n de secado de malta
Anuncio

Modelización de la operación de secado de malta, por aire
caliente, en lecho fijo y en capa profunda
Miguel Llorca Marqués
I S B N: 84-89727-64-3
Depósito Legal: S. 54-98
Servei de Publicacions
Universitat de Lleida
1
AGRADECIMIENTOS
Deseo expresar mi más sincera gratitud a la Dirección de la maltería "LA MORAVIA,
S.A." (de Cervezas DAMM, S.A.) que ha hecho posible la realización de estas
investigaciones.
A mi compañero y amigo Joan Cecilia Averós por su inestimable ayuda en la
resolución de ecuaciones diferenciales.
A todos mis compañeros de trabajo y a los componentes del Departamento de
Ingeniería Agroforestal de la E.T.S.E.A. de Lleida por la ayuda y apoyo prestados durante el
desarrollo de esta Tesis.
A Antonio López Gómez, Director de esta Tesis, que ha considerado este trabajo
como
propio
aportando
sus
conocimientos
y
su
tiempo
libre.
2
A Mari,
Miguel, Marian,
Mª Emilia y Mima.
3
ÍNDICE GENERAL
1.- ANTECEDENTES
1.1.- PRODUCCIÓN DE MALTA. SITUACIÓN ACTUAL Y PERSPECTIVAS
1.1.1.- España
1.1.2.- Resto del mundo
1.1.2.1.- Europa
1.1.2.2.- Resto del mundo
1.1.3.- La cebada como materia prima para la fabricación de malta
1.1.3.1.- Evolución de la producción y perspectivas
1.1.3.1.1.- España
1.1.3.1.2.- C.E.E. y resto de Europa
1.1.4.- La cerveza como producto final
1.1.4.1.- Evolución de la producción
1.1.4.2.- Evolución del consumo
1.2.- RELACIÓN ENTRE LA CALIDAD DE LA MALTA Y EL PROCESO DE SECADO
1.2.1.- Parámetros de calidad de la malta
1.2.2.- Influencia de las condiciones de secado sobre la calidad de la malta
1.3.- IMPORTANCIA DEL CONSUMO ENERGÉTICO EN LA FABRICACIÓN DE MALTA
1.4.- PROPIEDADES FÍSICAS Y TÉRMICAS DE LA MALTA
1.4.1.- Dimensiones físicas de la malta
1.4.2.- Calor específico
1.4.3.- Calor latente de vaporización del agua en la malta verde
1.4.4.- Coeficiente de transferencia de calor aire-malta verde
1.4.5.- Densidad de la malta verde
1.4.6.- Contracción del lecho de malta verde durante el secado
1.4.7.- Isotermas de humedad de equilibrio
1.4.7.1.- Introducción
1.4.7.2.- Isoterma de Caurie
1.4.7.3.- Isoterma de Chung-Pfost
1.4.7.4.- Isoterma de G.A.B.
1.4.7.5.- Isoterma de Halsey
1.4.7.6.- Isoterma de Henderson
1.4.7.7.- Isoterma de Oswin
1.4.7.8.- Isoterma de Smith
1.5.- ECUACIONES DE VELOCIDAD DE SECADO DE CEREALES EN CAPA FINA
1.5.1.- Ecuaciones de velocidad de secado
1.5.2.- Constantes de secado
1.6.- MODELOS DE SIMULACIÓN DEL SECADO DE CEREALES EN LECHO
PROFUNDO
1.6.1.- Introducción
1.6.2.- Ecuaciones generales del proceso de secado
1.6.3.- Modelos existentes
1.7.- OBJETIVOS
2.- MATERIAL Y MÉTODOS
2.1.- PLAN DE TRABAJO
2.2.- MATERIA PRIMA UTILIZADA EN LAS EXPERIENCIAS
2.3.- MÉTODOS ANALÍTICOS
2.3.1.- Determinación de la calidad de la malta
2.3.1.1.- Extracto
2.3.1.2.- Diferencia fina-gruesa
2.3.1.3.- Proteína total
2.3.1.4.- Proteína soluble
4
2.3.1.5.- Color
2.3.1.6.- Sobrecoloración
2.3.1.7.- Friabilidad
2.3.1.8.- Vitrosidad
2.3.1.9.- Índice Kolbach
2.3.1.10.- Índice Hartong a 45EC
2.3.1.11.- Viscosidad
2.3.1.12.- Atenuación límite
2.3.1.13.- Índice de Calidad
2.3.2. - Determinación de la humedad de la malta
2.3.3.- Determinación de las isotermas de humedad de equilibrio
2.3.4.- Determinaciones realizadas en secado industrial
2.3.4.1.- Caudal volumétrico del aire
2.3.4.2.- Características del aire de secado
2.3.4.3.- Densidad inicial de la malta verde
2.3.4.4.- Coeficiente de contracción del lecho de secado
2.3.4.5.- Sistema de adquisición de datos
2.3.5.- Experimentación en planta piloto
2.4.- TRATAMIENTO ESTADÍSTICO DE LOS RESULTADOS
2.4.1.- Análisis estadístico aplicado en la determinación de las isotermas de equilibrio
2.4.2.- Análisis estadístico de los resultados de los experimentos de secado en capa fina
2.5.- MÉTODO DE SIMULACIÓN DEL SECADO DE MALTA EN LECHO PROFUNDO
2.5.1.- Ecuación del balance de agua
2.5.2.- Ecuación de velocidad de secado
2.5.2.1.- Ecuación exponencial simple
2.5.2.2.- Ecuación de Page
2.5.2.3.- Ecuación de difusión de la humedad dentro del grano
2.5.3.- Ecuaciones de balance de calor y de transferencia de calor
2.5.3.1.- Modelo de Nellist
2.5.3.1.1.- Ecuación del balance de calor
2.5.3.1.2.- Ecuación de transferencia de calor
2.5.3.2.- Modelo de Ingram
2.5.3.2.1.- Ecuación del balance de calor
2.5.3.2.2.- Ecuación de transferencia de calor
2.5.3.3.- Modelo de Tuerlinckx
2.5.3.3.1.- Ecuación del balance de calor
2.5.3.3.2.- Ecuación de transferencia de calor
2.5.3.4.- Modelo de Noomhorm y Verma
2.5.4.- Cálculo de las propiedades del aire húmedo
2.5.5.- Cálculo de las propiedades físicas y térmicas de la malta
2.5.6.- Solución del algoritmo de simulación del secado de malta en capa profunda
2.5.6.1.- Procedimiento general
2.5.6.2.- Proceso de rehumidificación
2.5.6.3.- Proceso de recirculación del aire de secado
3.- RESULTADOS Y DISCUSIÓN
3.1.- EVOLUCIÓN DE LAS PROPIEDADES DEL AIRE Y DE LA MALTA DURANTE EL
SECADO
3.1.1.- Densidad de la malta y contracción del lecho de secado
3.1.1.1.- Densidad de la malta verde
3.1.1.2.- Contracción del lecho
3.1.2.- Evolución de la humedad de la malta durante el secado en capa profunda
3.1.3.- Isotermas de humedad de equilibrio de la malta
3.1.3.1.- Resultados experimentales
5
3.1.3.2.- Modelización de los resultados
3.1.4.- Experiencias de secado de malta en capa fina
3.1.5.- Evolución de las propiedades del aire durante el secado
3.1.5.1.- Temperatura y humedad relativa
3.1.5.2.- Presión del aire
3.1.5.3.- Caudal del aire de secado
3.2.- EVOLUCIÓN DE LA CALIDAD DE LA MALTA DURANTE EL PROCESO DE
SECADO
3.3.- ALGORITMO DE SIMULACIÓN DEL SECADO DE MALTA EN LECHO
PROFUNDO
3.3.1.- Planteamiento
3.3.2.- Implementación del algoritmo en un programa de ordenador
3.3.3.- Resultados de la simulación del secado de malta en capa profunda
3.3.3.1.- Humedad de la malta
3.3.3.2.- Temperatura , humedad relativa y humedad absoluta del aire de secado
3.3.3.3.- Temperatura de la malta
3.3.3.4.- Consumo energético del proceso de secado de la malta
3.3.4.- Comparación de los modelos de secado en capa profunda
3.4.- POSIBILIDADES DE MODIFICACIÓN DE LAS CONDICIONES DE SECADO
INDUSTRIAL DE MALTA VERDE
4.- CONCLUSIONES
4.1.- GENERALES
4.2.- ISOTERMAS DE HUMEDAD DE EQUILIBRIO DE LA MALTA
4.3.- ECUACIONES DE VELOCIDAD DE SECADO EN CAPA FINA
4.4.- EVOLUCIÓN DE LA CALIDAD DE LA MALTA DURANTE EL PROCESO DE
SECADO
4.5.- COMPARACIÓN DE LOS MODELOS DE SECADO EN CAPA PROFUNDA
4.6.- TRABAJOS FUTUROS
5.- BIBLIOGRAFÍA
6.- ANEJOS
ANEJO Nº 1.- DESARROLLO DETALLADO DE LA RESOLUCIÓN DEL MODELO DE
DIFUSIVIDAD DEL AGUA DENTRO DEL GRANO DE CEREAL
ANEJO Nº 2.- PARÁMETROS OBSERVADOS EN LOS SECADOS INDUSTRIALES Nº: 51,
56 Y 224
ANEJO Nº 3.- AJUSTE ISOTERMAS DE HUMEDAD DE EQUILIBRIO
ANEJO Nº 4.- COMPARACIÓN MODELOS PAGE-BALA-EXPERIMENTAL SECADOS
CAPA FINA
ANEJO Nº 5.- PARÁMETROS DE CALIDAD DE MALTA OBSERVADOS A LAS
DIFERENTES PROFUNDIDADES DEL LECHO DE SECADO
ANEJO Nº 6.- COMPARACIÓN DE LOS MODELOS DE SIMULACIÓN
ANEJO Nº 7.- PROGRAMA DE SIMULACIÓN DEL SECADO INDUSTRIAL DE MALTA
6
LISTA DE SÍMBOLOS
A
Ai
aw
Ca
Cg
Cm
Cp
Cv
Cw
d
de
Def
dm
dt
)Tm
)z
Ea
G
Gv
ha
hc
hcs
hcv
HR
0vt
ia
jh
K
k
ks
L
Li
M(z,t)
Me
Mh
mh
Mh
mh (a,b)
Mis
Moh
mos
Mos
MR
Ms
ms
Ms (a,b)
ms (a,b)
Msup
n
N
área de transferencia de calor, en m2
área del rectángulo i, en m2
actividad de agua
calor específico del aire, en kJ/(kg·EC)
calor específico del grano de malta, en kJ/(kg·ºC)
calor específico de la malta, en kJ/(kg·EC)
calor específico del producto, en kJ/(kg·C)
calor específico del vapor de agua, en kJ/(kg·C)
calor específico del agua líquida, en kJ/(kg·EC)
diámetro de partícula, en m
diámetro efectivo de partícula, en m
coeficiente de difusividad efectiva
densidad de la malta seca, kg/m3
intervalo de tiempo, en minutos
diferencia de temperaturas medias entre el fluido y la superfície del grano, en K
espesor de la capa elemental de malta, en metros
energía de activación de la difusión, en cal/mol
velocidad de flujo másico del aire, en kg/(m2·s)
caudal volumétrico de aire, en m3/s
coeficiente volumétrico de transferéncia del calor, en kJ/(m3·min·EC)
coeficiente de transferencia de calor superficial por convección, en W/m2·K
coeficiente de transferencia de calor superficial, en kJ/m2·s·K
coeficiente de transferencia de calor superficial por convección, en J/m3·s·K
humedad relativa del aire, ratio
rendimiento característico de los ventiladores
entalpia del aire, en kcal/kg a.s.
factor de Colburn para transferencia de calor
conductividad térmica del aire, en kJ/m·s·K
constante de secado, en min-1
factor de profundidad
calor latente de vaporización del agua, en kJ/kg agua
calor latente de vaporización del agua en el material i, en kJ/kg
humedad del cereal en la capa elemental (z, z + *z), en el intervalo de tiempo t
contenido de humedad de equilibrio (b.s.), en porcentaje
humedad de la malta (b.h.), en porcentaje
humedad de la malta (b.s.), en ratio
(a,b) humedad de la malta de la capa "a" en el tiempo de secado "b"(b.h.), en porcentaje
humedad de la malta de la capa "a" en el tiempo de secado "b"(b.h.), en ratio
humedad del material i (b.s.), en porcentaje
humedad inicial de la malta (b.h.), en porcentaje
humedad de la malta inicial (b.s.), en ratio
humedad inicial de la malta (b.s.), en porcentaje
ratio de humedad
humedad de la malta (b.s.), en porcentaje
humedad de la malta (b.s.), en ratio
humedad de la malta de la capa "a" en el tiempo de secado "b"(b.s.), en porcentaje
humedad de la malta de la capa "a" en el tiempo de secado "b"(b.s.), en ratio
humedad de la superfície del grano (b.s.), en porcentaje
número de medidas realizadas
potencia consumida por los ventiladores, en kW
7
p
Presión del aire, en bars
p'
presión del vapor de agua en el grano de malta verde, en bars
pat
presión atmosférica, en N/m2
pdin
presión dinámica del aire a la salida de los ventiladores, en mm c.a.
Pest
presión estática del aire a la salida de los ventiladores, en mm c.a.
po
presión de vapor de saturación del agua a la temperatura del sólido, en Pa
po
presión de vapor del agua pura a la temperatura del sólido, en bars
ps
Presión del vapor saturado, en bars
Qc
calor transferido por convección, en W
R
constante de los gases, en J/(K·mol)
S
área de paso del flujo de aire, en m2
s
coeficiente de contracción del lecho de malta, en %
Sc
sección de la caja del secadero de malta
so
máxima contracción posible del lecho de malta, en porcentaje
Sp
esfericidad
T
temperatura absoluta, en K
t
tiempo, en minutos
Ta
temperatura absoluta del aire, en K
Ta (a,b)
temperatura del aire de entrada a la capa "a" en el tiempo de secado "b", en EC
Ta (z + *z, t) temperatura del aire de salida en la capa elemental (z, z + *z), en el momento t
Ta (z,t)
temperatura del aire de entrada a la capa elemental (z, z + *z), en el momento t
teq
tiempo equivalente de secado, en minutos
Tg
temperatura del grano de cereal, en K
temperatura de la malta, en EC
Tm
Tm (a,b) temperatura de la malta de la capa "a" en el tiempo de secado "b", en EC
Tm (z,t)
temperatura del cereal en la capa elemental (z, z + *z), en el intervalo de tiempo t
Tmo
temperatura inicial de la malta verde, en K
u
constante ecuación de Page
v
volumen molar del agua, en m3/mol
V
volumen molar del vapor de agua, en m3/mol
vi
velocidad media del aire en el rectángulo i, en m/s
wa
contenido de agua del aire, en kg agua/kg aire seco
contenido de agua del aire de la capa "a" en el tiempo "b", en kg agua/kg aire seco
wa (a,b)
wa (z + *z, t) humedad absoluta del aire de salida en la capa elemental (z, z + *z), en el momento t
humedad absoluta del aire de entrada a la capa elemental (z, z + *z), en el momento t
wa (z,t)
Wf
peso final del recipiente con la muestra, en g
Wi
peso inicial del recipiente con la muestra, en g
wm
contenido de agua del aire de la mezcla, en kg agua/kg aire seco
tara del recipiente, en g
Wo
x
humedad del producto, en kg agua/kg materia seca
Xm
contenido de humedad en monocapa
Xs
humedad de seguridad del producto, en kg agua/100 kg de materia seca
z
altura del lecho, en metros
"
constante ecuación difusividad
$
constante ecuación difusividad
(
constante ecuación difusividad
g
fracción de huecos
N
factor de forma
:
viscosidad del aire, en kg•s/m
Da
densidad aparente del grano, kg/m3
Dm
densidad de la malta en base seca, kg/m3
Q
humedad relativa del aire, en tanto por uno
8
1.- Antecedentes
El método convencional utilizado en el diseño de un nuevo secadero o en la mejora de uno existente
consiste en realizar toda una serie de experimentos con un secadero prototipo (en planta piloto o utilizando,
incluso, el secadero industrial). Este método lleva consigo normalmente un gasto considerable en tiempo y
dinero (Nishiyama, 1982).
La simulación por ordenador representa una herramienta cada vez más potente para realizar estas
tareas de diseño y optimización de equipos y operaciones unitarias en la industria agroalimentaria en
general. En particular, la simulación por ordenador tendrá gran interés en la optimización de la operación de
secado que se lleva a cabo en la fabricación de malta para cerveza (Bala, 1983).
Tal como se detalla a continuación, en los siguientes apartados, la optimización de la operación de
secado de malta verde contribuiría a hacer más competitiva la industria española de fabricación de malta, si
se logra reducir al mínimo el consumo energético y el tiempo de secado (consiguiendo así disminuir
apreciablemente los costes de fabricación). Esto es realmente interesante si se tiene en cuenta que esta
industria comienza a exportar parte de su producción de malta favoreciendo así la salida de la producción
agrícola de cebada.
En cualquier caso para tratar de modificar las condiciones de secado de la malta verde también es
preciso tener en cuenta la influencia de estas condiciones de secado sobre la calidad de la malta, para
establecer los límites de actuación en este sentido. En general, sobre la calidad de la malta influirá la calidad
de la materia prima, la cebada, y las condiciones de proceso que se utilicen durante la fabricación de malta.
1.1.- Producción de malta. Situación actual y perspectivas
1.1.1.- España
La producción de malta en España ha sufrido un progresivo aumento a lo largo de los últimos años.
Se ha pasado de 312.000 t en 1982 hasta 430.000 t en 1990 (BCEOM, 1992), lo cual supone un incremento
del 37.82%, tal como se aprecia en la Figura 1-1. La producción de malta la realizan un total de 13 malterías
localizadas en su mayoría en las principales zonas productoras de cebada. Aproximadamente el 40 % de la
producción total española de malta se concentra en 4 malterías ubicadas en las provincias de Navarra y
Lérida. Entre estas empresas destacan las malterías de Intermalta, S.A. (San Adrián, Navarra) y La Moravia,
S.A. (Bell-lloc, Lérida) que cubren aproximadamente el 25% y el 12% respectivamente de la producción
nacional actual de malta.
España se presenta prácticamente autosuficiente en cuanto a necesidades de malta para cerveza. En
1990 las importaciones de malta para cerveza fueron inferiores al 5%. Asimismo, las exportaciones de malta
han sido nulas en los últimos años (BCEOM, 1992).
1.1.2.- Resto del mundo
1.1.2.1.- Europa
En la década de los 80 la producción de malta a nivel de UE prácticamente estaba estabilizada en
torno a los 5 millones de toneladas (Anónimo, 1989). Sin embargo, estimaciones realizadas en 1992 dentro
del Programa Thermie (BCEOM, 1992) cifran la producción de malta de los países de la CEE en 6.1
millones de toneladas anuales.
En cualquier caso, es interesante resaltar que desde 1978 hasta 1988 la producción de malta para
cerveza en la UE disminuyó aproximadamente un 3%. Este decremento de la producción de malta se dio en
los países con más tradición en la producción y consumo de cerveza. Sin embargo, en los países donde la
cerveza se está introduciendo como sustituto del vino, la producción de malta y cerveza está experimentando
un constante aumento, especialmente en países como Portugal, España y Grecia.
En efecto, para el sector cervecero español la última década ha sido brillante, sufriendo un
incremento acumulado del 30% sobre los casi 21 millones de hectolitros producidos en 1981. Sin embargo,
9
1990 ha marcado un punto de inflexión en el ininterrumpido crecimiento que este sector ha experimentado
desde 1984. Concretamente, la producción de 1990 se situó en 27.3 millones de hectolitros cantidad que
supone un ligero retroceso respecto a la lograda en años anteriores. Se podría decir que la producción
nacional de cerveza se mantiene en los últimos dos años en torno a 24 millones de hectolitros. La
Asociación Nacional de Fabricantes de Cerveza (ANFACE) achaca la disminución de la producción en los
últimos años a razones exógenas, como la mala climatología y la evolución del turismo (ANFACE, 1994).
Mientras las importaciones de malta son prácticamente despreciables, alrededor del 1%, las
exportaciones de la UE suponen aproximadamente el 25% de su producción total de malta. Los principales
países exportadores son Francia, Alemania, Reino Unido, Bélgica y Luxemburgo, mientras que los
principales países productores son Alemania, Reino Unido, Francia y Bélgica (Figura 1-2, BCEOM, 1992).
1.1.2.2.- Resto del mundo
En 1987 los principales países fabricantes de malta, exceptuando la CEE, eran: U.S.A. con una
producción de 2.150.000 t, Checoslovaquia con 596.000 t, China con 550.000 t, Australia con 540.000 t,
Méjico con 345.000 t y Brasil con 240.000 t. El comercio exterior de malta en estos países manejaba
anualmente alrededor de 3 millones de toneladas de malta, en promedio para los años 1985-86-87 (Gerson,
1988; Anónimo, 1989). Los principales países exportadores eran Australia, con un volumen de exportación
de alrededor de 307.000 t, Checoslovaquia con 235.000 t, Canadá con 160.000 t y U.S.A. con 64.000 t, para
el año 1987 (Anónimo, 1989).
1.1.3.- La cebada como materia prima para la fabricación de malta
1.1.3.1.- Evolución de la producción y perspectivas
1.1.3.1.1.- España
La cebada que habitualmente se utiliza en España para la fabricación de malta es la de primavera,
que coincide casi en su totalidad con la de dos carreras. La superficie de cultivo de estas variedades, con
respecto al total nacional dedicada a la producción de cebada, fue en el año 1992 del 59.62%.
Desde el año 1982 la superficie total dedicada en España al cultivo de cebada ha venido aumentando
hasta 1986, experimentando a continuación una cierta saturación, y registrándose desde ese año hasta inicios
de los años 90 variaciones inferiores a 150.000 ha, en torno a la cifra de 4.25 millones de ha. En las
estimaciones de 1993 y las provisionales de 1994 se aprecia un descenso de la superficie dedicada a cebada.
No obstante, la superficie dedicada a cebada cervecera, ha venido aumentando regularmente desde el año
1983 hasta la actualidad, mientras que se ha producido una tendencia inversa en el cultivo de cebada de
invierno, mayoritariamente de seis carreras, que han cedido sitio a las variedades de primavera, de dos
carreras, en general más productivas y de mejor calidad (Molina, 1989; Ramo, 1991).
Tal como se observa en las Figura 1-3 y Figura 1-4, existe una gran variabilidad en la evolución de la
producción de cebada, tanto en la cervecera como en la de pienso. Estas oscilaciones de producciones son
debidas a diferencias climáticas interanuales que provocan grandes variaciones en los rendimientos de
cebada por hectárea. La producción total de cebada en el año 1993 ha sido de 9.52 millones de toneladas, de
los cuales la cebada cervecera supuso casi el 60%.
1.1.3.1.2.- C.E.E. y resto de Europa
En Europa la superficie cultivada de cebada ha descendido sensiblemente en los últimos diez años,
pasando de 20.4 millones de hectáreas en 1978-81 a 18.3 millones de hectáreas en 1987 (Ramo, 1991). Esta
disminución podría estar justificada por la tendencia a la reducción global del cultivo de cereales en la UE y
por la competencia del trigo de invierno y de ciertas oleaginosas, como la colza de invierno, girasol, etc.
Tradicionalmente los países con producciones medias por hectárea más elevadas son Benelux,
Francia, Irlanda, Reino Unido y Alemania. De esta forma, Europa en 1987, con el 23,3% de la superficie
mundial de cebada produjo el 38,7% de la cosecha mundial de este cereal (Ramo, 1991).
10
1.1.4.- La cerveza como producto final
1.1.4.1.- Evolución de la producción
• España
España ha pasado de producir unos 3.3 millones de hectolitros al año, a principios de los años
setenta, hasta los 27.3 millones de hectolitros en el año 1990. Este incremento, ha convertido a España en el
tercer productor de cerveza de la C.E.E. por detrás de Alemania y Reino Unido (BCEOM, 1992).
La producción de cerveza se encuentra concentrada en grandes compañías, ya que los cinco primeros
grupos cerveceros copan más del 90% del mercado nacional. Estas empresas, por lo general, tienen
participación de empresas extranjeras, una característica que se ha incrementado en los últimos años.
La producción de cerveza alcanza un máximo en los años 1989-1990 con 27.3 millones de
hectolitros, para descender en los últimos años, hasta los 24.3 millones de hectolitros de 1993 (ANFACE,
1994) (ver Figura 1-5).
El comercio exterior de cerveza se ha incrementado en los últimos años, siendo de destacar el
aumento considerable en la importación de cerveza (de 296.000 hectolitros en 1984 a los más de 2 millones
de hectolitros de 1993), mientras que la exportación de cerveza no ha alcanzado nunca niveles altos (de
81.000 hectolitros anuales en 1984 hasta los 200.000 hectolitros de 1993).
Estimaciones realizadas sobre los primeros siete meses del año 1994 reflejan un incremento en la
producción y ventas alrededor del 1.5%, y que vendrían a alterar la tendencia de los últimos años
(ANFACE, 1994).
• Europa
La producción de cerveza de la UE en 1990 fue de unos 300 millones de hectolitros anuales, lo que
significó un 66% de la producción total europea, y un 26% de la producción mundial (BCEOM, 1992).
La mayor producción de cerveza a principios de los 90 se concentró en los países con un consumo
más tradicional, como Alemania (120 millones hectolitros), Reino Unido (60 millones de hectolitros), y con
la incursión de España en tercer lugar con 27 millones de hectolitros (Figura 1-6).
La concentración de las industrias cerveceras es importante en la mayoría de los países de la UE,
excepto en Alemania. En este país, las cuatro mayores compañías cerveceras representan sólo un 23% de la
producción nacional, mientras que en Holanda es el 95%, en Francia el 93% y en el Reino Unido el 58%
(BCEOM, 1992).
• Estados Unidos de América
La producción de cerveza de USA en volumen es comparable a la de la CEE, con unos 239 millones
de hectolitros anuales en 1989. La distribución de las industrias cerveceras presenta una mayor
concentración que en la CEE, con un tamaño medio de 1.47 millones de hectolitros en USA, frente a los
168.000 hectolitros en la CEE. Este volumen de producción mayor de las plantas de fabricación de cerveza
se observa en la existencia de 29 industrias en USA que superan los 5 millones de hectolitros, en cambio en
los países de la CEE sólo dos plantas alcanzan este volumen (BCEOM, 1992).
1.1.4.2.- Evolución del consumo
El sector cervecero español situó su consumo en 1993 en los 26.33 millones de hectolitros lo que
representa por tercer año consecutivo un ligero descenso con respecto al máximo alcanzado en 1990, que
marcó un consumo de 71.92 litros per capita. La evolución favorable hasta el mencionado año y el descenso
subsiguiente se señala en la Figura 1-7. Las causas que el sector atribuye a esta ligera evolución negativa son
las ya indicadas para la producción y los aumentos de la presión fiscal sobre el producto.
El consumo de cerveza en España se sitúa exactamente en la media europea en el consumo per capita
con 67.1 litros/habitante/año.
11
1.2.- Relación entre la calidad de la malta y el proceso de secado
1.2.1.- Parámetros de calidad de la malta
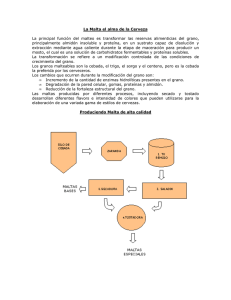
El proceso de malteo trata fundamentalmente de solubilizar el almidón, proteínas, productos de
degradación enzimáticos, vitaminas, minerales, componentes responsables del color y del aroma, y enzimas
(Narziss, 1976; Broderick, 1977; Briggs et al., 1981). En este sentido para Bellmer (1975) la calidad de la
malta será adecuada si presenta: (1) bajo contenido en proteína, (2) buena modificación, (3) gran poder
enzimático, (4) extracto alto y (5) alto contenido en sustancias reductoras.
Para Enari (1975) la clave de la calidad de la cerveza está en cuál sea la composición de la malta y en
su fermentabilidad, la cual viene medida por la atenuación límite. Esta viene condicionada principalmente
por los contenidos que tenga el mosto de carbohidratos, componentes nitrogenados y nutrientes minerales
para las levaduras (Yoshida, 1968; Enari et al., 1970; Kirsop y Brown, 1972). En efecto, el contenido en
azúcares y la atenuación límite de un mosto son parámetros importantes de la calidad de la malta, aunque
una alta atenuación límite no implica necesariamente que el almidón haya sido suficientemente modificado
durante el malteo (Schur et al., 1978; Schur, 1979). También influyen en la fermentabilidad la variedad de
cebada y las condiciones climáticas (Healy y Armitt, 1986; Ramo, 1991).
En malteo el término modificación quiere decir solubilización progresiva, parcial y catalizada
enzimáticamente del endospermo almidonoso, que se consigue a costa de una reducción de barreras físicas
(Briggs, 1978; Gjertsen y Hartlev, 1980; Briggs et al., 1981). Gjertsen y Hartlev (1980) indican que es
importante para la calidad de la malta que tenga una modificación buena y regular para que las barreras
físicas estén rotas y pueda haber una adecuada movilidad y acción enzimática. Para estos autores serán
menos importantes los altos niveles de actividad amilásica. Kirsop (1975) también define la modificación
como la alteración de las estructuras físicas y químicas del endospermo que se produce durante el proceso de
malteado.
Generalmente los estudios de modificación del endospermo se han centrado principalmente sobre los
cambios que tienen lugar en las paredes celulares (Briggs, 1972; Morrall y Briggs, 1978; Smith y Briggs,
1979; Gibbons, 1980; 1981; Fretzdorff et al., 1982), pero los procesos de desagregación de los gránulos de
almidón y la matriz proteica de las células también son importantes (Briggs, 1972; Fretzdorff et al., 1982;
McGregor y Matsuo, 1982).
Según Briggs y McDonald (1983) el proceso de modificación viene influido por la morfología del
grano y la localización de los tejidos generadores de enzimas. En este sentido se ha puesto de manifiesto que
al principio de la germinación la rápida desagregación de las paredes celulares, catalizada por las enzimas
del escutelo, parece estar asociada a la mayor permeabilidad de esta región del grano.
Para Drost et al. (1980) una mala modificación de la malta estaría caracterizada por una degradación
parcial de las paredes celulares del endospermo. Además la matriz proteica de los granos pequeños de
almidón permanecería intacta en su mayor parte, por lo que estos serían inalcanzables por los enzimas
amilolíticos. De esta forma una buena modificación da lugar a endospermos amorfos, mientras que una mala
modificación muestra endospermos vítreos. En efecto, los gránulos de almidón pequeños son menos
atacados que los grandes. La razón no está en la estructura de la amilosa y la amilopectina, sino en la
diferente proporción de proteína presente en la malta (Goering y De Haas, 1974). La matriz proteica estará
más intacta conforme aumente el contenido proteínico de la malta, de tal manera que al formarse una
película proteica alrededor de los gránulos de almidón se inhibe la amilolisis (Slack, 1979).
La calidad del extracto y la modificación enzimática del endospermo viene evaluada por distintos
parámetros tales como Extracto Congress, Diferencia Fina/Gruesa, Extracto Hartong 45EC, Índice Kolbach
(relación nitrógeno soluble/nitrógeno total), Atenuación límite, Viscosidad del mosto (normal o 70EC.),
Niveles enzimáticos, Nitrógeno soluble total, Friabilidad, y otros como Tiempo de Sacarificación, Extracto
en agua caliente, Índice de modificación, Longitud del acróspiro, Nitrógeno-amino, test de modificación con
azul de metileno y Calcoflúor, etc. (Recomended Methods of Analysis of the American Society of Brewing
Chemist, 1976; Institute of Brewing, 1986; European Brewing Congress, 1987; de Clerk, 1957; Wood y
Fulcher, 1978; Munck et al., 1981; van Eerde, 1983; Morgan et al. 1984; Ulmer et al., 1985; Seward, 1986;
Aalbers y van Eerde, 1986; Cooper, 1986; Moll y Flayeux, 1986; Martin y Cantrell, 1986; Post y
Duijnhouwer, 1986; Ramo, 1991; Ramo et al., 1993).
12
La proteína de la malta puede tener un papel controlador de la actividad enzimática de ciertasamilasas, por lo que puede condicionar el nivel de modificación amilolítica (Swenson et al., 1986). Por otro
lado, altos contenidos en proteína y niveles bajos de modificación de la malta pueden dar lugar a una baja
fermentabilidad (Gromus, 1980). Sin embargo, una malta con elevada proporción de proteína comunica
buenas características a la espuma de la cerveza (Archibald, 1988). En efecto, los productos de la
degradación de las proteínas influyen favorablemente sobre la estabilidad de la espuma, aunque no haya de
momento ningún parámetro analítico que prevea esa estabilidad (Unkel, 1987).
Así pues, la malta deberá poseer unas adecuadas características que den lugar a una buena estabilidad
coloidal de la cerveza. Esta se puede conseguir mediante una modificación óptima de la proteína y un
relativamente alto contenido de compuestos tanoides en la malta. De esta forma una baja proporción en
proteína, con máximos de 10.5%, y un índice Hartong a 45EC, de 38-40% garantizarán una suficiente
modificación de la proteína (Erber, 1980). Investigaciones de Chapon (1963, 1968, 1979, 1980) han puesto
de manifiesto la influencia de la modificación de la proteína sobre el contenido en compuestos tanoides, de
tal manera que el contenido de éstos en mosto y cerveza aumenta conforme se incrementa el nivel de
modificación proteolítica. Al aumentar la proteína los tanoides decrecen de forma no deseada (Kretschmer,
1978). En este sentido unos índices Hartong a 45EC bajos indicarán baja estabilidad coloidal (Erber, 1980).
También se han establecido correlaciones entre la proteína de la malta y (1) la proteína del mosto (Narziss y
Reiner, 1972), (2) tanoides en malta (Isebaert y Rotti, 1954; Moll, 1979), (3) taninos, antocianógenos y
aroma de la cerveza (Narziss y Reiner, 1972).
Según Jones (1974) la composición de aminoácidos del mosto también juega un importante papel en
la consecución de la calidad final de la cerveza. Afecta principalmente a tres aspectos fundamentales de esta,
como son: aceptación organoléptica, color y estabilidad biológica. El 50-70% de los aminoácidos libres del
mosto ya estaban libres en la malta (Jones y Pierce, 1967; Barret, 1971; Mikola et al., 1971; Mikola et al.,
1972; Narziss y Lintz, 1975).
El contenido en nitrógeno total de la malta también aparece correlacionado con la friabilidad de la
misma. Sin embargo, el nitrógeno soluble no se observa correlacionado con la friabilidad de la malta
(Giarratano y Thomas, 1986).
Mientras que la viscosidad es un índice de la uniformidad de la destrucción de las paredes celulares
del endospermo de la cebada, la diferencia fina-gruesa indica la modificación media de todo el grano de
malta (Enari, 1980; Drost et al., 1980). Para Schildbach (1972) el parámetro que mejor predice las
variaciones de rendimiento en cervecería no es el extracto sino la proteína cruda de la cebada y la diferencia
fina-gruesa del mosto de malta, aunque el parámetro diferencia fina-gruesa puede sufrir variaciones en su
determinación analítica si se presentan problemas de filtración de mosto (Chapon et al. 1980; Maule y
Grabb, 1980). También, Pierce y McKenzie (1952), Narziss (1980) y Martin y Bamforth (1980) han
observado que en el malteado de una mezcla de variedades de cebada, la viscosidad y la diferencia finagruesa dan más información acerca de la calidad final de la malta que cada uno de esos parámetros por
separado. Además, distintos autores (Esser et al., 1972; Scott, 1972; Bärwald, 1974; Narziss et al., 1978;
Schur, 1979; Narziss, 1980; Bourne, 1982) han encontrado cierta correlación entre la diferencia fina-gruesa,
la viscosidad del mosto obtenida según el método Congress y el nivel de-glucanos. Concretamente el
contenido de -glucanos aumenta proporcionalmente con la viscosidad del mosto de malta (Aastrup, 1979;
Eyben y Hupe, 1980; Palmer, 1985; Willmar, 1987).
Según Bärwald (1972) y Crabb y Bathgate (1973) la viscosidad del mosto es debida a los
polisacáridos no almidonosos y a la presencia de -glucanos y gomas. La viscosidad del mosto está muy
relacionada con la viscosidad de la cerveza, que junto con el contenido en -glucanos permiten la predicción
de la proporción de cerveza filtrada.
Zucher et al., (1980) han puesto de manifiesto que la composición de la malta puede afectar
decisivamente el aroma de la cerveza, aunque sólo se han podido obtener conclusiones acerca de la relación
entre la diferencia fina-gruesa y algunos componentes aromáticos (alcoholes superiores y esteres
principalmente).
Por otro lado Steiner (1980) ha estudiado la relación entre los distintos parámetros de calidad de la
malta y la calidad de la cerveza. Así ha encontrado una correlación positiva entre: (1) extracto fino y
rendimiento cervecero, (2) índice de Hartong a 45EC y color de la cerveza, (3) color del mosto molturación
fina y color de la cerveza, (4) diferencia fina-gruesa y viscosidad de la cerveza, y (5) entre el nivel de
13
modificación de la malta, expresado por los índices Hartong a 45EC y Kolbach, y el nivel de antocianógenos
en mosto. Por el contrario este mismo autor ha encontrado una correlación negativa entre: (1) extracto y
proteína de la malta, (2) índice de Kolbach y estabilidad de la cerveza, y (3) entre el nivel de antocianógenos
del mosto obtenido según el método Congress y el nivel de turbios en la cerveza centrifugada y la
estabilidad en frío de la misma. Gromus (1980) también ha observado que el índice de Hartong a 45EC es el
factor que más influye sobre la mayor o menor fermentabilidad del mosto.
Así pues existen aparentes contradicciones en los requerimientos de calidad de la malta exigidos por
los fabricantes de cerveza. Por una parte se demanda una buena modificación del endospermo, mientras que
por otra se quiere poca modificación proteica. Por otro lado se exige un bajo índice de Kolbach a la vez que
un alto índice de Hartong a 45EC y bajos niveles de nitrógeno soluble (Gromus, 1988). Estas son las
razones, entre otras, por las que los métodos normalizados de análisis de la malta no acaban de contentar a
los fabricantes de cerveza a la hora de predecir el comportamiento en cervecería (Munck et al., 1981). Por
ello distintos autores han intentado encontrar otros parámetros de calidad de la malta más relacionados con
la calidad de la cerveza correspondiente (Palmer, 1975; Hyde y Brookes, 1978; Aalbers, 1980; Drost et al.,
1980; Eyben y Hupe, 1980; Maule y Crabb, 1980; Lie et al., 1981; Munck et al., 1981; Bourne, 1982;
Webster, 1981; Vargas et al., 1983; Moll y Flayeux, 1986; Hudson, 1986).
1.2.2.- Influencia de las condiciones de secado sobre la calidad de la malta
El secado estabiliza la malta verde (permitiendo su almacenamiento hasta su uso en la fabricación de
cerveza) debido a la desnaturalización de las proteínas y disminuyendo considerablemente la actividad de
los enzimas. Durante este proceso de deshidratación controlada, que tiene lugar normalmente a temperaturas
bien especificadas, se desarrolla el color deseado y el aroma de la malta (Palmer y Bathgate, 1976; Briggs et
al., 1981; Bemmet, 1985; Seaton, 1987; Brown y Claperton, 1978).
Como el secado ha de preservar los enzimas necesarios en la obtención del mosto, y los enzimas son
mas resistentes cuanto más baja es la humedad de la malta, el programa de temperaturas del aire de entrada
al lecho de secado ha de ser creciente desde 40-50EC iniciales hasta 80-100EC en las horas finales. Se
aconseja no someter al producto a temperaturas de mas de 50EC hasta no alcanzar la malta el 10% de
humedad (Palmer, 1989).
Esto explica que dentro del lecho de malta, se observe más concentración de enzimas en la parte
inferior, a pesar de sufrir las temperaturas mas altas durante el secado. En la zona inferior del lecho el
descenso rápido de la humedad del grano preserva a las enzimas. En cambio, en las zonas superiores el aire
no es tan caliente pero la malta tiene un alto contenido de humedad durante la mayor parte del proceso.
También en pruebas de secado con una temperatura inicial alta, se aprecian pérdidas importantes de
enzimas, sobre todo en las zonas mas bajas del lecho, ya que se somete el grano a altas temperaturas con
altas humedades (Lloyd, 1987; Palmer, 1989).
El secado a temperatura alta puede traer problemas, ya que la malta puede resultar vítrea y dura, de
difícil extracción en el braceado. También hay el peligro de que el almidón gelifica a los 60EC (Kim et al.,
1993).
* Color y formación de melanoidinas
El gusto que la malta confiere a la cerveza proviene de una serie de reacciones que tienen lugar entre
los componentes de la malta a temperaturas altas durante el tostado, y sobre todo los productos de
desdoblamiento. La principal reacción es la llamada reacción de Maillard, o formación de melanoidinas por
combinación de azúcares reductores con aminoácidos. Las melanoidinas son coloides de alto poder reductor,
de color rojo-marrón, que comunican un aroma típico. La estructura del pigmento marrón formado por la
reacción de Maillard no se conoce exactamente, pero es probablemente un polímero de alto peso molecular,
insoluble en agua y soluble en la mayoría de disolventes orgánicos. En esta reacción también se forman
aldehídos, muy importantes en el aroma final de la cerveza, como el isobutilaldehido. Otras reacciones
complementarias relacionadas con el aroma, tienen lugar junto con la formación de melanoidina (Palmer y
Bathgate, 1976; Palmer, 1989).
La velocidad de la reacción depende del tipo y cantidad de aminoácido y azúcar que reaccione.
También la temperatura alta y humedad alta de la malta favorecen la reacción. La producción de los
precursores de las melanoidinas se realiza durante la germinación, y también durante la primera fase del
14
secado, ya que la malta está muy próxima a la temperatura optima de formación de estos precursores.
Así, para conseguir una malta pálida, se aconseja secar rápidamente a temperatura baja, con grandes
volúmenes de aire, antes del tostado final, también a temperatura baja (80EC). Para obtener una malta
oscura, es necesario una desagregación profunda en la malta verde, a fin de tener gran cantidad de
aminoácidos y azúcares preformados, para la formación de melanoidinas. Las condiciones de secado
consisten en subir la temperatura del aire, cuando la malta está aún bastante húmeda, lo que comporta una
mayor destrucción enzimática y una reducción del extracto en agua caliente, y la fermentabilidad del mosto
(Bemmet, 1985; Summer et al., 1989; Kim et al., 1993).
* Actividad enzimática
- Amilasas
Los principales enzimas existentes en la malta son las amilasas. Las -amilasas son menos inactivadas
durante el secado que las ß-amilasas (Runkel, 1983). En unas experiencias se observó que la actividad de la
"-amilasa aumentaba durante el secado a 50EC, en un 30%, mientras que la ß-amilasa decrecía de forma
ligera, de tal manera que después del tostado, la concentración era un 15% inferior a la existente en la malta
verde para la "-amilasa, y un 50% inferior para la ß-amilasa (Narziss et al., 1973).
La amilolisis en malta con una humedad inferior del 15%, no se da. Sin embargo, con un 23% de
humedad se tiene amilolisis para temperaturas mayores de 50EC, y con un 42% de humedad, a 20EC ya se
puede observar la reacción (Palmer, 1989; Summer et al., 1989; Kim et al., 1993).
- Enzimas proteolíticos
Estos enzimas no presentan una inactivación importante hasta los 100EC. Las endopeptidasas
presentan un mantenimiento o aumento de su concentración durante las primeras fases del secado, según la
duración de la germinación, para comenzar a bajar al realizar el tostado a 80EC. Por su parte, la
aminopeptidasa multiplica por cinco su actividad durante el secado a 50EC, para bajar muy poco durante el
tostado final. La dipeptidasa sube un 65% su actividad al inicio del secado, y al final tiene un 63% de la
actividad inicial en la malta verde. A diferencia de la amilolisis, la proteolisis presenta más actividad para
humedades del grano bajas. Se detecta actividad hasta el 10% de humedad de la malta, y con un 15% de
humedad son necesarias temperaturas mayores de 50EC (Declerck et al. 1958; Palmer, 1989).
- Oxidoreductasas
La catalasa tiene una inactivación fuerte durante el secado, de modo que a 90-100EC presenta una
inactivación total. Se utiliza como un indicador de la intensidad del secado. También, la peroxidasa pierde
un 50% de su actividad con 12 horas de tratamiento a 50EC, y después de tostar la malta a 100EC queda solo
un 8% del enzima inicial (Declerck et al., 1958; Palmer, 1989).
* Formación de DMS
El dimetil sulfuro (DMS) confiere un característico sabor a las cervezas lager. El DMS se forma a
partir de dos precursores que se producen durante la germinación y que pueden ser destruidos por un fuerte
secado. Un precursor es la S-metilmetionina (SMM), o un péptido que la contenga. El otro precursor es el
dimetil sulfoxido (DMSO). Durante el secado parte del SMM reacciona formando DMS, el cual se
volatilizará y perderá en parte, y la parte restante se puede oxidar a DMSO, que será reducido a DMS por la
levadura (Declerck et al. 1958; Palmer, 1989).
En la practica, la vía principal de obtención de DMS es a partir de SMM. Lloyd (1987) propone que
el SMM formado en la germinación es lentamente degradado durante el secado al aumentar la temperatura,
dando niveles mayores de DMS libre en el fondo del lecho de malta. Parte de este DMS se oxida al migrar a
través del lecho, formando DMSO, sobre todo en la zona superior. Al final, solo una parte del DMS formado
permanece en la malta, y el resto se escapa con el aire de salida (Lloyd, 1987).
Parsons et al., (1983) consideran que del total de precursores de DMS existentes en la malta, sólo una
parte se activa para formar DMS. Este precursor activo se forma a partir del precursor inactivo a altas
temperaturas. Así la formación del precursor activo aumenta con la temperatura final del secado. Según la
temperatura y el tiempo de aplicación, se puede obtener un mayor o menor contenido de DMS en la cerveza
final.
15
1.3.- Importancia del consumo energético en la fabricación de malta
Dentro del coste total de fabricación de malta, el capítulo de consumo energético representa una
partida importante. Este porcentaje varía según cada materia, según el tipo de instalación, tamaño, etc., y
oscila entre un 25% y un 30% (BCEOM, 1992) (Figura 1-8 y Figura 1-9).
El consumo energético en la fabricación de malta se concentra sobre todo en la etapa de secado, con
unas altas necesidades de energía calorífica, y en menor medida en la germinación, que necesita
refrigeración en el periodo estival.
Dentro del sector hay grandes diferencias entre las industrias, oscilando el consumo específico
energético entre 2480 MJ a 6810 MJ por tonelada de malta. Por ejemplo, en 1985 el valor medio de las
malterías de Gran Bretaña era de 3740 MJ/t, desglosado en 3190 MJ (85.3%) en combustibles fósiles para el
secado, y 550 MJ (14,7%) en consumo eléctrico (ETSU, 1985).
Dentro de la maltería, el consumo energético por operaciones se puede desglosar de la forma que se
indica en la Tabla siguiente (Jolibert, 1987):
Operación
Limpieza
Remojo
Germinación
Secado: ventilación
calor
Transporte de grano
Consumo (kWh/t malta)
1-2
0,12-2
16-44
25-75
800-1500
1-4
Consumo energético específico medio por operaciones en la fabricación de malta (Jolibert, 1987)
En el proceso de secado, la mejora energética introducida en los últimos años ha sido principalmente
la incorporación de intercambiadores de calor, para recuperar el calor del aire saliente del lecho de malta. En
las horas finales del secado, también se recircula el aire que sale del lecho de malta, al tener una alta
temperatura y baja humedad. Otra solución para recuperar el calor latente de condensación de la humedad
del aire saliente es la instalación de una bomba de calor, que precalienta el aire entrante exterior, solución
que está fuertemente implantada en Francia (Palmer, G.H, 1989; Jolibert, 1987; Halipre, 1986; Narziss,
1987; López y Llorca, 1990; BCEOM, 1992).
Aparte del consumo energético en forma de calor, el gasto eléctrico es también considerable al tener
que impulsar grandes cantidades de aire a través del lecho profundo y compactado de malta (Jolibert, 1987;
BCEOM, 1992).
También, uno de los condicionantes más importantes en el consumo energético es la carga del
secadero, ya que condiciona la presión del aire a la entrada del lecho de malta, así como la cantidad de agua
a evaporar. Una presión elevada, perjudica el trabajo de los ventiladores de impulsión del aire de secado,
arrastrando menos caudal de aire para un mismo consumo.
La producción de malta se extiende a lo largo de todo el año, por lo que las condiciones del aire
exterior varían ostensiblemente. A igualdad del resto de parámetros, el tiempo de secado vendrá
condicionado por el contenido de humedad del aire exterior. Así, en general, en verano se tienen secados
más largos que en invierno, aunque las temperaturas son más altas que en invierno, y la humedad relativa del
aire exterior es mucho más pequeña en verano. Sin embargo, en cuanto a las necesidades caloríficas del
secado, está claro que en invierno son mucho mayores que en verano, al tener el aire exterior una menor
entalpía específica.
Por otra parte aunque el consumo eléctrico depende de la tecnología del proceso, se acostumbra a
utilizar el máximo caudal de los ventiladores mientras el aire de salida del lecho de malta está saturado de
humedad. Posteriormente se puede reducir al no necesitarse tanto caudal de aire cuando se tiene la malta con
humedades bajas. Como ya se ha comentado, un factor que afecta al rendimiento de los ventiladores es la
presión del aire a la entrada del lecho de malta, pero esta presión desciende a lo largo del secado, al
disminuir la humedad de la malta y romperse las uniones entre granos formadas por las raicillas, y disminuir
la resistencia del lecho de malta al paso del aire.
16
Marsh (1986) manteniendo la misma duración del secado, trató de optimizar el uso de los
ventiladores, aprovechando las horas valle para máxima potencia, y reduciendo la potencia progresivamente
en las horas finales del secado.
1.4.- Propiedades físicas y térmicas de la malta
1.4.1.- Dimensiones físicas de la malta
Las dimensiones físicas de la malta condicionan el desarrollo de la operación de secado, que variará
según sea el tamaño y la forma del grano de cebada. Así Nellist (1974) demostró que las constantes de
secado eran mayores para el secado de variedades pequeñas de cebada.
Bala (1983) determinó una relación lineal entre las dimensiones de la malta y la humedad de la
malta, en base húmeda. Las determinaciones fueron realizadas para dos variedades de malta tal como se
indica a continuación:
•
Para la variedad Triumph (dimensiones expresadas en mm) se tendría:
Figura 1-10
[1.1.]
Figura 1-11
[1.2.]
Figura 1-12
[1.3.]
•
Para la variedad Sonja (dimensiones expresadas en mm) se tendría:
Figura 1-13
[1.4.]
Figura 1-14
[1.5.]
Figura 1-15
[1.6.]
Para el planteamiento de los modelos de secado se ha de considerar un tamaño y una forma del
grano. Haghighi et al. (1990) proponen que la cebada sea considerada un ovoide de 10 mm de longitud, y
3.5 mm de grosor. Sokhasanj y Bruce (1987) consideran el grano de cebada como una esfera de 4 mm de
diámetro.
Según las observaciones de distintos autores se desprende una sensibilidad diferente de la forma y el
tamaño ante la humedad del grano, en función de la variedad. Otros factores que influyen en el tamaño son
de tipo agrícola (Bala, 1983).
1.4.2.- Calor específico
El calor específico de la malta a presión constante es uno de los parámetros que han de ser tenidos en
cuenta en el estudio de los balances de calor durante el secado de la malta verde. La dependencia entre el
calor específico y la presión es muy pequeña para los sólidos si no se alcanzan presiones extremadamente
altas. También depende de la temperatura, pero dentro de las temperaturas ordinarias, y para intervalos no
muy grandes, el calor específico puede considerarse como una propiedad física constante (Singh y Heldman,
1984).
El calor específico de los alimentos (Cp) puede ser expresado como la suma del calor específico de la
materia seca y el del agua asociada a esta materia seca (Siebel, 1962; Singh, 1984). Siebel (1962) propone
las siguientes ecuaciones para frutas y vegetales por encima de la congelación:
Figura 1-16
[1.7.]
Vemugati y Pfost (1980) determinaron el calor específico de 16 tipos de cereales, legumbres y
semillas oleaginosas, mediante mezcla de los granos con tolueno calentado, en un calorímetro adiabático. En
la cebada obtuvieron la siguiente relación para su calor específico:
Figura 1-17
[1.8.]
Bala (1983) determinó el calor específico de la malta, en calorímetro adiabático utilizando agua
destilada como fluido calorimétrico. Así al introducir una cantidad conocida de malta a diferentes
temperaturas, se observaba el incremento de temperatura que sufría el agua del calorímetro (calor perdido
por el grano = calor ganado por el agua y el calorímetro). Este estudio se realizó para cinco niveles
diferentes de humedad de la malta y con dos variedades de malta, Triumph y Sonja. El ajuste de la regresión
lineal expresando la humedad de la malta en base seca resultó menos preciso que en base húmeda. La
fórmula obtenida por Bala (1983) es:
17
Figura 1-18
[1.9.]
En otros estudios, el valor del calor específico de la malta concuerda bastante con el obtenido por
Bala (1983). Así, Johnston (1954) obtuvo un valor del calor específico de la malta de 1.674 kJ/kgK, muy
parecido al anterior. En cambio Tuerlinckx (1979), considera un calor específico de la malta seca de 1.13
kJ/kgK, ya más alejado de los otros valores.
En estudios realizados sobre cebada, Sokhansanj y Bruce (1987) y Haghighi et al.(1990) consideran
un valor de 1.3 kJ/kgK, para el calor específico de la cebada. Este valor coincide con el propuesto para el
trigo (Nishiyama, 1982).
El calor específico de la malta es superior al que se obtiene en la cebada, debido al hecho de que la
cebada sufre numerosos cambios en sus propiedades fisicoquímicas en su transformación a malta (Palmer,
1989; Strit y Kennedy, 1945).
1.4.3.- Calor latente de vaporización del agua en la malta verde
El calor latente de vaporización del agua en la malta sería la energía necesaria para vaporizar el agua
del interior de la misma. Esta energía no será la misma al inicio y al final del secado, ya que si los
contenidos de humedad del grano son bajos costará más "arrancar" el agua del producto. El hecho de que la
malta se deshidrate hasta un nivel de humedad relativamente bajo durante el secado, hace aumentar la
importancia de su conocimiento.
Othmer (1940) partiendo de la ecuación de Clapeyron, que se deriva del segundo principio de la
termodinámica, desarrolló la siguiente ecuación para el cálculo del calor latente de vaporización del agua
(Costa et al, 1983):
Figura 1-19
[1.10.]
Se puede considerar que v tiene un valor muy pequeño ante V, y realizar la sustitución de ésta por
medio de la ecuación de los gases perfectos para un mol (V=RT / p), quedando:
Figura 1-20
[1.11.]
de donde,
[1.12.]
Figura 1-21
Planteando la Ec.1.12. para el agua en el grano de malta verde a la misma temperatura:
Figura 1-22
[1.13.]
Dividiendo las dos expresiones anteriores se obtiene la ecuación final:
Figura 1-23
[1.14.]
La ecuación ajustada para la malta obtenida por Bala (1983) es:
[1.15.]
Figura 1-24
Para cada temperatura, la presión de saturación del vapor de agua se halla en las tablas de vapor,
mientras que la presión de vapor del agua en la malta verde, para las diferentes humedades del grano, se
obtiene de multiplicar la humedad relativa del aire en equilibrio por la presión de saturación del vapor para
la temperatura del aire.
Gallaher (1951) usando las humedades de equilibrio, y utilizando el método gráfico de Othmer
(1940) obtuvo la siguiente fórmula para el trigo:
Figura 1-25
[1.16.]
Nishiyama (1982) y Kato (1979) también aplicaron el método de Othmer (1940), y obtuvieron una
ecuación similar para el arroz, pero distinguiendo entre los casos de desorción y adsorción de humedad:
Figura 1-26
[1.17.]
Figura 1-27
[1.18.]
Otra fórmula desarrollada por Wang (1978) para el arroz es:
Figura 1-28
[1.19.]
Para la cebada, un valor muy aceptado es el de 2300 kJ/kg (Sokhansanj y Bruce, 1987; Haghighi y
Segherlind, 1991).
De las diferentes ecuaciones se deduce que la cantidad de calor necesario para vaporizar el agua de la
malta verde aumenta considerablemente conforme disminuye el contenido de humedad del grano. En
comparación con otros cereales, para humedades inferiores al 13.5% (b.s.), el calor de vaporización del agua
en la cebada es menor que el de otros cereales, como el trigo, por ejemplo.
18
Como la ecuación de Gallaher no se basa en ningún modelo físico, las extrapolaciones para valores
no experimentadas deben ser asumidas con precaución. Así los valores para humedades por debajo del 5.5%
no pueden considerarse excesivamente fiables, y sería necesario un estudio más detallado.
1.4.4.- Coeficiente de transferencia de calor aire-malta verde
El coeficiente de transferencia de calor entre la superficie de un sólido y un fluido viene expresado
por la relación siguiente:
Figura 1-29
[1.20.]
El coeficiente de transferencia de calor superficial por convección depende del régimen de
circulación del fluido, las propiedades térmicas del mismo y de la geometría del sistema (Rizvi y Mittal,
1992).
A partir de las ecuaciones de Schuman (1929), que realizó el análisis de la distribución de las
temperaturas del sólido y el fluido, en un lecho de material granular, se puede realizar el cálculo del
coeficiente de transferencia de calor por convección, pudiéndose poner:
[1.21.]
Figura 1-30
Figura 1-31
[1.22.]
de manera que:
Figura 1-32
[1.23.]
Figura 1-33
[1.24.]
Se tendrían las siguientes condiciones limite:
Ta (0, Z) = Ta o
,
para Y = 0
,
para Z = 0
Tg (Y, 0) = Tg o
donde:
Tg = temperatura del grano de cereal, en K.
Ta = temperatura del aire, en K.
La solución exacta de las ecuaciones [1.21.] y [1.22.] serían, respectivamente:
[1.25.]
Figura 1-34
Figura 1-35
[1.26.]
En definitiva, el coeficiente de transferencia de calor puede ser determinado comparando los
resultados obtenidos experimentalmente con las anteriores soluciones analíticas, obteniendo (Bala, 1983):
Figura 1-36
[1.27.]
Por otro lado, Colburn (1933), realizó una importante contribución a la determinación del coeficiente
de transferencia del calor proponiendo un método general para correlacionar los datos de transferencia de
calor por convección forzada, que consiste en representar gráficamente, frente al número de Reynolds, un
grupo adimensional que representa los datos medidos experimentalmente, a partir de los cuales podrá ser
calculado el coeficiente de transferencia. Este grupo adimensional, denominado factor jh sería:
[1.28.]
Figura 1-37
Yoshida et al., (1962) desarrollaron una ecuación para la determinación de la transferencia de calor
por convección, para valores del número de Reynolds comprendidos entre 50 y 1000. La ecuación que
obtuvieron es:
Figura 1-38
[1.29.]
Sustituyendo los valores de :, Ca a 60EC, de y N en la Ec. [1.29.], Bala (1983) obtuvo para la malta
los siguiente expresión en función del caudal másico:
Figura 1-39
[1.30.]
Sokhasanj y Bruce (1987) para el estudio del secado de cebada, compararon diferentes ecuaciones
para estimar el coeficiente de transferencia de calor y propusieron finalmente la siguiente expresión, que
sería una forma modificada de la propuesta por Gamson et al., (1943).:
Figura 1-40
[1.31.]
El valor final considerado por Sokhasanj y Bruce (1987), Haghighi y Segerlind (1991), para la
cebada es de 110 W/m²·K. Tuerlinckx y Goedssels (1979) en estudios de secado de malta aplicaba un valor
de 235 kJ/h·m²·EC.
Boyce (1966) estudió la transferencia de calor por convección en una capa delgada de cebada y
19
planteó la ecuación:
Figura 1-41
[1.32.]
Esta doble vía de determinación del coeficiente de transferencia del calor por convección permite la
comparación de los resultados obtenidos de forma diferente. Así, Bala (1983) observó que el coeficiente
calculado por la ecuación empírica supone unos valores 1.66 veces mayores que los obtenidos por el método
experimental basado en las ecuaciones de Schuman. Este incremento puede ser explicado por el hecho de
que la ecuación empírica considera la temperatura superficial del grano y Schuman considera la temperatura
media del grano, y en la práctica la resistencia a la transferencia de calor no se da sólo en la superficie sino
en todo el grano.
El problema de la ecuación empírica es que requiere valores como el diámetro equivalente, el factor
de forma, etc. que son muy difíciles de obtener con exactitud, lo que puede dar lugar a errores de hasta un
30% (Kreith, 1930).
La malta, en comparación con la cebada (Boyce, 1966), presenta unos valores mayores del
coeficiente de transferencia de calor. Posiblemente, la degradación del endospermo y las paredes celulares
que tiene lugar en la malta, y la rotura de la cascara, provocan un incremento de la superficie específica
respecto a la cebada. Bala (1983) considera que el propio método de determinación empleado por Boyce
(1966) también contribuye a un incremento en el valor del coeficiente de transferencia de calor.
1.4.5.- Densidad de la malta verde
La densidad de la malta es un parámetro que varia considerablemente durante el proceso de secado.
Se puede expresar de dos formas (en base seca o en base húmeda):
Densidad de la malta = kg malta húmeda/volumen ocupado por la malta.
(base húmeda)
Densidad malta seca = kg malta seca/volumen ocupado por la malta.
(base seca)
La densidad de la malta tiene una gran importancia en los cálculos de los parámetros característicos
del proceso de secado. Para determinar la variación de la densidad respecto de la humedad de la malta, se
han hecho numerosos estudios con resultados no concordantes. Bala (1983) determinó la densidad de la
malta pesando muestras de volumen conocido, obteniendo la siguiente ecuación para la densidad de malta
(en base seca):
Figura 1-42
[1.33.]
Otros resultados existentes en la bibliografía son los de Tuerlinckx y Goedssels (1979), que propone
una densidad de malta de 400 kg/m3. Para la densidad de la cebada se considera de forma general un valor
de 720 kg/m3 (Sokhasanj y Bruce, 1987; Haghighi et al., 1990).
Para la densidad del arroz, también se propone una relación lineal con la humedad (Noomhorm y
Verma, 1986):
[1.34.]
Figura 1-43
La densidad de los cereales aumenta con la disminución de la porosidad (Thompson et al., 1967;
Gustafson et al., 1972), pero en el caso de la malta la densidad aumenta con el incremento de la humedad del
25 al 45%, lo que determina una mayor influencia de la humedad que la porosidad del grano (Bala, 1983).
Para valores más pequeños de humedad, el balance entre ambos efectos es más equilibrado.
Con este tipo de mediciones, no se tiene en cuenta el efecto de la compactación del lecho de malta
que se da durante el secado, y que depende de la profundidad del lecho y de la humedad de la malta.
1.4.6.- Contracción del lecho de malta verde durante el secado
La disminución de volumen de la malta durante el proceso de secado, es un fenómeno que se
observa, y tiene un efecto significativo en la cinética de secado, y en la distribución de temperaturas.
Esta perdida de volumen comporta un aumento en la densidad de malta en base seca, así como la
reducción de la altura, y por tanto del recorrido del aire dentro del lecho. El conocimiento de la relación
entre la contracción del lecho y la humedad de la malta, permite establecer el valor del espesor del elemento
finito considerado durante la simulación del proceso de secado.
20
Boyce (1966) determinó una relación lineal entre la contracción y la humedad de la cebada. Nellist
(1974) encontró que la relación lineal era respecto a la reducción de humedad de la cebada, siendo la
ecuación de la pérdida de altura del lecho de cebada por contracción expresado en porcentaje igual a:
Figura 1-44
[1.35.]
Se puede considerar que la cinética de la contracción del lecho de cebada respecto de la reducción de
la humedad de la cebada es proporcional a la diferencia entre la contracción máxima posible y el actual nivel
de contracción.
[1.36.]
Figura 1-45
La solución a esta ecuación es:
Figura 1-46
[1.37.]
Bala (1983) con experimentos en planta piloto determinó los siguientes valores de la ecuación
anterior, expresando la humedad de la malta (b.h.) en porcentaje:
Figura 1-47
[1.38.]
Esta no linealidad de la contracción puede ser debida a que la disminución de la altura de un lecho de
malta es debida por una parte, a la pérdida de humedad del grano de malta y por otra a la contracción
elástica producida por las paredes de los granos adyacentes. La velocidad de secado decrece al aproximarse
a un valor de humedad limite, donde la reducción de altura puede considerarse nula (Bala, 1983).
1.4.7.- Isotermas de humedad de equilibrio
1.4.7.1.- Introducción
Las relaciones de equilibrio sólido-agua-aire que se dan en sólidos higroscópicos en general, y en la
malta en particular, influyen en los procesos de intercambio de agua sólido-aire que tienen lugar durante el
secado de malta (Mölton et al., 1980).
Para cada alimento existe un contenido de humedad óptimo en el que la estabilidad ante la pérdida o
la ganancia de humedad es máxima. Estos cambios, al intervenir el agua, dependen del grado de
disponibilidad del agua en el producto, más que de su contenido total. Esta disponibilidad del agua se puede
correlacionar con la propiedad termodinámica actividad del agua (Scott, 1957). La actividad de agua (aw) en
un sólido húmedo se define por la expresión:
Figura 1-48
[1.39.]
Si un sólido higroscópico se pone en contacto con una atmósfera de humedad relativa y temperatura
constantes, ganará o perderá agua hasta alcanzar un determinado contenido de humedad que se denomina
humedad de equilibrio. En este momento, la presión de vapor de agua sobre la superficie del sólido (p) será
igual a la presión de vapor de agua en el ambiente que envuelve al sólido (pv). Como la humedad relativa del
aire (R) se define por la expresión:
[1.40.]
Figura 1-49
en el equilibrio se cumple que aw = R. Por esto, muchas veces se expresa la actividad de agua como la
humedad relativa de equilibrio (ERH o HRE) (Mölton et al., 1980).
La isoterma de humedad de equilibrio de un alimento higroscópico es la representación de la
humedad de este alimento (x) en función de la actividad de agua, es decir, en función de la humedad relativa
del aire que envuelve al alimento, cuando se ha alcanzado el equilibrio, a una temperatura constante (Vidal
et al., 1986; López et al., 1994).
Las isotermas de equilibrio se pueden obtener de dos formas, principalmente, (Labuza, 1968):
• Sometiendo al sólido completamente seco a diferentes ambientes de humedad relativa creciente, midiendo
el aumento de peso debido al agua (obteniendo las curvas de adsorción).
• Se parte del sólido húmedo, y para diferentes humedades relativas decrecientes se mide, en este caso, la
pérdida de agua (obteniendo las curvas de desorción).
También se pueden calcular las isotermas de equilibrio de forma dinámica. Consiste en colocar una
capa delgada de producto de humedad conocida en una bandeja de secado, a través del cual se hace circular
una corriente de aire, con una temperatura y una humedad relativa fija. Se mide la pérdida de agua hasta que
se alcanza el equilibrio. La humedad obtenida por este método se denomina humedad de equilibrio
dinámico, en contraposición de la anterior, que es de equilibrio estático (Bala y Woods, 1992).
21
En general, para un producto y una temperatura determinada, la isoterma de desorción no se
superpone a la de adsorción. Esta no coincidencia de las curvas se denomina histéresis, y se da
especialmente en la zona intermedia de las isotermas de equilibrio. La condensación de agua en los poros de
los tejidos, así como el fenómeno de sobresaturación de azúcares en solución, son algunas de las razones que
se dan para explicar el fenómeno de la histéresis (Vidal et al., 1986).
Se ha observado que hay una interdependencia de estas isotermas con las características físicas,
químicas y termodinámicas del producto (Ajiserjiri y Sopade, 1990; López et al., 1994).
En cuanto a la composición, se ha visto que los productos proteicos poseen una capacidad de
retención de agua menor que los alimentos amiláceos (Vidal et al., 1986).
Estudios realizados en arroz (Banaszek et al., 1990) han puesto de manifiesto la influencia del
contenido inicial de humedad del producto (IMC) respecto del contenido de humedad en el equilibrio
(EMC), de manera que a un aumento del IMC le corresponde un aumento del EMC. Además, también se ha
encontrado una dependencia del EMC respecto a la temperatura, siendo menor el contenido de humedad en
el equilibrio a mayor temperatura (Pappas et al., 1987; Mazza et al., 1990; López et al., 1994). No se ha
hallado, en cambio, que el factor variedad tenga una influencia significativa sobre la capacidad de retención
de agua (Pellicer et al., 1989; Gimeno et al., 1989; Mazza et al., 1990; López et al., 1994).
El conocimiento del equilibrio higroscópico es de gran utilidad ya que contribuye a predecir la
evolución de la humedad de la malta bajo las diferentes condiciones del aire que se dan a lo largo del tiempo
y a cada altura del lecho, y permite obtener conclusiones sobre la humedad en el secado.
El agua está presente en los alimentos de dos formas básicamente (Mallet, 1993):
• agua ligada: es la fracción de agua retenida por un alimento, que no puede ser congelada por muy baja que
sea la temperatura.
• agua libre: es la fracción congelable, que está presente en el producto.
Según Kuprianoff (1958), el agua ligada puede encontrarse de las siguientes maneras:
• capa monomolecular: fuertemente asociada a grupos polares del sustrato (proteínas, polisacáridos, etc.)
mediante puentes de hidrogeno.
• capas multimoleculares: unidas a la capa monomolecular por puentes de hidrogeno.
• agua condensada: se halla en el interior de poros y capilares tan estrechos que impiden la cristalización del
agua (la presión de vapor de esta agua es menor que la presión de vapor del hielo a la misma temperatura).
Para el estudio del proceso de secado de la malta, es necesario disponer de una adecuada expresión
matemática que establezca la relación x = f(aw). Según Van den Berg (1985), la ecuación buscada ha de
cumplir los siguientes requisitos:
1. La ecuación ha de tener una forma relativamente sencilla, con un número de parámetros lo más
reducido posible.
2. Los parámetros han de tener un significado físico.
3.Los parámetros han de incluir el efecto de dependencia de la temperatura
4. La ecuación ha de poderse corregir para la influencia de la histéresis, en caso necesario.
En la interpretación teórica de las isotermas de equilibrio, se han seguido fundamentalmente las
direcciones (Fito et al., 1975):
• La teoría que supone una distribución de formas superficiales en el sólido.
• La teoría de la condensación capilar.
Se han propuesto diferentes modelos matemáticos que permiten, además de reproducir en mayor o
menor grado de aproximación la relación x = f(aw), calcular los valores de algunos parámetros que nos dan
información sobre las condiciones de equilibrio durante el secado. Ninguno de los modelos matemáticos ha
resultado ser un modelo adecuado para todo el intervalo de actividad de agua y para diferentes tipos de
alimentos (Boquet et al., 1978; López et al., 1994). Esto se debe a varias causas (Vidal et al., 1986):
• Las isotermas de equilibrio representan las propiedades higroscópicas integradas de numerosos
constituyentes, por lo tanto la disminución de aw se debe a una combinación de fenómenos.
• Los tratamientos aplicados a los alimentos durante su elaboración pueden alterar las propiedades de
sorción de sus componentes.
• En el proceso de retención de agua, los alimentos experimentan cambios en sus dimensiones, estructura,
constitución, etc.
Por esto, no existe un único modelo matemático para expresar la relación x = f(aw), comportando que
22
en la interpretación de los datos experimentales se utilicen diferentes modelos, siendo seleccionado aquel
que permite conseguir el mejor ajuste.
1.4.7.2.- Isoterma de Caurie
Caurie (1970,1971) estudió los alimentos deshidratados como si se tratara de soluciones de elevada
concentración, y considerando que el máximo contenido de humedad en relación con la estabilidad de los
alimentos deshidratados es aproximadamente el 22%, logró establecer un modelo matemático que
relacionaba aw con el contenido de humedad de equilibrio (x):
La ecuación de Caurie es:
[1.41.]
Figura 1-50
La ecuación de Caurie en forma lineal es:
Figura 1-51
[1.42.]
La ecuación de Caurie se adapta bastante bien a las isotermas de humedad de equilibrio de
numerosos alimentos, para valores de aw entre 0 y 0.85 (Caurie, 1971; Fito et al., 1975; López et al,. 1994).
1.4.7.3.- Isoterma de Chung-Pfost
La ecuación de Chung-Pfost (Chung et al., 1967) se desarrolló para cereales, y se basa en considerar
que los cambios de energía libre durante el proceso de adsorción están relacionados con el contenido de
humedad del producto.
La ecuación de Chung-Pfost es:
Figura 1-52
[1.43.]
La inclusión de la temperatura en la ecuación anterior excluye la evaluación de la dependencia de la
temperatura de los parámetros A y B.
Young (1976) utilizó esta ecuación, junto con otras, para describir las isotermas de adsorción y
desorción de los cacahuetes tipo Virginia. Esta ecuación se adapta bien para valores de aw entre 0.30 y 0.70.
1.4.7.4.- Isoterma de G.A.B.
El modelo de adsorción de Guggenheim, Anderson y de Boer (Van der Berg, 1984) viene expresado
por la siguiente ecuación de tres parámetros :
[1.44.]
Figura 1-53
En algunos estudios se ha detectado cierta dependencia de los parámetros de la ecuación de G.A.B.
respecto a la temperatura (Mazza, 1990). Teóricamente estos parámetros están relacionados con la entalpía
de adsorción y la temperatura mediante las expresiones de la siguiente figura (Rizvi, 1986):
Figura 1-54
La forma lineal de la ecuación de G.A.B. es:
Figura 1-55
[1.45.]
La ecuación de G.A.B. se ajusta bien a los puntos experimentales para aw entre 0 y 0.90 (Gimeno et
al., 1989; Pellicer et al., 1989; Mazza et al, 1990 y 1991; Vidal et al, 1991; López et al., 1994).
1.4.7.5.- Isoterma de Halsey
Halsey (1948) desarrolló una ecuación que tiene en cuenta la condensación en capas sucesivas, a
distancias relativamente grandes desde la superficie. Esta ecuación teórica, obtenida a partir de la ecuación
de B.E.T. (Brunauer et al., 1938), se puede escribir como:
Figura 1-56
[1.46.]
También se puede escribir de forma lineal como:
Figura 1-57
[1.47.]
Debido a que la dependencia de los parámetros A y B respecto de la temperatura no se elimina,
Chirife e Iglesias (1978) modificaron esta ecuación. La ecuación modificada de Halsey es:
Figura 1-58
[1.48.]
23
La ecuación de Halsey se ajusta bien para valores de aw entre 0.10 y 0.80 (Chirife et al., 1978), y es
un buen modelo para productos con un alto contenido en grasas y proteínas (Chen et al., 1989; Mazza, 1991;
López et al., 1994).
1.4.7.6.- Isoterma de Henderson
La ecuación de Henderson (1952) es también una de las ecuaciones de gran difusión en el campo de
la tecnología de alimentos. Esta ecuación empírica, con una base termodinámica y que fue propuesta para
todo el intervalo de humedades relativas, tiene la expresión:
Figura 1-59
[1.49.]
La expresión en forma lineal es:
Figura 1-60
[1.50.]
La ecuación de Henderson reproduce bastante bien las isotermas de equilibrio para valores de aw
entre 0.10 y 0.75 (Fito et al., 1975; López et al., 1994).
Thompson et al. (1968) hicieron un estudio sobre el secado del maíz, que consistía en modificar la
ecuación de Henderson añadiendo otra constante al término temperatura. La ecuación modificada de
Henderson es:
Figura 1-61
[1.51.]
La ecuación modificada de Henderson junto con la ecuación modificada de Chung-Pfost son las
ecuaciones adoptadas como la A.S.A.E. Standard D254.4 "Moisture Relationships of grains". Ambas
ecuaciones constituyen buenos modelos para semillas con una alto contenido en almidón y para productos
con un alto contenido en fibra (Chen et al., 1989).
1.4.7.7.- Isoterma de Oswin
Oswin (1946) propuso una ecuación empírica que, en un principio, pretendía calcular la vida útil de
los productos sensibles al agua guardados dentro de embalajes no permeables al vapor de agua. La ecuación
obtenida es la siguiente:
Figura 1-62
[1.52.]
La ecuación de Oswin describe muy bien las isotermas de los alimentos que tienen un alto contenido
en proteínas y en almidón, y es un buen modelo para carnes y vegetales (Boquet et al., 1978).
Chen (1988) modificó la ecuación al descubrir que el parámetro A era función lineal de la
temperatura. La ecuación modificada de Oswin es:
[1.53.]
Figura 1-63
La ecuación modificada de Oswin se ajusta bien a las isotermas de equilibrio para maíz, cacahuete,
etc. (Chen y Vance, 1989).
1.4.7.8.- Isoterma de Smith
Smith (1947) estudiando el mecanismo de adsorción de agua en los polímeros de alto peso
molecular, propuso la siguiente ecuación empírica:
Figura 1-64
[1.54.]
Esta ecuación se ajusta a los datos experimentales de las isotermas de adsorción para valores de aw
superiores a 0.30 (Young, 1976).
1.5.- Ecuaciones de velocidad de secado de cereales en capa fina
Para la resolución del modelo matemático de secado de cereales en lecho profundo, es necesario
obtener las ecuaciones que describen las curvas de secado del producto en capa fina en función de las
diferentes condiciones que se pueden dar en el secado (Nishiyama, 1982; Bruce, 1985; Sharp, 1982).
Estas ecuaciones se obtienen mediante secados de una capa delgada de producto, para diferentes
condiciones de temperatura y humedad relativa del aire a las que puede ser sometido durante su secado.
El mecanismo físico del secado de productos con poros capilares como los granos de cereales es muy
24
complicado y poco conocido. Se acepta, generalmente, que el agua se mueve dentro del grano en forma
líquida y/o vapor. Una serie de mecanismos físicos se han propuesto para describir la transferencia de
humedad en granos de cereales (Brooker et al., 1974).
El movimiento del líquido se puede deber a:
Fuerzas de superficie (Flujo capilar)
Diferencias de concentración de agua (Difusión de líquido)
Difusión de humedad en los poros de la superficie (Difusión superficial)
El movimiento del vapor se puede deber a:
Diferencias en la concentración de vapor (Difusión de vapor).
Diferencias de temperatura (Difusión térmica).
Puede haber movimiento de agua y vapor debido a:
Diferencias en la presión total (Flujo hidrodinámico).
1.5.1.- Ecuaciones de velocidad de secado
Basándose en los mecanismos físicos mencionados, las ecuaciones que describen el secado de
productos con porosidad capilar, fueron desarrolladas por Luikov (1966,1980):
Figura 1-65
[1.55.]
Figura 1-66
[1.56.]
Figura 1-67
[1.57.]
La aportación del flujo hidrodinámico a la difusión de humedad no son significativos, dentro del
rango de temperaturas empleado en el secado de cereales. De esta forma, el sistema anterior queda reducido
a:
Figura 1-68
[1.58.]
Figura 1-69
[1.59.]
Para granos de cereales la difusión térmica puede ser considerada nula, así como la contribución de
V2k21M a la variación de la temperatura del grano con el tiempo. Entonces las ecuaciones anteriores se
convierten en:
[1.60.]
Figura 1-70
Figura 1-71
[1.61.]
Para la difusión de humedad queda una expresión basada en la ley de Fick, que expresada en
términos de análisis vectorial queda:
[1.62.]
Figura 1-72
Sherwood (1931) y Newman (1931) sugirieron que el mecanismo de secado en el periodo de
velocidad de secado decreciente viene explicado por la difusión descrita por la Ec. [1.62.] y lo resolvieron
para diferentes formas de sólidos.
Para estimar la cinética de secado durante el periodo de velocidad de secado decreciente, la segunda
Ley de Fick de la difusión ha sido utilizado por diferentes autores (Fish, 1959; Chen y Johnson, 1969;
Vaccarezza et al., 1974; Ramaswany et al., 1982; Mowlah et al., 1983). Asumiendo un coeficiente de
difusión constante, la ecuación en derivadas parciales para difusión en una sola dirección sería:
Figura 1-73
[1.63.]
Las condiciones iniciales y de contorno serían normalmente:
M (r,0) = M0,
en t = 0
M (r0,t) = Me,
en r = ro (en la superficie)
M (,t) = valor finito, en r = 0 (en el centro)
Asumiendo una distribución uniforme de humedad inicial y en ausencia de resistencias externas, la
solución analítica de la ley de Fick para una esfera sería (Brooker et al., 1974; Crank, 1956):
Figura 1-74
[1.64.]
Para tiempos de secado largos y para ratios de humedad adimensional [(M-Me)/(M0-Me)] menores
que 0.6 sólo se utiliza el primer término (n=1) de la ecuación anterior [1.64.], para estimar la velocidad de
secado, reduciéndose entonces esta expresión a la ecuación:
Figura 1-75
[1.65.]
donde a es una constante, y k sería la denominada constante de secado. De esta expresión es posible obtener
25
el coeficiente de difusión efectiva (Def), ya que k= Def/r2. La influencia de la temperatura (T) sobre este
coeficiente puede establecerse mediante la ecuación de Arrhenius Def=Do·exp(-Ea/RT), obteniendo de aquí la
correspondiente energía de activación Ea, y la constante Do (Rizvi, 1986). En las expresiones anteriores se
tiene que:
M = contenido de humedad en cada momento
Mo = contenido inicial de humedad
Me = contenido de humedad de equilibrio
t = tiempo
a = constante
k = constante de secado
Esta ecuación, haciendo a = 1, ha sido propuesta para el trigo, arroz, cebada y maíz grano
(Simmonds et al., 1953; O'Callaghan, 1954; Hall y Rodriguez-Aris, 1958; Boyce, 1966; Kachru et al., 1971;
Watson y Bhargava, 1974; Noomhorm y Verma, 1986). Esta ecuación se denomina exponencial simple, si a
= 1, o exponencial biparamétrica si a ≠ 1.
Otra ecuación de difusión empleada por Bala (1983) para malta y Noomhorm y Verma (1986) para
arroz es:
Figura 1-76
[1.66.]
Otro modelo empleado por Noomhorm y Verma (1986) para arroz, que fue propuesto por Thompson
et al. (1968), y usado para otros cereales por Paulsen y Thompson (1973), e Islam (1979), es el modelo
empírico que consiste en una ecuación de segundo orden:
Figura 1-77
[1.67.]
Otro modelo empírico es la ecuación simple, que propone una relación dependiente entre la
constante de secado y la humedad del grano (Noomhorm y Verma, 1986; Bucklin, 1978) :
Figura 1-78
[1.68.]
Finalmente la solución de la ecuación se escribe:
[1.69.]
Figura 1-79
La ecuación de Page (Van Rest y Isaacs, 1968; Hall, 1970), también es un modelo obtenido de forma
empírica para maíz grano:
Figura 1-80
[1.70.]
Nishiyama (1982), para el secado de cereales propuso la siguiente ecuación
[1.71.]
Figura 1-81
Considerando Ms la humedad en la superficie del grano (b.s.), y X el tiempo adimensional que tiene
por valor:
Figura 1-82
[1.72.]
Un planteamiento nuevo es el formulado por Alvarez y Legues (1986) que proponen un modelo
híbrido incorporando elementos analíticos y empíricos. Para el secado de semillas de uva, el movimiento de
humedad sigue un mecanismo de difusión, y tiene en cuenta las variaciones de la difusividad con el tiempo.
La expresión final es:
Figura 1-83
[1.73.]
Considerando la difusividad :
Figura 1-84
[1.74.]
con Figura 1-85
[1.75.]
Bruce (1985) plantea un modelo que considera la difusión de humedad dentro del grano, y considera
la difusión de la humedad dentro del grano dependiente de la humedad para una temperatura del grano
determinada. Así la ecuación principal, también empleada por Sokhasanj y Bruce (1987) es:
[1.76.]
Figura 1-86
donde Figura 1-87
[1.77.]
1.5.2.- Constantes de secado
Las ecuaciones de secado antes mencionadas están parametrizadas para una serie de constantes que
dependen de las condiciones en las que se conduce el secado.
En estas condiciones juega un importante papel la temperatura del grano (Boyce, 1966; Becker y
26
Sallans, 1955; Pabis y Henderson, 1962), pero en experimentos en capa delgada es muy difícil determinar la
temperatura del grano. Pabis y Henderson (1962) demostraron que el equilibrio térmico entre el aire y el
grano se alcanza rápidamente (3-4 minutos), y por tanto se puede considerar la temperatura del aire igual a la
del grano en las experiencias en capa delgada.
Para calcular la constante k del secado (Ec. 1.70.), O'Callaghan (1954) observó que esta constante de
secado y la temperatura del aire eran dependientes, e independientes de la humedad relativa del aire. De esta
forma propuso:
Figura 1-88
[1.78.]
No obstante, la ecuación más aceptada para la constante de secado es la que considera la cinética del
proceso de secado como una reacción química, obteniendo:
Figura 1-89
[1.79.]
Los valores obtenidos por Bala (1983) de las constantes del secado de malta fueron:
• Ecuación exponencial simple. (Ec. 1.65.):
Figura 1-90
[1.80.]
• Ecuación de Page. (Ec. 1.70.):
Figura 1-91
[1.81.]
Figura 1-92
[1.82.]
Bruce (1986) planteó la ecuación tipo Arrhenius en el secado de cebada para el modelo de secado
exponencial simple, y para el modelo de Page la relación de O'Callaghan. Las ecuaciones resultantes fueron:
Figura 1-93 (Para la Ec.1.65.)
[1.83.]
Figura 1-94 (Para la Ec.1.70.)
[1.84.]
Figura 1-95
[1.85.]
Para la Ec. [1.68.] y Ec. [1.69.] las constantes de secado se expresan en función de la humedad de la
malta, la temperatura y humedad relativa del aire, y el caudal volumétrico del aire de secado. En el caso del
arroz, Noomhorm y Verma (1986) plantean los siguientes valores para temperaturas y velocidades del aire
de secado pequeñas (hasta 55EC y 0.33 m/s):
• Para la Ec.1.68.
[1.86.]
Figura 1-96
Figura 1-97
[1.87.]
[1.88.]
Figura 1-98
Figura 1-99
[1.89.]
Figura 1-100
[1.90.]
• Para la Ec. [1.69.]
Figura 1-101
[1.91.]
[1.92.]
Figura 1-102
Figura 1-103
[1.93.]
•Difusividad
La difusividad de humedad dentro del grano de cereal depende de la temperatura del grano, de la
humedad del grano y del tipo de material que se está procesando. Bruce (1986) realizó pruebas a
temperatura de aire constante, y a partir del instante en que la temperatura del aire se equilibra prácticamente
con la temperatura del grano anotaba las humedades del grano. Con estos datos, ajustó las constantes de la
ecuación planteada para la difusividad (Ec.1.76.) para diferentes temperaturas del grano:
Figura 1-104
[1.94.]
Figura 1-105
[1.95.]
Un tercer coeficiente era usado para calcular la humedad en la superficie del grano, a partir de la
humedad de equilibrio:
Figura 1-106
[1.96.]
Otras formas de obtener el valor del coeficiente de difusividad de la humedad, son por ejemplo la
planteada por Chirife (1971) para el secado de tapioca, donde es función de la temperatura. La ecuación
planteada es:
Figura 1-107
[1.97.]
Saravacos (1967) relaciona el coeficiente de difusividad con el tiempo medio de equilibrio (t0.5). Este
27
termino consiste en el tiempo requerido para alcanzar la humedad media entre la humedad del grano al final
del periodo de secado constante y la humedad de equilibrio.
Figura 1-108
[1.98.]
1.6.- Modelos de simulación del secado de cereales en lecho profundo
1.6.1.- Introducción
Para el conocimiento de la evolución de las condiciones del aire y de los cereales (temperatura y
humedad) durante el proceso de secado en capa profunda, se han desarrollado diferentes modelos
matemáticos que resuelven el estudio de este proceso. Estos modelos se pueden dividir en (Morei et al.,
1978; Sharp, 1982):
• Modelos gráficos y logarítmicos.
• Modelos empíricos.
• Modelos planteados mediante ecuaciones diferenciales parciales.
Este último tipo ha sido el más utilizado, derivando las cuatro ecuaciones diferenciales parciales que
describen la transferencia de masa y calor dentro de una capa delgada de malta durante un intervalo de
tiempo diferencial. La solución analítica de este problema no se puede hallar con el nivel de las matemáticas
actuales, por lo que se utiliza una integración numérica respecto al tiempo y a la posición, considerando el
lecho profundo de malta como una serie de capas de pequeño espesor superpuestas, una encima de la
anterior. El proceso de solución paso a paso permite realizar la simulación del proceso de secado en capa
profunda.
Las ecuaciones plantean los balances de calor y masa en cada capa horizontal del lecho de secado de
área unidad, y espesor z en un intervalo de tiempo t.
En la Figura 1-109 se tiene:
z = posición de la capa elemental, respecto del fondo del lecho de secado.
*z = espesor de la capa elemental.
Ta(z,t) = temperatura del aire de entrada a la capa elemental (z,z+* z), en el momento t
wa(z,t) = humedad absoluta del aire de entrada a la capa elemental (z,z+* z), en el momento t
Ta(z+*z,t) = temperatura del aire de salida de la capa elemental (z,z+*z), en el momento t
wa(z+*z,t) = humedad absoluta del aire de salida de la capa elemental (z,z+*z), en el momento t
M(z,t) = humedad del cereal en la capa elemental (z,z+*z) en el intervalo de tiempo t
Tm(z,t) = temperatura del cereal en la capa (z,z+*z) en el intervalo de tiempo t
1.6.2.- Ecuaciones generales del proceso de secado
Las ecuaciones generales en la simulación del secado de granos de cereal en capa profunda son
según Sharp (1982):
Balance de humedad
Cambio de humedad en el aire al atravesar la capa elemental:
Figura 1-110
[1.99.]
Cambio de humedad del aire dentro de la capa elemental:
Figura 1-111
[1.100.]
Masa de agua que deja el grano:
Figura 1-112
[1.101.]
Haciendo el balance en la capa elemental (Ec.1.99. = Ec.1.101. - Ec.1.100.), y en el limite (*t → 0 y
*z → 0):
Figura 1-113
[1.102.]
Balance de energía.
Cambio en la entalpía del aire al atravesar la capa elemental:
Figura 1-114
[1.103.]
Energía para incrementar la temperatura del agua cedida del grano de malta al aire:
28
Figura 1-115
[1.104.]
Energía para calentar el grano con calor transferido por convección:
Figura 1-116
[1.105.]
Energía para cambiar la entalpía del aire dentro de la capa elemental:
Figura 1-117
[1.106.]
Realizando el balance (Ec.1.103. = Ec.1.104. - Ec.1.105. - Ec.1.106.), y en el limite (*t→0, *z→0):
Figura 1-118
[1.107.]
Ecuación de transferencia del calor.
Cambio de entalpía del grano de la capa elemental, en el intervalo de tiempo:
Figura 1-119
[1.108.]
Energía perdida por el grano por evaporación de la humedad:
[1.109.]
Figura 1-120
Realizando el balance (Ec.1.108. = Ec.1.105. - Ec.1.109.), y en el limite (*t→0, *z→0):
Figura 1-121
[1.110.]
Ecuación de la velocidad de secado.
A partir de los experimentos de secado de cereales en capa delgada, se obtienen las ecuaciones de
velocidad de secado, como, por ejemplo, la siguiente:
Figura 1-122
[1.111.]
En este conjunto de ecuaciones se tienen como datos de entrada la temperatura y la humedad relativa
del aire de salida de la capa inferior, y la temperatura y la humedad de la malta obtenidas en el intervalo
anterior. El sistema de ecuaciones se plantea desde la capa mas inferior y en un determinado intervalo de
tiempo, hasta la capa mas superior, para el mismo intervalo de tiempo.
Las derivadas parciales de la temperatura y el contenido de agua del aire respecto del tiempo, son de
valor muy pequeño, y pueden ser consideradas como nulas (Spencer, 1969; Bakker-Arkema et al., 1967).
El hecho de que la difusión del agua dentro del grano limita la transferencia de agua, ha obligado a
incluir en algunos casos las ecuaciones de difusión dentro del modelo (Ingram, 1976)
1.6.3.- Modelos existentes
McEwen y O'Callaghan (1954) fueron los primeros en proponer el secado en lecho profundo del
grano como una serie de capas delgadas, y desarrollaron un método de solución semigráfico. Van Arsdel
(1955) también propuso un modelo en ecuaciones diferenciales parciales para resolver por el método de
predicción-corrección, en el secado en capa profunda de cereales, pero no validó el modelo. Estos modelos
de McEwen y O'Callaghan y Van Arsdel eran muy laboriosos de resolver sin ordenador digital. Boyce
(1965) fue el primero en desarrollar un modelo de secado de cebada en capa profunda para ordenador
digital, que validó con resultados experimentales de forma satisfactoria.
El modelo de Bloome y Shove (1971) se basaba en un método de diferencias finitas para secado a
baja temperatura de maíz en grano. Asumía que en cada intervalo de tiempo se alcanzaba la temperatura de
equilibrio, y solo utilizaba la ecuación de balance de calor. Sharma y Muir (1974) comprobaron este modelo
para secado de trigo, obteniendo un buen ajuste con los resultados experimentales.
Baughman et al., (1971) modificaron el modelo logarítmico de Hukill (1974), obteniendo una mejor
concordancia entre los datos experimentales y los calculados en secado de maíz en capa profunda.
Bakker-Arkema et al., (1967) desarrollaron una serie de ecuaciones diferenciales parciales para la
transferencia de calor y masa en el secado en capa profunda de materiales biológicos. Posteriormente,
Bakker-Arkema et al., (1970) aplicaron el modelo para los tipos básicos de secadores existentes de maíz. La
resolución consideraba que se alcanzaba un equilibrio entre la temperatura del aire y el grano, para reducir el
sistema a tres ecuaciones, con lo que se reducía de forma importante el tiempo de computación.
Spencer (1969) solucionó este sistema de cuatro ecuaciones diferenciales por el método de
integración de Runge-Kutta, para el secado de trigo. También consideraba el efecto de contracción del lecho,
la variación del calor latente de vaporización con la humedad del cereal, y una ecuación mejorada para la
humedad del grano en la superficie.
En la universidad de Newcastle, Menzies (1971) y Bayley (1972), mejoraron el modelo de Boyce
29
(1965), sustituyendo el modelo semi-empírico por un conjunto de cuatro ecuaciones diferenciales
formuladas en diferencias finitas. Nellist (1974) mejoró el modelo anterior incorporando la ecuación de
difusión y adoptando un procedimiento mejorado de condensación, y lo aplicó al secado del rye-grass con
buenos resultados.
La introducción de ecuaciones de difusión para representar la velocidad de secado, en lugar de las
ecuaciones empíricas de experimentos de secado en capa delgada, aumenta la complejidad del modelo de
secado en capa profunda de cereales. Ingram (1976) planteó un método de series para solucionar la ecuación
de difusión, y encontró el método mas eficiente y preciso que el método de diferencias finitas aplicado por
Hamdi y Barre (1971). El número de capas en cada simulación se ajustaba dentro del modelo, de forma que
en zonas de alto gradiente de humedad las capas eran mas delgadas.
Una aplicación del modelo de Bakker-Arkema et al., (1974) en el secado de malta fue presentado por
Tuerlinckx y Goedssels (1979), pero el resultado obtenido no se validó con datos experimentales.
Otra solución para el modelo de difusión en una esfera, es propuesto por Nishiyama (1982), para el
secado de granos de cereal. El modelo se validó con trigo, dando una buena concordancia con los datos
experimentales.
Noomhorm y Verma (1986) plantearon un modelo de simulación del secado en lecho profundo de
arroz. Este modelo se basa en el planteado por Thompson et al. (1969) e Islam (1979), para el secado de
maíz. En el balance de calor de cada capa elemental se plantea que se alcanza un equilibrio entre el aire y el
grano de arroz. De esta forma, la temperatura final del grano y de salida del aire son iguales.
Bruce (1985), en estudios del secado de cebada, comparó los resultados de los modelos de secado
utilizando la ecuación exponencial simple, la ecuación de Page e introduciendo la ley de Fick de difusión
para una esfera, considerando la difusividad dependiente de la humedad del grano de cereal. Los resultados
más precisos se obtienen para este último, reproduciendo con más precisión las curvas experimentales de
secado. La ecuación de Page no describía con precisión la evolución del contenido de humedad del grano
durante el secado. Las condiciones del aire eran descritas correctamente por los tres modelos.
Un modelo más sofisticado del secado de granos de cereales, es el planteado por Sokhansanj y Bruce
(1987), que consideran un gradiente de temperatura dentro del grano. Considerando el grano de cereal de
una forma esférica, se introducen las ecuaciones de difusión y de variación de la temperatura y la humedad
dentro del grano, planteando una transferencia simultánea de masa y calor. La forma general de la ecuación
de conducción de calor, en estado no estacionario, sería (Haghighi et al., 1990):
Figura 1-123
[1.112.]
Si se considera para una partícula esférica, con conductividad térmica, densidad y calor específico
constante, la ecuación anterior resulta (Sokhansanj y Bruce, 1987):
[1.113.]
Figura 1-124
Para escribir la condición limite para la ecuación, se considera que la humedad se difunde a las capas
exteriores del grano en forma líquida y la evaporación del grano se realiza en la superficie del grano (Fortes
y Okos, 1981). El balance de calor en la superficie del grano será :
Figura 1-125
[1.114.]
En la resolución se utilizaba el método de diferencias finitas de Crank-Nicholson, dividiendo el
grano en diez capas concéntricas. En la verificación con los datos experimentales se obtuvo una mejor
concordancia que en los modelos más simples.
Considerar el grano de malta de forma no isoterma permite una mejor aproximación a las
condiciones existentes en el interior del grano, repercutiendo en un mayor tiempo de cálculo al necesitar una
discretización más fina. Este modelo necesita también de ciertas suposiciones de la forma y características
del grano, que afectan a su exactitud. Estudios sobre procesos de transferencia simultánea de calor y materia
han demostrado que la tasa de reparto del calor dentro del grano es de dos ordenes de magnitud mayor que la
de transferencia de la humedad dentro del grano (Bruce y Sikes, 1983; Young, 1969; Pabis y Henderson,
1962).
Haghighi et al. (1990) formularon un modelo de elementos finitos dentro del grano. El modelo
considera la humedad y la temperatura dependientes del coeficiente de difusión, conductividad térmica y el
calor específico. También la humedad se considera que circula por el grano en forma líquida y se evapora en
la superficie del grano. En cuanto a la forma del grano, se utilizaron dos formas, una esfera ligeramente
ovalada, y una esfera. La formulación es simétrica en coordenadas cartesianas, utilizando elementos de
30
Lagrange de noveno orden para discretizar el grano.
Los modelos de equilibrio son una simplificación de los modelos de ecuaciones diferenciales
parciales. Se supone que se dan condiciones cercanas al equilibrio, entre la temperatura del aire y la del
grano, en cada intervalo de tiempo. No es necesario la ecuación de la velocidad de secado, sino la expresión
de la humedad de equilibrio. Estas suposiciones se pueden dar para secados de grano con caudales de aire y
temperatura bajos (Sharp, 1982).
1.7.- Objetivos
Como se ha comentado antes, al principio de este apartado 1, el método convencional utilizado para
diseñar un nuevo secadero o mejorar uno existente se basa en realizar experiencias con un secadero
prototipo (utilizando a veces el secadero industrial). Este método lleva consigo normalmente un gasto
considerable en tiempo y dinero. La simulación por ordenador representa una herramienta cada vez más
potente para realizar tareas de diseño y optimización de equipos y operaciones unitarias en la industria
agroalimentaria en general. En particular, la simulación por ordenador tendrá gran interés en la optimización
de la operación de secado que se lleva a cabo en la fabricación de malta para cerveza.
Con los trabajos que se describen en esta tesis doctoral se ha pretendido:
1. Plantear y resolver el modelo matemático de comportamiento dinámico de la operación de secado
de malta verde, con aire caliente, en lecho fijo y en capa profunda. Esto implica la obtención de las
propiedades físicas y térmicas de la malta, la obtención de la ecuación de velocidad de secado de la malta y
otros datos y parámetros necesarios para la resolución de este modelo.
2. Implementar este modelo matemático y el método de resolución en un programa de ordenador,
que permita la simulación de esta operación de secado.
3. Utilizar el simulador desarrollado para analizar cuáles serían las condiciones de secado más
adecuadas para tratar de minimizar el consumo energético, teniendo en cuenta las condiciones del aire
exterior al secadero y la calidad de la malta, y maximizar la productividad de las instalaciones (tratar de
disminuir el tiempo de secado).
31
2.- Material y métodos
2.1.- Plan de trabajo
Para la consecución de los objetivos propuestos en esta Tesis Doctoral se ha establecido el siguiente
plan de trabajo:
1. Revisión bibliográfica de todos los aspectos a considerar en el planteamiento y resolución del
modelo de secado de malta en capa profunda (relación entre el proceso de secado y la calidad de la malta,
modelos de simulación del secado de cereales/malta en lecho profundo, ecuaciones de secado en capa fina y
propiedades físicas y térmicas de la malta verde).
2. Planteamiento del modelo matemático y del algoritmo de simulación de la operación de secado de
malta en lecho fijo y en capa profunda, según distintos modelos matemáticos
3. Determinación de las propiedades físicas y térmicas de la malta verde.
4. Determinación de las ecuaciones de secado en capa fina.
5. Implementación de este algoritmo mediante un programa de ordenador.
6. Análisis de la evolución de la calidad de la malta durante el secado.
7. Realización de la simulación por ordenador de secados industriales de malta según los distintos
modelos matemáticos considerados, y según distintas condiciones de aire exterior entrante al secadero.
8. Validación de los resultados obtenidos de la simulación utilizando los distintos modelos
matemáticos considerados, mediante comparación con el desarrollo del secado observado a nivel industrial.
9. Utilización del simulador obtenido en el análisis de las condiciones más adecuadas de secado
industrial de malta verde.
10. Elaboración de conclusiones.
2.2.- Materia prima utilizada en las experiencias
En las experiencias de secado realizadas en planta piloto para el secado en capa fina y en las
determinaciones de las isotermas de equilibrio y demás secados a nivel industrial, se ha utilizado malta
verde, procedente de cebadas donde las variedades predominantes eran Kym, Beka, y Trait d'Union en
proporciones de 30, 40 y 30 % respectivamente, previamente seleccionadas y germinadas en proceso
industrial seguido en las instalaciones de la maltería La Moravia S.A. de Bell-lloch (Lérida).
La cebada de partida tenia un porcentaje de proteína del 11.4%, y poseía un calibre superior a 2.5
mm (el 88% de los granos).
La malta final obtenida en los secados industriales, presentaba las siguientes características
principales que se indican en la Tabla 2-1:
Parámetro de calidad
Extracto (m.s.%)
Friabilidad (%)
I. Kolbach
I. Hartong
Color
6-11-92
79.76
82.4
37.66
38.79
3
Fechas de realización de los
secados industriales
12-11-92
20-7-93
80.26
80.19
82
81
38.59
42.78
40.50
48.54
2.5
4.4
Calidad de la malta obtenida en los secados industriales examinados.
32
2.3.- Métodos analíticos
2.3.1.- Determinación de la calidad de la malta
2.3.1.1.- Extracto
El contenido en extracto de la malta se determina sobre el mosto tras el braceado y filtrado del
mismo. El extracto se obtiene a partir del peso específico del mosto por medio de la tabla oficial de azúcares
(Tabla Plato) para 20EC, expresándose los resultados en porcentaje (m/m) (Goldiner et al., 1966; AnalyticaEBC, 1987).
2.3.1.2.- Diferencia fina-gruesa
Este parámetro se corresponde con la diferencia de extracto entre los mostos obtenidos mediante
molturación fina y gruesa, expresándose los resultados en porcentaje (m/m). Para la molturación de la malta
la EBC recomienda únicamente el uso del molino de discos DLFU, de la marca Buhler-Miag, obteniéndose
la fracción de molturación fina con una separación de discos de 0,2 mm y la gruesa con una separación de 1
mm. (Analytica-EBC, 1987).
2.3.1.3.- Proteína total
El nitrógeno es determinado por digestión de la malta en ácido sulfúrico para obtener sulfato
amónico. El sulfato amónico es convertido en hidróxido amónico adicionando sosa cáustica. El hidróxido
amónico se destila y se recoge sobre una solución de ácido bórico, valorándose a continuación por
neutralización. Una vez determinado el nivel de nitrógeno de la malta se obtiene el contenido en proteína
total multiplicando por 6.25. Los resultados se expresan en porcentaje sobre materia seca de malta
(Analytica-EBC, 1987).
2.3.1.4.- Proteína soluble
Para la determinación de la proteína soluble se toman 20 ml de mosto de la malta a analizar, se
añaden de 2 a 3 ml de ácido sulfúrico concentrado y se evapora hasta la sequedad. Posteriormente se
procede de la misma forma que en el apartado 2.3.1.3. También los resultados se expresan en porcentaje
sobre materia seca de malta. (Analytica-EBC, 1987).
2.3.1.5.- Color
El color se determina visualmente mediante un aparato comparador, formado por 9 discos de cristal
con los colores de la EBC. El color toma valores entre 2 y 27 unidades. (Analytica-EBC, 1987).
2.3.1.6.- Sobrecoloración
La sobrecoloración se mide de igual forma que el color, pero con un mosto que ha estado en
ebullición durante 1 hora y 30 minutos, en una instalación con recuperación de vahos, para mantener la
disolución.
2.3.1.7.- Friabilidad
Este parámetro se determina a partir de 50 g de malta, que se introducen en un friabilimetro. La
friabilidad se corresponde con el porcentaje (m/m) de malta que tras 8 minutos de funcionamiento ha
atravesado una malla de 1,2 mm. (Analítica aprobada por la EBC).
33
2.3.1.8.- Vitrosidad
La vitrosidad se determina a partir de la fracción de malta que no ha atravesado la malla en la prueba
de friabilidad, y corresponde con el porcentaje (m/m) de partículas con un diámetro superior a 2,2 mm.
2.3.1.9.- Índice Kolbach
Se calcula como la proporción de proteína soluble respecto de la total, expresándose en porcentaje
(Kolbach, 1933).
2.3.1.10.- Índice Hartong a 45EC
El Índice Hartong a 45EC se calcula a partir de la densidad del mosto de malta, tras el braceado a
45EC y filtrado del mismo, se expresa como porcentaje respecto al Extracto obtenido según el apartado
2.3.1.1. (Hartong y Kretschimer, 1962).
2.3.1.11.- Viscosidad
Este parámetro se ha determinado con un viscosímetro Ostwald, calibrado previamente, en mosto a
20EC.
El viscosímetro utilizado ha sido de la marca PROTON, modelo CANNON-FENSKE, serie 50, para
líquidos opacos (Normas ASTM D 445 y 2515). La preparación del mosto y la medida se ha realizado según
Analytica-EBC (1987), expresándose los resultados en mPa.s
2.3.1.12.- Atenuación límite
Una vez obtenido el mosto de la forma descrita en el apartado 2.3.1.1., es hervido y posteriormente
fermentado en el laboratorio con levadura prensada. La atenuación límite se calcula a partir de los pesos
específicos del mosto antes y después de la fermentación, expresándose los resultados en porcentaje
(Bishop, 1943; Gilliland et al., 1966; Analytica-EBC, 1987).
2.3.1.13.- Índice de Calidad
Este Índice se ha determinado a partir de los parámetros: Rendimiento del Extracto, Índice Kolbach,
Viscosidad y Atenuación Límite, y mediante la aplicación de coeficientes de ponderación (Molina et al.,
1986; Molina, 1987).
2.3.2. - Determinación de la humedad de la malta
Para determinar la humedad de la malta durante el secado industrial, a cinco profundidades
diferentes, se utiliza una sonda especial para poder recoger la muestra sin alterar las capas del lecho de
malta.
La sonda consistía en un tornillo sinfín que se introducía verticalmente en el lecho, hasta alcanzar el
fondo de éste. Después se colocaba un cilindro metálico alrededor del tornillo sinfín, y también se introducía
hasta el fondo del lecho. Finalmente, se retiraban las dos piezas conjuntamente de dentro del lecho de malta,
para poderlas separar encima de una superficie plana y así poder distinguir la muestra en cinco capas de
igual espesor.
Esta operación se realizaba en tres puntos diferentes de la caja de germinación para cada intervalo de
tiempo. La muestra recogida era conducida rápidamente a un congelador, para detener las posibles
alteraciones de las características de la malta verde (parcialmente seca), y poder conservar la muestra hasta
la determinación de la humedad, y el resto de características.
Una vez preparada la muestra, la humedad de la malta se ha determinado por el método indirecto
utilizando la técnica de calor y presión reducida (Ayres, 1981; Carbonell et al., 1984).
34
La muestra de malta de unos 70 gramos se colocaba en tres recipientes de tara conocida. Los
recipientes con las muestras de malta se pesaban en una balanza analítica con precisión de 1 mg y se
introducían en una estufa a vacío (menos de 100 mm Hg) a 70EC, hasta alcanzar un peso constante;
entonces, se retiran de la estufa y se vuelve a pesar (López et al., 1989, 1992, 1994).
La humedad en base seca se obtiene mediante la expresión:
Figura 2-1
[2.1.]
2.3.3.- Determinación de las isotermas de humedad de equilibrio
La determinación de las isotermas de humedad de equilibrio se ha realizado por el método estático.
Se trata de poner el producto en estudio en contacto con el aire de humedad relativa conocida dentro de un
recinto cerrado, manteniendo constante la temperatura del sistema (Vidal et al., 1986; López et al., 1992).
Las diferentes humedades relativas se han conseguido con disoluciones acuosas de ácido sulfúrico.
La humedad relativa del aire en contacto con una disolución acuosa de ácido sulfúrico es función de la
temperatura y de la concentración de la disolución (Molnár, 1987), y se puede calcular con la expresión
(López et al., 1994b):
[2.2.]
Figura 2-2
Concentración de H2SO4 (%)
10
20
30
40
50
60
70
80
90
95
a1
8.925
8.922
8.864
8.840
8.832
8.841
9.032
9.293
9.265
9.790
a2
2259
2268
2271
2299
2357
2457
2688
3040
3390
3888
Valores de a1 y a2 según la concentración de H2SO4 (Molnár, 1987).
Sustituyendo los valores en la Ec. 2.2., se han obtenido las curvas que representan la humedad
relativa del aire en equilibrio con la disolución de ácido sulfúrico en función de la concentración en
porcentaje en peso de ácido sulfúrico puro (Figura 2-3).
A partir de estas curvas, se han seleccionado las concentraciones (% en peso) de ácido sulfúrico que
permiten conseguir unos valores de humedad relativa del aire representativos de las condiciones del aire en
el secado de malta (estas humedades relativas del aire en el equilibrio serán las aw correspondientes).
Se toman muestras de malta de unos 4 g y se colocan dentro del pesasustancias tarado, el cual se
introduce inmediatamente en los recipientes de vidrio. Después de cerrarlos herméticamente, los recipientes
se sitúan en estufa a temperatura controlada, y periódicamente se pesan los pesasustancias con las muestras.
Cuando el peso se mantiene constante, se da por acabado el experimento y se determina la humedad de la
muestra en estufa de vacío. La humedad obtenida representa el contenido de humedad de equilibrio de la
malta.
Finalizado cada experimento, la humedad relativa ambiente se vuelve a calcular, determinando la
concentración de la disolución por valoración con hidróxido sódico 5N e indicador de fenolftaleina, y
determinando la densidad de la disolución pesando un volumen de 10 ml en balanza. Una vez obtenida la
concentración, mediante la Ec.2.2. se calcula la humedad relativa del aire dentro del recipiente.
Es necesaria esta corrección debido a los errores de preparación y a la adsorción o desorción de
humedad ambiente por parte del producto.
2.3.4.- Determinaciones realizadas en secado industrial
Los secados de malta realizados a nivel industrial, para validar el método y el algoritmo de
35
simulación desarrollado, se han llevado a cabo en la maltería La Moravia S.A., situada en el municipio de
Bell-lloc (Lleida). Esta maltería fabrica malta exclusivamente para las dos fábricas de cerveza de Barcelona
de DAMM S.A.
La principal característica del proceso de fabricación de malta en esta maltería es que el secado se
realiza en la misma caja donde la cebada germina. El remojo de la cebada (hasta un 40% en base húmeda,
aproximadamente) se lleva a cabo en tanques de base cónica, y una vez concluido se transporta el grano
húmedo a una caja de germinación situada en una sala junto a los tanques de remojo.
Las cajas de germinación y secado tienen unas dimensiones de 45x9 m², con una altura de lecho de 1
a 1.2 m, donde se colocan unas 220 t de cebada húmeda. El fondo de las cajas es de chapa perforada, que
permite el paso del aire frío para mantener la temperatura de germinación constante a 15EC. Dispone de un
volteador helicoidal que a la vez que rompe los entramados de raíces que se forman, homogeneiza la cebada
en germinación.
El secado se realiza, cuando ya ha concluido la fase de germinación, haciendo pasar aire caliente a
través del fondo perforado de la caja. El aire es calentado mediante un intercambiador de calor agua
sobrecalentada/aire, que calienta el aire cogido del exterior. Recientemente se ha instalado un
intercambiador de calor aire-aire de tubos de vidrio, para aprovechar una parte del calor del aire saliente del
secado para precalentar el aire entrante (López y Llorca, 1990; López y Cabezas, 1993). La elección de
tubos de vidrio, es debida al alto poder corrosivo que tienen los condensados del aire saturado de vapor de
agua.
Al realizarse el malteado durante todo el año, las variaciones que se producen en el consumo
energético durante la operación de secado, por la diferente entalpía del aire exterior son considerables.
El programa de temperaturas que se emplea en el secado y tostado de la malta comienza a 50EC, se
mantiene la mayor parte del tiempo a 60EC, y finaliza a 80EC para que tenga lugar el tostado de la malta. El
aire saliente al inicio del secado sale casi saturado de vapor de agua, y sólo en las últimas horas del secado la
diferencia de temperaturas entre el aire que entra y el que sale del lecho de malta es pequeña, ya que en este
último periodo de secado el aire casi no recoge humedad del grano. Así, en las últimas horas de secado se
puede recircular el aire de salida, para mezclarlo con el aire exterior y ahorrar energía. La tasa de
recirculación es del 90%, en esta última etapa.
El proceso de secado industrial de la malta verde dura unas 26 horas de media, dependiendo de las
condiciones ambientales exteriores. Cuando la malta ya está suficientemente seca, se descarga de la caja de
secado mediante tornillos sinfín y transportadores de cadenas.
2.3.4.1.- Caudal volumétrico del aire
El caudal volumétrico del aire de secado se ha medido a la salida del lecho de secado, en las tres
ventanas que conducen el aire saliente del lecho hacia el intercambiador de calor aire saliente-aire exterior,
de recuperación de energía.
Estas ventanas tienen unas dimensiones de 2.01x2.6 m² cada una. Cada ventana que tiene una
división intermedia se cuadriculó en cien rectángulos a lo largo de toda la sección (diez de altura por diez de
longitud). En cada rectángulo se realizaban dos medidas con un anemómetro portátil.
El anemómetro usado es un Airflow LCA-6000, que mide la velocidad del aire en un rango de 0-30
m/s, siendo su precisión directamente proporcional a la velocidad del aire. Así, para velocidades de aire
menores de 2 m/s, da importantes errores, pero para altas velocidades, el error es poco importante.
El valor medio de velocidad de aire obtenido con el anemómetro se multiplica por la sección
asignada a cada rectángulo, resultando el caudal volumétrico que atraviesa esta sección. Así el caudal
volumétrico que atraviesa el lecho de malta es:
Figura 2-4
[2.3.]
2.3.4.2.- Características del aire de secado
Durante la realización del cada secado industrial se ha determinado la temperatura del aire en el
exterior de la maltería, a la entrada del lecho de secado, y a la salida del lecho.
Para medir la temperatura y la humedad relativa del aire se ha utilizado una sonda Higrotec 4020,
36
consistente en una unidad Pt 100 para registrar la temperatura, y un sensor para la humedad relativa de
material plástico, que varía su elongación según la humedad del aire que lo rodea. Esta sonda tiene las
siguientes características técnicas:
• Temperatura:
rango
0-100EC
precisión
±0.5EC
•Humedad Relativa: rango
0-100% HR
precisión
±2.5% HR (entre 40-100% HR)
±3.5% HR (entre 25-40% HR)
Para medir la presión del aire entrante al lecho de secado, se ha utilizado un manómetro de columna
de agua, con una precisión de 0.001 m. En el tercer secado, también se registró la presión del aire a la salida
del lecho (con un manómetro de columna de agua, similar al anterior), y la presión exterior, recogiendo los
datos del Servei Metereològic de Lleida.
Los datos se recogían de forma manual y periódica, durante todo el proceso de secado de la malta, y
con un sistema de adquisición de datos tal como se indica en el apartado siguiente 2.3.4.5.
2.3.4.3.- Densidad inicial de la malta verde
La altura del lecho de secado se ha medido mediante una lanza metálica de longitud conocida, que se
introducía en el lecho de malta verde hasta el fondo de éste. Las medidas se realizaban previamente al inicio
de cada secado.
Debido a la irregularidad superficial del lecho de malta verde, en forma de ondulaciones o
montículos creados por el volteador helicoidal, las medidas se realizaban en diferentes puntos de la
ondulación para determinar el perfil del lecho, y de esta forma su área.
Los valores medios de los diferentes perfiles se han ajustado a una curva, y se ha determinado
gráficamente su área, que multiplicada por la longitud de la caja daría el volumen total ocupado por la malta
verde.
Conociendo la cantidad de malta que se procesa, se calcula la densidad de la malta verde al inicio del
secado dividiendo la cantidad total de malta por el volumen que ocupa.
2.3.4.4.- Coeficiente de contracción del lecho de secado
Durante el proceso de secado se han registrado las alturas en la parte superior e inferior de cada
ondulación superficial. Las medidas se han tomado a lo largo de la caja.
Como previamente se ha determinado el volumen ocupado por la malta al inicio del proceso, con
este volumen se determina la altura equivalente del lecho de malta:
altura equivalente = volumen/sección horizontal de la caja [2.4.]
La sección horizontal de la caja donde se seca la malta es de 405 m². Así se puede saber el valor
relativo de la altura equivalente respecto del máximo y el mínimo de las ondulaciones o montículos
existentes en la superficie del lecho de malta:
altura equivalente = altura inferior + ka - (altura superior - altura inferior) [2.5.]
donde el valor de ka oscila entre 0 y 1.
De esta manera, una vez obtenida la media de los valores superior e inferior, la altura equivalente del
lecho se obtiene gracias a la Ec.2.5., considerando el valor de ka invariable a lo largo de todo el secado.
2.3.4.5.- Sistema de adquisición de datos
Para el registro continuo de datos de los principales parámetros físicos del secado industrial en la
maltería La Moravia se ha instalado un sistema de adquisición de datos, con tarjeta conectada a un
ordenador, que mediante un software específico almacena los valores captados por las sondas sobre soporte
magnético de forma periódica.
Las sensores introducidos en el sistema de adquisición de datos son:
• Temperatura y humedad relativa del aire exterior.
37
• Temperatura del aire a la entrada a la batería de calentamiento.
• Temperatura del aire a la entrada del lecho de malta
• Temperatura seca y húmeda del aire a la salida del lecho de malta.
• Presión del aire a la entrada y a la salida del lecho de malta.
Todos los sensores proporcionan una señal analógica DC (corriente continua), oscilando los valores
de medida de 0 a 10 V. No se acondiciona la señal, ya que los cambios del nivel de voltaje y frecuencia son
relativamente lentos. Solamente se reduce la señal de voltaje en un 20%, ya que el rango de entrada que
acepta la tarjeta es de 0-8.5 V (Escoi, 1994).
La tarjeta de adquisición elegida, es una RTX-03A de alta precisión, ya que cumple las necesidades
de número de entradas, velocidad y resolución requeridos. Sus principales características son:
• 1 canal de conversión de digital a analógica de 12 bits de resolución, unipolar (0-8.5 V) o bipolar (8.5-8.5 V) con un tiempo de conversión de 500 nsec.
• 16 canales de conversión analógica a digital de 12 bits de resolución, unipolares (0-8.5 V), con un
tiempo de conversión de 60 sec (cada canal).
El ordenador que contiene la tarjeta de adquisición de datos es un PC compatible con
microprocesador 486, DX 33 con 4 megas de RAM, bus de datos EISA, 130 megas de disco duro y sistema
de vídeo VGA en local bus.
El software necesario para la captura de los datos ha sido realizado en lenguaje Visual Basic, para
conseguir una mejor presentación. El programa recoge todos los valores de las sondas cada 30 segundos,
realizando una media de los datos recogidos cada 6 minutos (12 datos). Esta media es la que se almacena
sobre soporte magnético, para tener un archivo por secado realizado.
2.3.5.- Experimentación en planta piloto
Para la realización de los experimentos de secado en capa fina, a diferentes temperaturas del aire de
secado se ha acondicionado una planta piloto de secado situada en la Escuela Técnica Superior de Ingenieros
Agrónomos de Lleida, para permitir la recogida continua de datos.
El esquema general de la planta piloto se detalla en la Figura 2-5, con sus elementos de medición y
control.
El secadero calienta el aire exterior mediante unas resistencias eléctricas hasta alcanzar la
temperatura deseada, y mantiene esta temperatura programada gracias a unos sensores de temperatura
colocados a la entrada del aire al producto a secar. El aire caliente se impulsa mediante un ventilador,
regulándose el caudal variando la velocidad de los ventiladores.
El caudal de aire empleado en el secado se determina a la salida del aire de secado. Para la
homogeneización del flujo, se ha alargado 3 metros el conducto de salida de aire, situándose el anemómetro
al final de este conducto. El anemómetro empleado era el Digital Anemometer Mod. DA-4000. Esta
prolongación del tubo de salida permite una separación física del aire de entrada y salida del secado.
Para la determinación de la humedad de la malta, se coloca el material en una cesta que se suspende
de una balanza COBOS Mod. D-4000-SX, con una pesada máxima de 4 kg y una precisión de 0.1g. La
balanza dispone de una salida RS-232C a ordenador para la lectura del peso del peso de forma periódica.
Previamente se determina la humedad inicial de la malta en estufa a vacío, juntamente con los pesos
iniciales de la cesta con y sin malta.
Los valores de las condiciones del aire de secado se realiza mediante seis termopares, con un rango
de medida de -100EC a 500EC, que se conectan a un colector de datos ANRITSU Data Collector Modelo
AM-7001 Type k, para su posterior volcado a un ordenador. Los termopares registran las siguientes
temperaturas:
• Temperatura seca aire exterior
• Temperatura húmeda aire exterior
• Temperatura aire entrada capa fina
• Temperatura aire salida del cilindro con malta
• Temperatura seca aire salida
• Temperatura húmeda aire salida
38
2.4.- Tratamiento estadístico de los resultados
2.4.1.- Análisis estadístico aplicado en la determinación de las isotermas de equilibrio
Los diferentes modelos matemáticos que intentan expresar el contenido de humedad de equilibrio del
sólido en función de la actividad de agua (x = f(aw)) contienen unos parámetros que permanecen constantes
para cada producto y para una determinada temperatura.
Tradicionalmente, los valores de estos parámetros se han calculado agrupando adecuadamente las
variables que aparecen en las ecuaciones x = f(aw, p1, p2,...), de manera que uno de los grupos sea función
lineal del otro:
[2.5.]
Figura 2-6
donde los bi son funciones de parámetros pi del modelo. En el apartado 1.4.7. aparecen las expresiones que
toman las funciones para cada una de las teorías que se aplicarán a los resultados experimentales.
Realizando una regresión lineal, simple o múltiple (con un intervalo de confianza del 95%), con los
puntos [ h1(aw,,x), h2(aw,,x),...,, g(aw,,x) ], se obtienen los bi. El sistema de ecuaciones resultante permite
obtener los valores de los parámetros pi; pero estos valores no son los que minimizan la suma de cuadrados
residuales entre los puntos experimentales (awi,xi) y la ecuación del modelo (Vidal et al., 1986).
Hay otro método para calcular los valores de los parámetros pi, que consiste en efectuar una regresión
no lineal con los puntos experimentales; en este caso, se ha de realizar una estimación inicial del valor de los
parámetros.
Los parámetros obtenidos por regresión no lineal dan unos ajustes con menor suma de cuadrados
residual, que los parámetros obtenidos por regresión lineal (Gimeno, 1985; Gimeno et al., 1989; Vidal et al.,
1991).
El ajuste de los resultados experimentales a cada una de las teorías se ha conseguido por regresión no
lineal, utilizando el procedimiento Nonlinear Regression del programa Statgraphics (v.6.).
El procedimiento Nonlinear Regression utiliza un algoritmo de búsqueda, desarrollado por
Marquardt (1963), que intenta determinar las estimaciones que minimizan la suma de cuadrados residual.
Este algoritmo es altamente dependiente de los valores iniciales que se introducen, por lo que se precisa
encontrar unas estimaciones iniciales correctas. El procedimiento comienza con los valores iniciales
estimados e intenta mejorarlos en cada iteración.
Las estimaciones iniciales de los parámetros se pueden obtener siguiendo algunos de los criterios
siguientes:
• Criterio 1: mediante el método tradicional, obteniendo por regresión lineal simple o múltiple los
parámetros de las ecuaciones.
• Criterio 2: dando el valor 1 a cada uno de los parámetros iniciales.
• Criterio 3: aplicando a cada punto experimental el modelo matemático, y resolviendo los diferentes
sistemas de ecuaciones; en este caso, se toma como estimación inicial, la media aritmética de los diferentes
valores obtenidos para cada parámetro.
Se ha utilizado el criterio 1, ya que estudios previos en isotermas de equilibrio han demostrado que
da un mejor ajuste (Piqué, 1992).
Una vez obtenidos los parámetros de las ecuaciones para cada experimento, se analizan los
resultados del ajuste utilizando los diferentes estadísticos que el procedimiento Nonlinear Regression
proporciona:
• coeficiente de determinación (R²)
• suma de cuadrados residual (S.Q.R.)
• suma de cuadrados media residual (S.Q.M.R.)
• distribución de los residuos.
La distribución de los residuos interesa que sea al azar y no siguiendo un modelo (Chen et al., 1989).
2.4.2.- Análisis estadístico de los resultados de los experimentos de secado en capa fina
El ajuste de los resultados experimentales a cada uno de los modelos matemáticos considerados se ha
realizado mediante regresión lineal o no lineal con los procedimientos correspondientes del programa
39
Statgraphics (v.6).
2.5.- Método de simulación del secado de malta en lecho profundo
Para la obtención del algoritmo de simulación del secado de malta verde en lecho fijo y capa
profunda se han considerado diferentes modelos, que resuelven las ecuaciones de velocidad de secado y de
transferencia de calor.
Así, según el modo de resolver la ecuación de la velocidad de secado en capa fina, se tienen los
modelos:
• Ecuación exponencial simple
• Ecuación de Page
• Modelo de difusividad de la humedad dentro del grano de malta.
Para los balances de energía en la capa elemental y la ecuación de velocidad de transferencia de
calor, se han analizado los siguientes modelos:
• Modelo de Nellist (1974)
• Modelo de Ingram (1976)
• Modelo de Tuerlinckx (Tuerlinckx y Goedssels, 1979)
• Modelo de Noomhorm y Verma (1986)
El método de simulación utilizado considera una capa elemental (de lecho de secado) de espesor dz y
una sección de área unitaria con un contenido medio de humedad de la malta M y una temperatura Tm. El
aire cruza la capa elemental con una temperatura Ta, un contenido de agua wa, y un caudal másico G. Hay
cuatro variables dentro del sistema (Ta, wa, Tm, y M), por tanto se necesitan al menos cuatro ecuaciones para
su resolución.
2.5.1.- Ecuación del balance de agua
{Agua perdida por el grano} = {agua ganada por el aire}
[2.6.]
Figura 2-7
Figura 2-8
[2.7.]
En forma de diferencias finitas se tendrá:
Figura 2-9
[2.8.]
2.5.2.- Ecuación de velocidad de secado
Las diferentes ecuaciones para la velocidad de secado se obtienen ajustando los datos experimentales
de secados en capa delgada, a diferentes modelos:
2.5.2.1.- Ecuación exponencial simple
La ecuación exponencial simple escrita en forma diferencial sería [ver apartado 1.5.1.]:
Figura 2-10
[2.9.]
Integrando la ecuación anterior desde el estado 1 al estado 2 quedaría:
Figura 2-11
[2.10.]
de forma que t2- t1 = )t
Considerando dos momentos sucesivos, inicial (t) y final (t + )t) se tendría:
[2.11.]
Figura 2-12
2.5.2.2.- Ecuación de Page
La ecuación de Page se puede escribir como [ver apartado 1.5.1.]:
Figura 2-13
[2.12.]
De manera que el tiempo necesario para alcanzar la humedad actual de la malta al inicio del
intervalo, bajo las nuevas condiciones del aire de entrada, se denomina tiempo equivalente (teq), y se calcula:
40
Figura 2-14
[2.13.]
El tiempo que se introduce en la ecuación de Page, es el tiempo equivalente más el valor del
intervalo de tiempo considerado, para encontrar la humedad de la malta al final del intervalo. Derivando la
ecuación de Page, se obtiene:
Figura 2-15
[2.14.]
La Ec. [2.14.] en forma de diferencias finitas es:
Figura 2-16
[2.15.]
2.5.2.3.- Ecuación de difusión de la humedad dentro del grano
La ecuación general de difusividad del agua dentro del grano de cereal, considerando el grano de
forma esférica, fue descrita por Bruce (1985) en coordenadas esféricas:
Figura 2-17
[2.16.]
considerando la difusividad D, para una determinada temperatura del grano, igual a la obtenida mediante la
Ec. [1.77.], y con los coeficientes " y $ explicados por la Ec. [1.94.] y Ec. [1.95.], respectivamente.
Las condiciones iniciales para el secado de cereales, de forma esférica y radio L, son :
Figura 2-18
[2.17.]
Las condiciones de contorno son:
[2.18.]
Figura 2-19
Al considerar que la difusión de agua dentro del grano presenta una simetría radial obliga también a
la siguiente condición:
Figura 2-20
[2.19.]
De esta forma la Ec. [2.16.] queda de la siguiente forma:
Figura 2-21
[2.20.]
Si se efectúa el siguiente cambio de variable en la Ec. [2.20.]:
[2.21.]
Figura 2-22
se obtiene la siguiente ecuación:
Figura 2-23
[2.22.]
Las nuevas condiciones iniciales y de contorno son:
Figura 2-24
[2.23.]
[2.24.]
Figura 2-25
[2.25.]
Figura 2-26
Se realiza un segundo cambio de variable:
Figura 2-27
[2.26.]
Resultando la ecuación definitiva para discretizar:
[2.27.]
Figura 2-28
Las condiciones iniciales y de contorno quedan:
Figura 2-29
[2.28.]
Figura 2-30
[2.29.]
Figura 2-31
[2.30.]
Para la resolución de la Ec. [2.27.], se divide el grano de malta en capas concéntricas de igual
espesor. Así, el planteamiento para el instante j, y la parte del grano i será:
Figura 2-32
[2.31.]
Para determinar el valor de los diferenciales de tiempo y radio, a emplear en la Ec. [2.31.], se ha de
tener en cuenta la condición de estabilidad. Para dicha ecuación es:
Figura 2-33
[2.32.]
El desarrollo más detallado de la resolución de la ecuación de difusión de la humedad dentro del
grano se halla en el Anejo nº 1.
2.5.3.- Ecuaciones de balance de calor y de transferencia de calor
Para resolver el sistema de ecuaciones resultante de los balances de energía en la capa elemental de
lecho de secado se establecen una serie de supuestos para simplificar el modelo:
41
• No hay pérdida de calor en dirección perpendicular a la del flujo de aire que atraviesa el lecho de
malta.
• La pérdida de calor por conducción dentro del lecho es despreciable.
• Los calores específicos del agua, vapor de agua y del aire son constantes.
• El calor latente de vaporización del agua en el grano de malta depende de la humedad del grano.
• La contracción del lecho, y la densidad aparente de la malta en base seca dependen del contenido
de humedad de la malta.
• La contribución de las derivadas parciales de la temperatura y del contenido de agua del aire con
respecto al tiempo es despreciable.
2.5.3.1.- Modelo de Nellist
El siguiente modelo matemático fue planteado por Nellist (1974) en el secado de raygras, obteniendo
un buen ajuste con los resultados experimentales.
2.5.3.1.1.- Ecuación del balance de calor
{Cambio de entalpía del aire} = {Cambio de entalpía del grano}
El cambio de entalpía del aire es:
Figura 2-34
[2.33.]
El cambio de entalpía del grano es:
Figura 2-35
[2.34.]
Sustituyendo Figura 2-36 en la ecuación Ec. [2.33.], e igualando las ecuaciones Ec.2.33 y Ec.2.34., el
valor de la variación de la temperatura del aire en la capa elemental resulta igual a:
Figura 2-37
[2.35.]
2.5.3.1.2.- Ecuación de transferencia de calor
{La transferencia de calor entre el aire y el grano} = {cambio en el calor sensible del grano} + {(entalpía
del agua evaporada - entalpía del agua antes de evaporarse)}
La transferencia de calor entre el aire y el grano sería:
Figura 2-38
[2.36.]
La variación de calor sensible del grano sería:
[2.37.]
Figura 2-39
La variación de entalpía del agua evaporada en el intervalo y capa considerada sería:
Figura 2-40
[2.38.]
Así la variación de la temperatura del grano de malta vendría dado por la expresión:
[2.39.]
Figura 2-41
donde:
Figura 2-42
[2.40.]
Figura 2-43
[2.41.]
Figura 2-44
[2.42.]
Figura 2-45
[2.43.]
Figura 2-46
[2.44.]
2.5.3.2.- Modelo de Ingram
2.5.3.2.1.- Ecuación del balance de calor
{Cambio de entalpía del aire} = {calor transferido por convección al gran} - {calor arrastrado por el vapor
al aire}
Cambio de entalpía del aire:
Figura 2-47
[2.45.]
42
Transferencia de calor por convección al grano de malta:
Figura 2-48
[2.46.]
Calor arrastrado por el vapor al aire:
Figura 2-49
[2.47.]
Aplicando series de Taylor y despreciando los términos de orden elevado quedaría:
[2.48.]
Figura 2-50
Sustituyendo la ecuación del balance de humedad entre el aire y la malta, la ecuación anterior queda:
Figura 2-51
[2.49.]
Asignando el siguiente valor:
Figura 2-52
[2.50.]
Y si se considera P y Tm constantes a lo largo del intervalo )z, la Ec. [2.49.] se reduce a:
Figura 2-53
[2.51.]
Integrando la Ec. [2.51.] se obtendrá la siguiente ecuación expresada en diferencias finitas:
[2.52.]
Figura 2-54
2.5.3.2.2.- Ecuación de transferencia de calor
Se considera el siguiente balance:
{Cambio de entalpía del grano} = {calor transferido por convección al grano} - {calor suministrado para
evaporar el agua al aire}
Cambio de entalpía del grano:
Figura 2-55
[2.53.]
Transferencia de calor por convección al grano:
Figura 2-56
[2.54.]
Calor suministrado para evaporar el agua:
[2.55.]
Figura 2-57
Planteando la igualdad anterior y aplicando series de Taylor y despreciando los términos de orden
elevado, se obtendrá:
Figura 2-58
[2.56.]
Asignando los valores siguientes:
[2.57.]
Figura 2-59
[2.58.]
Figura 2-60
La ecuación final obtenida será:
Figura 2-61
[2.59.]
Considerando que los valores P' y Q no varían a lo largo del intervalo )t, e integrando se obtiene:
[2.60.]
Figura 2-62
2.5.3.3.- Modelo de Tuerlinckx
2.5.3.3.1.- Ecuación del balance de calor
{Cambio de entalpía del aire} = {calor transferido por convección al grano} - {calor arrastrado por el
vapor al aire}
Cambio de entalpía del aire:
Figura 2-63
[2.61.]
Si se considera wa (z+dz) ≅ wa (z), la ecuación se reduce a:
Figura 2-64
[2.62.]
Transferencia de calor por convección al grano de malta:
[2.63.]
Figura 2-65
Calor arrastrado por el vapor al aire:
Figura 2-66
[2.64.]
Despejando el término de variación de la temperatura con la posición y sustituyendo la expresión del
balance de agua:
43
Figura 2-67
[2.65.]
2.5.3.3.2.- Ecuación de transferencia de calor
Se considera el siguiente balance:
{Cambio de entalpía del grano} = {calor transferido por convección al grano} - {calor suministrado para
evaporar el agua al aire}
Cambio de entalpía del grano:
Figura 2-68
[2.66.]
Si se considera M (t+dt) ≅ M (t), para la ecuación anterior:
[2.67.]
Figura 2-69
Transferencia de calor por convección al grano
Figura 2-70
[2.68.]
Calor suministrado para evaporar el agua :
Figura 2-71
[2.69.]
Planteando el balance inicial, la variación de la temperatura de la malta con el tiempo quedaría:
Figura 2-72
[2.70.]
2.5.3.4.- Modelo de Noomhorm y Verma
Este modelo que fue aplicado en el secado de arroz está basado en el modelo planteado por
Thompson et al. (1968), y considera que existe una temperatura de equilibrio del aire y el grano,
proponiendo un balance del calor sensible del aire y el grano para el cálculo de esta temperatura. El balance
planteado es:
Figura 2-73
[2.71.]
Despejando en el balance anterior la temperatura de equilibrio (Teq) se puede calcular mediante la
expresión (considerando que dwa es del mismo orden que dM):
Figura 2-74
[2.72.]
Para el cálculo de la temperatura de salida del aire y del grano se supone que la temperatura del aire a
la salida de la capa elemental es igual a la temperatura de la malta transcurrido el intervalo de tiempo
considerado:
[2.73.]
Figura 2-75
La temperatura final (Tf) se calcula con la siguiente expresión, planteado por Thompson et al.
(1968); y también considerando que Figura 2-76, y que dwa es del mismo orden que dM:
Figura 2-77
[2.74.]
De forma que la temperatura de salida del aire y el grano vendría expresada por:
[2.75.]
Figura 2-78
2.5.4.- Cálculo de las propiedades del aire húmedo
Las ecuaciones empleadas en el cálculo de las diferentes propiedades del aire son:
Figura 2-79
[2.76.]
Figura 2-80
[2.77.]
Figura 2-81
[2.78.]
Figura 2-82
[2.79.]
[2.80.]
Figura 2-83
Figura 2-84
[2.81.]
Para calcular la presión del aire dentro del lecho de malta se supone que varía de forma lineal entre el
valor de la presión del aire a la entrada o zona inferior del lecho, y la presión del aire a la salida.
2.5.5.- Cálculo de las propiedades físicas y térmicas de la malta
Las ecuaciones empleadas en el cálculo de las propiedades físicas y térmicas de la malta (excepto las
44
isotermas de equilibrio) han sido obtenidas de la bibliografía existente sobre la malta, excepto para la
densidad y el coeficiente de contracción.
• Calor específico de la malta (del apartado 1.4.2.) :
Ecuación [1.9.]
[1.9.]
• Calor latente de vaporización del agua de la malta (del apartado 1.4.3.):
[1.15.]
Ecuación [1.15.]
• Coeficiente de transferencia de calor por convección (del apartado 1.4.4.):
Ecuación [1.27.]
[1.27.]
• Coeficiente de contracción del lecho:
Del apartado 1.4.6., se utiliza la ecuación general Ec.1.37., con los siguientes valores, calculados en
el apartado 3.1.1.2. :
Ecuación [3.1.]
[3.1.]
• Humedad de la malta en el equilibrio:
Se ha utilizado la ecuación de G.A.B. (apartado 1.4.7.4.)
Ecuación [1.44.]
[1.44.]
Con los siguientes coeficientes (según el apartado 3.1.3.2.):
Ta = 40ºC → A = 0.0569; B = 22.5693; C = 0.9022
Ta = 60ºC → A = 0.0457; B = 23.9890; C = 0.9282
Ta = 80ºC → A = 0.0442; B = 11.1573; C = 0.9163
Para temperaturas del aire intermedias se realiza una interpolación entre los valores de las isotermas
más cercanas.
Para valores inferiores a 40EC se ha utilizado la ecuación deducida por Bala (1983):
Figura 2-85
[2.82.]
2.5.6.- Solución del algoritmo de simulación del secado de malta en capa profunda
2.5.6.1.- Procedimiento general
El lecho de malta se ha dividido en un número de capas elevado, para poder considerar así que las
propiedades del material son constantes o casi constantes, dentro de cada una de las capas. El intervalo de
tiempo ha de ser suficientemente pequeño para poder considerar constantes las condiciones del aire a la
entrada y a la salida del lecho. La elección de los intervalos de tiempo y altura de la capa elemental de malta
ha de permitir obtener buenos resultados, y una adecuada economía de tiempo de cálculo y simulación en
ordenador.
Una vez determinados los valores de los incrementos de tiempo y espacio (altura), con las
condiciones de entrada del aire se determinan las constantes de secado (k,u) según el apartado 1.5.2. y el
valor de la humedad de equilibrio (Me). Con una ecuación de velocidad de secado del apartado 2.5.2. se
obtiene el cambio de humedad de la malta para la primera capa, durante el intervalo de tiempo, )t. El
cambio en el contenido de agua del aire al cruzar la capa se calcula con la Ec.2.8. Después, se determinan
simultáneamente las variaciones de temperatura del aire y de la malta, con las ecuaciones correspondientes
según el apartado 2.5.3. Este proceso se repite capa a capa, desde la primera capa del lecho hasta que se
alcanza la última capa, desde la cual el aire sale del lecho de malta.
El cálculo de las propiedades físicas y termodinámicas dependientes de la humedad y temperatura
del aire y de la malta se realiza para cada capa elemental.
Para el cálculo de la densidad de materia seca, se considera la densidad de la malta constante para
cada intervalo de tiempo. Al final de cada intervalo de tiempo, se calcula la contracción del lecho en función
de la humedad media estimada de todo el lecho de malta con la Ec.2.75., y la densidad de la materia seca se
recalcula considerando el volumen ocupado por la materia seca estimada inicialmente. La determinación del
coeficiente de contracción sirve también para alterar el valor del espesor del elemento finito, z, para el
siguiente intervalo de tiempo.
El proceso se repite para cada intervalo de tiempo y cuando la humedad relativa del aire supera el
98% se entra en el proceso de rehumidificación, que devuelve a la malta el agua procedente del aire
45
sobresaturado, y evita condiciones imposibles del aire.
2.5.6.2.- Proceso de rehumidificación
El proceso de rehumidificación tiene lugar cuando la humedad relativa del aire supera el máximo
valor admisible, de manera que el exceso de humedad del aire se condensa y retorna a la malta en la capa
considerada.
Cuando se alcanza un valor superior al máximo admisible se disminuye el contenido de humedad del
aire, que repercute en un aumento de la humedad de la malta. Estas nuevas condiciones iniciales hacen
recalcular el sistema de ecuaciones, obteniendo una nuevo contenido de humedad del aire. Este proceso se
repite por aproximaciones sucesivas, hasta obtener un valor por debajo de la humedad relativa máxima.
2.5.6.3.- Proceso de recirculación del aire de secado
Cuando la realización de la simulación llega al momento de inicio de la recirculación del aire de
salida del lecho de secado se calculan las condiciones de entrada del aire al lecho de malta como el resultado
de la mezcla de dos corrientes (el aire que sale del secadero en el intervalo de tiempo anterior y el aire
procedente del exterior). De esta forma se obtiene el contenido de agua y la entalpía del aire resultante de la
mezcla, con la proporción considerada:
Figura 2-86
[2.83.]
Figura 2-87
[2.84.]
46
3.- Resultados y discusión
3.1.- Evolución de las propiedades del aire y de la malta durante el secado
3.1.1.- Densidad de la malta y contracción del lecho de secado
3.1.1.1.- Densidad de la malta verde
La malta verde obtenida por germinación de cebada húmeda durante cinco días, presenta unas
características dentro de la caja de germinación que no se pueden reproducir a escala de laboratorio.
El uso de volteadores durante la germinación y la altura de lecho elevada durante varios días
comporta un apelmazamiento de la masa de malta, que lleva a obtener unas densidades de grano en la caja
de germinación muy superiores a las determinadas en laboratorio con probetas de volumen conocido.
El perfil de la malta en la caja de secado presenta una serie de ondulaciones periódicas producto de la
acción de los volteadores durante la germinación. Esta irregularidad superficial obliga a la medición de la
altura del lecho de secado en un punto del montículo de altura media.
A fin de determinar la densidad de la malta en el lecho de secado industrial se observaron las alturas
alcanzadas en tres de las cajas de secado, estimando el peso inicial de cebada entrada medida por báscula, el
grado de humedad alcanzado al final de la germinación y el porcentaje de perdidas por respiración en la fase
de germinación (según balance promedio anual de la maltería), obteniéndose los resultados que se indican en
la Figura 3-1, Figura 3-2 y Figura 3-3, y en la Tabla 3-1.
Caja de secado nº
3
4
5
Altura media
lecho (cm)
113,69
119,91
126,29
Densidad
kg m.s./m3
403
383
363
Valores de altura y densidad de malta verde en lecho industrial.
También se han realizado determinaciones de densidad en laboratorio, con cilindros de volumen
conocido (500 y 5000 ml) para diferenciar el posible efecto pared. Las observaciones realizadas (que se
aportan en Anejo 2.) demuestran desvíos significativos con respecto a la densidad a escala industrial. En la
Tabla 3-2 se indican las medias observadas en laboratorio.
Volumen
cilindro
ml
500
5000
Altura
media
m
0,11
0,32
Densidad
kg m.s./m3
290
320
Valores de altura y densidad de malta verde en laboratorio.
A efectos de la simulación del secado a nivel de planta industrial se han adoptado los valores de la
Tabla 3-1.
3.1.1.2.- Contracción del lecho
Se han realizado medidas en la parte superior e inferior de los montículos del lecho de malta, para las
nueve ondulaciones en una posición del lecho, en cinco diferentes momentos del proceso de secado, de
forma conjunta con la humedad media del lecho de malta.
Con los valores de la altura máxima y mínima de las ondulaciones del lecho se calcula la altura
equivalente del lecho de malta. Estos datos de altura equivalente para cada humedad media del lecho de
47
malta se ajustan a la ecuación propuesta por Bala (1983) (Ec.1.37.), mediante el procedimiento Nonlinear
Regression obteniendo la ecuación (Tabla 3-3 y Figura 3-4):
Figura 3-5
[3.1.]
A
valor
std.
25.2086 4.656
B
R2
valor
std
0.04238 0.014
SQR
0.9754
SQMR
·10
·10-4
6.241
2.0803
-4
Parámetros del ajuste por regresión no lineal del coeficiente de contracción del lecho de malta.
El ajuste es razonablemente bueno entre el modelo y los datos experimentales, siendo el error mayor
cuando se expresa la humedad en base seca.
El crecimiento del coeficiente de contracción disminuye de forma considerable a medida que se
aproxima a los valores bajos de humedad, cercanos al máximo valor de contracción posible.
3.1.2.- Evolución de la humedad de la malta durante el secado en capa profunda
La malta verde inicialmente presenta un nivel de humedad entorno al 42% (b.h.), y al final del
secado llega a alcanzar una humedad del 2% (b.h.).
En el Anejo nº 2 se detalla la evolución de los valores de la humedad de la malta durante los distintos
secados industriales realizados para las diferentes profundidades y posiciones dentro de la caja de secado.
La humedad media del lecho de malta va disminuyendo de forma progresiva mientras que el aire de
salida está saturado, debido a que durante este periodo existe agua no retenida por el grano, que es
relativamente de fácil extracción.
De esta forma la cantidad de agua extraída por unidad de tiempo por el aire de secado va aumentando
en las primeras horas de secado hasta que la temperatura de entrada es de 60EC, alcanzándose unos valores
máximos que se van manteniendo durante la mayor parte del proceso. La velocidad de secado media del
lecho de malta tiende a disminuir en las etapas finales del secado, ya que el agua cada vez está más retenida
por el grano.
En la Figura 3-6 y Figura 3-7 se observa este fenómeno, ya que la disminución de la humedad media
del lecho de malta es aproximadamente lineal en la parte media del secado, y disminuye de forma progresiva
en las últimas horas del proceso, hasta aproximarse a una humedad mínima de forma asintótica.
Si se observa la humedad de la malta para las diferentes capas del lecho de malta, se aprecia que el
secado de la malta se realiza por capas. Así una vez que la capa inferior ha alcanzado un nivel
suficientemente bajo, o cercano al valor del contenido de humedad de equilibrio de la malta para las
condiciones a que se está secando la capa de malta, comenzará a perder agua la capa superior. Esto es debido
a que la presencia de agua fácilmente extraible en la malta satura rápidamente el aire de secado, y el aire
saliente de la capa inferior ya no puede recoger más agua, pudiendo incluso llegar a ceder agua a las capas
superiores del lecho de malta, presentándose el fenómeno de rehumidificación de la malta.
La rehumidificación comporta un aumento de la humedad de la malta, primero en las capas
inferiores, y posteriormente en las capas superiores, al ascender el frente de humidificación.
La altura de capa a la que el aire se satura de agua va ascendiendo a lo largo del secado, hasta
alcanzar la capa superior del lecho. A partir de este momento el aire comenzará a no salir saturado del lecho
de malta y la humedad de la malta de la capa superior disminuirá progresivamente.
El perfil de las curvas de humedad de la malta de las diferentes capas de malta es del tipo sigmoidal,
presentando una forma casi plana antes y después del periodo de secado de cada capa.
Como la temperatura del aire de secado a la entrada del lecho de malta es de 60EC durante la mayor
parte del proceso, en las capas inferiores se observa un estacionamiento de la humedad de la malta, debido a
que se alcanza un valor próximo a la humedad de equilibrio de la malta para estas condiciones del aire. La
humedad de la malta en estas capas inferiores del lecho no desciende significativamente hasta las últimas
horas cuando se vuelve a aumentar la temperatura del aire de entrada al lecho de malta.
La posición horizontal de la malta dentro del secadero no tiene una gran importancia en la velocidad
de secado, ya que no se detecta una tendencia clara de mayor velocidad de secado de la malta en una
48
posición concreta de la caja, sino más bien una dispersión entre las medidas de la humedad de la malta
(Figura 3-8)
3.1.3.- Isotermas de humedad de equilibrio de la malta
3.1.3.1.- Resultados experimentales
Se han determinado por duplicado las isotermas de desorción a 40EC, 60EC y 80EC para malta con
una humedad inicial del 40% (b.h.), obtenida justo antes del secado industrial (ver Anejo nº 3).
La representación gráfica de los resultados obtenidos muestra curvas con una forma sigmoidal,
características de los sólidos higroscópicos insolubles (Figura 3-9).
Existe una dependencia entre la temperatura y el proceso de desorción, así a mayor temperatura el
contenido de humedad de equilibrio es menor para una misma humedad relativa en equilibrio del aire.
3.1.3.2.- Modelización de los resultados
• Teoría de Caurie
La ecuación propuesta por esta teoría es la Ec.1.41. (Apartado 1.4.7.2.):
Ecuación [1.41]
[1.41]
Los valores de los parámetros A y B de la ecuación de Caurie obtenidos por regresión no lineal
aparecen en la Tabla 3-4. En la Figura 3-10 se representa gráficamente el ajuste entre los datos
experimentales y el modelo para la temperatura de 80EC.
Temper.
(ºC)
40ºC
60ºC
80ºC
A
valor
std.
17.8162 3.0092
13.8950 2.496
21.5503 3.993
valor
5.8622
5.9166
5.3129
B
std.
0.1980
0.2145
0.1909
R2
0.9615
0.9531
0.9785
SQR
·104
3.030
3.241
1.260
SQMR
·10-4
2.520
2.310
1.150
(*)
(-)
(-)
(+)
Resultados del ajuste por regresión no lineal de los valores observados al modelo de Caurie.
(*) Distribución de los residuos : + al azar, - modelo
El mejor ajuste se da a la temperatura de 80EC, aunque el ajuste obtenido no es muy bueno; no se ha
observado una dependencia lineal de los parámetros A y B respecto de la temperatura.
• Teoría de Chung-Pfost
La ecuación propuesta para esta teoría es la Ec.1.43. (Apartado 1.4.7.3.):
Ecuación [1.43]
[1.43]
Los valores de los parámetros A y B de la ecuación de Chung-Pfost obtenidos por regresión no lineal
aparecen en la Tabla 3-5. En la Figura 3-11 se representa gráficamente el ajuste entre los datos
experimentales y el modelo para la temperatura de 40EC.
Temper.
(ºC)
40ºC
60ºC
80ºC
A
valor
std.
7014.2
1037.1
9739.4
1227.2
10481.3 1109.3
valor
12.136
15.456
16.394
B
std.
1.081
1.2587
1.246
R2
0.9146
0.9167
0.9467
SQR
·104
6.730
5.758
3.447
SQMR
·10-4
5.600
4.110
3.130
(*)
(-)
(-)
(+)
Resultados del ajuste por regresión no lineal de los valores observados al modelo de Chuing-Pfost.
(*) Distribución de los residuos: + al azar, - modelo
El factor temperatura aparece en la ecuación por lo que los parámetros A y B no tienen que presentar
una dependencia respecto de la temperatura. Sin embargo, haciendo un análisis de regresión lineal simple se
obtienen las siguientes rectas:
49
parámetro A: Figura 3-12
parámetro B: Figura 3-13
[3.2.]
[3.3.]
• Teoría de G.A.B.
La ecuación propuesta por esta teoría es la Ec.1.44. (Apartado 1.4.7.4.):
[1.44.]
Ecuación [1.44.]
En la Tabla 3-6 aparecen los valores de los parámetros de la ecuación obtenidos del ajuste de los
datos experimentales, por regresión no lineal. En la Figura 3-14 se representa gráficamente el ajuste de los
datos experimentales con el modelo para la temperatura de 80EC.
Temp.
(ºC)
40ºC
60ºC
80ºC
A
B
C
R2
SQR
SQMR
valor
std.
valor
std.
valor
std.
·10-4
·10-4
0.0569 0.0011 22.437 5.037
0.9022 0.0038 0.9979 1.640
0.150
0.0457 0.0023 23.989 7.707
0.9282 0.1037 0.9902 6.750
0.520
0.0442 0.0023 11.1573 2.085
0.9163 0.0098 0.9964 2.072
0.207
Resultados del ajuste por regresión no lineal de los valores observados al modelo de G.A.B.
(*) Distribución de los residuos: + al azar, - modelo
(*)
(+)
(+)
(+)
Con esta teoría se obtienen unos ajustes muy buenos, con coeficientes de determinación muy altos y
sumas de cuadrados residuales bajas. Para ver si existe dependencia lineal de los parámetros respecto de la
temperatura, se ha realizado una regresión lineal simple, obteniendo las rectas:
parámetro A: Figura 3-15
[3.4.]
parámetro B: Figura 3-16
[3.5.]
[3.6.]
parámetro C: Figura 3-17
Se obtienen unos coeficientes de correlación bajos, sobre todo para el parámetro C; por tanto, no se
da una variación lineal de estos parámetros con la temperatura.
• Teoría de Halsey
La ecuación propuesta por esta teoría es la Ec. [1.46.] (Apartado 1.4.7.5.), que simplificada puede
ponerse como:
[1.46.]
Figura 3-18
Los valores de los parámetros A y B de la ecuación de Halsey obtenidos por regresión no lineal
aparecen en la Tabla 3-7. En la Figura 3-19 se representa gráficamente el ajuste entre los datos
experimentales y el modelo para la temperatura de 60EC.
Temper.
(ºC)
40ºC
60ºC
80ºC
valor
3.6231
4.8973
5.2642
A
std.
0.2078
0.3622
0.6066
valor
1.7717
1.5363
1.4110
B
std.
0.033
0.039
0.062
R2
0.9948
0.9914
0.9843
SQR
·104
4.090
5.920
9.220
SQMR
·10-4
0.340
0.425
0.842
(*)
(+)
(+)
(-)
Resultados del ajuste por regresión no lineal de los valores observados al modelo de Halsey.
(*) Distribución de los residuos: + al azar, - modelo
Esta teoría da un buen ajuste con los datos experimentales. Por otro lado, aunque la ecuación de
Halsey incluye el factor temperatura, se aprecia una dependencia de los parámetros A y B respecto de la
temperatura, tal como han señalado Chirife e Iglesias (1978).
La dependencia lineal entre los parámetros del modelo[1.46.] y la temperatura (K), es de la forma:
parámetro A: Figura 3-20
[3.7.]
[3.8.]
parámetro B: Figura 3-21
Los coeficientes de correlación altos demuestran la relación lineal entre los parámetros A y B y la
temperatura. El parámetro A aumenta con la temperatura, mientras que el parámetro B decrece al aumentar
la temperatura.
• Teoría de Henderson.
50
La ecuación propuesta para esta teoría es la Ec. [1.49] (Apartado 1.4.7.6.):
Ecuación [1.49.]
[1.49.]
Los valores de los parámetros A y B de la ecuación de Henderson obtenidos por regresión no lineal
aparecen en la Tabla 3-8. En la Figura 3-22 se representa gráficamente el ajuste entre los datos
experimentales y el modelo para la temperatura de 40EC.
Temper.
(ºC)
40ºC
60ºC
80ºC
A
valor
std.
0.00017 0.00003
0.000116 0.00003
0.00016 0.00004
valor
1.1096
1.2744
1.1723
B
std.
0.0625
0.1108
0.0911
R2
0.9679
0.9415
0.9745
SQR
·104
25.331
40.490
14.692
SQMR
·10-4
2.111
2.890
1.345
(*)
(-)
(-)
(-)
Resultados del ajuste por regresión no lineal de los valores observados al modelo de Henderson.
(*) Distribución de los residuos: + al azar, - modelo
El mejor ajuste de esta ecuación es para la temperatura de 80EC, pero presenta una SQMR muy
elevada.
La teoría de Henderson tiene en cuenta el factor temperatura. En los parámetros del modelo de
Henderson no se observa una dependencia lineal respecto de la temperatura.
• Teoría de Oswin
La ecuación propuesta para esta teoría es la Ec. [1.52.] (Apartado 1.4.7.7.)
Ecuación [1.52.]
[1.52.]
Los valores de los parámetros A y B de la ecuación de Oswin obtenidos por regresión no lineal
aparecen en la Tabla 3-9. En la Figura 3-23 se representa gráficamente el ajuste entre los datos
experimentales y el modelo para la temperatura de 80EC.
Temper.
(ºC)
40ºC
60ºC
80ºC
valor
0.1009
0.0890
0.0766
A
std.
0.0011
0.0027
0.0019
valor
0.4795
0.4985
0.5295
B
std.
0.006
0.0182
0.131
R2
0.9978
0.9852
0.9961
SQR
·104
1.711
2.202
2.341
SQMR
·10-4
0.140
0.731
0.212
(*)
(+)
(+)
(+)
Resultados del ajuste por regresión no lineal de los valores observados al modelo de Oswin.
(*) Distribución de los residuos: + al azar, - modelo
El ajuste obtenido por la teoría de Oswin es muy bueno para todas las temperaturas. También se
observa una alta dependencia de los parámetros A y B respecto de la temperatura.
El ajuste por regresión lineal simple de los parámetros A y B respecto de la temperatura (K) da:
parámetro A: Figura 3-24
[3.9.]
parámetro B: Figura 3-25
[3.10]
Los parámetros A y B presentan unos valores muy parecidos para todas las temperaturas, aunque
aumenta con la temperatura el parámetro A, y el parámetro B disminuye con la temperatura.
• Teoría de Smith
La ecuación propuesta para esta teoría es la Ec. [1.54.] (Apartado 1.4.7.8.):
Ecuación [1.54.]
[1.54.]
Esta ecuación es lineal, por lo que primeramente se han obtenido los valores de los parámetros por
regresión lineal simple, y posteriormente se ha aplicado el procedimiento Nonlinear Regression.
Los valores de los parámetros A y B de la ecuación de Smith obtenidos por regresión no lineal
aparecen en la Tabla 3-10. En la Figura 3-26 se representa gráficamente el ajuste entre los datos
experimentales y el modelo para la temperatura de 80EC.
51
Temper.
(ºC)
40ºC
60ºC
80ºC
valor
0.0201
0.0210
0.0110
A
std.
0.0044
0.0040
0.0028
valor
0.1175
0.1011
0.0991
B
std.
0.0042
0.0047
0.0035
R2
0.9850
0.9708
0.9865
SQR
·104
11.821
20.141
7.910
SQMR
·10-4
0.990
1.443
0.719
(*)
(-)
(-)
(+)
Resultados del ajuste por regresión no lineal de los valores observados al modelo de Smith.
(*) Distribución de los residuos: + al azar, - modelo
La influencia de la temperatura (K) se ha analizado mediante una regresión lineal simple, obteniendo
unos coeficientes de correlación no muy buenos
parámetro A: Figura 3-27
[3.11.]
parámetro B: Figura 3-28
[3.12.]
• Estudio comparativo de las diferentes teorías
El estudio comparativo de las diferentes teorías se ha realizado analizando la suma de cuadrados
media residual (SQMR). La ecuación con una SQMR más pequeña es la que da un mejor ajuste (Tabla 3-11)
Modelo
G.A.B.
Halsey
Oswin
Smith
Caurie
Henderson
Chung-Pfost
Rango medio
1.333
2.333
2.666
3.666
5.333
6.333
7.000
Resultados obtenidos mediante la aplicación del procedimiento de Friedman Two-Way Analysis by Ranks sobre las SQMR de los
diferentes modelos para las temperaturas de 40ºC, 60ºC y 80ºC.
Nivel de significación: 0.0122
Test estadístico: 16.5714
El análisis de los valores de la SQMR se ha realizado utilizando el procedimiento Two-Way
Analysis by Ranks del programa Statgraphics.
Con este análisis de la varianza se determina si las diferencias entre los modelos estudiados son
significativas (Pappas et al., 1987).
Tabla 3-11
Los resultados obtenidos muestran que el modelo de G.A.B. es el que permite un mejor ajuste para
todos las temperaturas estudiadas (Tabla 3-12). Además, el procedimiento de Friedman Two-Way Analysis
by Ranks muestra que las diferencias de ajuste entre los modelos son significativas.
El modelo de G.A.B. es el que presenta unos valores de SQMR menores, seguido del modelo de
Halsey, y en tercer lugar del modelo de Oswin. El peor ajuste se da para el modelo de Chung-Pfost.
Modelo
G.A.B.
Halsey
Oswin
Smith
Caurie
Henderson
Chung-Pfost
40ºC
0.0903
0.1354
0.1355
0.2699
0.1340
0.1343
0.1322
SQMR(·10-4)
60ºC
0.0557
0.0836
0.0834
0.4866
0.0823
0.0819
0.0810
80ºC
0.0326
0.0486
0.0489
0.0486
0.484
0.0834
0.0473
Valores de la SQMR de cada uno de los modelos para las diferentes temperaturas.
52
• Ecuaciones propuestas
Con los resultados obtenidos en el estudio comparativo de las diferentes teorías, se llega a la
conclusión de que el modelo que mejor describe las isotermas de la humedad de equilibrio de la malta es el
modelo de G.A.B, para todas las humedades relativas de equilibrio y para todas las temperaturas.
Al estudiar la relación entre los parámetros de la ecuación de G.A.B. respecto de la temperatura, se
han obtenido unos coeficientes de determinación muy bajos, sobre todo para el parámetro C (ver Apartado
1.5.7.4.). Por tanto, no es posible el uso de una fórmula general para todas las temperaturas, sin dar lugar a
importantes errores.
Otros modelos como el de Halsey y Oswin, presentan también un buen ajuste, y una relación lineal
entre los parámetros A y B, respecto de la temperatura, con una mayor precisión.
Las ecuaciones que se proponen para el cálculo de la humedad de equilibrio de la malta son:
1. La ecuación de G.A.B. para las isotermas de 40EC, 60EC, y 80EC, con los parámetros obtenidos
experimentalmente.
2. Las ecuaciones de Halsey y Oswin, calculando los parámetros A y B, con las ecuaciones Ec.
[3.7.], Ec. [3.8.], para el modelo de Halsey, y las Ec. [3.9.], y Ec. [3.10.], para el modelo de Oswin.
3.1.4.- Experiencias de secado de malta en capa fina
En la planta piloto de secado descrita en el apartado 2.3.4.5. se han realizado una serie de
experiencias de secado de malta en capa fina, con temperaturas del aire de entrada a la capa fina constante
para cada secado, y que oscilaban entre 30 y 80EC, utilizando intervalos de diez grados centígrados.
Los resultados de evolución de humedad de la malta, y condiciones del aire de secado se detallan en
el Anejo nº 4, para todos los secados realizados.
La evolución de los valores experimentales de humedad de la malta con el tiempo se ha contrastado
con la obtenida con las ecuaciones de secado exponencial simple y ecuación de Page, con los parámetros de
secado establecidos por Bala (1983), tal como se indica en la Figura 3-29 y Figura 3-30.
Las ecuaciones propuestas por Bala (1983) para la determinación de las constantes de secado para
temperaturas altas del aire de secado presentan un buen ajuste con los datos experimentales obtenidos en
planta piloto, apreciándose sólo ligeras diferencias en la fase inicial de secado.
Para temperaturas bajas, la ecuación exponencial simple describe correctamente la pendiente de la
curva de secado, observándose inclinaciones similares en la curva experimental y la predicha para
humedades inferiores al 50% (b.s.) (Figura 3-29). El descenso rápido de la humedad en los primeros minutos
de secado que se aprecia en planta piloto no se reproduce con la ecuación exponencial simple. Este problema
podría justificar el uso de diferentes curvas de secado según la humedad de la malta, técnica que ya ha sido
empleada por Tuerlinckx (1979), usando una ecuación para humedades de malta altas, y una segunda
cuando la malta ya ha perdido la mayor parte del agua.
Los valores experimentales de evolución de la humedad con el tiempo obtenidos en planta piloto se
han ajustado estadísticamente mediante el método de regresión lineal o no lineal, para obtener los valores de
las constantes de secado adaptados a estas experiencias. Las constantes de secado se han determinado para
las siguientes ecuaciones de velocidad de secado:
• Ecuación exponencial simple. Figura 3-31
[3.13]
• Ecuación de Page. Figura 3-32
[3.14]
• Ecuación exponencial biparamétrica. Figura 3-33
[3.15]
Los valores de los parámetros de secado obtenidos para las diferentes temperaturas de secado se
detallan en la Tabla 3-13, Tabla 3-14 y Tabla 3-15 para cada modelo de velocidad de secado.
53
Temp.
(ºC)
30ºC
40ºC
50ºC
60ºC
70ºC
80ºC
k
valor
0.00614
0.01302
0.02560
0.04917
0.06284
0.10680
R2
u
std.
0.0004
0.0005
0.0009
0.0026
0.0044
0.0053
valor
0.87952
0.83469
0.78777
0.75292
0.74939
0.64996
std
0.0110
0.0067
0.0069
0.0117
0.0169
0.0118
0.9892
0.9953
0.9953
0.9875
0.9889
0.9812
SQR
·10-4
25.804
14.573
8.687
4.906
3.786
3.123
SQMR
·10-4
12.920
7.286
4.344
2.453
1.893
1.562
Valores de los parámetros de secado de la ecuación de Page para diferentes temperaturas del aire de secado, mediante ajuste por
regresión no lineal.
Temp.
(ºC)
30ºC
40ºC
50ºC
60ºC
70ºC
80ºC
k
valor
0.00265
0.00459
0.00782
0.01534
0.02139
0.02533
R2
a
std.
0.00002
0.00003
0.00008
0.00028
0.00064
0.00066
valor
0.90115
0.88517
0.88115
0.90503
0.92206
0.89525
std
0.0039
0.0036
0.0064
0.0113
0.0183
0.0154
0.9957
0.9970
0.9916
0.9781
0.9751
0.9555
SQR
·10-4
25.924
14.589
8.662
4.866
3.748
3.053
SQMR
·10-4
12.962
7.295
4.331
2.433
1.874
1.526
Valores de los parámetros de secado de la ecuación exponencial biparamétrica para diferentes temperaturas del aire de secado,
mediante ajuste por regresión lineal. Nota: De este valor de k se puede deducir la difusividad efectiva (Def), ya que (Def) = r2 - k,
donde r = radio medio del grano en metros. Esta Def es función de la temperatura del aire de secado, pudiéndose poner Def = D0 ·
exp (- Ea / R · T ) donde Ea es la energía de activación de la difusión (cal/mol) y R es la constante de los gases (1,987 cal/mol·K)
Temp.
(ºC)
30ºC
40ºC
50ºC
60ºC
70º
80ºC
R2
k
valor
0.00294
0.00522
0.00898
0.01717
0.02350
0.02900
std.
0.00002
0.00004
0.00010
0.00025
0.00055
0.00059
0.9837
0.9853
0.9807
0.9720
0.9705
0.9488
Valores de los parámetros de secado de la ecuación exponencial simple para diferentes temperaturas de secado, considerando todo
el periodo de secado.
Para alcanzar un nivel de ajuste superior a las curvas de secado se puede dividir la curva de secado
en dos zonas: una inicial hasta terminar el descenso brusco de humedad, y otra hasta el final del secado, y
realizar el ajuste para cada parte del secado. Esta técnica ya empleada anteriormente (Tuerlinckx, 1979) es
muy adecuada para temperaturas bajas, al presentar la curva de humedad de la malta dos zonas: una primera
de fuerte perdida de agua (periodo de velocidad de secado constante), y una segunda con un arrastre mucho
más lento del agua (periodo de velocidad de secado decreciente).
Los valores del parámetro k aumentan al incrementar la temperatura de secado, sobre todo para la
ecuación de Page (Figura 3-34), presentando valores similares entre los diferentes modelos para
temperaturas bajas. El segundo parámetro presenta un comportamiento más complejo, y es necesario
relacionarlo con otras condiciones del aire, como la humedad relativa del aire (Bala, 1983).
Figura 3-35
Otro parámetro de secado que se puede deducir de los secados en capa fina, es la humedad de
equilibrio para las condiciones de temperatura y humedad relativa del aire utilizado en el secado. Los
valores de humedad de equilibrio de la malta obtenidos para la serie de secados realizados son:
54
Aire secado
Temp. (ºC)
HR (%)
28
30ºC
15
40ºC
9
50ºC
6
60ºC
3.7
70ºC
2.5
80ºC
Humedad equilibrio
% (base seca)
13.75
9.32
7.65
6.3
5.5
4.7
Valores observados de humedad de equilibrio para diferentes humedades relativas y temperaturas del aire de secado.
Los valores de humedad de equilibrio determinados de forma dinámica son mayores que los
obtenidos de forma estática.
También, a partir de la ecuación exponencial biparamétrica se puede obtener los valores de la
difusividad efectiva del agua en el grano, a partir de la siguiente expresión:
Figura 3-36
[3.16.]
Los valores obtenidos de la difusividad efectiva en la malta para las diferentes temperaturas se
representan en la Figura 3-37. Se observa que la representación de la difusividad en función de la humedad
de la malta, para cada temperatura del aire de secado, sigue un perfil logarítmico, y los valores son
superiores a los obtenidos por Bruce (1985) para la cebada (Figura 3-38).
3.1.5.- Evolución de las propiedades del aire durante el secado
3.1.5.1.- Temperatura y humedad relativa
La duración y el consumo energético del secado industrial de malta viene determinado en gran
medida por las condiciones del aire exterior. Estas condiciones del aire exterior oscilan de forma
considerable según la época del año, e incluso según la hora del día en que se desarrolla el secado.
Los secados industriales con determinación de la humedad de la malta por profundidades, se han
realizado bajo diferentes condiciones del aire exterior, que determinaron el contenido de humedad del aire
de entrada al lecho de malta, ya que el programa de temperaturas del aire de entrada al lecho es
prácticamente idéntico para todos los secados realizados en la maltería La Moravia, S.A. donde se tomaron
las muestras.
En el Anejo nº 2 se incluyen las condiciones del aire en el exterior, y en la entrada y salida del lecho
de secado para los secados industriales registrados.
En el primero de los secados industriales registrados, el aire exterior era frío y con una alta humedad
relativa, típico de un día de niebla en el invierno, lo que provoca un secado muy largo. En el segundo, las
temperaturas exteriores también eran frías, pero la humedad relativa del aire era mas alta, con las normales
oscilaciones entre el día y la noche. El último secado se realizó ya en el verano, con temperaturas altas, por
lo que el aire necesitaba menos calor para alcanzar la temperatura deseada, pero tenía mayor contenido
absoluto de agua, y la duración del secado fue larga (Figura 3-39).
La temperatura del aire a la entrada del lecho de secado es bastante constante para todos los secados
industriales. Pero hay un periodo de calentamiento durante la primera hora donde se calienta la cámara de
distribución de aire y la instalación. Así, la temperatura sube de valores de 30EC hasta los 55EC al cabo de
una hora.
Posteriormente, el aire de entrada al lecho de malta verde se mantiene durante unas dos horas a
55EC, para después subir la temperatura a 60EC, que se mantendrá constante de 14 a 18 horas según el
secado. El punto empírico utilizado para determinar el final de este periodo es el cruce de las curvas de
temperatura y humedad relativa del aire a la salida del lecho o la subida de la temperatura del aire de salida
hasta alcanzar los 40EC.
En la etapa final del secado estando la malta casi seca, primero se mantiene la temperatura del aire de
entrada durante dos horas a 65EC, después una hora a 70EC, para finalmente realizar el tostado de la malta
con aire a 80EC durante tres horas.
55
La humedad relativa del aire de entrada al lecho de secado depende de las condiciones del aire
exterior y de la temperatura hasta la que se calienta el aire. Así, en verano tiene un mayor contenido de
humedad al tener mayor temperatura.
En cuanto a la temperatura de salida del aire del lecho de secado (Figura 3-40), durante las primeras
14-20 horas, el aire sale casi saturado de humedad, y con una temperatura de unos 27EC. Al final del secado
la temperatura de salida del aire aumenta, al mismo tiempo que su humedad relativa disminuye. En el
momento donde se cruzan los valores de la temperatura y la humedad relativa del aire de salida es en la
práctica, cuando se inicia el periodo de calentamiento final, con temperaturas del aire de entrada superiores a
los 60EC.
El intercambiador de calor de flujo cruzado aire-aire de recuperación de calor del aire de salida del
lecho permite aumentar la temperatura del aire entrante exterior. Este precalentamiento comporta un ahorro
en la energía a aportar al aire de secado. El porcentaje de energía total que se ahorra con la instalación de
este intercambiador de calor oscila según la época del año, que establece una mayor o menor diferencia de
temperaturas entre el aire saliente del lecho de malta y el aire exterior. Sobre este ahorro, también influye,
aunque en menor medida, la hora del día conjuntamente con el periodo de secado en que se encuentra el
secado.
En general el porcentaje de energía aportada por el intercambiador de calor aire-aire del total
necesario para calentar el aire exterior es de aproximadamente un 30%, subiendo este porcentaje en las
últimas horas del secado. En la Figura 3-41 se representa este porcentaje para tres secados, dos realizados
durante el invierno (lote 113 y lote 117), y el tercero en el periodo estival (lote 224), obteniendo un
aprovechamiento nulo del intercambiador de calor aire-aire en las primeras horas de secado para este último
realizado en el verano, ya que las temperaturas exteriores eran similares o superiores a las del aire de salida
del lecho de malta.
3.1.5.2.- Presión del aire
La presión del aire a la entrada al lecho de malta disminuye a lo largo del secado (Figura 3-42),
desde valores iniciales de 158 mm de columna de agua, hasta los 80 mm de columna de agua en la fase final
de tostado. Esta sobrepresión se debe a la resistencia del lecho de malta al paso del aire de secado, y es
proporcionada por los ventiladores del aire de secado. La potencia de los ventiladores se mantiene constante
durante la mayor parte del secado. En cambio, la resistencia del lecho decrece a lo largo del secado al
disminuir la humedad media del lecho de malta, que contribuye a que el lecho esté menos compacto siendo
más fácil al aire cruzar el lecho al romperse las raicillas que entrelazan los granos de malta.
La presión del aire a la salida del lecho se mantiene siempre en valores mucho más pequeños que la
presión a la entrada del lecho. La presión de salida va aumentando ligeramente a lo largo del secado, desde
12.5 mm de columna de agua al inicio del proceso, hasta los 20 mm de columna de agua que alcanza a las
doce horas de proceso. Este último valor se mantiene constante hasta la etapa final de tostado de la malta,
donde se reduce a la mitad debido a la disminución del caudal de aire circulando (Figura 3-42).
3.1.5.3.- Caudal del aire de secado
La estimación del caudal másico del aire de secado como parámetro de entrada en el modelo de
simulación debe ser considerado a través de otros parámetros de fácil medición por captadores de datos en
continuo. Dado las considerables dimensiones de los conductos para movimiento de aire que se dan en las
malterías industriales, y la no operatividad de registro de velocidad de aire, se opta por una medida indirecta
a través del conocimiento de la curva característica del ventilador de secado, y medición de la potencia
absorbida en el tiempo y presión de aire a la salida del ventilador, corregida por las condiciones físicas de
dicho aire.
En Anejo nº 5 se desarrollan las bases técnicas de cálculo del caudal volumétrico del aire de secado
para los ventiladores de la maltería industrial.
Los parámetros observados son :
Intensidad de corriente (A)
Diferencia de potencial (V)
56
Presión del aire (mm c.a.)
La expresión adoptada para el modelo de simulación a nivel industrial es:
Figura 3-43
[3.16.]
El registro de datos de un secado característico a nivel industrial, una vez procesados se aporta en la
Figura 3-44
Los ventiladores trabajan durante casi todo el proceso de secado a la misma potencia, observándose
una intensidad de corriente consumida con valores que oscilan alrededor de 270 Amperios, excepto en las
tres últimas horas de proceso, cuando se realiza el tostado, que se reduce la potencia consumida por los
ventiladores de secado, y por tanto el caudal de aire que impulsan, bajando la intensidad de corriente hasta
220 Amperios en la última hora. También hay un máximo de intensidad absorbida por los ventiladores al
inicio, debido al arranque de los motores de los ventiladores, que coincide también con el momento de
mayor resistencia del lecho de malta al paso de aire.
A fin de disponer de contraste sobre las estimaciones calculadas de caudales se efectuaron dos
mediciones sistemáticas de velocidad de aire en las ventanas de salida del aire de secado, una vez atravesado
el lecho de malta.
En el Anejo nº 6, aparecen los valores de la velocidad del aire medida en cada ventana de salida de la
caja de secado industrial, en los dos muestreos realizados.
En la Tabla 3-17 se muestran los caudales volumétrico y másico calculados del aire de salida del
lecho de malta en las experiencias realizadas los días 4/3/1993 y 20/7/1993 (Figura 3-45).
La toma de datos de forma tan exhaustiva está motivada por los importantes gradientes de velocidad
que existen dentro de las ventanas, que son provocados por una plancha metálica que está situada en el
centro de cada ventana que se utiliza para abrir y cerrar el paso del aire, según se realice la germinación o el
secado.
Entre ventanas se observan pequeñas diferencias, que son debidas a su posición diferente en la salida
de la caja. Así, la ventana mas cercana al pasillo lateral de la caja de secado presenta valores más altos de
caudal de aire.
Temperatura (ºC)
Humedad relativa
Presión (mbar)
Densidad aire (Kg/m3)
Caudal volumétrico (m3/h):
Ventana 1
Ventana 2
Ventana 3
TOTAL
Caudal másico (kg a.s./h)
4-3-1993
27
98
1,96
1,135
20-7-1993
37.5
15
1,92
1,15
197.168,535
192.848,985
190.721,835
580.739,355
659.139,168
179.926,549
177.087,520
183.236,681
540.250,75
583.470,81
Características y caudales del aire de secado obtenidas en los secados realizados en los días 4-3-1993 y 20-7-1993.
3.2.- Evolución de la calidad de la malta durante el proceso de secado
El proceso de secado de la malta verde tiene como objetivo realizar la eliminación del agua que
contiene, hasta conseguir un nivel adecuado para su conservación, así como suministrar a la malta seca final
las características de color y aroma deseadas para la cerveza final. Este toque final, se consigue con un
aumento de la temperatura del aire de secado en las últimas horas de proceso, dependiendo esta temperatura
final de la calidad de cerveza que se pretenda obtener.
Mediante este estudio de la evolución de la calidad de la malta durante el proceso de secado se
pretenden poner de manifiesto los cambios que tienen lugar en los distintos parámetros de calidad de la
malta en función del tiempo de secado, la humedad de la malta y la temperatura del aire, que sirvan de
indicación en el análisis de posibilidades de modificación del proceso de secado.
Para la realización de este estudio se han tomado muestras de malta en secados industriales en
57
distintos tiempos de proceso y diferentes alturas de lecho. Estas muestras con contenido de humedad
variable, se han congelado y después secado a temperatura inferior a 50 EC para realizar a continuación los
distintos análisis de calidad (ver Anejo nº 5).
• Color
Observando la evolución del color de la malta durante el secado (Figura 3-46), se aprecia que tiende
a disminuir hasta el principio de la etapa final de tostado, sufriendo entonces, durante el tostado, un fuerte
incremento hasta conseguir el nivel de color final de la malta. Este incremento de color se produce cuando la
temperatura del aire se eleva desde 70EC a 80EC, y se mantiene en esta temperatura durante pocas horas.
Al término de las cinco primeras horas de secado, el color experimenta un fuerte incremento
momentáneo, que coincide con la subida de la temperatura inferior a 60EC. La razón puede ser debida a una
formación de melanoidinas de carácter muy inestable (De Clerck. 1959), o compuestos intermedios que
posteriormente no aparecen en la malta seca final. Esta subida se corresponde con un aumento de la
atenuación límite y del Índice de Hartong.
Tal como se ve en la Figura 3-46. durante el secado de malta en capa profunda se observa un mayor
color en las muestras de la capa primera, pero el aumento de color realmente importante lo sufre cuando se
aumentan las temperaturas en el tostado
De estas observaciones se puede deducir que las temperaturas del aire de secado inferiores a 70EC,
en torno a 60EC, no aumentan de manera significativa el color de la malta aunque el tiempo de contacto
grano-aire sea prolongado y a niveles de humedad bajos.
• Proteína soluble y proteína total
Tal como se ve en la Figura 3-47, durante el secado se produce una ligera disminución de la proteína
soluble que puede estar asociada a la destrucción de compuestos sencillos (por respiración) y a la
precipitación de proteínas. En cualquier caso la disminución de proteína soluble se produce sobre todo en las
primeras horas de secado, siendo la temperatura del aire relativamente baja y la humedad de la malta
relativamente alta.
El contenido de proteína soluble puede aumentar debido a procesos proteolíticos, y puede disminuir
por coagulación de proteínas y formación de melanoidinas.
En cuanto al parámetro de calidad proteína total, en la Figura 3-48 se puede observar que no se
tienen cambios significativos durante el proceso de secado.
• Índice de Kolbach
Este índice está relacionado con la proteína soluble, y si se tiene en cuenta que no varía de manera
significativa la proteína total durante el secado, es lógico que presente el índice de Kolbach una tendencia
muy similar (Figura 3-49) a la presentada por la proteína soluble (Figura 3-47). En cualquier caso las
variaciones observadas durante el secado son muy pequeñas.
• Índice de Hartong
Tal como se puede ver la Figura 3-50 en promedio, el Índice de Hartong no varía de forma
importante entre el principio y el final del proceso de secado, ya que no varía tampoco significativamente el
extracto soluble de molturación fina (Figura 3-51). Sin embargo, el Índice de Hartong presenta oscilaciones
importantes durante el proceso de secado, subiendo durante las primeras horas este índice, para bajar a
continuación. Esto puede indicar que al principio se tiene favorecida una mayor actividad enzimática que no
es eliminada porque las temperaturas del aire son bajas, manifestándose en la consecución de un ligeramente
mayor extracto en las primeras horas de secado.
• Extracto
En la Figura 3-51 y Figura 3-52 se muestran los valores de extracto de molturación fina y gruesa,
respectivamente. Se comprueba que los valores de extracto oscilan fundamentalmente entre 74 y 75 en
molturación gruesa, y entre 75 y 76 en molturación fina. Las oscilaciones son realmente pequeñas, lo que
indica que durante el proceso de secado no se provocan diferencias significativas de extracto en la malta.
58
• Atenuación limite
De la Figura 3-53 se desprende que durante el secado este parámetro de calidad no se ve modificado
de forma significativa. No obstante, parece que se observa un ligero aumento de la atenuación limite en las
primeras horas de secado, debido a la mayor actividad amilolítica, pero luego va diminuyendo otra vez
ligeramente.
• Viscosidad
De la observación de la Figura 3-54 parece desprenderse un paulatino descenso de la viscosidad del
mosto conforme avanza el proceso de secado, debido a la actividad enzimática relativamente alta que se
tendrá en maltas que aún no han sufrido altas temperaturas (70-80EC). Al final del secado se comprueba que
vuelve a aumentar la viscosidad debido al descenso de la actividad enzimática por la aplicación de
temperaturas elevadas. No obstante, en las horas centrales del secado también se observa un aumento de la
viscosidad que se debe probablemente a la disminución de la actividad que se produce al subir la
temperatura de 60-65EC cuando la malta verde aún tiene un contenido de humedad relativamente elevado.
• Vitrosidad
Según se observa en la Figura 3-55 sólo se producen oscilaciones relativamente grandes de
vitrosidad en las capas de malta situadas en la parte inferior y en la parte superior del lecho. En la capa
inferior del lecho aumenta la vitrosidad al aumentar la temperatura del aire cuando la malta verde aún está
bastante húmeda. Después esta vitrosidad disminuye hasta bajar a los niveles que se tenían al inicio del
secado. también la vitrosidad aumenta en la capa inferior cuando se aumentan las temperaturas desde 65 a
80EC debido a que esta capa está más tiempo expuesta a estas temperaturas que el resto de las capas, estando
la malta ya prácticamente seca. Las capas intermedias que sufren cambios de temperatura relativamente más
suaves, no presentan casi variación de vitrosidad durante el secado.
• Friabilidad
Este parámetro de calidad, según se ve en la Figura 3-56, sufre variaciones sobre todo en las capas
inferiores y superior del lecho de secado, siendo de destacar las disminuciones de friabilidad que se
producen al aumentar la temperatura del aire desde 40 a 60EC, y posteriormente desde 60EC hasta 75EC.
Estas capas inferior y superior sufren una disminución de friabilidad significativa desde el comienzo al final
del secado, mientras que las capas intermedias prácticamente no sufren cambios.
• Diferencia fina-gruesa
En la Figura 3-57 se puede apreciar que este parámetro oscila durante todo el secado entre 0.5 y 1.7,
no viéndose ningún cambio significativo entre el principio y el final del secado.
• Índice de calidad
Según se desprende de la Figura 3-58, este índice de calidad de la malta tiende a disminuir durante la
primera mitad del secado y a recuperarse en la segunda mitad para bajar claramente en las últimas horas de
secado, cuando se comienzan a aplicar temperaturas elevadas (aumento de 60EC a 75EC).
• Discusión general
Los cambios observados en los distintos parámetros de calidad de la malta durante el proceso de
secado están relacionados con la evolución del contenido de humedad de la malta en cada capa, y la
evolución de la temperatura del aire a lo largo del secado (Figura 3-59).
En las capas superiores el proceso de germinación sigue durante las primeras horas de secado, ya que
se tendrían condiciones favorables (20-25EC y 70% de humedad en la malta, b.s.). Sin embargo, en las capas
inferiores, a las pocas horas ya se ha reducido la humedad del grano hasta niveles en los que se detienen los
principales procesos respiratorios y enzimáticos, permaneciendo la mayor parte del secado bajo condiciones
de temperatura elevada. De esta forma, como el descenso rápido de humedad preserva los enzimas, al final
del secado las capas inferiores tendrán un contenido enzimático superior que las capas superiores, cosa que
se corresponde con las variaciones observadas en los distintos parámetros de calidad de la malta
considerados sobre todo con lo observado en el índice de Hartong (Figura 3-50).
59
3.3.- Algoritmo de simulación del secado de malta en lecho profundo
3.3.1.- Planteamiento
Tal como se ha indicado en el apartado 1.6.1., y como se ha establecido en el apartado 2.5., para la
obtención del algoritmo de simulación del secado de malta verde en lecho fijo y capa profunda se han
considerado diferentes modelos que resuelven los balances de materia y energía y las ecuaciones de
velocidad de secado y de transferencia de calor. De aquí que se haya planteado un algoritmo de simulación
para cada modelo considerado, que establece el orden de resolución de cada ecuación y el procedimiento de
simulación.
En la resolución de los balances de materia y energía planteados alrededor de una capa elemental de
lecho de secado (apartado 1.6.1.) se han de establecer los valores de los incrementos de tiempo y altura
(espesor de la capa elemental), que permitan obtener resultados correctos al simular el secado, y utilizar
tiempos de computación aceptables.
Los datos iniciales que maneja cualquiera de los modelos evaluados y que son consideradas
constantes a lo largo de toda la simulación son:
• Cv = 1.86 kJ/kg K
• Ca = 1.004 kJ/kg K
• Cw = 4.19 kJ/kg K
• Sc = 405 m²
Otros datos de partida varían según el lote de malta considerado, y se han de especificar para cada
simulación, como son:
• Tmo = temperatura inicial de la malta verde
• Mos = humedad inicial de la malta verde
• Altura del lecho de malta
• Coeficiente de recirculación de aire a realizar
• Rendimiento de los ventiladores de secado
• Densidad inicial de la malta (base seca)
La densidad de la malta (base seca) se considera constante para cada intervalo de tiempo de
simulación a lo largo de todo el lecho de malta. La variación de la densidad con el tiempo se calcula con la
expresión de contracción del lecho, a partir de la humedad media del lecho de malta, en el intervalo de
tiempo anterior. Al mismo tiempo, se recalcula el valor del espesor de la capa elemental, para considerar la
disminución de la altura del lecho durante el secado por contracción.
En cada capa elemental e intervalo de tiempo, los parámetros de entrada a los balances de materia y
energía son:
• Temperatura y humedad relativa del aire a la entrada de la capa elemental.
• Temperatura y humedad de la malta al inicio del intervalo de tiempo
Una vez resueltas las ecuaciones de los balances, se obtienen los mismos parámetros al final de los
intervalos de tiempo y altura de lecho.
El final de la simulación puede establecerse de dos maneras:
1. Al alcanzar la malta una humedad media del lecho mínima, y que la capa superior del lecho de
malta (capa elemental con una humedad mayor) está por debajo de un valor máximo.
2. El tiempo de simulación coincide con el tiempo de secado.
Con el simulador se pueden obtener las condiciones del aire y la malta, para todas las alturas del
lecho, y para cualquier momento del secado. También se pueden obtener datos referentes a consumos
energéticos en el secado de malta.
3.3.2.- Implementación del algoritmo en un programa de ordenador
Las etapas que ha de ejecutar el programa de ordenador son:
1. Lectura de datos iniciales de secado.
2. Simulación de la operación de secado de malta.
3. Visualización y salida (a soporte magnético, impresora) de resultados
60
La lectura se realiza de los archivos creados por el programa de captación (a nivel industrial) de
datos (que se utilizarán para la validación de los resultados de simulación), desarrollado en un entorno
Visual Basic. Los datos de partida para la simulación del secado son los citados en el apartado 2.3.4.5,
excepto las temperaturas de bulbo seco y húmedo del aire de salida del lecho, que se emplean para validar
los resultados obtenidos por el programa de simulación.
La sucesión de tareas que ejecuta el programa se esquematiza en el diagrama de flujo de la Figura 360, donde se señala la secuenciación de las diferentes etapas a llevar a cabo por el programa.
El programa comienza en el primer intervalo de tiempo, y para la capa más inferior del lecho de
malta (capa nº1). A partir de las condiciones del aire exterior, y la temperatura del aire a la entrada del lecho,
se calcula la humedad relativa del aire a la entrada del lecho.
Las condiciones iniciales de la malta para el primer intervalo de tiempo son la temperatura y
humedad inicial de la malta (Tmo, Mos).
Sabiendo las características del aire de entrada a la capa nº1, en el primer intervalo de tiempo, se
calculan los valores de las constantes de secado y de la humedad de equilibrio:
• constantes de secado:
k : constante ecuación de Page (Ec.1.81.), o exponencial simple (Ec.1.80.)
u : constante ecuación de Page (Ec.1.82.)
" : constante ecuación de difusividad (Ec.1.94.)
$ : constante ecuación de difusividad (Ec.1.95.)
( : constante ecuación de difusividad (Ec.1.96.)
• humedad de equilibrio de la malta (apartado 3.1.3.)
A partir de los anteriores parámetros se puede resolver el balance de masa (Ec.2.8.), y la ecuación de
velocidad de secado, aplicando una de los tres diferentes ecuaciones expuestas en el apartado 2.5.2. Con
estas dos ecuaciones, se determina la humedad de la malta al final del intervalo de tiempo, y el contenido de
humedad del aire a la salida de la capa elemental nº1.
Para poder resolver las ecuaciones de transferencia de calor, se han de determinar los valores de las
propiedades de la malta que son dependientes de su contenido de humedad. Así, se calculan las siguientes
propiedades en función de la humedad de la malta existente:
• Calor específico de la malta.
• Calor latente de vaporización del agua en la malta.
Con estos parámetros calculados y el coeficiente de transferencia de calor por convección, se
plantean las ecuaciones de balance de calor y de transferencia de calor, propuestas en el apartado 2.5.3. para
los diferentes modelos de secado. La resolución de estas ecuaciones proporciona la temperatura de salida del
aire y la malta.
Una vez calculados los valores de las condiciones de salida del aire y de la malta, se continua la
simulación para la capa de malta situada inmediatamente por encima de la capa nº1, considerando que el aire
de salida de la capa nº1 es el aire de entrada a la capa nº2. Asimismo, la temperatura y humedad de la malta
final obtenida, serán las condiciones iniciales de la malta al alcanzar la simulación la capa nº1, en el
intervalo de tiempo siguiente.
Este proceso de cálculo se repite de forma ordenada para todas las capas en el mismo intervalo de
tiempo, hasta alcanzar la capa superior del lecho de malta.
Al alcanzar la capa superior del lecho, el programa recalcula el valor de la densidad de la malta (base
seca), ya que varía la altura del lecho en función de la humedad de la malta. Para ese cálculo, se introduce la
humedad media de todo el lecho de malta en la ecuación de contracción (Ec. 3.1.). Se considera la cantidad
de materia seca constante a lo largo de todo el secado e igual a:
Figura 3-61
[3.18.]
Por lo tanto el valor de la densidad se calculará por la siguiente expresión:
Figura 3-62
[3.19.]
Los nuevos valores de la densidad de la malta y del espesor de la capa elemental se emplean para la
simulación en el siguiente intervalo de tiempo, que se realiza de igual forma desde la capa nº1 hasta la capa
superior, y así sucesivamente para los siguientes intervalos de tiempo, hasta llegar al tiempo o situación final
de la simulación.
61
Para evitar que el aire de secado alcance situaciones imposibles (con humedades relativas por encima
del 100%), el algoritmo conduce el programa a un procedimiento llamado rehumidificación cuando la
humedad relativa del aire supera un umbral máximo.
Este procedimiento disminuye el contenido de humedad absoluta del aire, cediendo este agua a la
malta, que aumenta su humedad, y recalculando las ecuaciones de transferencia de calor, hasta alcanzar una
humedad relativa en el aire por debajo del umbral máximo.
El programa permite recircular el aire de salida del lecho de secado al alcanzar un tiempo prefijado, o
al cumplirse las condiciones necesarias para iniciar este proceso. La variante en la recirculación es que el
aire de entrada es una mezcla del aire exterior y el aire de salida del lecho del intervalo de tiempo anterior,
calculándose según las ecuaciones del apartado 2.5.6.3.
El programa de simulación finalizará al alcanzar el tiempo final de secado, o al obtener una malta
con el nivel de humedad deseado.
3.3.3.- Resultados de la simulación del secado de malta en capa profunda
Con el modelo de simulación de la operación de secado de malta se obtienen los perfiles de
temperaturas y contenidos de humedad del aire y de la malta, en cualquier punto del lecho y en función del
tiempo de secado.
3.3.3.1.- Humedad de la malta
La humedad media del lecho de malta disminuye de forma prácticamente lineal durante la mayor
parte del proceso. En la parte final del proceso la pérdida de humedad de la malta es muy lenta,
correspondiéndose esta fase con el tostado, que da las características apropiadas a la malta para cerveza
(Figura 3-63).
Para las diferentes profundidades del lecho, la malta de las capas inferiores pierde rápidamente agua
en las primeras horas de secado, mientras en las capas superiores la malta permanece con contenidos altos de
humedad la mayor parte del secado (Figura 3-64).
El descenso de la humedad es rápido una vez que la malta recibe aire a alta temperatura y baja
humedad, que se consigue cuando las capas de malta inmediatamente inferiores alcanzan valores de
humedad bajos. En la Figura 3-64 se observan los valores de la humedad de la malta a diferentes alturas del
lecho de malta (cada 12 cm).
3.3.3.2.- Temperatura, humedad relativa y humedad absoluta del aire de secado
La temperatura del aire en las diferentes profundidades del lecho de malta presenta un perfil similar
al de la humedad de la malta, al coincidir el momento del descenso brusco de su valor. El aire sufre un
enfriamiento al cruzar el lecho, producido por el calentamiento de la malta y la incorporación de agua
(Figura 3-65).
La temperatura del aire de salida se mantiene casi constante durante la mayor parte del secado
(primeras 14-18 horas), debido a los niveles altos de humedad que aún quedan en las capas superiores del
lecho de malta. El mantenimiento de esta temperatura baja de salida es debido a la evaporación del agua de
la malta.
La humedad relativa del aire de salida del lecho de malta alcanza el valor establecido como umbral
máximo durante la primera parte del secado. La altura en el interior del lecho donde se alcanza la saturación
del aire va ascendiendo progresivamente a lo largo del secado.
Cuando se produce el descenso brusco del valor de la humedad relativa de salida, la temperatura del
aire aumenta, disminuyendo el gradiente de temperaturas existentes a lo largo del lecho de malta. Hay un
momento en que ambos valores (temperatura y humedad relativa del aire de salida) se cruzan. Este hito
permite definir con relativa seguridad, respecto a la calidad final dela malta, el programa siguiente de
temperaturas del aire de secado hasta el tostado de la malta.
En la etapa final del secado, el aire recoge muy poca agua, saliendo del lecho de malta con una
humedad relativa baja y contenido de humedad bajo (Figura 3-66 y Figura 3-67), y reduciéndose mucho el
62
gradiente de temperaturas dentro del lecho de malta.
3.3.3.3.- Temperatura de la malta
La temperatura de la malta tiene un valor similar al de la temperatura del aire, en las etapas de alta
evaporación de agua (Figura 3-68).
Comienza con un valor inicial de 15EC, proveniente de la etapa anterior de germinación del grano de
cebada, y rápidamente aumenta su temperatura en las capas inferiores del lecho de malta, expuestas a la
entrada del aire. Para la zona superior del lecho se mantiene en valores similares al del aire de secado para
las mismas capas.
La malta con humedad elevada mantiene una temperatura baja debido al enfriamiento del aire en las
capas inferiores por la evaporación del agua. Cuando la malta ha perdido gran parte de su contenido de agua
inicial comienza a aumentar su temperatura al recibir aire a alta temperatura y baja humedad relativa.
Un aspecto importante del conocimiento del perfil de temperaturas de la malta, es que junto con la
humedad de la malta determinarán el grado de destrucción enzimática o de actividad química que puede
haber en una capa elemental del lecho de malta (Figura 3-69)
3.3.3.4.- Consumo energético del proceso de secado de la malta
El consumo energético total a suministrar al aire de secado será el necesario para calentar el aire
procedente del intercambiador de calor aire-aire de recuperación de energía hasta alcanzar la temperatura de
entrada del aire al lecho de malta. Por tanto se tiene un ahorro energético por la existencia de un
intercambiador que precalienta el aire exterior.
Como ya se ha visto el ahorro provocado por el intercambiador de recuperación de calor depende de
la época del año y la etapa del secado. Al final del secado, al tener mayores temperaturas el aire de salida se
puede aumentar más la temperatura del aire exterior y se recupera más energía.
El consumo total de calor en secado a suministrar por las calderas presenta un máximo prolongado
para la etapa de temperatura del aire de entrada de 60EC, donde el aire saliente tiene poca temperatura, y no
se puede recuperar calor en el intercambiador aire-aire de recuperación de calor. En la etapa final, también el
uso del aire procedente de la recirculación provoca una disminución del gasto energético horario (Figura 370).
En la Figura 3-71 se indica la evolución del caudal y la presión del aire durante el secado industrial,
realizándose una disminución del caudal de aire en las últimas fases del secado, con lo que se consigue una
sensible disminución del consumo energético. (Figura 3-72)
3.3.4.- Comparación de los modelos de secado en capa profunda
Para la determinación del modelo más adecuado de simulación del secado industrial de malta en capa
profunda se ha analizado el ajuste de diferentes soluciones del modelo completo a los resultados observados
a nivel industrial. Para ello, se han utilizado diferentes ecuaciones de velocidad de secado y diferentes
ecuaciones de transferencia de calor expuestas en el apartado 2.5.
Para la resolución de la ecuación de velocidad de secado se han planteado las alternativas (apartado
2.5.2.):
• Ecuación exponencial simple
• Ecuación de Page
• Ecuación exponencial simple + ecuación de difusividad dentro del grano (para humedades
inferiores al 40% b.s.)
• Ecuación de Page + ecuación de difusividad dentro del grano (para humedades inferiores al 40%
b.s.)
Para la resolución de la ecuación de transferencia de calor se han planteado cuatro alternativas
diferentes (apartado 2.5.3.):
• Modelo de Nellist
• Modelo de Ingram
63
• Modelo de Tuerlinckx
• Modelo de Noomhorm y Verma
Se han realizado todas las combinaciones posibles, resultando un total de 16 variantes que se han
aplicado a secados industriales con datos registrados mediante el sistema informático de captación de datos
(ver Anejo nº 6).
Los resultados obtenidos con los modelos de Ingram y Tuerlinckx predicen muy erróneamente las
condiciones del aire de salida del lecho de malta, provocando un aumento del agua arrastrada por el aire y el
consiguiente descenso demasiado rápido de la humedad media del lecho de malta (Figura 3-73 y Figura 374).
Los resultados son consecuencia de un balance poco ajustado, que al aplicarlo en capas finas para
simulaciones en lecho profundo, conducen a una gran inestabilidad en la resolución, con resultados poco
concordantes con los datos observados experimentalmente
El modelo de Noomhorm, plantea que las condiciones del aire de salida son el resultado de un
equilibrio que se alcanza entre el aire y la malta. Debido a su simplicidad, no puede representar los múltiples
fenómenos que suceden en un lecho profundo de malta durante el secado. Así la temperatura del aire de
salida se incrementa de forma constante a lo largo del secado, en el modelo de Noomhorm, contradiciendo
los datos experimentales que indican una temperatura bastante constante en el periodo inicial de secado,
debido al enfriamiento del aire producido por la evaporación del agua de la malta.
Figura 3-75
El modelo de Nellist es el que mejor simula la evolución de las características del secado de malta,
con valores ligeramente inferiores para la temperatura del aire de salida durante el periodo inicial, pero
ajustando mucho mejor los tiempos de secado que los otros modelos planteados para la resolución del
balance de calor y de la transferencia de calor (Figura 3-76).
Dentro de las diferentes ecuaciones de velocidad de secado, cabe distinguir entre los modelos
empíricos exponencial simple y de Page, y el modelo que considera la difusividad dentro del grano de malta.
El planteamiento de la difusividad sólo para humedades bajas se justifica por el hecho de que para
humedades altas el agua escapa del grano como agua libre sin otra limitación que las condiciones del aire de
secado, no siendo limitante la difusión de humedad dentro del grano en el período de velocidad de secado
constante.
El modelo de difusividad da como resultado una menor extracción de agua de la malta en las horas
finales de secado, sin poder alcanzar al final del secado humedades medias del lecho comparables a las
experimentales. Al ceder menos agua la malta al aire, la temperatura del aire de salida asciende antes que en
los modelos más simples. En cambio los modelos más simples empíricos, si consiguen alcanzar las
humedades finales experimentales en los periodos de duración del secado.
La causa principal del mejor ajuste sería que los modelos simples empíricos están ajustados para la
malta y sus condiciones específicas de secado, y por lo tanto presentan un comportamiento más acorde con
los datos experimentales. Los valores de los parámetros de la ecuación de difusividad están ajustados para la
cebada, con temperaturas de secado diferentes, y sin considerar las diferencias entre la cebada y la malta.
La introducción dentro de la ecuación de difusividad de los valores observados para la malta, que son
del orden de 100 veces superior a los de la cebada, en el modelo de difusividad permite un mejor ajuste con
los datos experimentales del secado (Figura 3-78). Al introducir valores superiores de la difusividad,
conlleva una disminución de los valores del intervalo de tiempo, que provoca un mayor tiempo de cálculo.
El ajuste que se consigue es parecido al obtenido con otras ecuaciones más sencillas (ej. ecuación
exponencial simple), que junto con el elevado tiempo de computación hacen no aconsejable el uso de este
modelo.
Dentro de los modelos empíricos simples, la ecuación de Page (con los valores de los parámetros
propuestos por Bala (1983), o los obtenidos en el Apartado 3.1.4.) y la exponencial simple dan resultados
similares de las condiciones del aire y de la malta. Existen pequeñas diferencias entre las tres ecuaciones en
la velocidad de secado de la malta a humedades bajas, y en el perfil de la curva de las condiciones del aire de
salida del lecho de malta, presentando un perfil más acorde a los datos experimentales la ecuación
exponencial simple, y la ecuación de Page con los valores del apartado 3.1.4. (Figura 3-76, Figura 3-77 y
Figura 3-78).
Figura 3-79
64
Figura 3-80
Figura 3-81
El modelo seleccionado finalmente sería el que establece la combinación de la ecuación de Page con
los valores de los parámetros obtenidos en el apartado 3.1.4., ya que se corresponden con el material vegetal
que se produce en la zona de estudio, y el balance de calor y ecuación de transferencia de calor de Nellist
(1974).
Mediante el programa de captación de datos, se realizó una validación final del modelo en secadero
industrial de malta, comparando los tiempos de secado reales, con los determinados con la resolución del
algoritmo de simulación, estableciendo como condiciones para la finalización del secado las mismas que las
existentes en la maltería industrial.
Los datos de entrada para cada secado son el programa de temperaturas del aire de entrada al lecho
de malta, y las condiciones del aire exterior (temperatura y humedad relativa), y las condiciones iniciales de
la malta (humedad). El resto de parámetros de entrada como el programa de ventilación del aire de secado,
presión del aire exterior,... se ha considerado los valores medios, lo que provoca una ligera dispersión entre
los valores experimentales y calculados (Figura 3-82). Si se aumentan el número de variables de secado
introducidas en el programa de captación de datos, se mejoraría la concordancia entre el modelo y los datos
experimentales.
Como se observa en la Figura 3-82, el algoritmo de secado de malta puede ser un buena herramienta
para predecir los tiempos de secado para diferentes condiciones del aire exterior, y ayudar en la planificación
de tareas dentro de la maltería industrial.
3.4.- Posibilidades de modificación de las condiciones de secado industrial de malta verde
Después de la validación del modelo seleccionado de cinética del secado de malta en lecho profundo,
se ha realizado un estudio de las posibilidades de modificación de las condiciones de secado con el fin de
optimizar el secado industrial de malta, tanto desde el punto de vista energético, como de duración de este
proceso.
Así, se han podido distinguir dos etapas claras dentro del secado. Una primera, donde se realiza la
eliminación de la mayor parte del agua de la malta, en la que el aire a la salida del lecho está saturado de
humedad, y la segunda donde se elimina el agua más fuertemente ligada a la malta, hasta conseguir el nivel
final de humedad, y confiere a la malta sus características especiales.
De este modo la etapa que condiciona la duración del secado es la primera, ya que la segunda tiene
unas condiciones fijas ya que pretende conseguir una determinada calidad de producto. Por lo tanto, para
conseguir una reducción del tiempo de secado, se tendrían que cambiar los parámetros de esta primera fase
(que se corresponde fundamentalmente con un período de velocidad de secado constante). Las posibles
actuaciones serían:
• Aumentar la temperatura del aire de entrada al lecho de malta
• Aumentar el caudal másico de aire.
• Reducir la altura del lecho de malta
En las horas finales del secado de malta también se podrían modificar las condiciones de proceso, sin
comportar una reducción del tiempo total de secado, pero la disminución del consumo energético será menor
al aplicarse en un corto periodo de tiempo. Las posibles mejoras a introducir se refieren a aumentar la
eficiencia de la recirculación del aire, y a disminuir el consumo de los ventiladores en las horas finales.
* Aumento de la temperatura del aire de entrada al lecho de malta
El aumento de la temperatura de bulbo seco del aire de entrada al lecho de malta implica un aumento
de la diferencia entre esta temperatura y la de bulbo húmedo del aire, lo que provoca una mayor velocidad
de secado en este período de velocidad de secado constante.
El objetivo principal de secar la malta a mayor temperatura es el descenso del tiempo de secado, sin
variar significativamente la calidad de la malta final.
La potencia térmica demandada en el secado se incrementará, pero la duración más corta del secado
actúa compensando el efecto anterior para obtener unos consumos totales de combustible parecidos al
proceso normal, a menor temperatura.
El periodo principal de secado es el que se realiza con una temperatura del aire de entrada al lecho de
65
malta de 60EC, que condiciona la duración del secado. El análisis se ha centrado en incrementar hasta 5EC la
temperatura en esta etapa, para conseguir una más pronta subida de la temperatura del aire de salida del
lecho de malta.
El aumento de la temperatura de entrada del aire implica que el secado de la malta se realiza a mayor
temperatura para una misma humedad de la malta. El binomio humedad-temperatura condiciona la calidad
de la malta, al determinar el nivel de destrucción enzimática y degradación química que tendrá lugar en el
secado.
La simulación del modelo simple con un programa de temperaturas superior al normal prevé un
comportamiento del lecho a nivel de los parámetros físicos de la malta aceptable a nivel de calidad,
permitiendo acortar el periodo de secado en dos horas aproximadamente, tal como se manifiesta en la Figura
3-83
La visualización gráfica de dicha evolución sobre los valores puntuales a las profundidades de lecho
señaladas en cada figura se dan a continuación (Ver Figura 3-83, Figura 3-84 y Figura 3-85).
* Aumento del caudal másico del aire de secado
La duración del secado presenta una gran dependencia del valor del parámetro de caudal másico del
aire de secado, ya que determina la cantidad de agua que puede arrastrar el aire de la malta, para un
determinado periodo de tiempo, a igualdad del resto de condicionantes. Esto es así porque en este período de
velocidad de secado constante al aumentar el caudal másico de aire se incrementará el coeficiente de
transmisión de calor por convección (ver Ec.1.30), que determina la velocidad de secado.
La reducción del tiempo de secado a valores inferiores a las 22 horas para todos los secados implica
una serie de ventajas en la organización de los trabajos en la fábrica de malta, ya que permitiría secuenciar
los periodos de secado dentro de unas horas del día de forma regular.
El caudal másico medio del aire de secado no varía para diferentes secados con condiciones
cambiantes del aire exterior, al estar prefijado el programa de temperaturas del aire de entrada al lecho de
secado.
La etapa limitante para conseguir disminuir el tiempo de secado es la inicial, en la que el aire de
salida está casi saturado de humedad. Un aumento del caudal másico, en esta fase llevaría consigo un
aumento de la potencia de los ventiladores, al estar la presión del aire condicionada por la resistencia del
lecho de malta al paso del aire, por lo que no variará de forma ostensible para los diferentes secados de
malta.
En la actualidad en la maltería que se estudia se dispone de dos ventiladores con un consumo de 200
kW de potencia nominal a plena carga, que bajaría en funcionamiento normal (270 Amperios) a una
potencia de 140 kW. Un aumento del caudal de aire con los actuales ventiladores es imposible por lo que se
impondría instalar un tercer ventilador.
Este tercer ventilador provocaría un aumento significativo de la potencia, aunque aumentaría la
presión del aire en menor medida, con lo que se obtendría un mayor caudal másico que en las condiciones
actuales.
Este mayor caudal repercutiría en una reducción del tiempo de secado significativa (Figura 3-86),así
como en un incremento del consumo energético horario (Figura 3-87; Figura 3-88). Tanto el capítulo
eléctrico (modificado por la introducción d e un ventilador más), como el consumo de energía térmica
(mayor caudal de aire a calentar), se tendrían que evaluar conjuntamente con las ventajas derivadas de una
reducción del tiempo de secado.
La posibilidad de ofertar mayor caudal de aire al secado de malta, permitiría poder plantear
alternativas diferentes en la planificación de tareas, para utilizar máximas potencias de los ventiladores de
secado en la etapa inicial de secado en periodos valle de coste de la electricidad, y en los periodos de horas
punta con menores necesidades de caudal de aire de secado. Esta opción compensaría el mayor coste
energético del funcionamiento de más ventiladores.
* Reducir la altura del lecho de secado de malta
El efecto de la reducción de la altura del lecho de secado de malta sería la disminución de las
pérdidas de carga que sufriría el aire al atravesar el lecho, con lo que se aumentaría el caudal másico de aire
y se tendrían las mismas ventajas que las observadas en el apartado anterior.
* Mejora de la recirculación del aire
La recirculación del aire de salida se realiza en la actualidad en las cuatro horas finales del secado,
66
recirculando un 90% del aire de salida. Si se avanza el momento de inicio de la recirculación, se pueden
obtener ahorros de energía. Esta recirculación se puede determinar de dos formas diferentes:
1.- Eligiendo el momento de inicio de la recirculación (con temperatura del aire de salida>42ºC), y a
partir de este instante aumentar linealmente el coeficiente de recirculación (en dos horas se pasaría de no
recircular a hacerlo con un coeficiente del 90%), para en las cuatro horas finales seguir con el programa
actual.
2.- Regulando la apertura de la compuerta de recirculación, según las condiciones del aire de entrada
al lecho de malta. El dispositivo consistiría en un control de la humedad absoluta del aire antes de la batería
de calentamiento, que actuaría sobre el motor de la compuerta de recirculación, estableciendo unas
condiciones límite de humedad del aire (Humedad absoluta máxima= f(Temperatura aire entrada al lecho)
de forma previa, de manera que si el aire entrante supera este valor consigna se cerraría la compuerta de
recirculación, y a la inversa.
La primera opción presenta una puesta en marcha sencilla, y un ahorro importante. La segunda,
requiere la instalación de un sistema de control con valor de salida la humedad absoluta del aire.
Los programas de recirculación considerados para la simulación del secado son:
• Programa de Recirculación Normal: (R0):
No recirculación, hasta el momento en que la temperatura del aire de salida alcanza los 60EC, y 90%
recirculación, durante cuatro horas, con temperatura del aire a la entrada del lecho (temperatura inferior) de
70 a 80EC
• Programa de Recirculación nº1: (R1):
No recirculación hasta el momento en que la temperatura del aire de salida alcanza los 42EC,
aumento progresivo del coeficiente de recirculación, durante dos horas, con temperatura inferior de 65EC, y
90% recirculación, durante cuatro horas, con temperatura inferior de 70 a 80EC.
• Programa de Recirculación nº2 y 3: (R2, R3):
No recirculación, hasta el momento en que la humedad relativa del aire de salida sea inferior al 75%.
A continuación, y una vez conseguida esta H.R, aplicar un coeficiente de recirculación variable, según las
condiciones prefijadas para el aire de entrada al lecho de malta, con temperatura inferior de 60 a 65EC. Y,
finalmente, 90% recirculación, durante las cuatro horas finales de secado, con temperatura inferior de 70 a
80EC.
Las condiciones de contenido de humedad máxima del aire de entrada (wa), en kg agua /kg a.s., para
los programas de recirculación nº2 y 3 son (Tabla 3-18):
Temperatura aire
entrada (ºC)
60
65
70
80
Programa Recirculación 2
(wa), kg agua/kg a.s.
0,007
0,01
0,015
0,02
Programa Recirculación 3
(wa), kg agua/kg a.s.
0,005
0,0075
0,01
0,015
Valores máximos permisibles del contenido de humedad del aire a la entrada del lecho de malta, para los diferentes programas de
recirculación del aire, en kg agua/kg a.s.
Según la Figura 3-89 el consumo de energía térmica durante el secado se ve significativamente
modificado según sea el programa de recirculación del aire de secado, realizado sobre todo a partir de la
hora 20.
Figura 3-90
Figura 3-91
Figura 3-92
Figura 3-93
Figura 3-94
* Disminución del consumo eléctrico de los ventiladores en las horas finales del secado
Durante las horas finales del secado el aire de secado no sale del lecho de malta saturado de
humedad, por lo que se pierde eficiencia del poder secante del aire, ya que no es necesario tanto caudal de
67
aire, como en la fase inicial del secado.
Reduciendo el consumo eléctrico de los ventiladores se tiene un importante ahorro de energía
eléctrica, y en menor medida un ahorro en el consumo de agua sobrecalentada (energía térmica), ya que no
tenemos que calentar tanto aire en las horas finales de secado, aunque parcialmente sea recuperado por el
intercambiador de recuperación aire-aire.
En la actualidad, los motores de los ventiladores de secado industriales trabajan a máxima potencia
(160 kW cada ventilador) durante todo el secado, excepto en las tres horas finales que se reduce la
intensidad consumida de forma gradual, hora a hora (cada hora se bajan tres puntos del reostato).
El análisis realizado con el modelo de simulación del secado se ha centrado en la posibilidad de
adelantar el momento de reducción de potencia de los ventiladores, y de aumentar el porcentaje de
reducción, para reducir el consumo eléctrico de los ventiladores.
Las variantes ensayadas son:
• Programa de ventilación Normal: (V0):
Potencia máxima (160 kW) hasta el momento en que la temperatura del aire inferior alcanza los 80EC; para
los dos ventiladores serían 320 kW.
Potencia de 289 kW durante una hora, con temperatura inferior igual a 80EC.
Potencia de 280 kW durante una hora, con temperatura inferior igual a 80EC.
Potencia de 270 kW durante una hora, con temperatura inferior igual a 80EC.
• Programa de ventilación nº1: (V1):
Potencia máxima (320 kW) hasta el momento en que la temperatura del aire de salida alcanza los 42EC.
80% Potencia máxima (256 kW) durante dos horas, y 65EC de temperatura inferior.
60% Potencia máxima (192 kW) durante una hora, y 70EC de temperatura inferior del aire.
50% Potencia máxima (160 kW) durante tres horas, con temperatura inferior del aire igual a 80EC.
• Programa de ventilación nº2: (V2):
Potencia máxima (320 kW) hasta el momento en que la temperatura del aire de salida alcanza los 60EC.
50% Potencia máxima (160 kW) durante cuatro horas, con temperatura inferior del aire de a 70 a 80EC.
• Programa de ventilación nº3: (V3):
Potencia máxima (320 kW) hasta el momento en que la temperatura inferior del aire alcanza 80EC.
50% Potencia máxima (160 kW) durante tres horas, con temperatura inferior del aire igual a 80EC.
La relación entre el caudal volumétrico de aire y el consumo eléctrico de los ventiladores,
considerada en el modelo de secado, es:
Figura 3-95
[3.19.]
Se considera que el rendimiento de los ventiladores no varía durante todo el secado.
En todas las variantes analizadas no se observan aumentos en los tiempos de secado respecto al
tiempo empleado con las condiciones normales de ventilación y recirculación (Figura 3-96, Figura 3-97,
Figura 3-98, Figura 3-99 y Figura 3-100). Incluso se aprecian disminuciones en el tiempo de secado, pero de
muy pequeña magnitud (diez minutos), cuando se somete a altas recirculaciones, y el aire de entrada tiene
aún una temperatura del orden de 60EC. Esto se debe a que el aire de entrada está más húmedo de lo normal,
y por lo tanto la temperatura de salida aumenta en algún grado, provocando una anticipación en el paso por
los 42EC del aire de salida, y reduciendo así la duración total del proceso.
En cuanto a la humedad final de la malta, la diferencia máxima observada es de cuatro décimas en
porcentaje, que no representa ningún problema en la utilización posterior de la malta.
Considerando las siguientes hipótesis:
Consumo medio combustible (1992/93) en kg/h
513,5
Precio combustible, en pta/kg.
20
Duración media del secado, en horas
26
Precio electricidad, en pta/kW·h
13,19
nº lotes/año
255
Se obtiene que el coste medio del secado es:
Coste de combustible, en pta/lote
Coste en electricidad, en pta/lote
267.020 (71,1%)
108.496 (28,9%)
68
Coste Total de Energía, en pta/lote
375.516
Para los diferentes programas introducidos en el modelo de secado (variantes en recirculación y
reducción de potencia de ventilación), los consumos energéticos por lote han sido los valores indicados en la
Tabla 3-19
Programa (R0,V0)
Programa (R1,V0)
Programa (R2,V0)
Programa (R3,V0)
Programa (R0,V1)
Programa (R0,V2)
Programa (R0,V3)
Programa (R1,V1)
Combustible
(en kW·h/lote)
310.832
301.432
303.390
305.088
301.259
305.795
306.983
294.085
Ahorro
(%)
0
3,02
2,39
1,85
3,08
1,62
1,24
5,39
Electricidad
(kW·h/lote)
8225,6
8225,6
8225,6
8225,6
7610,6
7706,6
7806,6
7610,6
Ahorro
(%)
0
0
0
0
7,48
6,31
4,36
7,48
Consumos energéticos de calefacción y electricidad por lote de secado, para las diferentes combinaciones de los programas de
ventilación y recirculación, con los ahorros respecto al programa standard (en %)
Los máximos ahorros se consiguen con los programas de ventilación ya que se obtiene tanto un
ahorro de consumo eléctrico como de combustible al tener que calentar menos aire. Si se incorpora además
un adelanto en el inicio de la recirculación se consigue disminuir aún más el consumo energético total.
El rendimiento de los ventiladores se ha considerado igual para todas las etapas del secado, por lo
que sería conveniente una comprobación de este parámetro, para poder establecer con mayor exactitud el
valor del caudal de aire.
También cuando se considera el 50% de la potencia de los ventiladores, se podría conseguir con el
funcionamiento de un solo ventilador, manteniendo por tanto el rendimiento, pero trabajaría con menor
presión de la considerada, proporcionando mayor caudal del establecido en el modelo.
Finalmente y como resultado de la simulación de 30 secados industriales con datos observados
mediante el programa de captación de datos, se han obtenido los siguientes consumos energéticos
específicos relacionados con la producción de malta final, así como, la cantidad de agua evaporada en el
secado.
Consumo eléctrico (kW/t malta)
Consumo calor (Mcal/t malta)
Consumo calor (Mcal/t agua evaporada)
Ahorro intercambiador (Mcal/t malta)
Ahorro recirculación (Mcal/t malta)
Aire de secado (kg a.s.lt malta)
Aire de secado (kg a.s.lt agua evaporada)
Media
45,59
686,05
901,15
255,46
121,27
76.193
100.101
Mínimo
42,68
635,27
811,60
193,63
83,37
70.852
90.776
Máximo
50,32
742,10
986,30
292,43
182,62
80.616
113.296
Consumos específicos, ahorro energético y cantidad de aire de secado necesario evaluados en 30 secados industriales (campaña
1994/95).
69
4.- Conclusiones
4.1.- Generales
*
*
*
*
*
En estas investigaciones se ha planteado y resuelto el modelo matemático completo de la operación
de secado de malta verde en lecho fijo y capa profunda que permite la simulación informática del
comportamiento dinámico de esta operación en condiciones industriales, consiguiéndose un gran
ajuste con los resultados observados a nivel industrial en España y utilizando cebadas cultivadas en
España.
Una vez obtenido y validado este simulador informático se han podido plantear y estudiar, mediante
simulación por ordenador, las posibles modificaciones de las condiciones actuales de secado
industrial de la malta para cerveza, que permitirían ahorros interesantes de energía.
Los mayores ahorros energéticos serían del orden del 5,5 % de combustible, y del 7,5 % de energía
eléctrica, y se conseguirían mediante: (1) un adelanto (aumento) de la recirculación del aire, que se
realizaría durante las últimas 6 horas de secado aproximadamente; y mediante (2) una disminución
del caudal de aire más intensa durante las últimas 6 horas de secado.
Como el período de velocidad de secado constante es el que ocupa la mayor parte del tiempo de
secado, es posible disminuir significativamente el tiempo de secado industrial (a valores inferiores a
las 22 horas) mediante el aumento del caudal másico del aire de secado. Este aumento del caudal de
aire implicaría un aumento del consumo de energía eléctrica, pero el beneficio económico del
aumento de la productividad podría compensar este efecto negativo. Además, se ha comprobado que
esta disminución de tiempo de secado se podría conseguir también mediante una disminución de la
altura del lecho de secado.
También, mediante un ligero aumento de la temperatura del aire de secado (del orden de 5 ºC) se
podría disminuir de forma significativa el tiempo de secado, pero se tendría también un aumento del
consumo energético respecto de las condiciones de proceso actuales.
4.2.- Isotermas de humedad de equilibrio de la malta
*
Para la simulación de la operación de secado de malta en capa profunda es necesario conocer la
dependencia del contenido de humedad de equilibrio de la malta tanto de la temperatura como de la
humedad relativa del aire. Esta dependencia se ha ajustado muy bien al modelo de G.A.B. Otros
modelos considerados (los de Halsey, Oswin, Smith, Caurie, Henderson y Chung-Pfost) han dado un
peor ajuste, aunque los modelos de Halsey y Oswin han dado ajustes satisfactorios.
4.3.- Ecuaciones de velocidad de secado en capa fina
*
*
La ecuación de velocidad de secado también es necesaria para poder resolver el modelo matemático
del secado en capa profunda de malta verde. Se ha podido comprobar que las ecuaciones de secado
en capa fina propuestas por la bibliografía, relativas a variedades de cebada cultivadas fuera de
España, no se ajustan bien en todo el rango de temperaturas utilizadas en el aire de secado. No
obstante, la ecuación de Page para el secado de malta, propuesta por la bibliografía, se ha ajustado
bien en secados a temperaturas elevadas (70-80 ºC).
Mediante experimentos de secado en capa fina, realizados con malta verde industrial obtenida a
partir de variedades de cebada cultivadas en España (Kym, Beka y Trait d'Union), se ha podido
comprobar que de los modelos considerados para la ecuación de secado (exponencial simple, de
Page, y exponencial biparamétrica) el que mejor se ha ajustado a los resultados experimentales ha
sido el de Page, para todo el rango considerado de temperaturas de aire (desde 30 ºC hasta 80 ºC).
4.4.- Evolución de la calidad de la malta durante el proceso de secado
*
De todos los parámetros de calidad de la malta estudiados (color, proteína soluble y total, índice de
70
*
Kolbach, índice de Hartong, extracto, atenuación límite, viscosidad, vitrosidad, friabilidad, diferencia
fina-gruesa e índice de calidad) se ha comprobado que el más afectado por la operación de secado es
el color, la proteína soluble, el índice de Kolbach y el índice de Hartong.
Durante el secado aumenta el color, y el índice de Hartong, y disminuye la proteína soluble y el
índice de Kolbach. Estos resultados coinciden con lo que indica la bibliografía.
4.5.- Comparación de los modelos de secado en capa profunda
*
*
*
Para el planteamiento y resolución del modelo matemático de secado de malta en capa profunda se
han considerado cuatro planteamientos diferentes del balance de calor y de la ecuación de
transferencia de calor entre el aire y la malta verde, que se corresponden con los planteamientos
realizados por Nellist, Ingram, Tuerlinckx y Noomhorm y Verma, para el secado de cereales en capa
profunda. Además, estos modelos se han considerado en combinación con cuatro soluciones de la
ecuación de secado: (1) ecuación exponencial simple; (2) ecuación de Page; (3) ecuación
exponencial simple + ecuación de difusividad (para contenidos de humedad de la malta inferiores al
40 %, b.s.); y (4) ecuación de Page + ecuación de difusividad (para contenidos de humedad de la
malta inferiores al 40 %, b.s.). De los resultados obtenidos se ha deducido que los modelos
propuestos por Ingram y Tuerlinckx no predicen satisfactoriamente el comportamiento dinámico de
esta operación en ninguno de los casos. Tampoco el modelo de Noomhorm ha dado un resultado
satisfactorio. El modelo de Nellist es el que mejor predice la evolución de los parámetros del secado,
siendo el mejor modelo de secado en capa profunda el que se soluciona en combinación con la
ecuación de secado correspondiente a la ecuación exponencial simple, determinada para malta de
cebadas cultivadas en España.
El modelo de secado en capa profunda no tiene resultados satisfactorios cuando se resuelve en
combinación con la ecuación de secado de difusividad, propuesta por Bruce para la cebada.
Se ha podido comprobar que si se tiene en cuenta la variación del contenido de humedad del aire
entrante al lecho de secado, que tiene lugar como consecuencia del secado de las paredes de los
pasillos de conducción del aire (que durante la germinación se han humedecido) entonces se
consigue un mejor ajuste de la predicción del modelo respecto de la dinámica observada a nivel
industrial.
4.6.- Trabajos futuros
*
*
Tras los resultados obtenidos en esta tesis doctoral se cree interesante realizar en trabajos futuros el
estudio, planteamiento y resolución, del modelo de difusividad para la malta de cebadas cultivadas
en España. De esta forma probablemente se obtendría un mejor ajuste de las curvas de secado de las
capas intermedias.
También será interesante estudiar con mayor intensidad la influencia de las condiciones de secado
sobre la calidad de la malta, para tratar de proponer unos programas de secado diferentes o
procedimientos de secado diferentes, ya que en secado en capa profunda las diferencias de evolución
entre las distintas capas es manifiesta.
71
5.- Bibliografía
1. AALBERS, V.J. 1980. Monatsschrift für Brauerei, 33: 212.
2. AALBERS, V.J.; VAN EERDE, P. 1986. "Evaluation of malt quality". Journal of the Institute of
Brewing, 92: 420-425.
3. AASTRUP, S. 1979. "The relationship between viscosity of an acid flour extract of barley and its $glucan content". Carlsberg Research Comunications, 44: 289-304.
4. AJISERJIRI, E.S. y SOPADE, P.A. 1990. "Moisture sorption isotherms of nigerian millet at varying
temperatures". Journal of Food Engineering, 12(4):283-292.
5. ALVAREZ, P.I.; LEGUES, P. 1986. "A semi-theoretical model for the drying of Thompson seedless
grapes". Drying Technology, 4: 1-17.
6. ANALYTICA-EBC. 1975. 3rd. ed. Schweizer-Brauerei-Rundschau, Zürich.
7. ANFACE (Asociación Nacional de Fabricantes de Cerveza). 1994. Alimarket. Informe Anual.
8. ANÓNIMO. 1989. Bios, 20(6/7): 10-55.
9. ARCHIBALD, H.W. 1988. "Beer foam getting ahead". Brewer, 74: 295-300.
10. AYRES, G.H. 1981. Análisis químico cuantitativo. Editorial del Castillo, S.A. Madrid.
11. BAILEY, P.H. 1972. "High temperature drying of cereal grain". M. Sc. Thesis, University of Newcastle
upon Tyne.
12. BAKKER-ARKEMA, F.W.; BICKET, W.G.; PATTERSON, R.J. 1967. "Simultaneous heat and mass
transfer during the cooling of a deep bed of biological products under varying inlet conditions".
Journal of Agricultural Engineering Research, 12(4): 297-307.
13. BAKKER-ARKEMA, F.W.; LEREW, L.E.; DE BOER, S.F.; ROTH, M.G. 1974. "Grain dryer
simulation". Michigan State University Agric. exp. Sta., Res. Rep. 224.
14. BAKKER-ARKKEMA, F.W.; ROSENAU, J.R.; CLIFORD, W.H. 1970. "The effect of grain surface
area on the heat and mass transfer rates in fixed and moving beds of biological products".
Transactions of the A.S.A.E., 14 (5): 864-867.
15. BALA, B.K. 1983. "Deep bed drying of malt". Thesis. University of Newcastle.
16. BALA, B.K.; WOODS, J.L. 1992. "Thin layers drying models for malt". Journal of Food Engineering,
16: 239-249.
17. BANASZEK, M.M.; SIEBENMORGEN, T.J. 1990. "Adsorption equilibrium moisture contents of longgrain rough rice". Transactions of the A.S.A.E., 33(1): 247.252.
18. BARRET, J.; KIRSOP, B.H. 1971. Journal of the Institute of Brewing, 77: 39-42.
19. BÄRWALD, G. 1974. Monatsschrift für Brauerei, 37 (2): 120-124.
20. BAUGHMAN, G.R.; HAMDY, M.Y.; BARRE, H.J. 1971. "Analog computer simulation of deep bed
drying of grain". Transactions of the American Society of Agricultural Engineering, 14 (6): 10581060.
21. BAYLEY, P.H. 1972. "High temperature drying of cereal grain". M. Sc. Thesis. University of Newcastle
upon Tyne.
22. BCEOM. 1992. "Thermie Programme. Energy Efficiency in Brewing Sector". Draft Final Report, CEC,
DG XVII, Bruselas.
23. BECKER, H.A.; SALLANS H.R. 1955. "A study of internal moisture movement in the drying of the
wheat kernel". Cereal Chemistry, 32(3): 212-226.
24. BELLMER, H.G. 1975. "The importance of barley and malt, used in the production of beer, according to
the "German Law of Purity in the prodution of beer" (German Reinheitsgebot)". Proc. European
Brewery Convention. Monograph-II, Zeist, 41-55.
25. BEMMET, D.W. 1985. "Special malts". The Brewer, 71: 457-460.
26. BISHOP, L.R. 1943. Journal of the Institute of Brewing, 49: 223.
27. BISHOP, L.R.; DAY, F.E. 1933. "Barley protein researches prediction of extract,II. The effect of variety
on the relation between nitrogen content and extract". Journal of the Institute of Brewing, 34: 545551.
28. BLOOME, P.D.; SHOVE, G.C. 1971. "Near equilibrium simulation of shelled corn drying".
72
Transactions of the American Society of Agricultural Engineering. 14(4): 709-712.
29. BOQUET, R.; CHIRIFE, J.; IGLESIAS, A. 1978. "Equations for fitting water sorption isotheerms of
foods". Journal of Food Technology, 13: 319-327.
30. BOURNE, D.T. 1982. "The relationship between total B-glucan and malt quality". Proc. European
Brewery Convention, Biochemysty Group. Oporto, Portugal.
31. BOURNE, D.T.; POWLESLAND, T.; WHEELER, R.E. 1982. "The relationship between total $-glucan
of malt and malt quality". Journal of the Institute of Brewing, 88: 371-375.
32. BOYCE, D.S. 1965. "Grain moisture and temperature changes with position and time duringthriugh
drying". Journal of Agricultural Engineering Research, 10 (4): 333-341.
33. BOYCE, D.S. 1966. "Heat and moisture transfer in ventilated grain" Ph D Thesis, University of
Newcastle upon Tyne, Gran Bretaña.
34. BRIGGS, D.E. 1978. Barley. Chapman and Hall, London.
35. BRIGGS, D.E. 1987. "Endosperm breakdown and its regulation in germination barley". Brewing
Science, 3: 441-523.
36. BRIGGS, D.E. 1972. "Enzyme formation, cellular breakdown and the distribution of gibberellins in the
endosperm of barley". Planta, 108: 351-358.
37. BRIGGS, D.E.; HOUGH, J.S.; STEVENS, R.; YOUNG, T.W. 1981. Malting and Brewing Science. 2nd
Edition, Chapman and Hall, London.
38. BRIGGS, D.E.; MACDONALD, J. 1983a. "Patterns of modification in malting barley". Journal of the
Institute of Brewing, 89: 260-273.
39. BRIGGS, D.E.; MACDONALD, J. 1983b. "The permeability of the surface layers of cereal grains and
test for abrasion in barley". Journal of the Institute of Brewing, 89: 324-332.
40. BRODERICK, H.M. 1977. The practical Brewer. Master Brewers Association of the Americas,
Madison Wisconsin 53705, USA.
41. BROOKER, D.B.; BAKKER-ARKEMA, F.W.; HALL, C.W. 1974. Drying cereal grains. AVI
Publishing Company, CT.
42. BROWN, D.G.W.; CLAPPERTON, J.F. 1978. "Flavour terminology of beer. A study of terms used to
describe all flavours". Journal of the Institute of Brewing, 84: 120-127.
43. BRUCE, D.M. 1985. "Exposed-layer barley during: Three models fitted to new data up to 150 ºC".
Journal of Agricultural Engineering Research, 32: 337-347.
44. BRUNAUER, S.; EMMETT, P.H.; TELLER, E. 1938. "Adsorption of gases in multimolecular layers".
Journal of American Chemistry Society, 60: 309-319.
45. BUCKLIN, R.A. 1978. "Variation of the drying constant of rough rice with velocity and relative
humidity of the drying air". M. S. Thesis, Lousiana State University, Baton Rouge.
46. CARBONELL, J.V.; MADARRO, A.; PIÑAGA, F.; PEÑA, J.V. 1984. "Deshidratación de frutas y
hortalizas con aire ambiente. IV. Cinética de absorción y desorción del agua en las zanahorias".
Revista de Agroquímica y Tecnología de alimentos, 24 (1): 94-99.
47. CAURIE, M. 1971. "A model equation for predicting safe storage moisture levels for optimum stability
of dehydrated food". Journal of Food Technology, 5: 301.
48. CAURIE, M. 1971. "A sigle layersmoisture absorption theory as a basis for the stability and availability
of moisture in dehydrated foods". Journal of Food Technology, 6: 193.
49. COLBURN, A. P. 1933. "A method of correlating forced dconvection heazt transfer data and a
comparison with fluid friction". Institute of chemical engineers, 29: 174-209.
50. COOPER, J. N. 1986. "Analysis of non-friable residues remaining from friabilimeter treatment of
Scottish distilling malts". Journal of the Institute of Brewing, 92: 255-261.
51. COSTA E.; SOTELO, J.L.; CALLEJA, G.; OVEJERO, G.; DE LUCAS, A.; AGUADO, J.; UGUINA,
M.A. 1983. Ingeniería Química. vol. 4. Transmisión de calor. Ed. Alhambra, Madrid.
52. CRABB, D.; BATHGATE, G.N. 1973. Journal of the Institute of Brewing, 79: 519-524.
53. CRANK, J. 1956. The mathematics of diffusion. Oxford University Press, Oxford.
54. CHAPON, L. 1968. Brauwelt, 108: 1769-1775.
55. CHAPON, L. 1963. Brauwissenschaft, 16: 225-231.
56. CHAPON, L. 1979. Monatsschrift für Brauerei, 32: 160-167.
57. CHAPON, L.; ERBER, H.; KRETSCHMER, K.F.; KRETSCHMER, H. 1980. Brauwissenschaft, 33: 173
11.
58. CHAPON, L.; GROMUS, J.; ERBERG, H.L.; KRETSCHMER, H. 1980. "Phisical methods of the
determination of malt modification and their relationship to wort properties". Proc. European
Brewery Convention. Monograph-VI., 45-70.
59. CHEN, C. 1988. "A study of equilibrium relative humidity for yellow-dent corn kernels". Ph. D. Thesis,
University of Minnesota, St. Paul.
60. CHEN, C.; JOHNSON, W. 1969. "Kinetics of moisture movement in hygroscopic materials".
Transactions of the ASAE, 12 (1): 109-115 and 12 (4): 478-481.
61. CHEN, C.; VANCE, R. 1989. "Comparance of four EMC/ERH equations". Transactions of the A.S.A.E.,
32 (3): 983-990.
62. CHIRIFE, J. 1971. "Diffusional process in the drying of tapioca root". J. Food Sci., 36: 327-329.
63. CHIRIFE, J.; IGLESIAS, M.A. 1978. "Equations for fitting water sorption. Isotherms of foods: Part I- A
review". Journal of Food Technology, 9: 13.
64. CHUNG, D.S.; PFOST, H.B. 1967. "Adsorption and desorption of water vapor by cereal grains and their
products". Transactions of the A.S.A.E., 10 (4): 549-555.
65. DE CLERK, J. 1957. A Textbook of Brewing, vol 1. Chapman and Hall Ltd. London.
66. DE CLERK, J. P. 1958. Fabry und Jerumanis, Proc. Symposium Enzyme Chemistry, Tokio 1957, Bd.
II, 499 und Bull. Anc. Et. Brasserie Louvain, 54: 161,
67. DROST, B.W.; AALBERS, V.J.; PESMAN, L. 1980. "Prediction of brewing quality by malt
modification determination". Proc. European Brewery Convention, Monograph-VI, 224-234.
68. ENARI, T.M. 1980. "Break-down. of proteins during malting and mashing". Proc.European Brewery
Convention. Monograph-VI. Helsinki, 88-98.
69. ENARI, T.M. 1975. "Factors affecting the fermentability of worts". Proc. European Brewery
Convention. Monograph-II, Zeist, 146-156.
70. ENARI, T.M.; LINKO, M. 1969. Ann. Agr. Fenn., 8: 149.
71. ENARI, T.M.; LINKO, M.; LOISA, M.; MAKINEN, V. MMBAA 1970. Techn. Quart. 7: 237.
72. ERBER, H.L. 1980. "Malt analysis and colloidal stability of beer". Proc. European Brewery Convection.
Monograph-VI. Helsinki, 245-250.
73. ESSER, K.D.; SCHILDBACH, R. 1972. Monatsschrift für Brauerei, 25: 280.
74. ETSU. 1985. Energy Use in Malting Industry. Department of Energy, Energy Technology Support Unit.
United Kingdom.
75. EUROPEAN BREWING CONGRESS. (E.B.C.) 1989. "Advances in malting barley 1989". Published by
the barley on Malt Group of the European Brewery Convection, Zoeterwoude, The Netherlands.
76. EUROPEAN BREWING CONGRESS. (E.B.C.) 1980-1989. "Reports on field trials 1980-1988". Barley
and Malt Commitee. Proc. European Brewery Convention Zoeterwoude, The Netherlands.
77. EYBEN, D.; HUPE, J. 1980. "Filterability of wort and beer and its relationship with viscosity". Proc.
European Brewery Convention. Monograph-VI, 201-212.
78. FISH, B.P. 1958. "Fundamental aspects of the dehydration of foodstuffs". Soc. Chem. Ind., 143.
79. FITO, P.J.P.; SANZ, F.J. 1975. "Humedades de equilibrio del salvado de arroz" Revista de Agroquímica
y Tecnología de Alimentos, 15 (1): 121-131.
80. FORTES, M; OKOS, M.R. 1981a. "A non equilibrium thermodynamics approach to transport
phenomena in capillary porous media". Transactions of the A.S.A.E., 24: 756-760.
81. FORTES, M; OKOS, M.R. 1981b. "A non equilibrium thermodynamics approach to heat and mass
transfer in corn kernels". Transactions of the A.S.A.E., 24: 761-769.
82. FRETZDORFF, B.; POMERANZ, Y.; BECHTEL, D.B. 1982. Journal of Food Science, 47 (3): 786.
83. GALLAHER, G.L. 1951. "A method for determining the latent heat of agricultural crops". Agricultural
Engineering, 34 y 38.
84. GAMSON, B.W.; THODOS, G.; HOUGEN, O.A. 1943. "Heat, mass and momemtum transfer in the
flow of gasses through granular solids". Transactions of the American Institute of Chemistry
Engineers, 39: 1-35.
85. GERSON. 1989. Statistical Digest 1987-1988. Barley, Malt, Beer, Whisky. Ed Gerson España, S.A.
Madrid
86. GIARRATANO, C.E.; THOMAS, D.A. 1986. "Rapid malt modifications analysis in a production
74
malthouse:Friabilimeter and Calcofluor methodologies". Journal of the American Society of Brewing
Chemists, 44: 95-97.
87. GIBBONS, G.C. 1981b "On the relative role of the scutellum and aleurone in the production of
hydrolases during germination of barley". Carlsberg Research Communication, 46: 215-225.
88. GIBBONS, G.C. 1980. Carlsberg Research Communications, 45: 177.
89. GIBBONS, G.C. 1981a. Journal of the American Society of Brewing Chemists, 39 (2): 55.
90. GILLILAND, R.B. 1969. "Yeast strain and attenuation limit". European Brewery Convention
Proceeding, Interlaken, 303-314.
91. GIMENO, V. 1985. "Estudio de la deshidratación por aire caliente de albaricoques y melocotones".
Tesis doctoral. Universidad Politécnica de Valencia.
92. GIMENO, V.; PELLICER, T.; VIDAL, D. 1989. "Water activity of dried plums". En: Anales del II
Congreso Mundial de Tecnología de Alimentos. Barcelona 1987. Avances en Tecnología de
Alimentos, 1: 277-289.
93. GJERTSEN, P.; HARTLEV, P. 1980. "Influence of the malt amylase activities on extract yield and
fermentability". Proc. European Brewery Convention. Monograph-VI. Helsinki, 186-192.
94. GOERING, K.S.; DE HAAS, B. 1974. Cereal Chem., 51: 573-578.
95. GOLDINER, F.; KLEMANN, H.; KÄMPF, W. 1966. "Rohrzuker Alkohol Stammwürze und
korrektionstafel". Institut fur Gärungs-gewerbe, Berlin.
96. GROMUS, J. 1988. "Malt quality requirements contradictory specifications". Brauwelt, 128 (10): 357376.
97. GROMUS, J. 1980. "The influence of malt quality on fermentability and head retention". Proc.
European Brewery Convention. Monograph-VI. Helsinki, 193-200.
98. GUSTAFSON, R.J.; HALL, G.E. 1972. "Density and porosity changes of shelled corn during drying".
Transactions of American Society of Agricultural Engineers: 523-525.
99. HAGHIGHI, K.; IRUDAYARAJ, J.; STROSHINE, R.L.; SOKHANSANJ, S. 1990. "Grain Kernel
drying simulation using the finite element method". Transactions of the A.S.A.E., 33 (6): 1957-1965.
100. HAGHIGHI, K.; SEGERLIND, L.J. 1991. "Modeling Simultaneous Heat and Mass Transfer in an
Isotropic Sphere- A Finite Element Aproach". Transactions of the A.S.A.E., 31 (2): 629-637.
101. HALIPRE, A. 1986. L´utilisation des pompes de chaleur en malterie. Forum Electro-industriel
national. Industries agroalimentaires. Paris La Defense. Comiteé Français de Electriciteé.
102. HALSEY, G. 1948. "Physical adsorption on non-uniform surfaces". Journal Chem. Physics, 16 (10):
931-937.
103. HALL, C.W. 1970. Drying farm crops. Lyall Book Depot, Ludhiana.
104. HALL, C.W.; RODRÍGUEZ-ARIS, J.H. 1958. "Application of Newton's equation to moisture removal
from shelled corn at 40-140 ºF". Journal of Agricultural Engineering Research, 3: 275-280.
105. HAMDY, M.Y.; BARRE, H.J. 1970. "Analysis and hybrid simulation of deep bed drying of grain".
Transactions of the American Society of Agricultural Engineering, 13 (6): 752-757.
106. HARTONG, B.D.; KRETSCHMER, K.F. (1962) "Vademecum der Malzuntersuchung". Velag Hans
Corl, Nürnberg.
107. HEALY, P.J.; ARMITT, J.D.G. 1986. "Fermentability. Brewer's or malter's responsability?". Institute
of Brewing, Australia and New Zealand Section, Proceeding of 19th. Convention, Hobart, 71-77.
108. HENDERSON, S.M. 1952. "A basic concept of equilibrium moisture". Agricultural Engineering,
January: 29-32.
109. HUDSON, O.P. 1986. "Inter-relationschips in malt analysis and malting parameters". Institute of
Brewing, Australia and New Zealand Section, Proceeding of 19th. Convention, Hobart, 109-114.
110. HUKIL, W.V. 1974. "Grain drying", Capítulo 13 en Storage of cereal grains and their products, Edited
by Christensen, C.M. American Association of Cereal Chemists.
111. HYDE, W.R.; BROOKES, P.A. 1978. "Malt quality in relation to beer quality". Journal of the Institute
of Brewing, 84: 167-174.
112. INGRAM, G.W. 1976. "Deep bed drier simulation with intra-particle moisture diffusion". Journal of
Agricultural Engineering Research, 21: 263-272.
113. ISEBAERT, L.; ROTTI, J. 1954. Petit Journal du Brasseur, 72: 757.
114. ISLAM, M.N. 1979. "Simulation of paddy drying under tropical conditions. Unpublished M.S. Thesis
75
No.AE-79-15. Asian Institute of Technology. Bangkok. Thailand.
115. JOLIBERT, F. 1987. "Energie et malterie". Bios, 18 (6/7).
116. JONES, M. 1974. "Amino-acid composition of wort". Proc. European Brewery Convention.
Monograph-I, 90-105.
117. JONES, M.; PIERCE, J. 1967. Journal of the Institute of Brewing, 73: 347-349.
118. JONES, M.; PIERCE, J.S. 1963. "Amino acids in Brewing. The development of individual amino acids
during malting and mashing". Proc. European Brewery Convention, Brüssel, 101.
119. KACHRU, R.P.; OJIHA, T.P.; KURUP, G.T. 1971. "Drying parameters of indian paddy varieties".
Journal of Agricultural Engineering, 8 (1): 16-23.
120. KATO, K. 1979. "Energy saving of grain dryers, criteria and thermodynamics". private publishing. 41.
121. KIM, K.O.; KIM, M.K.; KANG, Y.Y.; LEE, Y.C. 1993. "Effects of malting conditions on quality
characteristics of malt and roasted malt extract" Cereal Chemistry, 70 (4): 440-442.
122. KIRSOP, B.H. 1975. "The attitude to barley quality of brewers using adjunts". Proc. European
Brewery Convention. Monograph-II. Helsinki, 35-40.
123. KIRSOP, B.H.; BROWN, M.L. 1972. Journal of the Institute of Brewing, 78: 51.
124. KOLBACH, P. 1961 Monatsschrift für Brauerei, 14: 84.
125. KOLBACH, P. 1963 Monatsschrift für Brauerei, 50: 343.
126. KREITH, F. 1973. Principles of heat transfer. Third edition. Intext Educational Publishers, New York.
127. KRETSCHMER, K.F. 1978 Brauwissenschaft, 31: 158-166.
128. KUPRIANOFF, J. 1958. "Fundamental aspects of the hydration of foodstuffs". Society of Chem. Ind.
Ref. Aspects Théoriques et Industriels de la Lyophilization. Rev. L. Ed. Hermann, Paris, 6.
129. LABUZA, T.P. 1968. "Sorption phenomena in foods". Journal of Food Technologie, 22: 263.
130. LIE, S.; SKJELDAM, M.; MAUKELI, A.; KJELDSBERG, M. 1981. "Practical experiences with thr
friabilimeter test". Proc. European Brewery Convention, Copenhagen, Elsevier, 89-96.
131. LÓPEZ, A.; CABEZAS, A. 1993. Tecnologies avançades d'estalvi i eficiència energètica en els sectors
de vi, cava i destil·lats. Ed. ICAEN. Barcelona.
132. LÓPEZ, A.; LLORCA, M. "Possibilitats de millora de l'eficiència energètica a diversos sectors de la
indústria agroalimentària". Conservació i gestió de l'energia (ICAE), 90: 8-13. (1990).
133. LOPEZ, A.; PIQUE, T.; CLOP, M.; TASIAS, J.; ROMERO, A. 1992. "Modeling of the hazelnut
hygroscopic behaviour" ISOPOW-V: Int. Congress, Castellón, 8-14 Nov.
134. LOPEZ, A.; PIQUE, T.; CLOP, M.; TASIAS, J.; ROMERO, A.; BOATELLA, J.; GARCIA, J. 1994.
"The hygroscopic behaviour of the hazelnut" Journal of Food Enginnering, 23 (en prensa).
135. LOPEZ, A.; PIQUE, T.; CLOP, M.; TASIAS, J.; ROMERO, A.; BOATELLA, J.; GARCIA, J. 1994.
"The hygroscopic behaviour of the hazelnut". Journal of Food Engineering, 23.
136. LOPEZ, A; LOPEZ, M.L.; GIMENO, V. 1989. "Secado de segmentos de manzana con aire caliente.
Estudios preliminares". Alimentaria, 207: 41-45.
137. LUIKOV, A.V. 1966. Heat and mass transfer in capillary porous bodies. Pergamon Press.
138. LUIKOV, A.V. 1980. Heat and mass transfer in capillary porous bodies. Mir Publishers, Moscow.
139. LLOYD, W.J.W. 1986. Adjuncts. Journal of the Institute of Brewing, 92: 336-345.
140. M.A.P.A. Boletines mensuales de Estadística Agraria. 1994. Servicio de Publicaciones, Madrid.
141. MACGREGOR, A.W.; MATSUO, R.R. 1982. "Starch degradation in the endosperm of barley and
wheat kernels during the early stages of germination". Cereal Chemistry, 59: 210-216.
142. MALLET, C.P. 1993. Frozen food technology. Chapman and Hall, London.
143. MARQUARDT, D.W. 1963. "An algorithm for least squares estimation of nonlinear parameters".
Journal of the Society of Industrial and Applied Mathematics, 2: 431-441.
144. MARSH, J.B.; 1986. "The use of a desk top computer for the optimisation of malt kiln airflow profiles
and the prediction of electrical cost". Associated British Maltsters Limited, P.O. Box 8, Newark,
Notts.
145. MARTIN, H.L.; BAMFORTH, C.W. 1980. Journal of the Institute of Brewing, 86: 216.
146. MARTIN, P.A.; CANTRELL, I.C. 1986. "The use of the friabilimeter to determine malt modification
and homogeneity". Journal of the Institute of Brewing, 92: 367-369.
147. MAULE, D.R.; CRABB, D. 1980. "The relationship between malt analysis and brewhouse yield".
Proc. European Brewery Convention. Monograph-VI, 169-178.
76
148. MAZZA, G.; JAYAS, D.S.; WHITE, N.D.G. 1991. "Equilibrium moisture characteristics of sunflower
seeds, hulls, and kernels". Transactions of the A.S.A.E., 34 (2): 534-538.
149. MAZZA, G.; JAYAS, D.S.; WHITE, N.D.G. 1990. "Moisture sorption isotherms of flax seed".
Transactions of the A.S.A.E., 33 (4): 1313-1318.
150. McEWEN, E.; O'CALLAGHAN, J.R. 1954. "Throug drying of deeps beds of wheat grain". The
Engineer, 10: 817-819.
151. MENZIES, D.J. 1971. "Heat and mass transfer relationships in the drying of grass". Ph. D. Thesis,
University of Newcastle upon Tyne.
152. MIKOLA, J.; PIETILÄ, K.; ENARI, T.M. 1972. Journal of the Institute of Brewing, 78: 384-388.
153. MIKOLA, J.; PIETILÄ, K.; ENARI,T.M. 1971. Proceedings of the European Brewery Convention
Congress, Estoril, 21-28.
154. MINISTERIO DE AGRICULTURA PESCA Y ALIMENTACION. 1990. Boletines mensuales de
Estadistica Agraria 1.982-1990. Servicio de Publicaciones, Madrid.
155. MINISTERIO DE AGRICULTURA PESCA Y ALIMENTACION. 1994. Boletines mensuales de
Estadistica Agraria. Servicio de Publicaciones, Madrid.
156. MOLINA, F; MASCLE, F. 1986. "El secado de la malta con bomba de calor". Alimentación, equipos y
tecnología: 135-137.
157. MOLINA, J.L. 1987. La cebada cervecera. Hojas Divulgadoras. Ministerio de Agricultura, Pesca y
Alimentación.
158. MOLINA, J.L. 1989. La cebada. Ed. Mundi-Prensa, Ministerio de Agricultura Pesca y Alimentación.
Madrid.
159. MOLINA, J.L. 1987. "The EBC Barley and Malt Committee Index for the evaluation of malting quality
in barley and its use in brewing". Plant Breed., 98: 249-256.
160. MOLINA, J.L.; MADSEN, B.; ATHERTON, M.J.; DROST, B.W.; LARSEN, J.; SCHILDBACH, R.;
SIMIAND, J.P.; VOGLAR, K. 1986. "A statistical index for the overall evaluation of malting and
brewing quality in barley". Monatsschrift für Brauerei, 39: 328-335.
161. MOLNÁR, K. 1987. "Experimental Techniques in Drying". En Handbook of Industrial Drying. Edited
by Mujumdar, AS., Marcel Dekker, Inc. New York: 47-82.
162. MÖLTON, J.L.; SAVET, B.Y.; BIZOT, H. 1980. "A fast method for measuring the activity of water in
foods". Lebensm. Wiss. u. Technol., 13: 271-273.
163. MOLL, M. 1979. Brewing Science. (Pollack,J.R.A.,ad), Academic Press, London.Vol I: 85.
164. MOLL, M.; FLAYEUX, R. 1986. "Comparison of different malt analysis". Journal of the Institute of
Brewing, 92: 572-583.
165. MOLL, M.; FLAYEUX, R. 1981. "Practical studies of the role of row materials in beer flavour". Proc.
European Brewery Convention. Monograph-VII. Copenhagen, 45-57.
166. MOREY, R.V.; KEENER, H.M.; THOMPSON, T.L.; BAKKER-ARKEMA, F.W., WHITE, G.M.
1978. "The present status of grain drying simulation". A.S.A.E. Paper nº 78-3009.
167. MORGAN, A.G.; GILL, A.; SMITH, D.B. 1983. Journal of the Institute of Brewing. 89: 283.
168. MORGAN, A.G.; GILL, A.A.; FREEMAN, R.L. 1984. "The relationship between some barley and
green malt properties and malt hot water extract". Journal of the Institute of Brewing, 90: 105-108.
169. MORGAN, A.G.; GILL, A.A.; SMITH, D.B. 1983. "Some barley grain and green malt properties and
their influence on malt hot-water extract". Journal of the Institute of Brewing, 89: 292-298.
170. MORGAN, R.;ALLOTT, W.; ALBANTO, R.; LEE, T. 1984. "Comparison of friability and calcofluor
staining with conventional malt analysis". Proceeding of the Convention of the Institute of Brewing,
Australia, New Zealand, Section, 91-99.
171. MORRALL, P.; BRIGGS, D.E. 1978. Phytochemisty, 17: 1495.
172. MOWLAH, G.; TAMANO, K.; KAMOI, I.; OBARA, T. 1982. "Effects of drying method on water
sorption and color properties of dehydrated whole banana powders". J. Agric. Sci. Tokyo, 27 (2):
145-155.
173. MULTON, J.L.; SAVET, B.Y.; BIZOT, H. 1980. "A fast method for measuring the activity of water in
foods". Lebensm. Wiss. u. Technol., 13: 271-273.
174. MUNCK, L.; GIBBONS, G.; AASTRUP, S. 1981. Chemical and structural changes during malting.
European Brewery Convention Proceeding, Copenhagen,Elsevier: 11-30
77
175. NARZISS, L. 1980. "Malting technology". European Brewery Convention Proceedings, Madrid, 133143.
176. NARZISS, L. 1976. "Die Technologie der Malz bereitung". Ferdinand Enke Velag. Stuttgart, W.
Germany.
177. NARZISS, L.; KIENINGER, H.; REICHENEDER, E. 1978. Brauwissenschaft, 31: 45-94.
178. NARZISS, L.; LINTZ, B. 1975. Brauwissenschaft, 28: 305-315.
179. NARZISS, L.; REINER, L. 1972. Brauwissenschaft, 25: 149.
180. NARZISS, L.;RUSITZKA, P.;STIPPLER, K. 1973. EBC 1973 Salzburg, 85. [ref Runkel et al.,1975]
181. NELLIST, M.E. 1974. "The drying of ryegrass seeds in deep bed layers". Ph. D. Thesis, University of
Newcastle Upon Tyne.
182. NEUMANN, L. 1980. "Braumalzuntersuchung; Bezie hung zwischen Extrakt-differenz und viskosität".
Monatsschrift für Brauerei, 33: 290-292.
183. NEWMAN, A.B. 1931. "The drying of porous solids: difussion and surface emission equations".
Transactions of the American Institute of Chemical Engineers.
184. NISHIYAMA, Y. 1982. "Deep layered grain drying simulation by the sphere drying model". Journal of
the Faculty of Agriculture, Iwate University, 16: 49-59.
185. NOOMHORM, A; VERMA, L.R. 1986. "Generalized single layer rice drying models". Transactions of
the A.S.A.E., 29 (2): 587-591.
186. O'CALLAGHAN, J.R. 1954. "Drying of wheat grain: Effect of air condition on through drying". Msc
Thesis, University of Durham, Gran Bretaña.
187. OSWIN, G.R. 1946. "The kinetics of package life". International Chemistry Industry, 65: 41-421.
188. OTHMER, D.F. 1940. "Correlating vapour pressure and latent heat data". Industry Engineering
Chemistry, 32 (6): 841-856.
189. PABIS, S.; HENDERSON, S.M. 1962. "Grain drying theory: III. The air/grain temperature
relationship". Journal of Agricultural Engineering Research, 7 (1): 21-26.
190. PALMER, G.H. 1975. "A rapid guide to endosperm malting potencial of barley using a sedimentation
procedure". Journal of the Institute of Brewing, 81: 71-73.
191. PALMER, G.H. 1989. "Cereals in malting and brewing". Cereal Science and Technology. Edited by
G.H. Palmer. Aberdeen University Press.
192. PALMER, G.H. 1975. "Direct assessment of the modification of malt". Journal of the Institute of
Brewing, 81: 408-409.
193. PALMER, G.H. 1985. "Malt quality, malt analysis and brewhouse performance". The Brewer, April:
120-122.
194. PALMER, G.H.; BATHGATE, G.N. 1976. Malting and Brewing in Recent Advances in Cereal Science
and Technology. (Ed Y Pomeranz): 237-234. American association of Cereal Chemists, St. Pauls,
Minnesota, USA.
195. PALMER, G.H.; GERNAH, D.I.; MCKERNAN, G.; NIMMO, D.H. 1985. "Influence of enzyne
distribution on endosperm breakdown (modification) during malting". American Society of Brewing
Chemists, 42: 17-28.
196. PAPPAS, G.; RAO, V.N.M. 1987. "Sorption isothermsof cowpeas from 25 ºC to 70 ºC". Transactions
of the A.S.A.E., 30 (5): 1478-1483.
197. PARSONS, R.; WAINWRIGHT,T.; WHITE F.H. 1983. " Malt kilning conditions and the control of
beer dimethylsulphide levels". Bass Production Limited, Burton-on-Trent, Staffs. Brewing Research
Foundation, Nutfield, Surrey. (Great Britain).
198. PAULSEN; THOMPSON. 1973. " Effect of reversing air flow in a crossflow grain dryer".
Transactions of the A.S.A.E. 16 (1): 541-544.
199. PELLICER, T.; GIMENO, V.; VIDAL, D. 1989. "Water activity of dried apricots". En: Anales del II
Congreso Mundial de Tecnología de Alimentos. Barcelona 1987". Avances en Tecnología de
Alimentos, Vol. I: 291-302.
200. PFOST, H.B.; MOURER, S.G.; CHUNG, D.S.; MILLIKEN, G.A. 1976. "Summarizing and reporting
equilibrium moisture data for grains". A.S.A.E. Paper nº 76-3520. St Joseph, MI:A.S.A.E..
201. PIERCE, I.A.; MACKENZIE, K.G. 1952. Journal of the Institute of Brewing, 58: 353.
202. POST, J.; DUIJNHOUWER, I.D.C. 1986. "Determination of the Brewing quality of Spring barley
78
using multiple regresion". Monatsschrift für Brauwissenschaft, 39: 368-370.
203. RAMASWAMY, H.S.; LO, K.V.; SATLEY, L.M. 1982. "Air drying of shrimp" Can. Agric. Eng., 24
(2): 123-128.
204. RAMO, T. (1991). "Influencia de la variedad de cebada, de su abonado nitrogenado y de la adición de
ácido giberélico durante el proceso de malteado, sobre la calidad de la malta para cerveza".Tesis
Doctoral. Universidad Politécnica de Cataluña. Escuela Técnica Superior de Ingenieros Agrónomos
de Lérida.
205. RAMO, T.; RUBIO, A.; LÓPEZ, A. 1993. "Influencia del abonado nitrogenado de la cebada sobre la
calidad de la malta". Cerveza y Malta, 117: 17-21; 118: 15-19.
206. RAO, M.A.; RIZVI, S.S.H. (Eds.) 1986. Engineering Properties of Foods. Marcel Dekker, Inc., New
York.
207. RECOMMENDED METHODS OF ANALYSIS. 1976. American Society of Brewing Chemists, 7th
Edn. St. Paul, Minnesota 55121, USA.
208. RECOMMENDED METHODS OF ANALYSIS. 1987. Analítica. European Brewery Congress, 4th.
Edn.
209. RECOMMENDED METHODS OF ANALYSIS. 1986. The Institut of Brewing, London. March 1977,
revised 1986.
210. RIZVI, S.S.H. 1986. "Thermodynamic properties of foods in dehydration". En Engineering properties
of foods, M.A. Rao and S.S.H. Rizvi (Eds.), 133-214, Marcel Dekker, New York.
211. RIZVI, S.S.H.; MITTAL, G.S. 1992. Experimental Methods in food drying. Van Nostrand Reinhold,
New York.
212. RIZVI; RAO M.A. 1986. "Rheological properties of fluid foods". New York State Agricultural
Experiment Station. Cornell University, Geneva, New York.
213. RUNKEL, U.D. 1975. "Malt Kilning and its Influence on Malt and Beer Quality". EBC, 1975: 222235.
214. SARAVACOS, G.D. 1967. "Effect of the drying method on the water sorption of dehydrated apple and
potato". Journal of Food Science, 32: 81-84.
215. SCOTT, N.J. 1957. "Water relation of food spoilage microorganisms." Apud. Borgstrom, G. Ed. Adv.
Food. Res., 7: 8.
216. SCHILDBACH, R. 1972a. "Relationschips between manuring of malting barley and beer quality". Z.f.
Acker-and Pflanzenb, 136: 219-237.
217. SCHILDBACH, R. 1972b. "Vorhersage der Qualität von Malz und Bier aus den Analysen von Gerste
und Malz". Monatsschrift für Brauerei, 25: 309-319.
218. SCHUMANN, T.E.HW. 1929. "Heat transfer: a liquid flowing through a porous prism". J. Franklin
Institute: 405-416.
219. SCHUR, F. 1979. Monatsschrift für Brauerei, 32: 36-43.
220. SCHUR, F; PFENNINGER, H.B.; HUG, H. 1978. Mitt. Versuchsstation Gärungsgew. Wien, 32: 62-70.
221. SEATON, J.C. 1987. "Malt types and beers". Proc. European Brewery Convention Proceedings, Spain,
177-188.
222. SEWARD, B. 1988. "Practical achievements of malt specifications". En Pauls-Brewing Room Book,
UK, 48-57, 1.986-1.988.
223. SEWARD, B. 1990. "The essential requirements of barley for making brewing and distilling malts. The
malsters view". Ferment, 3: 50-54.
224. SHARMA, S.C.; MUIR, W.E. 1974. "Simulation of heat and mass transfer drying ventilation of wheat
and rapessed bulks". Canadian Agricultural Engineering, 16 (1): 41-44.
225. SHARP, J.R. 1982. "A review of low temperature drying simulation models". Journal of Agricultural
Engineering Research, 27: 169-190.
226. SHERWOOD, T.K. 1931. "Application of theoretical diffusion equations to the drying of solids."
Transactions of the American Institute of Chemical Engineers, 27: 190-202.
227. SIEBEL, F. 1962. "Specific heats of various products". Ice and Refrigeration, 1892 (2): 256-257
228. SIMMONDS, W.C.H.; WARD, G.T.; McEWAN, F. 1953. "The drying of wheat grain". Part I: The
mechanism of drying. Trans. Insts. Chem. Engr., 31 (1): 265-278.
229. SINGH R.P.; HELDMAN, D.R. 1980. Introduction to food Engineering. Academic Press, New York.
79
230. SLACK, P.T.; BAXTER, E.D.; WAINWRIGHT, T. 1979. "Inhibition by hordein of starh degradation".
Journal of the Institute of Brewing, 85: 112-114.
231. SMITH, M.T.; BRIGGS, D.E. 1979. "The mechanisms by which tumbling and abrasion alter enzyme
formation in malting grain". Journal of the Institute of Brewing, 85: 160-167.
232. SMITH, S.E. 1947. "Sorption of water vapor by proteins and high polymers". Journal of American
Chemistry Society, 69: 646-651.
233. SOKHANSANJ, S.; BRUCE, D.M. 1987. "A conduction model to predict grain temperatures in grain
drying temperatures". Transactions of the A.S.A.E., 30 (4): 1181-1184.
234. SPENCER, H.B. 1969. "A mathematical simulation of grain drying". Journal of Agricultural
Engineering Research, 14 (3): 226-235.
235. STEINER, K. 1980. "Relationship between malt and beer analysis". Proc. European Brewery
Convention. Monograph-VI, 271-276.
236. STITT, F.; KENNEDYE.K. 1945. "Specific heat of dehydrated vegetables and egg powder". Food
Research, 10: 426-436.
237. SUMNER, A.K.; CROWLE, W.L.; SPURR, D.T.; SOKHANSAJ, S.; KERNAN, J.A. 1989. "The
effect of drying temperature on the properties and quality of inmature barley". Canadian Journal of
Plant Science, 69 (4): 1083-1092.
238. SVENSSON, B.; ASANO, K.; JONASSEN, I.; POULSEN, F.M.; MUNDY, J.; SVENDSEN, I. 1986.
"A 10 KD barley protein homologues with an-amilasa inhibitor from indian finger millet". Carlsberg
Research Communications, 51: 493-500.
239. THOMPSON, R.A.; ISAACS, G.W. 1967: "Porosity determinations of grains and seeds with an air
comparison pycnometer". Transactions of American Society of Agricultural Engineers: 693-696.
240. THOMPSON, T.L.; PEART, R.M.; FOSTER, G.H. 1968 "Mathematical simulation of corn drying. A
new model". Transactions of the A.S.A.E., 24(3): 582-586.
241. TROLLER, J.A. 1989. Water activity and food quality. Ed. por T.M. Hardman, pp: 1-32, Elsevier
Applied Science, London.
242. TUERLINCKX, G.; GOEDSSELS, V. 1979. "Some thermal and physical properties as a tool for
energy economization". Proc. European Brewing Convention, 701-714.
243. ULMER, R.L.; ZYTNIAK, R.; HOSKINS, P.H. 1985. "Influence of malt protein content on malting
quality characteristics of four barley varieties". Journal of the American Society of Brewing Chemist,
43: 10-17.
244. UNKEL,M. 1987. "Beer foam". Brauwelt, 127 (12): 467-472.
245. VACAREZZA, L.M.; LOMBARDI, J.L.; CHIRIFE, J. 1974. "Kinetics of moisture movement during
air drying of sugar beet root". Food Technology, 9: 317-327.
246. VAN ARSDEL, W.B. 1955. "Simultaneous heat and mass transfer in a non-isothermal system: througflow drying in a low moisture range". American Institute of Chemical Engineering, Engineering
Process Symposium Series, nº 16, mass transfer: 47-58.
247. VAN DER BERG, C. 1984. "Description of water activity of foods for engineering purposes by means
of the G.A.B. model sorption". En Engineering and foods, Vol 1, Ed. B. M. Mc Kenna. New York:
Elsevier.
248. VAN DER BERG, C. 1985. "Water activity". En Concentration and Drying of Foods. Ed. Q.
McCarthy, 11-36. London: Elsevier Applied Science Publisher.
249. VAN REST, D.; ISAACS, G.W. 1968. "Exposed layer drying rates of grain". Transactions of the
A.S.A.E., 11 (2): 236-239.
250. VARGAS, I.; MOLINA, J.L.; HASSAN, S. 1983. "A quality index for the assessment of barley
varieties". Monatsschrift für Brauerei, 36: 481-485.
251. VEMUGATI, G.R.; PFOST, H.B. 1980. "Physical properties related to drying of 20 food grains".
A.S.A.E. Paper nº 80 - 3539.
252. VIDAL, D.; FITO, P.; GIMENO, V., TARRAZO, J.; GRAS, M.L. 1991. "Isotermas de humedad de
equilibrio de dátiles españoles (Phoenix dactilyfera L.) tipo Candit". III Congreso Mundial de
Tecnología de Alimentos. TecnoAlimentaria-1991. Barcelona.
253. VIDAL, D.; GIMENO, V.; FITO, P.; TARRAZO, J. 1986. "La actividad del agua en alimentos".
Alimentación, equipos y tecnología, 5: 37-46.
80
254. VIDAL, D; FITO, P.; GIMENO, V.; TARRAZO, J.; GRAS, M.L. 1991. "Isotermas de humedad de
equilibrio de datiles españoles (Phoenix dactylifera L.) tipo Candit. III". World Congress on Food
Technology, Barcelona.
255. WANG, C.Y. 1978. "Simulation of thin-layer and deep-bed drying of rough rice". Ph. D. Dissertation.
University of California, Davis, CA.
256. WATSON, E.L.; BHARGAVA, V.K. 1974. "Thin layer drying studies on wheat". Canadian Journal of
Agricultural Engineering, 16 (1): 18-22.
257. WEBSTER, R.D.J. 1981. "Prediction of the lautering performance of malt". Journal of the Institute of
Brewing, 87: 52-56.
258. WILLMAR, H. "The filterability of beer". 1987. Braunindustrie, 7: 832-834.
259. WOOD, P.J.; FULCHER, R.G. 1978. "Interaction of some dyes with cereal-glucans" Cereal Chemistry,
55: 952-966.
260. YOSHIDA, F.; RAMASWAMI, D.; HOUGEN, O.A. 1962. "Temperatures and partial pressures at teh
surfaces of catalyst particles". A. I. Ch. E. Journal, 8(1): 5-11.
261. YOSHIDA, T. 1968. Rept. Res. Lab. Kirin Brewery, 11: 77.
262. YOUNG, J.H. 1976. "Evaluation of models to describe sorption and desorption equilibrium moisture
content isotherms of Virginia type peanuts". Transactions of the A.S.A.E., 19 (1): 146-150.
263. ZÜCHER, CH.; GRUSS, R.; ALEX, H.; KLEBER, K. 1980. "Malt analysis and colloidal stability of
beer". Proc. European Brewery Convention. Monograph-VI: 260-270.
81
6.- Anejos
Anejo nº 1.- Desarrollo detallado de la resolución del modelo de difusividad del agua dentro del grano
de cereal
• Ecuación inicial
La ecuación general de difusión del agua dentro del grano de cereal, considerando el grano de forma
esférica, fue descrita por Bruce (1985):
Figura 6-1
[Ec.1.]
quedando determinada la difusividad D, para una temperatura del grano, mediante la expresión:
Figura 6-2
[Ec.2.]
con los coeficientes " y $ parametrizados según la Ec.1.94. y Ec.1.95., respectivamente.
Las condiciones iniciales para el secado de cereales, considerados de forma esférica y con radio L,
son:
Figura 6-3
[Ec.3.]
Las condiciones de contorno son:
[Ec.4.]
Figura 6-4
Al considerar que la difusión de agua dentro del grano presenta una simetría radial obliga también a
la siguiente condición:
Figura 6-5
[Ec.5.]
De esta forma la Ecuación inicial queda de la siguiente forma:
Figura 6-6
[Ec.6.]
• 1er. cambio de variable (u)
[Ec.7.]
Figura 6-7
Los nuevos valores son:
Figura 6-8
[Ec.8.]
Figura 6-9
[Ec.9.]
Figura 6-10
[Ec.10.]
Si aplicamos el cambio de variable:
[Ec.11.]
Figura 6-11
quedando:
Figura 6-12
[Ec.12.]
La nueva ecuación obtenida:
[Ec.13.]
Figura 6-13
Las nuevas condiciones iniciales y de contorno son:
Figura 6-14
[Ec.14.]
Figura 6-15
[Ec.15.]
Figura 6-16
[Ec.16.]
• 2º cambio de variable (v)
[Ec.17.]
Figura 6-17
Los nuevos valores son:
Figura 6-18
[Ec.18.]
Figura 6-19
[Ec.19.]
Aplicando las ecuaciones anteriores a la Ec.13.:
Figura 6-20
[Ec.20.]
Resultando la ecuación definitiva para discretizar:
Figura 6-21
[Ec.21.]
Las condiciones iniciales y de contorno quedan:
Figura 6-22
[Ec.22.]
Figura 6-23
[Ec.23.]
Figura 6-24
[Ec.24.]
82
• Resolución según un esquema discreto
Se usa un esquema explícito a causa de la no linealidad. En caso de utilizar esquema implícitos se
llega a sistemas de ecuaciones no lineales que se tendrían que resolver de forma aproximada.
Se divide el grano de malta en capas concéntricas de igual espesor.
Figura 6-25
Las condiciones iniciales (para t=0) son las expuestas en las expresiones Ec.22., Ec.23. y Ec.24. Si
conocemos el valor de la variable v (v(k,j)), para un tiempo j y una capa del grano k (k = 1,...,,m), podemos
plantear la Ec.21. en diferencias finitas:
Figura 6-26
[Ec.25.]
Despejando:
Figura 6-27
[Ec.26.]
Figura 6-28
[Ec.27.]
Figura 6-29
[Ec.28.]
Para la obtención de la humedad del grano de cereal en las distintas capas, transcurrido un intervalo
de tiempo, se ha incorporado al simulador informático un procedimiento descrito en el esquema de la
siguiente figura:
Figura 6-30
• Deshacer el cambio de variable
Para obtener el valor de la humedad del grano de cereal se deshace el cambio de variable:
Figura 6-31
[Ec.29.]
Para hallar el valor de la humedad en el centro de la esfera, se considera la condición de contorno
(Ec.16.), que supone la existencia en el centro de la esfera de un extremo relativo. Si se expresa en
diferencias finitas:
Figura 6-32
[Ec.30.]
Así, la humedad en el centro del grano de la esfera se calcula de la siguiente forma:
[Ec.31.]
Figura 6-33
• Condición de estabilidad
Para determinar el valor de los diferenciales de tiempo y radio, a emplear en la resolución, se ha de
tener en cuenta la condición de estabilidad. Para dicha ecuación es:
Figura 6-34
[Ec.32.]
Dado que v/r < u0, la estabilidad se dará cuando:
Figura 6-35
[Ec.33.]
Con un error, en función de:
Figura 6-36
[Ec.34.]
Anejo nº 2.- Parámetros observados en los secados industriales nº: 51, 56 y 224
83
hora
0
0
0
0
1
1
1
1
3
3
3
3
5
5
5
5
7
7
7
7
9
9
9
9
11
11
11
11
14
14
14
14
17
17
17
17
20
20
20
20
23
23
23
23
26
26
26
26
27,5
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
PROFUNDIDAD
3
4
0,41187
0,40769
0,41371
0,41093
0,41652
0,41112
0,41829
0,41644
0,43856
0,40434
0,42904
0,41553
0,43514
1
0,42222
0,42402
0,42420
2
0,42006
0,41638
0,41973
0,42302
0,41755
0,42251
0,40672
0,41330
0,40948
0,41593
0,42137
0,41449
0,42288
0,41385
0,41398
0,41360
0,41683
0,41341
0,41767
0,42018
0,42164
0,42381
0,42411
0,42481
0,42683
0,41894
0,41512
0,41944
0,42083
0,39995
0,40412
0,40596
0,40553
0,35641
0,35496
0,35506
0,41998
0,41540
0,41461
0,42121
0,41270
0,41390
0,41075
0,41640
0,41309
0,41461
0,41834
0,41899
0,41260
0,42151
0,42583
0,41366
0,41797
0,41947
0,41563
0,41571
0,37401
0,37528
0,37823
0,42485
0,42651
0,42033
0,42777
0,41660
0,41964
0,42445
0,42558
0,41523
0,41573
0,42690
0,43358
0,40371
0,40628
0,40581
0,40769
0,40036
0,40251
0,40042
0,32251
0,32569
0,31644
0,42270
0,42781
0,41785
0,43615
0,39935
0,40517
0,40615
0,40822
0,35042
0,34809
0,35772
0,35343
0,31788
0,31553
0,31253
0,31529
0,14833
0,13853
0,14403
0,14705
0,09258
0,09164
0,09262
0,26629
0,26545
0,26658
0,09206
0,09857
0,09614
0,06025
0,06583
0,06656
0,03683
0,04032
0,03597
0,20736
0,21369
0,20851
0,10322
0,10235
0,10087
0,05274
0,05160
0,05334
0,03200
0,03459
0,03250
0,03282
0,03285
0,03400
0,16677
0,16209
0,16427
0,04363
0,04335
0,04373
0,04803
0,04753
0,04844
0,02884
0,02774
0,02883
0,06888
0,06885
0,06790
0,06940
0,02855
0,03257
0,03267
0,03310
0,02514
0,02427
0,02436
0,02039
0,02085
0,02073
0,02270
0,02459
0,02547
0,01956
0,03079
0,02919
0,03279
0,03296
0,02892
0,02997
0,02665
84
5
0,41390
0,41728
0,41801
0,38622
0,38251
0,38602
0,38690
0,31297
0,30984
0,31177
0,20562
0,20476
0,21620
0,20492
0,16704
0,15568
0,16251
0,15364
0,06767
0,06810
0,06814
0,04924
0,05067
0,05116
0,04166
0,04361
0,04267
0,01678
27,5
27,5
27,5
b
c
d
0,02773
0,02677
0,02766
0,02466
0,02408
0,02363
0,02040
0,02085
0,02066
0,02036
0,01995
0,01559
0,01635
Humedades de la malta del SECADO 51. Posición 1
hora
0
0
0
0
1
1
1
1
3
3
3
3
5
5
5
5
7
7
7
7
9
9
9
9
11
11
11
11
14
14
14
14
17
17
17
17
20
20
20
20
23
23
23
23
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
1
0,41732
0,41774
0,41987
0,41861
0,41910
0,43465
0,43016
2
0,41001
0,40956
0,41227
0,40980
0,40797
0,40863
0,40933
0,41715
0,41849
0,41629
0,42041
0,41983
0,41532
0,42454
0,42622
0,41695
0,41574
0,41867
0,39953
0,40549
0,40471
0,40919
0,35268
0,35269
0,35727
0,40748
0,40813
0,41129
0,41060
0,41514
0,41234
0,42098
0,42236
0,41782
0,43442
0,41793
0,42863
0,40854
0,41169
0,41053
0,41450
0,40340
0,40373
0,40185
0,40472
0,38040
0,38572
0,38593
0,38417
0,25297
0,25457
0,24203
0,21567
0,20856
0,21582
0,14972
0,14810
0,15058
0,40536
0,41399
0,41497
0,42775
0,42317
0,42743
PROFUNDIDAD
3
4
0,41250
0,41696
0,40913
0,41459
0,41383
0,41806
0,42835
0,42781
0,43041
0,38740
0,38531
0,38175
0,42211
0,41767
0,41838
0,42485
0,41047
0,40356
0,40437
0,40677
0,32679
0,33344
0,33011
0,30568
0,30462
0,29926
0,30608
0,22546
0,21705
0,22281
0,10394
0,10211
0,10449
0,09856
0,09659
0,10057
0,32579
0,32127
0,31221
0,32125
0,19234
0,18248
0,18003
0,18165
0,08093
0,08761
0,08233
0,08561
0,05863
0,06022
0,05739
0,08259
0,08270
0,08338
0,08412
0,06070
0,06270
0,06072
0,06140
0,03732
0,03828
0,03751
0,08600
0,08464
0,08328
0,03745
0,03835
0,03902
0,04080
0,04125
0,04162
0,03230
0,02902
0,03316
0,04589
0,04722
0,04646
0,04345
0,04361
0,04403
0,03688
0,03660
0,03720
0,03725
0,02345
0,02605
0,02449
85
0,40498
0,41041
0,41632
0,41345
0,41268
0,41227
0,40475
0,41740
0,41690
0,41549
0,42141
5
0,41029
0,41132
0,41209
0,41473
0,42345
0,42714
0,42926
0,41177
0,41248
0,41442
0,41552
0,39574
0,39513
0,39818
0,32914
0,32132
0,32407
0,22609
0,21029
0,22037
26
26
26
27,5
27,5
27,5
27,5
a
b
c
a
b
c
d
0,04536
0,04589
0,04458
0,02680
0,02619
0,02652
0,02967
0,02896
0,02968
0,02392
0,01952
0,01921
0,02098
0,02570
0,02357
0,02243
0,02118
0,02033
0,02076
0,02202
0,02318
0,02543
0,01686
0,01776
0,01708
0,01721
0,02178
0,02179
0,02377
0,01849
0,01731
0,01738
0,01778
Humedades de la malta del SECADO 51. Posición 3
hora
0
0
0
0
1
1
1
1
3
3
3
3
5
5
5
5
7
7
7
7
9
9
9
9
11
11
11
11
14
14
14
14
17
17
17
17
20
20
20
20
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
1
0,41907
0,42366
0,42346
0,41418
0,41835
0,41852
0,40574
0,41813
0,43140
0,42587
0,42766
0,43098
0,41897
0,43986
0,41077
0,40978
0,41193
0,41254
0,40983
0,40801
2
0,41001
0,41047
0,40797
0,40932
0,41292
0,41524
0,41446
0,41571
0,41722
0,41753
0,41718
0,42180
0,40672
0,41105
0,40413
0,41358
0,41705
0,41627
0,42041
0,33513
0,33054
0,34996
0,39225
0,40386
0,39834
0,40168
0,40814
0,40533
0,40854
0,41034
0,39358
0,38956
0,39907
0,39588
0,24025
0,23966
0,24485
0,14142
0,14475
0,14206
0,11760
0,11409
0,11785
0,40577
0,40564
0,40756
0,40814
0,40235
0,40969
0,40887
86
PROFUNDIDAD
3
4
0,40457
0,41736
0,42711
0,41587
0,43076
0,41349
0,42112
0,41233
0,41314
0,40990
0,42306
0,41364
0,42180
0,41417
0,41480
0,41609
0,42770
0,41004
0,43161
0,41186
0,42401
0,41874
0,41523
0,37582
0,41561
0,37413
0,41244
0,36921
0,41418
0,37228
0,41212
0,40652
0,40729
0,40153
0,41188
0,39980
0,41866
0,40423
0,39796
0,28739
0,39981
0,29414
0,39905
0,30812
0,40518
0,29750
0,38876
0,22856
0,38787
0,21546
0,39067
0,20213
0,39101
0,22301
0,32322
0,06143
0,31503
0,06164
0,31738
0,06186
5
0,40652
0,41149
0,40841
0,41424
0,36792
0,36583
0,37180
0,34467
0,33409
0,33878
0,23679
0,23287
0,23790
0,23552
0,12465
0,12013
0,11713
0,12219
0,06858
0,06908
0,06958
0,06925
0,05033
0,05198
0,05121
0,04340
0,04603
0,04468
0,09599
0,09103
0,09842
0,05216
0,05179
0,05215
0,03805
0,04062
0,03949
0,04843
0,04827
0,04827
0,04856
0,04216
0,04233
0,04226
0,04295
0,03232
0,03081
0,03116
23
23
23
23
26
26
26
26
27,5
27,5
27,5
27,5
a
b
c
d
a
b
c
d
a
b
c
d
0,05934
0,05854
0,05919
0,03212
0,03271
0,03295
0,02147
0,02135
0,02210
0,02158
0,04561
0,04480
0,04444
0,04666
0,02930
0,02854
0,02972
0,02631
0,02732
0,02723
0,03862
0,03848
0,03969
0,02634
0,02943
0,02470
0,02137
0,02212
0,02097
0,02137
0,01997
0,02163
0,02019
0,01971
0,01998
0,01713
0,01627
0,02053
0,01713
0,01769
0,01741
0,01743
0,01752
0,02141
0,02564
0,02555
0,02532
0,01728
0,01612
0,01704
0,01678
Humedades de la malta del SECADO 51. Posición 5
hora
0
0
0
0
2
2
2
2
4
4
4
4
6
6
6
6
8
8
8
8
10
10
10
10
12
12
12
12
14
14
14
14
16
16
16
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
1
0,40481
0,40931
0,41021
0,41033
0,41219
0,41207
0,41067
0,41772
0,41128
0,41224
0,41000
0,41477
0,41162
0,41332
0,41475
0,41468
0,40936
0,40947
0,41016
0,41339
0,40675
0,41647
0,41528
0,41110
0,40741
0,40435
0,40595
0,40657
0,37748
0,37395
0,38960
0,38119
0,39207
0,40396
0,39864
2
0,40599
0,40643
0,40871
0,40815
0,41544
0,41370
0,40840
0,41552
0,40960
0,41085
0,41265
0,41174
0,40516
0,41268
0,40346
0,40776
0,40176
0,40175
0,40865
0,40927
0,40378
0,40456
0,41399
0,41944
0,39483
0,40009
0,39636
0,39840
0,30335
0,30601
0,30846
0,31507
0,28458
0,27055
0,27554
87
PROFUNDIDAD
3
4
0,40976
0,40913
0,40819
0,40955
0,40854
0,40950
0,40984
0,41077
0,41156
0,41086
0,41621
0,41246
0,41266
0,41574
0,41584
0,41572
0,41469
0,40238
0,41380
0,40429
0,41794
0,42178
0,41801
0,40468
0,41359
0,39215
0,40948
0,39474
0,41195
0,39725
0,41463
0,39771
0,40778
0,32153
0,41119
0,33364
0,41236
0,32574
0,41228
0,32229
0,40276
0,23368
0,40598
0,23519
0,40123
0,23579
0,40277
0,22813
0,22511
0,06433
0,22608
0,07610
0,23346
0,07300
0,22941
0,07417
0,11000
0,05502
0,11392
0,05426
0,11618
0,05524
0,11704
0,05204
0,09230
0,04961
0,09322
0,04739
0,09309
0,05039
5
0,40863
0,41171
0,41171
0,41118
0,36339
0,36252
0,36832
0,36476
0,28239
0,28765
0,28098
0,29277
0,19072
0,19499
0,19742
0,19395
0,07873
0,08223
0,08028
0,08068
0,06341
0,06019
0,06027
0,06213
0,04763
0,05185
0,04767
0,04869
0,04274
0,04402
0,04401
0,04403
0,04276
0,03743
0,04033
16
18
18
18
18
20
20
20
20
22
22
22
22
24
24
24
24
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
0,40235
0,36078
0,37215
0,36666
0,38070
0,21510
0,22013
0,22703
0,24167
0,13665
0,13115
0,12716
0,13164
0,09235
0,09302
0,09245
0,09301
0,27150
0,19461
0,20623
0,20590
0,19918
0,15723
0,15942
0,15629
0,16392
0,06877
0,07035
0,06791
0,07123
0,05454
0,05347
0,05203
0,05372
0,09888
0,08428
0,08464
0,08551
0,08518
0,07020
0,06613
0,06807
0,07176
0,06960
0,06975
0,07266
0,06991
0,03498
0,03486
0,03558
0,03514
0,04511
0,04320
0,04141
0,04057
0,04782
0,04066
0,04221
0,04189
0,04198
0,04046
0,03751
0,04132
0,04654
0,03133
0,03236
0,03117
0,03193
0,03793
0,03777
0,03669
0,03673
0,03773
0,04115
0,03549
0,03473
0,03735
0,03043
0,03076
0,03414
0,03207
0,02894
0,02949
0,03183
0,03179
Humedades de la malta del SECADO 56. Posición 1
hora
0
0
0
0
2
2
2
2
4
4
4
4
6
6
6
6
8
8
8
8
10
10
10
10
12
12
12
12
14
14
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
1
0,40973
0,41071
0,41217
0,41503
0,41943
0,41974
0,41906
0,42176
0,41956
0,41973
0,41076
0,42166
0,41354
0,41826
0,41130
0,42118
0,41461
0,41605
0,41337
0,41292
0,41494
0,42001
0,41522
0,41541
0,40441
0,39941
0,40503
0,41144
0,40923
0,40538
2
0,40887
0,41168
0,41298
0,41209
0,41636
0,41456
0,41773
0,41998
0,42124
0,41830
0,41360
0,41771
0,40699
0,41363
0,40197
0,40725
0,40925
0,40905
0,41122
0,41154
0,41283
0,41008
0,40944
0,41357
0,40520
0,40641
0,36943
0,38545
0,36812
0,36204
88
PROFUNDIDAD
3
4
0,40876
0,41405
0,41057
0,41434
0,41624
0,40495
0,41706
0,41352
0,40876
0,41353
0,41057
0,41683
0,41624
0,42056
0,41706
0,42083
0,41112
0,41028
0,41485
0,40585
0,41086
0,40723
0,42316
0,41391
0,41836
0,39381
0,41427
0,39996
0,41910
0,39794
0,41362
0,39869
0,41350
0,30907
0,41077
0,31864
0,40684
0,31622
0,41094
0,31227
0,39778
0,20932
0,40284
0,21319
0,40729
0,21024
0,40706
0,22008
0,34570
0,07029
0,35006
0,07214
0,35576
0,07226
0,34728
0,07153
0,15128
0,05474
0,14815
0,05599
5
0,41580
0,41740
0,41777
0,41298
0,35442
0,36145
0,36169
0,36187
0,27380
0,26741
0,27455
0,27155
0,18170
0,18569
0,18550
0,18417
0,06496
0,06443
0,06340
0,06546
0,07478
0,07595
0,07389
0,07555
0,04680
0,04685
0,04599
0,04722
0,04281
0,04357
14
14
16
16
16
16
18
18
18
18
20
20
20
20
22
22
22
22
24
24
24
24
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
0,39396
0,40891
0,36086
0,37004
0,35920
0,36302
0,28062
0,27180
0,28943
0,28758
0,22847
0,23512
0,23645
0,23794
0,12233
0,12747
0,12666
0,12531
0,10357
0,09913
0,10361
0,10063
0,36929
0,37281
0,27083
0,27620
0,27340
0,26971
0,24436
0,24982
0,25031
0,24949
0,18374
0,17406
0,18345
0,18773
0,11040
0,11589
0,11778
0,12019
0,04744
0,05714
0,04814
0,05362
0,14571
0,14659
0,07347
0,07252
0,07470
0,07681
0,04869
0,05131
0,04864
0,05153
0,05333
0,04933
0,05391
0,05266
0,04716
0,04816
0,05020
0,04413
0,04635
0,04431
0,04515
0,05595
0,05612
0,05330
0,04838
0,05191
0,04820
0,04079
0,03711
0,04402
0,04582
0,03618
0,03825
0,03606
0,04064
0,02817
0,03050
0,02947
0,03747
0,03343
0,03120
0,03292
0,03310
0,03981
0,04061
0,03317
0,03837
0,03198
0,03944
0,03104
0,03078
0,03170
0,03555
0,03499
0,03441
0,03477
0,03491
0,03202
0,03132
0,03038
0,02417
0,02584
0,02697
0,02974
0,02828
Humedades de la malta del SECADO 56. Posición 3
hora
0
0
0
0
2
2
2
2
4
4
4
4
6
6
6
6
8
8
8
8
10
10
10
10
12
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
51
0,412683368
0,414907264
0,411660149
0,407976706
0,411352951
0,417006884
0,414403027
0,415468548
0,41186121
0,411760408
0,410496223
0,408463085
0,410019391
0,411928708
0,412024656
0,41501012
0,409624452
0,411828818
0,408896055
0,412113568
0,408351374
0,411504169
0,407717463
0,408237619
0,402250921
52
0,411408537
0,413150147
0,408874709
0,412514221
0,414346163
0,416172094
0,414389551
0,416497411
0,41435235
0,412891156
0,411308486
0,416580872
0,406772152
0,405695425
0,410344554
0,413149614
0,406848389
0,403564313
0,409366744
0,418283056
0,404332508
0,407237014
0,406496957
0,407084509
0,391999776
89
PROFUNDIDAD
53
54
0,410102479 0,412965059
0,413164873 0,411879662
0,411640485 0,413628987
0,412373182 0,410524598
0,417483109 0,413113464
0,413426005 0,413500752
0,415703733 0,414806133
0,417636699 0,419347111
0,414773361 0,40512276
0,416294177 0,415403269
0,417660314 0,411082036
0,41708005
0,413691974
0,415914725 0,40499021
0,411971158 0,405722969
0,41814076
0,409956774
0,416386648 0,410214657
0,415585645 0,297011958
0,40982906
0,292726155
0,410446009 0,302659648
0,414503225 0,296058447
0,381490188 0,2609917
0,379823442 0,260004675
0,382093229 0,238335612
0,381932215 0,245691877
0,239263917 0,07182213
55
0,415870394
0,413697427
0,412598712
0,413781976
0,387108828
0,387591606
0,387932841
0,388955791
0,303135673
0,303840965
0,299729302
0,30420936
0,177200082
0,18711463
0,185927307
0,183958115
0,089118987
0,091755348
0,093659189
0,091413059
0,055120186
0,059287112
0,056218546
0,056514119
0,040231767
12
12
12
14
14
14
14
16
16
16
16
18
18
18
18
20
20
20
20
22
22
22
22
24
24
24
24
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
0,399540982
0,404222542
0,410387194
0,40125003
0,400034547
0,405445215
0,404717815
0,3606026
0,342821339
0,349370895
0,353678756
0,353146209
0,350826844
0,355055442
0,358295112
0,204311315
0,202474308
0,205799369
0,205422359
0,123019701
0,125449112
0,126783919
0,125758617
0,07516964
0,074354615
0,070377816
0,07376019
0,388780057
0,385148418
0,391196684
0,331870931
0,339385383
0,338219009
0,339268859
0,29507863
0,295013703
0,291007034
0,291167397
0,175844411
0,144758502
0,146467547
0,486310928
0,169589376
0,162176873
0,160420305
0,159794139
0,105341013
0,103804318
0,10412886
0,104646947
0,044877637
0,046608671
0,04568896
0,046395397
0,243410704
0,245364839
0,245120985
0,131525377
0,133170614
0,134035976
0,136741525
0,078427701
0,075411436
0,074270391
0,071470438
0,050502852
0,048698532
0,049638632
0,054130061
0,052048193
0,048605827
0,045278725
0,048714085
0,045426048
0,047556139
0,045043592
0,050239035
0,044013924
0,042619776
0,042362827
0,043530514
0,067459641
0,065653934
0,064756101
0,054018805
0,05717311
0,076529246
0,05921851
0,050353539
0,047833775
0,04518305
0,050337205
0,039096359
0,038594538
0,038878919
0,046239293
0,037690125
0,036729621
0,037187509
0,037421073
0,037708595
0,036758928
0,036720816
0,033754663
0,036328134
0,036840705
0,035813818
0,036864194
0,047364345
0,046734402
0,052886422
0,042549012
0,046583404
0,04344525
0,044546515
0,038301887
0,035305676
0,034426646
0,0394179
0,031343217
0,034391163
0,03449549
0,036881451
0,028167726
0,030478844
0,029472859
0,029750865
0,027790031
0,028653556
0,029669132
0,024326109
0,021754172
0,022159596
0,02398832
0,022644939
Humedades de la malta del SECADO 56. Posición 5
hora
0
0
0
0
1,4
1,4
1,4
1,4
3,3
3,3
3,3
3,3
5
5
5
5
6,4
6,4
6,4
6,4
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
1
0,42112
0,41941
0,42031
0,42497
0,41482
0,41233
0,41153
0,41280
0,41373
0,40830
0,41329
0,41178
0,40300
0,40319
0,40276
0,40464
0,41770
0,41681
0,42157
0,41866
2
0,41025
0,40824
0,41231
0,40713
0,42082
0,40906
0,40868
0,40933
0,41140
0,40781
0,41422
0,40643
0,40902
0,40618
0,40517
0,40658
0,40260
0,40266
0,40659
0,40395
90
PROFUNDIDAD
3
4
0,41251
0,42125
0,42124
0,42411
0,42564
0,42311
0,41552
0,42666
0,42117
0,41381
0,41922
0,41327
0,42151
0,41395
0,42083
0,41360
0,40464
0,40218
0,40836
0,40298
0,41047
0,40078
0,40748
0,40184
0,40394
0,40468
0,40825
0,40405
0,40998
0,41281
0,40739
0,40716
0,41937
0,39728
0,41903
0,39611
0,41928
0,39565
0,41918
0,39639
5
0,41925
0,42121
0,42123
0,42831
0,38081
0,38566
0,39080
0,38537
0,36401
0,36522
0,36416
0,36428
0,31453
0,31009
0,31703
0,31414
0,19993
0,19398
0,18587
0,19338
7,5
7,5
7,5
7,5
10,4
10,4
10,4
10,4
12,5
12,5
12,5
12,5
13,8
13,8
13,8
13,8
15,7
15,7
15,7
15,7
17
17
17
17
18,1
18,1
18,1
18,1
21,6
21,6
21,6
21,6
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
0,40352
0,40437
0,41082
0,40614
0,40453
0,40581
0,40582
0,40541
0,40806
0,40395
0,40126
0,40446
0,39995
0,40609
0,39722
0,40103
0,40548
0,40358
0,40546
0,40491
0,38021
0,38414
0,37908
0,38127
0,38779
0,38938
0,39225
0,38876
0,28894
0,28681
0,28544
0,28694
0,40795
0,40740
0,40583
0,40712
0,40677
0,40304
0,40539
0,40500
0,40284
0,40397
0,40354
0,40297
0,39996
0,40046
0,39804
0,39927
0,37509
0,37187
0,36774
0,37136
0,31629
0,32986
0,32212
0,32270
0,30476
0,31034
0,31304
0,30826
0,05198
0,05404
0,05438
0,05332
0,40783
0,40913
0,40655
0,40796
0,40302
0,40181
0,40436
0,40316
0,40781
0,40231
0,40336
0,40452
0,33111
0,33741
0,35012
0,33945
0,16927
0,17177
0,17447
0,17174
0,06584
0,06326
0,07128
0,06673
0,04818
0,04307
0,05170
0,04727
0,03632
0,03640
0,03709
0,03671
0,38795
0,38850
0,38879
0,38852
0,27468
0,27552
0,27375
0,27450
0,16322
0,16666
0,17658
0,16883
0,13548
0,13368
0,12747
0,13220
0,04741
0,04583
0,04643
0,04654
0,03800
0,03932
0,03858
0,03865
0,03948
0,03715
0,03767
0,03758
0,03276
0,03310
0,03276
0,03285
0,16697
0,16626
0,16282
0,16539
0,05486
0,05471
0,05489
0,05484
0,05434
0,03924
0,03804
0,04023
0,03915
0,03912
0,03843
0,03898
0,04022
0,03941
0,03921
0,03963
0,03477
0,03501
0,03489
0,03487
0,03073
0,03294
0,03112
0,03243
0,02982
0,02932
0,02980
0,02966
Humedades de la malta del SECADO 224. Posición 1
hora
0
0
0
0
1,4
1,4
1,4
1,4
3,3
3,3
3,3
3,3
5
5
5
Repetición
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
1
0,42105
0,41520
0,42391
0,41897
0,40260
0,41111
0,41151
0,40849
0,41505
0,40812
0,41499
0,41273
0,41159
0,41281
0,41102
2
0,42126
0,41387
0,42037
0,43138
0,41358
0,41486
0,41062
0,41309
0,41136
0,41107
0,41300
0,41188
0,41447
0,40937
0,41325
91
PROFUNDIDAD
3
4
0,42363
0,42511
0,42059
0,42105
0,42895
0,42101
0,42674
0,42944
0,41447
0,42658
0,42012
0,41794
0,41739
0,42129
0,41742
0,42190
0,40759
0,41215
0,40942
0,40661
0,40981
0,41045
0,40888
0,40965
0,41268
0,41101
0,41265
0,40935
0,40860
0,41405
5
0,42106
0,42705
0,42564
0,42373
0,38430
0,37123
0,37175
0,37613
0,37028
0,37143
0,37106
0,37091
0,28863
0,29014
0,28277
5
6,4
6,4
6,4
6,4
7,5
7,5
7,5
7,5
10,4
10,4
10,4
10,4
12,5
12,5
12,5
12,5
13,8
13,8
13,8
13,8
15,7
15,7
15,7
15,7
17
17
17
17
18,1
18,1
18,1
18,1
21,6
21,6
21,6
21,6
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
0,41164
0,42399
0,42550
0,42191
0,42384
0,40975
0,41055
0,41457
0,41169
0,41233
0,40830
0,41056
0,41036
0,40552
0,41136
0,40595
0,40772
0,40576
0,40323
0,40376
0,40421
0,40283
0,40425
0,40423
0,40386
0,40441
0,40706
0,40393
0,40514
0,37844
0,37855
0,37995
0,37830
0,24128
0,24355
0,24938
0,24438
0,41240
0,42254
0,42180
0,42016
0,42158
0,41467
0,41088
0,41176
0,41235
0,40771
0,41244
0,40753
0,40922
0,40106
0,40406
0,41061
0,40518
0,40578
0,40285
0,40322
0,40394
0,37069
0,35943
0,35505
0,36178
0,36273
0,35978
0,35664
0,36104
0,29904
0,29293
0,29088
0,29426
0,04882
0,04491
0,05008
0,04817
0,41129
0,42517
0,41982
0,41913
0,42129
0,41098
0,41213
0,40879
0,41064
0,40179
0,40262
0,40233
0,40227
0,40710
0,40171
0,40336
0,40417
0,34568
0,33836
0,34810
0,34402
0,18105
0,18222
0,17959
0,18106
0,15052
0,14884
0,14801
0,14853
0,04075
0,04027
0,03980
0,04050
0,03576
0,03688
0,03567
0,03613
0,41141
0,40095
0,39880
0,39828
0,39960
0,40775
0,41330
0,40756
0,40959
0,26825
0,27023
0,26564
0,26852
0,13757
0,13790
0,14047
0,13881
0,12114
0,11867
0,11701
0,11890
0,04511
0,04558
0,04684
0,04595
0,03912
0,03843
0,03511
0,03610
0,03467
0,03841
0,04264
0,03888
0,03122
0,03248
0,03240
0,03205
0,28743
0,17407
0,17571
0,17679
0,17455
0,13813
0,13513
0,13801
0,13708
0,04780
0,04762
0,04831
0,04790
0,04631
0,04602
0,04557
0,04599
0,04277
0,04368
0,04218
0,04271
0,03500
0,03578
0,03542
0,03544
0,02910
0,03584
0,03262
0,03371
0,03251
0,03229
0,03281
0,03262
0,02859
0,02926
0,02784
0,02867
Humedades de la malta del SECADO 224. Posición 3.
hora
0
0
0
0
1,4
1,4
1,4
1,4
3,3
3,3
Repetición
a
b
c
d
a
b
c
d
a
b
1
0,42216
0,41985
0,41820
0,41208
0,41469
0,41852
0,41928
0,41708
0,40708
0,40229
2
0,40815
0,40168
0,41211
0,40286
0,41657
0,41917
0,42023
0,41909
0,40562
0,40894
92
PROFUNDIDAD
3
4
0,41822
0,41254
0,41966
0,42411
0,41528
0,42311
0,41860
0,42125
0,41750
0,42465
0,42347
0,42520
0,42570
0,41980
0,42248
0,42331
0,40724
0,40987
0,40169
0,40382
5
0,42145
0,42152
0,42150
0,42480
0,38629
0,38568
0,38810
0,38674
0,30902
0,31303
3,3
3,3
5
5
5
5
6,4
6,4
6,4
6,4
7,5
7,5
7,5
7,5
10,4
10,4
10,4
10,4
12,5
12,5
12,5
12,5
13,8
13,8
13,8
13,8
15,7
15,7
15,7
15,7
17
17
17
17
18,1
18,1
18,1
18,1
21,6
21,6
21,6
21,6
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
a
b
c
d
0,40308
0,40125
0,40940
0,41198
0,40996
0,41041
0,41215
0,40890
0,40792
0,40962
0,40699
0,40744
0,40682
0,40706
0,41136
0,40631
0,40527
0,40784
0,40351
0,40343
0,40134
0,40286
0,40056
0,40319
0,40490
0,40294
0,40542
0,40406
0,40271
0,40413
0,38459
0,38677
0,38607
0,38592
0,37844
0,37855
0,37995
0,37830
0,26397
0,26437
0,26050
0,26324
0,40834
0,40510
0,41099
0,41089
0,41036
0,41062
0,40993
0,40707
0,40800
0,40631
0,40512
0,40325
0,40104
0,40319
0,40504
0,40829
0,40571
0,40637
0,40168
0,40715
0,40413
0,40425
0,40109
0,39575
0,39702
0,39810
0,36597
0,37152
0,37277
0,37001
0,26790
0,27580
0,27062
0,27052
0,16745
0,17266
0,16828
0,16957
0,05504
0,05526
0,05481
0,05495
0,40296
0,40389
0,41057
0,40918
0,41125
0,41028
0,41877
0,41735
0,41804
0,41807
0,40717
0,40723
0,41359
0,40926
0,40249
0,40431
0,40699
0,40459
0,35222
0,35176
0,34728
0,35045
0,26822
0,26826
0,27566
0,27068
0,20586
0,20169
0,20041
0,20273
0,08228
0,08941
0,09641
0,09007
0,05095
0,05094
0,05316
0,05127
0,03857
0,03870
0,03290
0,03625
0,40857
0,40720
0,41010
0,40519
0,40556
0,40696
0,39359
0,39263
0,39628
0,39414
0,39540
0,39948
0,39624
0,39710
0,26993
0,26286
0,25808
0,26374
0,11473
0,11412
0,11151
0,11342
0,05086
0,05253
0,05098
0,05129
0,05446
0,05305
0,05252
0,05334
0,03559
0,03907
0,04310
0,04000
0,03653
0,03594
0,03617
0,03625
0,03271
0,03196
0,03176
0,03221
0,31394
0,31192
0,25845
0,26001
0,26487
0,26122
0,17887
0,17899
0,18031
0,17939
0,13609
0,13243
0,13171
0,13357
0,04802
0,04808
0,04925
0,04791
0,03943
0,04028
0,03975
0,03982
0,03287
0,03413
0,03542
0,03401
0,03800
0,03932
0,03848
0,03875
0,03326
0,03323
0,03369
0,03333
0,03148
0,03205
0,02980
0,03226
0,03081
0,03017
0,02989
0,02955
Humedades de la malta del SECADO 224. Posición 5.
Tiempo
h
0
0,33
0,75
2
2,75
Tª. exterior
ºC
HR exterior
%
w exterior
kg/kg
Ent. exterior
kcal/kg
12
11,4
11,9
13,1
96,9
96,8
96,8
96,8
0,00862
0,00827
0,00855
0,00926
8,08
7,73
8,02
8,74
93
3,75
4,50
5,75
6,50
7,50
8,50
9,50
10,45
11,00
11,75
12,25
12,75
13,25
13,75
14,50
15,00
15,25
15,75
16,25
16,75
17,25
17,75
18,25
18,75
19,25
19,75
20,50
21,50
22,50
23,25
23,75
24,25
24,75
25,25
25,50
26,00
27,00
28,00
13,8
13,9
13,9
14,5
14,2
13,7
13,4
13,2
13
12,9
12,8
12,8
12,8
12,9
13
13
13
13,1
13,1
13,1
13,2
13,1
13,1
13,1
13
13
12,9
12,9
13,2
13
12,7
12,8
13,1
13,1
13,3
13,8
14,6
15,1
96,7
96,7
96,7
96,6
96,6
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,5
96,1
95,1
0,00969
0,00976
0,00976
0,01014
0,00994
0,00961
0,00942
0,00930
0,00917
0,00911
0,00905
0,00905
0,00905
0,00911
0,00917
0,00917
0,00917
0,00923
0,00923
0,00923
0,00930
0,00923
0,00923
0,00923
0,00917
0,00917
0,00911
0,00911
0,00930
0,00917
0,00899
0,00905
0,00923
0,00923
0,00936
0,00967
0,01015
0,01038
9,17
9,23
9,23
9,61
9,42
9,10
8,91
8,78
8,66
8,60
8,54
8,54
8,54
8,60
8,66
8,66
8,66
8,72
8,72
8,72
8,78
8,72
8,72
8,72
8,66
8,66
8,60
8,60
8,78
8,66
8,48
8,54
8,72
8,72
8,85
9,16
9,65
9,91
Parámetros del aire exterior del SECADO 51. Posición 1.
Tiempo
h
0
0,33
0,75
2
2,75
3,75
4,50
5,75
6,50
Tª entrada
ºC
HR entrada
%
Ent. entrada
kcal/kg
Presión inf.
mm.c.a.
44,8
52,9
55,8
54,9
57,2
59,2
59,9
59,7
14,26
9,12
8,20
9,27
8,69
7,96
7,71
8,08
16,09
17,85
18,73
18,95
19,78
20,31
20,48
20,67
154
152
148
147
147
146
144
142
94
7,50
8,50
9,50
10,45
11,00
11,75
12,25
12,75
13,25
13,75
14,50
15,00
15,25
15,75
16,25
16,75
17,25
17,75
18,25
18,75
19,25
19,75
20,50
21,50
22,50
23,25
23,75
24,25
24,75
25,25
25,50
26,00
27,00
28,00
59,8
59,6
59,8
59,7
59,6
59,5
59,5
59,6
59,5
59,4
60,4
58,7
59,0
59,4
59,8
60,2
59,8
59,7
59,3
59,7
59,5
59,8
60,0
60,3
64,2
63,9
64,5
70,3
70,2
81,3
80,2
78,3
78,5
77,9
7,89
7,70
7,48
7,42
7,35
7,34
7,29
7,26
7,29
7,37
7,23
7,67
7,56
7,47
7,34
7,35
7,38
7,37
7,51
7,37
7,39
7,29
7,32
7,22
6,18
6,18
5,90
4,61
4,72
2,97
3,15
3,52
3,66
3,83
20,57
20,32
20,25
20,15
20,04
19,98
19,94
19,97
19,94
19,96
20,24
19,82
19,90
20,03
20,13
20,23
20,17
20,11
20,01
20,11
20,02
20,09
20,10
20,18
21,25
21,10
21,13
22,58
22,67
25,38
25,19
24,93
25,28
25,28
140
138
137
135
134
130
128
127
127
126
126
125
125
126
126
125
124
123
121
120
120
118
118
116
116
115
114
112
108
99
98
95
90
90
Parámetros del aire exterior del SECADO 51. Posición 3.
Tiempo
h
0
0,33
0,75
2
2,75
3,75
4,50
5,75
6,50
7,50
8,50
9,50
10,45
Tª salida
ºC
HR salida
%
w salida
kg/kg
Ental. salida
kcal/kg
18,20
24,70
26,50
26,60
27,20
27,50
27,60
27,60
27,40
27,30
27,30
27,20
99,07
99,20
99,23
100,00
98,48
100,00
100,00
100,00
96,25
100,00
100,00
100,00
0,01323
0,01996
0,02230
0,02262
0,02310
0,02390
0,02404
0,02404
0,02283
0,02361
0,02361
0,02347
12,39
18,09
19,97
20,19
20,63
21,19
21,31
21,31
20,51
20,96
20,96
20,85
95
11,00
11,75
12,25
12,75
13,25
13,75
14,50
15,00
15,25
15,75
16,25
16,75
17,25
17,75
18,25
18,75
19,25
19,75
20,50
21,50
22,50
23,25
23,75
24,25
24,75
25,25
25,50
26,00
27,00
28,00
27,10
27,00
27,00
27,00
27,20
27,20
27,80
27,40
27,40
28,00
28,40
29,20
30,10
30,60
32,70
33,70
35,60
37,90
40,20
43,50
49,80
53,20
55,50
58,20
59,60
60,30
61,50
67,00
69,60
70,90
100,00
100,00
100,00
100,00
100,00
96,98
90,47
84,71
88,95
86,97
89,17
85,91
71,46
68,72
60,98
53,92
53,41
44,06
37,73
29,35
20,85
20,40
20,64
18,76
15,01
13,98
14,80
11,48
11,70
10,81
0,02332
0,02318
0,02318
0,02318
0,02347
0,02273
0,02194
0,02000
0,02104
0,02132
0,02241
0,02263
0,01973
0,01952
0,01952
0,01822
0,02012
0,01878
0,01819
0,01680
0,01643
0,01908
0,02165
0,02238
0,01901
0,01827
0,02051
0,02035
0,02331
0,02276
20,74
20,63
20,63
20,63
20,85
20,40
20,07
18,79
19,42
19,74
20,51
20,84
19,30
19,29
19,81
19,27
20,90
20,65
20,86
20,82
22,15
24,64
26,81
27,94
26,19
25,90
27,60
28,87
31,38
31,36
Parámetros del aire exterior del SECADO 51. Posición 5.
Tiempo
h
0
1
2
3
3,75
4,25
4,75
5,75
6,50
7,75
8,50
10,00
10,75
11,80
12,80
13,75
14,50
Tª. exterior
ºC
10,9
10,1
9,8
10,5
8,7
10
7,7
7,2
7,1
5,9
6,2
5,6
5
5,5
7
11,6
16,2
HR exterior
%
77
77
72
70
80
82
81
86
86
86
82
85
93
92
79
60
54
96
w exterior
kg/kg
0,00634
0,00601
0,00550
0,00561
0,00568
0,00636
0,00537
0,00501
0,00547
0,00504
0,00490
0,00487
0,00512
0,00524
0,00499
0,00517
0,00628
Ent. exterior
kcal/kg
6,44
6,05
5,67
5,90
5,51
6,23
5,08
5,04
5,00
4,44
4,43
4,27
4,27
4,47
4,68
5,90
7,69
15,75
16,50
17,25
17,75
18,30
19,00
19,80
20,50
21,75
22,00
22,50
23,25
24,00
24,25
24,70
24,85
18,8
22,3
22,1
22,1
19,9
19
19
19,5
17,4
17,4
16,9
16,7
16,6
16,5
15,7
16
43
33
36
36
48
52
53
54
60
60
51
69
72
72
67
76
0,00590
0,00561
0,00605
0,00605
0,00706
0,00723
0,00738
0,00776
0,00755
0,00755
0,00621
0,00832
0,00863
0,00857
0,00757
0,00877
Parámetros del aire exterior del SECADO 56. Posición 1.
97
8,09
8,77
8,99
8,99
9,07
8,95
9,04
9,39
8,75
8,75
7,82
9,05
9,21
9,15
8,35
9,15
Tiempo
h
0
1
2
3
3,75
4,25
4,75
5,75
6,50
7,75
8,50
10,00
10,75
11,80
12,80
13,75
14,50
15,75
16,50
17,25
17,75
18,30
19,00
19,80
20,50
21,75
22,00
22,50
23,25
24,00
24,25
24,70
24,85
Tª entrada
ºC
34,0
52,8
53,9
54,0
56,9
59,3
59,9
59,6
59,7
59,8
59,6
58,9
59,7
60,6
58,7
59,0
60,0
59,7
59,7
59,5
59,5
59,9
62,9
63,0
64,3
69,9
81,4
79,4
78,7
78,4
78,3
77,8
18,6
HR entrada
%
18,81
6,69
5,81
5,89
5,20
5,20
4,27
4,45
4,39
4,03
3,96
4,06
4,11
4,12
4,20
4,29
5,07
4,73
4,51
4,90
4,90
5,60
5,11
5,19
5,15
3,92
2,43
2,17
2,98
3,13
3,12
2,82
64,46
Ent. entrada
kcal/kg
12,06
16,42
16,37
16,46
17,21
18,22
17,74
17,76
17,76
17,51
17,38
17,19
17,54
17,83
17,21
17,40
18,34
18,02
17,85
18,07
18,07
18,80
19,64
19,75
20,31
21,54
24,34
23,00
24,17
24,29
24,23
23,47
9,78
Parámetros del aire exterior del SECADO 56. Posición 3.
98
Presión inf.
mm.c.a.
136
135
135
135
132
131
130
130
128
127
124
123
121
120
118
116
114
113
113
112
112
110
109
108
105
102
98
95
92
90
89
87
Tiempo
h
0
1
2
3
3,75
4,25
4,75
5,75
6,50
7,75
8,50
10,00
10,75
11,80
12,80
13,75
14,50
15,75
16,50
17,25
17,75
18,30
19,00
19,80
20,50
21,75
22,00
22,50
23,25
24,00
24,25
24,70
24,85
Tª salida
ºC
25,30
24,80
24,50
24,40
24,70
25,40
25,80
25,80
25,80
25,80
26,00
26,10
26,10
25,60
25,30
29,10
26,10
28,00
29,70
31,60
33,70
36,00
39,50
43,80
46,70
57,40
57,40
59,20
67,90
68,10
68,40
69,20
69,10
HR salida
%
47,60
100,00
100,00
100,00
100,00
100,00
100,00
100,00
100,00
100,00
96,14
96,15
96,43
97,66
99,21
76,62
98,45
89,08
78,80
73,42
59,02
52,76
40,95
29,31
35,17
23,90
23,90
26,82
14,80
17,90
14,37
17,45
16,64
w salida
kg/kg
0,00977
0,02025
0,01988
0,01975
0,02013
0,02101
0,02154
0,02154
0,02154
0,02154
0,02093
0,02106
0,02072
0,02076
0,02071
0,01998
0,02159
0,02185
0,02132
0,02218
0,02000
0,02033
0,01904
0,01705
0,02401
0,02769
0,02769
0,03413
0,02757
0,03399
0,02736
0,03478
0,03294
Parámetros del aire exterior del SECADO 56. Posición 5.
99
Ental. salida
kcal/kg
12,03
18,29
17,99
17,89
18,19
18,91
19,33
19,33
19,33
19,33
19,01
19,11
18,90
18,80
18,70
19,20
19,43
20,07
20,17
21,16
20,36
21,13
21,21
21,05
26,07
31,06
31,06
35,53
33,63
37,71
33,63
38,49
37,31
Tiempo
h
0
0,38
1,13
1,88
2,52
2,88
3,72
4,22
4,63
5,80
6,13
6,80
7,14
7,30
7,88
9,30
10,13
10,92
11,38
12,05
12,85
13,27
13,65
14,17
14,85
15,27
16,10
16,80
17,35
18,13
18,50
19,72
21,17
21,97
23,72
24,38
25,38
25,97
Tª. exterior
ºC
28
28,2
29,3
28,6
28,2
27,9
27,1
27
26,2
23,7
22,6
21,2
20,7
20,4
19,9
18,2
17
15,8
15,1
13,9
14
13,8
12,8
13
12,4
12,3
12,4
12,8
14,4
15,8
16,9
19,4
23,2
24,3
27
27,7
29,3
28,5
HR exterior
%
33,8
33,5
32,9
32,4
32,4
32
33,3
33,4
33,9
37,1
38
40,6
41
41
41,5
45,3
48,7
51,8
53,8
59
58,3
59,2
64,1
65,3
70,4
71,6
73,8
72,9
66,9
63,3
59,2
51,9
43,7
40
34,7
33,9
32,9
32,3
Presión ext.
bar
1,0139
1,0139
1,0137
1,0135
1,0135
1,0135
1,0133
1,0132
1,0132
1,0138
1,0142
1,0148
1,0152
1,0154
1,0155
1,017
1,018
1,0183
1,0188
1,0197
1,0202
1,0206
1,0207
1,0208
1,0208
1,0208
1,021
1,021
1,0209
1,0208
1,0207
1,0206
1,0205
1,0205
1,0199
1,0195
1,0189
1,0189
w exterior
kg/kg
0,03859
0,00814
0,00852
0,00805
0,00787
0,00763
0,00758
0,00755
0,00731
0,00689
0,00659
0,00647
0,00633
0,00621
0,00610
0,00598
0,00596
0,00587
0,00583
0,00592
0,00588
0,00590
0,00598
0,00618
0,00641
0,00647
0,00672
0,00681
0,00694
0,00719
0,00721
0,00741
0,00788
0,00771
0,00785
0,00800
0,00852
0,00798
Parámetros del aire exterior del SECADO 224. Posición 1.
100
Ent. exterior
kJ/kg
48,82
49,08
51,19
49,28
48,39
47,49
46,53
46,37
44,94
41,31
39,45
37,71
36,85
36,25
35,44
33,43
32,16
30,72
29,90
28,90
28,92
28,75
27,95
28,65
28,61
28,68
29,40
30,05
32,00
34,05
35,23
38,26
43,34
44,01
47,13
48,21
51,19
48,99
Tiempo
h
0,00
0,38
1,13
1,88
2,52
2,88
3,72
4,22
4,63
5,80
6,13
6,80
7,14
7,30
7,88
9,30
10,13
10,92
11,38
12,05
12,85
13,27
13,65
14,17
14,85
15,27
16,10
16,80
17,35
18,13
18,50
19,72
21,17
21,97
23,72
24,38
25,38
25,97
Tª salida
ºC
HR salida
%
w salida
kg/kg
Presión salida Ental. Salida
mm.c.a.
kJ/kg
18,00
21,40
26,20
26,50
26,30
26,50
26,70
27,30
27,60
27,40
27,10
27,00
26,90
26,70
26,50
26,40
26,40
26,30
26,40
26,10
26,20
26,50
26,40
27,00
27,20
28,40
30,00
31,50
33,50
35,50
40,30
48,10
52,40
62,60
69,90
74,30
75,70
98,60
99,70
99,60
99,70
99,70
99,60
99,60
99,50
99,50
99,40
99,40
99,40
99,40
99,50
99,50
99,40
99,40
99,30
99,10
99,10
99,00
98,90
98,70
97,60
95,30
84,10
64,90
50,50
35,10
19,60
2,10
2,00
2,00
2,00
2,00
1,90
1,80
0,01298
0,01631
0,02195
0,02238
0,02211
0,02235
0,02263
0,02345
0,02388
0,02357
0,02314
0,02300
0,02286
0,02260
0,02233
0,02217
0,02217
0,02201
0,02210
0,02169
0,02180
0,02218
0,02200
0,02256
0,02228
0,02105
0,01773
0,01497
0,01159
0,00718
0,00099
0,00141
0,00175
0,00283
0,00391
0,00448
0,00450
12,50
12,50
12,50
15,00
15,00
15,50
16,00
16,00
16,50
17,00
16,50
16,50
16,50
16,80
16,80
16,80
17,00
17,50
18,00
18,80
18,800
19,00
19,00
19,50
19,50
19,50
20,00
20,00
20,00
20,00
20,00
20,50
20,50
11,00
11,00
10,50
10,50
Parámetros del aire de secado a la entrada del SECADO 224. Posición 3.
101
41,94
56,85
58,58
58,28
59,77
60,98
63,48
65,78
65,34
64,97
64,97
64,79
64,75
65,54
66,01
66,83
66,92
67,84
67,65
68,37
69,73
69,81
71,93
71,66
69,42
61,74
55,32
47,56
36,77
22,30
24,83
26,49
31,01
34,44
36,90
37,54
0,00
Tiempo
h
0
0,38
1,13
1,88
2,52
2,88
3,72
4,22
4,63
5,80
6,13
6,80
7,14
7,30
7,88
9,30
10,13
10,92
11,38
12,05
12,85
13,27
13,65
14,17
14,85
15,27
16,10
16,80
17,35
18,13
18,50
19,72
21,17
21,97
23,72
24,38
25,38
25,97
Tª interc.
ºC
28
28
28
28,5
29
29
29
29
29
29
28
27,5
27
27
26,7
26
25,7
25,3
25
25
25
25
24,8
24,8
25
25
25
25
26
26,5
27,3
29,5
36
40
56
62
65,5
66,3
Ent. interc.
kJ/kg
Tª entrada
ºC
HR entrada
%
Ent. entrada
kJ/kg
Presión inf.
mm.c.a.
48,88
49,87
49,18
49,21
48,61
48,47
48,41
47,79
46,70
44,94
44,11
43,25
42,95
42,35
41,35
40,99
40,36
39,95
40,17
40,08
40,12
40,13
40,63
41,41
41,58
42,21
42,45
43,79
44,94
45,81
48,54
56,38
60,00
76,67
83,16
88,11
87,50
34,8
54,6
55,8
54,8
54,8
56,1
60,9
60,6
60,7
61,2
60,9
60,9
60,5
60,5
60,6
60,8
60,8
60,7
60,7
60,7
60,6
60,6
60,6
60,6
60,7
60,4
60,4
60,6
60,6
60,7
60,9
66,2
66,2
81,1
81,9
81,8
81,5
23,01
8,66
7,73
7,92
7,69
7,18
5,72
5,61
5,27
4,93
4,90
4,80
4,80
4,71
4,60
4,55
4,48
4,47
4,53
4,51
4,54
4,60
4,75
4,93
4,95
5,21
5,29
5,33
5,52
5,52
5,61
4,70
4,60
2,51
2,47
2,65
2,51
55,81
76,99
77,00
75,49
74,88
76,06
80,89
79,94
78,93
78,68
78,04
77,69
76,97
76,67
76,47
76,62
76,39
76,18
76,40
76,32
76,25
76,47
76,98
77,58
77,85
78,19
78,44
78,98
79,63
79,79
80,50
87,14
86,68
102,24
103,43
104,73
102,99
158
148
148
147
147
146
144
144
143
141
140
140
140
139
137
135
133
132
130
127
127
127
126
125
124
123
121
120
120
117
118
116
116
99
95
90
90
Parámetros del aire a la salida del lecho del SECADO 224. Posición 5.
Figura 6-37
Figura 6-40
Figura 6-38
Figura 6-41
Figura 6-39
Figura 6-42
102
VENTANA Nº1
Altura Repetición 1
1
a
10,59
b
10,69
2
a
11,37
b
11,48
3
a
10,94
b
10,83
4
a
9,5
b
9,91
5
a
9,91
b
10,1
6
a
3,76
b
4,37
7
a
6,48
b
7,9
8
a
9,38
b
8,85
9
a
9,28
b
9,07
10
a
9,63
b
9,27
2
9,51
9,23
10,1
10,05
8,6
8,48
7,24
8,03
8,01
8,11
12,57
12,76
12,52
12,54
11,8
12,17
11,18
11,18
10,08
10,43
3
8,53
8,41
10,22
10,42
8,2
8,2
7,35
7,4
6,25
6,29
11,71
11,59
11,27
11
10,95
10,84
10,84
10,6
9,27
9,17
Día 4/3/93
Posición horizontal
4
5
6
8,51 9,01 8,59
8,69 9,25
8,8
11,11 10,43 10,39
11,11 10,79 10,57
8,79 7,86 8,71
8,6
7,85
8,79
7,45 6,6
7,95
7,59 6,76
7,83
6,55 6,96 6,52
6,7
7,11
6,69
11,39 11,43 11,26
11,65 11,62 10,92
11,25 11,34 11,07
10,79 11,49 10,33
10,54 11,33 10,52
10,44 10,88 9,41
10,34 10,53 9,22
10,7 9,84
9,53
8,35 8,36 6,81
9,17 9,41
7,54
7
9,61
9,31
10,79
10,55
8,79
8,17
7,73
7,71
5,63
5,5
10,93
11,26
10,89
10,37
9,57
9,72
9,79
9,61
6,45
5,19
8
9,01
9,02
10,3
10,3
8,52
8,52
7,98
7,77
6,24
6,21
12,14
11,56
10,98
11
10,97
11,05
10,37
10
6,09
7,26
9
10,12
9,95
10,31
10,94
9,63
9,87
9,77
9,62
9,35
9,62
12,39
12,19
11,47
11,44
11,17
10,52
9,83
9,59
7
6,18
10
8,97
9,62
10,34
10,34
9,58
8,62
8,56
8,79
9,46
9,81
8,92
8,65
8,96
8,76
9,45
9,2
8,74
8,75
7,05
7,11
9
9,62
9,15
10,19
10,06
8,67
8,77
8,98
8,71
9,25
9,27
12,43
12,35
11,91
11,91
11,73
11,7
11,25
11,6
11,04
10,43
10
7,88
8,03
9,01
8,61
8,11
7,8
7,91
7,54
9,33
8,75
2,17
1,48
5,57
5,17
5,67
5,61
6,56
6,59
7,63
8,02
Valores observados de velocidad aire de secado en ventanas de salida. Ventana nº l
VENTANA Nº2
Día 4/3/93
Posición horizontal
Altura Repetición 1
2
3
4
5
6
1
a
11,62 10,44 9,09 8,85 8,25 9,66
b
11,7 10,36 8,91
8,72 8,38
9,49
2
a
12,13 11,31 10
10,02 9,7
9,32
b
11,66 11,37 10,1
10,29 9,87
9,38
3
a
11,09 10,5 7,68 8,59 8,31 8,17
b
10,88 10,71 7,68
8,79 8,42
8,03
4
a
9,44 9,07 6,96 8,1
7,46 7,9
b
8,98 8,98 6,92
7,94 7,5
8,07
5
a
8,81 7,78 7,76 6,08 5,81 6,06
b
8,88 7,54 7,05
6,27 6,14
6,05
6
a
9,42 11,88 11,47 11,23 11,08 11,8
b
9,62 12,01 11,31 11,06 11,14 11,7
7
a
9,61 12,21 10,77 10,69 10,93 11,39
b
9,82 12,11 10,49 10,69 10,75 11,05
8
a
10,93 11,68 10,53 9,37 10,47 10,89
b
10,03 10,89 10,11 10,17 10,37 11,17
9
a
11,03 10,69 8,63 10,22 10,05 9,99
b
10,55 10,95 9,51
10,1 9,73
10,16
10
a
10,02 7,81 4,5
5,09 5,95 7,1
b
9,61 7,95 4,11
4,08 6,35
7,23
7
9,75
9,63
10,07
9,67
8,38
8,35
7,62
7,58
6,27
6,77
10,99
10,98
11,16
10,42
11,09
10,63
10,22
10,16
8,61
6,69
8
9,44
9,65
9,78
9,56
8,35
8,37
7,96
7,95
7,07
7,3
11,18
11,53
10,94
10,69
10,73
10,94
9,86
9,26
7,76
8,26
Valores observados de velocidad aire de secado en ventanas de salida. Ventana nº2
103
VENTANA Nº3
Altura Repetición 1
1
a
10,66
b
11,42
2
a
10,9
b
10,74
3
a
9,7
b
9,72
4
a
8,79
b
9,05
5
a
9,26
b
9,53
6
a
9,58
b
9,84
7
a
6,24
b
9,59
8
a
10,01
b
10,41
9
a
8,59
b
8,52
10
a
12,08
b
12,47
2
10,73
10,58
10,82
11,04
9,16
9,65
9,06
8,95
8,7
8,68
11,56
11,76
11,23
11,14
10,8
10,61
10,9
11,45
6,9
7,25
3
9,4
9,08
9,71
9,69
7,75
7,8
7,41
7,52
8,57
8,17
10,75
11,3
10,53
10,75
10,38
10,4
10,44
10,31
4,78
4,39
Día 4/3/93
Posición horizontal
4
5
6
10,67 9,93 9,91
10,6 9,8
9,69
10,6 10,5 10,9
10,7 10,54 10,74
8,95 8,78 8,94
8,65 8,86
8,86
8,14 8,15 9,18
8,36 8,17
9,17
8,19 7,56 9,17
8,09 7,71
9,06
11,24 11,28 12,39
10,98 11,23 12,74
10,88 10,99 12,83
10,9 11,08 12,03
10,97 11,62 12,36
11,13 11,4
11,49
11
11,69 11,88
10,54 11,23 11,09
7,65 9,43 6,34
7,66 9,65
6,77
7
9,33
9,89
10,81
10,98
9,38
9,5
8,74
8,82
8,52
8,74
12,87
12,87
12,34
11,75
11,59
10,91
10,8
10,79
6,8
4,86
8
9,76
9,11
11,16
10,99
10,11
10,11
9,43
9,48
9,92
9,82
12,48
12,38
11,74
11,68
11,72
11,67
8,63
8,16
4,85
4,13
9
11,87
11,84
12,39
12,44
12,19
11,96
11,78
10,97
12
12,01
13,76
13,71
13,45
12,82
13,09
13,11
12,5
12,63
6,79
6,11
10
2,52
2,81
1,3
1,51
1,38
1,43
1,14
1,43
0,41
1,6
1,33
0,78
2,57
1,37
0,47
0,6
0,26
0,55
6,93
7,49
9
10,72
11,26
12,42
12,22
11,88
11,72
11,96
11,75
12,25
12,11
9,01
8,97
10,3
10,25
10,01
10,03
10,07
10,06
7,91
7,68
10
10,53
11,21
11,02
10,87
10,93
11,19
11,25
11,11
12,24
12,36
6,5
6,17
9,21
9,2
9,64
9,8
9,98
10,09
7,97
8,33
Valores observados velocidad aire de secado en ventanas de salida. Ventana nº3
VENTANA Nº1
Altura Repetición 1
1
a
3,48
b
3,55
2
a
3,11
b
3,03
3
a
2,51
b
1,97
4
a
0,84
b
0,73
5
a
2,11
b
2,69
6
a
4,27
b
3,67
7
a
1,71
b
1,13
8
a
0,81
b
0,35
9
a
1,07
b
1,59
10
a
3,78
b
2,78
2
13,21
13,19
12,69
13,11
12,7
12,49
12,76
12,41
12,72
12,45
8,94
9,25
10,94
10,02
12,26
12,02
12,64
12,59
11,11
12,29
3
12,25
12,06
12,62
12,3
12,18
12,09
11,43
11,62
11,9
11,95
11,96
12,04
11,45
11,46
11,1
11,15
10,93
10,68
5,91
5,42
Día 21/7/93
Posición horizontal
4
5
6
11,55 8,94 9,85
11,26 9,01
10,25
11,97 11,85 11,71
12,18 11,78 11,97
11,62 10,63 10,39
11,17 11,07 10,21
10,36 9,35 9,71
10,87 9,24
10,01
10,54 8,82 9,22
10,78 8,59
9,35
11,49 11,78 11,44
11,62 11,28 11,35
10,95 11,55 11,72
10,75 10,69 11,28
10,57 10,52 11,48
10,21 11,32 11,65
11,58 11,48 12,06
11,71 11,53 12,07
7,21 7,13 9,64
3,24 7,13
9,29
7
8,19
8,77
12,19
12,05
10,68
10,9
10,35
10,28
9,31
9,65
11,15
11,2
11,52
11,66
11,31
11,31
12,24
12,17
11,33
11,3
8
9,93
9,78
11,25
11,41
11,24
11,38
11,32
11,33
11,01
11,07
10,52
10,51
10,82
10,68
10,7
10,67
11,13
11,1
11,19
11,13
Valores observados velocidad aire de secado en ventanas de salida. Ventana nº1
104
VENTANA Nº2
Altura Repetición 1
1
a
8,13
b
8,66
2
a
10,07
b
10,56
3
a
10,21
b
10,48
4
a
10,23
b
10,17
5
a
10,92
b
10,66
6
a
4,26
b
4,27
7
a
6,45
b
5,64
8
a
6,82
b
6,94
9
a
4,85
b
5,39
10
a
5,65
b
5,65
2
8,75
9,39
12,51
12,39
12,09
11,98
11,79
11,6
11,1
11,24
12,35
12,18
12,24
12,51
12,4
12,57
12,48
12,49
11,05
11,28
3
8,89
8,98
11,81
11,77
11,38
11,42
10,51
10,62
10,24
9,95
10,63
10,47
11,24
11,36
10,08
10,28
9,96
10,03
8,79
8,85
Día 21/7/93
Posición horizontal
4
5
6
10,47 9,28 9,14
10,51 9,34
9,67
11,59 10,42 10,93
11,19 10,5
10,94
10,95 11,12 11,77
10,46 11,22 11,6
8,68 11,9 12,17
8,72 9,83
11,89
7,37 9,33 10,67
7,46 9,16
10,69
10,18 10,67 11,3
10,28 10,57 11,18
10,64 10,85 10,49
10,89 10,92 10,49
11,05 10,96 10,12
11
11,11 10,45
10,35 10,12 9,48
10,43 9,89
9,24
7,71 7,25 6,5
7,64 7,61
6,35
7
9,12
9,22
10,76
10,79
11,44
11,25
11,93
11,75
10,34
10,32
10,63
10,71
10,17
9,92
10,2
10,37
8,45
8,88
6,84
5,64
8
9,93
9,31
10,33
11,62
11,61
11,32
10,65
10,46
8,68
8,98
9,89
9,86
9,46
9,77
9,46
9,72
9,18
9,1
6,78
6,62
9
9,8
10,2
11,69
11,32
11,12
11,06
10,55
10,37
10,34
10,3
10,51
10,81
10,55
10,54
10,27
10,51
10,31
10,14
8,98
8,42
10
7,17
7,36
9,64
9,94
10,32
10,18
10,18
10,29
11,37
11,21
6,53
6,73
8,24
8,35
8,2
7,85
7,78
8,29
9,79
9,62
9
10,56
10,04
12,22
12,15
12,47
12,04
11,39
11,87
10,72
10,82
8,79
9,58
10,33
9,83
10,77
10,62
10,52
10,65
10,62
10,54
10
4,96
5,02
9,87
9,67
10,67
10,36
11,81
11,94
12,15
12,48
6,42
5,37
7,14
7,62
5,97
6,43
5,17
4,34
8,59
8,23
Valores observados velocidad aire de secado en ventanas de salida. Ventana nº2
VENTANA Nº3
Altura Repetición 1
1
a
9,24
b
8,87
2
a
11,11
b
11,12
3
a
11
b
10,9
4
a
11,1
b
10,92
5
a
11,62
b
11,46
6
a
8,62
b
8,56
7
a
9,84
b
9,74
8
a
9,64
b
10,15
9
a
10,26
b
10,09
10
a
7,53
b
7,86
2
10,21
10,86
12,86
12,78
12,44
12,43
12,16
11,56
11,54
11,52
11,37
11,36
11,05
10,92
10,69
10,9
9,94
9,78
7,17
7,13
3
7,8
8,24
12,12
12,02
11,71
11,83
11,17
11,25
9,86
9,98
6,06
6,13
9,31
9,53
10,32
10,15
9,61
9,51
10,17
10,1
Día 21/7/93
Posición horizontal
4
5
6
9,46 10,02 10,32
9,83 10,59 10,64
13,08 12,21 12,64
12,35 12,37 12,39
11,38 11,61 11,85
11,3 11,37 11,65
10,8 10,8 10,52
10,26 11,23 10,35
9,04 9,37 9,56
8,9
9,71
8,73
4,36 4,51 7,1
4,24 4,02
6,48
8,85 8,16 8,75
9,1
7,91
9,06
9,04 8,81 9,24
8,8
9,09
9,3
9,45 9,12 9,06
9,5
9,2
9,41
9,97 9,86 9,21
9,7
9,93
9,3
7
10,52
10,73
12,59
12,72
11,49
11,66
9,99
10,1
9,68
9,79
7,64
7,06
10,22
10,08
10,2
10,27
9,37
10,09
10,04
10,15
8
9,21
9,06
12,03
11,67
10,9
11,09
10,45
10,38
8,41
8,11
6,26
6,38
9,17
8,81
10,01
9,68
10,21
10,54
9,46
9,81
Valores observados velocidad aire de secado en ventanas de salida. Ventana nº3
105
Anejo nº 3.- Ajuste isotermas de humedad de equilibrio
aw
0.0503
0.1551
0.2724
0.3235
0.4078
0.4139
0.5128
0.5288
0.5431
0.6353
0.6389
0.7357
0.7262
0.9307
40ºC
x
0.0340
0.0466
0.0646
0.0718
0.0797
0.0819
0.1025
0.1103
0.1104
0.1287
0.1332
0.1611
0.1577
0.3528
aw
0.0473
0.0674
0.0752
0.0854
0.0917
0.1253
0.1658
0.2140
0.2875
0.3594
0.4395
0.4921
0.6142
0.6981
0.8127
0.9014
60ºc
x
0.0241
0.0261
0.0303
0.0336
0.0343
0.0396
0.0440
0.0472
0.0595
0.0682
0.0777
0.0865
0.1181
0.1274
0.1624
0.2845
aw
0.0135
0.0328
0.0503
0.0559
0.0696
0.0760
0.0853
0.1311
0.1648
0.3824
0.5674
0.7475
0.9053
80ºC
x
0.0104
0.0095
0.0104
0.0107
0.0226
0.0228
0.0252
0.0304
0.0380
0.0616
0.0898
0.1282
0.2557
Valores del contenido de humedad de equilibrio de la malla para las diferentes humedades relativas en equilibrio
del aire.
Figura 6-43
Figura 6-46
Figura 6-49
Figura 6-52
Figura 6-55
Figura 6-58
Figura 6-61
Figura 6-44
Figura 6-47
Figura 6-50
Figura 6-53
Figura 6-56
Figura 6-59
Figura 6-62
Figura 6-45
Figura 6-48
Figura 6-51
Figura 6-54
Figura 6-57
Figura 6-60
Figura 6-63
Anejo nº 4.- Comparación modelos page-bala-experimental secados capa fina
Figura 6-64
Figura 6-67
Figura 6-70
Figura 6-73
Figura 6-76
Figura 6-79
Figura 6-82
Figura 6-85
Figura 6-65
Figura 6-68
Figura 6-71
Figura 6-74
Figura 6-77
Figura 6-80
Figura 6-83
Figura 6-86
Figura 6-66
Figura 6-69
Figura 6-72
Figura 6-75
Figura 6-78
Figura 6-81
Figura 6-84
Figura 6-87
106
Anejo nº 5.- Parámetros de calidad de malta observados a las diferentes profundidades
del lecho de secado
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
COL
2,8
2,8
2,50
3,8
2,3
2,5
2,7
2,5
2,5
2,5
2,8
2,5
2,3
2,3
2,3
3,0
SCO
8,0
9,0
6,80
9,0
7,0
9,0
7,0
7,0
9,0
8,0
7,0
6,5
6,8
5,8
6,8
8,3
PRT
11,3
11,0
11,68
11,5
11,3
11,7
11,5
11,5
11,4
11,3
11,5
11,2
11,6
11,6
11,2
11,3
PRS
5,2
5,0
5,30
3,7
5,1
5,1
5,1
4,9
5,1
5,0
5,0
4,9
5,0
4,9
4,9
5,1
KOL
46,2
45,3
45,42
32,4
45,1
43,4
44,1
42,6
44,9
44,8
43,5
43,9
42,7
42,0
43,9
44,6
FRI
79,0
80,0
80,00
76,0
74,6
80,4
80,4
80,6
80,2
78,8
80,6
81,8
69,4
73,6
76,0
75,6
VIT
5,0
5,0
5,80
6,0
5,8
4,4
4,6
3,6
3,8
3,8
2,8
2,6
10,4
7,8
6,8
6,0
HAR
39,3
40,9
42,45
46,4
46,4
41,4
43,6
41,7
42,3
42,4
41,9
43,3
45,6
43,9
43,5
43,9
VIS
1,7
1,6
1,60
1,6
1,6
1,7
1,6
1,7
1,6
1,6
1,6
1,6
1,5
1,6
1,7
1,7
CAL
5,1
6,0
6,56
5,7
5,7
5,0
5,1
5,2
5,9
6,3
5,6
5,8
7,2
5,1
5,0
4,4
Análisis de calidad para la capa 1 del lecho de malta.
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
MFT
75,5
76,1
76,06
75,0
75,0
75,3
75,2
75,8
75,5
76,3
76,0
75,6
75,5
74,5
76,1
74,7
MFS
80,2
80,8
81,13
80,6
80,5
80,3
79,8
80,7
80,2
81,1
80,5
80,5
81,3
79,9
80,4
79,6
MGT
73,8
75,0
74,99
74,2
74,4
74,5
74,5
74,7
74,8
75,6
74,0
74,6
74,2
74,0
75,0
73,9
MGS
78,4
79,5
80,00
79,8
79,9
79,5
79,1
79,6
79,5
80,3
78,4
79,5
80,0
79,4
79,3
78,7
DIF
1,8
1,2
1,13
0,8
0,6
0,8
0,7
1,1
0,7
0,7
2,1
1,0
1,4
0,5
1,1
0,8
ATE
81,9
82,5
82,98
84,8
82,1
81,5
83,1
81,7
85,3
84,3
79,9
81,4
82,5
82,1
81,8
81,0
Análisis de calidad para la capa 1 del lecho de malta.
107
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
COL
2,5
2,8
2,50
3,8
2,3
2,5
2,5
2,5
2,5
2,5
2,5
2,3
2,0
2,3
2,5
3,0
SCO
8,0
8,8
7,00
9,5
7,0
9,0
7,0
7,0
9,0
9,5
6,8
6,8
5,8
6,5
7,0
8,5
PRT
11,6
11,1
11,66
11,5
11,3
11,6
11,5
11,5
11,4
11,3
11,5
11,2
11,6
11,5
11,1
11,3
PRS
5,3
5,0
5,25
5,3
5,1
5,0
5,1
5,0
5,0
5,0
4,7
4,8
4,8
4,9
4,9
4,9
KOL
45,6
45,4
45,06
45,7
45,4
43,3
44,1
43,3
43,9
44,4
41,1
42,5
41,7
42,7
43,9
43,2
FRI
79,8
80,4
80,40
77,0
76,0
79,6
80,4
80,0
81,0
79,2
77,6
76,6
74,8
75,4
78,0
78,0
VIT
5,6
4,6
5,20
6,0
6,0
4,8
4,6
4,0
3,6
5,0
5,6
5,2
5,4
6,2
6,0
5,6
HAR
39,7
41,2
42,28
46,3
46,6
42,4
42,2
42,3
42,9
42,3
40,5
42,8
43,3
41,7
42,1
42,6
VIS
1,6
1,6
1,58
1,6
1,6
1,6
1,6
1,7
1,6
1,5
1,6
1,6
1,6
1,6
1,8
1,8
CAL
6,9
6,6
6,72
6,5
4,9
5,5
6,0
4,9
5,9
6,5
6,6
5,4
6,0
5,5
5,0
3,3
Análisis de calidad para la capa 2 del lecho de malta.
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
MFT
76,2
76,3
76,13
75,2
74,1
75,4
75,9
75,6
75,8
75,9
76,3
75,4
75,2
74,9
76,7
74,6
MFS
82,6
81,4
81,05
80,8
79,7
80,2
80,6
80,4
80,7
80,7
81,1
79,9
80,7
80,2
80,8
79,2
MGT
75,1
74,9
75,36
74,4
73,4
74,4
74,9
75,2
74,9
74,6
74,5
74,6
74,5
74,5
75,1
74,4
MGS
81,5
79,8
80,23
79,9
79,0
79,1
79,5
79,9
79,7
79,2
79,1
79,0
79,9
79,8
79,0
79,0
DIF
1,2
1,5
0,82
0,9
0,7
1,1
1,1
0,5
1,0
1,4
2,0
0,9
0,8
0,4
1,7
0,2
ATE
81,6
82,4
81,71
82,9
81,4
82,7
82,4
81,7
83,2
82,3
80,8
81,1
82,1
82,1
81,2
80,8
Análisis de calidad para la capa 2 del lecho de malta.
108
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
COL
2,5
2,8
2,50
3,8
2,3
2,5
2,7
2,3
2,3
2,0
2,3
2,3
2,3
2,3
2,5
2,8
SCO
8,5
8,5
8,00
9,5
7,0
8,5
7,0
7,0
6,8
6,5
5,8
5,8
6,8
6,5
7,0
9,0
PRT
11,3
11,1
11,69
11,5
11,4
11,6
11,5
11,5
11,4
11,3
11,5
11,1
11,5
11,4
11,1
11,2
PRS
5,0
5,2
5,18
5,3
5,1
5,1
5,0
4,8
4,8
4,7
4,8
4,9
5,0
4,8
5,0
4,9
KOL
44,5
46,8
44,35
45,7
44,8
44,0
43,7
42,3
42,1
41,9
41,7
43,6
43,4
42,0
45,0
43,5
FRI
79,0
80,6
81,40
80,6
75,2
81,2
81,0
80,6
80,4
76,4
78,4
79,6
78,8
80,8
81,2
80,0
VIT
5,0
4,4
5,00
4,4
4,4
4,4
4,4
4,4
4,6
6,4
4,8
4,4
4,6
3,0
3,2
4,4
HAR
39,3
40,5
42,67
40,3
45,7
41,0
42,2
42,4
41,5
39,5
40,1
40,7
42,5
42,4
41,0
40,7
Análisis de calidad para la capa 3 del lecho de malta.
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
MFT
75,7
75,9
75,86
75,3
75,3
75,5
76,0
75,6
75,4
76,2
76,3
76,0
75,3
75,3
76,2
75,4
MFS
80,4
81,2
80,95
80,9
81,1
80,3
80,8
80,4
80,0
80,8
80,7
80,2
80,4
79,9
80,1
79,5
MGT
75,1
75,2
74,61
74,6
74,6
74,4
74,8
74,6
75,1
75,3
75,0
74,9
74,6
75,0
75,0
74,8
MGS
79,7
80,4
79,61
80,2
80,4
79,1
79,5
79,3
79,6
79,9
79,4
79,1
79,7
79,5
78,8
78,9
DIF
0,6
0,7
1,34
0,7
0,7
1,2
1,3
1,1
0,3
0,9
1,3
1,1
0,7
0,4
1,3
0,6
ATE
81,4
81,6
82,30
82,5
81,8
80,8
83,1
81,2
82,4
81,3
81,1
81,4
82,0
82,3
83,8
80,2
Análisis de calidad para la capa 3 del lecho de malta.
109
VIS
1,7
1,7
1,58
1,6
1,6
1,6
1,7
1,7
1,6
1,6
1,7
1,5
1,6
1,5
1,7
1,7
CAL
5,3
6,0
6,42
6,1
6,2
5,2
5,6
5,0
5,4
6,0
5,4
6,0
5,6
5,6
5,4
4,2
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
COL
2,7
2,5
2,50
3,0
2,3
2,7
2,3
2,3
2,3
2,0
2,0
2,0
2,3
2,3
2,3
2,5
SCO
8,5
8,5
8,50
7,5
7,0
7,5
6,5
6,0
5,5
6,0
5,5
5,5
6,3
6,8
6,7
8,5
PRT
11,3
11,0
11,66
11,4
11,3
11,7
11,5
11,4
11,3
11,2
11,5
11,1
11,5
11,4
11,1
11,2
PRS
5,1
5,1
5,25
5,1
5,0
5,0
4,8
4,7
4,7
4,7
4,8
4,8
5,0
4,9
5,0
4,9
KOL
44,5
46,4
45,05
44,6
44,0
42,7
41,6
40,9
41,1
41,9
42,1
43,6
43,4
43,0
45,3
43,9
FRI
80,0
80,4
80,00
82,6
75,6
80,4
75,2
76,6
78,6
79,2
80,0
79,6
77,6
79,0
83,0
77,8
VIT
4,6
6,6
5,60
4,0
6,6
4,4
7,0
7,0
5,4
4,3
4,8
4,8
5,6
4,6
1,8
4,6
HAR
38,6
39,9
41,92
41,3
45,9
41,5
41,4
43,2
39,8
40,0
39,7
42,0
43,3
42,2
40,7
41,2
VIS
1,7
1,7
1,69
1,6
1,6
1,6
1,8
1,7
1,6
1,6
1,6
1,6
1,5
1,6
1,7
1,6
CAL
5,2
5,5
5,54
6,0
6,0
5,4
4,7
4,0
5,1
5,6
6,3
4,9
7,0
5,2
5,1
5,1
Análisis de calidad para la capa 4 del lecho de malta.
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
MFT
76,0
76,2
75,75
76,1
74,8
75,7
75,8
75,3
75,9
76,3
76,9
76,0
75,8
75,4
76,8
75,5
MFS
80,8
80,6
80,68
80,9
80,3
80,5
80,5
79,8
80,2
80,6
81,4
80,1
80,9
79,7
80,6
79,8
MGT
74,9
74,9
74,40
74,7
74,3
74,9
74,8
74,6
74,3
74,8
75,2
74,1
74,5
75,1
75,4
74,4
MGS
79,6
79,3
79,25
79,4
79,8
79,7
79,3
79,0
78,6
79,0
79,7
78,1
79,5
79,4
79,2
78,7
DIF
1,2
1,3
1,44
1,5
0,5
0,8
1,1
0,7
1,6
1,5
1,7
1,9
1,3
0,3
1,4
1,1
ATE
81,1
81,5
82,65
82,8
82,2
81,2
82,1
81,5
81,1
81,3
80,8
80,7
81,7
81,5
82,5
80,6
Análisis de calidad para la capa 4 del lecho de malta.
110
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
COL
2,5
2,5
2,30
2,8
2,3
2,3
2,3
2,3
2,3
2,0
2,0
2,0
2,3
2,3
2,5
3,0
SCO
9,0
8,3
7,50
6,3
7,0
6,0
6,0
6,0
5,5
6,5
5,5
5,5
6,3
6,5
7,0
8,5
PRT
11,4
11,0
11,63
11,4
11,3
11,6
11,5
11,4
11,3
11,2
11,5
11,3
11,5
11,4
11,0
11,2
PRS
5,2
4,9
4,96
4,8
4,8
4,7
4,9
4,7
4,8
4,9
4,8
4,8
5,0
5,0
4,4
4,9
KOL
45,9
44,5
42,67
41,8
42,2
40,9
42,3
41,5
42,1
43,3
41,7
42,2
43,4
43,4
39,6
43,6
FRI
82,4
78,8
79,40
74,0
69,4
75,6
78,0
79,6
80,0
79,0
79,4
75,0
78,8
77,6
81,2
77,2
VIT
3,6
6,0
4,20
9,0
11,2
8,0
6,6
5,0
3,8
5,4
5,0
6,2
4,6
4,6
3,0
4,6
HAR
40,8
39,6
40,07
40,1
43,9
39,9
39,0
39,1
39,3
38,2
38,5
40,6
41,0
42,1
39,1
40,5
VIS
1,6
1,7
1,64
1,7
1,6
1,6
1,7
1,7
1,6
1,7
1,7
1,6
1,5
1,6
1,7
1,6
CAL
6,2
5,9
6,04
5,0
5,3
5,1
5,1
4,2
5,3
5,3
4,1
5,3
6,6
5,2
4,7
4,9
Análisis de calidad para la capa 5 del lecho de malta.
Tiempo (h)
0
1,43
3,30
4,95
6,38
7,53
10,38
12,47
13,80
15,67
16,97
18,13
21,55
23,67
24,75
26,08
MFT
76,0
76,1
76,40
75,6
75,0
75,6
76,0
75,8
75,8
76,3
75,6
75,1
75,9
75,2
77,0
75,4
MFS
80,9
81,1
81,13
80,5
80,4
80,0
80,3
80,0
79,9
80,6
79,9
80,4
80,7
79,7
80,6
79,8
MGT
74,8
74,9
74,76
74,4
73,7
74,4
74,7
74,6
74,9
75,0
74,5
74,4
74,5
74,5
75,1
74,4
MGS
79,6
79,9
79,39
79,3
78,9
78,7
79,0
78,8
78,9
79,3
78,8
79,7
79,2
78,9
78,5
78,7
DIF
1,3
1,2
1,74
1,2
1,4
1,3
1,3
1,2
1,0
1,3
1,1
0,7
1,5
0,8
2,0
1,0
ATE
80,7
81,7
82,21
80,9
81,6
81,2
81,9
81,1
80,3
80,7
79,8
80,4
81,5
81,4
81,6
80,0
Análisis de calidad para la capa 5 del lecho de malta.
Leyenda:
COL: Color
SCO: Sobrecoloración
PRT: Proteína total
PRS: Proteína Soluble
KOL: Índice de Kolbach
FRI: Friabilidad
VIT: Vitrosidad
HAR: Índice de Hartong a 45ºC
MFT: Molturación fina "tal cual".
MFS: Molturación fina sobre materia seca.
MGT: Molturación gruesa "tal cual".
111
MGS:
DIF:
ATE:
VIS:
CAL:
Molturación gruesa sobre materia seca.
Diferencia fina-gruesa
Atenuación límite
Viscosidad
Índice de calidad
Anejo nº 6.- Comparación de los modelos de simulación
• SECADO 51
Figura 6-88
Figura 6-91
Figura 6-94
Figura 6-97
Figura 6-100
Figura 6-103
Figura 6-106
Figura 6-109
Figura 6-89
Figura 6-92
Figura 6-95
Figura 6-98
Figura 6-101
Figura 6-104
Figura 6-107
Figura 6-110
Figura 6-90
Figura 6-93
Figura 6-96
Figura 6-99
Figura 6-102
Figura 6-105
Figura 6-108
Figura 6-111
• SECADO 56
Figura 6-112
Figura 6-115
Figura 6-118
Figura 6-121
Figura 6-124
Figura 6-127
Figura 6-130
Figura 6-133
Figura 6-113
Figura 6-116
Figura 6-119
Figura 6-122
Figura 6-125
Figura 6-128
Figura 6-131
Figura 6-134
Figura 6-114
Figura 6-117
Figura 6-120
Figura 6-123
Figura 6-126
Figura 6-129
Figura 6-132
Figura 6-135
• SECADO 224
Figura 6-136
Figura 6-139
Figura 6-142
Figura 6-145
Figura 6-148
Figura 6-137
Figura 6-140
Figura 6-143
Figura 6-146
Figura 6-149
Figura 6-138
Figura 6-141
Figura 6-144
Figura 6-147
Figura 6-150
Anejo nº 7.- Programa de simulación del secado industrial de malta
'Declaraciones.
Const cv = 1.86
Const ro = 2500.6
Const ca = 1.004
Const cw = 4.19
Const tmo = 15
Const alt = 1.2
Const dx =.005
Const N1 = 240
Const dt = 1
Const dmo = 385.465
Const scaja = 405
Const dtdt = 4
Const dr =.0005
'calor específico vapor de agua en kJ/kg
'calor latente agua
'calor específico aire en kJ/kg
'calor específico agua liquida en kJ/kg
'temperatura inicial malta
'altura lecho de malta en m
'espesor capa
' numero de capas
'intervalo de tiempo (minutos)
'densidad malta seca inicial
'superficie caja
'intervalos en 1 min difusividad
'espesor capa difusividad
112
Const nr = 10
'nº capas difusividad
'Condiciones iniciales
Dim hmi As Single
Dim tmi As Single
Dim tai As Single
Dim wai As Single
Dim hrair As Single
Dim eqh As Single
Dim dhm As Single
Dim hmsal As Single
Dim tasal As Single
Dim wasal As Single
Dim tmsal As Single
Dim hrsal As Single
Dim hmmed As Single
Dim wmed As Single
Dim z As Integer
Dim hp As Integer
Dim tsec As Integer
Global n As Integer
Dim tex As Single
Dim wex As Single
Dim tinter As Single
Dim ma As Single
Dim Vo As Single
Dim pair As Single
Dim tinf As Single
'Propiedades de la malta
Dim cm As Single
Dim lag As Single
Dim lmalt As Single
Dim dm As Single
Dim h As Single
Dim dz As Single
Global fichero As String 'Nombre fichero con camino que se esta leyendo
Global ficgrab As String
Global inicio, final, cancelar1, cancelar2 As Integer'Indica en que dato se inicia y termina la
lectura de datos
Global camara As Integer 'guarda la camara de secado
Global finsim As Integer
Global lecdat() As Single
Global guardar() As Single
Global HumMalt() As Single
Global simula() As Single
Global secado() As Single
' Variables difusividad
Global humdif() As Single
113
Global indif() As Single
Global hmodif() As Single
Global caudal As Single
Global model As Integer
Global temps As Integer
Global hmodel As Integer
Global vis As Integer
Global dimens As Integer
Global directori As String
Global eqhum As String
Global eqcal As String
Global hmos As Single
Dim fecha() As Double
Sub Calculosecado () 'de balance global de agua y energia
Dim tex As Single
Dim hrex As Single
Dim ts As Single
Dim TH As Single
Dim tsc As Single
Dim tinf As Single
Dim tint As Single
Dim wex As Single
Dim wasal As Single
Dim wm As Single
Dim hrsal As Single
Dim dair As Single
Dim entaex As Single
Dim entaint As Single
Dim entainf As Single
Dim entm As Single
Dim n As Integer
Dim pair As Single
Dim na As Single
Dim Vo As Single
Dim amp As Single
Dim calor As Single
Dim interc As Single
Dim agua As Single
Dim psat1 As Single
Dim psat2 As Single
Dim psatex As Single
Dim pinf As Single
Dim psup As Single
ReDim secado(final + 1, 8)
coef =.9
secado(0, 1) = 0: secado(0, 3) = 0: secado(0, 5) = 0
caudal = 0
114
For n = 1 To final
tex = 2 + lecdat(n, 0): hrex =.01 * lecdat(n, 1): tinf = lecdat(n, 2)
tsc = lecdat(n, 3): tint = lecdat(n, 4): ts = lecdat(n, 5)
TH = lecdat(n, 6): pinf = lecdat(n, 7): psup = lecdat(n, 8)
'calculo aire exterior
psatex = presiosatura(tex)
pair = 1.013 + pinf / 10200
wex =.622 * hrex * psatex / (1.013 - hrex * psatex)
entaex = (1.004 * tex + wex * (2500 + 1.86 * tex)) / 4.18
'Calculo aire salida
pair1 = 1.013 + psup / 10200
ca1 =.622 * (2500.992 - 2.372308 * TH) / 1.025
psat1 = presiosatura(ts)
psat2 = presiosatura(TH)
hrsal = (psat2 / psat1) * (ca1 + ts - TH) / (ca1 - ts + TH) - 1.013 * (ts - TH) / (psat1 *
(ca1 - ts + TH))
wasal =.622 * hrsal * psat1 / (pair1 - hrsal * psat1)
entasal = (1.004 * ts + wasal * (2500 + 1.86 * ts)) / 4.18
'Calculo caudal volumetrico aire secado
If n < (final - 30) Then amp = 285: cont = n
If n > (final - 20) And n > (final - 30) Then amp = 262: cont = n
If n > (final - 20) And n > (final - 10) Then amp = 252: cont = n
If n > (final - 10) And n > (final) Then amp = 242: cont = n
na =.001 * amp * 380 * 1.732 *.85
Vo = 2 * na * 3600 * 102 *.8 / (pinf + 25) / 10
If tinf < 69 Then
dair = (1 + wex) * (pair * 100000#) / ((287.04 + wex * 461.5) * (tinf +
273.15))
entaint = (1.004 * tint + wex * (2500 + 1.86 * tint)) / 4.18
entainf = (1.004 * tinf + wex * (2500 + 1.86 * tinf)) / 4.18
calor = Vo * dair * (entainf - entaint)
interc = Vo * dair * (entaint - entaex)
agua = Vo * dair * (wasal - wex)
Else
wm = coef * wasal + (1 - coef) * wex
entm = coef * entasal + (1 - coef) * entaex
TM = (4.18 * entm - 2500 * wm) / (1.004 + 1.86 * wm)
dair = (1 + wm) * (pair * 100000#) / ((287.04 + wm * 461.5) * (tinf +
273.15))
calor = Vo * dair * (entainf - entaint)
interc = Vo * dair * (entaint - entaex)
agua = Vo * dair * (wasal - wm)
End If
caudal = Vo * dair + caudal
secado(n, 0) = calor / 6: secado(n, 1) = calor / 1000 + secado(n - 1, 1)
secado(n, 2) = interc / 6: secado(n, 3) = interc / 1000 + secado(n - 1, 3)
115
secado(n, 4) = agua: secado(n, 5) = agua / 1000 + secado(n - 1, 5)
secado(n, 6) = hrsal * 100: secado(n, 7) = tasal
Next n
caudal = 10 * caudal / final
calculo.text(0) = Right$(fichero, 12)
calculo.text(1) = camara
calculo.text(2) = secado(final, 1) / 1000
calculo.text(3) = secado(final, 3) / 1000
calculo.text(4) = secado(final, 5)
calculo.text(5) = caudal
calculo.text(6) = final / 10
calculo.text(7) = segform.Etiq(3).Caption
End Sub
Sub difusionpage () 'Ecuación de difusividad del agua dentro del grano + Ecuación de Page
Dim alfa As Single
Dim beta As Single
Dim gama As Single
Dim valor As Single
Dim valor1 As Single
Static wdif(16, 11) As Single
Static hmdif1(11) As Single
If hmi >.4 And indif(z) = 0 Then
page
Exit Sub
End If
alfa =.0000000000192 * Exp(tai *.0435)
beta = 17.1 * Exp(-.00018 * ((tai - 77.2) ^ 2))
If hmi <.4 And indif(z) = 0 Then
For r = 0 To nr
wdif(0, r) = r * dr * Exp(beta * hmi)
humdif(z, r) = hmi
Next r
hmodif(z) = hmi
indif(z) = tsec
End If
If indif(z) < tsec Then
For r = 0 To nr
wdif(0, r) = r * dr * Exp(beta * humdif(z, r))
Next r
End If
gama =.292 - 1.42 * hmodif(z) +.00503 * tai
If gama <.01 Then gama =.01
valor = alfa * Exp(beta * hmos) * dt / (dtdt * (dr ^ 2))
For k = 1 To dtdt
116
ms = eqh + Exp(-gama * (tsec - indif(z))) * (hmodif(z) - eqh)
wdif(k, nr) =.005 * Exp(beta * ms)
For r = 1 To (nr - 1)
If r = 1 Then
valor1 = -wdif(k - 1, r) + wdif(k - 1, r + 1)
wdif(k, 1) = wdif(k - 1, r) * (1 + alfa * dt * valor1 / (dtdt * k * (dr ^
3)))
Else
valor1 = wdif(k - 1, r - 1) - 2 * wdif(k - 1, r) + wdif(k - 1, r + 1)
wdif(k, r) = wdif(k - 1, r) * (1 + alfa * dt * valor1 / (dtdt * k * (dr ^ 3)))
End If
Next r
Next k
For r = 1 To nr
hmdif1(r) = 1 / beta * Log(wdif(dtdt, r) / (r * dr))
If hmdif1(r) < humdif(z, r) Then humdif(z, r) = hmdif1(r)
Next r
humdif(z, 0) = humdif(z, 1)
hmsal =.1426 * humdif(z, 10) +.2432 * humdif(z, 9) +.19225 * humdif(z, 8) +.14725 *
humdif(z, 7) +.10825 * humdif(z, 6) +.07525 * humdif(z, 5) +.04825 * humdif(z, 4) +.02725
* humdif(z, 3)
dhm = hmsal - hmi
End Sub
Sub difusionsimple ()'Ecuación de difusividad del agua dentro del grano + Ecuación
exponencial simple
Dim alfa As Single
Dim beta As Single
Dim gama As Single
Dim valor As Single
Dim valor1 As Single
Static wdif(16, 11) As Single
Static hmdif1(11) As Single
If hmi >.4 And indif(z) = 0 Then
expsimple
Exit Sub
End If
alfa =.0000000000192 * Exp(tai *.0435)
beta = 17.1 * Exp(-.00018 * ((tai - 77.2) ^ 2))
If hmi <.4 And indif(z) = 0 Then
For r = 0 To nr
wdif(0, r) = r * dr * Exp(beta * hmi)
humdif(z, r) = hmi
Next r
hmodif(z) = hmi
indif(z) = tsec
End If
If indif(z) < tsec Then
For r = 0 To nr
117
wdif(0, r) = r * dr * Exp(beta * humdif(z, r))
Next r
End If
gama =.292 - 1.42 * hmodif(z) +.00503 * tai
If gama <.01 Then gama =.01
valor = alfa * Exp(beta * hmos) * dt / (dtdt * (dr ^ 2))
For k = 1 To dtdt
ms = eqh + Exp(-gama * (tsec - indif(z))) * (hmodif(z) - eqh)
wdif(k, nr) =.005 * Exp(beta * ms)
For r = 1 To (nr - 1)
If r = 1 Then
valor1 = -wdif(k - 1, r) + wdif(k - 1, r + 1)
wdif(k, 1) = wdif(k - 1, r) * (1 + alfa * dt * valor1 / (dtdt * k * (dr ^
3)))
Else
valor1 = wdif(k - 1, r - 1) - 2 * wdif(k - 1, r) + wdif(k - 1, r + 1)
wdif(k, r) = wdif(k - 1, r) * (1 + alfa * dt * valor1 / (dtdt * k * (dr ^ 3)))
End If
Next r
Next k
For r = 1 To nr
hmdif1(r) = 1 / beta * Log(wdif(dtdt, r) / (r * dr))
If hmdif1(r) < humdif(z, r) Then humdif(z, r) = hmdif1(r)
Next r
humdif(z, 0) = humdif(z, 1)
hmsal =.1426 * humdif(z, 10) +.2432 * humdif(z, 9) +.19225 * humdif(z, 8) +.14725 *
humdif(z, 7) +.10825 * humdif(z, 6) +.07525 * humdif(z, 5) +.04825 * humdif(z, 4) +.02725
* humdif(z, 3)
dhm = hmsal - hmi
End Sub
Sub expsimple () ' Ecuación exponencial simple
Dim k As Single
k = 11960000# * Exp(-6819.52 / (273.15 + tai))
hmsal = hmi * Exp(-k * dt) + eqh * (1 - Exp(-k * dt))
dhm = hmsal - hmi
End Sub
Sub grabacion () 'Grabación de datos para programa de visualización
Dim grabac As String
Dim grabac1 As String
Dim a As Integer
grabac = grabac + Format$(n / 2, "00.0") + Chr$(32)
For a = 7 To 8
grabac = grabac + Format$(lecdat(n, a), "00.000") + Chr$(32)
Next a
grabac = grabac + Format$(lecdat(n, 2), "00.000") + Chr$(32)
If dimens = 12 Then
118
grabac = grabac + Format$(lecdat(n, 12), "00.000") + Chr$(32)
Else
grabac = grabac + Format$(lecdat(n, 3), "00.00") + Chr$(32)
End If
grabac = grabac + Format$(lecdat(n, 4), "00.00") + Chr$(32)
grabac = grabac + Format$(lecdat(n, 5), "00.00") + Chr$(32)
grabac = grabac + Format$(lecdat(n, 6), "00.00") + Chr$(32)
For a = 9 To 10
grabac = grabac + Format$(9800 * lecdat(n, a), "00.00") + Chr$(32)
Next a
For a = 1 To 2
grabac = grabac + Format$(simula(n, a + 5), "00.00") + Chr$(32)
Next a
For a = 0 To 5
grabac = grabac + Format$(simula(n, a), "0.0000") + Chr$(32)
Next a
grabac1 = valor(grabac)
Open ficgrab For Append As #1 'grabar en disco
Print #1, grabac1
Close #1
End Sub
Sub humequi () 'Calculo humedad de equilibrio de la malta
Dim eqhw As Single
Dim eq1 As Single
Dim eq2 As Single
If tai <= 40 Then
eqhw =.01 * (34.45 -.0201 * (273.15 + tai) - 2.438 * Log(-8.314 * (273.15 +
tai) * Log(hrair)))
eqh = eqhw / (1 - eqhw)
End If
If tai > 40 And tai <= 60 Then
eq1 =.0569 * 22.4376 *.9022 * hrair / ((1 -.9022 * hrair) * (1 + (22.4376 - 1)
*.9022 * hrair))
eq2 =.0457 * 23.989 *.9282 * hrair / ((1 -.9282 * hrair) * (1 + (23.989 - 1)
*.9282 * hrair))
eqh = eq1 - (eq1 - eq2) * (tai - 40) / 20
End If
If tai > 60 And tai <= 80 Then
eq1 =.0457 * 23.989 *.9282 * hrair / ((1 -.9282 * hrair) * (1 + (23.989 - 1)
*.9282 * hrair))
eq2 =.0442 * 11.15729 *.9163 * hrair / ((1 -.9163 * hrair) * (1 + (11.15729 1) *.9163 * hrair))
eqh = eq1 - (eq1 - eq2) * (tai - 60) / 20
End If
If tai >= 80 Then
eqh =.0442 * 11.15729 *.9163 * hr / ((1 -.9163 * hr) * (1 + (11.15729 - 1)
*.9163 * hr))
End If
eqh = eqh +.025
119
End Sub
Sub ImprimirDatos () 'Imprime los datos de un secado
Dim fin, pagina As Integer
Dim TABULA, cadena As String
TABULA = Chr$(32) + Chr$(32) + Chr$(32)
'Imprime hasta presiones
Printer.ScaleMode = 4
Printer.FontSize = 12
fin = 50
For k = 1 To final Step 50
If final < fin Then fin = final
GoSub ImprimirTitulo
cadena = " N:Dat Hora Text Tint Tinf Tsup Tspc HRex HRin HRif HRsp " +
Chr$(13)
cadena = cadena +
"________________________________________________________"
+ Chr$(13)
Printer.Print cadena
For i = k To fin
cadena = TABULA + Format$(i, "000") + TABULA +
Format$(fecha(i), "hh:mm")
For j = 0 To 9
cadena = cadena + TABULA + Format$(lecdat(i, j), "00.0")
Next j
Printer.Print cadena
Next i
pagina = pagina + 1
cadena = Chr$(13) +
"_________________________________________"
+ Chr$(13)
cadena = cadena + Chr$(13) + " Datos obtenidos en MORAVIA S.A.
Pagina " + Str$(pagina)
Printer.Print cadena
Printer.NewPage
fin = fin + 50
Next k
fin = 50
'Imprime desde presiones
For k = 1 To final Step 50
If final < fin Then fin = final
GoSub ImprimirTitulo
cadena = " N:Dat Hora Pinf Psup HRm20 HRm40 HRm60 HRm80 HRm100
HRmed" + Chr$(13)
cadena = cadena +
"_____________________________________________"
+ Chr$(13)
Printer.Print cadena
For i = k To fin
cadena =
TABULA
120
+
Format$(i,
"000")
+
TABULA
+
Format$(fecha(i), "hh:mm")
For j = 10 To 11
cadena = cadena + TABULA + Format$(lecdat(i, j), "00.##0")
Next j
For j = 12 To 17
cadena = cadena + TABULA + Format$(lecdat(i, j), "00.0")
Next j
Printer.Print cadena
Next i
pagina = pagina + 1
cadena = Chr$(13) +
"_____________________________________________"
+ Chr$(13)
cadena = cadena + Chr$(13) + " Datos obtenidos en MORAVIA S.A.
Pagina " + Str$(pagina)
Printer.Print cadena
Printer.NewPage
fin = fin + 50
Next k
Printer.EndDoc
Exit Sub
ImprimirTitulo:
TITULO = Chr$(13) + "
SECADOS: IMPRESION DATOS" + Chr$(13)
TITULO = TITULO +
"
********************************************" + Chr$(13) + Chr$(13)
TITULO = TITULO + " NOMBRE FICHERO: " + Right$(fichero, 12) + " FECHA
INICIO: " + Format$(fecha(1), "dd-mmm-yy") + Chr$(13)
TITULO = TITULO + " HORA INICIO SECADO: " + Format$(fecha(1), "hh:mm")
+ " HORA FINAL SECADO: " + Format$(fecha(final), "hh:mm") + Chr$(13)
TITULO = TITULO + " CAMARA SECADO: " + Str$(camara + 1) + Chr$(13) +
Chr$(13)
Printer.Print TITULO
Return
End Sub
Sub LeerFichero () 'Lee datos fichero secados industriales con registro humedad malta
Dim i, j, seguir As Integer
cancelar1 = 1
cancelar2 = 1
inicio = Val(segform.Text1(0).Text)
final = Val(segform.Text1(1).Text)
modelo.text(4).Text = final / 2
'Dimensiona el array de variables que guarda los datos a representar
compara.Text1(0).Text = Str$(inicio)
compara.Text1(1).Text = Str$(final)
ReDim lecdat(final + 1, 13)
Open fichero For Input As #1 'lee del fichero los datos a representar
For i = 1 To final
121
For j = 0 To dimens
Input #1, lecdat(i, j)
Next j
Next i
Close #1
modelo.text(2).Text = camara
End Sub
Sub noomhorm () 'Modelo de Noomhorm para la transferencia de calor
Dim tempeq As Single
Dim a, b As Single
Dim a1 As Single
a = ((ca + lag * wai) * (tai) + cm * (tmi))
b = (ca + lag * wai + cm)
tempeq = a / b
a1 = (ca + cv * wai) * tempeq - (wasal - wai) * (lag + lmalt - cw * tempeq)
tasal = (a1 + cm * tempeq) / (ca + cv * wasal + cm)
tmsal = tasal
End Sub
Sub pageajuste () 'Ecuación de Page con los parámetros obtenidos experimentalmente
Dim teq As Single
Dim k As Single
Dim u As Single
k = 7E-48 * ((tai + 273) ^ 18.134)
u = 8957.8 * ((tai + 273) ^ -1.6153)
If hmi < eqh Then teq = 12000
If hmi > eqh Then
If hmos > hmi Then
teq = (-(Log((hmi - eqh) / (hmos - eqh))) / k) ^ (1 / u)
Else
teq = 0
End If
End If
dhm = -(hmi - eqh) * k * u * (teq + dt) ^ (u - 1)
hmsal = hmi + dhm
End Sub
Sub page () 'Ecuación de Page con los parámetros de Bala (1983)
Dim teq As Single
Dim k As Single
Dim u As Single
k = 1794000000# * Exp(-8473.3 / (273.15 + tai))
u = 1.8258 -.0115 * tai -.006487 * hrair
If hmi < eqh Then teq = 12000
If hmi > eqh Then
If hmos > hmi Then
122
teq = (-(Log((hmi - eqh) / (hmos - eqh))) / k) ^ (1 / u)
Else
teq = 0
End If
End If
dhm = -(hmi - eqh) * k * u * (teq + dt) ^ (u - 1)
hmsal = hmi + dhm
End Sub
Sub PrepararFichero () 'Averiguar el nº datos de entrada
Dim fecha As Double
Dim media As String
Dim cambra As Integer 'variable que guarda la camara de secado de la lectura actual
Dim contador, posicion As Integer
Static antes As Integer 'variable que guarda la camara de secado anterior lectura
On Error GoTo RuTinaDeError
segform.Etiq(1).Caption = Right$(fichero, 12) 'Coloca en pantalla el fichero que se
esta leyendo
modelo.text(1).Text = Right$(fichero, 12)
'Muestra en pantalla la camara de secado que corresponde en las dos formas
segform.camara(antes).ForeColor = &H0&
segform.camara(antes).BackColor = &HFFFF00
segform.camara(cambra).ForeColor = &HFFFF00
segform.camara(cambra).BackColor = &H0&
Cuadro.camara(antes).ForeColor = &HFFFFFF
Cuadro.camara(antes).BackColor = &H800000
Cuadro.camara(cambra).ForeColor = &H800000
Cuadro.camara(cambra).BackColor = &HFFFFFF
compara.camara(antes).ForeColor = &H0&
compara.camara(antes).BackColor = &H8080&
compara.camara(cambra).ForeColor = &H8080&
compara.camara(cambra).BackColor = &H0&
'determina el número de datos por variable que guarda el fichero
Open fichero For Input As #1
Do While Not EOF(1)
Input #1, media
contador = contador + 1
Loop
Close #1
'fecha = Val(media) 'coge la ultima media lemda y obtiene la hora de fin de secado
'Muestra en pantalla la hora fin de secado y el n:datos a leer
segform.Etiq(5).Caption = Str$(contador / (dimens + 1))
segform.Text1(1).Text = LTrim$(Str$(contador / (dimens + 1)))
segform.Text1(0).Text = "0"
RuTinaDeError:
If Err = 62 Then
segform.Etiq(3).Caption = " "
123
Resume Next
ElseIf Err <> 0 Then
Mensaje = "Ha ocurrido el error" + Str$(Err) + Chr$(10) + Chr$(13) + Error$
MsgBox Mensaje, 48, "!ATENCION!"
End If
Exit Sub
End Sub
Function presiosatura (ta As Single) 'Calculo presión de saturación aire
If ta <= 60 Then
pws = (Exp(14.293 - 5291 / (ta + 273.15))) / (3.2917 -.01527 * (ta + 273.15) +
(.0000254) * (ta + 273.15) ^ 2)
Else
pws = Exp(13.5921 - 5064.72 / (ta + 273.15))
End If
presiosatura = pws
End Function
Sub Recirculacion () 'Recirculación aire salida lecho de malta
Dim coef As Single
Dim tm As Single
Dim entm As Single
Dim wm As Single
Dim pws As Single
coef =.9 'Porcentaje de aire recirculado
wm = coef * wasal + (1 - coef) * wex
entasal = (ca * tasal + wasal * (ro + cv * tasal)) / 4.18
entaex = (ca * tex + wex * (ro + cv * tex)) / 4.18
entaint = (ca * tinter + wm * (ro + cv * tinter)) / 4.18
entainf = (ca * tinf + wm * (ro + cv * tinf)) / 4.18
wai = wm
dair = (1 + wm) * (pair * 100000#) / ((287.04 + wm * 461.5) * (tinf + 273.15))
ma = Vo * dair / scaja
End Sub
Sub Rehumectacion () 'Rehumidificación de la malta si el aire supera HR máxima
Dim agreh As Single
Dim ws As Single
Dim hms1 As Single
ws = wasal -.00004
Do
wmed = (ws + wai) / 2
agreh = ma * dt * (wasal - ws)
hms1 = hmsal + (agreh / (dm * dz))
dhm = (hms1 - hmi) / dt
Select Case model
Case 0
tempnellist
Case 1
124
tempingram
Case 2
temptuerl
Case 3
noomhorm
End Select
pws = presiosatura(tasal)
hrsal = pair * ws / (pws * (ws +.622))
ws = ws -.00004
Loop Until hrsal <.94
wasal = ws +.00004
hmsal = hms1
End Sub
Sub RellenarCuadro () 'Rellena el Cuadro de Datos
Dim TABULA As String
Dim i, j As Integer
TABULA = Chr$(9)
'muestra en pantalla el fichero,camara, fecha, hora de inicio y fin del secado
Cuadro.Etiq(7).Caption = segform.Etiq(3).Caption
Cuadro.Etiq(9).Caption = segform.Etiq(7).Caption
Cuadro.Etiq(11).Caption = segform.Etiq(9).Caption
Cuadro.Etiq(4).Caption = segform.Etiq(5).Caption
Cuadro.Etiq(1).Caption = segform.Etiq(1).Caption
Cuadro.Grid2(0).FixedCols = 0
Cuadro.Grid2(0).SelStartCol = 0
Cuadro.Grid2(0).SelEndCol = 25
Cuadro.Grid2(0).SelStartRow = 1 'selecion de todas las casillas a borrar
Cuadro.Grid2(0).SelEndRow = Cuadro.Grid2(0).Rows - 1
Cuadro.Grid2(0).Clip = "" 'borrado de todas las casillas
Cuadro.Grid2(0).FixedCols = 2 'fija 2 columnas
If final > 16 Then Cuadro.Grid2(0).Rows = final 'determina el n: de filas necesarias
'relleno cuadro
For i = 1 To finsim
cadena = Format$(i, "000") + TABULA + Format$(fecha(i), "hh:mm")
For j = 0 To 6
cadena = cadena + TABULA + Format$(lecdat(i, j), "00.##0")
Next j
cadena = cadena + TABULA + Format$(secado(i, 6), "00.##0")
cadena = cadena + TABULA + Format$(lecdat(i, 7), "000.0")
cadena = cadena + TABULA + Format$(lecdat(i, 8), "000.0")
For j = 0 To 5
cadena = cadena + TABULA + Format$(secado(i, j), "00000.0")
Next j
For j = 0 To 7
cadena = cadena + TABULA + Format$(simula(i, j), "0.000")
Next j
Cuadro.Grid2(0).AddItem cadena, i
Next i
125
End Sub
Sub RepresentarDatos () 'Grafica las condiciones del aire de secado
Static i, seguir As Integer'Guarda la posicion de lectura
Dim j, k, p As Integer
If cancelar1 = 1 Then 'Cuando se ha cancelado la lectura, se reinicializa
seguir = 0
cancelar1 = 0
End If
If seguir = 0 Then 'Primeros datos a leer
i = inicio
seguir = 1
End If
'seleccisn de csmo se representan los datos
If temps = 0 Then
finsim = final
Else
finsim = Val(modelo.text(0).Text)
End If
If vis = 40 Then
ReDim simula(final, 8)
End If
Select Case segform.Combo1(0).ListIndex
Case 0, 1
segform.Graph1(1).LineStats = segform.Combo1(0).ListIndex
Case 2
segform.Graph1(1).LineStats = 8
Case 3
segform.Graph1(1).LineStats = 2
End Select
'seleccion del intervalo de lectura
Select Case segform.Combo1(1).ListIndex
Case 0
segform.Graph1(1).NumPoints = 10
segform.Graph1(1).LabelEvery = 1
segform.Graph1(1).TickEvery = 1
ReDim guardar(11, 11)
Case 1
segform.Graph1(1).NumPoints = 50
segform.Graph1(1).LabelEvery = 5
segform.Graph1(1).TickEvery = 5
ReDim guardar(11, 51)
Case 2
segform.Graph1(1).NumPoints = 100
segform.Graph1(1).LabelEvery = 10
segform.Graph1(1).TickEvery = 10
ReDim guardar(11, 101)
Case 3
segform.Graph1(1).NumPoints = finsim
segform.Graph1(1).LabelEvery = 20
126
segform.Graph1(1).TickEvery = 20
ReDim guardar(11, finsim + 1)
End Select
'borrado de datos y etiquetas eje x de los graficos
segform.Graph1(1).DataReset = 1
segform.Graph1(1).DataReset = 4
'asignacion de datos a representar en graficos
If final > 0 Then segform.Etiq(22).Caption = Format$(fecha(i + 1), "hh:mm")'indica
hora inicio lectura en grafico
For k = 0 To 8
p=1
segform.Graph1(1).ThisSet = k + 1
For j = 1 To segform.Graph1(1).NumPoints
If j + i <= final Then
segform.Graph1(1).ThisPoint = p
If k = 7 Or k = 8 Then
guardar(k, p) = simula(j + i, k - 1)
Else
guardar(k, p) = lecdat(j + i, k)
End If
segform.Graph1(1).LabelText = j + i - 1
f=j+i
Else
guardar(k, p) = 0
segform.Graph1(1).ThisPoint = p
segform.Graph1(1).LabelText = j + i - 1
End If
If segform.opcion(k).Value = -1 Then
segform.Graph1(1).GraphData = guardar(k, p)
End If
p=p+1
Next j
Next k
'dibujar grafico humedad salida aire
p = 1: k = 9
segform.Graph1(1).ThisSet = 9
For j = 1 To segform.Graph1(1).NumPoints
If j + i <= final Then
segform.Graph1(1).ThisPoint = p
guardar(k, p) = secado(j + i, 6)
segform.Graph1(1).LabelText = j + i - 1
f=j+i
Else
guardar(k, p) = 0
segform.Graph1(1).ThisPoint = p
segform.Graph1(1).LabelText = j + i - 1
End If
If segform.opcion(k).Value = -1 Then
127
segform.Graph1(1).GraphData = guardar(k, p)
End If
p=p+1
Next j
segform.Graph1(1).DrawMode = 2 'dibujar graficos
If final > 0 Then segform.Etiq(24).Caption = Format$(fecha(f), "hh:mm")
i = i + segform.Graph1(1).NumPoints
If i >= final Then seguir = 0
If seguir = 0 Then 'indicacion de si hay mas datos a representar
segform.Boton(0).Visible = -1
segform.Boton(1).Visible = 0
segform.Boton(2).Visible = 0
Else
segform.Boton(0).Visible = 0
segform.Boton(1).Visible = -1
segform.Boton(2).Visible = -1
End If
End Sub
Sub RepresentarHumedades () 'Grafica humedades de la malta obtenidas por la simulación
Static i, seguir As Integer'Guarda la posicion de lectura
Dim j, k, p As Integer
If cancelar2 = 1 Then 'Cuando se ha cancelado la lectura, se reinicializa
seguir = 0
cancelar2 = 0
End If
If seguir = 0 Then 'Primeros datos a leer
i = inicio
seguir = 1
End If
'seleccion del intervalo de lectura
compara.Etiq(3).Caption = segform.Etiq(3).Caption
compara.Etiq(7).Caption = segform.Etiq(7).Caption
compara.Etiq(9).Caption = segform.Etiq(9).Caption
compara.Etiq(5).Caption = segform.Etiq(5).Caption
compara.Etiq(1).Caption = segform.Etiq(1).Caption
Select Case compara.Combo1(1).ListIndex
Case 0
compara.Graph1(1).NumPoints = 10
compara.Graph1(1).LabelEvery = 1
compara.Graph1(1).TickEvery = 1
ReDim HumMalt(18, 11)
Case 1
compara.Graph1(1).NumPoints = 50
compara.Graph1(1).LabelEvery = 5
compara.Graph1(1).TickEvery = 5
ReDim HumMalt(18, 51)
Case 2
128
compara.Graph1(1).NumPoints = 100
compara.Graph1(1).LabelEvery = 10
compara.Graph1(1).TickEvery = 10
ReDim HumMalt(18, 101)
Case 3
compara.Graph1(1).NumPoints = final
compara.Graph1(1).LabelEvery = 20
compara.Graph1(1).TickEvery = 20
ReDim HumMalt(18, final + 1)
End Select
'borrado de datos y etiquetas eje x de los graficos
compara.Graph1(1).DataReset = 1
compara.Graph1(1).DataReset = 4
'asignacion de datos a representar en graficos
If final > 0 Then compara.Etiq(22).Caption = Format$(fecha(i + 1),
"hh:mm")'indica hora inicio lectura en grafico.
For k = 0 To 5
p=1
compara.Graph1(1).ThisSet = k + 1
For j = 1 To compara.Graph1(1).NumPoints
If j + i <= final Then
compara.Graph1(1).ThisPoint = p
HumMalt(k, p) = 100 * simula(j + i, k)
compara.Graph1(1).LabelText = j + i
f=j+i
Else
HumMalt(k, p) = 0
compara.Graph1(1).ThisPoint = p
compara.Graph1(1).LabelText = j + i
End If
If compara.opcion(k).Value = -1 Then
compara.Graph1(1).GraphData = HumMalt(k, p)
End If
p=p+1
Next j
Next k
compara.Graph1(1).DrawMode = 2 'dibujar graficos
If final > 0 Then compara.Etiq(24).Caption = Format$(fecha(f), "hh:mm")
i = i + compara.Graph1(1).NumPoints
If i >= final Then seguir = 0
If seguir = 0 Then 'indicacion de si hay mas datos a representar
compara.Boton(0).Visible = -1
compara.Boton(1).Visible = 0
compara.Boton(2).Visible = 0
Else
compara.Boton(0).Visible = 0
compara.Boton(1).Visible = -1
compara.Boton(2).Visible = -1
End If
End Sub
129
Sub simulasecado () 'Simulación del secado de malta en lecho profundo
Dim b As Integer
Dim kk As Integer
Dim hrex As Single
Dim psup As Single
Dim pinf As Single
Dim s As Single
Dim grab As String
Dim cruce As Integer
Static hm(31, 241) As Single
Static TM(31, 241) As Single
Static ta(31, 241) As Single
Static wa(31, 241) As Single
Static hra(31, 241) As Single
ReDim simula(70, 10)
'Dimensionar matrices para difusividad
If hmodel = 2 Or hmodel = 3 Then
ReDim humdif(241, 11)
ReDim indif(241)
ReDim hmodif(241)
End If
'Características ventilador secado
imax = 360 'intensidad maxima A
cosfimax =.91 'cos para intensidad maxima
ireact = 149.5896958 'Intensidad reactiva
'Asignación humedad inicial malta por capas de lecho
If directori = "lote51" Then
hmoc(5) =.72806: hmoc(4) =.70215
hmoc(3) =.72049: hmoc(2) =.7079
hmoc(1) =.70245: hmos =.71221
End If
If directori = "lote56" Then
hmoc(5) =.69721: hmoc(4) =.69514
hmoc(3) =.69882: hmoc(2) =.69847
hmoc(1) =.70532: hmos =.69899
End If
If directori = "lote224" Then
hmoc(5) =.72346: hmoc(4) =.69976
hmoc(3) =.72504: hmoc(2) =.73037
hmoc(1) =.73329: hmos =.72239
End If
hmo = hmos / (1 + hmos)
For a = 1 To 5
For z = 1 To n1 / 5
130
hm(0, (a - 1) * n1 / 5 + z) = hmoc(a)
TM(0, (a - 1) * n1 / 5 + z) = tmo
Next z
Next a
'Densidad de malta y espesor de capa elemental
dm = dmo: dz = dx
'tiempo simulacion
If temps = 0 Then
finsim = final
Else
finsim = 10 * Val(modelo.text(0).Text)
End If
' Inicio de la simulación
For n = 1 To finsim
'Condiciones aire de secado
tex = lecdat(n, 7): hrex = lecdat(n, 8)
If dimens = 12 Then tinter = lecdat(n, 4)
pinf = lecdat(n, 9):
psup = lecdat(n, 10)
psatex = presiosatura(tex)
pair = 1.013 + pinf
wex =.622 * hrex * psatex / (1.013 - hrex * psatex)
'Inicio simulación periodo de 30 minutos
For hp = 1 To 30
tsec = (n - 1) * 30 + hp
kk = Int(hp / 5)
If hp = 30 Then kk = 5
tinf = lecdat(n, kk + 1)
ta(hp, 0) = tinf
'Calculo caudal volumetrico aire secado
If tinf < 80 Then
amp = 268: cont = tsec '22 puntos
End If
If n > cont And n <= cont + 60 Then amp = 252 '20 puntos
If n > (cont + 60) And n <= (cont + 120) Then amp = 240 '18 puntos
If n > (cont + 120) Then amp = 225 '16 puntos
cosfi = (1 - ((ireact / amp) ^ 2)) ^.5
na =.001 * amp * 380 * sqr(3) * cosfi 'kw
Vo = 2 * na * 3600 * 102 *.8 / (pinf * 10200 + 25) / 60 'm3/min
dair = (1 + wex) * (pair * 100000#) / ((287.04 + wex * 461.5) * (ta(hp, 0) +
273.15))
ma = Vo * dair / scaja 'kg/min/m2
wa(hp, 0) = wex
'calculo energias
entaex = (ca * tex + wex * (cv * tex + ro)) / 4.18
entaint = (ca * tinter + wex * (cv * tinter + ro)) / 4.18
131
entainf = (ca * tinf + wex * (cv * tinf + ro)) / 4.18
' Condición para la recirculación aire salida
If ta(hp, 0) > 70 Then
Recirculacion
End If
interc = ma * (entaint - entaex)
calor = ma * (entainf - entaex)
interacum = interc + interacum
caloracum = calor + caloracum
'simulación de secado en un intervalo de tiempo para todas las capas del lecho
profundo
For z = 1 To N1
tai = ta(hp, z - 1): tmi = TM(hp - 1, z)
wai = wa(hp, z - 1): hmi = hm(hp - 1, z)
pws = presiosatura(tai)
hrair = pair * wai / (pws * (wai +.622))
If z = 1 Then hra(hp, 0) = hrair
humequi
'Selección modelo velocidad secado
Select Case hmodel
Case 0
expsimple
Case 1
page
Case 2
difusionsimple
Case 3
difusionpage
Case 4
pageajuste
End Select
hmmed = (hmi + hmsal) / 2
cm = 1.651 +.04116 * (100 * hmmed / (1 + hmmed))
h = 49320# * ((ma / 60) ^ (.6906)) * 60 / 1000
thum = Thumeda(tai, hrair)
lag = 2500.6 - 2.3643956 * thum
lmalt = lag * (1 +.5904 * Exp(-.1367 * 100 * hmmed))
dwa = -dm * dz * dhm / (ma * dt)
wasal = wai + dwa
wmed = (wasal + wai) / 2
'Selección modelo tranasferencia calor
Select Case model
Case 0
tempnellist
Case 1
tempingram
Case 2
temptuerl
Case 3
132
noomhorm
End Select
pws = presiosatura(tasal)
hrsal = pair * wasal / (pws * (wasal +.622))
hm(hp, z) = hmsal: TM(hp, z) = tmsal
ta(hp, z) = tasal: wa(hp, z) = wasal
hra(hp, z) = hrsal
' Condición de rehumectación (Evitar condiciones imposibles del aire)
If hrsal >.94 Then
Rehumectacion
hm(hp, z) = hmsal: TM(hp, z) = tmsal
ta(hp, z) = tasal: wa(hp, z) = wasal
hra(hp, z) = hrsal
If hmodel >= 2 Then
For b = z + 1 To N1
hm(hp, b) = hm(hp - 1, b)
TM(hp, b) = TM(hp - 1, b)
wa(hp, b) = wasal: hra(hp, z) = hrsal
ta(hp, b) = tasal
Next b
z = N1
End If
End If
Next z
'Calculo de la densidad media de la malta y coeficiente contracción del lecho
malta = 0
For b = 1 To N1
malta = malta + hm(hp, b)
Next b
malta1 = malta / N1:
pmalt = 100 * (malta1 / (1 + malta1))
s = 25.2086 * (1 - Exp(-.04238 * (100 * hmo - pmalt)))
dz = dx - (s * dx / 100)
dm = dmo / (1 - s / 100)
Next hp
' Asignación valores finales del periodo como valores iniciales del siguiente periodo
de 30 minutos
For b = 1 To N1
hm(0, b) = hm(30, b): TM(0, b) = TM(30, b)
Next b
simula(n, 0) = hm(30, 40): simula(n, 1) = hm(30, 80)
simula(n, 2) = hm(30, 120): simula(n, 3) = hm(30, 160)
simula(n, 4) = hm(30, 200): simula(n, 5) = malta1
simula(n, 6) = tasal: simula(n, 7) = 100 * hrsal
grabacion
'humitat de la malta puntual
133
fitxer = "C:|TESIS|DATOS|" + directori + "|hm" + eqhum + eqcal + ".xls"
grab = Format$(n / 2, "00.0") + Chr$(32)
grab = grab + Format$(hm(30, 1), "00.00000") + Chr$(32)
For z = N1 / 10 To N1 Step N1 / 10
grab = grab + Format$(hm(30, z), "00.00000") + Chr$(32)
Next z
grab = grab + Format$(malta1, "00.00000") + Chr$(32)
Open fitxer For Append As #1 'grabar en disco
Print #1, grab
Close #1
'humitat absoluta del aire
fitxer = "C:|TESIS|DATOS|" + directori + "|wa" + eqhum + eqcal + ".xls"
grab = Format$(n / 2, "00.0") + Chr$(32)
For z = 0 To N1 Step N1 / 10
grab = grab + Format$(wa(30, z), "0.00000") + Chr$(32)
Next z
Open fitxer For Append As #1 'grabar en disco
Print #1, grab
Close #1
'humitat relativa del aire
fitxer = "C:|TESIS|DATOS|" + directori + "|hra" + eqhum + eqcal + ".xls"
grab = Format$(n / 2, "00.0") + Chr$(32)
For z = 0 To N1 Step N1 / 10
grab = grab + Format$(100 * hra(30, z), "00.000") + Chr$(32)
Next z
Open fitxer For Append As #1 'grabar en disco
Print #1, grab
Close #1
'temperatura del del aire
fitxer = "C:|TESIS|DATOS|" + directori + "|ta" + eqhum + eqcal + ".xls"
grab = Format$(n / 2, "00.0") + Chr$(32)
grab = grab + Format$(ta(30, 0) + cotinf, "00.000") + Chr$(32)
For z = N1 / 10 To N1 Step N1 / 10
grab = grab + Format$(ta(30, z), "00.000") + Chr$(32)
Next z
Open fitxer For Append As #1 'grabar en disco
Print #1, grab
Close #1
'temperatura de la malta
fitxer = "C:|TESIS|DATOS|" + directori + "|tm" + eqhum + eqcal + ".xls"
grab = Format$(n / 2, "00.0") + Chr$(32)
grab = grab + Format$(TM(30, 1), "00.000") + Chr$(32)
For z = 1 To N1 Step N1 / 10
grab = grab + Format$(TM(30, z), "00.000") + Chr$(32)
Next z
Open fitxer For Append As #1 'grabar en disco
Print #1, grab
134
Close #1
'humitat de la malta media por capas
fitxer = "C:|TESIS|DATOS|" + directori + "|hme" + eqhum + eqcal + ".xls"
grab = Format$(n / 2, "00.0") + Chr$(32)
For z = 1 To 10
malta = 0
For a = 1 To N1 / 10
malta = malta + hm(30, a + (z - 1) * N1 / 10)
Next a
malta = malta * 10 / N1
grab = grab + Format$(malta, "00.00000") + Chr$(32)
Next z
grab = grab + Format$(malta1, "00.00000") + Chr$(32)
Open fitxer For Append As #1 'grabar en disco
Print #1, grab
Close #1
Next n
End Sub
Sub tempingram () 'Modelo de Ingram para transferencia de calor
Dim p As Single
Dim p1 As Single
Dim q As Single
Dim a As Integer
Dim tamed, tmmed As Single
tamed = (tai + tmi) / 2
tmmed = tamed
Do
p = -(h - dm * cv * dhm / dt) / ma / (ca + cv * wmed)
tasal = tai * Exp(p * dz) + tmmed * (1 - Exp(p * dz))
p1 = -h / (cm + cw * hmmed) / dm
q = dm * (lmalt + (cv - cw) * tmmed) * dhm / (dm * dt * (cm + cw * hmmed))
tmsal = tmi * Exp(p1 * dt) + (p1 * tamed - q) * (1 - Exp(p1 * dt)) / p1
dif = Abs(tasal - tamed)
tamed = tasal: tmmed = tmsal
Loop Until dif <.1
If tmsal < tmo Then
tmsal = tmo
End If
If tmsal > tasal Then tmsal = tasal
End Sub
Sub tempnellist () 'Modelo de Nellist para transferencia de calor
Dim a1, b1 As Single
Dim a, b As Single
Dim e, f, y As Single
Dim tamed As Single
Dim tmmed As Single
135
Dim tmsal1 As Single
Dim tmsal2 As Single
tamed = (tai + tmi) / 2
tmmed = tmmed
a1 = -dm * dz * (tamed - tmi) * (cm + cw * (hmsal))
b1 = dm * dz * dhm * (cv * tai + lag - cw * tmi)
tasal = tai + (a1 + b1) / (ma * dt) / (ca + cv * (wmed - dm * dz * dhm / ma / dt))
a = 2 * (tai - tmi)
b = cm + cw * hmmed
y = lmalt + cv * tamed + cw * tmmed
e = ca + cv * (wmed - dm * dz * dhm / ma / dt)
f = cv * ta + lag - cw * tmi
tmsal1 = a + dm * dhm / dt * (2 * y / h + dz * f / ma / e)
tmsal2 = 1 + dm / dt * (2 * b / h + dz / ma / e * (b + cw * dhm))
tmsal = tmi + tmsal1 / tmsal2
If tmsal > tasal Then tmsal = tasal
End Sub
Sub temptuerl () 'Modelo de Tuerlinckx para transferencia de calor
Dim tamed As Single
Dim tmmed As Single
Dim a, b As Single
Dim c As Single
tamed = tai - 1 / 2.2 * (tai - tmi)
tmmed = tmi + 1 / 2.2 * (tai - tmi)
a = -h * (tamed - tmmed) + ma * (lmalt - cv * tmi - ro) * (wasal - wai) / dz
b = ma * (ca + cv * wmed + cv * (wasal - wai))
tasal = tai + a / b * dz
c = h * (tamed - tmmed) - ma * (lmalt + cv * (tai - tmi) - cw * tmi) * (wasal - wai) /
dz
d = dm * cm + dm * cw * hmmed - cw * ma * dhm * dt / dz
tmsal = tmi + c / d * dt
If tmsal < tmo Then
tmsal = tmo
End If
If tmsal > tasal Then tmsal = tasal
End Sub
Function Thumeda (ts As Single, hr As Single)
Dim thm As Single
Dim a As Integer
a=0
thm = ts - 1
Do
ca1 =.622 * (2500.992 - 2.372308 * thm) / 1.025
psat1 = presiosatura(ts)
psat2 = presiosatura(thm)
136
hrc = (psat2 / psat1) * (ca1 + ts - thm) / (ca1 - ts + thm) - 1.013 * (ts - thm) / (psat1 *
(ca1 - ts + thm))
If hrc > hr Then
thm = thm - 1
Else
a = 100
End If
Loop Until a = 100
Thumeda = thm
End Function
Function valor (texto As String) As String
'funcion que convierte una cadena con n: decimales
'separados por comas, en la misma cadena separada por puntos
Dim i, l As Integer
l = Len(texto)
If l = 0 Then Exit Function
For i = 1 To l
If Mid$(texto, i, 1) = "," Then
Mid$(texto, i) = "."
End If
Next i
valor = texto
End Function
137