Presentación - Facultad de Ciencias
Anuncio

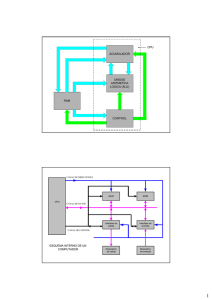
Presentación OBJETIVO Proporcionar al estudiante involucrado en el manejo, diseño y mantenimiento de sistemas de automatización industrial, un apoyo tanto teórico básico, como práctico para el aprendizaje de Autómatas programables, o Controladores Lógicos programables (o simplemente por sus siglas en inglés PLC´s). Así también, el de proporcionar a los catedráticos o instructores que impartan el curso, un material didáctico en forma de presentaciones en Power Point. Todo el material antes mencionado estaría disponible, ya sea en un CD o vía Internet en el servidor de la Facultad de Ciencias. 1 Contenido Capítulo I.- AUTOMATIZACIÓN : CONCEPTOS GENERALES 1.1 Introducción 1.2 Sistemas de control 1.3 Automatismos analógicos y digitales 1.4 Automatismos cableados y programables 1.5 El Autómata Programable o Controlador Lógico Programable 1.6 Control por computadora Capítulo II.-ARQUITECTURA INTERNA DEL AUTÓMATA PROGRAMABLE 2.1 componentes básicos de un PLC 2.2 CPU 2.3 Memoria del Autómata. 2.4 Interfases de E/S. 2.5 Fuente de alimentación. Capítulo III.- CONFIGURACIÓN Y FUNCIONAMIENTO DEL AUTÓMATA 3.1 Tipos de PLC´s 3.2 Tiempo de ejecución y control de tiempo real Capítulo IV.- EL RELEVADOR Y LOS DIAGRAMAS DE ESCALERA 4.1 El relevador 4.2 Simbología 4.3 El diagrama de Escalera. 4.4 Implementación de funciones lógicas Capítulo V.- PROGRAMACIÓN DEL PLC 5.1 Funciones lógicas 5.2 Control maestro 5.3 Timers 5.4 contadores 5.5 registros de corrimientos 5.6 Funciones especiales 5.7 Ejemplos de aplicaciones Capítulo VI.- PROGRAMACIÓN AVANZADA 2 6.1 6.2 6.3 6.4 6.5 Transferencia de datos contadores rápidos generadores de pulsos PWM operaciones Aritméticas Capítulo VII.- INTERFASES DE ENTRADAS Y SALIDAS 7.1 Tipos de interfases de entrada y salida 7.2 Entradas 7.3 Salidas 7.4 Entradas y salidas analógicas Capítulo VIII.- SENSORES Y ACTUADORES 8.1 Características de los sensores digitales 8.2 Interruptores de acción mecánica 8.3 Sensores de Proximidad 8.4 Sensores Inductivos 8.5 Tipos de sensores de Corriente Directa 8.6 Sensores de Proximidad Capacitivos 8.7 Sensores de proximidad Ultrasónicos 8.8 Actuadores Capítulo IX.- EJEMPLOS DE APLICACIONES 3 Prólogo En los primeros tres capítulos pretendemos proporcionar al estudiante el “background” necesario para conocer ampliamente los antecedentes , la estructura , el funcionamiento de un PLC. En el capítulo cuarto, se dan a conocer los conceptos básicos de relevación y los diagramas de escaleras necesarios para entender una de las formas más comunes de programación de un PLC . En los capítulos 5 y 6 se aborda la programación básica y avanzada respectivamente de un PLC, usando los lenguajes de listado de instrucciones y diagrama de escaleras. La s interfases o módulos de entrada y salida del PLC, donde se conectan los sensores que captan la información del estado actual del proceso y los actuadores que realizan el trabajo, serán ampliamente discutidas en el capítulo 7 y los mismos sensores y actuadores en el capítulo 8. Y finalmente, concluimos el presente trabajo algunos ejemplos de aplicaciones prácticas. 4 describiendo CAPITULO I AUTOMATIZACIÓN: conceptos generales 1.1 NTRODUCCIÓN Prácticamente todas las industrias del mundo poseen al menos un pequeño sistema automático en sus procesos o máquinas, lo cual significa que la automatización es un área que está permanentemente en contacto con nosotros. Por esa razón debemos estar preparados y conocer el funcionamiento de dichos sistemas, por insignificantes que parezcan. El conjunto de técnicas que tienen por objeto la regulación, el mando y la organización de máquinas que realizan determinado trabajo, sin la intervención humana directa sobre sus elementos de salida se le conoce como automatización. De aquí se desprende que, un automatismo es un dispositivo eléctrico, electrónico, neumático, etc. capaz por si solo de controlar la operación de una máquina o proceso de acuerdo a los parámetros con los cuales ha sido diseñado. Con un sistema automático se busca principalmente aumentar la eficiencia del proceso incrementando la velocidad, la calidad , la precisión y disminuir los riesgos que normalmente se tendrían en la tarea si fuese realizada en forma manual. 5 Los automatismos están compuestos de tres partes principales, como son la obtención de señales por parte de los sensores, el procesamiento de dichas señales hecho por procesadores inteligentes y la ejecución de las respuestas efectuada por los actuadores. UASLP Elementos de un sistema básico de control Sensores Sensores Procesadores Procesadores Actuadores Actuadores Facultad de Ciencias Carlos Canto Historia de los Autómatas Programables Hasta no hace mucho tiempo el control de procesos industriales se venía haciendo de forma cableada por medio de contactores y relevadores. Al operario que se encontraba a cargo de este tipo de instalaciones, se le exigía tener altos conocimientos técnicos para poder realizarlas y posteriormente mantenerlas. Además cualquier variación en el proceso implicaba modificar físicamente gran parte de las conexiones de los montajes, siendo necesario para ello un gran esfuerzo técnico y un mayor desembolso económico 6 LOS 60’S Los PLC's se introdujeron por primera vez en la industria a fines de los 60’s . La razón principal de tal hecho fué la necesidad de eliminar el gran costo que se producía al reemplazar el complejo sistema de control basado en relevadores y contactores. Bedford Associates propuso algo denominado Controlador Digital Modular (MODICON, MOdular DIgital CONtroler) a una empresa automotriz. Otras compañías propusieron a la vez esquemas basados en computadoras, como la PDP-8. El MODICON 084 resultó ser el primer PLC del mundo en ser producido comercialmente. El problema de la automatización, en ese entonces, era que cuando los requerimientos de producción cambiaban también lo hacía el sistema de control. Esto comenzó a resultar bastante caro conforme los cambios fueron requeridos más frecuentemente. Dado que los a controladores eran dispositivos mecánicos ( y por lo tanto con una vida limitada), se requería una estricta planificación del mantenimiento. Por otra parte, a veces se debían realizar conexiones entre cientos o miles de dispositivos, lo que implicaba un enorme esfuerzo de diseño y mantenimiento. Los "nuevos controladores" debían ser fácilmente programables por ingenieros de planta o personal de mantenimiento. El tiempo de vida debía ser largo y los cambios en el programa tenían que realizarse de forma sencilla. Finalmente se imponía que trabajaran sin problemas en entornos industriales adversos. La solución fue el empleo de una técnica de programación familiar y reemplazar los relevadores mecánicos por relevadores de estado sólido. LOS 70’S A mediados de los 70 las tecnologías dominantes de los PLC eran máquinas de estado secuenciales y CPU basadas en desplazamiento de bit. Los AMD 2901 y 2903 fueron muy populares en el Modicon y PLC's AB. Los microprocesadores convencionales aportaron la potencia necesaria para resolver de forma rápida y completa la lógica de los pequeños PLC's. 7 Por cada modelo de microprocesador había un modelo de PLC basado en el mismo. No obstante, el 2903 fue de los más utilizados. Las habilidades de comunicación comenzaron a aparecer en 1973 aproximadamente. El primer sistema fué el bus Modicon (Modbus). El PLC podía ahora dialogar con otros PLC's y en conjunto podían estar aislados de las máquinas que controlaban. Tambien podían enviar y recibir señales de tensión variables, entrando en el mundo analógico. Desafortunadamente, la falta de un estándar acompañado con un continuo cambio tecnológico ha hecho que la comunicación de PLC's sea un maremagnum de sistemas físicos y protocolos incompatibles entre si. No obstante fue una gran década para los PLC's. LOS 80’S En los 80 se produjo un intento de estandarización de las comunicaciones con el protocolo MAP (Manufacturing Automation Protocol) de General Motor's. También fué un tiempo en el que se redujeron las dimensiones del PLC y se pasó a programar con programación simbólica a través de ordenadores personales en vez de los clásicos terminales de programación. Hoy día el PLC más pequeño es del tamaño de un simple relevador. LOS 90’S Los 90 han mostrado una gradual reducción en el número de nuevos protocolos, y en la modernización de las capas físicas de los protocolos más populares que sobrevivieron a los 80. El último estándar (IEC 11313) intenta unificar el sistema de programación de todos los PLC en un único estándar internacional. Ahora disponemos de PLC's que pueden ser programados en diagramas de bloques, lista de instrucciones y texto estructurado al mismo tiempo. Las PC están comenzando a reemplazar al PLC en algunas aplicaciones, incluso la compañía que introdujo el Modicon 084 ha cambiado al control basado en PC. Por lo cual, no sería de extrañar que en un futuro no muy lejano el PLC desaparezca frente al cada vez más potente PC, debido a las posibilidades que los ordenadores pueden proporcionar. 8 1.1 Sistemas de control El control puede ser definido como el manejo indirecto de variables de un sistema denominado planta a través de un elemento denominado sistema de control. Los sistemas de control pueden ser muy amplios, desde un simple interruptor que prende o apaga una lámpara, hasta un sistema que maneje todo una línea de procesos dentro de una fábrica de automóviles, por ejemplo. Asimismo, un sistema de control puede ser manual o automático , o lo mismo , de lazo abierto o de lazo cerrado. UASLP S IS T E M A D E C O N T R O L O PERADO R 1 2 3 4 5 6 7 8 9 0 * # SSI ISSTTEEMMAA DDEECCOONNTTRROOLL SE Ñ A L E S D E CONTROL C O N S IG N A S PPLLAANNTTAA M A G N IT U D E S RESPUESTA CONTROL: M A N IP U L A C IÓ N D E L A S M A G N IT U D E S D E U N S IS T E M A D E N O M IN A D O “ P L A N T A ” A T R A V É S D E O T R O L L A M A D O “S IS T E M A D E C O N T R O L ”, S IN L A IN T E R V E N C IÓ N D E L O P E R A D O R D IR E C T A M E N T E S O B R E L O S E L E M E N T O S D E S A L ID A F a c u lta d d e C ie n c ia s C a rlo s C a n to 9 U UA A SS L L PP S is t e m a d e c o n t r o l d e la z o a b ie r t o E n e r g ía S e ñ a le s d e c o n s ig n a S e ñ a le s de co n tro l SSisistetemma adde e c coonntrtrool l PPlalanntata AAc cc ci oionna ammieienntoto E le m e n to s d e se ñ a l E le m e n to s d e p o te n c ia F a c u lt a d d e C ie n c ia s C a r lo s C a n t o U UA A SS L L PP S is t e m a d e c o n t r o l d e l a z o c e r r a d o E n e r g ía S e ñ a le s d e c o n s ig n a SSi sistetemma adde e c coonnt rtrool l ini nt eter fa r fas se es s S a lid a s S e ñ a le s d e c o n tr o l R e s p u e s ta AAc cc ci oi onna ammi ei enntoto PPl al annt ata s se enns soor er es s S e ñ a le s de r e t r o a l im e n t a c ó n E le m e n to s d e s e ñ a l E le m e n to s d e p o te n c ia F a c u lt a d d e C i e n c ia s C a r lo s C a n to 10 1.3 Automatismos analógicos y digitales U UA A SS L L PP S IS TE M AS D E C O N T R O L S E G Ú N L A N A T U R A L E Z A D E L AS S E Ñ A L E S Q U E IN T E R VIE N E N E N E L P R O C E S O S IS T E M A S A N A L Ó G IC O S T r a b a ja n c o n s e ñ a le s c o n t in u a s , r e p r e s e n t a n d o m a g n it u d e s f ís ic a s d e l p r o c e s o t a le s c o m o p r e s ió n , t e m p e r a t u r a , v e lo c id a d , e t c . , m e d ia n t e u n a t e n s ió n o c o r r ie n t e p r o p o r c i o n a le s a s u v a lo r ( 0 - 1 0 v o lt s , 4 a 2 0 m A , e t c .) S IS T E M A S D IG IT A L E S T r a b a ja n c o n s e ñ a le s t o d o o n a d a t a m b ié n lla m a d a s b in a r ia s , r e p r e s e n t a d a s c o n v a r ia b le s ló g ic a s o b it s , c u y o s v a lo r e s s o lo pueden ser 0 ó 1. S i la v a r ia b le e s d e u n b it s e lla m a n a u t o m a t is m o s ló g ic o s . S i la v a r ia b le p r o c e s a n s e ñ a le s d e v a r i o s b it s p a r a r e p r e s e n t a r v a lo r e s n u m é r ic o s s e lla m a n a u t o m a t is m o s d ig it a le s . S IS T E M A S H ÍB R ID O S A N A L Ó G IC O S – D IG IT A L E S P r o c e s a n t a n t o s e ñ a le s a n a ló g ic a s c o m o d ig it a le s F a c u lt a d d e C ie n c ia s C a r lo s C a n t o 1.4 Automatismos cableados y programables Los automatismos cableados, también llamados de lógica cableada, tienen una arquitectura básicamente rígida de tal forma que al diseñarlas se debe tomar en cuenta que cualquier cambio en el proceso, por insignificante que éste sea, implica la modificación de elementos, cambio de conexiones y en algunos casos hasta el rediseño de todo el sistema. 11 U A SLP C O M P A R A C IÓ N D E S IS T E M A S C A B L E A D O S Y S IS T E M A S P R O G R A M A B L E S C A R A C T ER ÍSTIC A S SIS TEM A CA BLEADO F le x ib ilid a d de a da p ta c ió n a l p ro ce s o BAJA H a rd w a re es tá n d a r pa ra d is tin ta s a p lic ac io n es PLC ALTA NO SI P o s ib ilid a d de a m p lia c ió n BAJAS ALTAS In te rc o n e x ió n y ca b lea d o ex te rio r MUCHO POCO T ie m p o d e d es a rro llo de l p ro ye c to LA RG O CO RTO P o s ib ilid a de s de m o d ific ac ió n D IF IC IL F Á C IL M a n te n im ie n to D IF IC IL F Á C IL H e rra m ie n ta pa ra p rue b a NO SI S to c k s de m a n te n im ie n to M E D IO S BAJOS M o d ific a c io n e s s in p a ra r e l p roc es o C o s to p a ra p e q ue ñ as se ries E s tru c tu ra c ió n e n b lo q u es in d e pe n d ie n tes F a c u lta d d e C ie n c ia s NO SI ALTO BAJO D IF IC IL F Á C IL C a rlo s C a n to 1.5 El Autómata Programable o Controlador Lógico Programable Un autómata programable suele emplearse en procesos industriales que tengan una o varias de las siguientes necesidades: • • • • • • Espacio reducido. Procesos de producción periódicamente cambiantes. Procesos secuenciales. Maquinaria de procesos variables. Instalaciones de procesos complejos y amplios. Chequeo de programación centralizada de las partes del proceso. Aplicaciones generales: • • • Maniobra de máquinas. Maniobra de instalaciones. Señalización y control. 12 Tal y como dijimos anteriormente, ésto se refiere a los autómatas programables industriales, dejando de lado los pequeños autómatas para uso más personal (que se pueden emplear, incluso, para automatizar procesos en el hogar, como la puerta de un cochera o las luces de la casa). Ventajas e inconvenientes de los PLC's Entre la ventajas tenemos: • Menor tiempo de elaboración de proyectos. • Posibilidad de añadir modificaciones sin costo añadido en otros componentes. • Mínimo espacio de ocupación. • Menor costo de mano de obra. • Mantenimiento económico. • Posibilidad de gobernar varias máquinas con el mismo autómata. • Menor tiempo de puesta en funcionamiento. • Si el autómata queda pequeño para el proceso industrial puede seguir siendo de utilidad en otras máquinas o sistemas de producción. Y entre los inconvenientes: • • Adiestramiento de técnicos. Costo. Al día de hoy los inconvenientes se han hecho nulos, ya que todas la carreras de ingeniería incluyen la automatización como una de sus asignaturas. En cuanto al costo tampoco hay problema, ya que hay autómatas para todas las necesidades y a precios ajustados. 1.6 Control por computadora Algunos procesos complejos requieren sistemas de control con una gran capacidad de cálculo, conexión a estaciones gráficas, múltiples canales de comunicación, facilidad de adaptación, capacidad de multiproceso, etc. Para ellos se ha venido usando microcomputadoras a los que se ha adaptado interfases específicas para la planta a controlar. La tendencia actual en el control de estos procesos complejos es utilizar los PLC´s en red o como periféricos de un a computadora , con la cual se combina la potencia del cálculo de la PC y la facilidad de interfases estándar que ofrece el PLC. 13 De esta forma se obtiene las prestaciones siguientes: Sistema programable con gran potencia de cálculos Mucho software estándar disponible para la manipulación de datos y gestión de la producción. Interfases estándar de PC´s para estaciones gráficas, utilizadas para monitoreo del proceso. Control descentralizado con inteligencia distribuida , sin interrumpir todo el proceso cuando haya fallos del control central. Sistemas de comunicación estándar LAN o WAN. Facilidad de interfase con la planta. Mantenimiento fácil por secciones. Disponibilidad de herramientas de prueba y mantenimiento. Posibilidad de visualizar el proceso a tiempo real. Programación fácil a nivel secciones. Flexibilidad para hacer cambios. 14