Biogás y gestión de deyecciones ganaderas. In: Suis - N
Anuncio

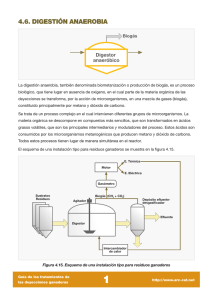
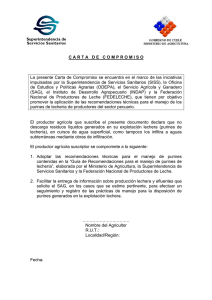
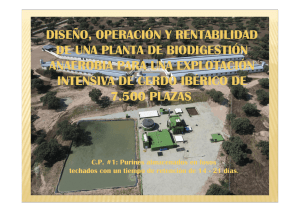
Published in IVIS with the permission of the editor Close window to return to IVIS ARTÍCULOS Biogás y gestión de deyecciones ganaderas Xavier Flotats1,2 Dr. Ingeniero Industrial Resumen Summary El proceso de digestión anaerobia y producción de biogás es uno de los más idóneos para el aprovechamiento energético de las deyecciones ganaderas, la reducción de emisiones de gases de efecto invernadero (GEI) por el sector ganadero, la mejora del valor fertilizante de los productos tratados y la reducción de malos olores. También permite combinar con sistemas de tratamiento conducentes a la recuperación de nutrientes. La promoción e implantación de sistemas de producción de biogás colectivos (p.e. entre varias granjas) y de codigestión, tratamiento conjunto de deyecciones y residuos orgánicos agroindustriales para aumentar la producción de biogás, pueden permitir, además, la implantación de sistemas de gestión integral de residuos orgánicos por zonas geográficas, con beneficios económicos y ambientales. Biogas and manure management Palabras clave: digestión anaerobia, biogás, gases efecto invernadero (GEI), codigestión, deyecciones ganaderas Key words: anaerobic digestion, biogas, greenhouse gases (GHG), codigestion, manure The anaerobic digestion and biogas production process is the most adequate for the energy production from manures, the greenhouse gases (GHG) emission mitigation at farming sector, the improvement of the fertilization value and the reduction of odors from manure management. It can be combined with post-treatment methods allowing nutrients recovery. The promotion of centralized biogas plants (i.e., various farms) and of codigestion, anaerobic digestion of mixtures of manure and industrial organic waste in order to increase biogas production, can allow the adoption of integral organic waste management systems in given areas, with environmental and economical benefits. Contacto con el autor: 1 GIRO Centro Tecnológico, Centro IRTA-UPC. Rambla Pompeu Fabra 1, 08100 Mollet del Vallés, Barcelona. 2 Departamento de Ingeniería Agroalimentaria y Biotecnología. Universitat Politècnica de Catalunya. Parc Mediterrani de la Tecnologia, edificio D-4, 08860 Castelldefels, Barcelona. 22 n SUIS Nº 72 Noviembre 2010 X. Flotats ARTÍCULOS L a digestión anaerobia es el proceso biológico por el cual se descompone la materia orgánica para dar lugar a un gas combustible (biogás), mayoritariamente formado por metano (CH4), en un 5570%, y dióxido de carbono (CO2). Se caracteriza por la existencia de varias fases diferenciadas en el proceso de descomposición del material a digerir (sustrato), e intervienen diversas poblaciones de microorganismos (figura 1). La naturaleza y la composición química del sustrato condicionan la composición cualitativa de la población de microorganismos de cada etapa, de manera que se establece un equilibrio, frágil o estable según la composición y operación del sistema. Los equilibrios químicos que se establecen en el medio líquido y los equilibrios entre el medio líquido y gaseoso, como el del dióxido de carbono (CO2), también afectan el desarrollo del proceso y su rendimiento. Las poblaciones de microorganismos anaerobios se caracterizan por diferentes velocidades de crecimiento y distinta sensibilidad a cada compuesto intermedio proceso sean del orden de semanas. Para aumentar la velocidad, una de las estrategias es el pretratamiento para disminuir el tamaño de partícula o ayudar a la solubilización (por ejemplo, maceración, ultrasonidos o pretratamiento térmico). como inhibidor. Esto implica que cada etapa presenta diferentes velocidades de reacción según la composición del sustrato y que el desarrollo estable del proceso global requiere de un equilibrio que evite la acumulación de compuestos intermedios, como los ácidos grasos volátiles (AGV) que podrían producir una bajada del pH. Para la estabilidad del pH es importante el equilibrio CO2-bicarbonato. La velocidad global del proceso está limitada por la velocidad de la etapa más lenta, la cual depende de la composición de cada residuo. Para sustratos solubles la fase limitante suele ser la metanogénesis, y la estrategia que permite aumentar la velocidad consiste en adoptar diseños de digestores que permitan una elevada concentración de microorganismos acetogénicos y metanogénicos en el reactor, con tiempos de proceso del orden de horas o días. Para residuos en los que la materia orgánica se encuentra en forma de partículas, como las deyecciones ganaderas, la fase limitante es la hidrólisis, proceso enzimático cuya velocidad depende de la superficie de las partículas. Usualmente, esta limitación hace que los tiempos de TRANSFORMACIÓN DE LA MATERIA ORGÁNICA EN METANO Las dos principales medidas de la materia orgánica que se utilizan en digestión anaerobia son el contenido en sólidos volátiles (SV) y la demanda química de oxígeno (DQO). La medida que da más información del proceso es la DQO. Al no introducir oxígeno en el digestor, la DQO se ha de mantener constante: toda la DQO que entra al digestor ha de ser igual a toda la DQO que sale del sistema, ya sea en forma de producto digerido o en forma de gases. Si se considera un biogás formado exclusivamente por CH4 y CO2, y teniendo en cuenta que la DQO del CO2 es nula, la DQO eliminada en el residuo se corresponderá con la DQO obtenida en forma de metano, lo cual significa 2,857 kg DQO Figura 1. Fases de la digestión anaerobia y poblaciones de microorganismos. Los porcentajes indican un ejemplo de la distribución del flujo de DQO de la digestión de materia orgánica, formada por un 10% de compuestos no biodegradables y un 90% de hidratos de carbono, proteínas y lípidos, a partes iguales. Bacterias hidrolíticas-acidogénicas DESINTEGRACIÓN E HIDRÓLISIS MATERIALES ORGÁNICOS 100% Lípidos (grasas, aceites...) 30% Hidratos de carbono (fibras, azúcares, almidón...) 30% 29% 1% 30% Bacterias acetogénicas Microorganismos metanogénicos hidrogenófilos y acetoclásticos ACETOGÉNESIS METANOGÉNESIS ACIDOGÉNESIS Ácidos grasos de cadena larga (AGCL) 29% Monosacáridos, alcoholes 31% 9% H2, CO2 26% 20% 30% Compuestos inorgánicos 10% Aminoácidos 30% Compuestos no biodegradables, inertes 10% Biogás 9% 6% 2% 12% CO2 (gas) Ácido acético 64% 13% 12% Proteínas (cárnicas, vegetales...) 30% Metano (CH4) 90% 16% 20% Ácido propiónico, butírico, valérico... 29% Ácidos orgánicos HAc Nitrógeno amoniacal (NH4+) Bicarbonato HCO3– + H+ (CO2)liq + H2O Ac – + H+ Amoniaco (NH3 + H+) Equilibrios químicos importantes SUIS Nº 72 Noviembre 2010 n 23 ARTÍCULOS Suis PARÁMETROS AMBIENTALES Y OPERACIONALES La producción de biogás depende del residuo y de los parámetros ambientales y de operación de la planta industrial. por m3 CH4 o 0,35 m3 de CH4 por kg de DQO eliminada a P=1 atm y T=0 ºC. Atendiendo a la potencia calorífica del metano, estos valores corresponderían aproximadamente a 3,5 kW·h/kg DQO eliminada, en unidades de energía primaria. En la figura 1 se ilustra la conservación de la DQO en el proceso de digestión anaerobia para un residuo con un 10% de la DQO no biodegradable, en el que el 90% de la DQO inicial se distribuye a partes iguales entre hidratos de carbono, proteínas y lípidos que finalmente se transforman en CH4. Para una transformación completa de un compuesto en CH4, CO2 y NH3, puede predecirse la producción máxima de metano a partir de la estequiometría de la descomposición, si ésta es completa (Flotats y Campos, 2005). Por ejemplo, un mol de glucosa genera tres moles de CH4 y tres de CO2 o 0,37 m3 CH4 por kg de glucosa. Para la gelatina (proteína) se obtienen 0,402 m3 CH4/kg o para la tripalmitina (lípido) se obtienen 1,01 m3 CH4/kg. Estos valores son un límite de producción máxima, ya que parte del sustrato se transformará en biomasa celular y algunos compuestos orgánicos pueden no ser biodegradables por vía anaerobia. Es conveniente la realización de ensayos de biodegradabilidad anaerobia, en los cuales se mida experimentalmente el porcentaje de la DQO transformable en CH4 en condiciones ideales. El valor así obtenido será el potencial máximo que se verá limitado a escala industrial en función del control que se mantenga de los parámetros ambientales y operacionales del proceso. En la tabla 1 se indican resultados de ensayos de biodegradabilidad de muestras de algunos subproductos. Debe notarse que en los resultados de estos ensayos tiene mucha influencia el origen de la muestra; así, los purines de cerdo de la tabla 1 corresponden a muestras tomadas a las pocas horas de su excreción. Se obtendrán resultados muy diferentes con muestras tomadas después de varias semanas de almacenaje. Los parámetros ambientales se refieren a condiciones que deben mantenerse o asegurarse para el desarrollo del proceso. Estos son: ■■ pH, que debe mantenerse cercano a la neutralidad. ■■ Alcalinidad, para asegurar la capacidad tampón y evitar la acidificación. ■■ Potencial redox, con valores recomendables inferiores a –350 mV. ■■ Nutrientes y relación C/N (carbono/nitrógeno), con valores mínimos entre 20 y 30. ■■ Tóxicos e inhibidores. La presencia de desinfectantes en los estiércoles y purines, y en menor medida de antibióticos, puede provocar problemas al desarrollo de los microorganismos. El inhibidor más importante en las deyecciones es el amoníaco, el cual aumenta a medida que lo hace el pH y la temperatura, para una concentración determinada de nitrógeno amoniacal, y no se producen problemas relevantes por debajo de 3 g N amoniacal/l. Los parámetros operacionales hacen referencia a las condiciones de trabajo de los reactores: ■■ Temperatura. Puede operarse en los rangos psicrofílico (temperatura ambiente), mesofílico (temperaturas en torno a los 35 ºC) o termofílico (temperaturas alrededor de los 55 ºC). Las tasas de crecimiento y reacción aumentan conforme lo hace el rango de temperatura, pero también la sensibilidad a algunos inhibidores, como el amoniaco. ■■ Agitación. En reactores en los que las bacterias se encuentren en suspensión es necesario mantener un grado de agitación moderado, suficiente para mantener las partículas en suspensión y favorecer la transferencia de materia. ■■ Tiempo de retención hidráulico (TRH). Es el cociente entre el volumen del diges- Tabla 1. Resultados de ensayos de biodegradabilidad anaerobia para algunos residuos o subproductos, realizados por GIRO. Purines cerdo Gallinaza Purines bovino Tierras filtrantes aceites Residuos de matadero Lodos de depuradora biológica (con grasa) SV (g/kg) 33,9 200,8 90,2 323,2 239,2 100,8 DQO (g/kg) 56,2 264,8 80,0 491,6 323,3 167,0 Biodegradabilidad (%) 54,9 59,0 56,7 84,4 68,3 63,9 m3 CH4/kg SV 0,347 0,272 0,196 0,449 0,319 0,373 m3 biogás/ton (65% CH4) 18,1 84,1 27,2 223,3 117,6 57,8 24 n SUIS Nº 72 Noviembre 2010 ARTÍCULOS RENDIMIENTOS Y EFECTOS SOBRE LAS DEYECCIONES DIGERIDAS La producción de metano o biogás que se obtendrá de un residuo determinado depende de su potencial y de los parámetros ambientales y de operación de la planta industrial. Es usual considerar que en digestores continuos puede obtenerse del 60 al 85% del potencial. En la tabla 2 se indican valores bibliográficos del potencial de producción de biogás para diversos sustratos orgánicos. Los residuos orgánicos de la industria alimentaria presentan potenciales de producción variables, pero usualmente elevados cuando contienen un alto contenido en lípidos. Una variable importante en el sector ganadero es el tiempo de almacenaje de los purines antes de su digestión, el cual ocasiona una reducción del potencial de producción de biogás. Bonmatí et al. (2001) comprobaron este fenómeno en estudios sobre la variación de la productividad en metano de purines de cerdo cuando eran sometidos a un pretratamiento térmico a 80 ºC durante 3 horas. Mientras que purines frescos, acabados de generar, permitían incrementos del 60%, los purines envejecidos presentaban un potencial de producción de metano del 72% inferior a los frescos, y el pretratamiento térmico no presentaba ninguna ventaja (figura 2). Invertir en plantas de biogás para tratar purines que han estado almacenados bajo slats varios meses puede ser contraproducente, ya que durante este tiempo los purines ya han desprendido biogás y amoniaco, que habrán respirado los animales, lo que obliga a altas tasas de renovación de aire y ocasiona problemas respiratorios, así como emite CH4, gas Tabla 2. Potenciales de producción de biogás de algunos residuos o subproductos. Tipo Sólidos volátiles (%) Producción de biogás (m3/tonelada) Intestinos + contenidos 15-20 50-70 Residuos matadero de aves 20-26 100-125 Lodos de flotación 13-18 90-130 Tierras filtrantes de aceites, con bentonita 40-45 350-450 Aceites de pescado 80-85 350-600 Suero de leche 7-10 40-55 Suero concentrado 18-22 100-130 Hidrolizados de carne y huesos 10-15 70-100 Harinas de carne 70-75 300-350 Mermeladas 50 300 Aceite de soja/margarinas 90 800-1000 Residuos de bebidas alcohólicas 40 240 Lodos residuales 3-4 17-22 Lodos residuales concentrados 15-20 85-110 Purines de cerdo 2-5 8-18 Purines de bovino 7-10 20-30 Residuos de cocina, restaurantes 8-18 80-180 FORM separación mecánica 36-60 100-170 FORM separación en origen 25-50 190-325 de efecto invernadero (GEI). Vanotti et al. (2009) observaron que cambios en el manejo de las deyecciones en una granja, con tratamiento de éstas, se tradujeron en una mejora de la calidad del aire de las naves, una reducción de la mortalidad en un 57%, un incremento en el aumento diario de peso en un 11%, unas tasas de conversión incrementadas en un 5,4% y un aumento de las ventas de peso vivo en un 5,6%. También se ha observado de forma cualitativa este fenómeno en cierta granja de cerdos en Cataluña, en la que se ha instalado una planta de biogás. La implantación de esta instalación obliga a tratar los purines tan pronto se producen, a fin de aprovechar todo su potencial energético, lo cual se ha traducido en una mejora del ambiente en las naves y en una reducción en el consumo de antibióticos. Algunos efectos relevantes después de un proceso de digestión anaerobia son: ■■ Reducción de malos olores. Esta reducción es debida a la descomposición de Figura 2. Variación de potenciales de producción de metano de purines de cerdo frescos o envejecidos y efecto de un pretratamiento térmico a 80 ºC durante 3 horas (Bonmatí et al., 2001). 600 557,5 500 400 347,5 300 L metano/kg SV tor y el caudal de tratamiento. La eliminación de materia orgánica presenta un aumento asintótico conforme aumenta el TRH. Para residuos agropecuarios y reactores de mezcla completa, el TRH habitual se encuentra entre 15 y 40 días, y se recomiendan valores elevados para materiales cuya fase limitante sea la desintegración e hidrólisis o con alto contenido en nitrógeno amoniacal. ■■ Velocidad de carga orgánica (VCO). Es la cantidad de materia orgánica introducida en el digestor por unidad de volumen de reactor y tiempo. Los valores usuales se encuentran por debajo de 3,5 kg DQO/m3·día. 200 96,1 100 0 Purines frescos 67,7 Purines envejecidos bajo slats n Potencial de producción máxima, condiciones normales n Potencial máximo con pretratamiento térmico 80 °C, 3 horas SUIS Nº 72 Noviembre 2010 n 25 ARTÍCULOS Tabla 3. Reducción de malos olores de purines de cerdo mediante digestión anaerobia (Wilkie, 1998). TON (Threshold Odor Number) Reducción del olor 247 - 7 –97 % 437 + 77 % Purines no digeridos Efluente digestión anaerobia Purines no digeridos, 3 días en balsa Panel de 15 personas; TON: veces que hay que diluir al 50% para no detectar olor por parte del panel. compuestos orgánicos volátiles a CH4 y CO2 durante la digestión anaerobia controlada, que de otra forma serían emitidos a la atmosfera (tabla 3). ■■ Reducción del contenido de huevos y larvas de insectos, semillas de malas hierbas y patógenos, la cual es muy significativa si la digestión se opera en régimen termofílico. En régimen mesofílico es menor, pero suficiente para observar una menor proliferación de malas hierbas después de la aplicación agrícola de digestatos (Jeyanayagam y Collins, 1984). ■■ Aumento de la concentración de nitrógeno amoniacal por mineralización del nitrógeno orgánico. Esta mineralización presenta la desventaja de mayores pérdidas de amoníaco a la atmosfera durante el almacenaje posterior, por lo cual se recomienda que las balsas posdigestión sean cubiertas. ■■ Disminución de la viscosidad y tamaño de partícula. Este efecto tiene una incidencia positiva en la infiltración en el suelo de los digestatos que reduce la pérdida por volatilización de nitrógeno amoniacal durante la aplicación agrícola, la cual se valora para el caso de purines en un 30% menos que para los no digeridos (Kaiser, 2010). CODIGESTIÓN ANAEROBIA La codigestión anaerobia consiste en el tratamiento conjunto de dos o más sustratos de diferente origen. La ventaja principal radica en aprovechar la sinergia de las mezclas, compensando las carencias de cada sustrato por separado. Los objetivos generales y, a su vez, las ventajas son: ■■ Aprovechar la complementariedad de las composiciones para permitir perfiles de proceso más eficaces. ■■ Compartir instalaciones de tratamiento. ■■ Unificar metodologías de gestión. ■■ Amortiguar las variaciones temporales en composición y producción de cada residuo por separado. ■■ Reducir costes de inversión y explotación. En la tabla 2 se comprueba que muchos residuos industriales presentan un eleva- b Figura 3. Cristales de sulfato amónico obtenidos mediante stripping y absorción de: a) purines de cerdo frescos y b) purines digeridos anaeróbicamente (Bonmatí y Flotats, 2003). 26 n SUIS Nº 72 Noviembre 2010 X. Flotats a Los factores anteriores, junto con la reducción del contenido de materia orgánica fácilmente biodegradable y el mantenimiento del contenido de nutrientes y macronutrientes, configuran un conjunto de características de las deyecciones digeridas que las hacen mejores para fertilización que las deyecciones originales. do potencial energético. A pesar de esto, pueden presentar problemas en su digestión, como la deficiencia en nutrientes necesarios para el desarrollo de microorganismos anaerobios, baja alcalinidad o excesivo contenido en sólidos que provoquen problemas mecánicos. Las deyecciones ganaderas, y en concreto los purines de cerdo o de vacuno, pueden ser una buena base para la codigestión, ya que presentan un contenido de humedad elevado, una alta capacidad tampón y aportan una amplia variedad de nutrientes y micronutrientes. La codigestión ha de permitir producciones de biogás que aseguren la rentabilidad de la instalación. FACTORES QUE INCIDEN EN EL DESARROLLO E IMPLANTACIÓN DE PLANTAS DE BIOGÁS Se trata de factores de tipo técnico, económico y organizativo. Combinación de la digestión anaerobia con postratamientos No existe un esquema único de tratamiento aplicable en cualquier situación que dé solución a los problemas de gestión de nutrientes (N, P, K) contenidos en las deyecciones y, adicionalmente, los procedentes de los cosustratos de codigestión. La solución es una combinación de gestión y estrategia tecnológica, adaptada a cada realidad, y siempre con los objetivos que se definan en cada zona en función de su balance de nutrientes y planes de fertilización (Campos et al., 2004). Los procesos de posdigestión, en relación con los nutrientes, se pueden clasificar en dos grandes grupos. Basadas en la recuperación de nutrientes Son procesos que permiten su separación a fin de poder transportarse de zonas excedentarias en su producción a zonas deficitarias. Pueden ser: ■■ Procesos simples: separación de fases sólida y líquida, con transporte de fracciones sólidas y/o compostaje de deyecciones sólidas o fracciones sólidas de deyecciones líquidas. ■■ Procesos complejos: precipitación de sales de fósforo y amonio, concentración mediante evaporación al vacío (Bonmatí et al., 2003) o stripping de amoníaco y recuperación de éste por absorción (Bonmatí y Flotats, 2003). Estos procesos se ven ARTÍCULOS favorecidos por una digestión anaerobia previa. En la figura 3 se muestra el resultado de obtener sulfato amónico mediante stripping y absorción de purines frescos y de purines digeridos anaeróbicamente. Se comprueba que la mineralización producida durante la digestión evita la contaminación de la corriente recuperada de amoniaco por compuestos orgánicos, por lo que se obtiene un producto de mayor calidad. Basados en la eliminación biológica de nitrógeno El nitrógeno es el único nutriente que puede eliminarse mediante su transformación a N2 gas. ■■ Tratamiento mediante los procesos combinados de nitrificación y desnitrificación (NDN) de la fracción líquida de purines, con aplicación agrícola del líquido tratado y la fracción sólida. Este proceso presenta el limitante de consumo apreciable de energía eléctrica en la etapa de nitrificación y la necesidad de materia orgánica para la desnitrificación, lo cual puede hacer contraproducente un proce- so previo de digestión anaerobia. La operación de la desnitrificación a partir de nitrito, obtenido mediante nitrificación parcial, reduce el consumo eléctrico de nitrificación y los requerimientos de materia orgánica para desnitrificar (Magrí y Flotats, 2008), lo que posibilita la digestión anaerobia. ■■ Futuros desarrollos y aplicación del proceso de oxidación anaerobia de amonio (anammox), los cuales pueden hacer viable la combinación de la digestión anaerobia con la eliminación de nitrógeno, a un bajo coste energético. Factores económicos La rentabilidad de las plantas de biogás, si se tienen en cuenta los precios de venta de la energía eléctrica según el RD 661/2007, y sin considerar subvenciones, es muy sensible a la producción de biogás por tonelada de residuo digerido. Flotats y Sarquella (2008) concluyeron que podría estimarse un grado aceptable de rentabilidad económica a partir de producciones de 30 m3 biogás/tonelada de residuo tra- tado, dependiendo de los costes de inversión que, a su vez, presentan una marcada economía de escala. En el caso de purines de cerdo, la producción específica se encuentra siempre por debajo de 20 m3/ tonelada debido a la baja concentración en materia orgánica, y aun inferior si el tiempo de almacenamiento previo es significativo. El método para conseguir producciones superiores a 30 m3 biogás/ tonelada es la codigestión con residuos orgánicos de la industria alimentaria. La implantación de plantas centralizadas en zonas de alta densidad ganadera, que operen en codigestión, se presenta como una alternativa que se ve favorecida económicamente por la reducción de la inversión relativa y el aumento de la producción específica. Pero en esta situación debe considerarse un aumento de la inversión por necesidad de tratar y gestionar los efluentes digeridos, así como contemplar un proyecto de mayor complejidad en el que la optimización de la logística de transporte desempeña un papel importante. También puede ser económicamente relevante el coste de conexión a la red para evacuar la producción eléctrica. El Plan Español de Biodigestión de Purines (MARM, 2009) posibilita una línea de ayudas económicas para plantas de biogás en el sector porcino, en el marco de la estrategia española de reducción de emisiones GEI (MARM, 2008). SXC.HU Factores organizativos La rentabilidad de las plantas es muy sensible a la producción de biogás por tonelada de residuo digerido. 28 n SUIS Nº 72 Noviembre 2010 La implantación de plantas de biogás individuales en granjas, con posibilidad de codigestión, no presenta más limitantes que la rentabilidad de la instalación y la previsión de un sistema de mantenimiento periódico asequible, si la gestión posterior de los efluentes no presenta un problema adicional. No es usualmente así en plantas colectivas, cuyo potencial de localización se encuentra en zonas de alta densidad en la producción de deyecciones ganaderas y otros subproductos orgánicos, que coincidirán con zonas excedentarias en nutrientes, en las que además puede haber limitaciones relativas a distancias mínimas a preservar. En esta situación, el proyecto de las instalaciones ha de contemplar tanto los aspectos tecnológicos como los sanitarios y organizativos, y es la implicación y participación de los ganaderos en un proyecto común uno de los factores a los que debe prestarse especial atención (Flotats et al., 2009). ARTÍCULOS REFERENCIAS BIBLIOGRÁFICAS Bonmatí, A., Flotats, X., Mateu. L., Campos, E. (2001). Study of thermal hydrolysis as a pre-treatment to mesophilic anaerobic digestion of pig slurry. Water Science and Technology, 44(4): 109-116. Bonmatí, A., Campos, E., Flotats, X. (2003). Concentration of pig slurry by evaporation: anaerobic digestion as the key process. Water Science and Technology, 48(4): 189-194. Bonmatí, A., Flotats, X. (2003). Air Stripping of Ammonia from Pig Slurry: Characterization and Feasability as a Pre- or Post-Treatment to Mesophilic Anaerobic Digestion. Waste Management, 23(3): 261-272. Campos, E., Flotats, X., Illa, J., Magrí, A., Palatsi, J., Solé, F. (2005). “Guia de tratamiento de las deyecciones ganaderas” http://www.arc-cat.net/es/altres/purins/guia. html. Agència de Residus de Catalunya (Barcelona). Flotats, X., Campos, E. (2005). Procesos biológicos: digestión anaerobia y compostaje, Cap. 9. In Elias X. Ed., Tratamiento y valorización energética de residuos. Díaz de Santos Ed, Barcelona, pp 617-686. Flotats, X., Sarquella, L. (2008). Producció de biogàs per codigestió anaeròbia. Quadern pràctic 1. Instituto Catalán de Energía - ICAEN, Barcelona (http://www. icaen.net). Flotats, X., Bonmatí, A., Fernández, B., Magrí, A. (2009). Manure treatment technologies: on-farm versus centralized strategies. NE Spain as case study. Bioresource Technology, 100(22): 5519–5526. Jeyanayagam, S.S., Collins, E.R. (1984). Weed seed survival in a dairy manure anaerobic digester. Trans. ASAE Am. Soc. Agric. Eng., 27(5):1518-1523. Kaiser, F.C. (2010). Proyectos de biogás a pequeña y mediana escala: Energía limpia a partir de purines. Seminario Internacional “Hacia un desarrollo bioenergético del sector agropecuario: oportunidades y desafíos”. Universidad de Concepción (Chile), 15 de enero 2010. Magrí, A., Flotats, X. (2008). Modelling of biological nitrogen removal from the liquid fraction of pig slurry in a sequencing batch reactor. Biosystems Engineering, 101: 239-259. MARM (2008). Estrategia española de cambio climático y energía limpia horizonte 2007- 2012 -2020. http:// www.mma.es/secciones/cambio_climatico/documentacion_cc/estrategia_cc/pdf/est_cc_energ_limp.pdf. Ministerio de Medio Ambiente y Medio Rural y Marino. MARM (2009). Plan de biodigestión de purines. http:// www.mapa.es/es/ganaderia/pags/purines/purines.htm. Ministerio de Medio Ambiente y Medio Rural y Marino Vanotti, M.B., Szogi, A.A., Millner, P.D., Loughrin, J.H. (2009). Development of a second-generation environmentally superior Technology for treatment of swine manure in the USA. Bioresource Technology, 100(22): 5406-5416. Wilkie, A.C. (1998). Anaerobic Digestion of Livestock Wastes: A Suitable Approach to Odor Abatement. The North Carolina 1998 Pork Conference and Beef Symposium; Raleigh, North Carolina. North Carolina Pork Council, pp. 5-16.