UNIVERSIDAD DEL
NORESTE
“CONTROL ESTADÍSTICO DE LA
CALIDAD Y SEIS SIGMA”
ING. INDUSTRIAL Y DE SISTEMAS
CONTROL ESTADISTICO DE LA
CALIDAD
MARTIN CASTILLO
ILSE DAMARIZ CASANOVA
REBOLLEDO
6° CUATRIMESTRE
CICLO ESCOLAR 2016/02
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
CAPITULO 1
CONCEPTOS CLAVE
Variables de entrada en el proceso: Definen las características de los insumos y las
variables de operación y control de un proceso.
Variables de salida: Son las características de calidad en las que se reflejan los resultados
obtenidos por un proceso.
Calidad: característica de un producto o servicio que le confieren su aptitud para satisfacer
necesidades explicitas o implícitas.
Satisfacción del cliente: Es la percepción de éste acerca del grafo con el cual sus
necesidades o expectativas han sido cumplidas.
Tiempo de ciclo: Es el tiempo que transcurre desde que el cliente inicia in pedido que se
transforma en requerimientos de materiales, órdenes de producción y otras tareas, hasta que
todo se convierte en un producto en las manos de éste.
Competitividad: Es la capacidad de una empresa para generar valor para el cliente y sus
proveedores de mejor manera que sus competidores.
Productividad: Es la capacidad de generar resultados utilizando ciertos recursos. Se
incrementa maximizando resultados y/u optimizando recursos.
Eficiencia: Relación entre los resultados logrados y los recursos y reduciendo tiempos
desperdiciados por paros de equipo, falta de material, retrasos, etcétera.
Eficacia: Grado con el cual las actividades planeadas son realizadas y los resultados
previstos son logrados. Se atiende maximizando resultados.
Acciones preventivas: Son aquellas que se implementan para eliminar la causa de una no
conformidad potencial o de alguna otra situación potencial no deseable.
Acciones correctivas: Se emplean para eliminar la causa de una no conformidad detectada.
Es decir están orientadas a prevenir recurrencias.
Sistema de medición de desempeño: Se refiere a cuantificar los signos vitales de la
organización y con base en ellos encauzar el pensamiento de los empleados y fijas
prioridades.
Conformancia: Consiste en cumplir con las especificaciones de calidad y enfocarse a reducir
el retrabajo y los desperdicios.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Variabilidad: Se refiere a la diversidad de resultados de una variable o de un proceso.
6M: Son los materiales, mano de obra (gente), mediciones, medio ambiente, máquinas y
métodos que conforman un proceso.
Pensamiento estadístico: Filosofía de aprendizaje y acción que establece la necesidad de
un análisis adecuado de los datos de un proceso, como una acción indispensable para
mejorar su calidad (reducir su variabilidad)
Ciclo de la calidad (ciclo PHVA): Proceso de cuatro etapas para desarrollar proyectos de
mejora; consiste en planear, hacer, verificar y actuar (PHVA).
PREGUNTAS
1. ¿Qué es un proceso?
Es un conjunto de actividades mutuamente relacionadas o que interactúan, las cuales
transforman elementos de entrada en resultados.
2. ¿Qué es una variable de salida (característica de calidad) de un proceso?
Son las características de calidad en las que se reflejan los resultados obtenidos por un
proceso.
3. ¿Qué es calidad?
Características de un producto o servicio que le confieren su aptitud para satisfacer
necesidades explícitas o implícitas.
4. ¿Cuáles son los tres indicadores de la competitividad y de la satisfacción del cliente?
La calidad del producto, el precio y la calidad del servicio.
5. ¿Cuál es la relación entre calidad, precio y tiempo de entrega, tanto desde el punto
tradicional como actual?
Se hacen las cosas mejor que otros, cuando se es capaz de ofrecer mejor calidad a bajo
precio y mediante un buen servicio.
6. Explique la reacción en cadena que se da al mejorar la calidad, y señale quién la
formuló por primera vez.
Al mejorar la forma en que se realizan todas las actividades se logra una reacción que genera
importantes beneficios; por ejemplo, se reducen reprocesos, errores, retrasos, desperdicios y
artículos defectuosos; asimismo, disminuye la devolución de productos, las visitas a causa de
la garantía y las quejas de los clientes y fue presentado por primera vez en 1950 por Edwards
Deming.
7. ¿Qué significa que una empresa sea competitiva?
Es la capacidad de una empresa para generar valor para el cliente y sus proveedores de
mejor manera que sus competidores.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
8. La productividad la constituyen la eficiencia y la eficacia. Proporcione una definición
general de productividad y explique sus dos componentes.
La productividad es la capacidad de generar resultados utilizando ciertos recursos. Se
incrementa maximizando resultados y/u optimizando recursos. Y sus dos componentes: La
eficiencia es la relación entre los resultados logrados y los recursos empleados. Se mejora
optimizando recursos y reduciendo tiempos desperdiciados por paros de equipo, falta de
material, retrasos, etcétera y la eficacia es el grado con el cual las actividades planeadas son
realizadas y los resultados previstos son logrados. Se atiende maximizando resultados.
9. ¿Por qué es fundamental establecer un buen sistema de medición del desempeño de
la organización?
Porque es fundamental como decidir qué y cómo se va a medir su salud y desempeño, ya que
la elección de lo que un negocio o un área mide y analiza comunica valor, encauza el
pensamiento de los empleados y fija las prioridades.
10. Explique cómo han evolucionado los criterios para medir el desempeño de una
organización.
Se incorporan nuevas métricas y criterios para evaluar la salud y el desempeño de la
organización. Nuevas formas de tomar decisiones y establecer prioridades.
11. Muestre en forma gráfica las cinco guías clave para evaluar el desempeño de una
organización y explique qué aspectos incluyen cada una de estas guías.
12. Se dice que la variabilidad siempre existe. Comente tres situaciones prácticas
donde se refleja esto.
1.- El tiempo que tardamos en trasladarnos de nuestra casa al trabajo o escuela es diferente
de un día a otro.
2.- La temperatura del ambiente es distinta de una hora a otra.
3.- Lo dulce de una bebida que es preparada en casa es diferente de un día a otro aunque
aparentemente se preparó igual.
13. ¿Cuáles son las 6 M en las que se divide un proceso?
Son los materiales, mano de obra (gente), mediciones, medio ambiente, máquinas y métodos
que conforman un proceso.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
14. ¿Por qué es necesario el control estadístico?
Para poder realizar mediciones y así convertir las ideas en acción, o sea medir lo que es clave
e importante en los procesos y así mejorar los resultados para generar cambios óptimos.
15. Se dice que el pensamiento estadístico es una filosofía de aprendizaje y acción,
¿por qué aprendizaje y por qué acción?
Pensar en forma estadística implica tomar información del proceso para conocerlo
(aprendizaje), y también es actuar de acuerdo con ese aprendizaje (acción).
16. Explique los tres principios del pensamiento estadístico.
En el primer principio del pensamiento estadístico se habla de procesos interconectados para
enfatizar que los procesos no operan de manera aislada, más bien, interactúan con el resto
del sistema, el segundo principio reconoce que los resultados de todos los procesos son
variables, y esto ya lo hemos justificado antes y quedará en evidencia a lo largo del libro y el
tercer principio es una de las razones y objetivos principales de esta obra: reducir la
variabilidad hasta lograr el nivel de calidad Seis Sigma.
17. Describa la forma en que el pensamiento estadístico puede ayudar en los niveles
estratégico, directivo y operacional de una organización.
Estratégico – Crea estrategias y las comunica, Emplea datos de varias fuentes para dirigir,
Desarrolla e implementa sistemas de medición para dirigir el progreso y estimula a los
empleados a experimentar nuevas formas de hacer su trabajo.
Directivo – Desarrolla proyectos estructurados, fija metas y se enfoca en los procesos y no
reclama a los empleados por su variación.
Operacional – Conoce la variación, gráfica datos de los procesos e identifica medidas clave y
oportunidades de mejora.
18. Describa en qué consiste el ciclo de la calidad o ciclo PHVA.
Proceso de cuatro etapas para desarrollar proyectos de mejora; consiste en planear, hacer,
verificar y actuar (PHVA).
19. ¿A qué tipo de problemas se les debe aplicar la metodología de los ocho pasos?
Problemas recurrentes o a proyectos de mejora.
20. De las cuatro fases del ciclo de la calidad, a su juicio ¿en cuáles es necesario hacer
mayor énfasis? Argumente.
La fase hacer, ya que es en la cual consta que lo que se planifico llevarlo a cabo, ya sea en
pequeña escala o sobre una base de ensayo.
21. A un equipo de mejora se le responsabiliza de resolver un problema importante, y
como una estrategia de eficiencia y prontitud en la primera reunión empiezan a
proponer soluciones a tal problema. ¿Están procediendo de manera correcta?
No, primero se debe seleccionar y caracterizar el problema para posteriormente identificar
todas las posibles causas, reconocer las que en realidad afectan y posteriormente proponer
soluciones al problema.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
22. Investigue quiénes fueron Edwards Deming y Joseph Juran, resaltando sus aportes
a la calidad.
Edward Deming fue un estadístico estadounidense que hizo grandes aportaciones a la
calidad, tales como: el ciclo de Deming, los Catorce Puntos, y las 7 Enfermedades de la
Gerencia.
Joseph Juran fue un consultor de gestión de la calidad que creó la Trilogía de Juran que
consiste en tres procesos de gestión: la planificación, control de calidad y la mejora de la
calidad.
23. Averigüe qué son las normas IS0-9000.
Es un conjunto de normas sobre calidad y gestión de calidad, establecidas por
la Organización Internacional de Normalización (ISO).
Estandarizar las actividades del personal que trabaja dentro de la organización por
medio de la documentación.
Incrementar la satisfacción del cliente al asegurar la calidad de productos y servicios de
manera consistente, dada la estandarización de los procedimientos y actividades.
Medir y monitorear el desempeño de los procesos.
Incrementar la eficacia y/o eficiencia de la organización en el logro de sus objetivos.
Mejorar continuamente en los procesos, productos, eficacia, entre otros.
Reducir las incidencias negativas de producción o prestación de servicios.
Mantienen la calidad.
24. Utilizando una base de datos académica, como por ejemplo scholar.google.com,
encuentre un artículo técnico en donde se reporte la realización de un proyecto de
mejora donde se apliquen técnicas estadísticas o el ciclo PHVA. Lea y comprenda de
manera general lo que se hizo, y sintetice haciendo lo siguiente.
a) Anote los detalles de la referencia académica: nombre de los autores, año de
publicación, capítulo del trabajo y revista donde se publicó.
Martín Almagro-Gorbeat, Pablo Alonso, José Enrique Benito, Ana M 0 Martín, José Luis
Valencia. 1997. Capítulo 8. Universidad Complutense, Madrid.
b) Describa el problema abordado y el porqué era importante.
Deseaban conocer con precisión la validez de los resultados obtenidos, por lo que dicha tarea
debería considerarse como última fase del proceso antes de dar por finalizado cualquier
proyecto de prospección. Le han puesto especial interés en obtener una fórmula estadística
que permita mejorar la precisión y optimizar el método de trabajo utilizado en la ocasión
anterior para controlar la calidad de cualquier prospección arqueológica.
c) Sintetice el procedimiento seguido para su solución.
Realizaron una hipótesis de trabajo, recolectando los datos necesarios, después realizando
una prospección de la muestra control, una determinación del número total de yacimientos y
por último, se realiza una determinación estadística de la calidad de la prospección y se
analizan los resultados para generar conclusiones.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
d) Señale algunos de los análisis estadísticos que se hicieron.
Determinación inicial del nivel de calidad aceptable
Determinación de la unidad muestral
Determinación del tamaño de la muestra
Nivel y tipo de inspección
Obtención de una muestra aleatoria
e) Cuáles fueron los beneficios obtenidos con el proyecto de mejora.
Darse cuenta de que se debían prospectar por áreas o tomar muestras más pequeñas, y
comprobar que los métodos utilizados son convenientes para el área a estudiar, así como el
control y verificación de la calidad aceptable.
25. Haga algo similar a lo que se propone en el ejercicio anterior, pero ahora donde se
proponga alguna metodología o estrategia de mejora.
El método que utilizaron se ha inspiró en el de inspección por atributos, computaron el número
de defectos (yacimientos o hallazgos no encontrados) por la superficie que se inspecciona
calculada en número de unidades de prospección controladas. El grado de disconformidad se
expresa en número de defectos (yacimientos no encontrados) en cada 100 unidades de
muestreo o cuadrículas. De este modo obtuvieron el NCA: NCA = (yacimientos no
encontrados/n unidades inspeccionadas) x 0,01
CAPITULO 2
CONCEPTOS CLAVE
Capacidad de un proceso. Consiste en conocer la amplitud de la variación natural del
proceso para una característica de calidad dada; esto permitirá saber en qué medida tal
característica de calidad es satisfactoria.
Estadísticos. Cantidades o mediciones que se obtienen a partir de los datos de una muestra
y que ayudan a resumir las características de las mismas.
Tendencia central. Valor en torno al cual los datos o mediciones de una variable tienen a
aglomerarse o concentrarse.
Media. Medida de tendencia central que es igual al promedio aritmético de un conjunto de
datos, que se obtienen al sumarlos y el resultado se divide entre el número de datos.
Mediana. Medida de tendencia central que es igual al valor que divide a la mitad a los datos
cuando son ordenados de menor a mayor
Moda. Medida de tendencia central de un conjunto de datos que es igual al dato que se repite
más veces.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Desviación estándar muestral. Medida de la variabilidad que indica que tan esparcidos
están los datos con respecto a la media.
Desviación estándar del proceso. Refleja la variabilidad de un proceso. Para su cálculo se
debe utilizar un número grande de datos que hayan sido obtenidos en el transcurso de un
lapso amplio.
Rango. Medición de la variabilidad de un conjunto de datos que es resultado de la diferencia
entre el dato mayor y el dato menor de tal conjunto.
Coeficiente de variación. Medida de variabilidad que indica la magnitud relativa de la
desviación estándar en comparación con la media. Es útil para contrastar la variación de dos o
más variables que están medidas en diversas escalas.
Desigualdad de Chebysev. Resultado teórico que relaciona X y S, y establece el porcentaje
mínimo de datos que caen en el intervalo (X- kS,X + kS), con k> 1.
Regla empírica. Resultado práctico que relaciona a X y S, y establece el porcentaje de datos
de la muestra que cae dentro del intervalo (X-leS, X+ k5) con k= 1, 2, 3
Limites reales. Se obtienen con Jl- 30'y Jl+ 30', e indican de dónde a dónde varía la salida de
un proceso
Histograma. Representación gráfica de la distribución de un conjunto de datos o de una
variable, donde los datos se clasifican por su magnitud en cierto número de clases. Permite
visualizar la tendencia central, la dispersión y la forma de la distribución.
Tabla de frecuencias. Representación en forma de tabla de la distribución de unos datos, a
los que se clasifica por su magnitud en cierto número de clases.
Distribución sesgada. Forma asimétrica de la distribución de unos datos o una variable,
donde la cola de un lado de la distribución es más larga que la del otro lado.
Distribución multimodal. Forma de la distribución de unos datos en la que se aprecian
claramente dos o más modas (picos).
Dato raro o atípico. Medición cuta magnitud es muy diferente a la generalidad de las
mediciones del conjunto de datos correspondiente.
Rango intercuartílico. Es igual a la distancia entre el cuartil inferior y el superior, y determina
el rango en el que se ubican SO% de los datos que están en el centro de la distribución.
Estratificación. Consiste en clasificar y analizar datos de acuerdo con las distintas fuentes de
donde proceden, como, por ejemplo por máquinas, lotes, proveedores, turnos, etcétera.
Sesgo. Es una medida numérica de la asimetría en la distribución de un conjunto de datos.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Curtosis. Estadístico que mide qué tan elevada o plana es la curva de la distribución de unos
datos respecto a la distribución normal.
Cuantiles. Medidas de localización que separan por magnitud un conjunto de datos en cierto
número de grupos o partes que contienen la misma cantidad de datos. Por ejemplo, los
deciles dividen los datos en 10 grupos.
PROBLEMAS
2.1 Con sus palabras y apoyándose en gráficas, conteste los siguientes incisos.
a) ¿Qué es la tendencia central y que es la variabilidad de un proceso o unos datos?
La tendencia central: Es un valor en torno al cual los datos o mediciones de una variable
tienden a aglomerarse o concentrarse.
Variabilidad de un proceso: Es saber que tan diferentes son entre sí.
Desviación estándar muestral: Medida de la variabilidad que indica qué tan esparcidos
están los datos con respecto a la media.
Desviación estándar del proceso: Refleja la variabilidad de un proceso. Para su cálculo
se debe utilizar un número grande de datos que hayan sido obtenidos en el transcurso
de un lapso amplio. Se denota con la letra griega sigma σ.
Rango: Medición de la variabilidad de un conjunto de datos que es resultado de la
diferencia entre el dato mayor y el dato menor de tal conjunto.
Coeficiente de variación: Medida de variabilidad que indica la magnitud relativa de la
desviación estándar en comparación con la media. Es útil para contrastar la variación
de dos o más variables que están medidas en diversas escalas
b) Represente de manera gráfica y mediante curvas de distribución, dos procesos con
la misma variabilidad pero diferente tendencia central.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
c) Elabore la gráfica de dos procesos con la misma media pero diferente dispersión.
d) Represente dos procesos cuya forma de distribución es diferente.
Gráfica de distribución (Damariz Rebolledo)
0.07
Distribución Media
Poisson
300
Distribución Media Desv.Est.
Normal
300
6
0.06
Densidad
0.05
0.04
0.03
0.02
0.01
0.00
250
275
300
325
350
X
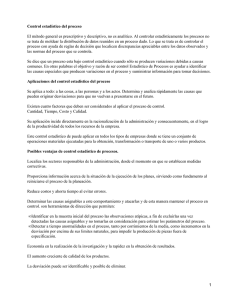
2.2. Si una característica de calidad debe estar entre 30 ± 2, y se sabe que su media es
𝜇 = 29.9; entonces, ¿se tiene buena calidad, se cumple con las especificaciones?
Paso 1. Datos:
𝜇 = 29.9,
𝐸𝐼 = 30 − 2 = 28,
Paso 2.
Fórmula:
Paso 3.
Procedimiento
:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
-
𝐸𝑆 = 30 + 2 = 32
Paso 4.
Gráfica:
28 𝜇 = 29.9 30
Paso 5.
Resultados,
interpretacione
s y toma de
decisiones.
32
No sabemos si se cumple con las especificaciones porque no conocemos
la desviación estandar de la población (proceso).
Todo parece indicar que el proceso está ligeramente descentrado por la
izquierda
No tenemos informacion suficiente (desconocemos Cp) para evaluar la
calidad, pero podemos suponer que no es buena porque el proceso no
está centrado.
2.3 ¿De qué manera afectan los datos raros o atípicos a la media? Explique su
respuesta.
Un dato raro es una medición cuya magnitud es muy diferente a la generalidad de las
mediciones del correspondiente conjunto de datos.
Para poder determinar la media, se necesita de cierta cantidad de mediciones ya que si
obtendríamos datos raros causaría una dificultad al realizar el cálculo porque no sería una
respuesta correcta,
2.4 Un grupo de 30 niños va de paseo en compañía de tres de sus maestras. La edad de
los niños varía entre 4 y 8 años, la mitad tiene 5 años o menos. La edad que se repite
más es la de 4. La edad de las tres maestras es diferente, pero es cercana a los 30 años.
Con base en lo anterior, incluyendo a las tres maestras, proponga un valor aproximado
para la media, la moda, y la mediana de la edad de los 33 paseantes. Argumente sus
propuestas.
Paso 1
Datos
Paso 2
Formula
Paso 3
Procedimiento
Paso 4
Gráfica
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
X =33
-
-
Paso 5
Resultado
Media: 11, aproximadamente ya que hay valores extremos.
Moda: 4, La tendencia central de los datos es la cantidad que más se
repite.
Mediana: 5, este es el valor medio, ya que menciona 50% tiene una edad
inferior a 5 años.
2.5 En una empresa se llevan los registros del número de fallas de equipos por mes; la
media es de 4 y la mediana de 6.
Paso 1. Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráficas
Paso 5.
Resultados
interpretaciones
y toma de
decisiones.
Media: 4
Mediana: 6
a) Si usted tiene que reportar la tendencia central de fallas,
¿qué número reportaría? ¿Por qué?
Reportaría el 6, porque da el valor medio de fallas que ocurrieron en cada
mes. Es decir; que el 50% de fallas es inferior a 6 y el otro 50% es
superior a 6.
b) ¿La discrepancia entre la media y la mediana se debió a que
durante varios meses ocurrieron muchas fallas?
Si, por que al haber distintas fallas en unos meses y en otros no. Esto
proporciona valores extremos que influyen en el análisis de los datos,
perdiendo representatividad el valor que se tiene de la media.
2.6. De acuerdo con los registros de una empresa, el ausentismo por semana del
personal de labor directa es de 25 personas en promedio, con una desviación estándar
de 5. Con base en esto, conteste:
a) ¿Entre qué cantidad se espera que usualmente varíe el número de personas que no
acuden a trabajar por semana? La cantidad de personas que no está yendo a trabajar varía
entre aproximadamente 20 personas, lo que es un 68% de los casos.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
b) Si en la última semana hubo 34 ausencias, ¿significa que pasó algo fuera de lo
normal, por lo que se debe investigar qué sucedió y tomar alguna medida urgente para
minimizar el problema? Significa que algo está incorrecto, ya que si la media poblacional es
de 25 personas y el registro de ausentismo en la última semana está demasiado elevado,
significa que se debe analizar y tomar medidas urgentes para minimizar el problema.
2.7 En una empresa se lleva un registro semanal del número de empleados que acuden
a la enfermería de la empresa a recibir atención médica. De acuerdo con los datos de
los primeros seis meses del año se tiene que el número promedio por semana es de 16,
y la desviación estándar es de 3.5. Con base en esto conteste los siguientes dos
incisos:
Paso 1:
Datos
Paso 2:
Fórmula
Paso 3:
Procedimiento
Paso 4:
Resultados
μ = 16
σ= 3.5
𝐿𝑅 = 𝜇 ± 3𝜎
𝐿𝑅 = 16 + (3)(3.5) = 26.5
𝐿𝑅 = 16 − (3)(3.5) = 5.5
a) ¿Entre qué cantidades se espera que varíen usualmente el
número de empleados que acuden a la enfermería por semana?
Se espera que acudan a la enfermería por semana entre 26 y 5 empleados.
A pesar de que los datos se ven afectados por datos demasiado aleatorios
que afectan a la media y a la desviación estándar.
b) Si en la última semana acudieron a la enfermería 25 personas,
esto significa que en esa semana pasó algo fuera de lo usual.
Conteste sí o no y explique por qué.
No, porque se refiere a la última semana en la que se contó para tomar la
media, por lo tanto, existen datos que se encuentran alejados y afectan a la
media.
2.8. De acuerdo con cierta norma, a una bomba de gasolina en cada 20 L se le permite una
discrepancia de 0.2 L. En una gasolinera se hacen revisiones periódicas para evitar infracciones
y ver si se cumplen las especificaciones (El = 19.8, ES= 20.2}. De acuerdo con los resultados de
15 inspecciones para una bomba en particular, la media y la desviación estándar de los 15 datos
son 19.9 y 0.1, respectivamente. De acuerdo con esto, ¿se puede garantizar que la bomba
cumple con la norma? Argumente su respuesta.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1. Datos
El = 19.8, ES= 20.2,
μ=19.9 σ=0.1
Paso
Fórmula
2.
𝐿𝑅𝐼 = 19.9 − 3(0.1) = 19.6
Paso
3.
Procedimiento
Paso
Gráficas
Calculado en Minitab
4.
Paso
5.
Resultados,
interpretación
y decisiones
Para garantizar que se cumple c0on la norma, los limites reales deben
estar dentro de los límites de las especificaciones.
Con los resultados obtenidos se puede evidenciar que el LRI es menor a
EI, lo cual indica que la bomba no cumple con la norma.
2.9 La desigualdad de Chebyshev y la regla empírica establecen la relación entre la
media y la desviación estándar. Explique esta situación y señale si se aplica para el
caso muestra poblacional o para ambos.
Si una variable aleatoria tiene una desviación estándar pequeña, esperaríamos que la
mayoría de los valores se agrupen alrededor de la media. Por lo tanto, la probabilidad de que
una variable aleatoria tome un valor dentro de cierto intervalo alrededor de la media es
mayor que para una variable aleatoria similar con una desviación estándar mayor si
pensamos en la probabilidad en términos de un área, esperaríamos una distribución continua
con un valor grande de σ que indique una variabilidad mayor y, por lo tanto, esperaríamos
que el área este extendida. Sin embargo, una desviación estándar pequeña debería tener la
mayor parte de su área cercana a µ.
2.10.- Dos máquinas, cada una operada por una persona, son utilizadas para cortar tiras
de hule, cuya longitud ideal es de 200 mm, con una tolerancia de ±3 mm. Al final del
turno un inspector toma muestras e inspecciona que la longitud cumpla
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
especificaciones. A continuación se muestran las últimas 110 mediciones para ambas
máquinas:
Paso 1. Datos
199.2
199.7
201.8
202
201
201.5
200
199.8
200.7
201.4
200.4
201.7
201.4
201.4
200.8
202.1
200.7
200.9
201
201.5
201.2
201.3
Paso 2. Fórmula
200.9
200.7
200.5
201.2
201.7
201.2
201.2
200.5
200.1
201.4
200.2
201
201.4
201.4
201.1
201.2
201
200.6
202
201
201.5
201.6
𝑛
200.6
200.1
201.3
200.6
200.7
201.8
200.5
200.5
200.8
200.3
200.7
𝜀𝑖
Mediana= 2
x= 𝑛
199.5
198.6
200.3
198.5
198.2
199.6
198.2
198.4
199
199.7
199.7
𝑠2 =
199
198.4
199.1
198.8
198.3
198.9
199.6
199
198.7
200.5
198.4
199.2
198.8
198.5
198.9
198.8
198.7
199.2
199.3
199.7
197.8
199.9
𝜀(𝑋𝑖−𝑋)2
𝑛−1
199
199
198.7
199.1
200.3
200.5
198.1
198.3
199.6
199
199.7
S=√
198.9
199.2
197.9
200.3
199.6
199.4
198.7
198.5
198.7
198.6
198.5
𝜀(𝑋𝑖−𝑥)2
Paso 3.
Procedimiento
Calculado en Minitab
Paso 4. Gráfica
Informe de resumen de LONGITUD Damariz Rebolledo
𝑛−1
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
1.84
<0.005
200.00
1.16
1.34
-0.03705
-1.25761
110
197.80
198.97
200.10
201.00
202.10
Intervalo de confianza de 95% para la media
198.00
198.75
199.50
200.25
201.00
201.75
199.78
200.21
Intervalo de confianza de 95% para la mediana
199.60
200.50
Intervalo de confianza de 95% para la desviación estándar
1.02
1.33
Intervalos de confianza de 95%
Media
Mediana
199.50
Paso. 5
Resultados,
interpretaciones
y toma de
decisiones
199.75
200.00
200.25
200.50
a) Obtenga las medidas de tendencia central y con base en ellas
señale si la tendencia central del proceso es adecuada.
Las medidas de tendencia central del proceso son:
Las modas son 199, 200.5, 201.4
La mediana es 200.1
La media es 200
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
b) Calcule la desviación estándar y una aproximación de los
límites reales. A partir de éstos decida si la variabilidad de los
datos es aceptable.
La desviación estándar es 1.16
Los límites reales son aproximadamente 198.97 y 201.
c) Obtenga un histograma e interprételo (tendencia central,
variabilidad, acantilados, sesgos, etc).
d) Con la evidencia obtenida antes, cuál es su opinión acerca de
lo adecuado o no de la longitud de las tiras que se cortaron en
el periodo que representan las mediciones.
La longitud no es la adecuada, ya que presenta diversas variaciones
dando como resultado un proceso con una distribución multimodal, es
decir, presenta 3 realidades diferentes.
e) utilizando el sesgo y curtosis estandarizadas, y la evidencia
gráfica, ¿qué puede decir respecto a la normalidad de los
datos?
Debido a que la curtosis es negativa, la curva es plana, lo que quiere decir
es que las diferencias entre los datos son menos fuertes, sin embargo
afectan de manera seria la capacidad del proceso.
2.11 En el caso del ejercicio anterior, considere que los primeros 55 datos (ordenados
por renglón) corresponden a una máquina, y los últimos 55 a otra. Ahora conteste lo
siguiente.
a) Evalué las dos máquinas en cuanto a su centrado (tendencia central) y con respecto
a la longitud ideal (200).
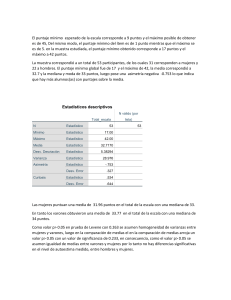
Estadísticos descriptivos: Maquina 1, Maquina 2
N para
Variable Media Desv.Est. Mediana Modo
Maquina 1 201.12
1.35 201.00 201.4
Maquina 2 199.01
0.677 199.00 199
moda
6
6
La máquina 2 es más exacta que la máquina 1.
b) Analice la dispersión de ambas maquinas utilizando la desviación estándar y la regla
empírica.
Estadísticos descriptivos: Maquina 1, Maquina 2
Variable Desv.Est. Varianza
Q1
Q3 Curtosis
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Maquina 1
1.35
1.83 200.60 201.40 33.69
Maquina 2
0.677 0.458 198.50 199.60 -0.25
De acuerdo a las especificaciones ambas máquinas cumplen las tolerancias permitidas. Pero
la máquina 2 es la más exacta a la media ideal de 200 mm, porque su desv. Est. es menor a
la de la máquina
c) Haga un histograma para cada máquina e intérprete cada uno de ellos.
La máquina 1: Tiene un sesgo positivo y tiene hacia la izquierda.
La máquina 2: Tiene un sesgo negativo y tiende hacia la derecha.
d) De acuerdo a lo anterior, ¿cuál es el problema de cada máquina?
La máquina 1 tiene menor precisión, la mayoría de sus valores son inferiores a la media ideal
(200 mm).
La máquina 2 es más precisa, pero la mayoría de sus valores son superiores e inferiores.
e) Considere que cada máquina es operada por una persona diferente, y determine
cuáles son las posibles causas de los problemas señalados en el inciso anterior y
señale qué haría para corroborar cuáles son las verdaderas causas
Causas:
a) Puede ser que la persona que está operando la máquina no esté revisándola
constantemente, ya que la máquina puede ser muy antigua y se descontrole fácilmente.
b) El operario no ha sido capacitado correctamente.
Precauciones:
a) Revisar constantemente la máquina.
b) Evaluar al operario
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
f) Vuelva a analizar el histograma realizado en el inciso c) del ejercicio anterior y vea si
de alguna forma se vislumbraba lo que detectó con los análisis realizados en este
ejercicio.
En ambas graficas se demuestra que la máquina 2 es más precisa, aunque la mayoría de sus
valores son superiores e inferiores.
2.12 En un área de servicios dentro de una empresa de manufactura se realiza una
encuesta para evaluar la calidad del servicio proporcionado y el nivel de satisfacción de
los clientes internos. La encuesta consiste de 10 preguntas, y cada una de ellas evalúa
diferentes aspectos del servicio proporcionado. Las respuestas para cada pregunta es
un número entre O y 10. Para hacer un primer análisis de los resultados obtenidos se
suman los puntos obtenidos de las 10 preguntas para cada cuestionario. A
continuación se muestran los puntos obtenidos en 50 cuestionarios.
Paso 1
Datos
Paso 2
Formula
78
78
82
85
81
86
80
73
84
78
𝑛
Mediana= 2
68
84
75
78
76
76
82
85
91
80
70
87
77
82
84
48
49
39
39
43
𝜀𝑖
𝑠2 =
x= 𝑛
Paso 3
Procedimiento
35
42
34
44
49
34
30
43
31
34
41
42
45
42
35
38
39
42
43
29
𝜀(𝑋𝑖−𝑋)2
S=√
𝑛−1
Calculado en Minitab
Paso 4
Gráfica
Histograma de C1 (Damariz Rebolledo)
(con intervalo de confianza t de 95% para la media)
12.5
Frecuencia
10.0
7.5
5.0
2.5
0.0
_
X
36
48
60
C1
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
72
84
𝜀(𝑋𝑖−𝑥)2
𝑛−1
Paso 5
Resultado
a) Calcule las medidas de tendencia central, de dispersión a los
datos anteriores y dé una primera opinión acerca de la calidad
en el servicio :
La media de los datos de satisfacción es 59.80
La mediana de los datos de satisfacción es 58.50
Las modas de los datos de satisfacción son 42 y 78
La varianza de los datos de satisfacción es 446.29
La desv. Estandar es de los datos de satisfacción es 21.13
b) Realice el histograma e interprételo con cuidado.
El conjunto de datos de satisfacción está ligeramente descentrado
por la izquierda.
La distribución es bimodal
c) ¿Qué es lo más destacado que observa en el histograma?
Que la distribución es bimodal
d) ¿Tendría alguna utilidad hacer un análisis por separado de cada
una de las preguntas? Explique.
Si, por que los datos presentan mucha variación y no permiten
precisar en qué aspectos hay menor satisfacción
e) ¿Hay normalidad en los datos? Argumente.
No, ya que el valor P es mayor a 0.089,
Y el estadístico AD
2.13. En una fábrica de piezas de asbesto una característica importante de la calidad es
el grosor de las láminas. Para cierto tipo de lámina el grosor óptimo es de 5 mm y se
tiene una discrepancia tolerable de 0.8 mm, ya que si la lámina tiene un grosor menor
que 4.2 mm se considera demasiado delgada y no reunirá las condiciones de
resistencia exigidas por el cliente. Si la lámina tiene un grosor mayor que 5.8 mm,
entonces se gastará demasiado material para su elaboración y elevarán los costos del
fabricante. Por lo tanto, es de suma importancia fabricar las láminas con el grosor
óptimo, y en el peor de los casos dentro de las tolerancias especificadas. De acuerdo
con los registros de las mediciones realizada en los últimos tres meses se aprecia un
proceso con una estabilidad aceptable, el grosor medio es 𝝁= 4.75, la mediana 4.7, y la
desviación estándar 𝝈 = 0.45
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.8
4.5
4.7
5.7
4.5
5.3
4.4
5.1
4.6
4.9
4.2
4.6
5.3
5.2
4.7
4.1
5.1
5
5
4.9
4.6
4.9
5.2
4.8
4.7
5.1
4.9
4.8
4.7
5.1
5.1
5.3
5.1
5
5.3
5
5.1
5.2
4.7
5
5
5.3
5.1
5.1
4.5
5.2
4.1
5.1
4.9
4.9
4.6
5
4.6
4.8
4.7
4.9
4.4
4.5
5.3
5.3
4.4
5
4.2
4.5
5.3
5.1
4.8
4.4
4.7
5.3
5.1
4.7
4.7
4.8
5
5
4.9
5.2
5.6
5.1
5.2
4.5
4.6
5.2
4.9
5
5.3
4.9
5
4.4
4.9
4.7
4.6
5.3
4.8
4.7
4.6
5.1
4.4
5
S=√
𝜀(𝑋𝑖−𝑥)2
Paso 1. Datos
𝜇 = 4.75 𝜎 = 0.45 la mediana 4.7
Paso 2.
Fórmula
Paso 3.
Procedimiento
𝑛
Mediana= 2
𝜀𝑖
x= 𝑛
𝑠2 =
𝜀(𝑋𝑖−𝑋)2
𝑛−1
Calculado en Minitab
Paso 4.
Gráfica
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝑛−1
4.5
5
5.2
4.7
5.9
5.3
5.6
5
5
4.5
Informe de resumen de grosor(Damariz Rebolledo)
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
0.85
0.028
4.8917
0.3291
0.1083
0.018781
0.232272
120
4.1000
4.7000
4.9000
5.1000
5.9000
Intervalo de confianza de 95% para la media
4.2
4.5
4.8
5.1
5.4
4.8322
5.7
4.9512
Intervalo de confianza de 95% para la mediana
4.8000
5.0000
Intervalo de confianza de 95% para la desviación estándar
0.2921
0.3770
Intervalos de confianza de 95%
Media
Mediana
4.80
4.85
4.90
4.95
5.00
a) De acuerdo con la media y la mediana, ¿el centrado del proceso
Paso 5.
es adecuado?
Resultados
interpretacione El centrado del proceso no es el adecuado, todo parece indicar que el
s y toma de
proceso esta descentrado con mucha variabilidad.
decisiones
b) Si considera sólo la media y la mediana, ¿puede decidir si el
proceso cumple con las especificaciones?
El proceso no es adecuado para el trabajo, y no cumple con las
especificaciones, requiere de modificaciones serias.
c) Calcule los límites reales, haga la gráfica de capacidad y señale
si el proceso cumple con especificaciones.
Si cumple con las especificaciones ya que la media cae dentro de los límites
reales.
2.14 En el problema anterior, con el propósito de mejorar la calidad que se tenía en
cuanto al grosor de las láminas, se implementó un proyecto de mejora siguiendo la
metodología Seis Sigma (vea el capítulo 16). Varios de los cambios implementados
fueron relativos a mejora y estandarización de los procedimientos de operación del
proceso. Para verificar si el plan tuvo éxito, se eligieron láminas de manera aleatoria y
se midió su grosor. Los 120 datos obtenidos durante tres días se muestran a
continuación:
Paso 1:
Datos
4.8
4.7
4.7
4.9
4.9
4.6
4.2
4.3
5.7
4.1
4.8
5.00
5.00
4.5
4.8
4.5
5.1
4.7
5.00
4.6
5.3
5.1
5.3
5.00
5.1
5.3
4.8
5.1
4.9
4.4
5.00
5.1
5.1
4.7
4.8
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.6
5.1
4.9
5.3
5.1
4.9
4.4
4.9
4.6
4.6
5.1
4.5
4.4
4.7
4.6
4.9
4.9
5.00
5.2
4.5
5.3
5.00
4.2
5.2
5.3
4.1
5.3
5.1
4.9
4.6
4.8
5.00
5.1
5.3
4.7
4.8
5.3
4.7
5.1
4.9
4.4
4.7
4.5
5.2
5.1
5.2
4.9
5.00
4.8
5.00 5.00 4.9 5.2 5.6
5.3 4.9 5.00 4.4 4.9
4.4 5.00 4.5 5.00 5.2
5.1 5.2 4.5
4.7 4.6 5.3
4.7 5.00 5.3
4.6
4.8
5.6
5.2 4.9 5.00
4.7 4.6 5.1
5.00 5.00 4.5
Proyecto
Mediana = 4.7 μ = 4.75
σ = 0.45
Nuevo
Mediana = 4.90 μ = 4.88
Paso 2:
Fórmula
Paso 3:
Procedimiento
𝜇=
𝜇=
586.30
120
𝛴𝑋
𝑁
𝜎= √
= 4.88
Paso 4:
Datos
𝛴 (𝑋 − 𝜇)²
𝑁
Calculado en Minitab
σ = 0.3155
μ= 4.9
Paso 5:
Fórmula
𝐿𝑅 = 𝜇 ± 3𝜎
𝑀𝑒𝑑𝑖𝑎 =
Paso 6:
Procedimiento
σ = 0.3155
(𝐿𝑅𝐼 + 𝐿𝑅𝑆)
2
𝐿𝑅𝐼 = 4.9 − (3)(0.3155) = 3.93
𝐿𝑅𝑆 = 4.9 + (3)(0.3155) = 5.83
𝑀𝑒𝑑𝑖𝑎 =
Paso 7:
Gráfica
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
(3.93 + 5.83)
= 4.88
2
Summary Report for números (Damariz Rebolledo)
Anderson-Darling Normality Test
A-Squared
P-Value
Mean
StDev
Variance
Skewness
Kurtosis
N
Minimum
1st Quartile
Median
3rd Quartile
Maximum
1,01
0,011
4,8858
0,3155
0,0995
-0,198957
-0,098073
120
4,1000
4,7000
4,9000
5,1000
5,7000
95% Confidence Interval for Mean
4,2
4,5
4,8
5,1
5,4
5,7
4,8288
4,9429
95% Confidence Interval for Median
4,8798
5,0000
95% Confidence Interval for StDev
0,2800
0,3614
95% Confidence Intervals
Mean
Median
4,85
Paso 8:
Resultados
4,90
4,95
5,00
a) Calcule la media y mediana de estos datos, y compárelas con las
que se tenían antes del proyecto, decida si con los cambios se
mejoró el centrado del proceso.
En comparación con las medidas que se tenían antes, sin embargo, no se
encuentra en lo óptimo, si no dentro de los límites tolerables. Se puede en el
histograma que aún está descentrado y con mucha variabilidad.
b) Calcule la desviación estándar y, con ésta, obtenga una
estimación de los nuevos límites reales y decida si la variabilidad
se redujo.
Se redujo la variabilidad en comparación con las medidas que se tenían
antes, ya que esta disminuye de acuerdo con la desviación estándar, más
los límites si son capaces de ser cumplidos ya que la media de los mismos
se encuentra entre ellos, aunque aún sigue habiendo variabilidad, lo cual
significa que debe reducirse debido a que no es lo óptimo.
c) Construya un
interprételo.
histograma,
inserte
las
especificaciones
e
Se observa que el histograma se encuentra descentrado y con mucha
variabilidad. Tiene una curva leptocúrtica, por lo tanto, no es lo normal.
d) De acuerdo con todo lo anterior, ¿el proyecto dio buenos
resultados? Argumente.
Los resultados son aceptables, más sin embargo, no son los óptimos, ya que
aún existe variabilidad. Lo bueno es que los límites y las medias están
dentro de las especificaciones dadas por el proyecto.
e) Si se observaron mejoras, ¿son suficientes para garantizar un
producto dentro de especificaciones?
No, puede haber la probabilidad de que funcione, aunque esto no es
asegurable, de acuerdo con lo mencionado anteriormente.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
2.15 En la elaboración de envases de plástico primero se elabora la preforma, para la
cual se tienen varios criterios de calidad, uno de ellos es el peso de esta. Para cierto
envase se tiene que el peso debe estar entre 28.00 ± 0.5 g. A continuación se muestran
los últimos 112 datos obtenidos mediante una carta de control para esta variable.
Paso 1. Datos.
MEDIANA=
𝑛
𝜇=
2
∑𝑁
𝑖=1 𝑋𝑖
𝑁
Paso 2. Formula
𝑆=√
Paso 3.
Procedimiento
Paso 4.
Gráfica
∑𝑖(𝑋𝑖 − 𝑋)2
𝑛
Calculado en minitab
Informe de resumen Damariz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1 er cuartil
Mediana
3er cuartil
Máximo
0.41
0.340
27.976
0.1 44
0.021
0.1 86808
-0.288861
112
27.630
27.872
27.960
28.087
28.390
Intervalo de confianza de 95% para la media
27.75
27.90
28.05
28.20
28.35
27.949
28.003
Intervalo de confianza de 95% para la mediana
27.931
28.000
Intervalo de confianza de 95% para la desviación estándar
0.1 27
Intervalos de confianza de 95%
Media
Mediana
27.94
27.96
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
27.98
28.00
0.1 65
Paso 5.
Resultados,
interpretaciones y
toma de decisiones.
a) Obtenga las medidas de tendencia central y señale si la
tendencia central de las mediciones es adecuada.
La media de los pesos es de 27.98 g.
La mediana de los pesos de los envases es de 27.96g.
La varianza de los pesos es de 0.021
La desviación estándar de los datos obtenidos es de 0.1437.
La moda del peso de los envases es de 27.94
La tendencia central es la adecuada, puesto que está en el rango marcado
por la empresa.
b) Calcule la desviación estándar y una aproximación de los límites
reales y con base en estos decida si la variabilidad de los datos
es aceptable.
La desviación estándar de los datos es de 0.1437.
Es aceptable puesto que está dentro del rango de .5 que la empresa está
manejando para el peso de sus botellas.
c) obtenga un histograma e interprételo (tendencia central,
variabilidad, acantilados, sesgos, etc.).
Tendencia central:
La media de los pesos es de 27.98 g.
La mediana de los pesos de los envases es de 27.96g.
La desviación estándar de los datos obtenidos es de 0.1437.
La moda del peso de los envases es de 27.94
La tendencia central es la adecuada puesto que está en el rango marcado
por la empresa.
Variabilidad:
Los valores de los datos no varían más de 1 del valor más pequeño al más
grande, lo cual especifica la empresa, por lo tanto es aceptable.
Acantilados:
Con lo que se puede observar en el histograma mis pesos están saliendo en
mayoría en el rango de -.5 y los que son +.5 son más dispersos.
Sesgo:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Está un poco más inclinado al lado positivo, sin embargo es mínimo.
d) ¿Es adecuado el peso de las preformas?
Si es el adecuado puesto que está en el rango establecido por la misma
empresa como rango de tolerancia.
e) ¿Hay evidencias en contra de la normalidad de los datos?
Se podrían tomar como evidencia en contra algunos datos que están un poco
más dispersos que la mayoría, sin embargo están dentro del estándar.
2.16 Una característica clave en la calidad de las pinturas es su densidad, y un
componente que influye en ésta es la cantidad de arenas que se utilizan en su
elaboración. La cantidad de arena en la formulación de un lote se controla por medio
del número de costales, que según el proveedor contienen 20 kg. Sin embargo,
continuamente se tienen problemas en la densidad de la pintura que es necesario
corregir con retrabajo y reprocesos adicionales. En este contexto se decide investigar
cuánta arena contienen en realidad los costales. Para ello, se toma una muestra
aleatoria de 30 costales de cada lote o pedido (500 costales). Los pesos obtenidos en
las muestras de los últimos tres lotes se muestran adelante. Las especificaciones
iniciales que se establecen para el peso de los costales de arena son de 20 ± 0.8 kg.
Paso 1.
Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
𝑛
Mediana= 2
𝜀𝑖
x= 𝑛
𝑠2 =
𝜀(𝑋𝑖−𝑋)2
𝑛−1
S=√
Calculado con minitab
Paso 4.
Gráfica
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝜀(𝑋𝑖−𝑥)2
𝑛−1
Informe de resumen de LOTES Damariz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
5.95
<0.005
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
19.674
1.196
1.430
5.5306
43.5561
90
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
17.800
19.100
19.600
20.000
29.100
Intervalo de confianza de 95% para la media
18
20
22
24
26
19.424
28
19.925
Intervalo de confianza de 95% para la mediana
19.400
19.700
Intervalo de confianza de 95% para la desviación estándar
1.043
1.402
Intervalos de confianza de 95%
Media
Mediana
19.4
19.6
19.8
20.0
Informe de resumen de LOTE 1 Damariz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
0.52
0.167
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
19.353
0.554
0.307
1.00450
1.40174
30
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
18.600
19.000
19.250
19.650
21.000
Intervalo de confianza de 95% para la media
18.5
19.0
19.5
20.0
20.5
21.0
19.147
19.560
Intervalo de confianza de 95% para la mediana
19.100
19.477
Intervalo de confianza de 95% para la desviación estándar
0.441
0.745
Intervalos de confianza de 95%
Media
Mediana
19.1
19.2
19.3
19.4
19.5
Informe de resumen de LOTE 2 Damariz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
0.17
0.920
19.297
0.690
0.476
0.064659
-0.257977
30
17.800
18.800
19.350
19.700
20.700
Intervalo de confianza de 95% para la media
18.0
18.5
19.0
19.5
20.0
19.039
20.5
19.554
Intervalo de confianza de 95% para la mediana
18.923
19.600
Intervalo de confianza de 95% para la desviación estándar
0.550
Intervalos de confianza de 95%
Media
Mediana
19.0
19.2
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
19.4
19.6
0.928
Informe de resumen de LOTE 3 Damariz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
6.55
<0.005
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
20.373
1.687
2.846
5.0888
27.0454
30
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
19.600
19.700
20.000
20.400
29.100
Intervalo de confianza de 95% para la media
20
22
24
26
19.743
28
21.003
Intervalo de confianza de 95% para la mediana
19.823
20.200
Intervalo de confianza de 95% para la desviación estándar
1.344
2.268
Intervalos de confianza de 95%
Media
Mediana
20.0
Paso 6:
Resultados
20.5
21.0
a) De acuerdo con los 90 datos, ¿el centrado del proceso es
adecuado?
El centrado es adecuado, pero requiere un debido control.
b) ¿la variabilidad es poca o mucha? Apóyese en los estadísticos
adecuados.
La variabilidad es mucha ya que están muy alejados uno del otro.
c) Obtenga un histograma
especificaciones.
para
los
90
datos,
inserte
las
d) Dé su conclusión general acerca de si los bultos cumplen con el
peso especificado.
Los bultos no cumplen con el peso especificado ya que no están dentro de
los límites permitidos.
e) Haga un análisis de cada lote por separado y con apoyo de
estadísticos y gráficas, señale si hay diferencias grandes entre
los lotes.
Si analizamos los 3 lotes juntos, tendríamos como resultado 2 realidades, ya
que un conjunto de datos queda fuera de la curva, por lo tanto, el proceso no
es el adecuado.
f) ¿Las diferencias encontradas se podrían haber inferido a partir
del histograma del inciso e)?
Si los lotes se analizan por separado, podemos encontrar diversos
resultados. El lote 1 está centrado por la izquierda, con una distribución
bimodal, mientras que el lote 2 está centrado y el lote 3 está totalmente a la
izquierda dejando un conjunto de datos fuera de la curva; por lo tanto
concluimos que es mejor analizar los datos por separado, para tener una
mejor visión de la realidad.
g) Obtenga un diagrama de caja para cada lote y compárelos.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
2.17 En una empresa que fabrica y vende equipo para fotocopiado utilizan como un
indicador importante de la calidad en el servicio posventa, el tiempo de respuesta a
solicitudes de apoyo técnico debido a fallas en los equipos. Para problemas mayores,
en cierta zona del país se estableció como meta que la respuesta se de en un máximo
de 6 horas hábiles; es decir, de que habla el cliente solicitando apoyo, y que si el
problema se clasifica como grave no deben pasar más de 6 horas hábiles para que un
técnico acuda a resolver el problema. A continuación se aprecian los tiempos de
respuesta en horas para los primeros nueve meses del año (65 datos).
Paso 1. Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráficas
𝑛
𝜀𝑖
Mediana= 2
𝑠2 =
x= 𝑛
𝜀(𝑋𝑖−𝑋)2
𝜀(𝑋𝑖−𝑥)2
S=√
𝑛−1
𝑛−1
Calculado en minitab
Informe de resumen de Tiempos de respuestas (Damariz Rebolledo)
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
0.48
0.225
5.3545
1.5601
2.4340
-0.333250
-0.546564
55
1.7000
4.2000
5.4000
6.8000
8.3000
Intervalo de confianza de 95% para la media
1.6
3.2
4.8
6.4
8.0
4.9328
5.7763
Intervalo de confianza de 95% para la mediana
4.9572
5.9000
Intervalo de confianza de 95% para la desviación estándar
1.3134
1.9218
Intervalos de confianza de 95%
Media
Mediana
5.0
Paso 5.
Resultados,
interpretacione
s y toma de
decisiones
5.2
5.4
5.6
5.8
a) Calcule las medidas de tendencia central y con base en éstas,
¿cree que se cumple con la meta?
De acuerdo a las medidas de tendencia central se llega a la conclusión de
que los límites no sobrepasan y por esto se cumple la meta que se
estableció.
b) Aplique la regla empírica, interprete y diga qué tan
bien se cumple la meta.
Si se cumple la meta
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
c) Haga un histograma e interprete sus aspectos más
relevantes.
Se presenta mucha variabilidad y está descentrada.
d) A partir del análisis que se ha realizado, ¿qué
recomendaciones daría para ayudar a cumplir mejor
la meta?
Daría una clasificación menor de tiempo para los problemas que
son considerados como graves.
2.18. Los siguientes datos representan las horas caídas de equipos por semana en tres
líneas de producción.
Paso 1.
Datos.
Paso 2.
Formulas.
MEDIANA=
Paso3.
Procedimiento
𝑛
2
𝜇=
∑𝑁
𝑖=1 𝑋𝑖
𝑁
Calculado en minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
∑𝑖(𝑋𝑖−𝑋)2
𝑆=√
𝑛
Linea 1 Damariz Rebolledo
Paso 4.
Gráficas
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1 er cuartil
Mediana
3er cuartil
Máximo
0.33
0.493
6.8720
1 .0498
1 .1 021
-0.226827
-0.94071 2
25
5.0000
6.0500
7.1 000
7.7500
8.6000
Intervalo de confianza de 95% para la media
5
6
7
6.4387
8
7.3053
Intervalo de confianza de 95% para la mediana
6.21 98
7.5802
Intervalo de confianza de 95% para la desviación estándar
0.81 97
1 .4604
Intervalos de confianza de 95%
Media
Mediana
6.5
7.0
7.5
Linea 2 Damariz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1 er cuartil
Mediana
3er cuartil
Máximo
0.23
0.779
6.9960
1 .0006
1 .001 2
0.1 33962
0.0081 61
25
5.0000
6.2500
6.9000
7.5500
9.2000
Intervalo de confianza de 95% para la media
5
6
7
8
6.5830
9
7.4090
Intervalo de confianza de 95% para la mediana
6.41 98
7.4000
Intervalo de confianza de 95% para la desviación estándar
0.781 3
1 .3920
Intervalos de confianza de 95%
Media
Mediana
6.50
6.75
7.00
7.25
7.50
Linea 3 Damairz Rebolledo
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1 er cuartil
Mediana
3er cuartil
Máximo
1 .21
<0.005
7.3280
0.8754
0.7663
-0.51 749
-1 .29007
25
5.8000
6.3500
7.5000
8.1 000
8.5000
Intervalo de confianza de 95% para la media
6.0
6.4
6.8
7.2
7.6
8.0
8.4
6.9667
7.6893
Intervalo de confianza de 95% para la mediana
6.7594
8.0802
Intervalo de confianza de 95% para la desviación estándar
0.6835
Intervalos de confianza de 95%
Media
Mediana
7.0
7.5
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
8.0
1 .21 78
Paso 5.
Interpretación.
a) Analice los datos por cada línea y anote las principales
características de la distribución de los datos.
Linea 1
Media: 6.8720
Desv: 1.0498
Mediana: 7.100
Linea 2.
Media: 6.9960
Desv: 1.0006
Mediana:6.9000
Linea 3.
Media: 7.3280
Desv: 0.8754
Mediana: 7.500
Las Lineas 1 y 2 son muy parecidas en cuanto a su media y mediana, sin
embargo la desv. Estándar de cada una es muy diferente. Por lo cual
guiándonos por la Desv. Podemos decir que la línea 1 tiene menos control,
sin embargo las demás líneas tienen mas caídas de producción.
b) Compare las tres líneas, ¿Nota alguna diferencia importante?
La línea 2 tiene caídas aparentemente similares y las líneas 1 y 3 tienen
caídas parecidas.
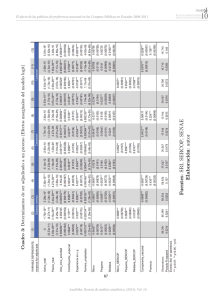
2.19 Una característica importante en la calidad de la leche de vaca es la concentración
de grasa. En una industria en particular se fijó 3.0% como el estándar mínimo que debe
cumplir el producto que se recibe directamente. de los establos lecheros. Por medio de
muestreos y evaluaciones en cierta época del año se obtuvieron los siguientes 90 datos
sobre concentración de grasa en cierta región.
Paso 1. Datos
Paso 2.
Fórmula
𝑛
Mediana= 2
𝜀𝑖
x= 𝑛
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝑠2 =
𝜀(𝑋𝑖−𝑋)2
𝑛−1
S=√
𝜀(𝑋𝑖−𝑥)2
𝑛−1
Paso 3.
Procedimiento
Calculado en minitab
Paso 4.
Gráficas
Paso 5.
Resultados,
interpretación y
toma de
decisiones
a) Calcule las medidas de tendencia central y de variabilidad, y
comente acerca del cumplimiento del estándar mínimo para la
concentración de grasa.
La media de los datos es de 3.18
La desviación estándar es de 0.31
La varianza de los datos es de 0.09
b) Obtenga un histograma, inserte el estándar mínimo e intérprete
de manera amplia.
El conjunto de datos de grasa está ligeramente descentrado por la derecha y
la distribución es bimodal.
c) La población de donde provienen estos datos, ¿cumple el
estándar mínimo?
Si, cumple con los estándares fijados en el conjunto de datos
d) ¿Se puede suponer distribución normal?
Sí, porque los datos concuerdan y no existe mucha variabilidad.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
2.20 En la elaboración de envases de plástico es necesario garantizar que cierto tipo de
botella en posición vertical tenga una resistencia mínima de 20 kg fuerza. Para
garantizar esto, en el pasado se realizaba una prueba del tipo pasa-no-pasa, donde se
aplicaba la fuerza mínima y se veía si la botella resistía o no. En la actualidad se realiza
una prueba exacta, en la que mediante un equipo se le aplica fuerza a la botella hasta
que ésta cede, y el equipo registra la resistencia que alcanzó. ¿Qué ventajas y
desventajas tiene cada método?
En la prueba pasa-no-pasa la ventaja sería que puede que haya menos probabilidad de que
las botellas se rompan, ya que la fuerza aplicada es mínima, sin embargo, el control de la
calidad no sería tan eficiente, ya que el rango de fuerza aplicada es mínimo, y no se tiene una
garantía de que la botella resista una fuerza mayor.
En la prueba exacta, como su nombre lo dice, el control de calidad es más exacto, ya que se
tiene un registro de la resistencia promedio que una botella puede soportar sin romperse, por
lo tanto, ya se tiene una media de presión registrada y un control establecido, teniendo así
mejores resultados y productos de mayor calidad.
2.21 En el caso del problema anterior, a continuación, se muestran 100 datos obtenidos en las
pruebas destructivas de la resistencia de botellas.
Paso 1: Datos
28,3
26,8
26,6
26,5
28,1
24,8
30,4
27,7
27,0
26,1
28,1
26,9
26,2
27,7
27,2
25,9
26,5
28,3
28,4
26,3
28,1
28,7
27,0
25,5
28,8
25,0
25,3
27,7
25,2
28,6
29,3
27,8
25,1
26,6
26,8
26,4
26,9
27,7
26,2
27,0
27,6
28,8
27,1
26,4
Paso 2:
Fórmula
27,2
27,3
27,0
27,7
29,5
26,4
25,8
26,7
27,4
26,2
29,4
28,6
24,9
25,2
28,0
27,6
𝜇=
𝛴𝑋
𝑁
25,6
29,5
27,6
27,3
26,5
29,1
23,7
29,7
26,8
29,5
26,9
27,2
27,6
25,5
28,3
27,4
27,9
28,7
25,3
29,2
26,5
28,7
26,4
26,3
𝛴 (𝑋 − 𝜇)²
𝜎= √
𝑁
𝑁
− 𝐹𝑖 − 1
𝑀𝑒 = 𝐿𝑖 + 2
∙ 𝑡𝑖
𝑓𝑖
𝑀𝑜 = 𝐿𝑖 +
[𝑓𝑖 − (𝑓𝑖 − 1)]
∙ 𝑡𝑖
[𝑓𝑖 − (𝑓𝑖 − 1)] + [𝑓𝑖 − (𝑓𝑖 − 1)]
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
28,3
27,0
23,7
27,7
26,5
28,6
25,7
27,1
27,8
24,7
27,6
26,2
24,7
27,2
23,8
27,4
𝐿𝑅 = 𝜇 ± (3)(𝜎)
𝜎
(100)
𝜇
𝐶𝑣 =
Paso 3:
Procedimiento
Calculado en minitab
𝜇 = 27.095
𝜎 = 1.389
𝑀𝑒𝑑𝑖𝑎𝑛𝑎 = 27.100
𝑀𝑜𝑑𝑎 = 27.7
𝐿𝑅𝐼 = 27.095 − (3)(1.389) = 22.928
𝐿𝑅𝑆 = 27.095 + (3)(1.389) = 31.262
𝜎 2 = 1.929
𝑀í𝑛𝑖𝑚𝑜 = 23.700
𝑀á𝑥𝑖𝑚𝑜 = 30.400
𝑅𝑎𝑛𝑔𝑜 = 6.700
𝐶𝑣 = 5.126
Paso 4.
Gráficas
Summary Report for C1 (Damariz Rebolledo)
Anderson-Darling Normality Test
A-Squared
P-Value
Mean
StDev
Variance
Skewness
Kurtosis
N
Minimum
1st Quartile
Median
3rd Quartile
Maximum
0,25
0,753
27,095
1,389
1,929
-0,182670
-0,101006
100
23,700
26,300
27,100
28,075
30,400
95% Confidence Interval for Mean
24,0
25,5
27,0
28,5
30,0
26,819
27,371
95% Confidence Interval for Median
26,800
27,452
95% Confidence Interval for StDev
1,219
1,613
95% Confidence Intervals
Mean
Median
26,8
Paso 5:
Resultados
26,9
27,0
27,1
27,2
27,3
27,4
a) Calcule las medidas de tendencia central y de variabilidad.
Se encuentran calculadas en el paso 3: Procedimiento.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
b) Estime los límites reales y comente si las botellas cumplen la
resistencia mínima que se desea garantizar.
Si cumplen, ya que la media cae dentro de los límites reales, por lo tanto, se
cumple con las especificaciones.
c) Obtenga un histograma, inserte una línea vertical en el valor de
la resistencia mínima e interprete ampliamente.
Como se observa en el paso 4: gráficas, el histograma se encuentra un
poco sesgado a la derecha, tiene mucha variabilidad, y no se muestra
fácilmente el valor de la resistencia mínima, por lo tanto, puede que sea
conveniente realizar otros ajustes.
d) Con base en los análisis anteriores. ¿considera que el proceso
cumple con la especificación inferior?
No, ya que como mencionado anteriormente, no se muestra en el
histograma que muchos datos cumplan con esa especificación.
2.22. En una empresa que elabora productos lácteos se tiene como criterio de calidad
para la crema que ésta tenga un porcentaje de grasa de 45 con una tolerancia de ± 5. De
acuerdo con los muestreos de los últimos meses se tiene una media de 44 con una
desviación estándar de 1.3. Haga un análisis de capacidad para ver si se está
cumpliendo con la calidad exigida, represente gráficamente los datos y comente los
resultados obtenidos.
Paso 1. Datos:
𝜇 = 44,
𝐸𝐼 = 45 − 5 = 40,
Paso 2.
Fórmula:
Paso 3.
Procedimiento:
𝐶𝑝 =
𝐶𝑝 =
𝜎 = 1.3
𝐸𝑆 = 45 + 5 = 50
𝐸𝑆 − 𝐸𝐼
6𝜎
50 − 40
10
𝐶𝑝 =
= 1.28
6(1.3)
7.8
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 4. Gráfica:
40
Paso 5.
Resultados,
interpretaciones
y toma de
decisiones.
𝜇 = 44 45
50
Todo parece indicar que el proceso está descentrado por la izquierda.
Se tiene información necesaria para evaluar la calidad donde 𝐶𝑝 es mayor
que 1 pero menor que 1.33 (1 < 𝐶𝑝 < 1.33) cuando el proceso está
centrado, donde el proceso está parcialmente adecuado, y requiere de un
control estricto, pero podemos suponer que no es buena porque el proceso
no está centrado.
2.23 El volumen en un proceso de envasado debe estar entre 310 y 330 mi. De acuerdo
con los datos históricos se tiene que µ= 318 y σ= 4. ¿El proceso de envasado funciona
bien en cuanto al volumen? Argumente su respuesta.
Paso 1. Datos
EI=310
ES= 330
Paso 2.
Fórmula
𝐶𝑝 =
Paso 3.
Procedimiento
𝐶𝑝 =
σ= 4
𝐸𝑆 − 𝐸𝐼
6𝜎
330 − 310
20
𝐶𝑝 =
= 0.8333
6(4)
24
Paso 4.
Gráficas
310
µ= 318
𝜇 = 318
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
330
Paso 5.
Resultados,
interpretación y
decisiones
Si hacemos una nalisis de la media poblacional y relacionamos con los
limites de control esta se encuentra dentro de rango por lo tanto se puede
afirmar que el proceso marcha bien mas sin embargo todo parece indicar
que el proceso está descentrado por la izquierda.
Se tiene información necesaria para evaluar la calidad donde 𝐶𝑝 es menor
que 1 pero mayor que 0.67 (0.67 < 𝐶𝑝 < 1) cuando el proceso está
centrado, donde el proceso no es adecuado para el trabajo. Es necesario
un análisis del proceso. Requiere de modificaciones serias para alcanzar
una calidad satisfactoria.
2.24 En la elaboración de una bebida se desea garantizar que el porcentaje de co2 ( gas)
esté entre 2.5 y 3.0. En el monitoreo del proceso se obtuvieron los siguientes 115 datos:
Paso 1.
Datos
2.61 2.62 2.65 2.56 2.68 2.51 2.69 2.53 2.67 2.66
2.58 2.61 2.53 2.57 2.56 2.52 2.58 2.64 2.59 2.73
2.60 2.61 2.55 2.66 2.69 2.56 2.61 2.49 2.63 2.72
2.65 2.67 2.61 2.50 2.65 2.57 2.55 2.64 2.66 2.56
2.56 2.62 2.63 2.57 2.60 2.53 2.61 2.60 2.52 2.62
2.51 2.57 2.55 2.57 2.58 2.52 2.61 2.55 2.55 2.60
2.64 2.67 2.60 2.59 2.67 2.56 2.63 2.57 2.61 2.49
2.58 2.59 2.65 2.67 2.61 2.52 2.65 2.57 2.52 2.64
Paso 2.
Fórmulas
𝑋̅ =
𝑆= √
Paso 3.
Procedimiento
2.63
2.51
2.67
2.60
2.67
2.64
2.60
2.52
2.61
2.52
2.59
2.58
2.56
2.70
𝑥1 + 𝑥2 + ⋯ 𝑥𝑛
𝑛
(𝑥1 − 𝑥̅ )2 + (𝑥2 − 𝑥̅ )2 + ⋯ + (𝑥𝑛 − 𝑥̅ )2
𝑛−1
Calculado en Minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
2.61
2.71
2.64
2.56
2.53
2.60
2.67
2.64 2.49
2.64 2.59
2.62 2.64
2.57 2.66
2.57 2.66
2.57 2.48
2.65 2.60
Paso. 4
Gráfica
Damariz Rebolledo
Normal
Media
2.599
Desv.Est. 0.05580
N
115
25
Frecuencia
20
15
10
5
0
2.50
2.55
2.60
2.65
2.70
co2
Paso 5.
Resultados,
interpretaciones
y toma de
decisiones
a) Por medio de medidas de tendencia central determine si la
tendencia central de las mediciones es adecuada.
Media: 2.5989
Desv. Estándar: 0.0558
Varianza: 0.00311
Mediana: 2.6000
Moda: 2.61
b) Calcule la desviación estándar y una aproximación de los límites
reales y, con base en éstos, decida si la variabilidad de los datos
es aceptable.
Variable
N N* Media estándar Desv.Est.
Mínimo
% de Co2 115 0 2.6250
0.0259
0.2779
2.4800
Varianza
0.0772
CoefVar
10.59
c) Obtenga un histograma e interprételo (tendencia central,
variabilidad, acantilados, sesgos, etc).
Paso 4
d) Con la evidencia obtenida antes, ¿cuál es su opinión acerca de
la capacidad del proceso referido?
Hay una cierta cantidad que no cumple con el rango de calidad
(falta agregar más Co2)
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
CAPITULO 3
CONCEPTOS CLAVE
Experimento aleatorio: Su resultado no puede anticiparse aun cuando se repita bajo las
mismas condiciones.
Espacio muestra: Es el conjunto de resultados posibles de un experimento aleatorio.
Evento: Es un subconjunto del espacio muestra de un experimento aleatorio.
Variable aleatoria: Función que asocia un número a cada resultado de un experimento
aleatorio.
Variable aleatoria discreta: Variable a la que se pueden numerar los posibles valores que
toma
Distribución de probabilidad de X: Es una descripción del conjunto de los valores posibles
de X con la probabilidad asociada a cada uno de estos valores
Experimento Bemoulli: Ensayo aleatorio que sólo tiene dos resultados posibles llamados
"éxito" y "fracaso".
Distribución binomial 𝝁, p: Proporciona la probabilidad de observar x éxitos en una
secuencia den experimentos Bernoulli independientes con una probabilidad constante p de
éxito.
Distribución geométrica: Proporciona: la probabilidad de requerir X repeticiones
independientes de un experimento Bernoulli para observar el primer éxito
Distribución hipergeométrica: Da la probabilidad de obtener X éxitos en n experimentos
Bernoulli, donde la probabilidad de éxito cambia de un experimento al siguiente.
Distribución normal: Es una distribución continua cuya densidad tiene forma de campana.
Es muy importante tanto en la estadística teórica como en la aplicada.
Gráfica de probabilidad: Procedimiento que permite determinar si los datos muéstrales se
ajustan a una distribución específica.
PROBLEMAS
3.1 Señale qué es una variable aleatoria e incluya un par de ejemplos de variables
aleatorias discretas y otro par de continuas.
Es la función que asocia un número a cada resultado de un experimento aleatorio.
a) Variable aleatoria discreta: (Conjunto finito o numerable)
Una recepcionista recibe 20 llamas por día, Una muestra de tornillos defectuosos en un
proceso es de 15.
b) Variable aleatoria continua: (Intervalo finito o infinito)
Peso, volumen, longitud.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.2. ¿Qué es una distribución de probabilidad?
Es una descripción del conjunto de los valores posibles de X con la probabilidad asociada a
cada uno de estos valores.
3.3. ¿Qué es una función de densidad de probabilidades y qué requisitos debe cumplir?
La distribución se representa a través de una tabla que relaciona resultados con
probabilidades, o bien, por medio de una fórmula. En el caso discreto, la función f(x) = P(X =
x) que va del rango de X al intervalo [0, 1] recibe el nombre de función de probabilidad, y
cumple con las siguientes propiedades:
l.f(x) = P(X = x).
2.f(x) � O para toda x (no hay probabilidades negativas).
3.lf(x) = 1 (la suma de las probabilidades de todos los posibles valores de X es igual a 1).
3.4 Explique en cada caso qué tipo de variables siguen una distribución binomial, de
Poisson e hipergeométrica. Mencione dos ejemplos de cada una de ellas.
a) Distribución binomial:
Son variables del tipo “pasa, no pasa”; es decir, variables que tienen que cumplir con
determinado criterio. La probabilidad de éxito es constante.
Un proceso produce 5% de piezas defectuosas si se encuentran X número de piezas
defectuosas en las siguientes 20.
Un virus está afectando al 20% de la población si X cantidad de las siguientes 30
personas estudiadas lo tienen.
b) Distribución de Poisson:
La variable que calcula la distribución de Poisson es la cantidad de defectos en un sistema.
Numero de impurezas en un líquido dado su volumen.
Numero de defectos en una línea de producción.
c) Distribución Hipergeometrica:
En esta distribución, la probabilidad de éxito del experimento no se mantiene constante,
pero sigue el tipo de variable “pasa, no pasa”. Determinada debido a que el tamaño de la
muestra es muy pequeño.
Se toma una muestra de una línea de producción que se sabe contiene defectos.
Se estudia el efecto de una vacuna en una porción de la población que se sabe
contiene viruela.
3.5 ¿Cuál es la relación entre la distribución normal y la distribución ji-cuadrada?
Si a es un número entero, entonces r(a) = (a- 1). La media y la varianza de una distribución jicuadrada con k grados de libertad están dadas por E (X) = k y <r2 = 2k. Esta distribución es
relevante para hacer inferencias acerca de la desviación estándar, o; de una población con
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
distribución normal, ya que, si se obtiene una muestra de tamaño n, entonces el estadístico
tiene una distribución ji-cuadrada con n- 1 grados de libertad (S2, es la varianza muestra).
3.6 ¿Cómo se relaciona la distribución T de Student con la ji-cuadrada?
Tanto la distribución T y la Ji-cuadrada, manejan n-1 grados de libertad cuando se busca la
densidad.
Ambas se acercan a la distribución normal, Ji-cuadrada cuanto más crecen sus grados de
libertad y T cuando el tamaño de la muestra aumenta.
Además la distribución T, necesita de una variable que tenga una distribución Ji-cuadrada.
La distribución Ji-cuadrada sirve principalmente para analizar la desviación estándar, mientras
que la distribución T sirve para analizar la media poblacional.
3.7. El departamento de compras inspecciona un pedido de 500 piezas eléctricas, para
lo cual toma una muestra aleatoria de 20 de ellas y se prueban. El vendedor asegura
que el porcentaje de piezas defectuosas es sólo de 5%, así, suponiendo el peor de los
casos según el vendedor, p = 0.05, responda lo siguiente:
Paso 1.
Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráfica
Hipergeomètrica= 500 piezas
N=20
M=5%
P= 0.05
Probabilidad (x>2) =? Variable
discreta p(x>2) =p(x≥3) =?
Calculado en minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 5.
Resultados,
interpretación y
toma de
decisiones
a) ¿Cuál es la probabilidad de que el porcentaje muestra de
defectuosos sea mayor a 10%?
La probabilidad del porcentaje de muestra es de 0.0716
b) ¿cuál es la probabilidad de obtener una o menos piezas
defectuosas?
La probabilidad para obtener las piezas que son defectuosas es de 0.0736
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.8 Un proceso de producción de partes trabaja con un porcentaje promedio de
defectos de 5%. Cada hora se toma una muestra aleatoria de 18 artículos y se prueban.
Si la muestra contiene más de un defecto el proceso deberá detenerse.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.9 Un fabricante de calculadoras electrónicas desea estimar la proporción de unidades
defectuosas producidas, para ello toma una muestra aleatoria de 250 y encuentra 25
defectuosas. Con base en esto el fabricante afirma que el porcentaje de calculadoras
defectuosas que se produce es de 10%, ¿es real esta afirmación?
Argumente su respuesta.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.10. Un fabricante de galletas desea que, con probabilidad de 0.95, cada galleta
contenga al menos una pasa.
Paso 1.
Datos
Probabilidad =0.95
𝜇=1
𝑒 −ʎ ʎ𝑥
𝑓 (𝑥, ʎ) =
𝑥!
𝑒 −1 17
𝑓(7,1) =
= 0.00008324
7!
Paso 2.
Formula
Paso 3.
procedimiento
Paso 4. grafica
Gráfica de distribución( Damariz Rebolledo)
Poisson; Media=1
0.4
Probabilidad
0.3
0.2
0.1
0.6321
0.0
0
1
X
Gráfica de distribución(Damariz Rebolledo)
Poisson; Media=1
0.4
Probabilidad
0.3
0.2
0.1
0.0
Paso 5.
Resultados,
interpretaciones
y toma de
decisiones
0
X
0.00008324
7
¿Cuántas pasas en promedio por galleta deberá agregar a la masa
como mínimo?
Deberá agregar a la masa como mínimo 0.6321
¿Cuál es la probabilidad de que una galleta contenga más de seis
pasas?
La probabilidad de que una galleta contenga más de 6 pasas es del
0.00008324
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.11. En un almacén se inspeccionan todos los lotes de cierta pieza que se reciben;
para ello, se emplean muestras de tamaño 100. Se sabe que el proceso genera 1% de
piezas defectuosas y se tiene el criterio de rechazar el lote cuando se encuentran más
de tres piezas defectuosas en la muestra. ¿Cuál es la probabilidad de aceptar un lote?
¿Cuál es la probabilidad de que se tengan que inspeccionar 10 lotes antes de rechazar
el primero del día?
Paso 1.
Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráfica
N : 100, p: 0.01, x < 3
Probabilidad
Calculado en minitab
Gráfica de distribución (Damariz Rebolledo)
Binomial, n=100, p=0.01
0.4
Probabilidad
0.3
0.2
0.1
0.0
0
1
2
3
4
5
6
X
Paso 5.
Resultados,
interpretaciones
y decisiones
De acuerdo con la gráfica de distribución binomial, la probabilidad de
aceptar un lote es de 0.01837.
3.12. Una caja contiene cuatro artículos defectuosos y ocho en buen estado. Se sacan
dos artículos al azar.
Paso 1.
Datos
Paso 2.
Formula
Paso 3.
procedimiento
M=8 , k=4 , N=12, n=2
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
-
Paso 4.
Gráfica
Gráfica de distribución(Damariz Rebolledo)
Hipergeométrico; N=12; M=8; n=2
0.5
0.9091
Probabilidad
0.4
0.3
0.2
0.1
0.0
0
1
X
Gráfica de distribución(Damariz Rebolledo)
Hipergeométrico; N=12; M=8; n=2
0.5
0.4242
Probabilidad
0.4
0.3
0.2
0.1
0.0
Paso5.
Resultados
interpretaciones
y toma de
decisiones
0
X
2
a) ¿Cuál es la probabilidad de que al menos uno sea bueno?
La probabilidad de que sea al menos uno bueno es de P(X>=1)=0.9091
b) ¿Cuál es la probabilidad de que los dos sean del mismo tipo
(buenos o malos)?
La probabilidad de que los dos sean del mismo tipo buenos o malos es
𝑃 (𝑋 = 2) + 𝑃(𝑋 = 0) = 1 − 𝑃 (𝑋 = 1)
𝑃 = 1 − 𝑂. 4242 = 0.5758
c) ¿Cuál es el valor esperado de los artículos buenos?
𝑀
Valor esperado= 𝑛𝑝 = 𝑛 ∗ 𝑁
8
𝑛𝑝 = 2 ∗
12
𝑛𝑝 = 0.833
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.13 Un gerente de producción de cierta compañía está interesado en probar los
productos terminados que están disponibles en lotes de tamaño 50. Le gustaría
retrabajar el lote si puede estar seguro de que 10% de los artículos están defectuosos
en la muestra. Entonces, decide tomar una muestra de tamaño 10 sin reemplazo y
retrabajar el lote si encuentra uno o más defectuosos en la muestra. ¿Es éste un
procedimiento razonable? Argumente su respuesta.
Paso 1.
Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
N=50 M=5 n=10
Calculado en minitab
Calculado en minitab
Paso 4.
Gráfica
Gráfica de distribución (Damariz Rebolledo)
Hipergeométrico, N=50, M=5, n=10
Probabilidad
0.4
0.3
0.2
0.1
0.0
0
1
2
3
4
5
X
¿Es éste un procedimiento razonable?
Paso 5.
Resultados,
No ya que está tomando solo una pequeña muestra de toda la población y
interpretaciones podría haber más defectuosas en el resto que no está tomando.
y toma de
decisiones
3.14. Una máquina llena cajas de cereal y lo hace siguiendo una distribución normal
con varianza igual a 0.01 onzas. ¿Qué nivel de contenido deberá fijarse en la máquina sí
se desea que sólo 1% de las cajas contenga menos de 20 onzas?
Paso 1.
Datos
𝜇 = 20
𝜎 = 0.01
Paso 2.
Fórmula
Calculado en Minitab
Paso 3.
Procedimiento
Calculado en Minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 4.
Gráficas
Gráfica de distribución Damariz Rebolledo
Normal, Media=20, Desv.Est.=0.01
40
Densidad
30
20
10
0
0.01
20
X
Paso 5.
Resultados, interpretaciones y
toma de decisiones.
20.02
El nivel de contenido que deberá fijarse en la máquina
para que el 1% de las cajas contenga menos de 20
onzas es de 20.02.
3.15 En una compañía aérea 40% de las reservaciones que se hacen con más de un
mes de anticipación son canceladas o modificadas. En una muestra de 20
reservaciones ¿Cuál es la probabilidad de que 10,11 o 12 reservaciones no hayan
cambiado?
a) Conteste usando la distribución binomial.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
b) Resuelva con base en la distribución normal con la media y la varianza de la
binomial considerando el rango de 9.5 a 12.
3.16. Se hace un estudio de la duración en horas de 20 focos y se obtienen los
siguientes datos: 138.62, 37, 62, 25.00, 59.36, 87.50, 75.49, 56.46, 33.86, 61.30, 323.52,
1.50, 186.34, 193.65, 11.34, 52.20, 381.41, 2.68.
Paso 1. Datos
Paso 2. Fórmulas
Paso 3.
Procedimiento
Paso 4.
Gráfica
138.62, 37, 62, 25.00, 59.36, 87.50, 75.49, 56.46, 33.86, 61.30, 323.52,
1.50, 186.34, 193.65, 11.34, 52.20, 381.41, 2.68.
1 -x
Calculado en minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 5
Resultados,
Interpretaciones y
toma de decisiones
a) Encuentre, mediante gráficas de probabilidad,
una distribución continua que se ajuste de
manera adecuada a los datos.
La gráfica de probabilidad se encuentra en el
paso 4
b) Considere una distribución exponencial con parámetro
= 1 - x obtenga la probabilidad de que los focos duren
más de 300 horas
La probabilidad de que los focos duren más de 300 horas
es del 95%
3.17 Una máquina realiza cortes de manera automática de ciertas tiras metálicas con
media µ=40,1 cm y una desviación estándar 0,2 cm. La media óptima de tales tiras debe
ser de 40 cm con un tolerancia de más o menos 0,5 cm. Suponiendo distribución
normal estime el porcentaje de las tiras que cumple con las especificaciones
Paso 1.
Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
Media: µ=40.1 cm
Desviación estándar: 0.2 cm
Media Optima: 40 cm
Tolerancia: 0.5 cm
Especificación inferior= 39,5
Especificación Superior = 40,5
X: Medida de corte de las tiras metálicas (cm) ~ N( µ,σ2)
Z= (X-µ)/σ
P( 39,5 < X <40,5)= P[( 39,5-40,1)/0,2 < Z < ( 40,5-40,1)/0,2]=??? P[3< Z< 2]=0,976
Paso 4. Gráficas
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 5. Resultados
interpretaciones y
toma de decisiones.
a) Si usted tiene que reportar la tendencia central de fallas,
¿qué número reportaría? ¿Por qué?
Si el objetivo es reportar que valores de número de fallas se
encuentran centrados reportaría el 6 que representa a la mediana ya
que esto me confirma en un 50% existen fallas menores a 6 y en otro
50% son mayores. Y también porque la mediana no se ve afectada
cuando existe un dato o cuando la distribución de datos se encuentra
sesgadas.
b) ¿La discrepancia entre la media y la mediana se debió a que
durante varios meses ocurrieron muchas fallas?
Se podría decir que si, ya que si el número de muestra es
relativamente grande o también se podría confirmar que en estas
tomas de medidas de fallas pueda que exista un dato raro o hay un
sesgo muy importante.
3.18 Verifique si los siguientes datos se ajustan bien a una distribución normal.
Paso 1
Datos
Paso 2
Formula
Paso 3
Procedimiento
Paso 4.
Gráfica
2.51
2.10
2.32
2.69
2.29 2.31 2.19 2.09 2.48 2.65 2.50 2.48 2.27 2.26 2.86 3.73 2.98 1.08 2.25
3.30 3.15 2.27 2.23 2.61 2.11 5.70 2.31 2.00 2.35 1.76 2.91 1.84 2.09 2.78
2.59 1.87 2.59 2.07 3.10 2.32 2.59 2.42 2.04 2.13 1.98 2.02 2.18 2.26 2.10
2.60
Calculado en minitab
Calculado en minitab
Paso 5
De acuerdo al valor p nos damos cuenta que los datos no siguen una
Resultados,
distribución normal. Ya que estos estan dentro de el rango 0.05 ó 0.10.
interpretaciones
y toma de
decisiones
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.19. Una compañía refresquera históricamente reporta un promedio de 0.5% de
botellas por debajo del nivel de llenado estipulado. Considere una muestra aleatoria de
1 000 refrescos a los que se mide el volumen cuidadosamente.
Paso. 1
Datos
Paso 2
Formulas
Paso 3
Sustitución
Paso 4
Gráficas
Paso 5
Resultados,
Interpretacione
s y toma de
decisiones
Promedio= 0.5%
Muestras aleatorias (N)= 1000
X= 5,10
𝑛
( )= 𝑃 𝑥 (1 − 𝑝)𝑛−𝑥
𝑥
𝑛
( )= 0.55 (1 − 0.5)1000−5 = 0
𝑥
𝑛
( )= 0.510 (1 − 0.5)1000−10 = 0
𝑥
a) ¿Cuál es la probabilidad de que 5 o menos botellas tengan un
nivel insatisfactorio de llenado?
La probabilidad de que 5 o más botellas tengan un nivel de
insatisfacción de llenado es de 0.
b) ¿Cuál es la probabilidad de que 10 o más botellas tengan un
nivel insatisfactorio de llenado?
La probabilidad de que 10 o más botellas tengan un nivel de
insatisfacción de llenado es de 0.
c) Un grupo de consumidores mide cuidadosamente el volumen de
500 botellas y encuentran 10 o más con un nivel insatisfactorio
de llenado. ¿Qué deberían concluir? justifique su respuesta.
Las técnicas de probabilidad utilizadas en los refrescos no son
las adecuadas.
3.20 Una fábrica de muebles encontró que el número de quejas concernientes a los
pedidos de madera enviados por un proveedor son 6 en promedio por año. ¿Cuál es la
probabilidad de que no haya ningún reclamo el año próximo? ¿Y en el próximo
cuatrimestre?
Paso. 1
Datos
Paso. 2
Formula
Paso. 3
Procedimiento
Paso. 4
Gráfica
µ= 6 quejas
f(x, 𝜆)=
0
𝑋!
f(0;6)= e (6) /0= 2.4787 x 10-3
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
-6
𝑒 −𝜆 𝜆𝑋
-
Paso. 5
La probabilidad de que no haya ningun reclamo el próximo año es de
Resultados,
2.4787 x 10-3
interpretaciones
y toma de
decisiones
3.21 Una máquina produce artículos defectuosos con probabilidad p = 0.05. Suponiendo
independencia entre los artículos, ¿cuál es la probabilidad de que el vigésimo artículo
sea el primer defectuoso? ¿Y cuál de que el primero ocurra en el lugar vigésimo o
antes?
Paso 1.
Datos
P= 0.05
µ1 = 20
µ2 ≤ 20
Paso 2.
Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráficas
Calculado en minitab
Calculado en minitab
Gráfica de distribución Damariz Rebolledo
Normal, Media=10, Desv.Est.=1
0.4
Densidad
0.3
0.2
0.1
0.05
0.0
10
X
Paso 5.
Resultados,
interpretaciones
y toma de
decisiones
11.64
La probabilidad de que el vigésimo artículo salga defectuoso es de p =
0.396.
La probabilidad de que el primero que ocurra sea el vigésimo o antes es
de p = 0.572
3.22. Suponga que Z es una variable aleatoria normal estándar (N (0,1)). Calcule las
siguientes probabilidades:
Paso 1: Datos
Paso 2: Formula
a) P (Z<-0.62)
𝑃(
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝑋−µ X−µ
≤
)
σ
𝜎
Paso 3:
Sustitución
Paso 4:
Resultado
𝑃(
−0.62 − 0 −0.62 − 0
≤
)
1
1
0,267629
b) P (Z> 1.06)
Paso 1:
Datos
Paso 2:
Formula
Paso 3:
Sustitución
𝑃(
𝑃(
1.06 − 0 1.06 − 0
≤
)
1
1
Paso 4:
Resultado
0,855428
c) P (-0.37< Z <0.51)
Paso 1:
Datos
Paso 2:
Formula
Paso 3:
Sustitución
𝑃(
𝑃(
𝑋−µ X−µ
≤
)
σ
𝜎
−0.37 − 0 0.51 − 0
≤
)
1
1
Paso 4:
Resultados
-0,37 0,355691
0,51 0,694974
d) P (IZI 0.47)
Paso 1:
Datos
Paso 2:
Formula
Paso 3:
Sustitución
𝑋−µ X−µ
≤
)
σ
𝜎
𝑃(
𝑃(
Paso 4:
Resultados
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝑋−µ X−µ
≤
)
σ
𝜎
0.47 − 0 0.47 − 0
≤
)
1
1
0,680822
3.23. Una variable aleatoria discreta X tiene la siguiente función de probabilidades:
a) Represente con una gráfica de barras la distribución de probabilidad de esta
variable X.
Distribución de Probabilidad (Damariz
Rebolledo)
0.54
0.6
0.5
0.4
0.3
0.2
0.1
0
0.3
0.1
1
2
0.05
3
0.01
4
5
b) Dibuje también la función de distribución acumulada F(x).
Distribución Acumulada (Damariz
Rebolledo)
0.08
0.06
0.0598568
0.0438386
0.0333061
0.04
0.0310271
0.0292983
0.02
0
1
2
3
4
5
c) Encuentre la media y la desviación estándar de la variable aleatoria X.
La media es de: 3 y la desviación estándar de: 1.581
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.24 Suponga que la probabilidad de detectar una grieta de 0.003 pulgadas en una pieza
metálica es de 0.20. Si se envían a inspección una serie de estas piezas, sea Y el
número de piezas que será necesario revisar para observar la primera grieta. Utilice un
modelo de probabilidad adecuado y obtenga lo siguiente:
a) P (Y ≥ 5)
La probabilidad que Y sea mayor igual a 5 es de 0.4096 (CALCULADO EN EXCEL)
b) P (Y ≤ 4)
La probabilidad que Y sea menor igual a 4 es de 0.4096 (CALCULADO EN EXCEL)
c) E (Y)
La probabilidad de E (Y) es de 0.4096 (CALCULADO EN EXCEL)
d) Var (Y)
La probabilidad de Var (Y) es de 0.4096 (CALCULADO EN EXCEL)
3.25. Sí X sigue una distribución normal con media 5 y varianza 4, encuentra la
constante c tal que:
a) P(X<c) = 0.8749
Paso 1.
Datos:
Paso 2.
Fórmula:
Paso 3.
Procedimiento:
𝑃(𝑋 < 𝐶 ) = 0.8749 𝑃(𝑍 < 1.15) = 0.8749
𝜇=5 𝜎=4
TABLA DE DISTRIBUCIÓN NORMAL Z
𝑋 = 5 + 1.15 ∗ 2 = 7.3
Paso 4.
Gráfica:
Paso 5.
La constante c de una distribución normal Z de 1.15 con una media de
Resultados,
5 y varianza de 4, dado que el valor X es menor, fue 7.3.
interpretaciones y
toma de
decisiones.
a) P(c<X) = 0.6406
Paso 1.
Datos:
Paso 2.
Fórmula:
1 − 𝑃 (𝑍 > 0.6406) = 0.3594 𝑍 = −0.36
𝜇=5 𝜎=4
TABLA DE DISTRIBUCIÓN NORMAL Z
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 3.
Procedimiento:
𝑋 = 5 − 0.36 ∗ 2 = 4.28
Paso 4. Gráfica:
Paso 5.
La constante c de una distribución normal Z de -0.36 con una media de
Resultados,
5 y varianza de 4, dado que el valor X es mayor, fue 4.28.
interpretaciones y
toma de
decisiones.
c) P(|X-5|<c) = 0.95
Paso 1.
Datos:
Paso 2.
Fórmula:
Paso 3.
Procedimiento:
𝑃 ((𝑋 − 5) < 𝐶 ) = 0.95 𝑍 = 1.65
𝜇=5 𝜎=4
TABLA DE DISTRIBUCIÓN NORMAL Z
𝑋 = (5 + 1.65 ∗ 2) + 5 = 13.3
Paso 4.
Gráfica:
-
Paso 5.
La constante c de una distribución normal Z de 1.65 con una media de 5
Resultados,
y varianza de 4, dado que el valor X es menor, con un valor absoluto de
interpretaciones y 5, fue 13.3.
toma de
decisiones.
3.26. El grosor de ciertas placas de metal puede considerarse una variable aleatoria
normal con media µ=20 mm y una desviación estándar de ð=0.04 mm.
Paso 1.
Datos.
X: medida de corte de las tiras metálicas (cm) ~ N( µ,σ2)
LI: 19.95
LS: 20.10
µ=20
Paso 2.
Formulas.
Paso3.
Procedimiento.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Z= (X-µ)/σ
Calculado en minitab
Paso 4.
Gráfica
Gráfica de distribución a) Damariz Rebolledo
Normal, Media=20, Desv.Est.=0.04
10
0.8881
Densidad
8
6
4
2
0
19.95
20
20.1
X
Gráfica de distribución b) Damariz Rebolledo
Normal, Media=20, Desv.Est.=0.04
0.5161
10
Densidad
8
6
4
2
0
Paso 5.
Resultados,
interpretaciones y
toma de decisiones.
19.972
20
X
20.028
a) ¿Qué porcentaje de placas defectuosas se esperaría
observar si las especificaciones son [19.95, 20.10]?
Se espera un porcentaje de 88.81% de placas defectuosas.
b) ¿Cuánto tendrían que valer las especificaciones para
que el desperdicio fuera a lo más de 5%?
Deberían de estar entre los 19.972 y 20.028 para tener un 5% de
desperdicio aproximadamente.
3.27. Una compañía automotriz otorga una garantía de 5 años o 100000 kilómetros para
el diferencial de un automóvil. Históricamente 5 % de los compradores de estos autos
han reclamado el servicio de garantía.
Paso 1.
Datos
Garantía: 5% de los compradores
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 2.
Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráficas
Paso 5.
Resultados
interpretaciones y
toma de decisiones.
𝑃 (𝑋 = 𝑥 )
𝑃 (𝑥 = 0) =
10!
(0.05)0 (1 − 0.05)10−0 = (0.95)10 = 0.5987
0! (10 − 0)!
-
a) Encuentre la probabilidad de que a un nuevo
distribuidor le reclamen la garantía en el décimo auto
vendido.
Existe el 59.87% de que no reclamen la garantía y un 40.1263%
de que la reclamen
b) Sea X igual al número de autos vendidos hasta el
primer reclamo. Encuentre el valor esperado de X, su
varianza y la desviación estándar.
𝑛
𝑛!
( )=
𝑥
𝑥! (𝑛 − 𝑥 )!
2
𝜎 = 𝑉(𝑋) = 𝑛𝑝(1 − 𝑝)
𝜎 = √𝑉(𝑋) = 𝑛𝑝(1 − 𝑝)
3.28 En relación a una distribución uniforme:
a)
Represente
gráficamente
la
función
de
probabilidad de una
distribución uniforme
discreta que toma los
valores {1,2,3,4,5}.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
b)
Grafique
la
función de densidad
de una distribución
uniforme
continua
con parámetros a= 1
y b = 5.
c)
Comente
las
diferencias entre los
dos casos anteriores.
d) Calcule la media y
varianza para ambas
distribuciones.
La desviación estándar es más grande en la gráfica número dos,
ya que la cantidad de datos solo son dos, no como en la gráfica
número uno que son cinco datos.
Grafica Numero Uno:
Media: 3
Desviación Estándar: 2.828
Grafica Numero Dos:
Media: 3
Desviación Estándar:1.581
e)
Grafique
la
distribución
acumulada
para
ambos casos.
Gráfica de distribución (Damariz Rebolledo)
Normal; Media=3; Desv.Est.=1,581
0,25
Densidad
0,20
0,15
0,10
0,05
0,025
0,00
0,025
-0,09870
3
X
6,099
3.29. Vaya al capítulo 13 lea y reporte los aspectos básicos sobre las distribuciones
exponenciales, Weibull y lognormal.
Distribución exponencial Weibull:
Modelo muy versátil debido a que su función de riesgo puede ser decreciente, constante o creciente,
dependiendo del valor de su parámetro de forma.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Dada su flexibilidad, la distribución Weibull es de las más utilizadas para describir la vida de productos,
ya que permite modelar productos con tasas de riesgo creciente, constante y decreciente.
Distribución exponencial lognormal:
Modela el tiempo de falla de procesos de degradación (fatiga, desgaste), y puede servir cuando los
tiempos a la falla son el resultado de muchos efectos pequeños que actúan de manera multiplicativa
El modelo lognormal es apropiado cuando los tiempos a la falla son el resultado de muchos efectos
pequeños que actúan de manera multiplicativa. Esto hace que al sacar el logaritmo dichos efectos se
conviertan en efectos que actúan de manera aditiva sobre el logaritmo del efecto global o logaritmo
del tiempo de falla, y estos últimos tienden a distribuirse normal.
3.30. Con la distribución del ejercicio 25 del capítulo 13, conteste lo siguiente:
Paso 1.
Datos:
1
𝑓 (𝑡 ) = (10000) 𝑒
−𝑡⁄
1000
Paso 2.
Fórmula:
Calculado en Excel
Paso 3.
Procedimiento:
Calculado en Excel
𝑡>0
Histograma de RESISTENCIA
Paso 4. Gráfica:
Normal
Media
27.22
Desv.Est. 1.430
N
55
14
12
Frecuencia
10
8
6
4
2
0
24.0
25.6
27.2
28.8
30.4
RESISTENCIA
a) Grafique la función de densidad, comente en qué rango
Paso 5.
es el tiempo de vida del producto.
Resultados,
b) Obtenga la probabilidad de que el producto dure más de
interpretaciones y
100 horas, más de 500, y entre 100 y 500 horas.
toma de
decisiones.
La probabilidad es de 0.2675 (CALCULADO EN EXCEL)
c) Calcule la media y varianza para esta distribución.
Media
Varianza
202.50
5.00
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.31 Mediante un software estadístico genere 200 muestras de tamaño cinco de una
distribución normal estándar. Por ejemplo en Excel con =DISTR.NORM.
INV(ALEATORI0(),0,1) se genera un número aleatorio de una distribución normal
estándar, por lo tanto se puede repetir esta instrucción en cinco columnas, y en 200
renglones. Para cada muestra de tamaño 5 calcule la media, la desviación estándar de
la muestra. Además haga lo siguiente.
Paso 1.
Datos
Paso 2.
Fórmula:
𝑛
Mediana= 2
Paso 3.
Procedimiento:
𝜀𝑖
x= 𝑛
𝑠2 =
𝜀(𝑋𝑖−𝑋)2
𝑛−1
S=√
𝜀(𝑋𝑖−𝑥)2
𝑛−1
𝑋̅
T= 𝑆/
√𝑛
Muestras calculadas en excel =DISTR.NORM. INV(ALEATORI0
Calculado en Minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 4. Gráfica:
Gráfica de distribución (Damariz Rebolledo)
0.4
Densidad
0.3
0.2
0.1
0.05
0.0
X
0
2.015
Informe de resumen de Datos aleatorios (Damariz Rebolledo)
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
0.36
0.457
0.00317
1.04756
1.09738
0.0634387
-0.0921733
201
-2.97897
-0.73418
0.01053
0.75541
3.06599
Intervalo de confianza de 95% para la media
-3
-2
-1
0
1
2
-0.14253
3
0.14887
Intervalo de confianza de 95% para la mediana
-0.20320
0.08870
Intervalo de confianza de 95% para la desviación estándar
0.95419
1.16135
Intervalos de confianza de 95%
Media
Mediana
-0.2
Paso 5.
Resultados,
interpretaciones
y toma de
decisiones.
-0.1
0.0
0.1
0.2
En la gráfica del histograma se puede observar que parece ser una
distribución de Chi-cuadrada, también al elevar los valores al cuadrado.
Así cómo también se observa que la distribución es bastante parecida a
una T student con n grados de libertad.
3.32. Ilustrando el teorema central del límite. Utilice un software estadístico para
generar 300 muestras aleatorias cada una de tamaño 4 de una distribución uniforme en
el intervalo [6,14]. Cada muestra se puede hacer con Excel con la instrucción
ALEATORIO( )*(14-6)+6. Calcule la media para cada muestra, a las 300 medias
represéntelas en un histograma.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1. Datos
Paso 2.
Fórmula
Paso 3.
Procedimiento
Muestras
(HOJA DE EXCEL) =ALEATORIO( )*(14-6)+6
Cálculos realizados en Excel y Minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 4.
Gráficas
Histograma de MUESTRAS (Damariz Rebolledo)
25
Frecuencia
20
15
10
5
0
6.0
7.5
9.0
10.5
12.0
13.5
MUESTRAS
Paso 5.
Resultados
interpretaciones
y toma de
decisiones.
a) Comente la forma del histograma.
En el histograma se muestran claramente el resultado de un experimento
aleatorio el cual no puede anticiparse aun cuando se repita bajo las
mismas condiciones de aleatoriedad; mas sin embargo en la gráfica se
muestra el conjunto de resultados posibles de un experimento aleatorio.
b) Obtenga la media de las medias y la desviación es-tándar de
las medias.
Variable media desv.est.
Muestras 9.989
2.310
c) ¿de manera aproximada qué distribución siguen las medias de
las muestras? Argumente.
Siguen la distribución de probabilidad x en donde se describe el conjunto
de los valores posibles que podrían tomar las 300 variables de x con la
probabilidad asociada a cada uno de los valores.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.33 Repita el ejercicio anterior, pero ahora use un tamaño de muestra de tamaño 10.
Comente sobre las similitudes y diferencias.
Paso 1.
Datos:
Paso 2.
Fórmula
(HOJA DE EXCEL) =ALEATORIO( )*(14-6)+6
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 3.
Procedimiento:
Calculado en Excel y Minitab
Paso 4. Gráfica:
Dámariz Rebolledo
25
Frecuencia
20
15
10
5
0
6.0
7.5
9.0
1 0.5
1 2.0
1 3.5
muestras
Paso 5.
Resultados,
interpretaciones y
toma de
decisiones.
a) Comente la forma del histograma.
En el histograma se muestran claramente el resultado de un
experimento aleatorio el cual no puede anticiparse aun cuando se
repita bajo las mismas condiciones de aleatoriedad; mas sin
embargo en la gráfica se muestra el conjunto de resultados
posibles de un experimento aleatorio.
b) Obtenga la media de las medias y la desviación estándar de
las medias.
Variable
Media Desv.Est.
Muestras 10.016
2.301
c) ¿De manera aproximada qué distribución siguen las medias
de las muestras? Argumente.
Siguen la distribución de probabilidad X en donde se describe el
conjunto de los valores posibles que podrían tomar las 300
variables de X con la probabilidad asociada a cada uno de los
valores.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
3.34. Repita el ejercicio 32 pero ahora utilice la distribución exponencial con parámetro
𝝀=3 para generar las muestras. En Excel los números aleatorios exponenciales se
pueden obtener con = -LN (1-ALEATORIO())*𝝀
Paso 1.
Datos:
𝜆=3
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
300 medias
Paso 2.
Fórmula:
(HOJA DE EXCEL) Las 300 muestras con tamaño de 4 y las 300 medias
de estas.
(MINITAB) Se calculó la media y Desv. Estándar.
Paso 3.
Procedimiento:
(HOJA DE EXCEL) = -LN (1-ALEATORIO())*𝜆
Paso 4.
Gráfica:
Histograma de C1 (Damariz Rebolledo)
Normal
50
Media 2.995
Desv.Est. 1.760
N
300
Frecuencia
40
30
20
10
0
0.0
1.5
3.0
4.5
6.0
7.5
9.0
10.5
C1
Paso 5.
Resultados,
interpretacione
s y toma de
decisiones.
a) Comente la forma del histograma.
El histograma presentó una mayor concentración de las 300 medias hacia
el lado izquierdo entre 0.5 a 6.0 teniendo así una media de 2.995 con una
desviación estándar de 1.760.
b) Obtenga la media de las medias y la desviación estándar de las
medias.
Media=2.995 Desv. Est=1.760
c) ¿De manera aproximada qué distribución siguen las medias de
las muestras? Argumente.
La distribución de 300 medias de las 300 muestras de esta población es
aproximadamente normal debido a que no está en el límite central y está
un poco desviada a la izquierda.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
CAPITULO 4 – ELEMENTOS DE INFERENCIA ESTADÍSTICA (MAPA SEMÁNTICO)
Población y muestra
Población
Parámetro
Conjunto formado por la totalidad
de individuos, objetos o medidas de
interés sobre los que se realiza un
Estudio.
Es un valor representativo y
descriptivo de una población, como
la media o la desviación estándar.
Inferencia estadística
Estadístico
Es hacer afirmaciones válidas
acerca de una población o proceso
con base en la información
contenida en una muestra.
Muestra
Parámetros y
Estadísticos
Parte de una población.
Que conserva las características más
importantes de dicha población.
Distribuciones de
Probabilidad
Estimación Puntual
y Por Intervalo
Distribución de una variable aleatoria x
Error Estándar
Relaciona el conjunto de los valores
posibles de X con la probabilidad
asociada a éstos.
Desviación estándar de un estadístico
que ayuda a determinar qué tan
precisas son las estimaciones que se
realizan con tal estadístico.
Estimador Puntual
Estadístico que estima el valor de un
parámetro.
Medidas o funciones de los datos
muéstrales
que
ayudan
a
caracterizar la distribución de tales
datos.
Intervalo de Confianza
Forma de estimar un parámetro en la
cual se calcula un intervalo que indica
con cierta probabilidad un rango donde
puede estar el parámetro.
Hipótesis Estadística
Es una afirmación sobre los valores de
los parámetros o una característica de
una población o proceso, que puede
probarse a partir de la información
contenida en una muestra.
Hipótesis Nula 𝑯𝒐
Planteamiento de
una hipótesis
estadística
Afirmación acerca del valor de un
parámetro poblacional que se considera
válida para desarrollar el procedimiento
de prueba.
Hipótesis Alternativa 𝑯𝑨
Afirmación que se aceptará si los datos
muéstrales proporcionan evidencia de
que la hipótesis nula es falsa.
Inferencia
Estadística
Estadístico de
Prueba
Región de Rechazo
Estadístico de Prueba
Conjunto de posibles valores del
estadístico de prueba que llevan a
rechazar 𝐻𝑜 .
Fórmula que permite calcular un
número a partir de los datos y de
𝐻𝑜 . La magnitud de este número
permite discernir si 𝐻𝑜 se rechaza o
no.
Región de aceptación
Hipótesis Bilateral
Conjunto de posibles valores del
estadístico de prueba donde no se
rechaza 𝐻𝑜 .
Es cuando la hipótesis alternativa es
del tipo “no es igual”, por lo que
puede haber evidencia en contra de
𝐻𝑜 en cualquier lado de la
distribución de referencia.
Prueba de Hipótesis
Pruebas de una y
dos colas
Hipótesis Unilateral
Error Tipo II
Es cuando se rechaza una 𝐻𝑜 que
es verdadera.
Riesgo de una
decisión equivocada
3 Criterios de
Rechazo o
Aceptación
equivalentes
Significancia observada a
significancia predefinida
Intervalo de Confianza
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Es cuando se acepta una 𝐻𝑜 que es
falsa.
Potencia de la Prueba
Es cuando la hipótesis alternativa es
del tipo “no es igual”, por lo que
puede haber evidencia en contra de
𝐻𝑜 en cualquier lado de la
distribución de referencia.
Estadístico de prueba frente
a valor critico
Error Tipo II
Es la probabilidad de rechazar 𝐻𝑜
cuando es falsa.
Significancia Predefinida
Es el riesgo máximo que se está
dispuesto a correr con respecto al
error tipo I.
Significancia
Calculada/Observada (valor –p)
Ces el área bajo la distribución de
referencia más allá del valor del
estadístico de prueba.
PROBLEMAS
4.1 En un estudio estadístico, ¿qué es una población y para qué se toma una muestra?
La población es un conjunto formado por la totalidad de individuos, objetos o medidas de
interés sobre los que se realizan un estudio.
La muestra se utiliza cuando tenemos una población infinita y por medio de cálculos
muestréales adecuados nos permitirá hacer afirmaciones acerca de toda la población.
4.2 ¿Qué significa probar una hipótesis?
Es un estudio estadístico por lo general se busca responder con cierto nivel de confianza la
pregunta planteada para poder tomar las decisiones pertinentes.
4.3 ¿Qué implica realizar una estimación puntual y en qué consiste la estimación por
intervalo para la media? El estimador puntual de un parámetro es un estadístico que genera
un valor numérico simple, y que se utiliza para proporcionar una estimación del valor del
parámetro desconocido. Por ejemplo, con frecuencia es necesario estimar el valor de:
o La media 𝜇 del proceso (o población objeto de estudio).
o La varianza 𝜎 o la desviación estándar del proceso.
o La proporción p de artículos defectuosos.
4.4. ¿Por qué no es suficiente la estimación puntual y porqué se tiene que recurrir a la
estimación por intervalo? Porque a veces es conveniente obtener unos límites entre los
cuales se encuentre el parámetro con un cierto nivel de confianza, en este caso necesitamos
de estimación por intervalos.
4.5. Explique el papel que desempeñan las distribuciones de probabilidad en la
inferencia estadística.
Una distribución de probabilidad Distribución de una variable o X relaciona el conjunto de
valores posibles de aleatoria X, con la probabilidad asociada a estos valores.
Una distribución de probabilidad también se puede considerar una distribución teórica de
frecuencia, que describe cómo se espera que varíen los resultados de la variable aleatoria. De
esta forma, lo aleatorio se modela (describe, acota), y al observar una realización específica
de un estadístico es posible corroborar o rechazar supuestos (prueba de hipótesis) o hacer
estimaciones poblacionales. Las distribuciones de probabilidad que más se emplean en
intervalos de confianza y pruebas de hipótesis son las distribuciones: normal,iT de Student,jicuadrada y F.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.6 En el contexto de estimación por intervalo, señale en forma específica qué
parámetro utiliza cada una de las siguientes distribuciones para realizar estimaciones:
T de Student, normal y Chi-cuadrada.
T de Student µ
Chicuadrado σ (sigma al cuadrado)
4.7 Explique que es un estadístico de prueba y señale su relación con los intervalos de
aceptación y rechazo
Un estadístico de prueba es un valor estandarizado que se calcula a partir de los datos de la
muestra durante una prueba de hipótesis. Puede utilizar los estadísticos de prueba para
determinar si puede rechazar la hipótesis nula.
4.8. ¿Qué son los errores tipo 1 y tipo 11 en las pruebas de hipótesis?
Error tipo I: Es cuando se rechaza un Ho que es verdadera.
Error tipo II: Es cuando se acepta que una Ho que es falsa.
4.9 Señale y describa de manera breve los tres criterios equivalentes de rechazo de una
hipótesis.
Estadístico de prueba frente a valor crítico:
Este criterio se utilizó en el ejemplo previo y es el que de manera tradicional se empleaba
antes de los avances en materia computacional que ahora existe. Este método consiste en
rechazar H0 sí el estadístico de prueba cae en la región de rechazo que está delimitada por el
valor crítico.
Significancia observada frente a significancia predefinida:
La significanda predefinida que se denota con o: es el riesgo máximo que se está dispuesto a
correr por rechazar H0 indebidamente (error tipo I). Mientras que la significanda observada o
calculada, también conocida como p-value o valor-p, es el área bajo la distribución de
referencia que está más allá del valor del estadístico de prueba.
Significancia observada frente a significancia predefinida:
La significanda predefinida que se denota con o: es el riesgo máximo que se está dispuesto a
correr por rechazar H0 indebidamente (error tipo I). Mientras que la significanda observada o
calculada, también conocida como p-value o valor-p, es el área bajo la distribución de
referencia que está más allá del valor del estadístico de prueba.
4.10 Mencione un ejemplo de datos o muestras pareadas
Son conocidas como muestras asociadas
Ejemplo:
Medir la presión arterial a 10 personas por la mañana
Medir la presión arterial a las mismas 10 personas por la tarde.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.11. En la elaboración de envases de plástico es necesario garantizar que cierto tipo
de botella en posición vertical tenga una resistencia mínima de 50 kg de fuerza. Para
asegurar esto, en el pasado se realizaba una prueba del tipo pasa-no-pasa, donde se
aplicaba la fuerza mínima y se veía si la botella resistía o no. En la actualidad se realiza
una prueba exacta, en la que mediante un equipo se aplica fuerza a la botella hasta que
ésta cede, y el equipo registra la resistencia que alcanzó la botella.
Paso 1. Datos:
𝑆=3
X = 55.2
𝑁. 𝐶 = 95% 𝜇 = 52
𝑥 = 50 𝑘𝑔 𝑓𝑢𝑒𝑟𝑧𝑎 𝑛 = 20 𝛼 = 0.05
Paso 2. Fórmula:
𝑺
̅ − 𝒕𝜶
𝑿
,
𝒏−𝟏
̅ + 𝒕𝜶
𝑿
,
𝒏−𝟏
𝟐
𝟐
√𝒏
𝑺
√𝒏
𝒗= 𝒏−𝟏
Paso 3.
Sustitución:
𝟓𝟓. 𝟐 − (𝟐. 𝟎𝟗𝟑)
𝟓𝟓. 𝟐 + (𝟐. 𝟎𝟗𝟑)
𝟑
√𝟐𝟎
𝟑
√𝟐𝟎
𝒗 = 𝟐𝟎 − 𝟏 = 𝟏𝟗
Paso 4.
Operaciones:
Límite inferior =53.79
Límite superior =56.60
Paso 5. Datos:
Paso 6. Fórmula:
𝑆=3
X = 55.2
𝑁. 𝐶 = 95% 𝜇 = 52
𝑥 = 50 𝑘𝑔 𝑓𝑢𝑒𝑟𝑧𝑎 𝑛 = 20 𝛼 = 0.05
(𝒏 − 𝟏)𝑺𝟐
𝝌𝟐𝜶
𝟐
, 𝒏−𝟏
(𝒏 − 𝟏)𝑺𝟐
𝝌𝟐 𝜶
𝟏− , 𝒏−𝟏
𝟐
𝒗= 𝒏−𝟏
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 7
Sustitución:
(𝟐𝟎 − 𝟏)(𝟑)𝟐
𝟑𝟐. 𝟖𝟓𝟐
(𝟐𝟎 − 𝟏)(𝟑)𝟐
𝟖. 𝟗𝟎𝟕
𝒗 = 𝟐𝟎 − 𝟏 = 𝟏𝟗
Paso 8.
Operaciones:
Límite inferior: 5.2051
Límite superior: 19.1983
Paso 9.
Resultados,
interpretaciones y
toma de
decisiones.
a)
¿Qué ventajas y desventajas tiene cada método?
1° Método: Paso – no pasa
Ventajas: Es más rápido
Desventajas: Imprecisión en los datos
2°Método: Hacer pruebas de resistencia
Ventajas: Precisión en los datos
Desventaja: Es más lento
b) Para evaluar la resistencia media de los envases se toma
una muestra aleatoria de n= 20 piezas. De los resultados
se obtiene que X = 55.2 y S= 3. Estime con una confianza
de 95% ¿cuál es la resistencia promedio de los envases?
La resistencia promedio de los envases se encuentra entre
53.79 y 56.60.
c)
Antes del estudio se suponía que 11= 52. Dada la
evidencia de los datos, ¿tal supuesto es correcto?
No, la media de 52 es incorrecta porque está por debajo del
límite inferior.
d) Con los datos anteriores, estime con una confianza de
95% ¿cuál es la desviación estándar poblacional (del
proceso)?
La desviación estándar poblacional del proceso se encuentra
entre 5.2051 y 19.1983.
4.12 Para evaluar el contenido de nicotina en cierto tipo de cigarros elaborados por un
proceso se toma una muestra aleatoria de 40 cigarrillos y se obtiene que X= 18.1 mg y
S= 1.7.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1. Datos:
𝑥̅ = 18.1
n=40
S=1.7
Paso 2. Fórmula:
Mediana=
𝑛
2
𝜀𝑖
x=
𝑛
𝑠2 =
𝜀(𝑋𝑖−𝑋)2
𝑛−1
𝑛=
Paso 3.
Procedimiento
𝜀(𝑋𝑖−𝑥)2
S=√
𝑛−1
𝑍 2 𝛼⁄2 𝑝̂ (1 − 𝑝̂̂ )
𝐸2
Calculado en Minitab
(2.042)2 (0.05)(1 − 0.05)
𝑛=
= 1.2378
(0.4)2
Paso 4. Gráficas
Paso 5.
Resultados,
interpretaciones y
toma de
decisiones.
a) Estime con una confianza de 95%, ¿cuál es la cantidad
de nicotina promedio por cigarro?
La cantidad promedio de nicotina por cigarro se encuentra entre
17.556 y 18.644.
b) ¿Cuál es el error de estimación en el inciso anterior?
El error de estimación es de 0.269.
c) Antes del estudio se suponía que μ = 17.5. Dada la
evidencia de los datos, ¿se puede rechazar tal
supuesto?
No, porque se encuentra dentro de los limites calculados en el inciso
a.
d) Si se quiere estimar la media con un error máximo de
0.4, ¿qué tamaño de muestra se requiere?
Con un error máximo de 0.4 el tamaño de la muestra se requiere que
sea de 1.2378.
e) Con los datos anteriores, estime con una confianza de
95% ¿cuál es la desviación estándar poblacional (del
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
proceso)?
La desviación estándar del proceso está dentro 1.39 y 2.18.
f) ¿Qué puede decir sobre la cantidad mínima y máxima
de nicotina por cigarro?
Es posible garantizar con suficiente confianza que los cigarros tienen
menos de 20 mg de nicotina.
4.13 En un problema similar al del ejercicio 11 es necesario garantizar que la resistencia
mínima que tienen un envase de plástico en posición vertical sea de 20 kg. Para evaluar
esto se obtuvieron los siguientes datos mediante pruebas destructivas:
28.3
25.2
27.6
29.7
27.6
26.8
30.4
27.3
26.8
25.5
26.6
27.7
26.2
29.5
28.3
26.5
27.0
27.7
28.4
27.4
28.1
26.1
27.2
26.3
28.8
24.8
28.1
25.9
28.1
25.0
27.4
26.9
26.5
28.7
25.3
26.2
28.0
28.3
27.0
27.7
Paso 1. Hipótesis:
𝐻𝑜 : 𝜇 = 25 𝑘𝑔
𝐻𝐴 : 𝜇 ≠ 25 𝑘𝑔
Paso 2. Nivel de
significancia:
Paso 3.
Estadístico de
Prueba:
Paso 4. Regla de
Decisión:
𝛼 = 0.05
Calculado en minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
29.4
27.6
26.5
25.5
25.2
28.6
25.6
29.1
26.9
28.6
24.9
29.5
23.7
27.2
27.9
Paso 5.
Resultados,
interpretaciones y
toma de
decisiones.
a) Esta variable forzosamente tiene que evaluarse mediante
muestreo y no a 100%, ¿por qué?
Los datos se encuentran muy por encima de la especificación inferior
(20Kg) se cumple con la calidad exigida.
Media y mediana están alrededor de 27 kg, además su desviación es
1,43kg Coef
Var= 5,25%
Los límites reales se encuentran el 97,3% entre 22,93 y 31,51Kg El
diagrama de caja nos señala cierta simetría de la información y que
se encuentra los bigotes alejados de la especificación inferior.
b) Realice un análisis exploratorio de estos datos (obtenga
un histograma y vea el comportamiento de los datos
obtenidos).
Valor p < Alfa (0,05) entonces se rechaza
Ho la media es diferente de 25
c) Estime con una confianza de 95%, ¿cuál es la resistencia
promedio de los envases?
Con una confianza del 95% se puede afirmar que la media verdadera
de la resistencia de
los envases se encuentran entre 26,833 y 27,607 Kg
d) Antes del estudio se suponía que 11 = 25. Dada la
evidencia de los datos, ¿tal supuesto es correcto?
Sí, porque el método estándar se utiliza sólo para la distribución
normal
e) Con los datos anteriores, estime con una confianza de
95% ¿cuál es la desviación estándar poblacional (del
proceso)?
Con una confianza del 95% se puede afirmar que la desviación
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
estándar verdadera de la
resistencia de los envases se encuentra entre 1,20 y 1,76 Kg.
4.14 En la elaboración de una bebida se desea garantizar que el porcentaje de co2 (gas)
por envase esté entre 2.5 y 3.0. Los siguientes datos fueron obtenidos del monitoreo
del proceso:
𝐸𝐼 = 2.5
ES = 3.0
𝑁. 𝐶 = 95%
𝑛 = 68 𝛼 = 0.05
Paso 1. Datos:
Paso 2. Fórmula:
Datos Obtenidos en Minitab
Paso 3. Operación:
𝑺
𝒏−𝟏 √𝒏
𝟐
̅ − 𝒕𝜶
𝑿
,
𝑺
𝒏−𝟏 √𝒏
𝟐
̅ + 𝒕𝜶
𝑿
,
(𝒏−𝟏)𝑺𝟐
(𝒏−𝟏)𝑺𝟐
𝝌𝟐𝜶
, 𝒏−𝟏
𝟐
𝝌𝟐 𝜶
𝟏− , 𝒏−𝟏
𝟐
𝒗=𝒏−𝟏
IC de 95%
(2.57987, 2.60693)
𝜇 = 2.5934
𝑆 = 0.0559
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 4. Gráfica:
Histograma de C1 (Damariz Rebolledo)
14
12
Frecuencia
10
8
6
4
2
0
2.50
2.55
2.60
2.65
2.70
C1
Paso 5. Resultados,
interpretaciones y
toma de decisiones.
a) Realice un análisis exploratorio de estos datos (obtenga
un histograma y vea el comportamientos de los datos
obtenidos).
Existe un rango mayor de datos obtenidos dentro de un rango de
2.55 a 2.60 donde se demuestra que los niveles de CO2
aproximadamente están en este intermedio.
b) Estime con una confianza de 95%, ¿cuál es el C02
promedio por envase?
El promedio de CO2 promedio por envase esta entre 2.57987 y
2.606692.
d) Se supone que μ debe ser igual a 2.75. Dada la evidencia,
¿es posible rechazar tal supuesto?
No, la media de 2.75 es incorrecta porque está por debajo del límite
inferior.
e) Con los datos anteriores, estime con una confianza de
95% la desviación estándar del proceso.
La desviación estándar del proceso es de 0.0559
f) De los datos muestrales se observa que el mínimo es
2.48 y el máximo 2.73, ¿por qué el intervalo obtenido en
el inciso b) tiene menor amplitud?
Porque la mayor parte de los datos se concentró en un rango de
2.55 a 2.60 dejando así menor amplitud que en la de datos
muestrales, que aún se desconocen.
4.15. Una característica importante en la calidad de la leche de vaca es la
concentración de grasa. En una industria en particular se fijó como estándar mínimo
del producto que se recibe directamente de los establos lecheros sea de 3.0%. Por
̅ = 3.2
medio de 40 muestreos y evaluaciones en cierta época del año se obtuvo que 𝐗
y S= 0.3.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1. Datos:
𝑁. 𝐶 = 90% 𝑆 = 0.3
𝑛 = 40 𝛼 = 0.10
𝑋̅ = 3.2
Paso 2. Fórmula:
̅ − 𝒕𝜶
𝑿
,
𝟐
𝑺
𝒏−𝟏 √𝒏
̅ + 𝒕𝜶
𝑿
,
𝟐
𝑺
𝒏−𝟏 √𝒏
Paso 3. Sustitución:
(Datos obtenidos de Minitab)
IC de 90%
(3.1201, 3.2799)
Error Estándar de la media
0.0474
𝑁. 𝐶 = 90% 𝑆 = 0.3
𝑛 =? 𝑝̂ = 0.10
𝐸 = 0.05
Paso 4. Datos:
𝑋̅ = 3.2
Paso 5. Fórmula:
𝑛=
𝑍 2 𝛼⁄2 𝑝̂ (1 − 𝑝̂̂ )
𝐸2
Paso 6. Sustitución:
𝑛=
Paso 7. Datos:
(1.64)2 (0.10)(1 − 0.10)
= 39.73
(0.05)2
𝑁. 𝐶 = 90% 𝑆 = 0.3
𝑛 = 40 𝛼 = 0.10
𝑋̅ = 3.2
Paso 8. Fórmula:
(𝑛 − 1)𝑆 2
𝜒𝛼2
2
, 𝑛−1
(𝑛 − 1)𝑆 2
𝜒2 𝛼
1− , 𝑛−1
2
𝑣 =𝑛−1
Paso 9. Sustitución:
(40 − 1)(0.3)2
= 0.0801
43.773
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
(40 − 1)(0.3)2
= 0.1898
18.493
𝑣 = 40 − 1
Paso 10.
Resultados,
interpretaciones y
toma de decisiones.
a) Estime con una confianza de 90% el contenido promedio
de grasa poblacional.
El contenido promedio de grasa poblacional está entre 3.1201 y
3.2799.
b) ¿Cuál es el error máximo de estimación para la media?
¿Porqué?
El error máximo de estimación para la media es de 0.0474.
c) Si se quiere estimar la media con un error máximo de
0.05, ¿qué tamaño de muestra se requiere?
El tamaño de la muestra que se requiere debe ser 39.73, para
estimar la media con un error máximo de 0.05.
d) Estime con una confianza de 95%, ¿cuál es la desviación
estándar poblacional?
La desviación estándar poblacional se encuentra entre 0.0801 y
0.1898.
e) ¿Qué puede decir acerca de la cantidad mínima y
máxima de grasa en la leche?
Que están en un rango mayor del 3.0%.
¿Es posible garantizar con suficiente confianza que la
leche tiene más de 3.0% de grasa?
Sí, porque de acuerdo a la hipótesis aceptada el contenido de grasa
esta entre un límite de 3.1201 y 3.2799.
4.16 En la fabricación de discos compactos una variable de interés es la densidad
mínima (grosor) de la capa de metal, la cual no debe ser menor de 1.5 micras. Por
experiencia se sabe que la densidad mínima del metal casi siempre ocurre en los radios
24 y 57, aunque en el método actual también se miden los radios 32, 40 y 48.
Se realizan siete lecturas en cada radio, lo cual da un total de 35 lecturas, de las cuales
sólo se usa la mínima.
A continuación se presenta una muestra histórica de 18 densidades mínimas:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1
Datos
Paso 2
Formula
Paso 3
sustitución
Paso 4
Gráficas
1.81
1.97
1.93
1.97
1.85
1.99
1.95
1.93
1.85
1.87
1.98
1.93
1.96
2.02
2.07
1.92
1.99
1.93
Cálculos realizados en Minitab
Mediante el resumen grafico se pueden obtener todas las
respuestas a todos los incisos de este ejercicio.
Informe de resumen de 4.16 (Damariz Rebolledo)
Prueba de normalidad de Anderson-Darling
A-cuadrado
Valor p
Media
Desv.Est.
Varianza
Asimetría
Curtosis
N
Mínimo
1er cuartil
Mediana
3er cuartil
Máximo
0.36
0.401
1.9400
0.0646
0.0042
-0.226549
0.157296
18
1.8100
1.9075
1.9400
1.9825
2.0700
Intervalo de confianza de 99% para la media
1.80
1.85
1.90
1.95
2.00
1.8959
2.05
1.9841
Intervalo de confianza de 99% para la mediana
1.8846
1.9871
Intervalo de confianza de 99% para la desviación estándar
0.0446
0.1116
Intervalos de confianza de 99%
Media
Mediana
1.900
Paso 5
Resultados,
interpretaciones y
toma de decisiones.
1.925
1.950
1.975
2.000
a) Argumente en términos estadísticos si las densidades
mínimas individuales cumplen con la especificación de
1.5 micras. Sugerencia: aplique la regla empírica.
Observando por regla empírica, es decir; la media y la mediana, es
fácil identificar que la especificación de 1.5 micras no se cumple
debido a que las dos se encuentran con valores de 1.94, muy
alejados de 1.5.
b) Encuentre un intervalo de confianza de 99% para la
media de la densidad mínima.
El intervalo de confianza al 99% de la media se encontraría entre
1.8959 y 1.9841
c) Proporcione un intervalo de confianza de 99% para la
desviación estándar.
El intervalo de confianza de 99% para la desviación estándar esta
entre 1.8846 y 1.9871
d) Dibuje el diagrama de cajas para los datos e interprete
los resultados.
El diagrama de cajas se muestra debajo del histograma. Se observa
que no se encuentra cercano a 1.5 la media o la mediana.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.17 En una auditoría se seleccionan de manera aleatoria 200 facturas de las compras
realizadas durante el año, y se encuentra que 10 de ellas tienen algún tipo de anomalía.
Paso 1.
Datos
Paso 2.
Fórmulas
Paso 3.
Procedimiento
Paso 4.
Gráfica
Paso 5.
Resultados,
interpretaciones y
toma de decisiones
n = 200
µ = 10
Calculado por Minitab
Calculado por Minitab
a) Estime con una confianza de 95% el porcentaje de
facturas con anomalías en todas las compras del año.
28 facturas con anomalías en todas las compras del año
b) ¿Qué tamaño de muestra se tiene que usar si se quiere
estimar el porcentaje de facturas con anomalías con un
error máximo de 2%?
Resultados
Margen
de error
0.02
Tamaño de
la muestra
960368
4.18. En la producción de una planta se está evaluando un tratamiento para hacer que
germine cierta semilla. De un total de 60 semillas se observó que 37 de ellas
germinaron.
Paso 1.
Datos
Paso 2.
Formula
Paso 3.
Procedimiento
n=60
Germinaron= 37
P=0.6166
confianza de 90% (0.09)
confianza de 95% (0.95)
Calculado en Minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 4.
Gráfica
Gráfica de distribución (Damaríz Rebolledo)
Binomial; n=60; p=0.6166
0.12
Probabilidad
0.10
0.08
0.06
0.04
0.02
0.02449
0.02093
0.00
29
45
X
Gráfica de distribución (Damariz Rebolledo)
Binomial; n=60; p=0.6166
0.12
Probabilidad
0.10
0.08
0.06
0.04
0.02
0.04365
0.00
Paso 5.
Resultados,
interpretaciones y
toma de decisiones
0.03971
30
X
44
a) Estime con una confianza de 90% la proporción de
germinación que se logrará con tal tratamiento.
La estimación con una confianza de 90% es de 0.95458.
b) Con una confianza de 90%, ¿es posible garantizar que la
mayoría (más de la mitad) de las semillas germinarán?
Si es posible garantizar que la mayoría de las semillas germinarán.
Ya que existe una igualdad con el 90% y 95%.
c) Conteste los dos incisos anteriores pero ahora con 95%
de confianza.
4.19 Para evaluar la efectividad de un fármaco contra cierta enfermedad se integra en
forma aleatoria un grupo de 100 personas. Se suministra el fármaco y transcurrido el
tiempo de prueba se observa x= 65 personas con un efecto favorable.
Paso 1.
Datos
X= 65
n = 100
Nivel de confianza = 0.90
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 2.
Formula
𝜌(1 − 𝜌)
𝑛
𝑥
𝜌=
𝑛
65
𝜌=
= 0.65
100
𝜌 − 𝑧𝜎⁄2 √
Paso 3.
Sustitucion
Paso 4.
Resultado
Paso 5.
Resultados,
interpretaciones y
toma de decisiones
0.65 ± 0.45√
0.65(1 − 0.65)
100
0.04 ± 2.06√
0.04(1 − 0.04)
100
0.65 ± 0.022
0.65 + 0.022 = 0.672
0.65 – 0.022 = 0.628
0.04 ± 0.041
0.04 + 0.041 = 0.081
0.04 – 0.041 = .001
a) Estime con una confianza de 90% la proporción de
efectividad que se logrará con tal fármaco. Realice una
interpretación de los resultados.
Con una confianza del 90 % se estima que 𝜌 está entre 0.672 y
0.628, o en términos porcentuales entre 67.2% y 62.8%
b) ¿Con base en lo anterior se puede decir que a la mayoría
de las personas (más de la mitad) les hizo buen efecto el
fármaco?
Con lo realizado anterior se confirma que más de la mayoría de las
personas les hizo bueno el fármaco.
c) ¿Qué tamaño de muestra debe usarse si se quiere tener
un error de estimación máximo de 4% (0.04)?
Debe usarse un 2.06 de muestra para que el error de estimación
sea de 0.04
4.20 Con respecto al problema del ejercicio 11, los datos anteriores al diseño de la
prueba continua muestran lo siguiente: de n= 120 envases de plástico probados para
ver si tenían la resistencia mínima de 50 kg de fuerza, x= 10 envases no pasaron la
prueba.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1. Datos:
𝑁. 𝐶 = 95% 𝑆 = 0.3 𝑥 = 10
𝑋̅ = 3.2
𝑛 = 120 𝛼 = 0.05
Paso 2. Fórmula:
̅ − 𝒕𝜶
𝑿
,
𝟐
𝑺
𝒏−𝟏 √𝒏
̅ + 𝒕𝜶
𝑿
,
𝟐
𝑺
𝒏−𝟏 √𝒏
Paso 3. Sustitución:
Calculado en minitab
IC de 95%
(2.9854, 3.4146)
Error Estándar de la media
0.0949
Paso 4. Datos:
𝑁. 𝐶 = 90% 𝑆 = 0.3
𝑛 =? 𝑝̂ = 0.05
𝐸 = 0.03 𝑥 = 10
𝑋̅ = 3.2
Paso 5. Fórmula:
𝑛=
𝑍 2 𝛼⁄2 𝑝̂ (1 − 𝑝̂̂ )
𝐸2
Paso 6. Sustitución:
(2.228)2 (0.05)(1 − 0.05)
𝑛=
= 261.98
(0.03)2
Paso 7. Resultados,
interpretaciones y
toma de decisiones.
a) Estime con una confianza de 95% la proporción de
envases que no tienen la resistencia mínima
especificada. Haga una interpretación de los resultados.
Los 10 envases que no pasaron la prueba, se encuentran en los
límites entre 2.9854 y 3.4146.
b) ¿Cuál es el error de estimación?
El error de estimación es de 0.0949.
c) Calcule el tamaño de muestra que se necesita para que el
error de estimación máximo sea de 0.03.
Con un error de estimación máximo de 0.3 el tamaño de la muestra
debería ser de 261.98.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.21. Un inspector de la Procuraduría Federal del Consumidor acude a una planta que
elabora alimentos para verificar el cumplimiento de lo estipulado en los envases de los
productos en cuanto a peso y volumen. Uno de los productos que decide analizar es el
peso de las cajas de cereal, en las cuales para una de sus presentaciones se establece
que el contenido neto es de 300 gramos. El inspector toma una muestra de 25 cajas y
pesa su contenido. La media y desviación estándar de la muestra son x = 298.3 y S= 4.5.
𝐻0 : 𝜇 = 300
𝐻0 : 𝜇 ≠ 300
α = 0.05
Paso 1.
Hipótesis
Paso 2.
Nivel de
significancia
Paso 3.
Estadístico de
prueba
Paso 4.
Regla de
decisión
𝑥̅ − 𝜇0
𝑆⁄√𝑛
𝑣 =𝑛−1
𝑡0 =
𝑣 = 25 − 1 = 24
Regla de decisión:
𝐻0 no se rechaza ya que su valor del estadístico de prueba (t) se
encuentra entre -2.064 y 2.064
Paso 5.
Toma de
decisión
𝑡 = −0.19 (Calculado por minitab)
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Decisión:
𝐻0 no se rechaza
𝐻0 : 𝜇 = 300
𝐻1 : 𝜇 ≠ 300
∝ = 0.10
Paso 6.
Hipótesis
Paso 7. Nivel de
significancia
Paso 8.
Estadístico de
prueba
𝑥̅ − 𝜇0
𝑠
⁄ 𝑛
√
𝑣 =𝑛−1
𝑡0 =
Paso 9. Regla
de decisión
Gráfica de distribución (Damariz Rebolledo)
T, df=24
0.4
Densidad
0.3
0.2
0.1
0.05
0.0
0.05
-1.711
0
X
1.711
Regla de decisión:
𝐻0 no se rechaza si el valor del estadístico de prueba (t) se encuentra
entre -1.711 y 1.711
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 10. Toma
de decisión
Paso 11.
Conclusiones
Paso 12.
Hipótesis
Paso 13.
Nivel de
significancia
Paso 14.
Estadístico de
prueba
Decisión
𝐻0 no se rechaza
c) ¿Desde la perspectiva del consumidor del producto cuál
debe ser la hipótesis alternativa que debe plantear el
inspector en este problema? Argumente.
Desde el punto de vista del consumidor la hipótesis alternativa que debe
plantearse debería indicar que la media es menor a 300. Porque le
conviene al consumidor que el peso de la caja no sea menor a 300
𝐻0 : 𝜇 ≥ 300
𝐻1 : 𝜇 < 300
∝ = 0.05
𝑥̅ − 𝜇0
𝑠
⁄ 𝑛
√
𝑣 =𝑛−1
𝑡0 =
Paso 15. Regla
de decisión
Regla de decisión:
𝐻0 no se rechaza si el valor del estadístico de prueba (t) es mayor o igual
a -1.711
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.22 En el problema anterior respecto a la desviación estándar:
𝐻0 : 𝜇 = 300
𝐻0 : 𝜇 ≠ 300
α = 0.05
Paso 1.
Datos
Paso 2.
Fórmulas
𝑡0 =
𝑥̅ − 𝜇0
𝑆⁄√𝑛
𝑣 =𝑛−1
Paso 3.
Procedimiento
𝑣 = 25 − 1 = 24
Operaciones y cálculos realizados en Minitab 17
Paso 4.
Gráficas
Paso 5.
Resultados,
interpretaciones y
resultados
a) Pruebe la hipótesis de que 𝝈= 3.0 contra la alternativa que es
diferente.
La alternativa es diferente.
b) ¿Si lo que se quiere es proteger al consumidor del exceso de
variabilidad, la conclusión del inciso anterior le es favorable?
Argumente.
La conclusión del inciso anterior es favorable ya que se protege al
consumidor del exceso de variabilidad.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.23. Las especificaciones técnicas de un comprensor establecen que el aumento
promedio de temperatura en el agua usada como enfriador en la cámara del compresor
es menor a 5 °C. Para verificar esto se mide el aumento de temperatura en el agua en
1O periodos de funcionamiento del compresor, y se obtiene que son x = 6.6 y S= 2.0.
𝐻0 : 𝜇 = 5
𝐻0 : 𝜇 ≠ 5
α = 0.05
Paso 1:
Hipótesis
Paso 2: nivel de
significancia
Paso 3:
Estadístico de
prueba
PASO 4:
Regla de
decisión
𝑥̅ − 𝜇0
𝑆⁄√𝑛
𝑣 =𝑛−1
𝑡0 =
Gráfica de distribución (Damariz Rebolledo)
T; df=9
0,4
Densidad
0,3
0,2
0,1
0,0
Paso 5: Toma
de decisión
Paso 6:
Hipótesis
0,005
0,005
-3,250
0
X
3,250
Regla de decisión:
𝐻0 no se rechaza ya que su valor del estadístico de prueba (t) se
encuentra entre -2.062 y 2.062
𝑡 = 9 (Calculado por minitab)
Decisión:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝐻0 no se rechaza
∝ = 0.10
Paso 7:
Nivel de
significancia
Paso 8:
Estadístico de
prueba
𝑥̅ − 𝜇0
𝑠
⁄ 𝑛
√
𝑣 =𝑛−1
𝑡0 =
Paso 9: regla de
decisión
Gráfica de distribución (Damariz Rebolledo)
T; df=9
0,4
Densidad
0,3
0,2
0,1
0,025
0,0
0,025
-2,262
0
X
2,262
Regla de decisión:
𝐻0 no se rechaza si el valor del estadístico de prueba (t) se encuentra
entre -3250 y 3250
Paso 10:
Toma de
Decisión
Paso 11:
Resultados,
interpretaciones
y resultados
Decisión
𝐻0 no se rechaza
c) Si en lugar de trabajar con una significancia de 5%, lo hace
con una de 1%, ¿se mantiene la conclusión del inciso
anterior? Explique.
Desde el punto de vista la hipótesis alternativa que debe plantearse
debería indicar que la media es menor a 10. Porque le conviene al
consumidor que el peso de la caja no sea menor a 10.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.24 En relación con el problema anterior, pruebe la hipótesis para la desviación
estándar de σ= 1.5 contra la alternativa de que es mayor.
σ= 1.5
Datos del problema anterior:
Paso 1.
Datos
𝑥̅ = 6.6
𝑆 = 2.0
Paso 2.
Hipótesis
Paso 3.
Estadístico
Prueba
v= 9
𝐻0 : 𝜎 < 1.5
𝐻𝐴 : 𝜎 > 1.5
Regla de Decisión:
de
Distribution Plot (Damariz Rebolledo)
T; df=9
0,4
Density
0,3
0,2
0,1
0,05
0,0
Paso 4.
Toma
Decisión
de
-1,833
0
X
𝐻0 𝑛𝑜 𝑠𝑒 𝑟𝑒𝑐ℎ𝑎𝑧𝑎 𝑠𝑖 𝑠𝑢 𝑣𝑎𝑙𝑜𝑟 𝑒𝑠𝑡𝑎𝑑í𝑠𝑡𝑖𝑐𝑜 (𝑡)𝑠𝑒 𝑒𝑛𝑐𝑢𝑒𝑛𝑡𝑟𝑎
𝑚𝑒𝑛𝑜𝑟 𝑎 − 1.833
Decisión:
𝐻0 𝑠𝑒 𝑟𝑒𝑐ℎ𝑎𝑧𝑎
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.25. En relación con el ejercicio 16 de este capítulo, con una significancia α= 0.05
pruebe la hipótesis de que la media de la densidad mínima de la capa de metal de los
discos es igual a 2.0 micras, contra la alternativa de que es menor.
α= 0.05
Paso 1.
Datos
Paso 2.
Fórmula
𝜎= √
Paso 3.
Procedimiento
Paso 4.
Gráficas
Paso 5.
Resultados,
interpretación y
decisiones
𝛴 (𝑋 − 𝜇)²
𝑁
Operaciones y cálculos realizada en Minitab
La media de la densidad mínima de la capa de metal de los discos es
menor a 2.0 micras.
4.26 En una planta embotelladora de bebidas gaseosas se desea estar seguro de que
las botellas que usan tienen en promedio un valor que supera el mínimo de presión de
estallamiento de 200 psi.
Paso 1. Datos
𝜎= 7.0
Datos del problema anterior:
𝑥̅ = 202.5
𝑆 = 7.0
v= 14
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝐻0 : µ > 200
𝐻𝐴 : µ ≤ 200
Paso 2. nivel de
significancia
Paso 3. fórmula
Gráfica de distribución (Damariz Rebolledo)
Normal, Media=202.5, Desv.Est.=7
0.06
0.05
Densidad
0.04
0.03
0.02
0.01
0.05
0.00
191.0
202.5
X
𝐻0 𝑛𝑜 𝑠𝑒 𝑟𝑒𝑐ℎ𝑎𝑧𝑎 𝑠𝑖 𝑠𝑢 𝑣𝑎𝑙𝑜𝑟 𝑒𝑠𝑡𝑎𝑑í𝑠𝑡𝑖𝑐𝑜 𝑠𝑒 𝑒𝑛𝑐𝑢𝑒𝑛𝑡𝑟𝑎
𝑚𝑒𝑛𝑜𝑟 𝑎 191
Paso 4. Toma
de decisión
Paso 5.
Conclusión
Decisión:
𝐻0 𝑛𝑜 𝑠𝑒 𝑟𝑒𝑐ℎ𝑎𝑧𝑎
a) Formule la hipótesis para la media pertinente al problema.
𝐻0 : µ > 200
𝐻𝐴 : µ ≤ 200
b) Si en una evaluación de la presión de estallamiento de
15 botellas seleccionadas al azar se obtiene que x = 202.5 y S= 7.0;
pruebe la hipótesis formulada antes.
Si procedió de manera correcta no se rechaza la hipótesis nula, y por lo
tanto no se puede concluir lo que desea el embotellador, es decir que µ>
200.
c) Explique por qué no se puede concluir esto a pesar de que la
media muestra sí es mayor que 200.
Dado que el estadístico de prueba se muestra lejos del margen que
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
denota el que la hipótesis nula se rechace.
No se puede concluir la hipótesis pese a que la media muestral es mayor
debido a la desviación estándar que presenta la muestra.
4.27. En el problema anterior, pruebe la hipótesis para la desviación estándar de 𝝈= 5.0
contra la alternativa de que es mayor.
𝜎= 5.0
Datos del problema anterior:
𝑥̅ = 202.5
𝑆 = 7.0
v= 14
𝐻0 : 𝜎 < 5.0
𝐻𝐴 : 𝜎 > 5.0
PASO 1.
Datos
Paso 2.
Nivel de
significancia
Paso 3.
Fórmula
Gráfica de distribución (Damariz Rebolledo)
T; df=14
0.4
Densidad
0.3
0.2
0.1
0.05
0.0
-1.761
0
X
𝐻0 𝑛𝑜 𝑠𝑒 𝑟𝑒𝑐ℎ𝑎𝑧𝑎 𝑠𝑖 𝑠𝑢 𝑣𝑎𝑙𝑜𝑟 𝑒𝑠𝑡𝑎𝑑í𝑠𝑡𝑖𝑐𝑜 (𝑡)𝑠𝑒 𝑒𝑛𝑐𝑢𝑒𝑛𝑡𝑟𝑎
𝑚𝑒𝑛𝑜𝑟 𝑎 − 1.761
Paso 4.
Toma de
decisión
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.28. Para validar la afirmación de un fabricante que señala que la proporción de
artículos defectuosos de sus lotes de producción no supera 5%; se toma una muestra
aleatoria de 100 artículos de los últimos lotes y se obtiene que 8 son defectuosos.
Paso 1. Datos
Paso 2. Fórmula
Paso 3.
Procedimiento
Paso 4.
Gráficas
n: 100 p: 0.05% x: 8
Operaciones y cálculos realizada en Minitab 17
Gráfica de distribución( Damaris Rebolledo)
Binomial, n=100, p=0.05
0.20
Probabilidad
0.15
0.10
0.05
0.03708
0.00
1
13
X
Gráfica de distribución Damaris Rebolledo
Binomial, n=70, p=0.05
0.25
Probabilidad
0.20
0.15
0.10
0.05
0.02758
0.00
Paso 5.
Resultados,
interpretación y
decisiones
0
X
10
a) Formular las hipótesis adecuada al problema, si lo que se
quiere es concluir que la afirmación del fabricante es falsa,
porque en realidad su calidad es peor.
𝐻𝑜 ∶ 𝑝 ≥ 5
𝐻𝐴 ∶ 𝑝 < 5
b) Probar la hipótesis formulada con una significancia de 5.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
c) Si procedió de manera correcta no se pudo concluir que p >
5%. Explique por qué no se puede concluir esto a pesar de que
la proporción muestra! es mayor a 5%.
Se argumenta porque el valor del estadístico es de 0.03708
lo cual
significa que no pasa del 0.05
d) ¿En este problema cuál sería el tamaño de muestra a usar si se
quiere tener un error máximo de estimación de 3%?
La muestra debe ser de 70 para tener un error máximo de estimación de
3%.
4.29 ¿En el ejercicio 17 de este capítulo es correcto afirmar que más de 8% de las
facturas tienen alguna anomalía? Para responder, formule y pruebe la hipótesis
pertinente con una significancia de 5%.
𝐻0 : 𝜇 = 100
𝐻1 : 𝜇 ≠ 100
Paso 1.
Hipótesis
α=0.05
Paso 2.
Nivel de
significancia
Paso 3.
Estadístico de
prueba
Paso 4.
Regla de
decisión
𝑥̅ − 𝜇0
𝑆⁄√𝑛
𝑣 = 𝑛−1
𝑡0 =
𝑣 = 100 − 1 = 99
Gráfica de distribución (Damariz Rebolledo)
T, df=99
0.4
Densidad
0.3
0.2
0.1
0.05
0.0
0
X
1.660
Regla de decisión:
𝐻0 no se rechaza ya que su valor del estadístico de prueba (t) es mayor
que 1.660
Paso 5.
Toma de
decisión
t=Caluculado con minitab
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 6.
Resultados
𝐻0 no se rechaza ya que su valor del estadístico de prueba (t) es mayor
que 1.660, así que si es correcto afirmar que es de un 8%.
4.30 En un centro escolar se ha venido aplicando una campaña contra el uso del tabaco
por parte de los estudiantes. Antes de la campaña, 30% de los alumnos eran fumadores
activos, para investigar si disminuyó esta proporción se toma una muestra aleatoria de
150 estudiantes y se detecta que 35 de ellos son fumadores. Formule la hipótesis
pertinente al problema. Justifique.
Paso 1.
Datos.
Paso 2.
Formula.
Paso 3.
Procedimiento.
Paso 4. Gráfica
n=150
p=0.30
x=35.
Operaciones y cálculos realizados por minitab.
Gráfica de distribución Damariz Rebolledo
Binomial, n=1 50, p=0.3
0.08
0.07
Probabilidad
0.06
0.05
0.04
0.03
0.02
0.01
0.04286
0.00
Paso 5.
Interpretación
de los datos.
35
X
63
a) Formule la hipótesis pertinente al problema. Justifique.
Ho =p ≥ 30
HA =p < 30
c) Con una significancia de 5% verifique la hipótesis planteada.
d) ¿La conclusión anterior se mantiene sí se quiere tomar una
decisión con una confianza de 99%? Argumente.
Sí, porque la Ho no se rechaza en porque está dentro de los límites
establecidos.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.31 Dos máquinas, cada una operada por una persona, son utilizadas para cortar tiras
de hule, cuya longitud ideal debe ser de 200 mm. De las inspecciones de una semana
(25 piezas) se observa que la longitud media de las 25 piezas para una máquina es de
200.1 y para la otra es de 201.2. ¿Es significativa la diferencia entre los dos casos?
Argumente su respuesta.
Sean 𝜇𝑥 = 200.1 𝑦 𝜇𝑦 = 201.2 se da la hipótesis nula de que 𝐻0 : 𝜇𝑥 = 𝜇𝑦 pero gracias a la
inspección esta hipótesis cambia de ser nula a ser afirmativa ella que se acepta que los datos
muéstrales proporcionan evidencia de que la hipótesis nula es falsa 𝐻𝐴 : 𝜇𝑥 ≠ 𝜇𝑦 por lo tanto si
es significativa la diferencia porque hace un cambio cuando en realidad se debería de operar
mejor la máquina para ofrecer tiras de hule con la misma calidad para todos los clientes.
4.32 Se desea comprar una gran cantidad de bombillas y se tiene que elegir entre las
marcas A y B. Para ello, se compraron 100 focos de cada marca y se encontró que las
bombillas probadas de la marca A tuvieron un tiempo de vida medio de 1 120 horas,
con una desviación estándar de 75 horas; mientras que las de la marca B tuvieron un
tiempo de vida medio de 1 064 horas, con una desviación estándar de 82 horas.
a) ¿Es significativa la diferencia entre los tiempos medios de vida? Use a= 0.05.
Aplique la prueba T de Student suponiendo igualdad de varianzas.
Paso 1.
Datos
Paso 2.
Fórmulas
Paso 3.
Gráfica
Paso 4Resultados,
interpretaciones y
toma de decisiones
Marca A
n = 100
µ = 1120
σ = 75
α = 0.05
Varianzas iguales
Marca B
n = 100
µ = 1064
σ = 82
α = 0.05
Varianzas iguales
Calculado por Minitab
Calculado por Minitab
Error
estándar
de la
Muestra N Media Desv.Est. media
1
100 1120.0
75.0
7.5
2
100 1064.0
82.0
8.2
Diferencia = μ (1) - μ (2)
Estimación de la diferencia: 56.0
IC de 5% para la diferencia: (55.3, 56.7)
Prueba T de diferencia = 0 (vs. ≠): Valor T = 5.04 Valor p = 0.000 GL
= 198
Ambos utilizan Desv.Est. agrupada = 78.5780
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Tienen un IC de 5% para la diferencia de 55.3 y 56.7, por lo tanto
concluimos que no es significativa la diferencia entre los tiempos
medios de vida de los focos entre ambas marcas.
b) Repita lo anterior pero sin suponer igualdad de varianzas.
Paso 1.
Datos
Paso 2.
Fórmulas
Paso 3.
Gráfica
Paso 4. Resultados,
interpretaciones y
toma de decisiones
Marca A
n = 100
µ = 1120
σ = 75
α = 0.05
varianzas diferentes
Marca B
n = 100
µ = 1064
σ = 82
α = 0.05
varianzas diferentes
Calculado por Minitab
Calculado por Minitab
Error
estándar
de la
Muestra N Media Desv.Est. media
1
100 1120.0
75.0
7.5
2
100 1064.0
82.0
8.2
Diferencia = μ (1) - μ (2)
Estimación de la diferencia: 56.0
IC de 5% para la diferencia: (55.3, 56.7)
Prueba T de diferencia = 0 (vs. ≠): Valor T = 5.04 Valor p = 0.000 GL
= 196
Se puede observar, que en este caso no afecta el asumir varianzas
iguales o diferentes, ya que no cambian los resultados, solo los
Grados de Libertad.
4.33 En condiciones controladas, en un laboratorio se evaluó en 10 hombres y 10
mujeres, la temperatura que cada persona encontró más confortable. Los resultados en
grados Fahrenheit fueron los siguientes:
Mujeres 75 77 78 79 77 73 78 79 78 80
Hombre 74 72 77 76 76 73 75 73 74 75
Paso 1. Hipótesis
Paso 2. Nivel de
significancia
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝐻0 : 𝜇1 = 𝜇2
𝐻𝐴 : 𝜇1 ≠ 𝜇2
𝛼 = 0.05
Paso 3. Fórmula
𝑡0 =
𝑆𝑝 = √
𝑥̅1 − 𝑥̅2
1
1
𝑆𝑃 √𝑛 + 𝑛
1
2
(𝑛1 − 1)𝑆12 + (𝑛2 − 1)𝑆22
𝑛1 + 𝑛2 − 2
𝑣 =𝑛−1
𝑣 = 10 − 1 = 9
Paso 4. Regla de
decisión
Gráfica de distribución (Damariz Rebolledo)
T, df=24
0.4
Densidad
0.3
0.2
0.1
0.05
0.0
-1.711
0
X
Regla de decisión:
𝐻0 se rechaza si el valor del estadístico (t) está entre -2.101 y 2.101
Paso 5.
Resultados
interpretaciones y
toma de decisiones.
Decisión:
𝐻0 𝑠𝑒 𝑟𝑒𝑐ℎ𝑎𝑧𝑎
a) ¿Cuáles son en realidad los tratamientos que se comparan
en este estudio?
Los tratamientos que se comparan en este estudio son :
Temperatura de las mujeres
Temperatura de los hombres
b) ¿Las muestras son dependientes o independientes?
Explique.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Las muestras son independientes porque no hay relación de causa
efecto entre la temperatura de las mujeres y la temperatura de los
hombres.
c) ¿La temperatura promedio más confortable es igual para
hombres que para mujeres?
La temperatura promedio no es igual para hombre que para mujeres.
75+77+78+79+77+73+78+79+78+80 = 774/10 = 77.4
74+72+77+76+76+73+75+73+74+75 = 745 / 10 = 74.5
No es igual, existe una diferencia de 2.9 grados fahrenheit
4.34 Se prueban 10 partes en cada nivel de temperatura y se mide el encogimiento
sufrido en unidades de porcentaje multiplicado por 10. Los resultados fueron los
siguientes:
Paso 1. Datos
Temperatura Baja
17.2
17.5
18.6
15.9
16.4
17.3
16.8
18.4
16.7
17.6
Temperatura Alta
21.4
20.9
19.8
20.4
20.6
21.0
20.8
19.9
21.1
20.3
𝐻0 : 𝜇₁ = 𝜇2
𝐻𝐴 : 𝜇₁ ≠ 𝜇2
Paso 2. Hipótesis
α= 0.05
Paso 3. Nivel de
Significancia
Paso 4.
Estadístico de
Prueba
𝑥̅ − 𝜇0
𝑆⁄√𝑛
𝑣 =𝑛−1
𝑡0 =
(𝑛1 − 1)𝑆12 + (𝑛2 − 1)𝑆22
𝑆𝑝 = √
𝑛1 + 𝑛2 − 2
Paso 5. Regla de
Decisión
𝑣 = 18
(Cálculo realizado en Minitab)
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 6. Toma de
Decisión
Paso 7.
Resultados
Regla de Decisión:
𝐻0 se rechaza si el valor del estadístico (t) está entre -2.101 y 2.101
Decisión:
𝐻0 no se rechaza
a) ¿Cuál temperatura provoca un encogimiento menor?
La temperatura alta es la que provoca un encogimiento menor, ya que
tiene una desviación estándar menor que la temperatura baja.
Variable N StDev Variance
C1
10 0,842 0,709
C2
10 0,520 0,271
b) Mediante una prueba F, compare las varianzas de las
temperaturas y comente.
Las varianzas de las temperaturas se encuentran demasiado alejadas
basándonos en una prueba F, como se observa, la relación de las dos
varianzas es de 0,651 y 10,551, lo cual, es demasiado alejado entre
ellos.
CI for
CI for StDev
Variance
Method
Ratio
Ratio
F
(0,807; 3,248) (0,651; 10,551)
c) Dibuje los diagramas de cajas simultáneos e interprete.
Se observa que se encuentran dispersos entre ellos, sus medianas
están algo alejadas y en la caja de temperatura alta se observa que la
mediana no se encuentra totalmente centrada, lo que indica algo de
variabilidad.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Boxplot of C1; C2 (Damariz Rebolledo)
22
21
Data
20
19
18
17
16
C1
C2
4.35 Una compañía de transporte de carga desea escoger la mejor ruta para llevar la
mercancía de un depósito a otro. La mayor preocupación es el tiempo de viaje. En el
estudio se seleccionaron al azar cinco choferes de un grupo de 1 O y se asignaron a la
ruta A; los cinco restantes se asignaron a la ruta B. los datos obtenidos fueron:
𝐻0 : 𝜇1 = 𝜇2
𝐻𝐴 : 𝜇1 ≠ 𝜇2
Paso 1.
Hipótesis
Paso 2.
Nivel de
significancia
Paso 3.
Fórmula
α = 0.05
𝑡0 =
𝑥̅1 − 𝑥̅1
𝑆𝑝
√
1
1
𝑛1 + 𝑛2
(𝑛1 − 1)𝑠12 + (𝑛2 − 1)𝑠22
𝑆𝑝 = √
𝑛1 + 𝑛2 − 2
Paso 4.
Regla de decisión
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 5.
Toma de decisión
Regla de decisión:
𝐻0 no se rechaza si el valor del estadístico de prueba (t) se encuentra
entre -2.306 y 2.306
Valor T = -1.10 Valor p = 0.305 GL = 8
Gráfica de distribución (Damariz Rebolledo)
T, df=8
0.4
Densidad
0.3
0.2
0.1
0.025
0.0
Paso 6.
Conclusiones
0.025
-2.306
0
X
2.306
Decisión:
𝐻0 no se rechaza
a) ¿Existen diferencias significativas entre las rutas? Plantee y
pruebe las hipótesis estadísticas correspondientes.
No hay mucha diferencia entre las rutas ya que al probar la hipótesis
nula no se rechaza.
b) En caso de rechazar la hipótesis del inciso a), dibuje los
diagramas de cajas simultáneos para determinar cuál ruta es
mejor.
Aquí se muestra la gráfica de caja, aunque la hipótesis nula se
rechazó se puede ver que no hay mucha diferencia entre las dos rutas.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Gráfica de caja de A, B (Damariz Rebolledo)
A
36
B
34
32
30
28
26
24
22
c) Sugiera otra manera de obtener los datos (diseño alternativo),
de manera que se pueda lograr una comparación más efectiva de
las rutas.
Mediante una gráfica de caja se muestra la comparación de las dos
rutas para identificar cual es la más efectiva. Al compararlas se puede
ver que la ruta b es la más efectiva, porque tiene menos defectos.
4.36 Se tienen dos proveedores de una pieza metálica, cuyo diámetro ideal o valor
objetivo es igual a 20.25 cm. Se toman dos muestras de 14 piezas a cada proveedor y
los datos obtenidos se muestran a continuación:
Proveedor
1
2
Diámetros de las piezas de cada proveedor
21.38, 20.13, 19.12, 19.85, 20.54, 18.00, 22.24,
21.94, 19.07, 18.60, 21.89, 22.60, 18.10, 19.25
21.51, 22.22, 21.49, 21.91, 21.52, 22.06, 21.51,
21.29, 22.71, 22.65, 21.53, 22.22, 21.92, 20.82
𝐻0 : 𝜇1 = 𝜇2
𝐻1 : 𝜇1 ≠ 𝜇2
∝= 0.05
Paso 1 Hipótesis
Paso2. Nivel de
significancia
Paso3 Fórmula
𝑡0 =
𝑥̅1 − 𝑥̅1
1
1
𝑠𝑝⁄√𝑛 + 𝑛
1
2
(𝑛1−1)𝑠12 +(𝑛2−1)𝑠22
sp= √
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝑛1 +𝑛2−2
Paso 4 Regla de
decisión
Gráfica de distribución (Damariz Rebolledo)
T, df=26
0.4
Densidad
0.3
0.2
0.1
0.025
0.0
Paso5 Toma de
decisión
0
2.056
X
Regla de decisión: Ho no se rechaza si el valor del estadístico de
prueba t se encuentra entre -2.056 y 2.056
Valor T = -3.63 Valor p = 0.001
𝐻0 : 𝜎1 = 𝜎2
𝐻1 : 𝜎 𝜎12 ≠ 𝜎22
∝= 0.05
Paso 1 Hipótesis
Paso 2. Nivel de
significancia
Paso3.
Fórmula
Paso 3.
Regla de decisión
Paso 4.
TOMA DE
DESICIÓN
0.025
-2.056
Fo=
2
1
2
𝑠
2
𝑠
Regla de decisión Ho no se rechaza si el valor del estadístico de
prueba F se encuentra entre 0.3210 y 3.115
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 6.
Conclusiones,
interpretaciones y
resultados
a) Pruebe la hipótesis de igualdad de los diámetros de los
proveedores en cuanto a sus medias.
La hipótesis de igualdad de los diámetros se encuentra
en la primera gráfica
b) Pruebe la hipótesis de igualdad de varianzas.
La prueba de hipótesis se encuentra en la segunda
gráfica
c) Si las especificaciones para el diámetro son 20.25 mm± 2.25
mm, ¿cuál proveedor produce menos piezas defectuosas?
El proveedor que produce menos piezas defectuosas es
el 1
d) ¿Con cuál proveedor se quedaría usted?
Con el proveedor número 1, dado que produce menos
piezas defectuosas.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.37. En Kocaoz, S. Samaranayake, V. A. Nanni A. (2005) se presenta una investigación
donde se estudian dos tipos de barras de polímero, cuya tensión se refuerza con fibra
de vidrio (FRP). Estas barras, en sustitución de las vigas de acero, son utilizadas para
reforzar concreto, por lo que su caracterización es importante para fines de diseño,
control y optimización para los ingenieros estructurales. Las barras se sometieron a
tensión hasta registrarse su ruptura (en Mpa). Los datos para dos tipos de barras se
muestran a continuación:
𝐻0 : 𝜇1 = 𝜇2
𝐻1 : 𝜇1 ≠ 𝜇2
Paso 1. Hipótesis:
Paso 2. Nivel de
significancia:
𝛼 = 0.05
Paso 3. Estadístico
de Prueba:
𝑡0 =
𝑥̅1 − 𝑥̅1
1
1
𝑠𝑝⁄√𝑛 + 𝑛
1
2
𝑆𝑝 = √
Paso 4. Regla de
Decisión:
(𝑛1−1)𝑠12 +(𝑛2 −1)𝑠22
𝑛1 +𝑛2−2
Regla de decisión:
Gráfica de distribución (Damariz Rebolledo)
T, df=14
0.4
Densidad
0.3
0.2
0.1
0.025
0.0
0.025
-2.145
0
X
2.145
𝐻𝑜 no se rechaza si el valor del estadístico de prueba (t) se
encuentra entre -2.145 y 2.145.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 5. Resultados,
interpretaciones y
toma de decisiones.
T=0.18
P= 0.858
(Calculado por minitab)
Decisión: 𝐻𝑜 no se rechaza
Paso 6. Hipótesis
𝐻0 : 𝜎1 = 𝜎2
𝐻1 : 𝜎 𝜎12 ≠ 𝜎22
Paso 7. Nivel de
significancia
Paso 8. Fórmula
∝= 0.05
Fo=
2
1
2
𝑠
2
𝑠
Paso 9. regla de
decisión
Paso 10.
Resultados,
interpretaciones y
Regla de decisión:
Ho no se rechaza si el valor del estadístico de prueba F se
encuentra entre 0.2256 y 4.433
a) Formule la hipótesis para probar la igualdad de medias de
los tratamientos.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
toma de decisiones.
b) Anote la fórmula del estadístico de prueba para la
hipótesis.
c) Pruebe la hipótesis a un nivel de significancia de 5%.
Para rechazar o no la hipótesis, apóyese tanto en el
criterio del valor-p como en el del valor critico de tablas.
𝐻𝑜 no se rechaza si el valor del estadístico de prueba (t) se
encuentra entre -2.145 y 2.145.
d) Explique cómo se obtiene el valor-p del inciso anterior.
Se calculó en Minitab
e) Pruebe la hipótesis de igualdad de varianzas entre
tratamientos.
Ho no se rechaza si el valor del estadístico de prueba F se encuentra
entre 0.2256 y 4.433
f) ¿Existe algún tratamiento mejor?
Al parecer los dos tratamientos son iguales
4.38. Se realiza un estudio para comparar dos tratamientos que se aplicarán a frijoles
crudos con el objetivo de reducir el tiempo de cocción. Un tratamiento {T1) es a base de
bicarbonato de sodio; mientras que el otro, T2, se realiza con cloruro de sodio o sal
común. La variable de respuesta es el tiempo de cocción en minutos. Se hacen siete
replicas. Los datos se muestran en la siguiente tabla:
Paso 1.
Datos
Paso 2.
Nivel de
significancia
Paso 3.
Fórmula
𝐻0 : 𝜇1 = 𝜇2
𝐻1 : 𝜇1 ≠ 𝜇2
𝛼 = 0.05
𝑥̅1 − 𝑥̅1
𝑡0 =
1
1
𝑠𝑝⁄√𝑛 + 𝑛
1
2
(𝑛1−1)𝑠12 +(𝑛2−1)𝑠22
Sp= √
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝑛1 +𝑛2−2
Paso 4.
Nivel de
Significancia
Gráfica de distribución (Damariz Rebolledo)
T; df=12
0.4
Densidad
0.3
0.2
0.1
0.025
0.0
Toma de
decisiones
0.025
-2.179
0
2.179
X
Regla de decisión:
𝐻0 =
𝑁𝑂 𝑆𝐸 𝑅𝐸𝐶𝐻𝐴𝑍𝐴 𝑆𝐼 𝐸𝐿 𝑉𝐴𝐿𝑂𝑅 𝐸𝑆𝑇𝐴𝐷Í𝑆𝑇𝐼𝐶𝑂 𝐷𝐸 𝑃𝑅𝑈𝐸𝐵𝐴 𝑇 𝑆𝐸 𝐸𝑁𝐶𝑈𝐸𝑁𝑇𝑅𝐸 𝐸𝑁𝑇𝑅𝐸 −
2.172 𝑌 2.172
Valor T = 7.82 Valor p = 0.000
Decisión: 𝐻0 Se rechaza
Paso 6.
Hipótesis
𝐻0 : 𝜎1 = 𝜎2
𝐻1 : 𝜎 𝜎12 ≠ 𝜎22
Paso 7. Nivel
de
significancia
Paso 8.
Formula
𝛼 = 0.05
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
2
𝐹0 =
𝑠1
2
𝑠2
Paso 9.
Regla de
decisión
Regla de decisión:
𝐻0 si se rechaza si el valor del estadístico de prueba f se encuentra entre
0.2002 y 4.995.
Paso 10.
Resultados,
interpretacio
nes y toma
de
decisiones
a) Formule la hipótesis para probar la igualdad de medias de los
tratamientos.
b) Anote la fórmula del estadístico de prueba para probar la hipótesis.
c) Pruebe la hipótesis a un nivel de significancia de 5%. Para rechazar
o no la hipótesis, apóyese tanto en el criterio del valor-p como en el
valor crítico de tablas.
𝐻0 =no se rechaza si el valor estadístico de prueba t se encuentre entre2.172 y 2.172
d) Prube la hipótesis de igualdad de varianzas entre tratamientos.
𝐻0 si se rechaza si el valor del estadístico de prueba f se encuentra entre
0.2002 y 4.995
e) de acuerdo con el análisis realizado hasta aquí, ¿existe algún
tratamiento mejor?
El segundo tratamiento es mejor que el primero.
4.39 Con respecto al problema descrito en el ejercicio 30, el mejor método de
inoculación se aplicó a dos variedades de maíz en dos localidades. Una vez infectada la
mazorca, interesa medir el porcentaje final de la superficie de ésta que fue cubierta por
el hongo, así como el peso en gramos del huitlacoche. Los resultados para la variedad
2 de maíz, obtenidos en 15 mazorcas de Texcoco y en 15 mazorcas de Celaya son los
siguientes:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1
Hipótesis
Paso2. Nivel de
significancia
Paso3 Fórmula
𝐻0 : 𝜇1 = 𝜇2
𝐻1 : 𝜇1 ≠ 𝜇2
∝= 0.05
𝑡0 =
𝑥̅1 − 𝑥̅1
1
1
𝑠𝑝⁄√𝑛 + 𝑛
1
2
sp= √
(𝑛1−1)𝑠12 +(𝑛2 −1)𝑠22
𝑛1 +𝑛2−2
Paso 4 Regla de
decisión
Gráfica de distribución (Damariz Rebolledo)
T, df=22
0.4
Densidad
0.3
0.2
0.1
0.025
0.0
Paso 5Toma de
decisión
Paso 6
Resultados
0.025
-2.074
0
2.074
X
Regla de decisión: 𝐻𝑜 no se rechaza si el valor del estadístico de prueba t se
encuentra entre -2.074 y 2.074
Valor T = -1.67 Valor p = 0.108
a) ¿Se puede afirmar que el porcentaje de cobertura del hongo es
mayor en Celaya que en Texcoco? Pruebe la hipótesis
apropiada para las medias.
Sí se puede afirmar la cobertura del hongo es mayor en
Celaya en la gráfica del paso número 4
b) Utilice un diagrama de dispersión (gráfica tipo X-Y) para
verificar si existe una relación lineal entre el porcentaje de
cobertura de la mazorca con los gramos de huitlacoche.
Gráfica de dispersión de PG Texcoco vs. PG Celaya (Damariz Rebolledo)
200
PG Texcoco
150
100
50
0
0
50
100
150
200
250
300
350
PG Celaya
c) Ignore la cobertura y pruebe La igualdad de la producción
promedio de huitlacoche en las dos localidades.
La igualdad se muestra en la gráfica del paso número 4
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.40 Se comparan dos métodos para inocular o contagiar una cepa del hongo del maíz
conocido como huitlacoche. En una primera etapa del estudio, el experimentador quiere
determinar cuál de los métodos genera mayor porcentaje de infección. El método A
consiste en cortar la punta de la mazorca para aplicar la cepa, y en el método B se
inyecta la cepa de forma transversal. De 41 mazorcas inoculadas con el método A, 20 se
infectaron, es decir, generaron huitlacoche; en tanto, de 38 mazorcas inoculadas con el
método B se infectaron 27.
𝐻0: 𝑝1 = 𝑝2
𝐻𝐴 : 𝑝1 ≠ 𝑝2
Paso 1. Datos
𝑛1 = 41
𝑛2 =38
𝑥1 = 20
𝑥2 =27
Paso 2. Fórmulas
𝑍0 =
𝑝̂ 1 − 𝑝̂ 2
1
1
√𝑝̂ (1 − 𝑝̂ )(𝑛 + 𝑛 )
1
2
Paso 3.
Procedimiento
𝑍0 =
20 27
41 − 38
√0.68(1 − 0.68)( 1 + 1 )
41 38
=1
Paso 5. Resultados, ¿Existe evidencia estadística suficiente para afirmar que el
método B genera una mayor infección de huitlacoche? Plantee y
interpretaciones y
toma de decisiones pruebe la hipótesis correspondiente.
Existe evidencia estadística suficiente para afirmar que el método B
genera una mayor infección en el huitlacoche.
4.41. Con respecto al problema del ejercicio 18 se desean comparar dos tratamientos para
hacer que germine cierta semilla. Los datos del tratamiento A son los del ejercicio 18, es decir,
de 60 semillas puestas a germinar se observó que 37 de ellas germinaron. Mientras que para el
tratamiento 8, de 70 semillas se observó que 30 germinaron.
Paso 1. Hipótesis
Paso 2. Nivel de
confianza
𝐻0 : 𝑝1 = 𝑝2
𝐻𝐴 : 𝑝1 ≠ 𝑝2
𝛼 = 0.95
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 3. Estadístico
de prueba
𝑧0 =
𝑝̂ =
Paso 4.
Procedimiento
Paso 5. Grafica
𝑋 − 𝑛𝑝0
√𝑛𝑝0 (1 − 𝑝0 )
𝑥1+ 𝑥2
𝑛1 + 𝑛2
Realizado en Minitab y Excel
Gráfica de distribución (Damariz Rebolledo)
Binomial; n=70; p=0.4285
0.10
Probabilidad
0.08
0.06
0.04
0.02
0.00
0.02049
0.01878
21
X
39
Gráfica de distribución (Damariz Rebolledo)
Binomial; n=60; p=0.6166
0.12
Probabilidad
0.10
0.08
0.06
0.04
0.02
0.04365
0.00
Paso 5. Resultados
interpretaciones y
toma de decisión
0.03971
30
X
44
Z = 2.18 Valor p = 0.0985371
a) ¿Hay una diferencia significativa entre los dos
tratamientos? Pruebe la hipótesis correspondiente con 95%
de confianza.
No existe diferencia significativa entre los dos
tratamientos;
T1= 0.96075 y T2= 0.91664.
b) Estime, con una confianza de 95%, la proporción de
germinación que se logrará con cada tratamiento.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.42 Se desea comparar dos proveedores; para ello, se toma una muestra aleatoria de la
producción de cada uno de n = 150 piezas, y se les hace en orden aleatorio una prueba.
En el caso del primer proveedor se obtuvieron x₁ = 11 piezas que no pasaron la prueba,
mientras que para el segundo fueron x₂= 22.
Paso 1. Datos
n = 150 piezas
x₁ = 11
x₂= 22
𝐻0 : 𝑝̂ ₁ = 𝑝̂ 2
𝐻𝐴 : 𝑝̂ ₁ ≠ 𝑝̂ 2
Paso 2. Hipótesis
Paso 3. Nivel de
Significancia
Paso 4. Estadístico
de Prueba
α=0.05
(𝑝̂1 − 𝑝̂ 2 ) − 𝑧𝛼 √
2
𝑝̂1 (1 − 𝑝̂1 ) 𝑝̂ 2 (1 − 𝑝̂ 2 )
+
𝒏𝟏
𝒏𝟐
𝑝̂1 (1 − 𝑝̂1 ) 𝑝̂ 2 (1 − 𝑝̂ 2 )
+
𝒏𝟏
𝒏𝟐
2
11
𝑝̂ ₁ =
150
𝑝̂ ₁ = 0.0733
22
𝑝̂ ₂ =
150
𝑝̂ ₂ = 0.1466
(𝑝̂1 − 𝑝̂ 2 ) + 𝑧𝛼 √
Paso 5. Regla de
Decisión
0.0733(1 − 0.0733) + 0.1466 (1 − 0.1466)
=
(0.0733 − 0.1466) − 0.06√
(150)(150)
−0.0733 − (0.06)(2.9290𝑥10−3 ) = −0.0734
0.0733(1 − 0.0733) + 0.1466 (1 − 0.1466)
=
(0.0733 − 0.1466) + 0.06√
(150)(150)
−0.0733 + (0.06)(2.9290𝑥10−3 ) = −0.0731
Paso 6. Toma de
Decisión
Paso 7. Resultados
Decisión:
𝐻0 no se rechaza
a) ¿Qué proveedor parece mejor?
El primer proveedor es el que parece mejor, ya que tiene menos
piezas que no pasaron la prueba, sin embargo, como fue una prueba
aleatoria, puede que al realizar las pruebas no se confirme este
parecer.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
b) ¿Existe una diferencia significativa entre los dos
proveedores? Pruebe la hipótesis correspondiente a 95%
de confianza
No, no existe una diferencia significativa entre los dos proveedores,
por lo tanto, la Hipótesis Nula no se rechaza teniendo en cuenta un
Nivel de Confianza del 95%.
4.43 La prueba actual de un solo disco se tarda 2 minutos en promedio. Se propone un
nuevo método de prueba que consiste en medir sólo los radios 24 y 57, donde casi es
seguro que estará el valor mínimo buscado: Si el método nuevo resulta igual de
efectivo que el método actual, se podrá reducir en 60% el tiempo de prueba. Se plantea
un experimento donde se mide la densidad mínima de metal en 18 discos usando tanto
el método actual como el método nuevo con los siguientes resultados:
Paso 1.
Datos
Paso 2.
Formula
Paso 3.
Procedimiento
Paso 4.
Gráficas
Cálculos y operaciones realizados por Minitab
Histograma de nuevo, actual Damariz Rebolledo
nuevo
4.8
3.6
Frecuencia
2.4
1 .2
0.0
actual
4.8
3.6
2.4
1 .2
0.0
1 .8
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
1 .9
2.0
2.1
2.2
Paso 5.
Interpretación.
a) Pruebe la igualdad de las medias usando la prueba
pareada.
El estadístico de prueba me muestra que es muy semejante, sin
embargo no se puede comprobar que en realidad son equivalentes o
que el nuevo método supera al antiguo.
b) ¿Cuál es el criterio de apareamiento?
IC de 95%.
c) Realice el análisis de los datos ignorando el
apareamiento. Compare con los resultados del inciso a).
“La semejanza es mucha por lo tanto se acepta”
d) ¿Comente cuál análisis es el correcto, el del inciso a) o el
del c)?
El análisis puesto que es un poco más detallado y especifico al
mencionar que no es seguro que nuestros dos métodos sean
semejantes o se cumpla el objetivo.
e) ¿Recomendaría usted la adopción del nuevo método?
Argumente su respuesta.
En realidad si apoyaría la introducción de este nuevo método puesto
que los resultados son un 95% positivos y eso para mí es más que
suficiente.
4.44 En una prueba de dureza, una bola de acero se presiona contra el material al que
se mide la dureza. El diámetro de la depresión en el material es la medida de su dureza.
Se dispone de dos tipos de bolas de acero y se quiere estudiar su desempeño. Para
ello, se prueban ambas bolas con los mismos 10 especímenes elegidos de manera
aleatoria y los resultados son:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1
Hipótesis
Paso 2
Nivel de significancia
Paso 3
Formula
Paso 4
Regla de decisión
Paso 5
Toma de decisión
Paso 6
Conclusiones
𝐻0 = 𝜇𝐷 = 0
𝐻𝐴 = 𝜇𝐷 ≠ 0
α= 0.05.
𝑑̅
𝑡0 = 𝑠
𝑑
⁄
√𝑛
REGLA DE DECISIÓN
𝐻0 Se rechaza si el valor estadístico de prueba (t) es mayor al
valor P
Valor T = 1.00 Valor p = 0.344
DECISIÓN:
Como el valor p = 0.344 es menor que 𝑡0 = 1.00 𝐻0 no se rechaza.
a) Analice paso a paso cómo se hizo el experimento y
explique por qué es importante realizarlo de esa
manera.
b) Pruebe la hipótesis de que ambas bolas
proporcionan las mismas mediciones de dureza en
cuanto a la media.
Como el valor p = 0.344 es menor que 𝑡0 = 1.00 𝐻0 no se rechaza
c) Pruebe la igualdad de las bolas sin considerar que
están pareadas. Compare los resultados con los
obtenidos en el inciso b).
El valor t=0.99 y el valor p=0.339 siendo de la misma manera que
en el inciso anterior menor el valor p que el valor t.
d) ¿En qué situación se esperaría que los análisis de
los incisos b) y c) den los mismos resultados?
En que la media sea igual y se asuma que las varianzas de igual
manera.
4.45 Se conduce un experimento para determinar si el uso de un aditivo químico y un
fertilizante estándar aceleran el crecimiento de las plantas. En cada una de 10
localidades se estudiaron dos plantas sembradas en condiciones similares. A una
planta de cada localidad se le aplicó el fertilizante puro y a la otra el fertilizante más el
aditivo. Después de cuatro semanas el crecimiento en centímetros fue el siguiente:
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Paso 1
Hipotesis
Paso 2
Nivel de significancia
Paso 3
Formula
Paso 4
Regla de decisión
Paso 5
Toma de decisión
Paso 6
Conclusiones
𝐻0 = 𝜇𝐷 = 0
𝐻𝐴 = 𝜇𝐷 ≠ 0
α= 0.05.
𝑑̅
𝑡0 = 𝑠
𝑑
⁄
√𝑛
̅̅̅̅̅̅
−2.0
𝑡0 =
= −2.928
2.160⁄
√10
REGLA DE DECISIÓN
𝐻0 Se rechaza si el valor estadístico de prueba (t) es mayor al
valor P
Valor T = -2.93 Valor p = 0.017
DECISIÓN:
Como el valor p = 0.017 es menor que 𝑡0 = −2.928 𝐻0 no se
rechaza.
a) ¿Los datos obtenidos apoyan la afirmación de que el
aditivo químico acelera el crecimiento de las plantas? Plantee
las hipótesis apropiadas para las medias y pruébelas usando
α= 0.05.
T pareada para Sin Aditivo - Con Aditivo
Error
estándar
de la
N Media Desv.Est. media
Sin Aditivo 10 22.20
5.45
1.72
Con Aditivo 10 24.20
5.63
1.78
Diferencia 10 -2.000
2.160 0.683
b) Obtenga un intervalo a 95% de confianza para la diferencia
promedio 𝝁𝑫
Con una confianza del 95%, se concluye que el aditivo químico no
aceleran el crecimiento por igual, las mediciones que reportan son
estadísticamente diferentes.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
4.46 Se realizó un experimento para ver si dos técnicos tienen alguna tendencia a
obtener diferentes resultados cuando determinan la pureza de cierto producto. Cada
muestra fue dividida en dos porciones y cada técnico estableció la pureza de una de las
porciones. Los resultados se muestran a continuación:
𝐻0 : 𝜇𝐷 = 0
𝐻𝐴 : 𝜇𝐷 ≠ 0
α= 0.05.
Paso 1
Hipótesis
Paso 2
Nivel de significancia
Paso 3
Formula
Paso 4
Regla de decisión
Paso 5
Toma de decisión
𝑑̅
𝑡0 = 𝑠
𝑑
⁄
√𝑛
REGLA DE DECISIÓN
𝐻0 Se rechaza si el valor estadístico de prueba (t) es mayor al
valor P
Valor T = 3.30 Valor p = 0.013
Histograma de Diferencias (Damariz Rebolledo)
(con Ho e intervalo de confianza t de 95% para la media)
3.0
2.5
Frecuencia
2.0
1.5
1.0
0.5
0.0
-0.5
_
X
Ho
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Diferencias
Paso 6
Conclusiones
DECISIÓN:
Como el valor p = 0.013 es menor que 𝑡0 = 3.30 𝐻0 no se rechaza.
a) Estos datos deben analizarse en forma pareada,
explique por qué.
Estas muestras se toman en forma pareada porque ambas
muestras se ven como pares porque tienen en común a los
técnicos que empeñan los dos tipos de técnicas.
b) Formule la hipótesis correcta para el problema.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
𝐻0 : 𝜇𝐷 = 0
𝐻𝐴 : 𝜇𝐷 ≠ 0
c) Pruebe la hipótesis y obtenga conclusiones.
Como el valor p = 0.013 es menor que 𝑡0 = 3.30 𝐻0 no se rechaza.
d) Si los técnicos son diferentes, ¿hay alguna evidencia
acerca de cuál de ellos hace mal el trabajo?
Si, la gráfica del paso 5 demuestra la gran diferencia de quien de
los dos ha tenido mayor eficiencia en la pureza de cierto producto.
e) ¿Qué recomendaría para lograr una mayor uniformidad
en las determinaciones de los dos técnicos?
Tener el mismo proceso para cada producto.
4. 47 Buscar por medio de Internet, por ejemplo en scholar. google.com, un artículo de
una revista científica o tecnológica donde se reporte el resultado de una investigación
donde se comparen dos tratamientos, ya sea medias, medias pareadas, varianzas o
proporciones. Anotar la referencia completa, es decir: autor( es), año, título del trabajo
y nombre de la revista; además hacer una síntesis de lo que trata el artículo, detalles de
los tratamientos que compara, los análisis estadísticos que hacen y las principales
conclusiones.
Bibliografía
Academicos, S. d. (2006). XVI Verano de la investigación cientifica. Villahermosa, Tabasco,
México: Memorias de congresos y simponsios.
En este artículo nos habla de la evaluación del aprovechamiento de los alimentos, para poder
conocer su valor nutricional real. La determinación de su digestibilidad para poder realizar
dietas de bajo costo.
Principalmente tienen como objetivo determinar la digestibilidad in vitro de de alimentos e
ingredientes para tilapia utilizando extractos enzimáticos de la especie. Por medio de graficas
estadísticas, apoyándose de los gl, valores p y medias que estos arrojen.
La primera grafica que se muestra es de actividad proteolica de tactos digestivos de tilapias
sometidas a diferetes alimentos.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
La segunda tabla muestra el resultado de proteolica acida con hemoglobina en tactos
digestivos de tilapias.
Y el tercer resultado nos muestra la actividad enzimática de los alimentos empleados en
tilapias.
De acuerdo a los resultados obtenidos al determinar la digestibilidad de los alimentos e
ingredientes para la tilapia del nilo mediante cinética de absorbancias se concluyó que todos
los alimentos pueden ser utilizados y aprovechados sin embargo el resultado nos muestra
claramente que tiene un efecto más notorio la proteolica acida con hemoglobina en tactos
digestivos de tilapias.
4. 48 Investigación sobre el sobrepeso y obesidad en tu escuela. Un problema de salud
mundial es el sobrepeso y obesidad de la población en todas las edades. Se propone
que mediante trabajo en equipo se desarrolle el siguiente proyecto, cuyo objetivo es
profundizar en el conocimiento de la magnitud de este problema en el contexto escolar
por sexo, comparar esta magnitud con los datos nacionales y afianzar los métodos
vistos en los capítulos anteriores. El material requerido será una báscula adecuada
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
para medir el peso de un individuo y una cinta métrica, preferentemente de pared. Las
actividades a desarrollar son las siguientes.
a) Integrar un equipo de tres a cinco miembros, e investigar sobre el tema de obesidad
para hacer un breve reporte sobre el problema: antecedentes, por qué es importante, su
nivel actual en algunos países. Dentro de los antecedentes se deberá resaltar la forma
en que se calcula el índice de masa corporal (IMC), puntualizando las recomendaciones
para medir el peso y estatura de un individuo. Se sugiere consultar la Encuesta
Nacional de Salud (ENSANUT), México 2008.
b) Establecer un método de muestreo aleatorio para seleccionar una muestra de
estudiantes de la misma escuela para cada sexo. Es deseable que se seleccione de
manera aproximada la misma cantidad de hombres que de mujeres, y en conjunto sean
al menos 150 personas. Reportar los detalles del método de muestreo seguido.
c) Diseñar un breve cuestionario para aplicarlo a los individuos seleccionados en la
muestra y obtener de ellos su información básica (edad, carrera que estudian, sexo, si
además de estudiar trabajan) y algunos de los principales hábitos relacionados con la
salud, como son los de alimentación, la actividad física y su percepción personal de los
entrevistados sobre si están satisfechos con su peso. El cuestionario debe ser breve,
de un máximo de 20 preguntas, la mayoría de ellas de opción múltiple, y se concluye
con los datos de peso y estatura del entrevistado. Para el diseño del cuestionario se
pueden consultar encuestas parecidas que se han utilizado en investigaciones sobre
los hábitos de los jóvenes.
d) Hacer un análisis por sexo de las principales preguntas cualitativas del cuestionario.
e) Analizar en forma descriptiva el peso y estatura de los estudiantes, en forma global y
luego en forma separada por sexo. Escribir los aspectos más relevantes de este
análisis.
f) Además hacer una gráfica de dispersión del tipo x-y por sexo para relacionar la
estatura y con el peso. Anotar los aspectos más relevantes.
Investigación
El estado de Tamaulipas enfrenta un severo reto ante los problemas que provocan el
sobrepeso y obesidad, con 73% de adultos con este mal; el sector salud, arrancara un tercer
tamizaje para determinar prevalencia entre niños y adolescentes.
De acuerdo a información de la Encuesta Nacional de Salud y Nutrición 2006 del Instituto
Nacional de Salud Pública, citada por las autoridades estatales, esta entidad ocupa el séptimo
lugar con una prevalencia de sobrepeso y obesidad combinada de 31.4 por ciento en los niños
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
de 5 a 11 años de edad. El sexto lugar en adolescentes de 12 a 19 años con 38 por ciento y el
onceavo en mayores de 20 años de edad con 73 por ciento. Es decir, que 7 de cada 10
adultos en Tamaulipas presentan sobrepeso u obesidad. El Secretario de Salud en la entidad,
Norberto Treviño García Manzo, reconoció que este padecimiento representa uno de los retos
más importantes para el estado, y prioritario para la presente administración, encabezada por
el Gobernador Egidio Torre Cantú.
Por ello, el sector a su responsabilidad efectuará mediante un estudio muestral a través de las
12 jurisdicciones sanitarias del Estado, en coordinación con el sector educativo y cuyos
resultados se obtendrán y darán a conocer a inicios del 2013. "Los niños y adolescentes son
el presente y futuro de Tamaulipas, por ello el gobierno de Egidio Torre Cantú quiere
garantizar su salud para alcanzar el desarrollo máximo de sus capacidades, con énfasis en el
auto cuidado de la salud y la prevención para alejar las enfermedades y atender todos los
ángulos de las irremediables enfermedades crónicas no transmisibles", indicó.
Muestras tomadas de IMC
28
29
25
30
26
28
28
20
27
25
23
24
28
22
30
26
21
26
26
24
21
27
20
23
20
28
29
25
21
25
24
20
22
28
20
30
20
22
26
24
30
23
22
27
26
30
21
24
27
24
Cuestionario
1.
2.
3.
4.
Sexo: Hombre
Mujer
Edad: 19-23
23-28
¿Diría que lleva una dieta equilibrada? Si No
¿Cuántas veces a la semana realiza ejercicio? 1- 2 Todos los días Nunca
Peso
mujeres
27
de Hacen
ejercicio
no
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
Peso
hombres
29
de Hacen
ejercicio
no
30
26
24
26
27
23
21
22
26
25
28
29
27
21
30
28
30
23
no
si
si
no
no
si
si
no
no
si
si
no
no
si
si
no
no
si
22
29
25
24
24
20
21
21
22
24
25
20
26
25
25
22
24
20
no
si
si
no
no
si
si
no
no
si
si
no
no
si
si
no
no
si
21
si
Diagrama de dispersión
Gráfica de dispersión de Pesos vs. alturas (Damariz Rebolledo)
32
30
Pesos
28
26
24
22
20
150
155
160
165
170
175
180
185
alturas
En este diagrama se puede observar que para la población que se está analizando existe un
muy alto IMC, esto quiere decir que la mayoría de los jóvenes analizados tienen obesidad o se
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
encuentran a punto de tenerla, también se observa que el IMC no está de acuerdo a las
medidas de altura, esto ocurre en más del 65% de los analizados.
4.49 En el ejemplo 4.8 se hizo un estudio para comparar dos básculas. En esta actividad
se propone que en grupo se desarrolle un estudio similar donde se comparen dos
procesos de medición, pueden ser dos equipos (básculas, vernieres, etc.) o bien dos
procesos de medición (mismo equipo operado por dos personas diferentes, mismo
equipo, pero variando alguna otra condición).
Se recomienda que en cualquier caso se midan por lo menos 10 piezas o muestras dos
veces, una vez con cada equipo o proceso. Además, se sugiere que las piezas sean
considerablemente diferentes, esto permitirá hacer mejor la comparación. Elaborar un
reporte de la investigación: título, objetivo, descripción del problema, equipo y piezas
medidas, resultados, análisis y conclusiones.
ESTUDIO DE COMPARACIÓN
OBJETIVO
Lograr realizar una comparación de diferentes piezas para obtener un análisis y desarrollar
resultados satisfactorios al problema.
DESCRIPCIÓN DEL PROBLEMA
Se pretende desarrollar el proceso de medición por medio de estudios similares esto para
obtener una comparación de diferentes piezas propuestas.
PIEZAS MEDIDAS
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA
RESULTADOS
Con la medición de cada pieza diferentes se obtuvieron resultados que variaban, algunos en
gran medida a diferencia de otros.
ANALISIS
Cualquier objetivo de medición es correcto, sin embargo no todas las muestras o piezas son
medibles con el mismo instrumento.
CONCLUSIÓN
Con esto podemos concluir que existen diferentes métodos de medición que nos permiten
llegar a un mismo objetivo que es conocer la medida exacta de la muestra o pieza que
estemos evaluando.
CONTROL ESTADÍSTICO DE LA CALIDAD Y SEIS SIGMA