(1)")
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD NACIONAL EXPERIMENTAL
POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICERRECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
SISTEMA DE INFORMACIÓN PARA EL CONTROL Y SEGUIMIENTO DE LA
GESTIÓN DE MANTENIMIENTO APLICADO A LAS TOLVAS DE CELDAS P-19 Y V
LÍNEA EN TALLER CENTRAL DE CVG VENALUM C.A.
TUTOR ACADÈMICO:
ING. FLORES DANIEL
AUTOR (A):
BR. SALAZAR M. YUANMAR I.
TUTOR INDUSTRIAL:
V- C.I.: 24.855.317
ING. INAGAS LUIS
CIUDAD GUAYANA, MARZO DEL 2019
.
SISTEMA DE INFORMACIÓN PARA EL CONTROL Y SEGUIMIENTO DE LA
GESTIÓN DE MANTENIMIENTO APLICADO A LAS TOLVAS DE CELDAS P-19 Y V
LÍNEA EN TALLER CENTRAL DE CVG VENALUM C.A
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICERRECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
SISTEMA DE INFORMACIÓN PARA EL CONTROL Y SEGUIMIENTO DE LA
GESTIÓN DE MANTENIMIENTO APLICADO A LAS TOLVAS DE CELDAS P-19 Y V
LÍNEA EN TALLER CENTRAL DE CVG VENALUM C.A.
Autor: SALAZAR MALAVÉ YUANMAR IRINA
Trabajo de investigación que se presenta ante el Departamento de Ingeniería Industrial de la
Universidad Nacional Experimental Politécnica “Antonio José de Sucre” como requisito
académico para obtener el título de Ingeniero Industrial.
_____________________
_____________________
Ing.Daniel Flores
Ing. Luis Inagas
Tutor Académico
Tutor Industrial
CIUDAD GUAYANA, MARZO DEL 2019
SALAZAR MALAVÉ. YUANMAR IRINA.
Sistema De Información Para El Control Y Seguimiento De La Gestión
De Mantenimiento Aplicado A Las Tolvas De Celdas P-19 Y V Línea En
Taller Central De CVG VENALUM C.A.
Pág. 109
Trabajo de Grado
Universidad Nacional Experimental Politécnica “Antonio José de Sucre”.
Vicerrectorado Puerto Ordaz.
Departamento de Ingeniería Industrial.
Tutor Académico: Ing. Flores Daniel.
Tutor Industrial: Ing. Inagas Luis.
Capítulos: I. El Problema. II. Marco Referencial. III. Diseño
Metodológico.
IV.
Análisis
de
Resultados.
Recomendaciones.
Ciudad Guayana, Marzo del 2019.
Conclusiones.
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICERRECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
ACTA DE APROBACIÓN
Quienes suscriben, miembros del jurado evaluador designados por el Departamento de Ingeniería
Industrial de la Universidad Nacional Experimental Politécnica “Antonio José de Sucre”,
Vicerrectorado Puerto Ordaz, para examinar el informe de trabajo de grado presentado por la
ciudadana:YUANMAR IRINA SALAZAR MALAVE, portadora de la Cédula de Identidad Nº
V-24.855.317, titulado:SISTEMA DE INFORMACIÓN PARA EL CONTROL Y
SEGUIMIENTO DE LA GESTIÓN DE MANTENIMIENTO APLICADO A LAS
TOLVAS DE CELDAS P-19 Y V LÍNEA EN TALLER CENTRAL DE CVG VENALUM
C.A.,consideramos que dicho informe cumple con los requisitos exigidos. A tal efecto, lo
declaramos APROBADO.
En Ciudad Guayana, a los ___ de marzo del dos mil diecinueve.
_____________________
_____________________
Ing.Daniel Flores
Ing. Luis Inagas
Tutor Académico
Tutor Industrial
CIUDAD GUAYANA, MARZO DEL 2019
Dedicatoria
Primero a mi DIOS Padre Todopoderoso, por bendecirme en todo momento de mi vida y a lo
largo de mi carrera. Gracias Padre Amado por cuidarme y protegerme siempre.
A mi madre Yuraima Malavé, por darme la vida, por todo el amor incondicional, apoyo y
confianza que tuviste en mí en todo momento. Siempre me motivaste a seguir adelante y a luchar
por mis sueños, por nuestros sueños, eres y serás un ejemplo para mí. ERES LA MEJOR DE
TODAS.
A mi padre Antonio Salazar, MI AMIGO INCONDICIONAL, por estar conmigo siempre, en
los buenos y malos momentos de mi vida, siempre has confiado en mí y me has brindado tu
apoyo incondicionalmente, gracias a ti y tus consejos hoy soy una persona de bien y capaz de
lograr lo que me proponga en la vida.
A mis hermanas: Salazar Yuannis, Salazar Yuliannis y Salazar Yuriannis, las niñas de mi vida
por estar presente en cada momento de mi vida y a los hijos más hermosos del mundo que me
han regalado; mi angelito Grey, mi princesa Brasil, el Guerrero más cariñoso Noah, mi negrito
bello Aarón, mi chino hermoso Santi, Meu Meu de la tía Thiago y mi hij@ que viene en camino.
A mi novio Jefferson González, a ti por ser mi inspiración, por ser mi colega a partir de ahora y
por todo tu apoyo, gracias por estar siempre conmigo en las buenas y malas.
A mi hija hermosa que ahora está en el cielo, te amare siempre , fuiste la mejor mascota de
todas.
i
Agradecimientos
Al Ing. Daniel Flores, por ser mi Tutor Académico, estar siempre al pendiente y haber sido de
mucha ayuda durante la realización de este proyecto.
Al Ing. Luis Inagas por ser mi Tutor Industrial y brindarme el apoyo en la empresa para la
realización de este proyecto.
A la empresa C.V.G VENALUM C.A., por darme la oportunidad de realizar en sus instalaciones
mí Práctica Profesional.
Al departamento de planificación de mantenimiento y a todos los que laboran allí, por darme la
bienvenida y hacerme sentir parte de ellos.
Al departamento Taller Central, taller de tolvas, por brindarme el apoyo y toda la información
necesaria para el desarrollo de este proyecto.
A la Universidad Nacional Experimental Politécnica ‟UNEXPO‟, por permitirme ser parte de
su familia y día a día entrenarme para ser un buen profesional.
Al Departamento de Ingeniería Industrial, especialmente a los profesores que me impartieron
sus conocimientos y por su orientación en el transcurso de mi carrera.
A mi compañera y amiga incondicional: Ibelice Hernández; le agradezco por estar siempre ahí,
en cada paso, en cada asignatura, y convencerme de seguir cada vez que quería tirar la toalla, por
compartir todo este tiempo conmigo, y ser la mejor compañera de todas, sin duda alguna este
logro también es tuyo, te quiero muchísimo.
ii
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICERRECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
SISTEMA DE INFORMACIÓN PARA EL CONTROL Y SEGUIMIENTO DE LA
GESTIÓN DE MANTENIMIENTO APLICADO A LAS TOLVAS DE CELDAS P-19 Y V
LÍNEA EN TALLER CENTRAL DE CVG VENALUM C.A.
Autor: Salazar Malavé, Yuanmar Irina
Tutor Académico: Ing. Daniel Flores
Tutor Industrial: Ing. Luis Inagas
Fecha: Marzo del 2019
Resumen
Este proyecto de investigación tuvo como propósito el diseño de un sistema de información para
el control y seguimiento de la gestión de mantenimiento aplicado a las tolvas de celdas p-19 y v
línea en taller central de CVG VENALUM C.A. con la finalidad de poder controlar y registrar
todos los mantenimientos aplicados a las tolvas que son desempeñados en el área, y evaluarlos
mediante parámetros establecidos en relación con las metas y observar la tendencia en un lapso
de tiempo. Es un estudio de tipo no experimental, con una investigación de campo y descriptiva
ya que, abarcó la descripción y análisis de la situación actual, plasmando recomendaciones en
función de minimizar la problemática, apoyándose con la realización de un diagrama causa efecto
el cual reflejó las causas que originaban las deficiencias en el seguimiento y ejecución de las
reparaciones, consecutivamente se propuso un modelo de codificación que permitirá la
trazabilidad de las tolvas, se establecieron indicadores de control de gestión y se reflejaron en los
formatos de registro para el control de los mantenimientos que fueron elaborados. Finalmente se
evaluó el nivel de aceptación de los formatos a través de una encuesta realizada a los
involucrados.
Palabras claves: sistema de información, indicadores, control, tolvas, seguimiento, gestión,
mantenimiento, formatos de registro.
iii
Índice General
Dedicatoria ........................................................................... Ошибка! Закладка не определена.
Agradecimientos.............................................................................................................................. ii
Resumen ......................................................................................................................................... iii
Índice General .................................................................................................................................iv
Índice de figuras ............................................................................................................................ vii
Índice de tablas ............................................................................................................................. viii
Introducción ..................................................................................................................................... 1
CAPÍTULO I .................................................................................................................................... 4
El Problema ...................................................................................................................................... 4
Planteamiento del Problema ......................................................................................................... 4
Objetivo General........................................................................................................................... 6
Objetivos Específicos ................................................................................................................... 6
Justificación .................................................................................................................................. 6
Alcance ......................................................................................................................................... 7
Limitaciones ................................................................................................................................. 7
CAPITULO II .................................................................................................................................. 8
Marco Teórico .................................................................................................................................. 8
Antecedentes de la investigación .................................................................................................. 8
Descripción de la Empresa ......................................................................................................... 10
Sector Productivo ....................................................................................................................... 10
Proceso Productivo de CVG VENALUM C.A .......................................................................... 11
Ubicación Geográfica ................................................................................................................. 14
iv
Filosofía de Gestión .................................................................................................................... 14
Objetivos de la Empresa ............................................................................................................. 15
Políticas de la empresa ............................................................................................................... 15
Estructura Organizativa de la Empresa ...................................................................................... 17
Descripción del Área donde se realizó el Trabajo de Grado ...................................................... 18
Departamento de Ingeniería en mantenimiento .......................................................................... 18
Departamento Taller Central ...................................................................................................... 20
Bases teóricas ............................................................................................................................. 22
Glosario de términos ................................................................................................................... 33
CAPITULO III ............................................................................................................................... 35
Diseño Metodológico ..................................................................................................................... 35
Tipo de Investigación ................................................................................................................. 35
Diseño de la Investigación .......................................................................................................... 36
Población y Muestra ................................................................................................................... 37
Técnicas e Instrumentos de Recolección de Datos ..................................................................... 37
Procedimiento Metodológico ..................................................................................................... 40
Cronograma de Actividades ................................................. Ошибка! Закладка не определена.
CAPITULO IV ............................................................................................................................... 43
Análisis de resultados ..................................................................................................................... 43
Diagnosticar la situación actual del taller de tolvas para identificar las fallas existentes .......... 43
Diagrama Causa-Efecto. ............................................................................................................. 45
Proponer un modelo de codificación para hacer posible la trazabilidad de las tolvas ............... 48
Modelo de codificación de tolvas propuesto. ............................................................................. 49
v
Establecer indicadores de control de gestión de mantenimiento para medir el desempeño de las
reparaciones aplicadas en el taller de tolvas .............................................................................. 53
Indicadores de Control de Gestión Para la Recepción de Tolvas. .............................................. 53
Indicadores de Control de Gestión Para la Entrega de Tolvas. .................................................. 61
Elaborar formatos para el control y seguimiento del mantenimiento de tolvas P-19 y V línea . 67
Gestión Para la Recepción de Tolvas. ........................................................................................ 67
Gestión Para la Entrega de Tolvas. ............................................................................................. 70
Implementar los formatos de registros para llevar a cabo el seguimiento y control de los
mantenimientos de tolvas P-19 y V línea ....................................................................................... 73
Formato de recepcion de tolvas. ................................................................................................. 74
Formato de entrega de tolvas. ..................................................................................................... 78
Encuesta general para conocer el nivel de aceptación del sistema de información ................... 84
Conclusiones .................................................................................................................................. 86
Recomendaciones ........................................................................................................................... 88
Referencias ..................................................................................................................................... 89
Anexos ............................................................................................................................................ 91
........................................................................................................................................................ 93
vi
Índice de figuras
Figura 1. Proceso Productivo de C.V.G VENALUM C.A. ........................................................... 13
Figura 2.Ubicación geográfica de C.V.G VENALUM C.A. ......................................................... 14
Figura 3. Estructura Organizativa de C.V.G VENALUM C.A...................................................... 17
Figura 4. Gerencia de Mantenimiento Industrial ........................................................................... 19
Figura 5. Departamento de Taller Central. ..................................................................................... 21
Figura 6. Diagrama Ishikawa de las deficiencias en el seguimiento y control del mantenimiento
de tolvas.......................................................................................................................................... 45
Figura 7. Modelo de codificación de tolvas ................................................................................... 52
Figura 8. Diseño de Formato para la gestión de Recepción de Tolvas. ......................................... 67
Figura 9. Diseño de Formato para la Gestión de entrega de tolvas. ............................................... 70
Figura 10. Formato de control de recepción de Tolvas (datos del mes de enero). ......................... 74
Figura 11. Resumen de origen de tolvas. ....................................................................................... 75
Figura 12. Resumen de tipo de tolvas recibidas. ............................................................................ 75
Figura 13. Resumen de Reparación requerida. .............................................................................. 76
Figura 14. Fallas asociadas a las tolvas recibidas. ......................................................................... 77
Figura 15. Indicador de Nivel de tolvas ingresadas (datos del mes de enero). .............................. 78
Figura 16. Formato de control de entrega de tolvas (datos del mes de enero). .............................. 79
Figura 17. Resumen de destino de tolvas reparadas....................................................................... 80
Figura 18.Resumen de tipo de tolvas reparadas. ............................................................................ 80
Figura 19. Resumen de la reparación aplicada a las tolvas. ........................................................... 81
Figura 20. Resumen del estado de tolvas reparadas. ...................................................................... 81
Figura 21. Nivel de cumplimiento de los mantenimientos (datos del mes de enero). ................... 82
vii
Figura 22. Resultados de la encuesta para conocer el nivel de aceptación del SI. ......................... 85
viii
Índice de tablas
Tabla 1. Modelo de Codificación (Área de la empresa donde se encuentra la tolva). ................... 49
Tabla 2.Modelo de Codificación (Tipo de tolva). .......................................................................... 50
Tabla 3. Modelo de Codificación (Número de tolva). ................................................................... 52
Tabla 4. Indicadores de control de gestión de recepción de tolvas ................................................ 54
Tabla 5. Indicador de Nivel de tolvas ingresadas al taller ............................................................. 60
Tabla 6. Indicadores de Control de Gestión Para la Entrega de Tolvas. ........................................ 62
Tabla 7. Indicador de Orden de Trabajo Terminada por complejo. ............................................... 65
Tabla 8. Base de datos de Formato de Recepción de tolvas. ......................................................... 69
Tabla 9. Base de datos de Formato de Entrega de tolvas. .............................................................. 72
Tabla 10. Resumen automático de indicadores de recepción de tolvas (datos del mes de enero). 74
Tabla 11. Resumen automático de indicadores de entrega de tolvas (datos del mes de enero). .... 79
Tabla 12. Encuesta para conocer el nivel de aceptación del sistema de información. ................... 84
ix
Introducción
C.V.G. VENALUM pertenece al grupo de la Corporación Venezolana de Guayana, y tiene como
misión principal la producción de aluminio líquido primario; está formada por tres áreas
operativas, las cuales son: Carbón, Colada y Reducción; esta última la conforman tres complejos
de celdas de reducción denominados: Complejo I, Complejo II y Complejo III o V línea.
Los complejos de celdas de reducción son las áreas destinadas específicamente a la
transformación de alúmina primaria en aluminio líquido a través de un proceso de reducción
electrolítica. Los complejos I y II conforman un total de 720 celdas, 360 cada uno. Y en V-Línea
existen 185, esto nos da un total de 905 celdas en C.V.G VENALUM C.A. Cada una de ellas está
conformada por diferentes elementos, entre los cuales se encuentran las tolvas, que son las
encargadas de suministrar alúmina y fluoruro a las mismas.
Debido a las condiciones de operación continua, las tolvas de las celdas sufren daños en sus
componentes. Es por ello que se creo el taller de reparación de tolvas perteneciente al
Departamento de Taller Central de CVG VENALUMC.A el cual tiene como función principal
reparar las tolvas y sus diferentes mecanismos internos, aplicando técnicas de mantenimiento
correctivo con la finalidad de reactivar la celda a la cual pertenece la misma ya que permitiendo
esto se puede dar el proceso de obtención del aluminio, siendo este último el producto principal
de la empresa.
La idea delSistema de Información para el control y seguimiento de la gestión de mantenimiento
aplicado a las tolvas de celdas P-19 y V línea en taller central de CVG VENALUM C.A.surge
con el principal objetivo de poder controlar y registrar todos los mantenimientos correctivos
1
aplicados a las tolvas que son desempeñados en el área, y evaluarlos mediante indicadores en
relación con las metas de producción y observar la tendencia en un lapso de tiempo definido.
Los indicadores de control de gestión del mantenimiento al ser datos esencialmente cuantitativos
que permiten observar cómo se encuentran las cosas en relación con algún aspecto de la realidad
que nos interesa conocer, permiten alcanzar el cumplimiento de objetivos, ayudar a la toma de
decisiones, anticipar problemas futuros, controlar mejor los recursos consumidos, asignar
responsabilidades, evaluar su cumplimiento y comprobar la efectividad de su planificación
estratégica. Además, darán a conocer el estado de los mantenimientos realizados en el taller de
reparación de tolvas, con respecto a la cantidad de tolvas que llegan para ser reparadas, el
complejo de donde provienen, las condiciones de sus mecanismos, que persona la entrega y quien
la recibe.
De igual manera cuando ya son reparadas en qué condiciones salen del taller, que tipo de
reparación se les aplicó, a que complejo se dirigen. Es decir, toda la información clave para una
adecuada actuación de los diferentes responsables y la toma de decisiones.
El presente trabajo está estructurado de la siguiente manera:
En el capítulo I El Problema: Se presenta la problemática existente en la empresa,
adicionalmente se expresan los objetivos de la investigación tanto general como
específico, la justificación, alcance y limitaciones del estudio.
En el capítulo II Marco Referencial: Se realiza una reseña de la empresa donde se
efectuó la investigación, sus principales lineamientos y actividades, así como descripción
2
de las áreas involucradas en el estudio, antecedentes de investigación, bases teóricas y
glosario de términos.
En el Capítulo III Diseño Metodológico: Se describen los aspectos relacionados con el
diseño y tipo de investigación, las técnicas e instrumentos para la recolección de datos, la
población y muestra; y los procedimientos que se llevaron a cabo para el cumplimiento
del objetivo de la investigación.
En el capítulo IV Análisis de resultados: se muestran los resultados arrojados por la
investigación y su interpretación.
Por último, se presentan las conclusiones y recomendaciones aportadas, y las referencias
bibliográficas.
3
CAPÍTULO I
El Problema
En este capítulo se describe y delimita la problemática hallada en el taller de reparación de tolvas.
Además, se establecen los objetivos generales y específicos de este estudio.
Planteamiento del Problema
La empresa CVG VENALUM C.A está encargada de la producción del aluminio, utilizando
como materia prima la alúmina, criolita, aditivos químicos y energía eléctrica. Este proceso para
obtener aluminio se realiza en celdas electrolíticas las cuales poseen tolvas que permiten el
bombeo necesario de alúmina. Dentro del mecanismo de las tolvas se encuentran ubicados los
conjuntos rompe costras encargados de abrir camino en la boquilla por la cual se bombea la
alúmina, ya que constantemente en esa área tiende a formarse una coraza (costra) la cual debe ser
removida para evitar que la tolva se tranque. Actualmente las tolvas que se encuentran en las
celdas operativas tienen muchos años de funcionamiento motivo por el cual
se tienden a
perforar, obstruir, doblar o dañar piezas en su interior, así mismo los cilindros rompe costras
continuamente sufren daño por desgaste mecánico. Debido a ello surge la necesidad de habilitar
un área para reparar las mismas, por lo tanto se activó un taller auxiliar destinado para tal fin.
El taller de reparación de tolvas perteneciente al Departamento de Taller Central de CVG
VENALUM C.A tiene como función principal subsanar las tolvas y sus diferentes mecanismos
internos, aplicando técnicas de mantenimiento. Allí constantemente se presentan desviaciones a
la hora de realizar las reparaciones, puesto que no existe un registro formal de cada Tolva que
llegay se desconoce la cantidad de fallas presentes en un periodo, además tampoco cuentan con
formatos que reflejen información detallada de las reparaciones aplicadas a las tolvas una vez son
4
retiradas, igualmente se desconoce que trabajador la entrega para que se le realice mantenimiento
y quien la recibe cuando ya ha sido reparada.
Debido a lo antes descrito surge la necesidad en primer lugar proponer un modelo para
codificar las tolvas de celdas, lo que permitirá una vez se implemente hacer posible su
trazabilidad, luego definir indicadores de control de gestión de mantenimiento que serán
reflejados en unos formatos de verificación, revisión, recepción y entrega de las tolvas reparadas,
con el objetivo principal de poder evaluar el desempeño de los mantenimientos realizados en el
taller de reparación de tolvas, mediante parámetros establecidos en relación con las metas, así
mismo observar la tendencia de los indicadores en un lapso de tiempo durante el proceso de
evaluación, esto permitirá que el Dpto. Taller Central tenga registro de las reparaciones. Todo
esto para que el funcionamiento de las tareas a realizar en el taller se den de manera óptima,
además de ello se logrará llevar un control de las cantidades de tolvas de celdas P-19 y V línea
reparadas.
Ante esta situación surgen las siguientes interrogantes:
¿Cuáles son las fallas presentes en el taller de tolvas con respecto a los mantenimientos que allí se
realizan?
¿Cuál sería el modelo de codificación idóneo para permitir la trazabilidad de las tolvas?
¿Qué efecto tendría el hecho de realizar controles de los mantenimientos de tolvas P-19 y V línea
a través de indicadores de gestión?
¿Qué ventajas tendría el uso de formatos de registro para el control y seguimiento de los
mantenimientos de tolvas de celdas P-19 y V línea?
¿Qué técnicas se pueden utilizar para conocer los beneficios de un sistema de información para el
control y seguimiento de la gestión del mantenimiento?
5
Objetivo General
Diseñar un sistema de información para el control y seguimiento de la gestión de mantenimiento
aplicado a las tolvas de celdas P-19 y V línea en taller central de CVG VENALUM C.A.
Objetivos Específicos
1. Diagnosticar la situación actual del taller de tolvas para identificar las fallas existentes.
2. Proponer un modelo de codificación para hacer posible la trazabilidad de las tolvas.
3. Establecer indicadores de control de gestión de mantenimiento para medir el desempeño de
las reparaciones aplicadas en el taller de tolvas.
4. Elaborar formatos para el control y seguimiento del mantenimiento de tolvas de celdas P-19
y V línea.
5. Implementar los formatos de registros para llevar a cabo el seguimiento y control de los
mantenimientos de tolvas P-19 y V línea.
6. Realizar un estudio para conocer el nivel de aceptación del Sistema de Información.
Justificación
Esta investigación es importante para el departamento de taller central pues permite no solo
tener un mejor control y seguimiento de las reparaciones que se realizan a las tolvas, sino que
también se podrá tener conocimiento de la cantidad que se reciben en el taller y paralizan el
funcionamiento de la celda una vez se implemente en un futuro no muy lejano el modelo de
codificación propuesto, lo que hará que la trazabilidad de las tolvas sea posible.
Además, se puede estar al tanto de manera más detallada del desempeño de las reparaciones
que son realizadas en el taller a través de la medición de los indicadores de control de gestión de
6
mantenimiento que fueron establecidos. Toda esta información está plasmada en los formatos de
registro y es de suma importancia para la elaboración de reportes que se presentan en el
Departamento de Taller Central, ante la Superintendencia de Talleres y Gerencia de ingeniería en
mantenimiento.
Alcance
Para el desarrollo de este proyecto en el taller auxiliar (Reparación
de Tolvas) del
Departamento de Taller Central unidad adscrita a la Superintendencia de Talleres perteneciente
a la Gerencia de Mantenimiento Industrial de CVG VENALUMC.A.se tuvo un tiempo de 16
semanas de estadía dentro del área laboral. En dicha investigación se tomó todo lo relacionado a
las actividades y operaciones que se ejecutan en la reparación de las tolvas de celdas, debido a
que la finalidad de este trabajo fue el diseño de un sistema de información para el control y
seguimiento de la gestión del mantenimiento aplicado a las tolvas de celdas P-19 y V línea en
taller central en CVG VENALUM C.A., en un periodo comprendido desde el 17 de diciembre
del 2018 hasta el 12 de abril del 2019.
Limitaciones
Para la elaboración de este proyecto, las limitaciones presentadas fueron las siguientes:
Ausencia de documentación formal en el taller de reparación de tolvas.
Dependencia de la disposición de tiempo de diferentes autoridades para el suministro de
información relevante para el desarrollo de este trabajo.
7
CAPITULO II
Marco Teórico
Antecedentes de la investigación
Con el fin de destacar la relevancia del estudio, y proporcionar un sustento teórico que permita
una mayor comprensión de la investigación, se procedió a la revisión de diversos trabajos
previos, referidos al objeto de estudio, los cuales sirvieron de base para el desarrollo de este
trabajo. Entre dichas revisiones se pueden mencionar las siguientes:
El trabajo de grado presentado por Armijos (2017) en la Universidad de Chile titulada “Diseño e
implementación de un modelo de indicadores de gestión tuvo como propósito la identificación de
procesos claves o críticos que desempeñan los hospitales, para de esa manera generar
unapropuestadeindicadoresorientadosacontrolareladecuadousoderecursoseinfraestructura.
El
enfoque metodológico se realizó en dos etapas, una de ellas de carácter inicial referida al
levantamiento de información en entidades hospitalarias a través de las visitas de campo, y la otra
en la indagación, búsqueda y/o propuesta de indicadores de gestión relacionados con procesos
claves que fueron determinados en la etapa inicial.
El trabajo concluyo que la evaluación del desempeño se ha convertido en los últimos
tiempos, en un mecanismo o instrumento para mejorar los resultados de los recursos, por medio
del cual se puede determinar el porcentaje de cumplimiento de las metas u objetivos trazados por
la organización en un determinado periodo, permite además, generar una alarma en caso que
algún procedimiento u objetivo no se esté cumplimiento en los tiempos y plazos establecidos, en
sí, permite monitorear y corregir a tiempo dichas anomalías presentes.
Este trabajo fue vital para el presente estudio, debido a que este realiza el diseño y la
implementación de indicadores, muestra la importancia de los mismos para la evaluación del
8
desempeño con respecto al cumplimiento de metas y además despliega técnicas que sirvieron de
guía para la obtención de información necesaria para generar la propuesta de control de la gestión
del mantenimiento a través del uso de indicadores.
Sabariego (2011), realizó un Trabajo de Grado denominado “Propuesta de un Modelo de Control
de Gestión para las empresas del estado basado en el Cuadro de Mando Integral” en la
Universidad de Carabobo. El estudio tuvo como propósito desarrollar un modelo de Control de
Gestión Gerencial basado en el cuadro de mando integral, empleando como técnica de
recolección de datos la observación directa a través de una encuesta, se concluye que los
indicadores aplicados son muy básicos y se recomienda poner en práctica el modelo propuesto
que nace de la visión y misión de la empresa y la traduce en objetivos, metas e indicadores
medibles de desempeño organizacional, contribuyendo al mejoramiento continuo, se propone un
total de ocho indicadores, dos por cada perspectiva del cuadro de mando integral.
El aporte de este antecedente a la presente investigación, se basó en su practicidad, dado que es
aplicado un modelo de indicadores para el control de la gestión de la empresa, esto sirvió de pilar
que servirá de base para los indicadores que fueron diseñados en la propuesta final y además
constituyo una guía en cuanto a la metodología empleada para la recolección de datos,
instrumentos utilizados, técnicas de análisis y procesamiento de resultados obtenidos.
Por otra parte Castro (2006) en su trabajo de grado presentado en la Universidad Austral de
Chile, titulado “Proceso de Codificación de Equipos y Aplicación del Sistema SAP en la Gestión
del Mantenimiento en Ampliación de la Planta Arauco Remanufactura Tres Pinos”. Tuvo como
objetivo principal Realizar la codificación de todos los objetos técnicos nuevos instalados en la
planta Arauco y desarrollar la aplicación del módulo de Planta en la gestión del mantenimiento.
9
Esto ayudaría a la organización y configuración de los equipos informáticos de la planta para
hacer más cómodo el ingreso de datos e información al sistema y hacer posible la trazabilidad de
los objetos para saber en qué área de la planta Arauco se encuentran.
El trabajo concluyo que la planta Arauco Remanufactura Tres Pinos gracias a la labor de
codificación que fue realizada pudo contar con la totalidad de sus objetos técnicos codificados, lo
que se traduce en una mejora en la gestión de mantenimiento y de los indicadores de mantención.
Este estudio fue importante para el presente trabajo, debido a que este explica la realización del
proceso de codificación y Ubicación técnica de los equipos, por lo tanto sirvió como un
instrumento de orientación para proponer el modelo de codificación de tolvas óptimo y funcional
para poder hacer posible su trazabilidad, lo que permitirá una vez sea implementado hacerle un
seguimiento a cada tolva que ingresa al taller para mantenimiento correctivo.
Descripción de la Empresa
La empresa CVG VENALUM C.A se encarga de la producción del aluminio, utilizando como
materia prima la alúmina, criolita y aditivos químicos (fluoruro de calcio, litio y magnesio). Este
proceso de producir aluminio se realiza en celdas electrolíticas.
Dentro del proceso de producción de la planta industrial, existen mecanismos de alimentación
que desempeñan un papel fundamental en el funcionamiento de la misma, los cuales son: la
Planta de Carbón, Planta de Colada, Planta de Reducción e instalaciones auxiliares.
Sector Productivo
La industria del aluminio C.V.G. VENALUM, es una empresa de sector productivo
secundario, ya que esta se encarga de transformar la alúmina (materia prima) en aluminio, el cual
10
es procesado en diferentes formas: cilindros, pailas, lingotes, etc., de acuerdo a los pedidos
realizados por sus clientes.
Proceso Productivo de CVG VENALUM C.A
La producción de aluminio se logra mediante los procesos operacionales de Carbón,
Reducción y Colada:
Carbón.
Los ánodos que se requieren para el proceso de reducción electrolítica, se fabrican en la Planta
de Carbón, conformada por Molienda y Compactación, Hornos de Cocción y Envarillado de
Ánodos.
En Molienda y Compactación, a partir de coque de petróleo calcinado, brea de alquitrán,
desecho verde y cabos, se fabrican los ánodos verdes, los cuales reciben tratamiento térmico en
Hornos de Cocción, con el fin de mejorar sus propiedades físicas y mecánicas.
En Envarillado, los ánodos cocidos son acoplados a barras conductoras de electricidad
(varillas) y luego se trasladan a celdas, para el proceso de reducción electrolítica.
En las plantas de Recuperación de Baño, se limpian los cabos provenientes de celdas para
separar y procesar los restos de baño electrolítico. Se procesa además, material de baño a granel.
El baño molido se envía a las Líneas de Reducción para la operación de las celdas.
En el Dpto. Varillas y Refractarios se ensamblan las varillas anódicas y se reparan las que
presentan defectos en la barra y/o en el yugo. La unidad también es responsable del
acondicionamiento refractario de las secciones de Hornos de Cocción; de los hornos de
inducción, crisoles rociadores y crisoles de fundición, de Envarillado.
Reducción.
11
En las celdas se efectúa el proceso de reducción electrolítica mediante el cual se transforma la
alúmina en aluminio. La producción de aluminio se inicia con la recepción y almacenamiento de
alúmina primaria, que es convertida en alúmina secundaria (enriquecida con fluoruro) y
procesada en el baño electrolítico de la celda para obtener aluminio líquido; y culmina con el
trasegado y despacho del aluminio en crisol, al área de Colada.
El área de Reducción está integrada por cinco (5) líneas de producción, con una capacidad
nominal de producción equivalente a 430.000 t/año de aluminio líquido. Cada línea consta de180
celdas electrolíticas, totalizando 900 celdas: 720 de tecnología Reynolds, en las Líneas 1,
2(Complejo I), 3 y 4 (Complejo II) y 180 celdas de tecnología HydroAluminium, en V Línea.
Colada.
El aluminio líquido en crisol, recibido en el área de Colada, se vierte en los hornos de
retención, donde se preparan las aleaciones para elaborar los productos terminados, según el
requerimiento del cliente. Concluidos los procesos de fabricación de lingotes y cilindros, el
aluminio está disponible para la venta a los mercados nacionales e internacionales. El despacho
de productos al cliente, se efectúa según las condiciones establecidas en el documento
contractual.
El área de Colada tiene capacidad para procesar 555.000 t/año de metal, distribuido en
diferentes productos del modo siguiente: lingotes de 10 kg, con capacidad nominal de
20.000t/año; lingotes de 22 kg, con capacidad de 250.000 t/año; lingotes de 680 kg, con
capacidad de80.000 t/año, y cilindros con capacidad para 105.000 t/año. Adicionalmente, se
despacha metal líquido en crisoles, a clientes nacionales, con capacidad de 100.000 t/año.
12
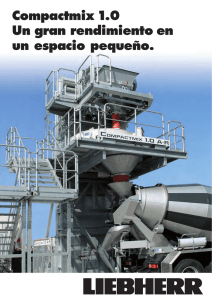
Figura 1. Proceso Productivo de C.V.G VENALUM C.A.
Fuente: Intranet de la empresa C.V.G VENALUM C.A.
13
Ubicación Geográfica
C.V.G. VENALUM está ubicada en la zona Industrial Matanzas en Ciudad Guayana, urbe
creada por decreto presidencial el 2 de Julio de 1961 mediante fusión de Puerto Ordaz y San
Félix.
Figura 2.Ubicación geográfica de C.V.G VENALUM C.A.
Fuente: Intranet de la empresa C.V.G VENALUM C.A.
Filosofía de Gestión
Misión.
Producir y comercializar aluminio de manera sustentable, para satisfacer los requerimientos
de nuestros clientes, proveedores, accionistas y trabajadores, contribuyendo con el
fortalecimiento de la cadena productiva del aluminio e impulsando el desarrollo integral de la
nación.
14
Visión.
Ser líder en la producción de aluminio, utilizando la capacidad instalada de forma sustentable,
garantizando la satisfacción de nuestros accionistas, clientes y proveedores con estándares de
calidad mundial.
Objetivos de la Empresa
Implementar programas sociales.
Maximizar los ingresos.
Generar utilidad operativa.
Optimizar los costos.
Transformar los 25% de la producción de semielaborados para el año 2022.
Recuperar la utilización de la capacidad instalada.
Instalar una nueva línea de producción con tecnología actualizada.
Garantizar fuerza laboral necesaria, apta y motivada.
Asegurar la infraestructura de comunicaciones y sistemas de información requeridos por
la organización.
Políticas de la empresa
Política Integrada de los Sistemas de Gestión.
CVG Venalum, con la participación de sus trabajadores y proveedores, produce y
comercializa aluminio de forma sustentable, comprometiéndose a:
- Garantizar los requerimientos del cliente.
- Mejorar de forma continua los sistemas de gestión.
15
- Cumplir la legislación vigente y otros requisitos que suscriba la empresa en materia de
Calidad, Ambiente, Seguridad y Salud Laboral.
Política de Productividad y Rentabilidad.
La Empresa deberá orientar su gestión a garantizar la máxima productividad y rentabilidad en
armonía con el avance técnico de la industria y la situación del mercado del aluminio, explotando
las oportunidades de sinergia de acción que identifiquen los diferentes ámbitos de competencia.
Política Comercial.
En materia de comercialización, la empresa deberá emprender acciones para garantizar el
máximo valor agregado de la cesta de productos, conciliando la excelencia técnico-económica
con el máximo retorno de mercado.
Política Social.
CVG Venalum como empresa del Estado venezolano a fin de contribuir con el desarrollo de la
economía nacional, impulsará proyectos de carácter socioeconómicos generadores de empleo y
bienestar social para la región, que elevan la calidad de vida de la comunidad que la circunda.
Política de Desarrollo.
CVG Venalum deberá impulsar el desarrollo integral y sostenido del sector del aluminio,
orientando su acción como una extensión regional del Estado en pro de la reactivación, desarrollo
y consolidación de la cadena transformadora nacional y del parque metalmecánico conexo
16
Estructura Organizativa de la Empresa
Figura 3. Estructura Organizativa de C.V.G VENALUM C.A
Fuente: Intranet de la empresa C.V.G VENALUM C.A
17
Descripción del Área donde se realizó el Trabajo de Grado
El trabajo de grado se desarrolló bajo la dirección del departamento de Ingeniería en
Mantenimiento y el proyecto asignado tendrá lugar en el taller de reparación de tolvas adscrito al
departamento de taller central.
Departamento de Ingeniería en mantenimiento
Nivel de adscripción.
Superintendencia Planificación e Ingeniería de Mantenimiento.
Naturaleza y Alcance.
El Departamento Ingeniería de Mantenimiento adscrita a la Superintendencia Planificación e
Ingeniería de Mantenimiento, es una unidad de apoyo a las áreas de ejecución del mantenimiento,
prestadora de servicios y operativa de Planta.
Misión.
Desarrollar proyectos de ingeniería de mantenimiento que permitan optimizar el funcionamiento
y condiciones de operación de los equipos e instalaciones, mediante la evaluación de la
información disponible sobre el comportamiento y funcionamiento de los mismos, manual del
fabricante y cualquier otra información relevante, a fin de contribuir con la continuidad operativa
de los mismos.
Filosofía.
El Departamento Ingeniería de Mantenimiento comparte y practica los principios siguientes:
Cumplimiento de los principios y valores establecidos por la Empresa.
Todo proyecto debe ser factible de ejecutar en las condiciones más favorables al proceso
productivo.
18
Apego a los principios, normas y reglamentaciones que regulan su gestión de
mantenimiento y el desarrollo de proyectos.
Todo proyecto de Ingeniería de Mantenimiento debe estar respaldado con la
documentación técnica y económica que permitan dirigir y ejecutar los trabajos
correspondientes.
Figura 4. Gerencia de Mantenimiento Industrial
Fuente: Intranet de la empresa C.V.G VENALUM C.A.
19
Departamento Taller Central
Nivel de adscripción.
Superintendencia Talleres.
Naturaleza y Alcance.
El departamento Taller Central, es una unidad de línea, adscrita a la superintendencia Talleres y
presta sus servicios a todas las áreas de producción, mantenimiento y servicios del área de planta.
Misión.
Asegurar el mantenimiento y reparación de los equipos hidráulicos, mecánicos, electromecánicos,
neumáticos, eléctricos y sus componentes, así como la prestación de los servicios de refrigeración
industrial, fabricación y reparación de partes, piezas y estructuras metal mecánicas y
administración de las herramientas y equipos requeridas para la ejecución del mantenimiento de
los sistemas e instalaciones del área de planta, de acuerdo a los programas de trabajo, ordenes de
trabajo requeridas y especificaciones exigidas, de acuerdo a las norma y técnicas establecidas, en
condiciones de calidad, oportunidad, costos.
Filosofía.
El departamento Taller Central, comparte y practica los principios siguientes:
Valores y creencias establecidos en la filosofía de gestión de la Empresa.
Alta confiabilidad en el servicio.
Cumplimiento de los principios, normas y reglamentaciones que regulan su gestión.
Cumplimiento de planes y programas de mantenimiento de los equipos industriales y
componentes del taller, asegurando su conservación y disponibilidad operativa.
Eficiencia, calidad y oportunidad en la prestación de los servicios de mantenimiento
aplicados en las diferentes áreas de producción y servicios de la planta.
20
Todo el personal debe estar debidamente entrenado y capacitado para atender situaciones
imprevistas en materia de detección y corrección de fallas, en concordancia con los
cambios tecnológicos de la planta.
Todo trabajo debe ser realizado dentro de las normas y procedimientos internos y en
condiciones ambientales apropiadas.
Figura 5. Departamento de Taller Central.
Fuente: Intranet de la empresa C.V.G VENALUM C.A.
21
Bases teóricas
Sistemas de Información.
Para Peña (2006) Un sistema de información es un conjunto de elementos interrelacionados
con el propósito de prestar atención a las demandas de información de una organización, para
elevar el nivel de conocimientos que permitan un mejor apoyo a la toma de decisiones y
desarrollo de acciones.
Otros autores como Peralta (2008), de una manera más acertada define sistema de información
como: conjunto de elementos que interactúan entre sí con el fin de apoyar las actividades de una
empresa o negocio. Teniendo muy en cuenta el equipo computacional necesario para que el
sistema de información pueda operar y el recurso humano que interactúa con el Sistema de
Información, el cual está formado por las personas que utilizan el sistema.
Un sistema de información realiza cuatro actividades básicas: entrada, almacenamiento,
procesamiento y salida de información.
a) Entrada de Información: Es el proceso mediante el cual el Sistema de Información toma
los datos que requiere para procesar la información. Las entradas pueden ser manuales o
automáticas. Las manuales son aquellas que se proporcionan en forma directa por el
usuario, mientras que las automáticas son datos o información que provienen o son
tomados de otros sistemas o módulos. Las unidades típicas de entrada de datos a las
computadoras son las terminales, las cintas magnéticas, las unidades de diskette, los
códigos de barras, los escáners, la voz, los monitores sensibles al tacto, el teclado y el
mouse, entre otras.
b) Almacenamiento de información: El almacenamiento es una de las actividades o
capacidades más importantes que tiene una computadora, ya que a través de esta
22
propiedad el sistema puede recordar la información guardada en la sección o proceso
anterior. Esta información suele ser almacenada en estructuras de información
denominadas archivos. La unidad típica de almacenamiento son los discos magnéticos o
discos duros, los discos flexibles o diskettes y los discos compactos (CD-ROM).
c) Procesamiento de Información: Es la capacidad del Sistema de Información para
efectuar cálculos de acuerdo con una secuencia de operaciones preestablecida. Estos
cálculos pueden efectuarse con datos introducidos recientemente en el sistema o bien con
datos que están almacenados. Esta característica de los sistemas permite la transformación
de datos fuente en información que puede ser utilizada para la toma de decisiones, lo que
hace posible, entre otras cosas, que un tomador de decisiones genere una proyección
financiera a partir de los datos que contiene un estado de resultados o un balance general
de un año base.
d) Salida de Información: La salida es la capacidad de un Sistema de Información para
sacar la información procesada o bien datos de entrada al exterior. Las unidades típicas de
salida son las impresoras, terminales, diskettes, cintas magnéticas, la voz, los graficadores
y los plotters, entre otros. Es importante aclarar que la salida de un Sistema de
Información puede constituir la entrada a otro Sistema de Información o módulo. En este
caso, también existe una interfase automática de salida.
Gestión de mantenimiento.
La gestión de mantenimiento es esencial para garantizar la continuidad de la actividad operativa,
evitando rupturas en el proceso por averías de máquinas y equipos. Por lo tanto, la existencia de
un mantenimiento eficaz constituye uno de los elementos más importantes para la consecución de
23
la competitividad y operatividad empresarial en el actual marco económico de competencia
global (Universidad de Piura.s/f: párr.1).
Para hacer la evaluación objetiva y eficaz de las actividades de mantenimiento que permitan
la toma de decisiones y establecer metas, se deben crear una serie de informes que sean claros y
específicos, formados por tablas de índices, alguno de estos indicadores deben ir acompañados de
gráficos que permitan un rápido análisis adecuado para cada tipo de gestión que se vaya a
evaluar.
A menudo el exceso de información o la falta de claridad en la presentación de los indicadores
pueden generar confusiones en la valoración de los resultados. Es mucho mas practico tomar
unos cuantos parámetros importantes y dedicar más tiempo en aquellos que se salgan de lo
esperado.
Para
el desarrollo de los Indicadores se deben identificar necesidades propias del área
involucrada, clasificando según la naturaleza de los datos y la necesidad del indicador. Esto es
fundamental para el mejoramiento de la calidad, debido a que son medios económicos y rápidos
de identificación de problemas.
Control.
Llorens (2013) dice que el control es un mecanismo que permite corregir desviaciones a través de
indicadores cualitativos y cuantitativos dentro de un contexto social amplio, a fin de lograr el
cumplimiento de los objetivos claves para el éxito organizacional, es decir, el control se entiende
no como un proceso netamente técnico de seguimiento, sino también como un proceso informal
donde se evalúan factores culturales, organizativos, humanos y grupales.
24
Control de gestión.
Vicente L. Perel. (1976) indica que“El Control de Gestión es un instrumento básico para la
conducción de empresas que provee a la alta dirección de un sistema de información integrado,
cuyo diagnóstico y recomendaciones facilitan y optimizan el proceso de toma de decisiones”.
A. Pérez Alfaro.(2016) señala que “el Control de Gestión es una herramienta invalorable para la
gestión organizacional: su diagnóstico y sus recomendaciones constituyen los pasos previos
ineludibles para facilitar a la dirección superior la toma de decisiones estratégicas. Sostiene que
dado que las incumbencias del control de gestión son amplias, interdisciplinarias y
completamente abarcativas de las actividades de la organización, se puede procurar acercarse a su
concepto tratando de acoplar algunas definiciones parciales, expresadas desde diferentes puntos
de vista:
a) Desde el punto de vista de su vinculación con la información: el control de gestión
implica reunir, cruzar, relacionar e involucrar elementos componentes del caudal
informativo generando así otra información infinitamente más valiosa y compleja, los
indicadores.
b) Desde el punto de vista de su protagonismo dentro del proceso gerencial (de la gestión):
es un control de orden superior ampliamente abarcativo de toda la actividad de la
organización, que implica la evaluación de la gestión en todos sus niveles y funciones,
con el objetivo de señalar los aspectos positivos y negativos que afectan a la organización
y a la gestión de la misma, en la búsqueda de niveles de eficacia y eficiencia aceptables
en el corto, mediano y largo plazo (Federico Kralj).
c) Desde el punto de vista del proceso decisional: es un facilitador decisional, encargado de
proveer un sistema de información integrado, con el objeto de minimizar las
25
incertidumbres y lograr condiciones de máxima certeza en el proceso de toma de
decisiones de las organizaciones”.
La finalidad del sistema de control de gestión es ayudar a los distintos niveles de decisiones y
coordinar las acciones, a fin de alcanzar los objetivos de mantenimiento, desempeño y evolución
fijados a distintos plazos.
El proceso de control de gestión, partiendo de la definición clásica del control, y ajustándola a las
necesidades actuales de gestión de información se puede plantear en cinco puntos:
1. Conjunto de indicadores de control que permitan orientar y evaluar posteriormente el
aporte de cada departamento a las variables claves de la organización.
2. Modelo predictivo que permita estimar (a priori) el resultado de la actividad que se espera
que realice cada responsable y/o unidad.
3. Objetivos ligados a indicadores y a la estrategia de la organización.
4. Información sobre el comportamiento y resultado de la actuación de los diferentes
departamentos.
5. Evaluación del comportamiento y del resultado de cada persona y/o departamento que
permita la toma de decisiones correctivas.
Indicador.
Existen una serie de conceptos de indicador; no obstante, el concepto de indicador varía de unos
autores a otros. Para unos cumple una función informativa, para otros es un instrumento en la
toma de decisiones, o bien cumple una función de evaluación.
26
Según el Diccionario de la Real Academia Española (2001), indicador: "Que indica o sirve para
indicar." E Indicar: "Mostrar o significar algo con indicios y señales."
La Organización para la Cooperación y Desarrollo Económico OCDE (2000) define el término
indicador como un "parámetro o el valor resultante de un conjunto de parámetros, que ofrece
información sobre un fenómeno, con un significado más amplio que el directamente asociado a la
configuración del parámetro"
La definición más simple de indicador corresponde a la identificación de una magnitud numérica
referida a un evento, que pone en evidencia la intensidad, situación o evolución del mismo. De su
tratamiento es posible establecer la explicación, evolución y predicción de un fenómeno
estudiado.
Constituye un instrumento que pueden permitir evaluar de manera objetiva aspectos particulares
del proceso de ejecución o de los resultados de un programa ó proyecto a través de mediciones de
carácter cualitativo o cuantitativo.
Objetivos de los indicadores de control de desempeño.
Los indicadores de control de desempeño deben estar integrados y ser interdependientes para
proporcionar una perspectiva general sobre los objetivos de la compañía, las estrategias
empresariales y los objetivos específicos.
Durante el proceso de desarrollo de los indicadores de control de desempeño, se deben considerar
los siguientes pasos:
1. Hacer que los objetivos estratégicos sean claros para centrar y considerar ala organización
como un todo.
27
2. Centrarse en factores de éxito decisivos para cada uno de los procesos, reconociendo que
surgirán variables.
3. Rastrear las tendencias de desempeño y destacar el progreso y los problemas potenciales.
4. Identificar posibles soluciones para los problemas.
Muchas compañías necesitan un sistema indicador de control de desempeño que realmente reúna
todas las partes de la organización en un modelo estratégico que permita un óptimo rendimiento
sobre la inversión, atrayendo así constantemente a los inversionistas.
Pasos para la elaboración de indicadores.
Para la elaboración de indicadores se debe tener en cuenta cuatro aspectos fundamentales:
1. Diseño de los indicadores:
La definición de los mismos depende de la estrategia de la empresa y características
de sus productos.
Forma en que se van a presentar los mismos y en que se van a ejecutar. Ya sea
mediante el uso de un diagrama de afinidad.
Obtenga el mayor número de ideas acerca de medidores o indicadores que puedan
utilizarse.
2. Características de los mismos
Se debe definir para cada puesto, con los objetivos perseguidos, y valores de
referencia.
Se tiene que determinar su forma de presentación para su evaluación posterior.
Pocos, claros de entender y fáciles calcular
Útiles para conocer rápidamente cómo van las cosas
28
Evaluar si los indicadores tienen las características deseadas, es decir medibles,
entendibles y controlables.
3. Medio informativo
Se debe definir la forma de recolectar los datos, como se extraerán de la base y su
presentación.
4. Operatoria
Se debe establecer un plan de acción para lograr los objetivos fijados y su
presupuesto.
El monitoreo facilitara la toma de decisiones y evaluación de la eficiencia de
gestión.
Tipos de indicadores.
Un indicador puede ser de proceso o de resultados, en el primer caso se pretende medir que
está sucediendo con las actividades, en el segundo se quiere medir las salidas del proceso.
1. Indicadores cuantitativos: son mediciones de hechos y datos concretos y en crudo, y
números rígidos fríos cuya validez, veracidad y objetividad son incuestionables. Los
indicadores cuantitativos son considerados también “objetivos y verificables” ya que
indican por ejemplo el número de computadoras en un determinado lugar de trabajo, el
número de aparatos telefónicos en una determinada comunidad o la cantidad y la
frecuencia de talleres de capacitación relacionados con computación e internet. Los
indicadores cuantitativos se ocupan de resultados y son más fáciles de definir y buscar.
29
2. Indicadores de cumplimiento: teniendo en cuenta que cumplir tiene que ver con la
conclusión de una tarea. Los indicadores de cumplimiento están relacionados con los
porcentajes que nos indican el grado de consecución de tareas y/o trabajos.
3. Indicadores de evaluación: Teniendo en cuenta que evaluación tiene que ver con el
rendimiento que obtenemos de una tarea, trabajo o proceso. Los indicadores de
evaluación están relacionados con los métodos que nos ayudan a identificar nuestras
fortalezas, debilidades y oportunidades de mejora.
4. Indicadores de eficiencia: teniendo en cuenta que eficiencia tiene que ver con la actitud y
la capacidad para llevar a cabo un trabajo o una tarea con el mínimo gasto de tiempo. Los
indicadores de eficiencia están relacionados con los porcentajes que nos indican el tiempo
invertido en la consecución de tareas y/o trabajos. El indicador de eficacia mide el logro
de los resultados propuestos. Nos indica si se hicieron las cosas que se debían hacer, los
aspectos correctos del proceso.
5. Indicadores de eficacia: Teniendo en cuenta que eficaz tiene que ver con hacer efectivo un
intento o propósito. Los indicadores de eficacia están relacionados con las relaciones que
nos indican capacidad o acierto en la consecución de tareas y/o trabajos. Los indicadores
de eficiencia miden el nivel de ejecución del proceso, se concentran en el Cómo se
hicieron las cosas y miden el rendimiento de los recursos utilizados por un proceso.
Tienen que ver con la productividad.
6. Indicadores de gestión: teniendo en cuenta que gestión tiene que ver con administrar y/o
establecer acciones concretas para hacer realidad las tareas y/o trabajos programados y
planificados. Los indicadores de gestión son una herramienta para el control de los
procesos administrativos, que permite la medición en forma cualitativa y cuantitativa del
30
quehacer diario por parte de la Entidad y así poder observar los resultados obtenidos los
cuales se confrontan con los esperados, y de dicha evaluación determinar el cumplimiento
en mayor o menor grado de los fines programados.
Indicadores de Gestión.
Los indicadores de gestión son medidas utilizadas para determinar el éxito de un proyecto o una
organización. Los indicadores de gestión suelen establecerse por los líderes del proyecto u
organización, y son posteriormente utilizados continuamente a lo largo del ciclo de vida, para
evaluar el desempeño y los resultados.
Los indicadores de gestión suelen estar ligados con resultados cuantificables, como ventas
anuales o reducción de costos en manufactura.
Según Don, W. (2006) “Medir es una forma de dar a una actividad una dimensión precisa de sus
características o estado, generalmente como resultado de compararla frente a un estándar;
usualmente se hace de una manera cuantificable o numérica”.
De forma complementaria, Beltrán (2002, p. 54) considera que la medición “consiste en
determinar fuentes de información, frecuencia de medición, presentación de la información,
asignación de responsables de la recolección, tabulación, análisis y presentación de la
información a demás medir es comparar una magnitud con un patrón establecido”.
Codificación de equipos.
La codificación significa en grandes rasgos dar a las máquinas y equipos una dirección donde
ubicarlas y un nombre con el cual identificarlas. Permitiendo tener un control y conocimiento
31
sobre información técnica, características generales, etc. De cada una de las máquinas, equipos y
componentes emplazados en la empresa.
Según Partida (2013) un modelo de codificación ideal es el de 3 grupos de dígitos, utilizando
números y letras, es decir, un equipo quedaría codificado de la siguiente forma AAAABBB11.
El equipo estaría definido por 3 grupos de varios dígitos, disponiendo de 100 combinaciones para
cada grupo de números, más que suficiente para englobar a todos los equipos de una fábrica.
El significado del código sería el siguiente:
Con los dos primeros dígitos (AAAA) determinamos el área de la fábrica donde se
encuentra el equipo. Podemos definir líneas de producción o zonas generales (como
oficinas, instalación contraincendios, seguridad, recepción,…)
Con las dos letras (BBB) indicamos el tipo de equipo a codificar, por ejemplo:
M_: en este caso hablamos de motores, indicando con la segunda letra un tipo más
específico, MB como motor de bomba.
Con los tres siguientes números (111) indicaríamos el consecutivo del equipo.
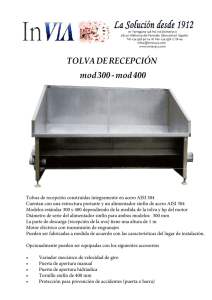
CODIFICACIÒN DE LOS EQUIPOS
AAAA-BBB-111
Consecutivo del equipo
Tipo de Equipo
Ubicación del equipo
Figura 6. Codificación de Equipos
Fuente: Yuanmar Salazar, 2019.
32
Glosario de términos
Aluminio.
Es un metal base que puede ser manufacturado para desempeñar diferentes funciones.
Metal líquido.
Constituye el insumo más importante para la fabricación del producto terminado, el mismo es
recibido de la sala de colada proveniente de las distintas salas de reducción.
Alúmina.
También llamado oxido de aluminio, es de vital importancia para la producción del aluminio y la
misma se obtiene de la bauxita.
Electrólisis.
Es el proceso donde se emplea una determinada cantidad de energía eléctrica haciéndola pasar a
través de una sustancia en solución o fundida ocasionando en ella cambios químicos.
Celda electrolítica.
Recipiente en el cual se da el proceso de electrólisis formado por dos electrodos: positivo (ánodo)
y el otro negativo (cátodo) en donde se genera la reacción química.
Tolva.
Equipo instalados en las celdas electrolíticas encargada de abastecer de alúmina y fluoruro a las
mismas.
Alimentador Dosificador.
Componente ubicado en la parte inferior de la tolva, el cual tiene como función dosificar la
alúmina y el fluoruro en la celda para la producción del aluminio.
33
Conjunto rompe costra.
Mecanismo que forma parte de las tolvas encargado de abrir paso en la boquilla por la cual fluye
la alúmina/ fluoruro hacia las celdas en funcionamiento.
ODT.
Es un documento escrito para reportar fallas y que contiene las especificaciones de un servicio
de mantenimiento a ser brindado, estas son registradas en el sistema integral de mantenimiento.
SIMA.
Sistema integral de mantenimiento, en él se registran las órdenes de trabajo (ODT) para llevar
el control de las fallas, los mantenimientos y la disponibilidad de un equipo.
Indicador.
Son puntos de referencia, que brindan información cualitativa o cuantitativa, conformada por uno
o varios datos, constituidos por percepciones, números, hechos, opiniones o medidas, que
permiten seguir el desenvolvimiento de un proceso y su evaluación, y que deben guardar relación
con el mismo.
TRT.
Abreviación dele taller de reparación de tolvas.
Sistema.
Este término designa un conjunto de elementos en interrelación dinámica organizada en función
de un objetivo, con vistas a lograr los resultados del trabajo de una organización.
Control.
Es la regulación de las actividades, de conformidad con un plan creado para alcanzar ciertos
objetivos.
34
CAPITULO III
Diseño Metodológico
En este capítulo se presenta la descripción del tipo y diseño de la investigación, las técnicas e
instrumentos de recolección de datos y el procedimiento metodológico empleado para la
elaboración del estudio.
Tipo de Investigación
El tipo de investigación se refiere a la clase de estudio que se va a realizar, para la clasificación
de una investigación se debe considerar el problema planteado y los objetivos que se pretenden
alcanzar.
Según Tamayo y Tamayo M (2013):
La investigación descriptiva comprende la descripción, registro, análisis e
interpretación de la naturaleza actual, y la composición o proceso de los fenómenos.
(p.35).
La investigación es descriptiva, ya que consistió en el diagnóstico de la situación existente, con el
fin de describir, registrar, analizar e interpretar los procesos ejecutados para el control de los
mantenimiento de las tolvas P-19 y V línea en el taller de reparación de tolvas.Para ello, fue
necesario caracterizar la situación actual referente al control y seguimiento de las reparaciones
que se desempeñan en el taller de tolvas, así como también de los reportes que se elaboran de
dichas reparaciones, lo cual permitió observar actividades reales que fueron representadas de
forma correcta, sucesiva, clara y precisa.
35
Diseño de la Investigación
Según lo señalado por Balestrini (2006, p.131), el diseño de investigación es “un plan global
de investigación que integran de un modo coherente y adecuadamente correcto, técnicas de
recogida de datos a utilizar, análisis previstos y objetivos”, tiene como objetivo según lo señalado
por Sabino (2007, p.63) “proporcionar un modelo de verificación que permita contrastar hechos
con teorías, y su forma es la de una estrategia o plan general que determina las operaciones
necesarias para hacerlo”.
De Campo.
Al respecto Arias (2012) expresa:
La investigación de campo es aquella que consiste en la recolección de datos
directamente de los sujetos investigados, o de la realidad donde ocurren los hechos
(datos primarios). (p.31).
En el marco de este estudio, el diseño de campo vino dado por la estrategia empleada como
fuente de información, dado a que los datos se obtuvieron directamente en el área de trabajo
(taller de tolvas) y se observaron los elementos de trabajo de las fuentes vivas.
No experimental.
El diseño no experimental según los autores Hernández, Fernández y Baptista (2006, p.205),
explican que “se realizan sin manipular variables intencionalmente, se observa al fenómeno tal y
como se presenta en su contexto natural para después analizarlo”.
En función de lo expuesto, el estudio realizado es de tipo no experimental, ya que se observó
el proceso del mantenimiento aplicado a las tolvas para ser analizado posteriormente y así
36
permitir el diseño del sistema de información para el control y seguimiento de la gestión del
mantenimiento aplicado a las tolvas P-19 y V línea.
Población y Muestra
Para Arias (2012), el término “población es un conjunto finito o infinito de elementos con
características comunes para los cuales serán extensivas las conclusiones de la investigación. Ésta
queda delimitada por el problema y por los objetivos del estudio”.
Asimismo, el mencionado autor Arias (2012) menciona que una muestra “es un subconjunto
representativo y finito que se extrae de la población accesible”.
Para caso de este estudio la población y muestra son coincidentes y estuvieron representadas
por las tolvas de celdas P-19 y V línea.
Técnicas e Instrumentos de Recolección de Datos
Al respecto Arias (2012), señala que la técnica de recolección “representa el conjunto de
procedimientos o formas utilizadas en la obtención de la información necesaria para lograr los
objetivos de la investigación”.
Las herramientas de recolección de datos empleadas para la realización de este trabajo de
investigación fueron las siguientes:
Revisión Documental.
Es la recopilación de datos mediante el análisis de documentos o fuentes secundarias. Según
Castro, (2010, p.94), “es el hecho de trabajar con materiales ya elaborados de tipos secundarios
determinan lógicamente las principales ventajas e inconveniente. Complementará el estudio a
37
través de la utilización de fuentes primarias y secundarias como textos, trabajos de grados
pertinentes al estudio, manuales, folletos revistas, Internet entre otros recursos”.
En la investigación a realizar se consultaron documentos existentes tanto el departamento de
Ingeniería en Mantenimiento como en el taller de reparación de tolvas (TRT) con la finalidad de
evaluarlos y utilizarlos en el estudio de investigación, fueron recolectados de forma secundaria:
libros, boletines, manuales e informes con información corporativa de la empresa.
Entrevistas No Estructuradas.
Noé (2005) comenta que la entrevista no estructurada es “aquella en la que el entrevistador
plantea preguntas abiertas y perspicaces. Este tipo de entrevista es integral y el entrevistador
motiva al solicitante a ser el que más hable”.
En el proceso de investigación se realizaron entrevistas no estructuras al personal que labora
en el taller de reparación de tolvas (TRT), con el propósito de obtener la información de las
actividades que se ejecutan en esta unidad con la idea de obtener opiniones y experiencias
relacionadas a la investigación.
Observación Directa.
Arias (2012) expresa que “la observación es una técnica que consiste en visualizar o captar
mediante la vista, en forma sistemática, cualquier hecho, fenómeno o situación que se produzca
en la naturaleza o en la sociedad, en función de unos objetivos de investigación preestablecidos”.
Esta técnica fué empleada en la investigación para las funciones laborales que ocurren en el
taller de reparación de tolvas, área de estudio, donde se observó el método de trabajo para la
38
realización de las actividades correspondientes a la ejecución del mantenimiento de tolvas P-19 y
V línea.
Recursos.
Los recursos que fueron utilizados en el transcurso de la recolección de información en la
investigación se presentan a continuación:
Recursos físicos:
Computadora para preparar y perfeccionar el estudio.
Herramientas informáticas como Microsoft Office Word y Microsoft Office Excel.
Lápiz y Papel para la toma de informaciones.
Grabadora para obtener, recolectar, registrar o almacenar la información mediante
entrevistas.
Pendrive para guardar la información.
Internet para buscar información de interés.
Además se hizo uso del portal interno de CVG VENALUM C.A.
Equipo de protección personal:
Casco
Botas de seguridad
Mascarillas
Guantes
39
Procedimiento Metodológico
Para cumplir los objetivos planteados en el trabajo de investigación y así lograr la solución a la
problemática existente con respecto al seguimiento y control del mantenimiento de tolvas en el
TRT a través del diseño de un sistema de información, se llevaron a cabo una serie de actividades
que se presentan a continuación en función de los objetivos planteados en la investigación.
Objetivo 1. Diagnosticar la situación actual del taller de tolvas para identificar las fallas
existentes.
Esta primera etapa, consistió en realizar un diagnóstico y evaluación de la situación actual del
mantenimiento aplicado a las tolvas a través de:
La observación directa, permitiendo de esta manera percibir la realidad de los
procedimientos de trabajo que realizan los trabajadores para hacer los mantenimientos.
La realización de entrevistas no estructuradas o abiertas a los miembros del
departamento adaptadas a las diversas situaciones y características particulares del
objetivo de estudio, lo que permitió establecer detalles específicos de las actividades
desempeñadas por cada trabajador en la realización del mismo.
Para determinar las causas que producen las deficiencias en el control de los
mantenimientos, se elaboró un Diagrama Causa – Efecto o Diagrama de Ishikawa,
mediante el cual se diagnosticaron las fallas o deficiencias existentes a la hora de
realizar el mantenimiento, y esto permitió analizar y dar solución a las causas de la
problemática estudiada presente en el taller de reparación de tolvas.
40
Objetivo 2. Proponer un modelo de codificación para hacer posible la trazabilidad de las
tolvas.
Para esta etapa de la investigación, donde se requiere llevar un control de las tolvas existentes en
la empresa, para que sea posible su trazabilidad se propuso el modelo a través de la técnica de
codificación de equipos por códigos de números y letras; donde:
El primer grupo de códigos se refiere a ubicación de la tolva, es decir, en que área de la
empresa se encuentran ya sea en complejo I, complejo II o complejo III (V línea).
El segundo grupo al tipo de tolva, se le da el nombre que le corresponde al tipo de tolvas
para identificarlas de manera rápida (tolva pasillo ancho y tolva pasillo angosto).
El tercer grupo de códigos representa el consecutivo, esto se refiere a la cantidad existente
de tolvas operativas en la empresa.
Objetivo 3. Establecer indicadores de control de gestión de mantenimiento para medir el
desempeño de las reparaciones aplicadas en el taller de tolvas.
Se establecieron indicadores de carácter cuantitativo, los cuales permiten la observación y
posterior análisis de las cantidades de tolvas ingresadas en el taller, estado de los mecanismos
internos de las mismas y tipos de reparaciones demandadas, dichos indicadores están
representados en una tabla resumen, que una vez llenado el formato de recepción y entrega de
tolvas, este presenta automáticamente las cantidades correspondiente a cada uno de ellos.
Objetivo 4.Elaborar formatos para el control y seguimiento del mantenimiento de tolvas de
celdas P-19 y V línea.
En este paso se procedió a realizar los formatos en Excel que permitan a los encargados del
mantenimiento llevar un control a través de los indicadores diseñados de las tolvas que entran al
41
taller por mantenimiento o reparación, las que salen operativas para ser incorporadas en las
celdas, los recursos necesarios para cometer las mismas, la fecha de inicio y finalización de los
mantenimientos y también quién se encargará de ejercer como responsable.
Objetivo 5. Implementar los formatos de registros para llevar a cabo el seguimiento y
control de los mantenimientos de tolvas P-19 y V línea.
En este punto se pusieron en funcionamiento los formatos de registros que fueron elaborados,
a través de visitas al taller donde se tomara toda la información que requieren para reflejar los
resultados por medio de los indicadores de control de gestión. Todo esto con el fin de que el
personal que labora en el taller de reparación de tolvas lleve un registro con respecto a los
mantenimientos que son realizados a las tolvas de celdas P-19 y V línea y puedan tomar
decisiones a través de la tendencia de los indicadores.
Objetivo 6. Realizar un estudio para conocer el nivel de aceptación del Sistema de
Información.
En este paso se comprobó la funcionalidad y el beneficio que genera el estudio o proyecto a
realizado, a través de una encuesta de preguntas cerradas que son aquellas en las que el
encuestado, para reflejar su opinión o situación personal, debe elegir entre dos opciones: «sí-no»,
«verdadero-falso», «de acuerdo-en desacuerdo», esto tuvo como ventaja su fácil respuesta lo que
permitió saber el nivel de aceptación de los formatos de registros de los trabajadores del
departamento de taller central y el taller de tolvas ya que serán los principales usuarios de esta
herramienta.
42
CAPITULO IV
Análisis de resultados
Diagnosticar la situación actual del taller de tolvas para identificar las fallas existentes
La empresa CVG Venalum C.A cuenta con un taller de reparación de tolvas de celdas
electrolíticas perteneciente al departamento de Taller Central y tiene como función principal
reparar y realizar mantenimientos a las tolvas y sus diferentes mecanismos internos para
garantizar en oportunidad y calidad las mismas para el reemplazo.
El proceso previo de las órdenes de trabajo (ODT) para realizar el mantenimiento
correctivo de las tolvas en el taller es el siguiente: El supervisor encargado de la producción
de la línea del complejo, ya sea el I, II o III (V línea) se encarga de generar una orden de
trabajo, que indica que debe hacerse un mantenimiento correctivo, esta ODT es introducida en
el Sistema Integral de Mantenimiento (SIMA) y comunicado al departamento de
mantenimiento del complejo.
En el departamento del complejo se atienden las órdenes de trabajo, es decir, se chequea si
se puede realizar el mantenimiento correctivo, de necesitarse una reparación que no se puede
efectuar en el complejo, se debe proceder a generar una Sub-ODT la cual es una orden de
trabajo para que esta sea atendida por taller central (taller de reparación de tolvas). Una vez la
tolva es retirada del complejo se traslada hacia el taller para realizarle el mantenimiento
correctivo requerido. Cuando la tolva tiene que ser fabricada nuevamente, el departamento de
taller central es el encargado de administrar la contratación de un servicio de fabricación.
Para efectos de esta investigación, se tiene planteado el diseño de un sistema de
información para el control y seguimiento de la gestión de mantenimiento aplicado a las
43
tolvas P-19 y V línea, para ello se ha de realizar un estudio de las actividades que conciernen
a su mantenimiento.
Para el diagnóstico de la situación actual se aplicó el diagrama de causa – efecto, donde se
estudió el problema mediante la representación de la relación entre el efecto y todas las causas
que originaron el problema en estudio, lográndose establecer las posibles causas raíces que
explican las deficiencias en el seguimiento y control del mantenimiento de las tolvas.
Para el diseño del diagrama fueron considerados los resultados obtenidos mediante la
aplicación de entrevistas no estructuradas a supervisores de turno y operadores del taller de
tolvas, dicha información fue ordenada y comparada con los resultados recopilados a través
de la observación directa, revisión de la escasa documentación del área y criterio del
investigador, con la finalidad de evitar pasar por alto algún aspecto clave relacionado con el
problema
44
Diagrama Causa-Efecto.
Método de trabajo
Materiales
Ausencia de indicadores
Debilidad en el monitoreo de los manttos
Ausencia de repuestos
Herramientas
Insuficientes
Falta de registro de recepción y
entrega de tolva
Deficiencias en
Inexistencia de formatos
No seguimiento a los manttos
el seguimiento
y control del
Equipos dañados
Personal insuficiente
Deficiencia en la distribución
Equipos insuficientes
mantenimiento
Falta de información de
método de trabajo
de tolvas
de carga de trabajo
Falta de reposición
Equipos
Mano de Obra
Figura 6. Diagrama Ishikawa de las deficiencias en el seguimiento y control del mantenimiento de tolvas
Fuente: Yuanmar Salazar, 2019.
45
Una vez identificadas las causas que inciden directamente sobre las deficiencias en el
seguimiento y control del mantenimiento de tolvas, se detalla a continuación las subcausas y el
impacto que tienen las mismas sobre el problema:
Método de Trabajo:
Ausencia de indicadores: el área no cuenta con instrumentos de medición que permita el
seguimiento y control de las reparaciones de tolvas por lo tanto existen debilidades en el
monitoreo del mantenimiento de las tolvas.
Falta de Registro en Recepción y Entrega de Tolvas: No existe alguna documentación
detallada con la información referente a las tolvas que ingresan y salen del taller.
Inexistencia de formatos: No poseen formatos que permitan llevar un registro de las
reparaciones que se realizan a diario, semanal, mensual o anual.
Material:
Ausencia de repuestos: debido a la situación económica que atraviesa el país y de la cual
no se escapa la empresa, la falta de repuestos para los mantenimientos de las tolvas
ocasiona que las mismas estén fuera de servicio por un tiempo más prolongado.
Herramientas insuficientes: Adicional al mal estado de las herramientas también está
presente la insuficiencia de las mismas, producto de extravío y préstamo a otros talleres.
Estas son: pistolas neumáticas, esmeriles y llaves Allen.
46
Equipos:
Equipos dañados: se tienen equipos fuera de servicio, lo que ocasiona deficiencias y
demoras inevitables por espera de máquinas, equipos y herramientas de trabajo.
Equipos insuficientes: no se cuentan con los equipos necesarios, para realizar los
mantenimientos a las tolvas debido a la falta de reposición de los mismos, el más
importante es el montacargas para trasladar las tolvas.
Mano de Obra:
Falta de información del método de trabajo: los trabajadores no tienen de manera
documentada un método de trabajo estandarizado, solo saben la manera de hacerlo, esto
puede perjudicar a la hora de incorporarse un nuevo trabajador al taller.
Personal insuficiente: es notable la falta de personal ya que de 16 personas que
conformaban el equipo de trabajo del taller de reparación de tolvas, se encuentran activo
solo 7, lo que recae en la deficiencia en la distribución de carga de trabajo.
Al observar el diagrama (ver figura 6)se evidencia que los límites de las causas principales
varían, destacando que en métodos es donde hay el mayor número de causas principales (3), en
mano de obra (2), seguido por materiales (2), y finalmente equipos (2).
En efecto, se debe buscar una solución a los problemas presentados en el método de trabajo y
mano de obra, puesto que son los que presentan mayor número de causas. La solución se propone
mediante el diseño de un sistema de información que contenga indicadores de control que se
reflejen a través de un formato por medio del cual se acceda a una plantilla para vaciar la
información ofrecida y llevar acabo el seguimiento y control de la gestión del mantenimiento
47
aplicado a las tolvas de celdas p-19 y v línea en taller central. Además, para lograr un mejor
control de los mantenimientos es necesario codificar las tolvas, ya que esto permitirá hacerle
seguimiento a cada una de ellas para conocer cuántas veces en un determinado tiempo falla, lo
que admitirá un mejor control y trazabilidad de las mismas.
Proponer un modelo de codificación para hacer posible la trazabilidad de las tolvas
Una empresa puede estar dividida en diferentes zonas o áreas funcionales. Estas áreas pueden
tener en común la similitud de sus equipos. Cada una de estas áreas estará formada por un
conjunto de equipos, iguales o diferentes, que tienen una entidad propia. Cada equipo, a su vez,
está dividido en una serie de sistemas funcionales. Para poder llevar un control de estos equipos
y su ubicación es necesario que exista una identificación de cada uno de ellos a través de un
modelo de codificación, el cual se debe expresar en forma de estructura arbórea en la que se
indique las relaciones de dependencia de cada uno de los ítems con los restantes.
La codificación de las tolvas significa en grandes rasgos dar a estos equipos una dirección donde
ubicarlas y un nombre con el cual identificarlas. Permitiendo tener un control y conocimiento
sobre información técnica, de mantenimiento y características generales de cada una de las tolvas
P-19 y V línea que se encuentran en la empresa.
Al codificar las tolvas existentes en la empresa CVG VENALUM C.A se provee a los
encargados del mantenimiento de información que admite conocer e identificar con mayor
facilidad las tolvas de celdas, optimizar mejor los recursos y llevar un control y seguimiento más
expedito de las acciones de mantenimiento correctivo que se le aplican.
Para la selección y el desarrollo de este modelo de codificación a proponer, se realizaron
visitas al taller de reparación de tolvas y se pudo conversar con los trabajadores para tomar en
48
consideración sus opiniones con respecto a la enumeración de las tolvas. Luego de varias visitas e
intercambio de información se llegó a la conclusión que la forma más idónea es enumerar las
tolvas para la salida, es decir, al llegar las tolvas al taller por necesidad de ser reparadas, se les
evalúa, se les hace el mantenimiento respectivo y una vez están listas para ser retiradas se les
aplica con soldadura el código correspondiente de codificación.
Modelo de codificación de tolvas propuesto.
A continuación se va a desarrollar el modelo de codificación de 3 grupos de dígitos, utilizando
números y letras, es decir, una tolva quedaría codificada de la siguiente forma:
AAAAA-BB.BB-111
Con los primeros dígitos (AAAAA) determinamos el área de la empresa donde se
encuentra la tolva en cuestión y estaría representado de la siguiente manera:
Tabla 1. Modelo de Codificación (Área de la empresa donde se encuentra la tolva).
Código de Identificación
Nombre que le pertenece
Descripción
Integrado por dos líneas de producción
electrolítica (LINEA I Y LINEA II), cada
una cuenta con 180 celdas, dando un total
COI
Complejo I
de 360 celdas, donde cada una de ellas
contiene dos (2) tolvas de alimentación.
Integrado por dos líneas de producción
COII
Complejo II
(LINEA III Y LINEA IV), cada una.
49
(Continuación tabla 1)
Código de Identificación
Nombre que le pertenece
Descripción
cuenta con 180 celdas, dando un total de
360 celdas, donde cada una de ellas
cuenta con 2 tolvas de alimentación.
COIII
Complejo III o V línea
Formada
por
una
sola
línea
de
producción (V LINEA) de 180 celdas.
Cada una cuenta con 6 tolvas, de las
cuales 5 son de alimentación de alúmina
y 1 es de alimentación de fluoruro.
Fuente: Yuanmar Salazar, 2019.
Con las letras siguientes (BB.BB) se indica el tipo de equipo que se está identificando y
se simboliza de la manera siguiente:
Tabla 2.Modelo de Codificación (Tipo de tolva).
Código de identificación
Descripción
Nombre que le pertenece
Denominada
Tolva pasillo ancho
TP.ANC
ALÙMINA-ALUMINA
comúnmente
“pasillo
ancho” por estar del lado más ancho de
la
nave,
es
la
encargada
de
la
alimentación de la alúmina. Cuenta con
50
(Continuación tabla 2)
Código de identificación
Descripción
Nombre que le pertenece
2 conjuntos rompecostras, los cuales
rompen el carbón que se forma sobre el
aluminio líquido. Cuenta con 2 sistemas
de bocas de descarga de alúmina los
cuales son accionados por 2 cilindros
neumáticos
ubicados
en
la
parte
superior, la función de estos es permitir
la adición de alúmina primaria dentro del
baño (ver anexo 1).
Denominada
comúnmente
“pasillo
angosto” por estar del lado más angosto
de la nave, es la encargada de la
alimentación de la alúmina y fluoruro a
Tolva pasillo angosto
la celda. Cuenta con 2 conjuntos
ALUMINA-FLUORURO
rompecostras, A diferencia de la anterior
TP.ANG
cuenta con 3 sistemas de descarga de
alúmina
y 3 cilindros neumáticos
ubicados en la parte superior, la función
de estos es permitir la adición de
alúmina y fluoruro, según sea el caso,
dentro del baño (ver anexo 2).
Fuente: Yuanmar Salazar, 2019.
51
Con los tres siguientes números (111) indicaríamos el consecutivo de la tolva
Tabla 3. Modelo de Codificación (Número de tolva).
Código de identificación
Descripción
Nombre que le pertenece
Se
001
Número de tolva
les
dará
un
consecutivo
dependiendo del tipo de tolva y la
cantidad existente de las mismas.
Fuente: Yuanmar Salazar, 2019.
En resumen, el modelo de codificación de tolvas reflejara la ubicación del equipo, ya sea que
se encuentre en complejo I, II o III (V línea) el tipo de tolva, es decir, pasillo ancho (alúminaalúmina) y pasillo angosto (alúmina- fluoruro) y el numero consecutivo que le corresponda.
AAAAA-BB.BB-111
Ubicación de la tolva
Tipo de tolva
Consecutivo de tolva
Figura 7. Modelo de codificación de tolvas
Fuente: Yuanmar Salazar, 2019.
Este modelo de codificación puede ser aplicado fácilmente a las tolvas existentes en la
empresa actualmente. En su defecto podrá servir de base o ejemplo para la implementación de un
sistema de códigos, con el objetivo de que la empresa maneje de forma sistemática y clara los
diferentes tipos de tolvas, y que el registro y control de inventario y sus mantenimiento sea
llevado a cabo de manera más efectiva, lo que implica una mejora.
52
Establecer indicadores de control de gestión de mantenimiento para medir el desempeño
de las reparaciones aplicadas en el taller de tolvas
Indicadores de Control de Gestión Para la Recepción de Tolvas.
Para llevar un control y seguimiento en la recepción de tolvas de celdas P-19 y V línea, se
establecieron indicadores de carácter cuantitativo, los cuales permiten la observación y posterior
análisis de las cantidades de tolvas ingresadas en el taller, estado de los mecanismos internos de
las mismas y tipos de reparaciones demandadas, dichos indicadores están representados en una
tabla resumen, que una vez llenado el formato de recepción de tolvas, este presenta
automáticamente las cantidades correspondiente a cada uno de ellos (ver tabla 10).
A continuación (tabla 4), se muestra que cada uno de los indicadores tienen asociado, un número,
un nombre, una descripción, un algoritmo, formula y su rango de aceptación. Ahora bien, cada
uno de estos ítems tiene un propósito para el cual fueron creados, por ejemplo, la descripción del
indicador manifiesta lo que pretende mostrar el indicador luego de su aplicación. El algoritmo,
por otra parte, refleja la formula implementada en el sistema de información para su medición, la
formula el método de cálculo de cada indicador.
Por último, el responsable que se encargará de la recopilación y uso correcto de la información,
así como de monitorear y dar cumplimiento a al uso del sistema de información para tener una
medición lo más exacta posible de los indicadores será el supervisor de turno del taller.
53
Tabla 4. Indicadores de control de gestión de recepción de tolvas
Indicadores de Control de Gestión Para la Recepción de Tolvas.
Tipo de indicador: cuantitativo
Aspecto
Nº
Descripción
Algoritmo
Representa el número
=CONTAR.SI('CONTROL
Tolvas de
de tolvas provenientes
RECEPCIONDETOLVAS
complejo I
de complejo I
'!$B$6:$B$51;"COMPLEJOI)
Representa el número
=CONTAR.SI('CONTROL DE
Tolvas de
de tolvas provenientes
RECEPCION DE TOLVAS
complejo II
de complejo II.
'!$B$6:$B$51;"COMPLEJO II")
Representa el número
=CONTAR.SI('CONTROL DE
de tolvas provenientes
RECEPCION DE TOLVAS
de V línea.
'!$B$6:$B$51;"V LINEA ")
Nombre
1
Origen de la
2
tolva
3
Tolvas de V línea
54
Fórmula
DE=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒅𝒆 𝒄𝒐𝒎𝒑𝒍𝒆𝒋𝒐 𝑰
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒅𝒆 𝒄𝒐𝒎𝒑𝒍𝒆𝒋𝒐 𝑰𝑰
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒅𝒆 𝑽 𝒍𝒊𝒏𝒆𝒂
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
(Continuación tabla 4)
Aspecto
N°
Nombre
Descripción
Fórmula
Algoritmo
Representa la cantidad =CONTAR.SI('CONTROL
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒔𝒊𝒍𝒍𝒐 𝒂𝒏𝒄𝒉𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒔𝒊𝒍𝒍𝒐 𝒂𝒏𝒈𝒐𝒔𝒕𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒓𝒂 𝑹𝒆𝒑. 𝒎𝒂𝒚𝒐𝒓
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
Tolvas pasillo
de tolvas pasillo ancho DE
4
RECEPCION
DE
ancho
TOLVAS '!C6:C51;"ANCHO"
que ingresan al taller
Tipo de
tolva
Cantidad
pasillo
de
angosto
tolvas
que
=CONTAR.SI('CONTROL
DE RECEPCION DE
Tolvas pasillo
5
TOLVAS
ingresan al taller
angosto
'!C6:C51;"ANGOSTO")
Tipo de
reparación
6
Reparación mayor
Representa la cantidad
=CONTAR.SI('CONTROL
de tolvas que requieren
DE RECEPCION DE
reparación mayor
TOLVAS
'!D6:D51;"MAYOR")
55
(Continuación tabla 4)
Aspecto
N°
Nombre
Tipo de
7
Reparación menor
reparación
Descripción
Algoritmo
Representa la cantidad
=CONTAR.SI('CONTROL DE
de tolvas que requieren
RECEPCION DE TOLVAS
Tolvas perforadas
Representa la cantidad
=CONTAR.SI('CONTROL DE
de tolvas perforadas que
RECEPCION DE TOLVAS
estructura de
9
Tolvas dobladas
tolva
Representa la cantidad
=CONTAR.SI('CONTROL DE
de tolvas dobladas que
RECEPCION DE TOLVAS
Tolvas oxidadas
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒆𝒓𝒇𝒐𝒓𝒂𝒅𝒂𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒅𝒐𝒃𝒍𝒂𝒅𝒂𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒐𝒙𝒊𝒅𝒂𝒅𝒂𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
'!F6:F51;"DOBLADA")
ingresan al taller
10
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒓𝒂 𝑹𝒆𝒑. 𝒎𝒆𝒏𝒐𝒓
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
'!F6:F51;"PERFORADA")
ingresan al taller
Condición de
=
'!D6:D51;"MENOR")
reparación menor
8
Formula
Representa la cantidad
=CONTAR.SI('CONTROL DE
de tolvas oxidadas que
RECEPCION DE TOLVAS
'!F6:F51;"OXIDADA")
ingresan al taller
56
(Continuación tabla 4)
Aspecto
N°
Nombre
Descripción
Cantidad
11
Flanche doblado
de
Algoritmo
flanches
doblados que ingresan al
Condición
Representa la cantidad
=CONTAR.SI('CONTROL DE
rectificar
de flanches sin rectificar
RECEPCION DE TOLVAS
Flanche dañado
Representa la cantidad
=CONTAR.SI('CONTROL DE
de flanches dañados que
RECEPCION DE TOLVAS
C. Rompe
costras
14
Doblado
Representa la cantidad
de
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑭𝒍𝒂𝒏𝒄𝒉𝒆𝒔 𝑺𝒊𝒏 𝑹𝒆𝒄𝒕𝒊𝒇.
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
conjuntos
costras
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝒇𝒍𝒂𝒏𝒄𝒉𝒆𝒔 𝒅𝒂ñ𝒂𝒅𝒐𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑪𝒐𝒏𝒋. 𝑹𝑪 𝒅𝒐𝒃𝒍𝒂𝒅𝒐𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
'!G6:G51;"DAÑADO")
ingresan al taller
Condición
=
'!G6:G51;"SIN RECTIFICAR")
que ingresan al taller
13
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑭𝒍𝒂𝒏𝒄𝒉𝒆𝒔 𝒅𝒐𝒃𝒍𝒂𝒅𝒐𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
RECEPCION DE TOLVAS
Flanche sin
de flanche
=
'!$G$6:$G$51;"DOBLADO")
taller
12
=CONTAR.SI('CONTROL DE
Formula
Rompe
doblados que
ingresan al taller.
57
=CONTAR.SI('CONTROL DE
RECEPCION DE TOLVAS
'!H6:H51;"DOBLADO")
(Continuación tabla 4)
Aspecto
N°
Nombre
15
Sin punta
Descripción
Algoritmo
Representa la cantidad de =CONTAR.SI('CONTROL DE
conjuntos R/C sin punta RECEPCION
Condición
Formula
DE
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑪𝒐𝒏𝒋. 𝑹𝑪 𝐬𝐢𝐧 𝒑𝒖𝒏𝒕𝒂
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑪𝒐𝒏𝒋. 𝑹𝑪 𝒅𝒂ñ𝒂𝒅𝒐𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
TOLVAS
que ingresan al taller
'!H6:H51;"SIN PUNTA")
Representa la cantidad de
=CONTAR.SI('CONTROL DE
conjuntos R/C dañados
RECEPCION DE TOLVAS
C. Rompe
costras
16
Dañado
'!H6:H51;"DAÑADO")
que ingresan al taller
Condición
17
Buen estado
Cantidad
de
Sist.
en
de
=CONTAR.SI('CONTROL DE
de sistema
alimentación
buen
RECEPCION DE TOLVAS
de alimen.
estado que ingresan al
'!I6:I51;"BUEN ESTADO")
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑺𝒊𝒔𝒕. 𝑨𝒍𝒊𝒎. 𝑩 𝒆𝒔𝒕𝒂𝒅𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
taller
18
Dañado
Cantidad
de
Sist.
de
alimentación dañados que
=CONTAR.SI('CONTROL DE
RECEPCION DE TOLVAS
'!I6:I51;"DAÑADO")
ingresan al taller
58
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑺𝒊𝒔𝒕. 𝑨𝒍𝒊𝒎 𝒅𝒂ñ𝒂𝒅𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
(continuación tabla 4)
N°
Nombre
Descripción
Algoritmo
19
Buen estado
Representa la cantidad de
=CONTAR.SI('CONTROL DE
Condición de
C. dosificadores en buen
RECEPCION DE TOLVAS
cilindro
estado que ingresan al
'!J6:J51;"BUEN ESTADO")
Aspecto
Formula
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑪𝒊𝒍. 𝑫𝒐𝒔𝒊𝒇. 𝑩 𝒆𝒔𝒕𝒂𝒅𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
taller
dosificador
20
Dañado
Representa la cantidad de
=CONTAR.SI('CONTROL DE
C. dosificadores dañados
RECEPCION DE TOLVAS
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑪𝒊𝒍. 𝑫𝒐𝒔𝒊𝒇. 𝒅𝒂ñ𝒂𝒅𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
'!J6:J51;"DAÑADO")
que ingresan al taller
Fuente: Yuanmar Salazar, 2019.
Todos estos indicadores desarrollados anteriormente son fundamentales para que el sistema de información controle todos los aspectos
relacionados a las tolvas que ingresan al taller. Además de ellos se creó un indicador adicional el cual permite saber si la cantidad de
tolvas que ingresaron son elevadas, normales o bajos y se desarrolla a continuación (tabla 5).
59
Tabla 5. Indicador de Nivel de tolvas ingresadas al taller
Indicador de Nivel de tolvas ingresadas al taller =
∑ 𝒕𝒐𝒍𝒗𝒂𝒔 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒅𝒂𝒔
𝑻𝒐𝒍𝒗𝒂𝒔 𝒑𝒓𝒐𝒈𝒓𝒂𝒎𝒂𝒅𝒂𝒔 𝒑𝒂𝒓𝒂 𝒊𝒏𝒈𝒓𝒆𝒔𝒂𝒓=𝟒𝟎 𝒕𝒐𝒍𝒗𝒂𝒔
*100
Tipo de indicador: cuantitativo
Aspecto
Nº
1
Nombre
Elevado
Descripción
Algoritmo
Rango de aceptación
Representa un nivel
=SI (D28 “ ES 45% ES
nivel de tolvas ingresadas >55%
elevado de tolvas
ELEVADO”)
el nivel es ELEVADO
ingresadas al taller
Total de tolvas
ingresadas al
Representa un nivel
2
Normal
normal de tolvas
=SI (D28 “ES 30% ES
NORMAL”)
nivel de tolvas ingresadas 25%55% el nivel es NORMAL
ingresadas al taller
taller
3
Bajo
Representa un nivel
=SI (D28 “ ES 25% ES
aceptable de tolvas
BAJO”)
ingresadas al taller
Fuente: Yuanmar Salazar, 2019.
60
= Nivel de tolvas ingresadas
<25% el nivel es BAJO
Indicadores de Control de Gestión Para la Entrega de Tolvas.
Para llevar un control y seguimiento en la Entrega de tolvas P-19 y V línea, se establecieron
indicadores de carácter cuantitativo, los cuales permiten la observación, comparación con los
resultados emitidos por los indicadores de recepción de tolvas y posterior análisis de las
cantidades de las mismas retiradas del taller, estado de los mecanismos internos y tipos de
reparaciones cumplidas, dichos indicadores están representados en una tabla resumen, que una
vez llenado el formato de entrega de tolvas, éste presenta automáticamente las cantidades
correspondiente a cada uno de ellos (ver tabla 11).
A continuación (tabla 6), se muestra que cada uno de los indicadores de entrega de tolvas
tienen asociado, un número, un nombre, una descripción, un algoritmo y un responsable. Ahora
bien, cada uno de estos ítems tiene un propósito para el cual fueron creados, por ejemplo, la
descripción manifiesta lo que pretende mostrar el indicador luego de su aplicación. El algoritmo,
por otra parte, refleja la formula implementada en el formato Excel para su medición, vale decir,
el método de cálculo de cada indicador. Por último, el responsable, corresponde a la persona que
se encargará de la recopilación y uso correcto de la información, así como de monitorear y dar
cumplimiento a al uso de los formatos Excel para tener una medición lo más exacta posible de
los indicadores.
61
Tabla 6. Indicadores de Control de Gestión Para la Entrega de Tolvas.
Indicadores de Control de Gestión Para la Entrega de Tolvas.
Tipo de indicador: cuantitativo
Aspecto
Nº
Nombre
Descripción
Algoritmo
1
Tolvas para
Cantidades de tolvas
=CONTAR.SI('CONTROL DE
complejo I
retiradas del taller con
ENTREGA DE
destino a Complejo I.
Formula
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒓𝒂 𝒄𝒐𝒎𝒑𝒍𝒆𝒋𝒐 𝑰
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒓𝒂 𝒄𝒐𝒎𝒑𝒍𝒆𝒋𝒐 𝑰𝑰
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒓𝒂 𝑽 𝒍𝒊𝒏𝒆𝒂
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
TOLVAS'!B6:B51;"COMPLEJO
I")
2
Tolvas para
Cantidades de tolvas
=CONTAR.SI('CONTROL DE
complejo II
retiradas del taller con
ENTREGA DE
Destino de la
tolva
destino a Complejo II.
TOLVAS'!B6:B51;"COMPLEJO
II")
3
Tolvas para V
Cantidades de tolvas
=CONTAR.SI('CONTROL DE
línea
retiradas del taller con
ENTREGA DE
destino a V línea.
TOLVAS'!B6:B51;"V LINEA ")
62
(Continuación tabla 6)
Aspecto
N°
Nombre
4
Tolvas
pasillo ancho
Descripción
Representa
cantidades
Algoritmo
las
de
tolvas
pasillo ancho retiradas
Tipo de
=CONTAR.SI('CONTROL DE
Formula
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒔𝒊𝒍𝒍𝒐 𝒂𝒏𝒄𝒉𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒔𝒊𝒍𝒍𝒐 𝒂𝒏𝒈𝒐𝒔𝒕𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑹𝒆𝒑. 𝑴𝒂𝒚𝒐𝒓
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑹𝒆𝒑. 𝑴𝒆𝒏𝒐𝒓
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
ENTREGA DE
TOLVAS'!C6:C51;"ANCHO")
del taller
tolva
5
Tolvas
pasillo
angosto
6
Reparación
mayor
Tipo de
reparación
Representa
cantidades
las
de
=CONTAR.SI('CONTROL DE
tolvas
ENTREGA DE
pasillo angosto retiradas TOLVAS'!C6:C51;"ANGOSTO")
del taller.
Representa
las
=CONTAR.SI('CONTROL DE
cantidades de tolvas a
ENTREGA DE
las cuales se les aplicó
TOLVAS'!D6:D51;"MAYOR")
reparación mayor.
aplicada
7
Reparación
menor
Representa
las
=CONTAR.SI('CONTROL DE
cantidades de tolvas a
ENTREGA DE
las cuales se les aplicó
TOLVAS'!D6:D51;"MENOR")
reparación menor
63
(Continuación tabla 6)
Aspecto
N°
Nombre
8
Reparación
total
Descripción
Algoritmo
Representa
las
cantidades
de tolvas a
Formula
=CONTAR.SI('CONTROL DE
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒄𝒐𝒏 𝑹𝒆𝒑. 𝑻𝒐𝒕𝒂𝒍
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒐𝒑𝒆𝒓𝒂𝒕𝒊𝒗𝒂𝒔
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
=
𝒕𝒐𝒍𝒗𝒂𝒔 𝒑𝒂𝒓𝒂 𝒄𝒂𝒎𝒃𝒊𝒐
𝒙𝟏𝟎𝟎
𝒕𝒐𝒕𝒂𝒍 𝒕𝒐𝒍𝒗𝒂𝒔 𝒆𝒏𝒕𝒓𝒆𝒈𝒂𝒅𝒂𝒔
ENTREGA DE
las cuales se les aplicó
TOLVAS'!D6:D51;"TOTAL")
reparación total.
9
Operativa
Representa
las =CONTAR.SI('CONTROL
cantidades de tolvas que ENTREGA
Condición
DE
DE
se lograron reparar y TOLVAS'!F6:F51;"OPERATIVA
están listas para instalar
de tolva
"
en celda (Arranque de
Celda).
10
Para cambio
Representa
las
=CONTAR.SI('CONTROL DE
cantidades de tolvas que
ENTREGA DE
no se lograron reparar
TOLVAS'!F6:F51;"PARA
por desgaste agravado
CAMBIO")
(tolvas irrecuperables).
Fuente: Yuanmar Salazar, 2019.
64
Además de los indicadores de entrega de tolva, se diseñó un indicador que muestra las órdenes de trabajo terminadas por complejo, es
decir, el nivel de cumplimiento con respecto a las tolvas que llegan por complejo y las que salen reparadas.
Tabla 7. Indicador de Orden de Trabajo Terminada por complejo.
Indicador de Orden de Trabajo Terminada por complejo
Tipo de indicador: cuantitativo
Aspecto
Nº
Descripción
Nombre
Nivel
de
Algoritmo
cumplimiento
con
Formula
=E4/D4
=
𝐎𝐃𝐓 𝐭𝐞𝐫𝐦𝐢𝐧𝐚𝐝𝐚𝐬 𝐝𝐞 𝐜𝐨𝐦𝐩𝐥𝐞𝐣𝐨 𝐈
∗ 𝟏𝟎𝟎
𝐎𝐃𝐓 𝐭𝐨𝐭𝐚𝐥𝐞𝐬 𝐠𝐞𝐧𝐞𝐫𝐚𝐝𝐚𝐬
=E5/D5
=
𝐎𝐃𝐓 𝐭𝐞𝐫𝐦𝐢𝐧𝐚𝐝𝐚𝐬 𝐝𝐞 𝐜𝐨𝐦𝐩𝐥𝐞𝐣𝐨 𝐈𝐈
∗ 𝟏𝟎𝟎
𝐎𝐃𝐓 𝐭𝐨𝐭𝐚𝐥𝐞𝐬 𝐠𝐞𝐧𝐞𝐫𝐚𝐝𝐚𝐬
respecto a las ODT que se
1
Complejo I
generan por complejo I y las que
salen terminadas.
Nivel de
cumplimento
Representa
el
nivel
de
cumplimiento con respecto a las
2
Complejo II
ODT que se generan por complejo
II y las que salen terminadas.
65
(Continuación tabla 7)
3
V línea
Representa
el
nivel
de
cumplimiento con respecto a las
=E6/D6
ODT que se generan por V línea y
=
𝐎𝐃𝐓 𝐭𝐞𝐫𝐦𝐢𝐧𝐚𝐝𝐚𝐬 𝐝𝐞 𝐕 𝐥í𝐧𝐞𝐚
𝐎𝐃𝐓 𝐠𝐞𝐧𝐞𝐫𝐚𝐝𝐚𝐬
∗ 𝟏𝟎𝟎
las que salen terminadas.
Fuente: Yuanmar Salazar, 2019.
Este indicador es de suma importancia debido a que son mediciones que se pueden hacer para identificar con la mayor objetividad
posible en qué grado de cumplimiento se encuentra el taller de tolvas con el complejo solicitante (I, II y/o V línea) del mantenimiento.
66
Elaborar formatos para el control y seguimiento del mantenimiento de tolvas P-19 y V línea
Se realizaron los siguientes formatos con la finalidad de registrar tanto la llegada de una tolva
para mantenimiento como la salida de la tolva reparada del taller, lo que permite llevar un control
y seguimiento de la gestión del mantenimiento aplicado a las tolvas P-19 y V línea de la empresa
que es el principal objetivo de este proyecto de investigación.
Gestión Para la Recepción de Tolvas.
Este formato se encuentra diseñado con el propósito de contener toda la información necesaria
para llevar el control de las tolvas que ingresan al taller y se encuentra estructurado de la
siguiente manera:
Figura 8. Diseño de Formato para la gestión de Recepción de Tolvas.
Fuente: Yuanmar Salazar, 2019.
67
Dónde:
Fecha: día que ingresa la tolva al taller.
Origen de la tolva: de que complejo proviene.
Tolva pasillo: qué tipo de tolva ingresa.
Reparación: tipo de reparación que necesita la tolva.
Ficha quien recibe tolva: documentación empresarial del trabajador que recibió la tolva
en el taller.
Condición de estructura: descripción del estado de la estructura de la tolva.
Condición de flanche: descripción del estado del flanche de la tolva.
Condición de conjunto rompe costras: descripción del estado del conjunto rompe costras
de la tolva.
Condición de sistema de alimentación: descripción del estado del sistema de
alimentación de la tolva.
Condición cilindro dosificador: descripción del estado del cilindro dosificador de la
tolva.
Número de Sub-ODT: número de la sub ODT emitida en el SIMA para solicitar el
mantenimiento en el taller de tolvas.
Número de celda de origen: celda que contenía la tolva averiada
Número de tolva averiada: número de tolva que ingresa al taller por mantenimiento
Observaciones: algún aspecto adicional observado por el personal del taller que recibió la
tolva.
68
El formato descrito anteriormente maneja una base de datos que contiene los indicadores de
carácter cuantitativo, los cuales permiten la observación y posterior análisis de las cantidades de
tolvas ingresadas en el taller, estado de los mecanismos internos de las mismas y tipos de
reparaciones demandadas.
A continuación se presenta una tabla que detalla cada uno de los indicadores que maneja la base
de datos del formato de recepción de tolvas:
Tabla 8. Base de datos de Formato de Recepción de tolvas.
ITEM
ORIGEN
DE TOLVA
(COMPLEJO)
TOLVA
PASILLO
TIPO DE
REPARACIÒN
CONDICIÒN
DE ESTRUCTURA
DE TOLVA
CONDICIÒN
DE
FLANCHE
CONDICIÒN
DE CONJUNTO
R/C
CONDICIÒN
SIST. DE ALIM.
CONDICIÒN
CILIND. DOSIF.
DESCRIPCIÓN
COMPLEJO I
COMPLEJO II
V LINEA
ANCHO
ANGOSTO
MENOR
MAYOR
PERFORADA
DOBLADA
OXIDADA
DOBLADO
SIN RECTIFICAR
DAÑADO
DOBLADO
SIN PUNTA
DAÑADO
BUEN ESTADO
DAÑADO
BUEN ESTADO
DAÑADO
Fuente: Yuanmar Salazar, 2019.
El proceso de registro de entrega de tolvas para el seguimiento de los mantenimientos realizados
Inicia con el llenado de un formato impreso que permita tener el respaldo del traspaso de la
misma al complejo de dónde provino (ver anexo 3), en dicho formato se describirá la condición
69
en la que se entrega la tolva. Esta información deberá ser vaciada en el formato de registro de
entrega de tolvas (ver figura 8) y una vez llenado, este presentará automáticamente las
cantidades correspondientes a cada uno de los indicadores acompañado de una gráfica que
permite una mejor interpretación de los resultados y así manejar los números de tolvas a las que
se les hicieron mantenimiento y la reparación aplicada a cada una de ellas.
Gestión Para la Entrega de Tolvas.
Este formato se encuentra diseñado con el propósito de contener toda la información
necesaria para llevar el control de las tolvas que salen del taller reparadas y se encuentra
estructurado de la siguiente manera:
Figura 9. Diseño de Formato para la Gestión de entrega de tolvas.
Fuente: Yuanmar Salazar, 2019.
70
Dónde:
Fecha: día que la tolva es retirada del taller.
Destino: a que complejo se incorpora la tolva reparada.
Tolva pasillo: qué tipo de tolva se retira del taller.
Reparación aplicada: tipo de reparación que se le aplicó a la tolva.
Ficha quien retira tolva: documentación empresarial del trabajador que retiró la tolva del
taller.
Condición de la tolva: descripción del estado en que la tolva sale del taller.
Número de Sub-ODT: número de la sub ODT emitida en el SIMA para solicitar el
mantenimiento en el taller de tolvas.
Número de celda de origen: celda que contenía la tolva averiada.
Número de tolva reparada: número de tolva que sale del taller reparada.
Observaciones: algún aspecto adicional observado por el personal del taller que recibió la
tolva.
Para llevar un control y seguimiento en la entrega de tolvas,
e4n el formato descrito
anteriormente se establecieron indicadores de carácter cuantitativo, los cuales permiten la
observación, comparación con los resultados emitidos por los indicadores de recepción de tolvas
y posterior análisis de las cantidades de las mismas retiradas del taller, estado de los mecanismos
internos y tipos de reparaciones
A continuación se presenta una tabla que detalla cada uno de los indicadores
base de datos del formato de entrega de tolvas:
71
que maneja la
Tabla 9. Base de datos de Formato de Entrega de tolvas.
ITEM
DESTINO
DE TOLVA
(COMPLEJO)
TOLVA
PASILLO
REPARACIÓN
APLICADA A
LA TOLVA
ESTADO
DE TOLVA
DESCRIPCIÓN
COMPLEJO I
COMPLEJO II
V LINEA
ANCHO
ANGOSTO
MENOR
MAYOR
TOTAL
OPERATIVA
PARA CAMBIO
Fuente: Yuanmar Salazar, 2019.
El proceso de registro de entrega de tolvas para el seguimiento de los mantenimientos realizados
Inicia con el llenado de un formato impreso que permita tener el respaldo del traspaso de la
misma al complejo de dónde provino (ver anexo 4), en dicho formato se describirá la condición
en la que se entrega la tolva. Esta información deberá ser vaciada en el formato de registro de
entrega de tolvas (ver figura 9) y una vez llenado, este presentará automáticamente las cantidades
correspondientes a cada uno de los indicadores acompañado de una gráfica que permite una
mejor interpretación de los resultados y así manejar los números de tolvas a las que se les
hicieron mantenimiento y la reparación aplicada a cada una de ellas.
El diseño de estos formatos, se hizo de manera que cualquier persona involucrada en el proceso
del mantenimiento de las tolvas pueda entender el uso y finalidad del mismo. Ya que solicita la
información precisa, además en las celdas se encuentran listas despegables que permiten que el
llenado de los formatos sea más sencillo, y arroja resultados en números acompañados de
graficas circulares para un mayor entendimientos de la tendencia de los indicadores, lo que hace
que el sistema de información sea practico para el control y seguimiento de los mantenimientos
aplicados
a
las
tolvas
de
celdas
72
P-19
y
V
línea.
Implementar los formatos de registros para llevar a cabo el seguimiento y control de los
mantenimientos de tolvas P-19 y V línea
En el taller de tolvas no existe algún reporte detallado que permita llevar un control, historial o
seguimiento de las reparaciones que se llevan a cabo en dicha área, es por ello que se elaboraron
formatos para la recepción y entrega de tolvas. Dichos formatos permiten plasmar la información
acerca de las actividades que se desempeñan en el taller, con la finalidad de que los supervisores
puedan presentarlos ante el departamento de taller central para su evaluación y respectiva toma
de decisiones por parte del jefe de departamento.
Cada formato posee listas desplegables, las cuales facilitan el llenado de los mismos. Al llenar
cada campo, automáticamente se emite un resumen de indicadores los cuales muestran a detalle
los resultados de las reparaciones realizadas (ver tablas 10 y 11). El resumen automático, permite
representar gráficamente los resultados para una mejor apreciación e interpretación de los datos
(ver gráficos 10-21).
Es importante señalar que solo se posee historial de datos del mes de enero del presente año,
puesto que todos los formatos se utilizaron por ese periodo de tiempo para observar el
funcionamiento de los mismos y hacer los ajustes pertinentes, con el objeto de adaptarlos a las
necesidades del taller.
73
Formato de recepcion de tolvas.
A continuacion se presenta el formato de recepción de tolvas implementado en el mes de enero.
Figura 10. Formato de control de recepción de Tolvas (datos del mes de enero).
Fuente: Yuanmar Salazar, 2019.
Tabla 10. Resumen automático de indicadores de recepción de tolvas (datos del mes de enero).
RESUMEN
INDICADOR
CANTIDAD
TOLVAS DE COMPLEJO I
7
TOLVAS DE COMPLEJO II
12
TOLVAS DE V LÍNEA
0
TOLVAS PASILLO ANCHO
6
TOLVAS PASILLO ANGOSTO
13
REPARACIÓN MENOR
16
REPARACIÓN MAYOR
3
TOLVAS PERFORADAS
4
TOLVAS DOBLADAS
15
TOLVAS OXIDADAS
0
FLANCHE DOBLADO
8
FLANCHE SIN RECTIFICAR
11
FLANCHE DAÑADO
0
CONJUNTO R/C DOBLADO
8
CONJUNTO R/C SIN PUNTA
11
CONJUNTO R/C DAÑADO
0
SISTEMA ALIM. EN BUEN ESTADO
17
SISTEMA ALIM. DAÑADO
2
CILINDRO DOSIF. BUEN ESTADO
18
CILINDRO DOSIF. DAÑADO
1
Fuente: Yuanmar Salazar, 2019.
74
ORIGEN DE TOLVAS
TOLVAS DE
COMPLEJO II
63%
TOLVAS DE
COMPLEJO I
37%
TOLVAS DE V
LÍNEA
0%
Figura 11. Resumen de origen de tolvas.
Fuente: Yuanmar Salazar, 2019.
El seguimiento realizado en el mes de enero del 2019 sobre el origen de las tolvas que fueron
ingresadas al taller de reparación se evidencia mediante este gráfico circular. Concluyendo que en
este lapso de tiempo se recibieron en total 19 tolvas para mantenimiento correctivo, de las cuales
7 de ellas provinieron de complejo I representando el 37% y las otras 12 llegaron de complejo II
representando el 63%.
TIPO DE TOLVA
TOLVAS
PASILLO ANCHO
32%
TOLVAS
PASILLO
ANGOSTO
68%
Figura 12. Resumen de tipo de tolvas recibidas.
Fuente: Yuanmar Salazar, 2019.
75
Para el mes de enero fueron ingresadas al taller 19 tolvas en total para mantenimiento
correctivo, los tipos de tolvas que llegaron se evidencia a través de este grafico circular, arrojando
como resultado que 6 de ellas eran de pasillo ancho con un 32% y las otras 13 tolvas pasillo
angosto representando el 68%.
REPARACIÓN
MAYOR
16%
TIPO DE REPARACIÒN
REPARACIÓN
MENOR
84%
Figura 13. Resumen de Reparación requerida.
Fuente: Yuanmar Salazar, 2019.
El tipo de reparación requerida por las 19 tolvas que llegaron al taller en el mes de enero
fueron las siguientes: 16 tolvas demandaban una reparación menor lo cual representa en el
grafico circular un 84%, por otra parte las 3 tolvas restantes exigían una reparación mayor
representado así un 16%. Esto es punto a favor ya que los mantenimientos se pueden realizar de
manera más rápida porque las reparaciones menores se llevan a cabo en un solo turno de trabajo
(8 horas) mientras que las reparaciones mayores se pueden llevar 2 o más turnos.
76
FALLAS ASOCIADAS A LAS TOLVAS
CILINDRO DOSIF.
DAÑADO
1%
SISTEMA
ALIM.
DAÑADO
2%
CILINDRO DOSIF.
BUEN ESTADO
19%
TOLVAS
PERFORADAS
4%
TOLVAS DOBLADAS
16%
TOLVAS
OXIDADAS
0%
FLANCHE
DOBLADO
8%
SISTEMA ALIM. EN
BUEN ESTADO
18%
CONJUNTO R/C
DAÑADO
0%
FLANCHE
SIN
FLANCHE DAÑADO RECTIFIC
CONJUNTO R/C
0%
AR
DOBLADO
12%
8%
CONJUNTO R/C
SIN PUNTA
12%
Figura 14. Fallas asociadas a las tolvas recibidas.
Fuente: Yuanmar Salazar, 2019.
El diagrama circular anterior evidencia las fallas asociadas a las tolvas que ingresaron al taller en
el tiempo estudiado, las mismas vinieron dadas de la siguiente manera: de las 19 tolvas 4 de ellas
estaban perforadas, 15 dobladas y las 0 oxidadas. El estado del flanche de 8 de ellas estaban
doblados, 11 flanches sin rectificar y 0 dañados. Los conjuntos rompe costras de 8 de ellas
estaban doblados y los otros 11 sin punta. 17 sistemas alimentadores estaban en buen estado y 2
de ellos dañados. Por último, los cilindros dosificadores de 18 de ellas estaban en buen estado y
el 1 restante estaba dañado.
77
Nivel de tolvas ingresadas al taller.
NIVEL DE TOLVAS INGRESADAS AL TALLER
ELEVADO
> 55%
NORMAL
25%-55%
BAJO
< 25%
TOTAL
47,50%
Figura 15. Indicador de Nivel de tolvas ingresadas (datos del mes de enero).
Fuente: Yuanmar Salazar, 2019.
Este indicador nos permite visualizar que la cantidad de tolvas que ingresaron en el mes de
enero del presente año es normal, ya que se encuentra en el rango de valoración entre el 25%55% de tolvas, específicamente en 47.50%, es decir, llegaron al área 19 tolvas para
mantenimiento correctivo 7 provenientes de complejo I y 12 de complejo II y la cantidad de
tolvas programadas para el ingreso son 40. Cabe destacar que en años anteriores estos rangos
eran más altos, debido a que se encontraban operativas mayor cantidad de celdas lo que hace que
la demanda de reparación de tolvas fuera más elevada.
78
Formato de entrega de tolvas.
A continuación se presenta el formato de entrega de tolvas utilizado en el mes de enero.
Figura 16. Formato de control de entrega de tolvas (datos del mes de enero).
Fuente: Yuanmar, Salazar, 2019.
Tabla 11. Resumen automático de indicadores de entrega de tolvas (datos del mes de enero).
RESUMEN
INDICADOR
TOLVAS PARA COMPLEJO I
TOLVAS PARA COMPLEJO II
TOLVAS PARA V LINEA
TOLVAS PASILLO ANCHO
TOLVAS PASILLO ANGOSTO
TOLVAS CON REPARACIÓN MENOR
TOLVAS CON REPARACIÓN MAYOR
TOLVAS CON REPARACIÒN TOTAL
TOLVAS OPERATIVAS
TOLVAS PARA CAMBIO
CANTIDAD
5
9
0
6
8
13
1
0
14
0
Fuente: Yuanmar Salazar, 2019.
79
DESTINO DE TOLVAS
TOLVAS PARA V
LINEA
0%
TOLVAS PARA
COMPLEJO I
36%
TOLVAS PARA
COMPLEJO II
64%
Figura 17. Resumen de destino de tolvas reparadas.
Fuente: Yuanmar Salazar, 2019.
En el mes de enero del presente año fueron entregadas 14 tolvas a las cuales se le realizaron sus
respectivos mantenimientos correctivos, 5 de ellas con destino a complejo I representado un 36%
y las otras 9 para complejo II, representando un 64% en la gráfica circular.
TIPO DE TOLVA REPARADA
TOLVAS
PASILLO
ANGOSTO
57%
TOLVAS
PASILLO
ANCHO
43%
Figura 18.Resumen de tipo de tolvas reparadas.
Fuente: Yuanmar Salazar, 2019.
80
De las 14 tolvas que fueron entregadas, 8 de ellas eran pasillo angosto representando un 57%, las
6 tolvas restantes eran pasillo ancho y abarca en la gráfica circular el 43%.
REPARACIÓN APLICADA
TOLVAS CON
REPARACIÓN
MAYOR
7%
TOLVAS CON
REPARACIÒN
TOTAL
0%
TOLVAS CON
REPARACIÓN
MENOR
93%
Figura 19. Resumen de la reparación aplicada a las tolvas.
Fuente: Yuanmar Salazar, 2019.
En la gráfica se evidencia que a 13 tolvas se les realizó una reparación menor representando un
93% y a la tolva restante una reparación mayor con un 7%.
ESTADO DE TOLVAS REPARADAS
TOLVAS PARA
CAMBIO
0%
TOLVAS
OPERATIVAS
100%
Figura 20. Resumen del estado de tolvas reparadas.
Fuente: Yuanmar Salazar, 2019.
81
Las 14 tolvas que fueron entregadas en el mes de enero del presente año una vez se les realizaron
el mantenimiento correctivo, estaban operativas, lo que representa en el grafico circular el 100%.
Nivel de cumplimiento de los mantenimientos.
En este punto se refleja la efectividad con la cual el taller cumple con los mantenimientos que
son requeridos por complejo.
Figura 21. Nivel de cumplimiento de los mantenimientos (datos del mes de enero).
Fuente: Yuanmar Salazar, 2019.
Este último indicador es el punto final del sistema de información, con él se concluye la
efectividad del taller en cuanto a los mantenimientos que son requeridos por complejo a través de
la relación entre las ordenes que son recibidas con las que son ejecutadas. En el mes de enero, la
efectividad por complejo fue la siguiente:
Complejo I: fueron recibidas 7 tolvas y se terminaron 5 de ellas dando una efectividad
del 71.43% la cual se aprecia en una tabla de avance, además de un gráfico de
82
velocímetro que se posiciona en el tramo verde del mismo dando como conclusión que
fue una gestión excelente para complejo I.
Complejo II: por otra parte, de este complejo fueron recibidas 12 tolvas y se terminaron
9 de ellas dando una efectividad del 75.00% la cual se aprecia en una tabla de avance,
además de un gráfico de velocímetro que se posiciona en el tramo verde del mismo dando
como conclusión que fue una gestión excelente para complejo II.
V línea: de este complejo no fueron solicitados mantenimientos, razón por la cual la
efectividad viene dada por un 0.00%.
Realizar un estudio para conocer el nivel de aceptación del sistema de Información
Para comprobar la funcionalidad y el beneficio que genera el estudio o proyecto realizado, se
realizó una encuesta de preguntas cerradas que son aquellas en las que el encuestado, para reflejar
su opinión o situación personal, debe elegir entre dos opciones: «sí-no», esto tiene como ventaja
su fácil respuesta lo que permite traducir fácilmente los resultados y así saber el nivel de
aceptación de los formatos de registros por parte de los trabajadores del departamento de taller
central y el taller de tolvas ya que serán los principales usuarios del Sistema de información para
el control y seguimiento de la gestión de mantenimiento aplicado a las tolvas de celdas P-19 y V
línea en taller central (ver Apéndice A).
A continuación se presenta el modelo del cuestionario utilizado para realizar la encuesta a los
trabajadores del taller, está compuesto de 8 preguntas planteadas de manera clara y concisa sobre
los beneficios del sistema de información.
83
Tabla 12. Encuesta para conocer el nivel de aceptación del sistema de información.
Encuesta general para conocer el nivel de aceptación del sistema de información
Instrucciones:
Lea detenidamente cada interrogante.
Seleccione con una (X) según corresponda: SI (respuesta afirmativa) o NO (respuesta negativa),
la siguiente serie de preguntas.
PREGUNTAS
1.
SI
¿El sistema de información recoge información que permite dar
respuesta al problema de investigación?
2.
¿La estructura del sistema de Información es adecuada?
3.
¿Considera Ud. que es de fácil uso?
4.
¿El sistema de información cumple con los requisitos esperados?
5.
¿Considera Ud. que la base de datos es ideal y contiene los datos
e indicadores necesarios para el seguimiento y control de la
gestión de los mantenimientos aplicados a las tolvas?
6.
¿Piensa que es de importancia el indicador del nivel de
cumplimiento de los mantenimientos?
7.
¿El sistema de información permite tener un aumento en los
niveles de control y seguimiento de los mantenimientos de tolvas?
8.
¿Recomienda la implementación de manera permanente del
sistema de información?
Fuente: Yuanmar Salazar, 2019.
84
NO
NÚMERO DE ENCUESTADOS
RESULTADOS DE ENCUESTA
10
9
8
7
6
5
4
3
2
1
0
Pregunta Pregunta Pregunta Pregunta Pregunta Pregunta Pregunta Pregunta
1
2
3
4
5
6
7
8
SI
10
9
9
10
10
10
10
10
NO
0
1
1
0
0
0
0
0
Figura 22. Resultados de la encuesta para conocer el nivel de aceptación del SI.
Fuente: Yuanmar Salazar, 2019.
Los resultados que arroja la encuesta fueron positivos ya que de 10 encuestados a los que se
les realizaron 8 preguntas dando un total de 80 respuestas de las cuales 78 fueron afirmativas
representando un 97.5% y las otras 2 negativas con un 2.5%, quedó demostrado que el personal
que labora en taller central y taller de tolvas considera que el sistema de información es idóneo
para llevar el control y seguimiento de la gestión del mantenimiento aplicado a las tolvas de
celdas P-19 y V línea, además de avalar el hecho de que se implemente de manera permanente
para que las actividades en el taller se desempeñen de la manera más óptima posible y la
información que proyecte sirva para la toma de decisiones y el planteamiento de objetivos por
parte de los Supervisores de Talleres tanto a corto como largo plazo.
85
Conclusiones
Una vez alcanzados los objetivos para este trabajo de investigación, se puede concluir lo
siguiente:
1. Se logró describir la situación actual en el taller de reparación de tolvas a través de la
técnica de diagramación causa-efecto, allí fueron identificadas las causas de mayor
incidencia en las deficiencias en el seguimiento y control de las gestión del
mantenimiento aplicado a las tolvas, algunas de ellas son: la ausencia de indicadores
(método de trabajo), inexistencia de formatos (método de trabajo), la carencia de
registro de la recepción y entrega de tolvas de celdas (método de trabajo) y el personal
insuficiente (mano de obra).
2. Se propuso un modelo de codificación para lograr la trazabilidad de las tolvas, este
puede ser aplicado fácilmente a las tolvas existentes en la empresa actualmente. En su
defecto podrá servir de base o ejemplo para la implementación de un sistema de
códigos, con el objetivo de que la empresa maneje de forma sistemática y clara los
diferentes tipos de tolvas, y que el registro y control de inventario y sus mantenimiento
sea llevado a cabo de manera más efectiva, lo que implica una mejora.
3. Se pudieron establecer indicadores de carácter cuantitativo, los cuales permiten la
observación y posterior análisis de las cantidades de tolvas ingresadas en el taller,
estado de los mecanismos internos de las mismas y tipos de reparaciones demandadas,
dichos indicadores están representados en una tabla resumen, que una vez llenado el
formato de recepción y entrega de tolvas, este presenta automáticamente las cantidades
correspondiente a cada uno de ellos.
86
4. Se elaboraron formatos de registros para el control de recepción de tolvas para
mantenimiento y entrega de las mismas ya reparadas, los mismos reflejaron
información detallada de las reparaciones realizadas, a través de un resumen automático
de indicadores el cual les permitirá la apreciación y análisis de los resultados mediante
datos numéricos gráficos.
5. Se implementaron los formatos de registro para el seguimiento y control de las
reparaciones y se pudo observar la tendencia de los indicadores en el mes de enero del
presente año. Además a través del indicador de nivel de tolvas ingresadas se supo que
fueron ingresadas en un rango normal con el 47.50% y con el indicador del nivel de
cumplimiento se reflejó la efectividad del taller en cuanto a los mantenimientos que son
requeridos por complejo a través de la relación entre las ordenes que son recibidas con
las que son ejecutadas. En complejo I fueron recibidas 7 tolvas y se terminaron 5 de
ellas dando una efectividad del 71.43%. En complejo II por otra parte, fueron recibidas
12 tolvas y se terminaron 9 de ellas dando una efectividad del 75.00%.
6. Por último, se realizó una encuesta a los trabajadores involucrados en el mantenimiento
de las tolvas los cuales serán los principales usuarios de la herramienta. En dicha
encuesta los resultados reflejaron fueron positivos ya que consideran que el sistema de
información es idóneo para llevar el control y seguimiento de la gestión del
mantenimiento aplicado a las tolvas de celdas P-19 y V línea, además de avalar el
hecho de que se implemente de manera permanente para que las actividades en el taller
se desempeñen de la manera más óptima posible y la información que proyecte sirva
para la toma de decisiones y el planteamiento de objetivos de parte de los Supervisores.
87
Recomendaciones
En función de los resultados y conclusiones obtenidas, con la finalidad de minimizar o en el
mejor de los casos eliminarla falta de control y seguimiento en las reparaciones de tolvas se
recomiendan las siguientes acciones:
1. Considerar el modelo de codificación que fue propuesto para hacer posible la
trazabilidad de las tolvas.
2. Implementar de manera permanente el uso del sistema de información para llevar el
control y seguimiento de la gestión del mantenimiento aplicado a las tolvas de celdas P19 y V línea.
3. Identificar con una placa pequeña en un lugar específico a las tolvas con el código de
numeración correspondiente según el modelo de codificación propuesto. Esto permitirá
no solo tener el control de las tolvas a nivel general, sino que se le podrá hacer
seguimiento a cada una de ellas.
4. Supervisar a diario que los trabajadores plasmen la información referente a cada tolva
que ingresa y sale del taller.
5. Los supervisores deben mantener el uso del sistema de información y velar para que se
realice el llenado de los formatos de registro, con la finalidad de crear buenos hábitos
de trabajo.´
6. Hacer reuniones en donde se les manifieste a los trabajadores la importancia del sistema
de información diseñado y la realización de su tarea para que sea más fácil el
cumplimiento de las metas trazadas.
88
Referencias
Arias, F. (2012). El Proyecto de la Investigación: Introducción a la Metodología Científica. (6ta
edición). Caracas, Venezuela: Episteme.
Armijos, C. (2017).Diseño e implementación de un modelo de indicadores de gestión para
evaluar el desempeño de hospitales públicos en Chile y Ecuador. Recuperado de
http://repositorio.uchile.cl/handle/2250/149734
Balestrini, M. (2002). Como se elabora el proyecto de investigación.Recuperado de
http://virtual.urbe.edu/tesispub/0094671/cap03.pdf
Betancourt, J. (2012). Diseño de un sistema de control, seguimiento y evaluación de las órdenes
de compras internacionales de la empresa GERENPRO C.A. (Trabajo de Practica
Profesional). UNEXPO. Estado Bolívar.
Casas, J. (2002).La encuesta como técnica de investigación. Elaboración de cuestionarios y
tratamiento estadístico de los datos. Recuperado de http://www.elsevier.es/es-revistaatencion-primaria-27-articulo-la-encuesta-como-tecnica-investigacion--13047738.
Castro, E. (2006). Proceso de Codificación de Equipos y Aplicación del sistema SAP en la
gestión del mantenimiento en ampliación de la planta Arauco Remanufactura Tres Pinos.
Recuperado dehttp://cybertesis.uach.cl/tesis/uach/2006/bmfcic355p/doc/bmfcic355p.pdf
Dangel,
M.
(2010).
Sistemas
de
información.
Recuperado
de
https://www.econlink.com.ar/sistemas-informacion/definicion
Espasa-Calpe.(2008).
Definiciones
de
Gestión.
https://es.scribd.com/document/366713141/conceptos-de-gestion
89
Recuperado
de
Hurtado, J. (2015). El Proyecto de Investigación. Comprensión holística de la metodología de la
investigación (8va edición). Caracas, Venezuela: Ediciones Gavilán.
Molina, A. (2016). El control y seguimiento de los indicadores en la gestión. Recuperado de
https://es.slideshare.net/jcfdezmxmanag/indicadores-de-control-de-gestion
Leal, S. (2007) Índices e Indicadores de Gestión de Mantenimiento en las Pymes delEstado
Táchira,
3er
Congreso
Uruguayo
de
Mantenimiento.
Recuperado
de
https://www.uruman.org/sites/default/files/articulos/indices_indicadores_gestion_mantenimie
nto_pymes_estado_tachira_0.pdf
Ortega, E. (2004). Implementación de indicadores de mantenimiento en el taller industrial
ADIFE. Recuperado de http://biblioteca.utb.edu.co/notas/tesis/0026254.pdf
Pachano, F (2005) Evaluación de los niveles de aceptación. Recuperado de
http://www.scielo.org.ve/scielo.php?script=sci_arttext&pid=S1316-49102005000400011
90
Anexos
91
Anexo 1. Tolva pasillo ancho
Anexo 2. Tolva pasillo angosto
92
Anexo 3. Formato de recepción de tolvas para reparación.
93
Anexo 4. Formato de Entrega de tolvas reparadas.
94
Apéndices
95