . [seno(θ/2)]1/2} ÷ β4
β = d1 ÷ d2 = 1½ ÷ 2 = 0,75
θ = 45º
k = {0,5 . (1 – (0,75)2) . [seno (45/2)]1/2} ÷ (0,75)4
k = 0,43
Anexos
•
117
Caída de presión en tuberías de 1” de diámetro:
La pérdida de presión con régimen laminar para una tubería recta se calcula
por la ecuación de Darcy de la siguiente manera (Flujo de fluidos en válvulas,
accesorios y tuberías. Preparado por la división de Ingeniería de: CRANE®):
∆P = 0,000005 . k . ρ . v2
Donde:
∆P: caída de presión (bars)
k: coeficiente de resistencia
ρ: densidad de la Orimulsión® 400 a 30ºC = 1.009,1 Kg/m3 (este valor fue
extraído de la figura 9).
v: velocidad media de flujo (m/s)
Entonces:
k = 4 + 0,736 + 78,04
k = 82,776
∆P = 0,000005 . (82,776) . (1.009,1 Kg/m3) . (2,75 m/s)2
∆P = 3,1585 bar = 45,81 psi
•
Caída de presión en tuberías de 1½” de diámetro:
k = 3,4 + 6,3 + 145,2
k = 154,9
∆P = 0,000005 . (154,9) . (1.009,1 Kg/m3) . (2,45 m/s)2
∆P = 4,6912 bar = 68,04 psi
Anexos
•
118
Caída de presión en tuberías de 2” de diámetro:
k = 0,43 + 1,71 + 0,57 + 0,152 + 1,9 + 21,84
k = 26,602
∆P = 0,000005 . (26,602) . (1.009,1 Kg/m3) . (2,75 m/s)2
∆P = 1,0150 bar = 14,72 psi
•
Caída de presión total para la tubería de descarga:
∆Ptotal = 45,81 psi + 68,04 psi + 14,72 psi
∆Ptotal = 128,57 psi = 8,8645 bar
•
Presión de salida de la bomba:
La presión de salida de la bomba para que la Orimulsión® 400 llegue a 40 psi
a los motores ciclo diesel “Wartsila 46”, debe de ser:
Psalida de la bomba = ∆Ptotal + 40 psi
Psalida de la bomba = 128,57 psi + 40 psi
Psalida de la bomba = 168,57 psi = 11,62 bars
•
Presión de diseño de la tubería de descarga:
Para la presión de diseño de la tubería se añadirá un 10% de la presión de
salida de la bomba y tendremos que:
Pdiseño = Psalida de la bomba + 0,1(Psalida de la bomba)
Pdiseño = 168,57 psi + 0,1(168,57 psi)
Pdiseño = 185,43 psi = 12,7847 bar
•
Espesor y número de Schedule de las tuberías:
Anexos
119
Según la norma ASME B31.3, el cálculo del espesor de la tubería se realiza
con la siguiente ecuación:
t = (P . D) ÷ 2 . (S . E + P . Y)
Donde:
t: espesor de la tubería
P: presión de diseño de la tubería (psi)
D: diámetro nominal de la tubería (pulgadas)
S: esfuerzo del material (psi)
E: factor de calidad de soldadura en la junta longitudinal, E = 0,60 para API
5L (tabla A-1B, norma ASME B31.3)
Y: coeficiente (tabla 304.1.1 de la norma ASME B31.3), Y = 0,4
Entonces:
-
El espesor para la tubería de 1” de diámetro nominal es:
t = 185,43 psi . (1”) ÷ 2 [(15.000 psi) . (0,6) + 185,43 psi . (0,4)]
t = 0,010217” = 0,000260 m
La tabla de datos técnicos para los diámetros nominales de las tuberías de
acero al carbono que va a ser utilizadas en nuestra planta es:
Anexos
120
Diámetro
nominal
Diámetro exterior
1"
1,315"
1 1/2"
1,9"
2"
2,375
Identificación
(Schedule)
40
80
160
40
80
160
40
80
160
Espesor
0,133”
0,179”
0,250”
0,145”
0,200”
0,281”
0,154”
0,218”
0,344”
Diámetro
interior
1,049”
0,957”
0,815”
1,610”
1,500”
1,338”
2,067”
1,939”
1,687”
®
Fuente: Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división de Ingeniería de CRANE .
Figura 35. Tabla técnica para tuberías de acero al carbono.
Con el espesor calculado anteriormente t = 0,010217” ingresamos en la tabla
anterior (figura 33) y observamos que para 1 pulgada de diámetro nominal el
espesor normalizado de nuestra tubería seria:
tnormalizado = 0,133” = 0,0034 m
nº Schedule = 40
-
El espesor para la tubería de 1½” de diámetro nominal es:
t = 185,43 psi . (1½”) ÷ 2[(15.000 psi) . (0,6) + 185,43 psi . (0,4)]
t = 0,015326” = 0,000389 m
Si vamos a la tabla anterior (figura 33) tenemos que:
tnormalizado = 0,145” = 0,0037 m
nº Schedule = 40
-
El espesor para la tubería de 2” de diámetro nominal es:
t = 185,43 psi . (2”) ÷ 2[(15.000 psi) . (0,6) + 185,43 psi . (0,4)]
Anexos
121
t = 0,020435” = 0,000519 m
Si vamos a la tabla anterior (figura 33) tenemos que:
tnormalizado = 0,154” = 0,0039 m
nº Schedule = 40
•
Recálculo:
Con estos datos obtenidos de los espesores y números de cédula (Schedule)
de las diferentes tuberías de la descarga, se procede al recálculo de las
velocidades medias de flujo con los diámetros internos de las tuberías:
-
Tubería de 1” (diámetro interior = 1,049” = 0,026644 m):
v = Q ÷ A = 5,02 m3/h . (1 h ÷ 3.600 s) ÷ (π . (0,026644 m / 2)2)
v = 2,50 m/s
-
Tubería de 1½“ (diámetro interior = 1,610” = 0,040894 m):
v = Q ÷ A = 10,04 m3/h . (1 h ÷ 3.600 s) ÷ (π . (0,040894 m / 2)2)
v = 2,12 m/s
-
Tubería de 2” (diámetro interior = 2,067” = 0,0525018 m):
v = Q ÷ A = 20,08 m3/h . (1 h ÷ 3.600 s) ÷ (π . (0,0525018 m / 2)2)
v = 2,58 m/s
Ahora, calculamos el número de Reynolds nuevamente para ver si el fluido
es laminar a estas velocidades:
-
Tubería de 1” (diámetro interior = 1,049” = 0,026644 m):
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (2,50 m/s)2-0,80 . (0,026644 m)0,80] ÷ (0,278675 Pa.s)
Anexos
122
ReD = 598,21
-
Tubería de 1½“ (diámetro interior = 1,610” = 0,040894 m):
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (2,12 m/s)2-0,80 . (0,040894 m)0,80] ÷ (0,278675 Pa.s)
ReD = 691,46
-
Tubería de 2” (diámetro interior = 2,067” = 0,052501 m):
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (2,58 m/s)2-0,80 . (0,052501 m)0,80] ÷ (0,278675 Pa.s)
ReD = 1.068,86
Con estos nuevos valores del número de Reynolds para cada una de las
distintas tuberías, se calcula el factor de fricción (f) y con este se obtiene el
valor de los nuevos coeficientes de resistencia por fricción en tuberías rectas.
-
Tubería de 1” (diámetro interior = 1,049” = 0,026644 m):
f = 64 ÷ ReD = 64 ÷ 598,21
f = 0,1070
k = f . L ÷ d = 0,1070 . (20 m) ÷ 0,026644 m
k = 80,32
-
Tubería de 1½“ (diámetro interior = 1,610” = 0,040894 m):
f = 64 ÷ ReD = 64 ÷ 691,46
f = 0,0926
k = f . L ÷ d = 0,0926 . (36,48 m) ÷ 0,040894 m
Anexos
123
k = 82,60
-
Tubería de 2” (diámetro interior = 2,067” = 0,0525018 m):
f = 64 ÷ ReD = 64 ÷ 1068,86
f = 0,0599
k = f . L ÷ d = 0,0599 . (19,5 m) ÷ 0,0525018 m
k = 22,25
Los valores de los coeficientes de resistencia tanto para las válvulas como
para los accesorios, no cambian, por lo que ahora, se procede al cálculo de
las pérdidas de presión el las tuberías tomando en cuanto el diámetro interior
de ellas.
-
Tubería de 1” (diámetro interior = 1,049” = 0,026644 m):
∆P = 0,000005 . k . ρ . v2
k = 4 + 0,736 + 80,32
k = 85,056
∆P = 0,000005 . (85,056) . (1.009,1 Kg/m3) . (2,50 m/s)2
∆P = 2,6822 bar = 38,90 psi
-
Tubería de 1½“ (diámetro interior = 1,610” = 0,040894 m):
∆P = 0,000005 . k . ρ . v2
k = 3,4 + 6,3 + 82,60
k = 92,3
∆P = 0,000005 . (92,3) . (1.009,1 Kg/m3) . (2,12 m/s)2
Anexos
124
∆P = 2,0930 bar = 30,36 psi
-
Tubería de 2” (diámetro interior = 2,067” = 0,052501 m):
∆P = 0,000005 . k . ρ . v2
k = 0,43 + 1,71 + 0,57 + 0,152 + 1,9 + 22,25
k = 27,012
∆P = 0,000005 . (27,012) . (1.009,1 Kg/m3) . (2,58 m/s)2
∆P = 0,9072 bar = 13,16 psi
Las pérdidas de presión en toda la tubería de descarga serán:
∆Ptotal = 38,90 psi + 30,36 psi + 13,16 psi
∆Ptotal = 82,42 psi = 5,6827 bar
Para este nuevo valor de la caída de presión, se obtiene el valor de la
presión de salida de la bomba, la cual será la utilizada para la selección de la
misma.
Psalida de la bomba = 82,42 psi + 40 psi
Psalida de la bomba = 122,42 psi = 8,4406 bar
Retomaremos los cálculos de la presión de diseño para verificar que los
diámetros seleccionados no variaran, ya que el espesor calculado con esta
nueva presión de diseño, arrojará los mismos resultados obtenidos para el
número de cédula de las tuberías. Así entonces tenemos que:
Pdiseño = Psalida de la bomba + 0,1(Psalida de la bomba)
Pdiseño = 122,42 psi + 0,1(122,42 psi)
Pdiseño = 134,66 psi = 9,2846 bar
Anexos
-
125
Espesor para tubería de 1” (diámetro interior = 1,049” = 0,026644 m):
t =134,66 psi . (1”) ÷ 2[(15.000 psi) . (0,6) + 134,66 psi . (0,4)]
t = 0,007437” = 0,000189 m
Si ingresamos a la tabla técnica vemos que éste espesor da el mismo
resultado que el obtenido anteriormente, por lo que la tubería de 1” tendrá un
número de Schedule 40 y un espesor de 0,133”.
-
Espesor para la tubería de 1½” (diámetro interior = 1,610” = 0,040894 m):
t =134,66 psi . (1½”) ÷ 2[(15.000 psi) . (0,6) + 134,66 psi . (0,4)]
t = 0,011155” = 0,000283m
En este cálculo ocurre lo mismo que en el anterior. La tabla técnica sigue
arrojando como resultado número de Schedule 40 y espesor 0,145”.
-
Espesor para la tubería de 2” (diámetro interior = 2,067” = 0,0525018 m):
t =134,66 psi . (2”) ÷ 2[(15.000 psi) . (0,6) + 134,66 psi . (0,4)]
t = 0,014873” = 0,000378 m
Al entrar el la tabla técnica para tuberías de acero al carbono nos da como
resultado número de Schedule 40 y espesor 0,154”.
III.5.6 Curva característica del sistema
Para el estudio de la curva del sistema se tomará el caso más desfavorable,
el cual ocurre cuando el nivel del combustible almacenado llega a igualarse
al nivel en el cual se encuentra la tubería de succión. Los valores de las
variables Z1 y Z2 de la ecuación para calcular la altura dinámica total, son
cero, ya que para nuestro estudio se considero que la tubería de succión y
Anexos
126
descarga están completamente horizontales y por esto, no se debe
considerar ninguna diferencia de altura entre la succión y la descarga.
Los diámetros de tuberías en la succión son de 2 y 3 pulgadas, y los
diámetros en las tuberías de descarga son de 1, 1½ y 2 pulgadas. El peso
específico (γ) de la Orimulsión® 400 es 995,62331 Kgf/m3. La presión
manométrica de entrada en cada uno de los motores es de 40 psi. Según
estos datos, se procede a realizar los cálculos para obtener la curva que
determinará la altura dinámica total que tendrá el sistema, en función del
caudal que éste maneje.
La ecuación que permite realizar el cálculo de la altura dinámica total,
tomando en cuanta las pérdidas por fricción en las tuberías y por los
accesorios del sistema, es la siguiente:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(v22 – v12) / 2.g] +hfsucción + hfdescarga
Donde:
H: altura dinámica total
P2: presión absoluta de entrada a los motores
P1: presión absoluta a la cual se encuentra el fluido dentro del tanque
Z2: altura del fluido en la descarga
Z1: altura del fluido en la succión
v2: velocidad del fluido en la descarga
v1: velocidad del fluido en la succión
g: fuerza de gravedad
Anexos
127
hfsucción: pérdidas por fricción y accesorios en la succión
hfdescarga: pérdidas por fricción y accesorios en la descarga
En nuestro caso, tenemos que los valores de v1 y v2 se desprecian debido a
que en la succión y en la descarga, las tuberías están sumergidas en el
fluido.
Tomando en cuenta cada uno de los valores de las variables de la ecuación,
se comienza a calcular la altura dinámica para cada uno de los caudales
seleccionados:
•
Para Q = 0 m3/h:
Pabsoluta = Pmanométrica + Patmosférica
Pabsoluta 1 = 14,7 psi = P1
Pabsoluta 2 = 40 psi + 14,7 psi = 54,7 psi = P2
H = {[(54,7 - 14,7)psi x (1.550in2/m2)x(0,453592Kgf/lbf)]÷(995,62337Kgf/m3)}
H = 28,246328 m
•
Para Q = 5 m3/h:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(v22 – v12) / 2.g] +hfsucción + hfdescarga
hf = (Hf ÷ 100) x L + (K x v2 ÷ 2g)
Donde:
hf: perdidas totales para succión o descarga según sea el caso
Hf: factor de fricción
L: longitud de la tubería de succión o descarga
K: factor de perdida por accesorio
Anexos
128
v: velocidad del fluido
g: fuerza de gravedad
Para calcular las pérdidas tanto de succión como de descarga tenemos que
tener los valores de v, v2/2g y Hf. Tenemos que:
Q=A.v
v=Q/A
Para tener el área de cada una de las secciones transversales de las
distintas tuberías, debemos emplear el diámetro interno de cada una de
ellas:
-
Tubería de 3” (0,077927 m de diámetro interior):
A = π . r2
A = π . (0,077927 m / 2)2 = 0,004769 m2
-
Tubería de 2” (0,052502 m de diámetro interior):
A = π . (0,052502 m / 2)2 = 0,002165 m2
-
Tubería de 1½” (0,040894 m de diámetro interior):
A = π . (0,040894 m / 2)2 = 0,001313 m2
-
Tubería de 1” (0,026644 m de diámetro interior):
A = π . (0,0266446 m / 2)2 = 0,000558 m2
Con los valores de las áreas, se procede al cálculo de las velocidades para
los respectivos caudales, los cuales tomaremos en cuanta en el momento de
trazar la curva del sistema. Para obtener los valores de estas velocidades se
procede de la siguiente manera:
Anexos
129
v=Q/A
Donde:
Q: caudales a estudiar (m3/h)
A: área calculada anteriormente para cada uno de los diámetros internos
Si sustituimos los caudales seleccionados y las áreas, se obtiene los datos
reflejados en la siguiente tabla:
Caudal (m^3/h)
5
10
15
20
25
3"
v (m/s)
0,29
0,58
0,88
1,16
1,45
2"
v (m/s)
0,64
1,28
1,92
2,56
3,23
1 1/2"
v (m/s)
1,05
2,13
3,13
4,17
5,26
1"
v (m/s)
2,50
4,98
7,47
9,96
12,45
Figura 36. Resultado de velocidades de flujo para diversos caudales.
Con los valores de las velocidades se puede calcular los valores de la
relación (v2 / 2g), donde el valor de la constante gravitacional es 9,80665
m2/s, entonces:
Caudal (m^3/h)
5
10
15
20
25
3"
v^2/2g (m)
0.004288
0.017152
0.039482
0.068607
0.107198
2"
v^2/2g (m)
0.020884
0.083535
0.187954
0.334141
0.53193
1 1/2"
v^2/2g (m)
0.056212
0.231318
0.499503
0.886587
1.410655
Figura 37. Resultado de relación (v2/2.g) para diversos caudales.
1"
v^2/2g (m)
0.318661
1.264468
2.845054
5.057874
7.902928
Anexos
130
Solo falta calcular el término (Hf), que es la pérdida por fricción por tubería
recta. Para realizar este cálculo se debe aplicar la siguiente ecuación (DarcyWeisbach):
Hf = f . (L / D) . (v2 / 2g)
Para hallar el valor del factor de fricción (f), debemos calcular el número de
Reynolds primero.
La ecuación aplicada para hallar el número de Reynolds de un fluido nonewtoniano es:
ReD = (ρ . v2-n . dn) ÷ µ
Donde en cálculos pasados, habíamos definido lo siguiente:
ρ: densidad de la Orimulsión® 400 a 30ºC = 1.009,1 kg/m3 (valor extraído de
la figura 9).
n: índice de comportamiento de flujo a 30ºC = 0,80 (valor extraído de la figura
29).
d: diámetro interior (m)
µ: viscosidad aparente de la Orimulsión® 400 a 30ºC = 0,278675 Pa.s
Entonces al sustituir el diámetro interior y la velocidad correspondiente para
cada caudal, obtendremos el número de Reynolds para cada uno de ellos:
Anexos
131
Caudal (m^3/h)
5
10
15
20
25
3"
Re
106,43
244,51
403,24
561,74
734,22
2"
Re
200,63
460,92
749,79
1058,92
1399,65
1 1/2"
Re
297,57
695,38
1103,61
1557,14
2057,53
1"
Re
598,21
1367,72
2224,89
3142,21
4107,02
Figura 38. Número de Reynolds para diferentes caudales.
Como podemos observar, ciertos valores obtenidos para el número de
Reynolds son mayores a 2.000, por lo que llegan a encontrarse en régimen
transitorio (2.000 < Re < 4.000) y uno solo de los valores obtenidos llega a
ser turbulento (Re>4.000). Hay que destacar que esto ocurre cuando se
manejan caudales superiores al caudal máximo para el cual fue calculado el
sistema de tuberías. El hecho de que el combustible llegue a tener régimen
turbulento, no trae ninguna consecuencia en lo que a sus propiedades se
refiere, ya que la Orimulsión® 400, puede ser transportada teniendo un
régimen de estas características.
Con los valores obtenidos en los números de Reynolds, se calcula el factor
de fricción (f) para cada caso, sea laminar o turbulento. En el caso de
turbulencia, se empleara la siguiente ecuación (C.F. Colebrook, 1939):
1 ÷ (f)1/2 = -2 log10 [(∈ ÷ 3,7d) + (2,51 ÷ Re(f)1/2)]
Donde:
∈: rugosidad absoluta del acero (Cameron Hidraulic Data, pag. 3-5, 1994).
Anexos
132
∈ = 0,00015 ft
d: diámetro interno de la tubería, ft
Re: numero de Reynolds
En el caso de régimen laminar se empleara la siguiente ecuación:
f = 64 ÷ Re
Los resultados de los factores de fricción (f) son:
Caudal (m^3/h)
5
10
15
20
25
3"
f
0,6013
0,2617
0,1587
0,1139
0,0872
2"
f
0,3190
0,1389
0,0854
0,0604
0,0457
1 1/2"
f
0,2151
0,0920
0,0580
0,0411
0,0311
1"
f
0,1069
0,0468
0,0288
0,0204
0,0390
Figura 39. Factores de fricción para diversos caudales.
El factor de fricción por tubería recta (Hf) por cada 100 metros de longitud:
3"
2"
1 1/2"
1"
Caudal (m^3/h) Hf(m x 100m) Hf(m x 100m) Hf(m x 100m) Hf(m x 100m)
5
3.31
12.69
29.57
127.85
10
5,76
22.1
52.04
222.1
15
8.04
30.57
70.85
307.52
20
10.03
38.44
89.11
387.25
25
12
46.3
107.28
1156.76
Figura 40. Factores de fricción por tuberías rectas/100m.
Anexos
133
Los valores para los coeficientes de resistencia (k) por pérdida de fricción en
válvulas y accesorios para los distintos diámetros de las tuberías empleadas
son:
Accesorio
Valvula compuerta
Valvula de retencion de disco oscilante
Codo estándar de 90º
Valvula de macho y llaves de 3 entradas
Ensanchamiento brusco y gradual
Conexiones estándar en "T"
Entrada de tubería con resalte hacia el interior
Salida de tubería de canto vivo o redondeado
Estrechamiento brusco y gradual
1" 1 1/2" 2"
3"
0,184
0,152 0,144
1,9
1,8
0,57 0,54
1,71 1,62
1,51
1,26 1,14
0,78
1
0,85 0,43
Figura 41. Coeficientes de resistencia para los accesorios utilizados.
Específicamente, en la succión, tenemos los siguientes accesorios:
-
1 válvula compuerta de 3”
-
1 válvula de retención de disco oscilante de 3”
-
1 codo estándar de 90º de 3”
-
1 válvula macho y tres llaves de entradas de 3”
-
1 ensanchamiento gradual y brusco de 3” a 2”
-
3 conexiones estándar en “T” de 2”
-
2 válvulas compuerta de 2”
-
2 entradas de tubería con resalte hacia el interior de 2”
Anexos
134
Y en la descarga tenemos:
-
4 salidas de tubería de canto vivo o redondeado de 1”
-
4 válvulas compuerta de 1”
-
5 conexiones estándar en “T” de 1½”
-
4 estrechamientos bruscos y graduales de 1½” a 1”
-
1 válvula de retención de disco oscilante de 2”
-
1 válvula compuerta de 2”
-
1 codo estándar de 90º de 2”
-
1 válvula macho y tres llaves de entradas de 2”
-
1 estrechamiento brusco y gradual de 2” a 1½”
Ahora, las longitudes de las tuberías de succión son las siguientes:
-
9,5 m (tubería de 3” de diámetro nominal)
-
74 m (tubería de 2” de diámetro nominal)
Y, las longitudes de las tuberías de descarga son:
-
20 m (tubería de 1” de diámetro nominal)
-
36,48 m (tubería de 1½” de diámetro nominal)
-
19,5 m (tubería de 2” de diámetro nominal)
Se procede al cálculo de las pérdidas en la succión y se debe tomar en
cuenta que se tienen distintos diámetros nominales de tuberías:
hf = (Hf ÷ 100) x L + (K x V2 ÷ 2g)
hf(3”) = (3,31 ÷ 100) x 9,5 m + (5,14 x 0,004288) m = 0,336490 m
hf(2”) = (12,69 ÷ 100) x 74 m + (5,284 x 0,020884) m = 9,500951 m
Anexos
hfsucción = 0,336490 m + 9,500951 m = 9,837441 m
Las pérdidas en la descarga son:
hf(1”) = (127,85 ÷ 100) x 20 m + (4,736 x 0,318661) m = 27,079178 m
hf(1½”) = (29,57 ÷ 100) x 36,48 m + (9,7 x 0,056212) m = 11,332392 m
hf(2”) = (12,69 ÷ 100) x 19,5 m + (4,762 x 0,020884) m = 2,573940 m
hfdescarga = 27,079178 m + 11,332392 m + 2,573940 m = 40,985571 m
La altura dinámica total para 5 m3/h es:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(V22 – V12) / 2.g] +hfsucción + hfdescarga
H = 28,246328 m + 9,837441 m + 40,985571 m
H = 79,069340 m
•
Para Q = 10 m3/h:
hf = (Hf ÷ 100) x L + (K x V2 ÷ 2g)
Las pérdidas en la succión son:
hf(3”) = (5,76 ÷ 100) x 9,5 m + (5,614 x 0,017152) m = 0,643491 m
hf(2”) = (22,1 ÷ 100) x 74 m + (5,284 x 0,083535) m = 16,795399 m
hfsucción = 0,643491 m + 16,795399 m = 17,438890 m
Las pérdidas en la descarga son:
hf(1”) = (222,1 ÷ 100) x 20 m + (4,736 x 1,264468) m = 50,408520 m
hf(1½”) = (52,04 ÷ 100) x 36,48 m + (9,7 x 0,231318) m = 21,227977 m
hf(2”) = (22,1÷ 100) x 19,5 m + (4,762 x 0,083535) m = 4,707294 m
hfdescarga = 50,408520 m + 21,227977 m + 4,707294 m = 76,343791 m
135
Anexos
La altura dinámica total para 10 m3/h es:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(V22 – V12) / 2.g] +hfsucción + hfdescarga
H = 28,246328 m + 17,438890 m + 76,343791 m
H = 122,029009 m
•
Para Q = 15 m3/h:
hf = (Hf ÷ 100) x L + (K x V2 ÷ 2g)
Las perdidas en la succión son:
hf(3”) = (8,04 ÷ 100) x 9,5 m + (5,614 x 0,039482) m = 0,985452 m
hf(2”) = (30,57÷ 100) x 74 m + (5,284 x 0,187954) m = 23,614949 m
hfsucción = 0,985452 m + 23,614949 m = 24,600401 m
Las perdidas en la descarga son:
hf(1”) = (307,52 ÷ 100) x 20 m + (4,736 x 2,845054) m = 74,978176 m
hf(1½”) = (70,85 ÷ 100) x 36,48 m + (9,7 x 0,499503) m = 30,691259 m
hf(2”) = (30,57 ÷ 100) x 19,5 m + (4,762 x 0,187954) m = 6,856187 m
hfdescarga = 74,978176 m + 30,691259 m + 6,856187 m = 112,525622 m
La altura dinámica total para 15 m3/h es:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(V22 – V12) / 2.g] +hfsucción + hfdescarga
H = 28,246328 m + 24,600401 m + 112,525622 m
H = 165,372351 m
•
Para Q = 20 m3/h:
hf = (Hf ÷ 100) x L + (K x V2 ÷ 2g)
136
Anexos
Las perdidas en la succión son:
hf(3”) = (10,03 ÷ 100) x 9,5 m + (5,614 x 0,068607) m = 1,338010 m
hf(2”) = (38,44 ÷ 100) x 74 m + (5,284 x 0,334141) m = 30,211201 m
hfsucción = 1,338010 m + 30,211201 m = 31,549211 m
Las perdidas en la descarga son:
hf(1”) = (387,25 ÷ 100) x 20 m + (4,736 x 5,057874) m = 101,404091 m
hf(1½”) = (89,11 ÷ 100) x 36,48 m + (9,7 x 0,886587) m = 41,107222 m
hf(2”) = (38,44 ÷ 100) x 19,5 m + (4,762 x 0,334141) m = 9,086979 m
hfdescarga =101,404091 m + 41,107222 m + 9,086979 m = 151,598293 m
La altura dinámica total para 20 m3/h es:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(V22 – V12) / 2.g] +hfsucción + hfdescarga
H = 28,246328 m + 31,549211 m + 151,598293 m
H = 211,393831 m
•
Para Q = 25 m3/h:
hf = (Hf ÷ 100) x L + (K x V2 ÷ 2g)
Las perdidas en la succión son:
hf(3”) = (12 ÷ 100) x 9,5 m + (5,614 x 0,107198) m = 1,741810 m
hf(2”) = (46,3 ÷ 100) x 74 m + (5,284 x 0,53193) m = 37,072718 m
hfsucción = 1,741810 m + 37,072718 m = 38,814528 m
Las perdidas en la descarga son:
hf(1”) = (1156,76 ÷ 100) x 20 m + (4,736 x 7,902928) m = 268,780267 m
137
Anexos
138
hf(1½”) = (107,28 ÷ 100) x 36,48 m + (9,7 x 1,410655) m = 52,819098 m
hf(2”) = (46,3 ÷ 100) x 19,5 m + (4,762 x 7,902928 ) m = 46,662243 m
hfdescarga = 268,780267 m + 52,819098 m + 46,662243 m = 368,261608 m
La altura dinámica total para 25 m3/h es:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(V22 – V12) / 2.g] +hfsucción + hfdescarga
H = 28,246328 m + 38,814528 m + 368,261608 m
H = 435,322463 m
Luego de haber obtenido la altura dinámica total para varios caudales, se
obtiene la curva del sistema:
Altura (m)
Curva característica del sistema
500
450
400
350
300
250
200
150
100
50
0
0
5
10
15
20
Caudal (m^3/h)
Figura 42. Curva característica del sistema.
25
30
Anexos
139
Como se necesita bombear 20,08 m3/h de Orimulsión® 400, se puede
observar en la gráfica anterior, que la altura dinámica total aproximada a la
que se debe llegar con la bomba es de 250 m.
III.5.7 Cálculo hidráulico opcional
Succión:
Para toda la succión la tubería es de 6” y Schedule 40. Las características de
la tabla técnica (Flow of fluids through valves, fittings,and pipe. Crane) son:
Diámetro
Diámetro externo
Espesor de la
Diámetro interno
Área
nominal (in)
(in)
pared (in)
(in)
transversal
interna (in2)
6
6,625
0,280
6,065
28,89
®
Fuente: Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división de Ingeniería de CRANE .
Figura 43. Tabla técnica para tuberías de acero al carbono.
Q=v.A
•
Tramo donde Q = 10,04 m3/h:
v = Q ÷ A = [10,04 m3/h x (1h / 3.600 s)] ÷ [28,89 in2 x (1m2 / 1550 in2)]
v = 0,15 m/s
ReD = (ρ . v2-n . dn) ÷ µ
ReD = [(1.009,1 kg/m3) . (0,15 m/s)2-0,80 . (0,153035 m)0,80] ÷ (0,278675 Pa.s)
ReD = 82,79
Anexos
140
f = 64 ÷ ReD = 64 ÷ 82,79
f = 0,7730
Klonguitud = (f . L) ÷ d = (0,7730 . 104 m) ÷ 0,153035 m
Klonguitud = 525,32
Kaccesorios = 3 (0,9) + 2 (0,12) + 2 (0,78) = 4,5
Ktotal = 529,82
∆P = 0,000005 . k . ρ . v2
∆P = 0,000005 . (529,82) . (1.009,1 Kg/m3) . (0,15 m/s)2
∆P = 0,060147 bar = 0,87 psi
•
Tramo donde Q = 20,08 m3/h:
v = [20,08 m3/h x (1h / 3.600 s)] ÷ [28,89 in2 x (1m2 / 1550 in2)]
v = 0,30 m/s
ReD = [(1.009,1 kg/m3) . (0,30 m/s)2-0,80 . (0,153035 m)0,80] ÷ (0,278675 Pa.s)
ReD = 190,20
f = 64 ÷ 190,20
f = 0,3365
Klonguitud = (0,3365 . 9,5 m) ÷ 0,153035 m = 20,89
Kaccesorios = 0,12 + 1,5 + 0,45 + 1,35 = 3,42
Ktotal = 24,31
∆P = 0,000005 . (24,31) . (1.009,1 Kg/m3) . (0,30 m/s)2
∆P = 0,011039 bar = 0,16 psi
Anexos
141
∆Ptotal = 0,87 psi + 0,16 psi
∆Ptotal = 1,03 psi = 0,071016 bar
Descarga:
Las tuberías para la descarga serán de 4” excepto los tramos justo antes de
la entrad del combustible a los motores, los cuales serán de 2”. Todas
Schedule 40.
Diámetro
Diámetro externo
Espesor de la
Diámetro interno
Área
nominal (in)
(in)
pared (in)
(in)
transversal
interna (in2)
2
2,375
0,154
2,067
3,355
4
4,500
0,237
4,026
12,73
®
Fuente: Flujo de fluidos en válvulas, accesorios y tuberías. Preparado por la división de Ingeniería de CRANE .
Figura 44. Tabla técnica para tuberías de acero al carbono.
•
Tramo donde Q = 20,08 m3/h:
v = [(20,08 m3/h) . (1 h/3.600 s) ÷ (12,73 in2) . (1m2 / 1550 in2)]
v = 0,68 m/s
ReD = [(1.009,1 kg/m3) . (0,68 m/s)2-0,80 . (0,102260 m)0,80] ÷ (0,278675 Pa.s)
ReD = 367,80
f = 64 ÷ 215,77
f = 0,1740
Anexos
142
Klonguitud = (0,1740 . 19,5 m) ÷ 0,102260 m
Klonguitud = 33,18
Kaccesorios = 1,7 +0,136 + 0,51 + 1,53 = 3,876
Ktotal = 37,056
∆P = 0,000005 . (37,056) . (1.009,1 Kg/m3) . (0,68 m/s)2
∆P = 0,086453 bar = 1,25 psi
•
Tramo donde Q = 10,04 m3/h:
v = [(10,04 m3/h) . (1 h/3.600 s) ÷ (12,73 in2) . (1m2 / 1550 in2)]
v = 0,34 m/s
ReD = [(1.009,1 kg/m3) . (0,34 m/s)2-0,80 . (0,102260 m)0,80] ÷ (0,278675 Pa.s)
ReD = 160,09
f = 64 ÷ 160,09
f = 0,3998
Klonguitud = (0,3998 . 36,48 m) ÷ 0,102260 m
Klonguitud = 142,62
Kaccesorios = 5,1 + 14,88 = 19,98
Ktotal = 162,6
∆P = 0,000005 . (162,6) . (1.009,1 Kg/m3) . (0,34 m/s)2
∆P = 0,094838 bar = 1,38 psi
•
Tramo donde Q = 5,02 m3/h:
v = [(5,02 m3/h) . (1 h/3.600 s) ÷ (3,355 in2) . (1m2 / 1550 in2)]
v = 0,62 m/s
Anexos
143
ReD = [(1.009,1 kg/m3) . (0,62 m/s)2-0,80 . (0,052502 m)0,80] ÷ (0,278675 Pa.s)
ReD = 193,13
f = 64 ÷ 193,13
f = 0,3314
Klonguitud = (0,3314 . 20 m) ÷ 0,052502 m
Klonguitud = 126,24
Kaccesorios = 4 + 0,608
Ktotal = 130,85
∆P = 0,000005 . (130,85) . (1.009,1 Kg/m3) . (0,62 m/s)2
∆P = 0,253782 bar = 3,68 psi
∆Ptotal = 1,25 psi + 1,38 psi + 3,68 psi
∆Ptotal = 6,31 psi = 0,435059 bar
Psalida de la bomba = 6,31 psi + 40 psi
Psalida de la bomba = 46,31 psi = 3,192962 bar
Curva característica del sistema:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(v22 – v12) / 2.g] +hfsucción + hfdescarga
•
Para Q = 0 m3/h:
Pabsoluta = Pmanométrica + Patmosférica
Pabsoluta 1 = 14,7 psi = P1
Pabsoluta 2 = 40 psi + 14,7 psi = 54,7 psi = P2
H = {[(54,7 - 14,7)psi x (1.550in2/m2)x(0,453592Kgf/lbf)]÷(995,62337Kgf/m3)}
Anexos
144
H = 28,246328 m
•
Para Q = 5 m3/h:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(v22 – v12) / 2.g] +hfsucción + hfdescarga
hf = (Hf ÷ 100) x L + (K x v2 ÷ 2g)
Donde el área transversal de la tubería de succión de 6” es:
A = 28,89 in2 = 0,018639 m2
Y el área transversal de la tubería de descarga de 4” y de 2” son
respectivamente:
A = 12,73 in2 = 0,008213 m2
A = 3,355 in2 = 0,002165 m2
Utilizando la ecuación de la continuidad, tenemos que la velocidad media de
flujo para los diversos valores de caudales es:
Caudal (m3/h)
6”
4”
2”
v (m/s)
v (m/s)
v (m/s)
5
0,074515
0,169109
0,641519
10
0,149030
0,338217
1,283038
15
0,223546
0,507326
1,924557
20
0,298061
0,676434
2,566076
25
0,372576
0,845543
3,207596
Figura 45. Velocidades medias de flujo para diversos caudales y diámetros de tuberías.
Anexos
145
La relación (v2/2g), utilizando g = 9,80665 m2/s, para diversos caudales es:
Caudal (m3/h)
6”
4”
2”
v2/2g
v2/2g
v2/2g
5
0,000283
0,001458
0,020983
10
0,001132
0,005832
0,083932
15
0,002548
0,013123
0,188847
20
0,004530
0,023329
0,335729
25
0,007077
0,036452
0,524576
Figura 46. Valor de (v2/2g) para diversos caudales y diámetros de tuberías.
El número de Reynolds se obtendrá utilizando la siguiente ecuación:
ReD = (ρ . v2-n . dn) ÷ µ
Caudal (m3/h)
6”
4”
2”
Re
Re
Re
5
35,69
68,89
195,97
10
81,88
158,27
450,21
15
133,19
257,45
732,36
20
188,10
363,60
1034,31
25
245,86
475,24
1351,89
Figura 47. Valores del número de Reynolds para diversos caudales y diámetros de tuberías.
Anexos
146
Con los valores obtenidos anteriormente para el número de Reynolds, se
obtienen los valores para los factores de fricción (f), utilizando la siguiente
ecuación:
f = 64 ÷ Re
Entonces:
Caudal (m3/h)
6”
4”
2”
f
f
f
5
1,793219
0,929017
0,326581
10
0,781632
0,404372
0,142156
15
0,480517
0,248592
0,087389
20
0,340245
0,176018
0,061877
25
0,260311
0,134669
0,047341
Figura 48. Valores del factor de fricción (f) para diversos caudales y diámetros de tuberías.
Las pérdidas (Hf) por cada 100 metros de tubería se obtienen de la siguiente
ecuación:
Hf = f . (L / d) . (v2 / 2g)
Sustituyendo tenemos que:
Anexos
147
Caudal (m3/h)
6”
4”
2”
Hf
Hf
Hf
5
0,33
1,33
13,49
10
0,58
2,32
23,49
15
0,80
3,21
32,49
20
1,01
4,04
40,89
25
1,21
4,83
48,89
Figura 49. Valores de las pérdidas por fricción por cada 100 metros de tubería.
El valor total para los coeficientes de resistencia (k) por pérdida de fricción en
válvulas y accesorios en la succión de 6’’ es:
k = 7,92
Para la descarga, el valor total de los coeficientes de resistencia (k) por
pérdida de fricción en válvulas y accesorios en el tramo de 4’’ es:
k = 23,856
Y para el tramo de 2’’es:
k = 4,608
Para hallar las pérdidas totales en el tramo de la succión, se aplica la
siguiente ecuación:
hf = (Hf ÷ 100) x L + (K x V2 ÷ 2g)
Donde:
Hf: pérdidas por cada 100 metros de tubería
Anexos
148
L: longitud de la tubería en metros
K: coeficiente de resistencia por pérdida de fricción en válvulas y accesorios
v2: velocidad media de flujo al cuadrado
g: gravedad
Entonces, el valor de hf en la succión para un caudal de 5,02 m3/h es:
hfsucción = (0,33 ÷ 100) x 113,5 + (7,92 x 0,000283) = 0,376791 m
Y para la descarga tenemos que:
hfdescarga = {[(1,33 ÷ 100) x 55,98 + (23,856 x 0,001458)] + [(13,49 ÷ 100) x 20
+ (4,608 x 0,020983)]} = 3,574006 m
Entonces, la altura dinámica total para un caudal de 5,02 m3/h es:
H = [(P2 – P1) / γ] + (Z2 – Z1) + [(v22 – v12) / 2.g] +hfsucción + hfdescarga
H = 28,246328 + 0,376791 + 3,574006
H = 32,197113 m
•
Para Q = 10 m3/h:
hfsucción = (0,58 ÷ 100) x 113,5 + (7,92 x 0,001132) = 0,667265 m
hfdescarga = {[(2,32 ÷ 100) x 55,98 + (23,856 x 0,005832)] + [(23,49 ÷ 100) x 20
+ (4,608 x 0,083932)]} = 6,522623 m
H = 28,246328 + 0,667265 + 6,522623
H = 35,436216 m
•
Para Q = 15 m3/h:
hfsucción = (0,80 ÷ 100) x 113,5 + (7,92 x 0,002548) = 0,928180 m
Anexos
149
hfdescarga = {[(3,21 ÷ 100) x 55,98 + (23,856 x 0,013123)] + [(32,49 ÷ 100) x 20
+ (4,608 x 0,188847)]} = 9,478227 m
H = 28,246328 + 0,928180 + 9,478227
H = 38,652735 m
•
Para Q = 20 m3/h:
hfsucción = (1,01 ÷ 100) x 113,5 + (7,92 x 0,004530) = 1,182228 m
hfdescarga = {[(4,04 ÷ 100) x 55,98 + (23,856 x 0,023329)] + [(40,89 ÷ 100) x 20
+ (4,608 x 0,335729)]} = 12,543168 m
H = 28,246328 + 1,182228 + 12,543168
H = 41,971723 m
•
Para Q = 25 m3/h:
hfsucción = (1,21 ÷ 100) x 113,5 + (7,92 x 0,007077) = 1,429400 m
hfdescarga = {[(4,83 ÷ 100) x 55,98 + (23,856 x 0,036452)] + [(48,89 ÷ 100) x 20
+ (4,608 x 0,544576)]} = 15,860839 m
H = 28,246328 + 1,429400 + 15,860839
H = 45,536567 m
Con todos los valores de las alturas dinámicas totales para cada uno de los
caudales estudiados, obtenemos la curva característica del sistema:
Anexos
150
Altura dinámica total (m)
Curva característica del sistema
50
45
40
35
30
25
20
15
10
5
0
0
5
10
15
20
25
30
Caudal (m^3/h)
Figura 50. Curva característica del sistema para el cálculo hidráulico opcional.
El diseño de la planta tiene dos bombas, por lo que cada una de ellas debe
ser capaz de poder bombear 20,08 m3/h de Orimulsión® 400 para que los
cuatro motores de ciclo diesel operen. Para este caudal, la altura dinámica
total estimada según el gráfico es de 42 metros.
III.5.8 Selección de las bombas
Las bombas que se deben emplear son de doble o triple tornillo, las cuales
deben ser diseñadas apropiadamente según API STD 676 (Positive
Displacement Pumps - Rotary) por los fabricantes.
En cuanto a las bombas de doble tornillo, se realizo una visita a la empresa
Trans Traders Corp, representante de Bornemann Pumps de Alemania.
Anexos
151
Figura 51. Bomba de doble tornillo de Bornemann Pumps.
Al presentar el caso de este proyecto, y al suministrar los datos que
obtuvimos en el dimensionamiento de las tuberías y las pérdidas de presión
que en ellas ocurre, se nos informa que la presión en la succión (entrada de
la bomba) era mayor que la que podía manejar sus bombas. No en vano, se
logra conseguir información para las mismas características del proyecto,
con la diferencia de que la presión en la entrada de la bomba es de 10psi, y
no de 26,2psi. Esta información mencionada, esta contenida en los anexos.
Después de haber investigado varias opciones, consultando previamente con
la Gerencia de Calidad y Tecnología de Bitúmenes del Orinoco (BITOR), se
Anexos
152
selecciona una bomba de tres tornillos, ya que las pruebas realizadas hasta
el momento por parte de esta filial de PDVSA, indican que el uso de estos
equipos rotativos, también es adecuado para bombear Orimulsión® 400.
Uno de los mayores fabricantes de este tipo y otros tipos de bombas de
desplazamiento positivo es la empresa IMO PUMPS.
•
Diseño y operación
La bomba IMO es un diseño de tres tornillos con desplazamiento positivo y
flujo axial. Tres tornillos enclavados con precisión y engranados dentro de
una caja a la cual se ajustan, permitiendo desplazar el flujo sin pulsaciones,
con tranquilidad y eficiencia. Los dos rotores conducidos opuestos
simétricamente actúan como sellos rotatorios manteniendo al fluido en una
serie de etapas o confinamientos sucesivos. Los rotores conducidos se
mantienen en contacto rodante con el rotor motriz y están libres para flotar en
sus respectivos alojamientos sobre una película hidrodinámica de aceite. No
existen cargas de flexión radial. Las fuerzas hidráulicas axiales sobre el
conjunto de rotor están balanceadas, eliminando cualquier necesidad de
cojinetes de empuje.
•
Características
-
Operación silenciosa: los niveles típicos de ruido están debajo de 75
decibeles (A) SPL a tres pies, que cumplen fácilmente los requisitos
legales.
Anexos
-
153
Tornillos endurecidos y enclavados que ofrecen mejor resistencia al
desgaste abrasivo. La exactitud mejorada permite eliminar el desgaste
por distorsión. No se necesitan conjuntos de tornillos acoplados. Más
larga vida.
-
El balance hidráulico reduce o elimina completamente las cargas
inducidas al cojinete radial y axialmente. Larga vida, bajo mantenimiento.
-
La caja reemplazable del rotor permite una inspección completa hasta
dejarla “como nueva” sin usar herramientas especiales o rectificaciones
adicionales.
-
Su capacidad para la alta velocidad de eje y flujo axial de baja velocidad,
así como la ausencia de fricción, permiten usar accionadores de alta
velocidad y acoplarlos directamente, reduciendo el costo inicial y
mejorando la eficiencia del funcionamiento.
-
El cojinete externo, del tipo antifricción, está fuera del alcance del fluido
bombeado, evitando así el daño de sustancias contaminantes ó de baja
lubricación.
Anexos
154
Figura 52. Partes de la bomba de tres tornillos de IMO PUMPS.
•
Usos
Se utilizan para servicios sin interrupción como en tanqueros, barcazas,
plantas, y otros. Son capaces de bombear asfaltos, bitumen, crudos pesados
y residuales, melazas, jarabes, polímeros, recubrimientos y otros materiales
altamente viscosos.
El diseño especial IMO del rotor de potencia y los dos rotores conducidos
eliminan esfuerzos en los cojinetes y sellos. Todos los componentes
desgastados se pueden cambiar fácilmente. El diseño de estas bombas
resulta en un equipo muy sencillo que proporciona un prolongado servicio
libre de problemas mecánicos.
•
Series disponibles
Las bombas disponibles en el catálogo de IMO PUMPS son las siguientes:
Anexos
155
Single Suction
Flow Range
Maximum Pressure
Pump Series
GPM
L/M
PSI
BAR
3E #
1-100
4-375
150
10
3G
1-55
4-208
250
17
3D*
5-400
20-1500
500
35
6D*
5-400
20-1500
1500
100
110H/210H#
5-17
18-102
1250-2000
86-138
3/4SIC
50-250
200-950
600
41
12D*
5-250
20-950
2200
150
4T/4U
15-175
55-660
2000
140
6T/6U
15-175
55-660
3000
200
8L
250-900
950-3400
1500-2000
103-140
12L
15-100
55-375
4500
310
413IC
950-2100
3595-7950
150
10
EMTEC
5-240
19-910
1300
90
TRITEC
10-220
40-830
1160
80
Fuente: Información pública de IMO PUMPS.
Figura 53. Bombas IMO disponibles en el mercado.
Las bombas seleccionadas para transportar la Orimulsión® 400, pertenecen a
la serie 3D del catálogo que ofrece IMO PUMPS, las cuales pueden manejar
desde 5 a 400GPM, para una presión de descarga máxima de 500psi. Estas
bombas incorporan un balance hidráulico que cancela las cargas axiales y
radiales que son generadas por la presión de descarga sobre los tornillos.
Las bombas que son selladas mecánicamente, tienen un cojinete externo
simple de bola que no depende de la calidad de lubricación del líquido que es
bombeado. Estas bombas están equipadas con una carcasa reemplazable, y
la mayoría de los tamaños que están disponibles, tienen una carcasa
Anexos
156
opcional de acero. Además, la entrada del fluido en la bomba (succión)
puede ser de manera axial si se prefiere.
Las bombas de la serie 3D son empleadas para sistemas de lubricación,
transporte de crudos, refrigerantes y muchos otros usos industriales. El nivel
del ruido transmitido es muy bajo para estos tipos de bombas y, además,
poseen una alta eficiencia.
Figura 54. Bomba IMO, serie 3D.
Anexos
•
157
Oferta de la serie 3D
Nominal Flow Rate, GPM/LPM, at 500 PSI (34.5 bar)
3D
SERIES
SPEED- RPM
Size
3500
2900
1750
1450
1150
960
106
12/46
10/36
4/16
-
-
-
118
17/67
14/52
6/24
4/17
-
-
137
29/108
23/85
11/42
8/30
-
-
156
44/165
35/132
18/68
13/51
9/34
-
187Y
55/209
44/167
23/87
17/66
12/45
8/32
187M
67/252
53/201
28/104
21/79
14/54
10/38
187
78/294
62/236
33/125
26/97
18/68
13/49
218L
99/376
80/302
42/159
32/121
22/84
16/61
218
126/477
102/385
55/209
43/163
31/117
23/88
250P
150/568
121/458
66/248
51/193
37/139
27/104
250
192/728
156/591
87/328
69/260
50/191
39/148
275E
218/824
177/669
98/372
78/295
57/217
44/168
275
-
212/801
119/452
95/361
71/269
56/212
312P
-
246/931
138/521
109/414
81/307
63/239
312
-
-
179/677
144/543
108/409
86/325
337
-
-
230/872
186/704
141/535
113/428
350
-
-
258/977
209/789
159/601
127/482
400P
-
-
310/1174
251/949
192/725
154/583
400
-
-
397/1501
322/1220
248/940
201/762
Fuente: Información pública de IMO PUMPS.
Figura 55. Tamaño de las bombas de la serie 3D de IMO PUMPS.
Anexos
158
Como se observa en la tabla anterior, la bomba de la serie 3D que puede
manejar la cantidad de fluido que se requiere para que los cuatro motores
funcionen (88,4 GPM), es la 275E a 1.750 rpm. Se toma esta velocidad
debido a que la Orimulsión® 400 se debe manejar en bombas con un máximo
de 1800rpm para que no cambie sus propiedades.
•
Especificaciones
-
Carcasa: Hierro fundido de alta tensión
-
Rodete: acero de aleación endurecido
-
Empacaduras: fibra celulosa
-
Sello del eje y cojinete: Tipo B: recomendada para manejo de crudos.
-
Presión de descarga: máximo 500 psi
-
Presión de succión: debido a que nuestra bomba es la 275E, la presión
de succión máxima es de 50 psi (3,4 bar).
-
Viscosidad: mínima 33 SSU (2 CST). Tipo B: máxima 2.500 SSU (540
CST).
-
Temperatura: tipo B: entre 0 y 180ºF (-18 a 82ºC)
-
Velocidad: se recomienda máximo 1.800 rpm para bombear aceites,
crudos y otros líquidos viscosos, debido a la presencia de abrasivos y
contaminantes.
-
Rotación: horaria colocándose de frente al eje.
-
Montaje: debe estar fijada en cualquier caso. Puede ser horizontal o
vertical.
Anexos
159
Figura 56. Dimensiones y peso de la bomba 275E, serie 3D.
III.5.9 Emisiones de los motores
Los motores de combustión interna de ciclo diesel al quemar los
combustibles fósiles (en el caso que estudiamos es la Orimulsión® 400),
expulsan una serie de gases y partículas, los cuales deben ser procesados
Anexos
160
antes de ser llevados a la atmósfera. Uno de los grandes contaminantes es
el dióxido de azufre (SO2), y se encuentra en estas emisiones.
Cuando se combina SO2 gaseoso con agua líquida, se forma una solución
acuosa de ácido sulfuroso (H2SO3). Este último, se oxida rápidamente en la
atmósfera para formar ácido sulfúrico (H2SO4), que es uno de los mayores
causantes de la lluvia ácida.
El SO2 también se oxida en la atmósfera para producir trióxido de azufre
(SO3) gaseoso; debido a la gran afinidad que este tiene con el vapor de
agua, pasa a formar H2SO4.
Una gran variedad de procesos y tecnologías para el control de las
emisiones de SO2 se están usando y otros se encuentran en etapas de
desarrollo. Estos procesos comerciales incluyen procesos húmedos,
semihúmedos y secos. Dentro de ellos, el scrubber húmedo para el SO2 es la
tecnología más empleada en el ámbito mundial en las plantas de generación
eléctrica.
La planta de generación eléctrica de 50MW de este proyecto, debe tomar en
cuenta el control de las emisiones de SO2.
Cuando los productos de la combustión (gases y partículas) salen del motor,
estos pasan por un conducto flexible que los guía a unos silenciadores.
Posteriormente, estos productos ingresan en los precipitados electrostáticos
(en este caso, son cuatro, debido a que la planta posee cuatro motores, y por
lo que se ha investigado, el arreglo típico, es la colocación de un precipitador
Anexos
161
electrostático para cada uno de los motores), donde las partículas de polvo,
son separadas de los gases mediante cargas electrostáticas inducidas.
III.5.10 Costos Orimulsión® 400
•
Estrategia de suministro del combustible
La planta eléctrica dimensionada tiene una capacidad para almacenar
45.467,8 barriles (7.228,8 m3) de combustible en dos tanques atmosféricos.
Esta cantidad de Orimulsión® 400 es suficiente para operar
los cuatro
motores de ciclo diesel durante un período de 15 días.
Por esto, cada 15 días debe llegar un barco proveniente del Complejo
Criogénico de Oriente (Jose) a la zona donde se instalará la planta de
generación eléctrica.
La característica económica más importante de la Orimulsión® 400 es su
estabilidad en el precio, a diferencia del fuel oil, donde su precio sube y baja
continuamente.
Según información recopilada, el Fuel Oil Nº 6, con 3% de azufre, tiene un
precio promedio de 13,58 US$/barril. Este promedio va desde 1991 hasta el
año 2.001, donde su máximo precio alcanzó los 23,20 US$/barril y el menor
precio fue de 6,55 US$/barril.
La información acerca del precio del barril de Orimulsión® 400 es
confidencial, pero se sabe que el precio es menor que el promedio del costo
del barril del fuel oil antes mencionado. De hecho, entendemos que la
estrategia de BITOR es la de competir con precio del carbón. A tal efecto, el
Anexos
162
precio de la Orimulsión® en nuestro país puede estimarse en un rango de
1,04 - 1,15 US$/MMBTU.
Lo que hace atractivo el uso de Orimulsión® 400, es que los contratos de
suministro son hechos a mediano y largo plazo por Bitor. Esto, determina el
precio del combustible, el cual es diferente para cada cliente. Un ejemplo es
que actualmente hay un contrato con Canadá para suministrar setecientas
cincuenta mil toneladas métricas por año (750.000 tm/año). Éste contrato
comenzó en 1.994 y ya fue renovado recientemente, ya que su validez era
de cinco años. Otro contrato es el existente con Dinamarca, para
suministrarles un millón quinientas mil toneladas métricas al año (1.500.000
tm/año) el cual tiene una duración de veinte años.
•
Costo del transporte de Orimulsión® 400
Los barcos que transportan Orimulsión® 400 tienen que cumplir normas muy
estrictas, dentro de las cuales podemos mencionar que estos barcos deben
poseer doble casco, para evitar un posible derrame de combustible si éste
llegara a chocar; y tener una vida útil no mayor a los 15 años.
El precio para una barco con capacidad para transportar diez mil toneladas
(10.000 ton) de Orimulsión® 400 desde Complejo Criogénico de Jose hasta
Guatemala está alrededor de ciento treinta mil dólares, por lo que el precio
de transporte de cada tonelada viene siendo de 13 US$.
El precio para un barco con capacidad para transportar cincuenta mil
toneladas (50.000 ton) de Orimulsión® 400 desde Complejo Criogénico de
Anexos
163
Jose hasta Guatemala está alrededor de trescientos veinte mil dólares, lo
cual indica que cada tonelada cuesta alrededor de 6,4 US$.
Como podemos observar, el costo del flete por transporte es más económico
cuando llevamos una mayor cantidad de toneladas de Orimulsión® 400 en
barcos más grandes.
En nuestro caso, nuestra planta requiere de 7.228,8 m3 (45.467,8 bbl) cada
15 días, para que este en continuo funcionamiento. Esto en toneladas es:
Masa = Volumen . Densidad
Masa = 7.228,8 m3 . (1.009,1 Kg/m3) = 7.294.582,08 Kg
Masa = 7.294,58 ton
Los tanques de la planta dimensionada en este proyecto, pueden almacenar
siete mil doscientas noventa y cuatro con cincuenta y ocho toneladas
(7.294,58 ton), por lo que si nuestra planta estuviera situada en Guatemala,
necesitaríamos un barco con capacidad para transportar diez mil toneladas,
el cual es el barco más pequeño disponible. Por la relación de precios
anteriormente mencionada, tenemos que el barco de diez mil toneladas
cobra ciento treinta mil dólares por llevar su capacidad máxima. Esto quiere
decir que el costo de transporte de cada una de esas 7.294,58 toneladas es:
Costo/tonelada = 130.000 US$ ÷ 7.294,58 toneladas
Costo/tonelada = 17,83 US$/tonelada = 0,01783 US$/Kg
El costo de transporte del MMBTU de la Orimulsión® 400 :
Costo transporte Orimulsión® 400 = (0,01783 US$/Kg) / Poder calorífico
Anexos
164
Poder calorífico = 27,8 MJ/Kg = 26350,7 BTU/Kg
Costo transporte Orimulsión® 400 = (0,01783 US$/Kg) / 26350,7 BTU/Kg
Costo transporte Orimulsión® 400 = 0,67 US$/MMBTU
Como anteriormente mencionamos, el precio de la Orimulsión® en nuestro
país está entre 1,04 y 1,15 US$/MMBTU. El promedio de este valor es 1,09
US$/MMBTU. El precio de la Orimulsión® 400 puesta en sitio, es decir, en la
planta eléctrica es:
Costo Orimulsión® 400 = 1,09 + 0,67
Costo Orimulsión® 400 = 1,76 US$/MMBTU
III.5.11 “Lay-out” de planta
El lay-out de la planta de generación eléctrica dimensionada en éste trabajo,
es un esquema general de los equipos que se encuentran en ella. Debemos
mencionar que para la separación entre los equipos instalados, se tomo
como referencia el Manual de Ingeniería de Riesgos. Separación entre
equipos e instalaciones (Volumen 1) de PDVSA. En él, se menciona que los
equipos e instalaciones, deben tener un límite de propiedad de al menos
60m. Esta distancia fue tomada en cuenta al momento de le estimación del
área del terreno donde debe ser ubicada la planta en cuestión. En la
siguiente figura, podemos observar la disposición realizada:
Anexos
165
LAY-OUT GENERAL DE LA PLANTA DE GENERACION
ELÉCTRICA DE 50MW.
Taller
Radiadores. Sistema de enfriamiento de los motores
Tanques de almacenamiento de la Orimulsión
Motores Wärtilä 46
Precipitadores electrostáticos y Scrubbers
Sub estación
Sala de control
Área del terreno = 230m x 300m = 69000m^2
Figura 57. Lay-out de la planta de generación eléctrica de 50MW.
Anexos
166
III.5.12 Costo de equipos instalados
Para estimar la inversión total requerida para este proyecto vamos a tomar
como referencia indicadores empleados en la industria de generación
termoeléctrica. A tal efecto, vamos a partir de una referencia que ubica el
monto de inversión
por KW instalado para plantas de características
similares a la de este estudio, cuyo rango está entre los 880 y 1.100 US$/KW
instalado. Dadas las características de una planta que empleará Orimulsión®,
tomaremos el valor alto del rango; es decir, 1.100 US$/KW instalado:
Costo de equipos instalados = (1.100 US$/KW instalado) . (68.100 KW)
Costo de equipos instalados = 74.910.000 US$
Este monto estimado incluye toda la infraestructura requerida por una planta
de generación como la evaluada en este trabajo. A continuación se estimará
el costo en cuanto a procura de materiales y equipos asociados a tuberías,
válvulas, accesorios y planchas de los tanques de almacenamiento.
III.5.13 Costo de tuberías, válvulas, accesorios y tanques
El costo de las tuberías, válvulas y accesorios que se requieren en el
proyecto, fue consultado en la Unidad de Procura de Otepi. Se obtuvo lo
siguiente:
Descripción
Cantidad (m) Costo/m (US$) Costo total (US$)
Succión API 5L grd. A25, 2" de diametro
74m
29
2146
API 5L grd. A25, 3" de diametro
17m
44,71
760,07
API 5L grd. A25, 2" de diametro
37m
29
1073
Descarga API 5L grd. A25, 1 1/2" de diametro
36,48m
22
802,56
API 5L grd. A25, 1" de diametro
20m
18,18
363,6
Figura 58. Costos de tuberías.
Anexos
167
Total costo de tuberías = 5.145,23 US$
Cantidad
2
2
2
1
Succión
1
3
2
2
4
4
5
Descarga
4
2
2
2
1
1
Descripción
Costo unidad (US$) Total (US$)
Válvula compuerta, 3"
436
872
Válvula de retención, 3"
298,50
597
Codo estandar 90º, 3"
91,82
183,64
Válvula macho y tres llaves, 3"
500
500
Ensanchamiento, 3" a 2"
40
40
Conexión estandar en T, 2"
36
108
Válvula compuerta, 2"
166
332
Entrada tubería con resalte, 2"
40
80
Salida tubería canto vivo, 1"
40
160
Válvula compuerta, 1"
115
460
Conexión estandar en T, 1 1/2"
27
135
Estrechamiento, 1 1/2" a 1"
40
160
Válvula de retención, 2"
253
506
Válvula compuerta, 2"
166
332
Codo estandar 90º, 2"
61,21
122,42
Válvula macho y tres llaves, 2"
333
333
Estrechamiento, 2" a 1 1/2"
40
40
Figura 59. Costos de válvulas y accesorios.
Total costo de válvulas y accesorios = 4.961,06 US$
Según los costos reflejados en cada una de las tablas anteriores, tenemos
que:
Total costo de tuberías, válvulas y accesorios = (5.145,23 + 4.961,06) US$
Total costo de tuberías, válvulas y accesorios = 10.106,29 US$
Para realizar el cálculo de los costos de las planchas de los tanques,
debemos saber el espesor de las mismas. Este se calcula según el método
Anexos
168
de diseño de punto variable (API 650, apéndice K). Se estima que el precio
del acero estructural ASTM A36, esta alrededor de 0,5 US$/Kg.
Los espesores de las planchas van disminuyendo a medida que la altura va
aumentando en el tanque. Esto quiere decir que las planchas de las paredes
del tanque, ubicadas en la base, son más anchas que las planchas de las
paredes ubicadas en el tope del tanque.
Debido a que las dimensiones estándar de una plancha son 8 ft X 40 ft (2,44
m x 12,2 m),y la altura del líquido almacenado es de 10,48m, tenemos que:
Número de anillos del tanque = 10,48 m ÷ 2,44 m = 4,3
Como se observa, cada tanque tendrá cinco (5) anillos, donde los cuatro (4)
primeros tendrán planchas con altura de 8 ft (2,44 m) y el último anillo
tendrá una altura de 4 ft (1,22 m), es decir, la mitad de la altura de las
planchas seleccionadas. Al proponer 4 ft (1,22 m) de altura para el ultimo
anillo, se esta tomando en cuenta una altura “extra” sobre la altura del
líquido. Ésta altura extra está normalmente entre 0,5 y 1 m, y en este
proyecto, se toma 0,5 m.
La altura total del tanque será de:
H = 10,48 m + 0,5 m = 10,98 m
Para calcular los espesores, se toma en cuenta lo siguiente:
Diámetro del tanque (D)= 20,96 m
Altura total del tanque (H) = 10,98 m
Número de anillos = 5
Anexos
169
Esfuerzo permitido de prueba (St) = 124 MPa
Altura del anillo base (h1) = 2.440 mm
Radio del tanque (r) = 10.480 mm
Entonces:
-
Primer anillo:
Se realiza un primer cálculo para obtener el espesor, entonces tenemos que:
tpt = [4,9 . D . (H – 0,3)] ÷ St
tpt = [4,9 . (20,96) . (10,98 – 0,3)] ÷ 124 = 8,85 mm = 0,35”
t1 = [1,06 – ((0,0696 . D) ÷ H) . (H ÷ D)1/2] . [(4,9 . H . D) ÷ St]
t1 = [1,06–((0,0696x20,96)÷10,98).(20,96÷10,98)1/2].[(4,9x10,98x20,96)÷124]
t1 = 11,65 mm = 0,46”
Tomando los valores obtenidos, se procede a realizar un segundo cálculo:
h1 ÷ (r . t1)0,5 = 2.440 ÷ (10.480 . 11,65)0,5 = 6,98 > 2,625
Como cumple esta condición, tenemos que:
t2 = t1 = 11,65 mm = 0,46”
Tenemos que el espesor de las planchas del primer anillo es 11,65 mm
(0,46”).
-
Segundo anillo:
En este primer cálculo debemos tomar una altura H de 8,54 m:
ttx = [4,9 . D . (H – 0,3)] ÷ St = [4,9 . (20,96) . (8,54 – 0,3)] ÷ 124
ttx = 6,82 mm = tu
Anexos
170
K = t1 ÷ tu = 11,65 ÷ 6,82 = 1,71
K0,5 = (1,71)0,5 = 1,31
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,31 . (1,71 – 1)) ÷ (1 + (1,71)1,5) = 0,29
(r . tu)0,5 = (10.480 . 6,82)0,5 = 267,35
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 267,35) + (320 . 0,29 . 8,54) = 955,6
x2 = 1.000 . C . H = 1.000 . 0,29 . 8,54 = 2.476,6
x3 = 1,22 . (r . tu)0,5 = 1,22 . 267,35 = 326,17
x = valor mínimo entre x1, x2, x3 = x3 = 326,17
x ÷ 1.000 = 326,17 ÷ 1.000 = 0,3262
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (8,54 – 0,3262)] ÷ 124
ttx = 6,80 mm
Con este valor, realizamos el segundo cálculo:
tu = ttx = 6,80 mm
tL = t1 = 11,65 mm
K = tL ÷ tu = 11,65 ÷ 6,80 = 1,71
Debido a que el valor de K es igual que en el primer cálculo, tenemos que el
espesor es 6,80 mm (0,27”).
-
Tercer anillo:
La altura H es de 6,1 m para éste tercer anillo. Como primer cálculo tenemos:
ttx = [4,9 . D . (H – 0,3)] ÷ St = [4,9 . (20,96) . (6,1 – 0,3)] ÷ 124
ttx = 4,80 mm = tu
Anexos
171
K = tL ÷ tu = 6,80 ÷ 4,80 = 1,42
K0,5 = (1,42)0,5 = 1,19
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,19 . (1,42 – 1)) ÷ (1 + (1,42)1,5) = 0,19
(r . tu)0,5 = (10.480 . 4,80)0,5 = 224,29
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 224,29) + (320 . 0,19 . 6,1) = 507,7
x2 = 1.000 . C . H = 1.000 . 0,19 . 6,1 = 1.159
x3 = 1,22 . (r . tu)0,5 = 1,22 . 224,29 = 273,63
x = valor mínimo entre x1, x2, x3 = x3 = 273,63
x ÷ 1.000 = 273,63 ÷ 1.000 = 0,2736
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (6,1 – 0,2736)] ÷ 124
ttx = 4,83 mm
El segundo cálculo para tener un valor más exacto es:
tu = ttx = 4,83 mm
tL = t1 = 6,80 mm
K = tL ÷ tu = 6,80 ÷ 4,83 = 1,41
K0,5 = (1,41)0,5 = 1,19
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,19 . (1,41 – 1)) ÷ (1 + (1,41)1,5) = 0,18
(r . tu)0,5 = (10.480 . 4,83)0,5 = 224,99
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 224,99) + (320 . 0,18 . 6,1) = 488,6
x2 = 1.000 . C . H = 1.000 . 0,18 . 6,1 = 1.098
x3 = 1,22 . (r . tu)0,5 = 1,22 . 224,99 = 274,49
x = valor mínimo entre x1, x2, x3 = x3 = 274,49
Anexos
172
x ÷ 1.000 = 274,49 ÷ 1.000 = 0,2745
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (6,1 – 0,2745)] ÷ 124
ttx = 4,83 mm
El espesor de las planchas del tercer anillo es 4,83 mm (0,19”).
-
Cuarto anillo:
Ahora, tenemos que la altura H es 3,66 m. Entonces, el primer cálculo del
espesor será:
ttx = [4,9 . D . (H – 0,3)] ÷ St = [4,9 . (20,96) . (3,66 – 0,3)] ÷ 124
ttx = 2,78 mm = tu
K = tL ÷ tu = 4,83 ÷ 2,78 = 1,74
K0,5 = (1,74)0,5 = 1,32
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,32 . (1,74 – 1)) ÷ (1 + (1,74)1,5) = 0,30
(r . tu)0,5 = (10.480 . 2,78)0,5 = 170,69
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 170,69) + (320 . 0,30 . 3,66) = 455,48
x2 = 1.000 . C . H = 1.000 . 0,30 . 3,66 = 1.098
x3 = 1,22 . (r . tu)0,5 = 1,22 . 170,69 = 208,24
x = valor mínimo entre x1, x2, x3 = x3 = 208,24
x ÷ 1.000 = 208,24 ÷ 1.000 = 0,2082
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (3,66 – 0,2082)] ÷ 124
ttx = 2,86 mm
Anexos
173
Con este espesor hallado, se comienza a realizar el segundo cálculo, para
obtener un valor más exacto:
tu = ttx = 2,86 mm
tL = t1 = 4,83 mm
K = tL ÷ tu = 4,83 ÷ 2,86 = 1,69
K0,5 = (1,69)0,5 = 1,30
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,30 . (1,69 – 1)) ÷ (1 + (1,69)1,5) = 0,28
(r . tu)0,5 = (10.480 . 2,86)0,5 = 173,13
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 173,13) + (320 . 0,28 . 3,66) = 433,55
x2 = 1.000 . C . H = 1.000 . 0,28 . 3,66 = 1.024,8
x3 = 1,22 . (r . tu)0,5 = 1,22 . 173,13 = 211,22
x = valor mínimo entre x1, x2, x3 = x3 = 211,22
x ÷ 1.000 = 211,22 ÷ 1.000 = 0,2112
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (3,66 – 0,2112)] ÷ 124
ttx = 2,86 mm
El espesor de las planchas del cuarto anillo es 2,86 mm (0,11”).
-
Quinto anillo:
Tenemos que la altura H es 1,22 m. Con este valor, se realiza el primer
cálculo o aproximación del espesor:
ttx = [4,9 . D . (H – 0,3)] ÷ St = [4,9 . (20,96) . (1,22 – 0,3)] ÷ 124
ttx = 0,76 mm = tu
K = tL ÷ tu = 2,86 ÷ 0,76 = 3,76
Anexos
174
K0,5 = (3,76)0,5 = 1,94
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,94 . (3,76 – 1)) ÷ (1 + (3,76)1,5) = 0,65
(r . tu)0,5 = (10.480 . 0,76)0,5 = 89,25
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 89,25) + (320 . 0,65 . 1,22) = 308,20
x2 = 1.000 . C . H = 1.000 . 0,65 . 1,22 = 793
x3 = 1,22 . (r . tu)0,5 = 1,22 . 89,25 = 108,89
x = valor mínimo entre x1, x2, x3 = x3 = 108,89
x ÷ 1.000 = 108,89 ÷ 1.000 = 0,1089
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (1,22 – 0,1089)] ÷ 124
ttx = 0,92 mm
El segundo cálculo es:
tu = ttx =0,92 mm
tL = t1 = 2,86 mm
K = tL ÷ tu = 2,86 ÷ 0,92 = 3,11
K0,5 = (3,11)0,5 = 1,76
C = (K0,5 . (K – 1)) ÷ (1 + K1,5) = (1,76 . (3,11 – 1)) ÷ (1 + (3,11)1,5) = 0,57
(r . tu)0,5 = (10.480 . 0,92)0,5 = 98,19
x1 = 0,61 (r . tu)0,5 + 320 . C . H = (0,61 . 98,19) + (320 . 0,57 . 1,22) = 282,42
x2 = 1.000 . C . H = 1.000 . 0,57 . 1,22 = 695,4
x3 = 1,22 . (r . tu)0,5 = 1,22 . 98,19 = 119,79
x = valor mínimo entre x1, x2, x3 = x3 = 119,79
x ÷ 1.000 = 119,79 ÷ 1.000 = 0,1198
Anexos
175
ttx = [4,9 . D . (H – (x ÷1.000))] ÷ St = [4,9 . (20,96) . (1,22 – 0,1198)] ÷ 124
ttx = 0,91 mm
El espesor de las planchas del cuarto anillo es 0,91 mm (0,039”).
Ahora, tenemos todos los espesores de las planchas para cada uno de los
anillos. Debemos calcular el perímetro del tanque para saber cuantas
planchas se requieren en cada anillo, ya que éstas, tienen una longitud de 40
ft (12,2 m).
Perímetro del tanque = 2 . π . r = 2 . π . (10,48 m) = 65,85 m
Cantidad de planchas por anillo = 65,85 m ÷ 12,2 m = 5,4
Se requieren comprar 6 planchas por anillo.
Posteriormente, se cortaran los sobrantes de las planchas y se soldarán
unas a otras.
En resumen tenemos que:
Anillo Cantidad de planchas
1
6
2
6
3
6
4
6
5
6
Espesor
11,55mm
6,80mm
4,83mm
2,86mm
0,91mm
Figura 60. Espesores de las planchas según el método del apéndice k.
Anexos
176
El método utilizado para el cálculo de los espesores de las planchas de las
paredes de los tanques atmosféricos está correcto, pero se debe tomar en
cuenta otra condición que depende del diámetro de los tanques atmosféricos
que se dimensionaron. Esta condición se encuentra reflejada en la norma
API 650 (Welded Steel Tanks for Oil Storage), en la tabla que aparece en el
punto 3.6.1.1 de la misma:
Diámetro nominal
Diámetro nominal
Espesor nominal de
Espesor nominal de
del tanque (m)
del tanque (ft)
plancha (mm)
plancha (in)
< 15
< 50
5
3/16
15 a < 36
50 a < 120
6
1/4
36 a 60
120 a 200
8
5/16
> 60
> 200
10
3/8
Fuente: API Standard 650. Welded Steel Tanks for Oil Storage (Tenth Edition, November 1.998).
Figura 61. Espesores de las planchas según el diámetro del tanque.
Debido a que el diámetro nominal de los tanques dimensionados en este
trabajo es de 20,96 metros, tenemos que el espesor mínimo de las planchas
debe ser de 6 milímetros (1/4 pulgadas). Esto indica que los espesores que
se obtuvieron por el método del apéndice K de la norma API 650, deben de
ser acomodados. Solo los dos primeros anillos del tanque cumplen con la
tabla anterior. En la siguiente tabla se refleja la situación:
Anexos
Anillo
177
Espesor (mm). Método
Espesor (mm) sugerido
Espesor (mm)
apéndice K, API 650.
por la tabla anterior.
seleccionado.
1
11,55
6
12
2
6,80
6
12
3
4,83
6
6
4
2,86
6
6
5
0,91
6
6
Figura 62. Espesores de las planchas seleccionados.
En el anillo 1 y 2 se colocarán planchas de 12 mm (1/2 “), y en los anillos 3, 4
y 5 se utilizarán planchas de 6 mm (1/4”).
Recordando que cada anillo tiene seis planchas, tenemos que:
Volumen de acero = 12 x [8 ft x 40 ft x 12 mm x (1 ft / 304,8 mm)] +
18 x [8 ft x 40 ft x 6 mm x (1ft / 304,8 mm)]
Volumen de acero = 264,57 ft3 = 7,49 m3
Tomando en cuenta la densidad del acero estructural ASTM A36 igual a
7.850 Kg/m3, y el estimado del costo del acero a 0,5 US$/Kg, el costo de las
planchas por cada tanque es:
Costo planchas laterales = 0,5 US$/Kg x 7.850 Kg/m3 x 7,49 m3
Costo planchas laterales por tanque = 29.398,25 US$
El costo total de las planchas para ambos tanques atmosféricos es:
Costo planchas = 58.796,5 US$
Anexos
178
No se estimará el costo de las láminas para los techos, debido a que las
mismas, deben ser soportadas por una estructura que se debe calcular y
diseñar, lo cual está fuera de este proyecto.
En cuanto a las láminas para los fondos del tanque, se debe tener
conocimiento tanto de la fundación de los tanques como el tipo de suelo
donde van a ser ubicados.
III.5.14 Costo estimado del KW-h generado
La planta de generación eléctrica dimensionada en este trabajo tiene una
capacidad instalada efectiva de 68,1MW bajo un arreglo n-1. Esto quiere
decir que los motores se alternarán para que siempre operen tres de ellos,
los cuales generan 51,075MW.
El costo estimado del KW-h generado se calcula tomando en cuenta el costo
financiero de generación, los costos de operación y mantenimiento, los
costos del combustible y los gastos administrativos.
Costo estimado del KW-h generado = C.F.G. + C. O & M + C. C. + G. A.
Para hallar el costo financiero de generación, debemos conocer el valor de
energía generada por la planta eléctrica y tenemos que la demanda a suplir
es de 50MW, y el factor de capacidad es de 75%. La energía que la planta
genera anualmente es:
Energía generada = 50.000 KW . (24 h/día) . (365 dias/año) . (0,75)
Energía generada = 328.500.000 KW-h/año
Anexos
179
Si tenemos que la inversión inicial es de 74.910.000 US$, y tomamos en
cuenta una tasa de interés del 15% anual por 20 años, la anualidad que se
debe pagar es de 11.967.731,75 US$/año.
El costo financiero de generación (C. F. G.) es:
C. F. G. = (11.967.731,75 US$) / (328.500.000 KW-h/año)
C. F. G. = 0,03643 US$/KW-h
En cuanto a los costos de operación y mantenimiento (C. O & M) de la planta
eléctrica, se tomó el mayor valor de un indicador práctico para plantas con
motores reciprocantes, que está entre 0,009 y 0,012 US$/KW-h.
C. O & M = 0,012 US$/KW-h
Para saber el costo del combustible (C. C.), tenemos que calcular
previamente el consumo de Orimulsión® real estimado de la planta de
generación dimensionada y la energía que esta genera anualmente.
Consumo real combustible = (175.069,97 ton/año) . (50MW/68,1MW) . (0,75)
Consumo real combustible = 171.385,19 ton/año = 171.385.190 Kg/año
Energía = Consumo real combustible . Poder calorífico
Poder calorífico de la Orimulsión® 400 = 27,8 MJ/Kg = 26.350,7 BTU/Kg
Energía = (171.385.190 Kg/año) . (26.350,7 BTU/Kg)
Energía = 4.516.119,73 MMBTU/año
Costo estimado en sitio = 1,76 US$/MMBTU
Costo real estimado = Energía . Costo estimado en sitio
Costo real estimado = (4.516.119,73 MMBTU/año) . (1,76 US$/MMBTU)
Anexos
180
Costo real estimado = 2.565.977,12 US$/año
C. C. = Costo real estimado / Energía generada
C. C. = (2.565.977,12 US$/año) / 328.500.000 KW-h/año
C. C. = 0,00781 US$/KW-h
Los gastos administrativos (G. A.) se estiman en 10 % del total de la
sumatoria de los costos financieros de generación, los costos de operación y
mantenimiento y los costos del combustible, así tenemos que:
G. A. = 0,1 . (0,03643 + 0,012 + 0,00781) = 0,1 . (0,05623)
G. A. = 0,005623 US$/KW-h
Finalmente, tenemos que:
Costo estimado del KW-h generado = C. F. G. + C. O & M + C. C. + G. A.
Costo estimado del KW-h generado = 0,03643 + 0,012 + 0,00781 + 0,005623
Costo estimado del KW-h generado = 0,06185 US$/KW-h
Este costo estimado del KW-h generado por la planta eléctrica dimensionada
en este trabajo es en US$ constantes, por lo que se debe mencionar que no
se tomó en cuenta la inflación y los impuestos. Estos valores dependerán del
lugar donde se construya el proyecto.
III.6 Limitaciones
Esta planta de generación eléctrica tiene una capacidad máxima efectiva de
68,1MW, siendo la demanda real de 50MW. Si se requiere de la ampliación
de la misma, se debe tomar en cuenta que las facilidades dimensionadas
Anexos
181
para el manejo del combustible sólo son capaces de surtir a los cuatro
motores de ciclo diesel Wärtsilä 46.
Cada una de las bombas seleccionadas para llevar la Orimulsión® 400 a los
motores, tienen también la capacidad de alimentar a todos los motores, por
lo que el uso alternado de las mismas es factible.
La temperatura a la cual se maneja la Orimulsión® 400 en ésta planta es de
30°C, por lo que las tuberías no requieren de aislamiento térmico. El
almacenamiento de éste combustible a la temperatura antes mencionada, no
requiere de ningún tipo de sistemas de calentamiento ó sistemas de paletas
(mezclado) para mantener las propiedades del fluido. Estudios realizados por
PDVSA-Intevep, han demostrado que la Orimulsión® 400 puede estar
almacenada estáticamente durante un periodo de tres meses sin que ésta se
vea afectada en sus propiedades físico-químicas.
En cuanto a la ubicación de la planta, se consideró un terreno plano, por lo
que las diferencias de altura en la succión y descarga de la bomba, es cero.
Los costos de la construcción y operación de la planta variarán según el
lugar donde esté ubicada.
El costo de la Orimulsión® 400, es diferente para cada uno de los contratos
que se llevan a cabo entre BITOR y las empresas interesadas en adquirir
éste combustible.
Capítulo IV. Resultados y análisis
Anexos
182
Capitulo IV. Resultados y análisis
Se requieren de cuatro motores de ciclo diesel “Wartsila 46”, donde cada uno
de ellos genera 17,025 MW efectivos. La selección de éste número de
máquinas corresponde a la posible parada que deba realizar una de ellas por
motivos de mantenimiento (arreglo n-1).
La eficiencia eléctrica de los
motores Wärtsilä 46 es de 43% aproximadamente. La velocidad de éstos
motores es de 514 rpm a 60 Hz. Cada motor tiene 18 cilindros para quemar
Orimulsión® 400.
La capacidad real efectiva de la planta es de 68,1 MW, pero, la demanda que
ella cubrirá es de 50 MW.
Desde el año pasado, éste tipo de motores está siendo utilizado en una
planta piloto en Vaasa, Finlandia.
Para el suministro de Orimulsión® 400 a éstos motores, se dimensionaron
dos tanques atmosféricos de techo cónico soportado, de 20,96 m de
diámetro y 10,98 m de altura. El material de las planchas a utilizar, según API
Standard 620, en la fabricación de los mismos es el acero estructural
denominado ASTM A 36, y el espesor debe ser menor ó igual a 1 pulgada,
debido a que el líquido almacenado tiene una temperatura de 30ºC (86ºF).
Los espesores de las planchas laterales de los tanques variarán de manera
creciente a medida que la altura es mayor.
Cada uno de éstos tanques debe almacenar 3.614,4 m3 (22.733,9 bbl). Éste
volumen de combustible es el requerido para que dos de los cuatro motores,
Anexos
183
operen por un periodo de 15 días, por lo que el total del volumen de
combustible para que operen los cuatro motores a su carga máxima es de
7.228,8 m3 (45.467,8 bbl).
Las tuberías de succión tienen diámetros nominales de 3” y 2”. Las tuberías
de descarga tienen diámetros nominales de 2”, 1½” y 1”. Todas estas
tuberías son de acero al carbono, con denominación API 5L Grado A25.
Además, el número de Schedule de todas ellas es 40.
Éste sistema de tuberías transporta Orimulsión® 400 con velocidades
recomendadas tanto para la succión como para la descarga, por lo que el
régimen del fluido es laminar (Re<2.000).
La curva del sistema demuestra que para el manejo de caudales pequeños,
las pérdidas por fricción son menores, mientras que a partir de cierta
cantidad de caudal, estas pérdidas son más notables, por lo que la curva
tiende a crecer más rápidamente. La bomba de desplazamiento positivo
debe manejar un caudal de 88,4 GPM (20,08 m3/h), y la altura que debe
vencer está alrededor de los 250 m.
Para el bombeo de la Orimulsión® 400 desde los tanques atmosféricos hasta
los motores ciclo diesel, se seleccionaron dos bombas de triple tornillo de la
casa fabricante estadounidense IMO PUMPS. Éstas bombas pertenecen a la
serie 3D y su tamaño es el 275E. La capacidad de bombeo de estos equipos
rotativos es de 98 GPM (22,26 m3/h) a 1.750 rpm, por lo que es una buena
opción para nuestra planta, la cual requiere bombear 88,4 GPM (20,08 m3/h)
Anexos
184
a una velocidad máxima de 1.800 rpm, por recomendaciones de PDVSA.
Esto de la velocidad a la cual opera la bomba, debe ser respetado ya que la
Orimulsión® 400 debe mantener sus propiedades.
Cada bomba de triple tornillo fue dimensionada con la capacidad para que
transportara el combustible hacia los cuatro motores (88,4 GPM), por lo que
el uso de ellas puede ser alternado por razones de mantenimiento. El
diámetro en la succión de la bomba es de 4” (0,1016 m) y en la descarga de
la bomba es de 3” (0,0762 m). El peso de estos equipos de desplazamiento
positivo es de 112 Kg cada uno.
En lo que se refiere a las emisiones de los motores de combustión interna de
ciclo diesel, existen varias tecnologías para el tratamiento de éstos. Según
las investigaciones que se realizaron durante la elaboración de éste trabajo,
los motores seleccionados para la planta dimensionada, utilizan los llamados
precipitadores electrostáticos, que separan las partículas de polvo mediante
la inducción de cargas electrostáticas. Posteriormente, los gases de escape
son llevados a los llamados scrubbers donde se inyecta agua y piedra caliza
para la obtención de yeso.
La estimación de los costos del sistema de tuberías y de las válvulas y
accesorios está alrededor de los 10.106,29 US$. El costo de las planchas de
los tanques se estima en 37.680 US$. Ambos estimados son únicamente los
costos de material, por lo que en él no están incluidas su instalación.
Anexos
185
El costo estimado de la Orimulsión® 400 puesta en terminal de distribución
(Complejo Criogénico de Jose) está entre 1,04 y 1,15 US$/MMBTU. Éste
valor obedece a que el precio de éste combustible está estrechamente
relacionados al precio del carbón, que es su principal competidor. En cuanto
al costo del transporte de la Orimulsión®, nuestra planta requiere de un
suministro de 7.294,58 toneladas cada 15 días. Para éste suministro, se
usará un barco pequeño con una capacidad de almacenamiento de 10.000
toneladas, cuyo servicio está alrededor de los 130.000 US$.
El costo del transporte de las 7.294,58 toneladas es de 17,83 US$/tonelada,
que es lo mismo que 0,67 US$/MMBTU, si hablamos en términos del costo
de la energía.
Al totalizar el costo del transporte más el costo del combustible en el
terminal de distribución, tenemos que el costo total de la Orimulsión® puesta
en sitio (planta de generación) es de 1,76 US$/MMBTU.
Para estimar el costo del KW-h generado, se tomó en cuenta los costos
financieros de generación (0,03643 US$/KW-h), los costos de operación y
mantenimiento (0,012 US$/KW-h), los costos del combustible (0,00781
US$/KW-h) y los gastos administrativos (0,005623 US$/KW-h), lo cual resultó
en 0,06185 US$/KW-h generado. Éste resultado variará dependiendo del
sitio de colocación de la planta de generación eléctrica, debido a que no se
tomaron en cuenta la inflación y los impuestos.
Capítulo V. Conclusiones y recomendaciones
Anexos
186
Capitulo V. Conclusiones y recomendaciones
El dimensionamiento de una planta de generación eléctrica es un trabajo en
el cual intervienen muchos factores, dentro de los cuales están, la ubicación
de la misma, la demanda eléctrica a generar, los equipos a seleccionar, las
facilidades de acceso para el suministro del combustible, la posible
ampliación de la planta, los costos de instalación y generación, entre muchos
otros.
En éste trabajo, el dimensionamiento de una planta de generación eléctrica
de 50 MW empleando un combustible fósil, llamado Orimulsión®, fue
realizado con el fin de estudiar una propuesta para el mercado energético
mundial, el cual requiere de nuevas ideas para atender la creciente demanda
eléctrica. La Orimulsión® 400 es un combustible altamente competitivo frente
a otros más utilizados, como el fuel oil, el gas natural y el carbón, siendo este
último, su principal competidor.
Los precios estables y los contratos a mediano y largo plazo de la
Orimulsión® hacen de éste combustible, una atractiva opción para la
generación eléctrica.
El uso de los motores de combustión interna de ciclo diesel que queman
Orimulsión®, son una reciente aplicación que está desarrollándose
satisfactoriamente, debido a que estos equipos tienen una gran eficiencia.
Además, la construcción modular de éstos, es una gran ventaja frente a
posibles ampliaciones que puedan requerir en el futuro las plantas que los
Anexos
187
utilicen. Otra de las ventajas es el poco mantenimiento que requieren para su
óptima operación.
La propuesta desarrollada en éste trabajo, pretende solucionar demandas
eléctricas a escala industrial y a escala de poblados pequeños.
Anexos
188
Referencias bibliográficas
•
AMERICAN PETROLEUM INSTITUTE (1990). API STANDARD 620:
Design and construccion of large, welded, low-pressure storage tank (8va.
ed.). Estados Unidos: API Publishing Services.
•
AMERICAN
PETROLEUM
INSTITUTE
(1994).
API
676:
Positive
Displacement Pumps-Rotary (2da. ed.). Estados Unidos: API Publishing
Services.
•
AMERICAN PETROLEUM INSTITUTE (1998). API 650: Welded steel
tanks for oil storge (10ma. ed.). Estados Unidos: API Publishing Services.
•
BABCOCK & WILCOX (1992). Steam (40ma. ed.). Estados Unidos.
•
BÁVARO, G. (Comp.) (1992). Bombas centrifugas 1992.
•
BITUMENES DEL ORINOCO, S.A, FILIAL DE PETROLEOS DE
VENEZUELA, S.A. (2000). Design and opertions manual for handling and
storage Orimulsion®. Venezuela: BITOR.
•
BITUMENES DEL ORINOCO, S.A, FILIAL DE PETROLEOS DE
VENEZUELA, S.A. (1999). Orimulsion® 400: General information (versión
2). Venezuela: BITOR.
•
CRANE CO. (1976). Flow of fluids through valves, fittings, and pipe (16ta.
ed.). Estados Unidos: CRANE CO.
Anexos
•
189
GÓMEZ, A. (1999). Evaluación del efecto osmótico en sistemas modelos
aceite/agua/surfactantes, y su correlación con los sistemas reales
bitumen/agua/intan-400.
Trabajo
de
Grado,
Ingeniería
Química,
Universidad Metropolitana, Caracas.
•
INGERSOLL-DRESSER PUMPS CO. (1994). Cameron hidraulic data: a
handy reference on the subject of hidraulics, and steam (18va. ed.).
Estados Unidos: C. C. Heald.
•
MOTT, R. (1996). Mecánica de fluidos aplicada. México: Prentice-Hall Inc.
•
Multidiccionario. (1996). España: Ediciones Nauta, S.A.
•
PETROLEOS DE VENEZUELA, S.A. (1995). Manual de ingeniería de
riesgos. Separación entre equipos e instalaciones: IR-M-01.
•
PIETERSZ, F. (Comp.) (2000). Pérdidas por fricción en tuberías debido a
la resistencia del flujo de líquidos. Venezuela.
•
POTTER, P. (1988). Power plant theory and design. Estados Unidos:
Robert E. Krieger Publishing Company, Inc.
•
REED, R.. Manual de ingeniería mecánica. Estados Unidos: North
American Manufacturing Company.
•
SEVERNS, W.H., Degler, H.E. y Miles, J.C. (1982). La producción de
energía mediante el vapor de agua, el aire y los gases (5ta. ed.). España:
Editorial Reverté, S.A.
Anexos
•
190
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS (1999).
Process piping. ASME code for pressure piping, B31.3. Estados Unidos:
ASME.
Anexos
191
Anexos
Anexos
192
Motores ciclo diesel.
Anexos
193
Motor ciclo diesel
Anexos
194
Anexos
195
Anexos
196
Anexos
197
Lay-out de una planta de generación de 60 MW.
Anexos
198
Lay-out de una planta de generación de 60 MW.
Anexos
199
Lay-out de una planta de generación de 60 MW.
Anexos
200
Fuente: International Energy Outlook, DOE/EIA 2000.
Consumo neto mundial de electricidad por regiones.