INFORMATIVO ASOCIACIÓN DE INDUSTRIAS DE ACABADOS DE
Anuncio

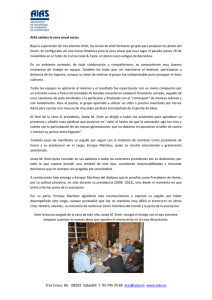
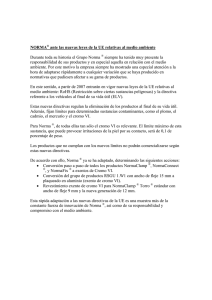
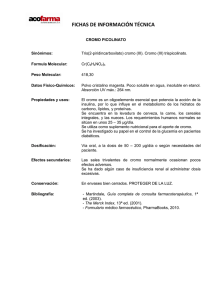
INFORMATIVO Abril 2014 no 99 ( RECUBRIMIENTOS DECORATIVOS DE FUTURO EN AUTOMOCIÓN JORNADA TÉCNICA SOBRE RECUBRIMIENTOS DLC ASOCIACIÓN DE INDUSTRIAS DE ACABADOS DE SUPERFICIES AIAS SUMARIO 2 Editorial 3 Colaboración Recubrimientos decorativos de futuro en la industria de la automoción. ENTHONE IBÉRICA, S.A. 10 Actualidad 16 Noticias técnicas 22 editorial El pasado 24 de Abril se reunió la Asamblea General de Socios, donde informamos de todas las acciones y gestiones realizadas por las diferentes comisiones de la Asociación. También se presentó el balance económico del ejercicio y el presupuesto del año siguiente, que se aprobaron por unanimidad. Una vez finalizado el trámite obligado que he comentado, se procede a presentar los nuevos proyectos que están en cartera para el ejercicio siguiente. Actividades Aias Este año 2014 nuestros proyectos son varios, algunos implican una mayor dificultad, como la gestión comercial realizada desde AIAS y otros ya están funcionando, pero en general tenemos grandes proyectos que queremos compartir con todos vosotros y que nos ayudéis a mejorar en todo lo posible. Nuestro primer proyecto, que se empezó a preparar en 2013, se ha puesto en marcha este mes de abril. Se trata de un Newsletter informativo que hemos enviado a todos nuestros asociados y a otras empresas del sector, en el que hemos incluido información técnica y también espacios publicitarios para nuestros asociados. Espero que todos lo hayáis recibido y os haya gustado, tanto la idea como el formato elegido. Os emplazo a que colaboréis con nosotros con vuestros comentarios y sugerencias que sin duda nos ayudaran a mejorar. Este Newsletter está abierto a todos y queremos que sea una herramienta de promoción y comunicación para vuestras empresas. Este formato permite una comunicación rápida y dinámica, y una mayor interacción entre nosotros. También os recuerdo que tenemos un año de ferias, en Junio la BIEMH en Bilbao y el Octubre Eurosurfas en Barcelona, pensad que vamos a estar como colectivo, podemos colaborar con vosotros si tenéis intención de participar. ••••••••••••••••••••••••••• Edita: AIAS Tres Creus, 66 08202 Sabadell Tel. 93 745 79 69 Fax 93 726 09 95 aias@aias.es www.aias.es Coordinación y Publicidad: Elvira Martín 2 ) Diseño y maquetación: Imma Rossinyol Consejo asesor: Junta de gobierno de AIAS Dep. Legal: 5.307.1990 Otros proyectos importantes son la preparación de una Jornada Técnica durante la BIEMH en Bilbao y un Congreso en Eurosurfas. Como siempre se os informará puntualmente de plazos y fechas clave. No nos olvidamos de la financiación y hemos concretado unas charlas con el CDTI para dar a conocer las líneas de ayuda a que podemos acogernos. Os dejo con una frase del gran Albert Einstein, - “Si buscas resultados distintos, no hagas siempre lo mismo” -. Josep M. Simó Presidente COLABORACIÓN AIAS Recubrimientos decorativos de futuro en la industria de la automoción Enthone Ibérica S.A. En la industria del acabado decorativo, la pieza cromada ha sido y es su principal tipo de acabado por las características que confiere a la pieza como son, la dureza, resistencia a la corrosión, durabilidad, poder de deslizamiento y sobretodo aspecto visual. La aplicación de un depósito de cromo basado en sales de cromo hexavalente viene de muy atrás, siendo las primeras deposiciones de cromo metal en el laboratorio en el 1848-1849 (base cloruro) y el primer proceso con base de ácido crómico diluido en 1856, pero no fue hasta 1925 que se introdujo el primer proceso convencional de cromo en el mercado. Las aplicaciones decorativas son muy variadas y están presentes en los elementos de la vida cotidiana, como por ejemplo elementos de la cocina, parrillas, herramientas, ferretería, artículos de cuarto de baño, elementos interiores y exteriores del automóvil, entre otros muchos. Con algunas variantes y basado en el ácido crómico - trióxido de cromo -, se sigue depositando cromo metal sobre multitud de piezas de decoración, aunque durante décadas se ha sido testigo de los considerables esfuerzos orientados en sustituir los electrolitos tóxicos de cromo hexavalente, no fue hasta la década de los 80 que se empezaron a comercializar procesos de Cromo trivalente, y no ha sido hasta hace pocos años que con la apuesta del mercado de automoción en tecnologías verdes, además con la inclusión de nuevas normativas a través del ECHA y con la aprobación del REACh limitando el uso y comercialización de aquellos productos químicos de alta toxicidad y peligrosidad, que ha dado un importante salto de calidad en el desarrollo de nuevas tecnologías con base Cromo III. Así podemos indicar que la situación actual del desarrollo de procesos de Cromo III se sustenta básicamente en cuatro principios: Por requerimientos, normativas, REACh y otras Para trabajar con una tecnología verde Por el diseño industrial (diferentes colores desde claros a oscuros) Por el cumplimiento de especiales requerimientos de la industria de automoción Russian Mud. (CaCl2). Vista de una parte de una parrilla delantera de plástico cromada (con proceso de Cr VI) Detalle de la corrosión superficial del cromo debido al ataque por CaCl2. (sal que se utiliza para el deshielo sobre el asfalto de las carreteras). Vistas de piezas acabadas con cromo en grifería y del interior del automóvil Las principales características y beneficios de estos procesos de Cr III, los podemos enumerar en: Procesos con muy elevado rendimiento buena velocidad de deposición, uniformidad del depósito, eficiencia y penetración ( 3 AIAS COLABORACIÓN Elevada resistencia al CASS y al CaCl2 especialmente en sistemas multicapa de níquel uso de post-tratamientos orgánicos e inorgánicos Permiten una amplia variedad de diseños y nuevos colores en el sector de la automoción en combinación con los procesos de níquel brillante y níquel satinado PEARLBRITE Menos emisiones, coste depuración, coste energético y toxicidad. Los ánodos no se descomponen. Electrolito con base Sulfato • Ánodos insolubles (MOX) • Ánodos de grafito • Superior resistencia al CASS • Buena resistencia al CASS • Color muy similar al cromo hexavalente • Colores algo más oscuros • Excelente poder de penetración • Muy buena penetración • Buen rendimiento • Alto rendimiento • Menor resistencia al CaCl2 • Muy buen comportamiento al CaCl2 • No tiene tendencia a la formación de fisuras • Uniformidad del recubrimiento • 0,02 a 0,05 μ/min • 0,05 a 0,1 μ/min Las principales limitaciones de los procesos de Cromo III las podemos enumerar en: El proceso es más sensible a las impurezas metálicas El proceso es más sensible a los cambios de color Precisa de un mayor control del proceso. Funciona más como un proceso de níquel que como un proceso de Cr (VI). Proceso no aplicable en ciertas aplicaciones como por ejemplo en el cromo duro. El color del acabado es la característica que más sobresale a la hora de la elección del proceso adecuado de cromo trivalente, para el acabado estrictamente decorativo, y puede ir desde un color muy similar al cromo hexavalente, TRILYTE CF al color más oscuro con el TRILYTE DUSK. 4 Electrolito con base Cloruro ) Proceso de Cobre Ácido Brillante CUPROSTAR® 1600 CUPROSTAR® 1600 es un proceso de cobre ácido que produce una película de cobre brillante muy dúctil, con un grado de nivelación ajustable a las necesidades de la aplicación. Este depósito de cobre puede ser utilizado como capa intermedia en una gran variedad de sistemas de acabado níquel-cromo, tanto sobre plásticos ABS y PC/ABS como sobre metal. El proceso aporta altos rendimientos y bajos niveles de rechazo sobre todos los metales bases usados comúnmente. El grado de nivelación ajustable evita que se produzcan defectos, en piezas de plástico con configuraciones complejas, como la piel de naranja, sobre nivelación o manchas tipo ráfagas. CUPROSTAR 1600 Crea Valor Excelente Brillo. Los depósitos del CUPROSTAR 1600 mantienen un excelente brillo sobre todo el margen de densidades de corriente que trabaja. Los aditivos del brillo son muy estables, favoreciendo una consistente producción con un bajo consumo. Alta Nivelación. CUPROSTAR 1600 es ideal para aquellas piezas que requieran una alta nivelación de forma uniforme y consistente sobre toda la superficie, así como tener un excepcional poder de penetración. Versatilidad del Diseño. Diferente a otros cobres ácidos basados en tinta, el CUPROSTAR 1600 posee la habilidad de ajustar la nivelación permitiendo el tratamiento de piezas de plástico complejas sin que se produzcan los defectos de piel de naranja, sobre nivelación o ráfagas. Deposición Libre de Poros. CUPROSTAR 1600 es un proceso sumamente tolerante a los poros o picados finos y no es propenso al quemado en áreas de alta densidad de corriente. Por lo tanto, está especialmente diseñado para la deposición sobre toda clase de piezas con configuraciones geométricas complejas y trabajando con zonas de alta densidad de corriente. Excelente Adherencia. La adherencia entre la capa de CUPROSTAR 1600 y las capas posteriores de níquel es excelente. Depósitos Dúctiles. La capa de cobre obtenida es muy dúctil con muy baja tensión interna. De esta manera, el CUPROSTAR 1600 es ideal para utilizarlo en el metalizado de plástico. Enthone Ibérica S.A., Avda. de la Riera, 36, 08960 Sant Just Desvern, Barcelona, Telf. 93 480 33 88, Fax 93 480 33 89 AIAS COLABORACIÓN Comparación entre los procesos TRILITE y el cromo hexavalente estándar utilizando la medición en los ejes L*a*b Enthone en sus centros de R & D ha desarrollado una gama de procesos de Cromo III, TRILYTE, que cumplen con las necesidades del acabado cromado decorativo. Cr(VI) Cr(III) claro Cr(III) claro Cr(III) claro Cr(III) oscuro Procesos Enthone ANKOR®1120 TRILYTE® CF TRILYTE® Flash SF TRILYTE® Flash CL TRILYTE® DUSK Base química Trióxido de cromo Sulfato Sulfato Cloruro Cloruro Composición Cr Cr C r/ Fe Cr / Fe Cr / Fe / S Color Cr VI (azulado claro) Cr VI (azulado claro) Cr VI (claro) Cr VI (claro) Gris Oscuro Priciplaes características CASS y NSS CASS y NSS CASS y NSS Russian Mud, CASS, Color Constante Russian Mud Velocidad de deposición 0,1 - 0,125 μ/m 0,05 - 0,1 μ/m 0,05 - 0,1 μ/m Cr 0,02 - 0,05 μ/m 0,02 - 0,05 μ/m En estos cuatro procesos de Cr III, tenemos diferentes características químicas de la solución de trabajo que nos hacen variar sus características físicas del depósito y del color del acabado que puede ir desde el azul muy similar al cromo hexavalente al acabado oscuro con el TRILYTE DUSK. Las aplicaciones del acabado cromado con nuestros procesos TRILYTE, son muy amplias y cumplen con las exigencias actuales de las especificaciones más estrictas de automoción. 6 ) COLABORACIÓN AIAS • Elementos para automóvil Tanto para interior como exterior • Artículos para el hogar Iluminación, ferretería, accesorios cuarto de baño • Componentes electrónicos de consumo Móviles, tablets, etc. • Acabados de moda Diferenciación producto final TRILYTE® CF • Base sulfato - excelente poder de penetración Los procesos de Cr III y de post-dip que disponemos actualmente son: • Color “cromo convencional” • Buena resistencia al CASS y a la NSS ( 7 AIAS COLABORACIÓN TRILYTE® DUSK • Base cloruros • Buena resistencia al RM (Nissan) y supera la PPV 4017 Enthone dispone de post-tratamiento, tanto orgánico como inorgánico, en función de los distintos requerimientos y necesidades del artículo final. TRILYTE® PT • Atractivo acabado decorativo gris oscuro • Post Dip basado en Cr(VI) • Mejora la película de cromo-óxido que se forma • También pasiva el níquel (Microporoso y Microfisuras) TRILYTE® CP • Film orgánico exento de cromo Non-Cr (V I) • Protege la película de cromo • Mantiene el níquel activo • Mejora la estabilidad a la abrasión TRILYTE® FLASH CL • • • • Excelente resistencia al ensayo de CaCl2 Buena resistencia al ensayo CASS Buena velocidad de deposición Color constante TRILYTE® FLASH SF • Mejora el brillo y el color - similar al Cr(VI) ver (L*) • Excelente resistencia al ensayo CASS • Distribución uniforme del depósito de Cr(III) Con todas las combinaciones entre los procesos de Cromo trivalente y los post dip, cumplimos con las exigencias que nos han demandado básicamente las OEM´s de automoción y como figura, en tres de los cuatro procesos de cromo trivalente han sido ya aprobados por ellas. A continuación se muestra una tabla con las distintas resistencias a la corrosión en ensayos de NSS, CASS, RM (CaCl2) en función del acabado de cromo, dónde también se cita el efecto de los post-tratamientos. 8 ) COLABORACIÓN AIAS Sumario Cr(VI) Cr(III) Cr(III) Cr(III) Cr(III) Procesos Enthone ANKOR®1120 TRILYTE® CF TRILYTE® Flash SF TRILYTE® Flash CL TRILYTE® DUSK Base química Trióxido de cromo Sulfato Sulfato Cloruro Cloruro Cr Cr C r/ Fe Cr / Fe Cr / Fe / S ˜100% ˜100% 92-98% 85-90% 70-85% > 800 h > 400 h > 200 h 48 h 24 h Película Cr % NSS Con Post dip > 800 h Post disp exento de Cr(VI) > 800 h Con Post dip > 600 h 96 h CASS > 600 h Con Post dip Post disp exento de Cr(VI) Con Post dip Post disp exento de Cr(VI) Con Post dip Post disp exento de Cr(VI) > 600 h > 600 h > 400 h > 400 h > 400 h > 400 h 48 h Con Post dip Post disp exento de Cr(VI) Con Post dip 96 h 96 h 72 h 0h RM CaCl2 Post disp exento de Cr(VI) 48 h Post disp exento de Cr(VI) 96 h 48 h 48 h Con Post dip Post disp exento de Cr(VI) Con Post dip Post disp exento de Cr(VI) Con Post dip Post disp exento de Cr(VI) 80 h 80 h 80 h 80 h 96 h 96 h 0h 168 h 336 h Con Post dip Post disp exento de Cr(VI) Con Post dip Post disp exento de Cr(VI) Con Post dip Post disp exento de Cr(VI) Con Post dip 0h 24 h 0h 24 h 336 h 336 h > 336 h 336 h Post disp exento de Cr(VI) > 336 h Con Post dip Post disp exento de Cr(VI) > 336 h > 336 h Cómo resumen y recomendación final, diríamos que: Determinar los requerimientos y condiciones Decidir Demanda de aspecto o Resistencia a la corrosión Tipo de Electrolito Geometría de las piezas Tipo de PostTratamiento Regulaciones adicionales o Directrices europeas ( 9 AIAS ACTUALIDAD Gran inauguración del centro de I+D en Singapur COVENTYA ha celebrado la inauguración de su nuevo centro de I+D de tratamiento de superficies en Singapur. Alrededor de 70 invitados tomaron parte en la inauguración. La ceremonia incluyó unas palabras del director general, la tradicional Danza del Dragón seguido de una visita a las instalaciones, que mostraban las posibilidades de COVENTYA Singapur. El nuevo equipamiento integra laboratorio y oficina, así como los servicios comerciales para ayudar a nuestros socios en la venta de nuestros productos en su mercado. La inversión de COVENTYA en las nuevas instalaciones de Singapur, demuestra nuestro compromiso con el mercado de la ASEAN que ayudará a proporcionar apoyo adicional a los clientes de la región. El nuevo laboratorio de I+D y el Centro Técnico en Singapur son la última incorporación a la creciente red de TechCenters de COVENTYA que operan en todo el mundo. Con una amplia gama de equipos de análisis avanzados en Singapur, estamos en condiciones de apoyar a nuestros clientes con los análisis rutinarios y análisis de investigación avanzada. Como parte de la filosofía de la compañía, COVENTYA, se compromete a suministrar a nuestros clientes, productos respetuosos con el medio ambiente, apoyando nuestro compromiso con el enfoque ECOLINE en las operaciones comerciales. Esto prepara el escenario para que COVENTYA SEA aproveche la experiencia a nivel local y para posicionarse estratégicamente y fomentar la expansión de nuestro negocio a nivel nacional e internacional. Para más información www.coventya.com Certificación por el GERMANISCHER LLOYD y norma ISO-20340 para nuevas especificaciones: GEOMET® futuro estándar del sector eólico y del offshore Desde finales del año 2013, SIEMENS WIND POWER A/S utiliza el GEOMET® 321 en las fijaciones de palas eólicas. Para esta aplicación SIEMENS WIND POWER A/S requiere que el revestimiento pueda soportar un entorno del nivel C5 - H (según ISO-12944), mediante un test de cámara de niebla salina de 1440 horas sin corrosión del material de base. Para ello, la aplicación del GEOMET® 321 se realiza con un espesor de 15 micras. Al mismo tiempo, GE POWER & WATER (división de GENERAL ELECTRIC, que entre otros incluye la fabricación de eólicas) ha homologado los sistemas de zinc laminar GEOMET® y GEOBLACK® en la última edición de su especificación P14A-AL-0218. Requisitos especiales tales como 1000 horas de resistencia a la niebla salina (según ASTM-B117 o ISO 9227) o también ensayos mecánicos de deterioración han respondido a los requisitos solicitados. Para complementar estas nuevas especificaciones, los sistemas GEOMET® 321 + PLUS® VLh y GEOMET® 500 + PLUS® XL están ahora certificados por el Instituto GERMANISCHER LLOYD para la protección de elementos de fijación en ambiente marino y offshore con un alto nivel de salinidad (nivel C5 - M high según ISO 12944). Esto se traduce en una resistencia a la corrosión de 1440 horas en cámara de niebla salina, llegando hasta 2016 horas sin aparición de óxido rojo. Con estos certificados emitidos por GERMANISCHER LLOYD, el grupo NOF METAL COATINGS es el único que dispone de certificados emitidos por dos institutos ) 10 AIAS ACTUALIDAD recubrimientos. Durante la feria la firma dio a conocer sus nuevas tecnologías: CROMATIPIC® “Cromo Verde de SIDASA” Sistemas CO2 criogénicos de limpieza Visión artificial con cámaras 3D Sistema de pintura Últimas tecnologías en líneas de pintura Líneas de pintura UV. Piezas de fijación revestidas con GEOBLACK® y GEOMET® 321 + PLUS® VLh capaces de resistir en ambiente marino y offshore diferentes y que confirman la aptitud para la protección contra la corrosión con capa fina destinadas a las estructuras offshore. De hecho en el año 2010, el FRENCH CORROSION INSTITUTE ya había emitido dos certificados referentes a la tecnologías GEOMET® y DACROMET®, garantizando su capacidad de cumplir la norma ISO 20340 (exigencias de altas prestaciones relativas a los sistemas de pintura para la protección de estructuras offshore y estructuras asociadas) correspondiente a un nivel C5 - M (según ISO-12944). Debemos recordar que el test según la norma ISO20340, consta de 25 ciclos por semana cada uno, divididos entre 3 días a exposición UV con condensación, 3 días de niebla salina y 1 día de exposición a baja temperatura (-20°C). El grupo NOF METAL COATINGS es el inventor de la tecnología anticorrosión de zinc laminar. Precursor: nuestra tecnología es la única a nivel mundial donde el componente químico está en fase acuosa. Una red mundial de aplicadores autorizados con contrato de licencia garantiza la conformidad de los recubrimientos. SIDASA ENGINEERING S.L. y CROMOGENIA DIV. SIDASA, expositores en PAINT EXPO y WIRE TUBE, en Alemania SIDASA ENGINEERING S.L. estuvo presente en PAINT EXPO Karlsruhe (Alemania) del 8-11/4/2014, feria enfocada exclusivamente a la tecnología de los ) 12 CROMOGENIA DIV. SIDASA estuvo presente en WIRE TUBE, Düsseldorf (Alemania) 7-11/04/2014. Durante la feria, presentó sus nuevas tecnologías en el campo de tratamiento de superficies y lubricantes y sus amplias gamas de: Lubricantes para trefilado de alambre Lubricantes para procesos de coldforming Grasas especiales de protección Barnices de curado ultravioletas Productos para tratamiento superficial de alambres: fosfatantes, decapantes, inhibidores de corrosión. Jornada sobre Pinturas y Barnices organizada por la Associació de Químics de Catalunya y la Asociación Española de Técnicos en Pinturas y Afines El jueves, día 20 de Febrero del presente año, tuvo lugar la Jornada técnica titulada “Presente y futuro de las resinas en el sector de los recubrimientos protectores de la corrosión”. Se celebró en la Sala de actos del Col·legi-Associació de Químics de Catalunya, sito en Portal de l´Àngel, nº 24, 1º 2ª, de Barcelona, y estuvo organizada por la Sección técnica de Corrosión y Protección de la Associació de Químics de Catalunya y la Asociación Española de Técnicos en Pinturas y Afines (AETEPA), constituyendo el 72º Encuentro Técnico de AETEPA, en colaboración con la Empresa EURORESIN. El acto comenzó puntualmente a las 18,00 h con unas palabras del Presidente de la citada Sección técnica y profesor de la UAB, Dr. Enrique Julve, quien después de dar la bienvenida al numeroso público presente, se refirió a estos actos entroncados en un AIAS ACTUALIDAD sector tan importante como la protección contra la corrosión. A este respecto habló de la relevancia que poseen las resinas como elementos ligantes en la formulación tanto de Pinturas como de Barnices, resaltando las características: color, brillo, mejora de la adhesión y capacidad anticorrosiva, que dan a esos ligantes las características especiales en su aplicación industrial. A todas las resinas empleadas con este fin se va a referir a continuación el ponente D. Pedro Yague, Director técnico de la Firma EURORESINS, de Álava. Después de las palabras del Dr. Julve, D. Bartolomé Rodríguez Torres, de Relaciones Internacionales de AETEPA, hizo una breve introducción a la temática de la Jornada, aludiendo a su propia experiencia en este campo industrial, y glosando a la vez la figura del ponente D. Pedro Yagüe, especialista en la rama de las resinas y a la Firma EURORESIN, con gran experiencia industrial en la elaboración y en el empleo de las mismas. Seguidamente, el ponente Sr. Yague desarrolló la temática “Presente y futuro de las resinas en el sector de los recubrimientos protectores de la corrosión”. Habló, concretamente de la definición de resina, de sus diferentes tipos, de las aplicaciones y usos en el sector de los recubrimientos y, especialmente, de las resinas con propiedades anticorrosivas. Se refirió en primer lugar a la sinergia entre las resinas y los pigmentos de la que nacen las pinturas y barnices. Hizo alusión al componente más importante de esos recubrimientos, el ligante o resina, ya que sin ella no existiría la capa de pintura o de barniz. Esos pigmentos le dan a las pinturas las características buscadas en casa caso, como el color, el brillo, las mejoras de resistencia a la corrosión, la adhesión, etc. Indicó que la resina es el ligante o aglutinante de todos los componentes que deben llevar los barnices y pinturas para que funcionen como tales. Además de esta función, la resina utilizada en la fabricación de los recubrimientos tiene otras dos finalidades básicas: embellecer y proteger. Indicó que existe una amplia gama de resinas empleadas en el sector industrial de los recubrimientos, dependiendo la selección de uno u otro tipo del fin buscado, de las normativas legales existentes y de que su precio se ajuste a los costes del producto final. Uno de los retos más importantes en el sector de estos recubrimientos es evitar o retrasar la corrosión del soporte sobre el que se aplica el producto. Es por ) 14 ello tan importante la elección del vehículo como la del pigmento anticorrosivo, considerando que la corrosión degrada a los metales por vía química debido a su exposición a la intemperie y a los productos químicos con los que entran en contacto, es decir, al medio ambiente. Habló de la existencia de resinas que mejoran la capacidad anticorrosiva de las pinturas, destacando entre ellas las resinas alquídicas modificadas con fenoles y colofonia y las resinas acrílicas de uso industrial. A este respecto hizo alusión a la gama de resinas enfocadas al sector industrial de los recubrimientos elaboradas por la empresa Química Europea de Resinas EURORESIN, dando sus características técnicas. Después de la exposición de esta temática por parte del Sr. Yagüe, la responsable del Departamento de Ventas de esta empresa, Dª Saloa Bengoechea, plasmó la historia de esa empresa EURORESIN, haciendo especial hincapié en los distintos productos elaborados por ella. A continuación se abrió un coloquio general en el que participaron, además del ponente, parte del público asistente a la Jornada técnica. Finalizado el coloquio, el Dr. Julve clausuró esta Jornada al tiempo que invitaba a los asistentes a las próximas que serán organizadas por la Sección técnica de Corrosión y Protección que preside. Como punto final de este evento se ofreció al público asistente, por cortesía de la Firma EURORESIN, un completo cóctel servido en una sala adjunta. internet www.aias.es En la web de AIAS podrá encontrar información sobre las acciones que se realizan en la asociación, así como links a otras páginas de interés como la de acceso a información de PIMEC (cursos, acuerdos, seminarios, medio ambiente), calendario de ferias nacionales e internacionales, etc. Utilice periódicamente nuestra Web para su información y ayúdenos a mejorarla con sus sugerencias. Envíenos sus comentarios a AIAS: Fax 93 726 09 95 e-mail:aias@aias.es AIAS NOTICIAS TÉCNICAS geinsa Instalada en la empresa de Néstor Martín Línea de tratamiento, pintado y secado para estufas Recientemente, Geinsa ha procedido a la puesta en marcha de una completa línea de pintura para la planta en Cantabria del conocido fabricante de estufas en hierro fundido Nestor Martín. La citada planta de Maliaño se dedicará a la producción de estufas alimentadas con 'pellet' de última generación. La instalación suministrada por Geinsa se compone de un túnel de tratamiento superficial con dos etapas y equipo de producción de agua osmotizada, un horno de secado de humedad, una cabina automática de aplicación electrostática de pintura en polvo con ciclón recuperador y filtro absoluto de cartuchos, una cabina de pintado liquido con filtros en seco y un horno de polimerizado de pintura. El conjunto se completa con los correspondientes equipos de aplicación de pintura para ambas cabinas y circuito aéreo Power&Free para transporte de piezas. El armario de mando dispone de sinóptico general, autómata programable y pantalla táctil para visualización y gestión de la línea. Túnel de tratamiento y equipo de ósmosis ) 16 rösler RWK 6/12-2 granallado parcial de culatas Un líder en la fabricación de automóviles con sede en el sur de Alemania, ha integrado dos granalladoras de cabina rotativa dentro de las líneas de producción existentes que permiten el granallado parcial de las culatas Después de un primer proceso de mecanizado, las culatas están contaminadas con virutas de metal y arena residual del proceso de fundición. Para eliminar estos restos de la superficie de la pieza, este fabricante de automóviles integró dos sistemas de granallado idénticos en sus líneas de fabricación. Dado que el espacio era muy estrecho, el diseño del equipo tenía que ser extremadamente compacto. Otro requisito era el área superficial concreta que debía ser chorreada, específicamente el lado de la cámara de combustión de la culata. Además, se protegieron del chorro de granalla, tres taladros y el código matricial. Con la granalladora compacta de cabina rotativa RWK 6/12- NOTICIAS TÉCNICAS 2, Rösler le ofreció la solución ideal para el tratamiento de sus piezas de trabajo con unas dimensiones de Ø 600 mm y altura de 1.200 mm. Cada máquina tiene dos cabinas, de manera que la carga / descarga de una pieza puede tener lugar mientras que otra pieza se procesa. Dos turbinas Hurricane®, tipo H 32, de 7,5 kW cada una, proporcionan la intensidad de granalldo requerida. CARGA PARCIAL, COLOCACIÓN DE LAS CUBIERTAS PROTECTORAS Y GRANALLADO EN 60 SEGUNDOS Un robot equipado con un sistema de agarre especialmente diseñado por Rösler, recoge las piezas de trabajo de modo que el área de las piezas a granallar, está siempre en posición hacia arriba. Los tres taladros y el código matricial están automáticamente protegidos con un tapón y una cubierta. Tras la colocación de la culata en el sistema de fijación, el carrusel gira para mover la pieza dentro de la cabina de granallado. Para proteger la cabina de granallado contra el desgaste, ésta está fabricada con acero manganeso y forrada con placas anti-desgaste su- AIAS perpuestas. Durante el proceso de granallado, el sistema de fijación de la pieza hace un movimiento oscilante asegurando así que solo el área predefinida de la culata esté expuesta al chorro de granalla. Tras el proceso de granallado, el carrusel gira para mover la parte trasera hacia la estación de carga / descarga donde el robot retira la pieza terminada. El tiempo de ciclo total incluyendo la parte de carga y descarga, la colocación de las cubiertas protectoras y el granallado de la pieza, es de solo 60 segundos. Las dos granalladoras de cabina rotativa se integraron dentro de las líneas de producción existentes. ( 17 AIAS NOTICIAS TÉCNICAS El sistema de agarre especialmente diseñado para la carga / descarga mediante robot puede coger las culatas en dos posiciones diferentes Las dos máquinas han sido equipadas con un sistema de clasificación de granalla, para evitar que la arena y las virutas eliminadas de la superficie de la pieza la contaminen. Como proveedor integral, Rösler GmbH es líder internacional en la producción de acabado de superficies, máquinas de granallado, sistemas de pintura y líneas de conservación, así como el proceso tecnológico para el acabado de superficie (desbardado, descalcificado, desarenado, pulido, esmerilado…) de metales y otros componentes. Además de las plantas de Alemania en Untermerzbach y Bad Staffelstein, el Grupo Rösler mínimo que precisan, aumentando aún más la dificultad y el potencial de defectos que se puedan crear en la película del cobre. Por esta y otras razones, el cobre ácido electrolítico es un proceso de los más críticos del acabado de plástico para automoción y tiene una alta relevancia comercial por la alta calidad exigida en todo tipo de superficies y tamaños, desde las piezas grandes (ejemplo: parrillas frontales) a las más pequeñas, y piezas con filigranas y geometrías complejas. Con la deposición de cobre ácido se espera que cubra las potenciales irregularidades causadas en la inyección, así como el que deposite una capa de cobre brillante en toda la superficie de la pieza y en todas las densidades de corriente. El dilema de los requerimientos contradictorios con el proceso de cobre ácido conduce a condiciones de funcionamiento tan ajustados que se está en una fina línea entre un suficiente poder de nivelación o una sobrenivelación. Pre-desengrase Mordentado Neutralizado Activado Acelerado Níquel Químico Cobre ácido Níquel Semibrillante Níquel Brillante Níquel mp / mc enthone Activado del Ni Cromo Neutralizado El dilema del cobre ácido y cómo tratar con él Debido a la complejidad del sistema multi-capa, puede ser considerado el metalizado de plástico como la Champions League del recubrimiento galvánico. Los aproximadamente 13 pasos principales necesarios para recubrir metálicamente las partes exteriores de plástico del automóvil equivalen a más de 35 pasos en el proceso, incluidos los enjuagues. Por lo tanto, hay numerosas oportunidades de introducir defectos en el acabado de la pieza final. Para cumplir con las especificaciones de la automoción, las piezas deben estar largos periodos de tiempo en las posiciones de cobre ácido para obtener las 25 μ ) 18 Para gestionar este reto, los aplicadores a menudo definen unas condiciones de trabajo específicas con el control de diferentes parámetros en los electrolitos de cobre ácido, tales como la concentración del aditivo nivelante o la intensidad de la agitación por aire en www.crspower.com | www.finishmetal.com | Tel. +34 936 855 800 | Fax +346 325 066 AIAS NOTICIAS TÉCNICAS alguna posición de la instalación. Aquellas piezas propensas a tener sobrenivelación, deben ser cobreadas en aquellas posiciones que tenga el electrolito con un bajo contenido de nivelante. Sin embargo, desafortunadamente esta práctica tiene dos desventajas: un potencial descenso de la eficiencia de la línea, en función de la variabilidad del tipo de piezas; y un probable aumento del rechazo debido a picados y poros en el depósito de cobre (como consecuencia de trabajar con poca agitación por aire y con poca concentración de nivelante). Aunque éste no es un camino fácil permite a los aplicadores evitar el problema de sobrenivelación. Enthone ha introducido recientemente el proceso de cobre ácido CUPROSTAR® 1600. El proceso se caracteriza por ser de una nueva generación de electrolitos de cobre que están especialmente formulados para evitar el omnipresente problema del cobre ácido electrolótico. Parrilas frontales después de cobre ácido. Piezas con geometría compleja son propensas a sobrenivelación. El primer CUPROSTAR 1600, en base tinta, está instalado en varios bien conocidos aplicadores y ha establecido rápidamente un historial probado de éxito. Póliza de Accidentes del Convenio Siderometalúrgico Póliza de Accidentes del Convenio Siderometalúrgico. Algunos convenios, como el Siderometalúrgico de la provincia de Barcelona, regulan prestaciones derivadas de accidentes de trabajo de sus trabajadores (gran invalidez, incapacidad permanente absoluta o muerte) susceptibles de ser cubiertas mediante una póliza de seguro de accidentes. Para las empresas que apliquen convenios donde se incluya esta contingencia, les ofrecemos una póliza específica del sector, para dar cobertura con los capitales y las garantías que define el convenio, por ejemplo para el de la provincia de Barcelona: Gran invalidez: 28.199.75 euros Incapacidad permanente absoluta: 19.674,60 euros Muerte por accidente laboral: 25.040,25 euros Esta póliza, diseñada por SUMMA INSURANCE, ofrece una prima de 7,5 euros por cada trabajador y año. Son unas condiciones inmejorables, revise su convenio y compruebe que no está pagando una cantidad superior. Para más información contactar con AIAS . T. 93 745 79 69 Sra. Elvira Martin ) 20 ® AIAS ACTIVIDADES JORNADA “SURFACE ENGINEERING - EUROPEAN SMES FOR A GLOBAL SUSTAINABLE MANUFACTURING FUTURE” El pasado 19 de marzo AIAS asistió a la jornada “Surface Engineering- European SMEs for a Global Sustainable Manufacturing Future” que tuvo lugar en el Parlamento Europeo (EP) en Bruselas, organizada por SME Europe del propio parlamento (Small Medium Enterprise) y el European Committee for Surface Treatment (CETS), del que AIAS es miembro. La sesión contó con más de 40 asistentes y contribuyeron diversos miembros del parlamento europeo de la comisiones de Industria, Investigación, Energía y Medio ambiente y el Sr. Dave Elliot, presidente CETS. Durante la jornada los representantes de la UE explicaron que uno de los objetivos de la Unión Europea hasta 2020 es alcanzar una participación de la industria en el PIB del 20% (actualmente es del 15,6%). Esta iniciativa se denomina “Industrial Renaissance” y requiere la participación de la industria de tratamiento de superficies como parte indispensable en la cadena de fabricación. Para ello hace falta un entorno estable desde un punto de vista del marco legislativo y que favorezca las inversiones. Respecto al marco legislativo, los representantes del EP dijeron ser conscientes de la problemática que origina la normativa REACH en el sector de los tratamientos de superficies, aunque no parece que vaya a haber cambios importantes. Respecto al impulso de nuevas inversiones se mostraron preocupados por la falta de financiación a las PYMES y mostraron su voluntad de poner en marcha algunos instrumentos desde la UE. En su parlamento el Sr. Elliot enfatizó el papel de la ingeniería de superficies en los procesos industriales en sectores que van desde la automoción a la aeronáutica, pasando por la biomedicina. Aunque el CETS, como organización que representa a miles de PYMES del sector, trabaja en pro de la eficiencia energética y la sostenibilidad, puso de manifiesto su descontento por el hecho que la normativa (como REACH) siempre regula los peores escenarios y complica la supervivencia de las empresas del sector de tratamiento de superficies. Tras los parlamentos tuvo lugar un animado debate en el los asistentes mostraron con ejemplos prácticos como la incertidumbre del marco legislativo europeo no favorece el avance del sector y promueve la deslocalización a otros continentes. En este sentido se demandó una mejor comunicación entre la industria (PYMES) y la UE en la toma de decisiones que afecten al sector. JORNADA TÉCNICA SOBRE RECUBRIMIENTOS DLC Con el objetivo de dar a conocer las características de los recubrimientos DLC y los sectores industriales en los que se está implementado, el CTM Centre Tecnològic y la asociación AIAS, han organizado una jornada técnica que ha contado con la asistencia de 70 de empresarios y profesionales, de más de medio centenar de empresas. ACTIVIDADES AIAS La Jornada que fue abierta por el director del CTM Centre Tecnològic, ha constado de 8 ponencias y una mesa redonda con la intervención de usuarios y expertos en el ámbito, académico, tecnológico e industrial. El Presidente de AIAS, clausuró la Jornada agradeciendo la colaboración del CTM Centre Tecnològic y recalcando la importancia de mantener este tipo de sinergias que permiten acercar la tecnología a las empresas. Las diferentes ponencias han tratado, entre otros aspectos, sobre tecnologías de obtención de los recubrimientos DLC, sus ventajas y sus aplicaciones en la mecanización de aleaciones aeronáuticas, en implantología dental y en el sector textil. Durante la Jornada los asistentes pudieron visitar las instalaciones del CTM y el laboratorio de preparación de recubrimientos DLC. El CDTI - Centro de Desarrollo Tecnológico Industrial - del Ministerio de Economía y Competitividad, presentó su oferta de financiación, para proyectos de recubrimientos, presentando las ayudas disponibles a las que pueden acogerse las empresas interesadas. Para el CDTI, a parte de la labor de financiación de las empresas,es importante sobre todo, potenciar la colaboración público privada ya que en este tipo de financiación se potencia la subcontratación de los Centros Tecnológicos, por parte de las empresas. www.aias.es