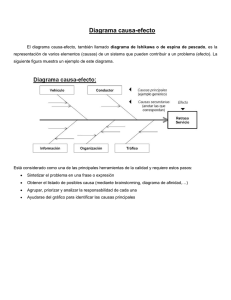
HERRAMIENTAS DE CALIDAD HISTORIA DE LA CALIDAD • EL HOMBRE LAS CAVERNAS Y LA ERA DE LA RECOLECCION Principal actividad abastecerse de comida, recolección de productos de la naturaleza Agrupación de organización interna tribus, La CALIDAD estaba determinada por la naturaleza y dependía de las condiciones del medio ambiente Las actividades de la CALIDAD consistían en la inspección y selección HISTORIA DE LA CALIDAD LA USUFACTURA • Elaboración del producto para usarlo uno mismo • LA CALIDAD ya era su responsabilidad • LA CALIDAD paso de ser algo mas que un juicio era la completa SATISFACCION DE LAS NECESIDADES HISTORIA DE LA CALIDAD MANUFACTURA • Organización de tareas • Surge la especialización • Se empieza a utilizar el intercambio de productos (trueque) • Surge la capacitación • Aparece la competencia • Empieza el mecanismo de la oferta y la demanda HISTORIA DE LA CALIDAD ANTIGUA CHINA DEL AÑO 1600 A.C • Surgen diferentes organizaciones de trabajo: • Una que calificaba los estándares de calidad y productividad • Otra que se dedicaba a la inspección de los talleres y productos HISTORIA DE LA CALIDAD REVOLUCION INDUSTRIAL • En 1750 se inicio la Revolución Industrial en Inglaterra • Uso de maquinas motorizadas en la industria textil y metalúrgica • Inicio la industrialización de la producción • División del trabajo y funciones en departamentos HISTORIA DE LA CALIDAD ADMINISTRACION CIENTIFICA DE TAYLOR • Surge a finales del siglo XIX en EUA gracias a Frederick W. Taylor • División de tareas con nociones de Ingeniería Industrial • Separo la planeación de la ejecución HISTORIA DE LA CALIDAD CONTROL ESTADISTICO DEL PROCESO • 1er compañía telefónica BELL en 1926 • Basada en las teorías de la probabilidad, inspección, muestreo, estudio de las causas • LA CALIDAD incorpora la inspección por muestreo HISTORIA DE LA CALIDAD REVOLUCION DE LA CALIDAD EN JAPON 2ª REVOLUCION INDUSTRIAL • Entre 1950 y 1954 Edwards Deming y J. M Juran instruyen a los Japoneses en los métodos de calidad y control de calidad • Los Japoneses desarrollaron una forma organizada de participación que llamaron “CIRCULOS DE CALIDAD” HISTORIA DE LA CALIDAD DIFERENCIACION DE MERCADOS • Surge la investigación de mercados • Cambió el enfoque de la CALIDAD a ENFOQUE AL CLIENTE • LA CALIDAD ES LA SATISFACCION DE LAS EXPECTATIVAS DEL CLIENTE HISTORIA DE LA CALIDAD ISHIKAWA • Genero el CONTROL TOTAL DE LA CALIDAD como la participación de todos los trabajadores en la mejora continua de la CALIDAD de todas las actividades que se realizan en la empresa El HOMBRE, LA ORGANIZACIÓN DEL TRABAJO Y LA CALIDAD El HOMBRE, LA ORGANIZACIÓN DEL TRABAJO Y LA CALIDAD MAESTROS DE LA CALIDAD W. EDWARDS DEMING Estadístico estadounidense nacido el 14 de Octubre de 1900, en Sioux City Murio en Washington DC. El 20 de Diciembre de 1993 Creador de la estrategia “14 puntos Deming”, y de “Las siete enfermedades mortales de la gerencia ” Deming y la calidad: localizar el problema y atacarlo de raíz. Control estadístico de procesos W. EDWARDS DEMING 14 PUNTOS DE DEMING 1. 2. 3. 4. Crear constancia de propósito.(Mejora de productos y servicios) Adoptar la nueva filosofía. Terminar con la dependencia de la inspección. Terminar con la práctica de decidir negocios con base en los precios. 5. Mejorar el sistema de producción y de servicios. 6. Entrenamiento del trabajo. 7. Adoptar e instituir el liderazgo. 8. Eliminar temores. 9. Romper las barreras entre los departamentos. 10.Eliminar slogan. 11.Eliminar estándares. 12.Eliminar barreras que impidan alcanzar el orgullo al trabajador. 13.Instituir un activo programa de educación. 14.Implicar a todo el personal en la transformación. 7 ENFERMEDADES MORTALES DE LA GERENCIA 1. Carencia de constancia en los propósitos 2. Enfatizar ganancias a corto plazo y dividendos inmediatos 3. Evaluación de rendimiento, calificación de mérito o revisión anual 4. Movilidad de la administración principal 5. Manejar una compañía basado solamente en las figuras visibles 6. Costos médicos excesivos 7. Costos de garantía excesivo CICLO DE MEJORA CONTINUA JOSHEP JURAN Nació en Rumania el 24 de Diciembre de 1904 Murió en New York el 28 de Febrero del 2008 Juran y la calidad: Definió la calidad como “Adecuación al uso” Con adecuación al uso, se refiere a la planificación de las características de un producto al uso que le va a dar el consumidor y que éstas sean para satisfacer sus necesidades. Desarrollo lo que llamó:“Trilogía de la calidad” • Con adecuación al uso, se refiere a la planificación de las características de un producto al uso que le va a dar el consumidor y que éstas sean para satisfacer sus necesidades. • “Trilogía de la calidad” TRILOGIA DE CALIDAD 1. PLANIFICACIÓN DE LA CALIDAD: Consiste en determinar las necesidades de los clientes y desarrollar los productos y actividades idóneos para satisfacerlas. 2. CONTROL DE LA CALIDAD: Consiste en evaluar el comportamiento real de la calidad, comparando los resultados obtenidos con los objetivos propuestos para luego, actuar reduciendo las diferencias. 3. MEJORA DE LA CALIDAD: Establecer un plan anual con el objetivo de lograr un cambio ventajoso y permanente que conduzca a la mejora continua. PHILIP CROSBY Nacio en Wheeling, Virginia EUA en 1926 Murio en 2001 en Winter Park Crosby y la calidad: Define calidad como “conformancia con los requerimientos” , no hay defectos en los productos (CERO ERRORES), se satisfacen las necesidades del cliente. “Cero defectos”: concentrarse en evitar los defectos, no sólo localizarlos y corregirlos “ La calidad empieza en las personas no en las cosas”. LOS CUATRO FUNDAMENTOS DE LA CALIDAD (ABSOLUTOS DE CROSBY) 1. La calidad se define como el cumplimiento de los requisitos, no como la excelencia. 2. El sistema para asegurar la calidad es la prevención, no la evaluación. 3. El estándar del desempeño tiene que ser cero defectos, no el “así esta bien”. 4. La calidad se mide por los costos del incumplimiento, no los índices. LAS 6 “C” DE CROSBY • Toda organización que aplica la administración por calidad atraviesa por seis etapas de cambio llamadas las 6 C's. • 1. Comprensión • 2. Compromiso • 3. Competencia • 4. Com unicación • 5. Corrección • 6. Continuidad • LAS TRES “T” DE CROSBY • TIEMPO El directivo debe invertir su tiempo en las actividades del programa de calidad. • TALENTO Debe aportar su capacidad y conocimiento participando en actividades de calidad • TESORO . Debe aprobar los recursos para la implantación de soluciones propuestas por los equipos de acción en calidad ARMAND V. FEIGENBAUM Estadounidense, Administrador de la Calidad Nacio el 6 de Abril de 1922. en New York EUA Murio el 13 de Noviembre de 2014 en Pisttfield Massachusetts EUA Creador del concepto “Control Total de Calidad” • Construir la calidad desde etapas iniciales, en lugar de inspeccionarla y controlarla después de lo hecho. • El control de la calidad total (C.C.T.) afecta a toda una organización e incluye la implementación de actividades de calidad orientadas al consumidor. KAURO ISHIKAWA Teórico de la administración de empresas experto en el control de la calidad nacido en Tokio, Japón el 13 de Julio de 1915. Murio el 16 de Abril de 1989 en Japon. Ishikawa y la calidad: Su principal aportación es el Diagrama Causa-Efecto o Diagrama de pescado. El Diagrama de Pescado se utiliza como herramienta para organizar y representar las diferentes teorías propuestas sobre las causas de un problema. KAURO ISHIKAWA Principios de la calidad • La calidad empieza con la educación y termina con la educación. • El primer paso en la calidad es conocer lo que el cliente requiere. • El estado ideal del control de calidad ocurre cuando ya no es necesaria la inspección. • Eliminar la causa de raíz y no los síntomas. • El control de calidad es responsabilidad de todos los trabajadores y en todas las áreas. • No confundir los medios con los objetivos. • Poner la calidad en primer término y poner las ganancias a largo plazo. • El comercio es la entrada y salida de la calidad. • La gerencia superior no debe mostrar enfado cuando sus subordinados les presenten hechos. • 95% de los problemas de una empresa se pueden resolver con simples herramientas de análisis y de solución de problemas. • Aquellos datos que no tengan información dispersa (es decir, variabilidad) son falsos acontecimientos. GENICHI TAGUCHI Ingeniero Mecánico, doctor en Ciencias (estadística y matemáticas) Nacio el 1º. De Enero de 1924 en Tokamachi,prefectura de Niigata Japon Murio 2 de Junio de 2012 Taguchi y la calidad: creador de la denominada “INGENIERÍA DE CALIDAD”. Las aportaciones de Taguchi a la calidad total son: 1)funcion de perdida 2)mejora continua 3)variabilidad 4)diseño del producto 5)mejora del diseño del producto 6)optimizacion del diseño del producto 7)ingenieria de calidad • Creador del concepto “Diseño Robusto”; el cual basa su estrategia para lograr la satisfacción del cliente, en exceder sus expectativas de calidad. SHIGEO SHINGO Ingeniero Japonés nacido en 1909. Su principal aportación es el sistema de producción Toyota, “Justo a tiempo”. La filosofía del Justo a Tiempo, es “Cero inventarios en procesos” POKA-YUKE Cero defectos o a prueba de error JAN CARLZON Nacio el 25 de Junio de 1941 en Suecia • Creador del concepto Momentos de la Verdad.(Los momentos de verdad son intervalos que pueden durar tan solo 15 segundos, en los que los empleados de una organización tienen contacto con sus clientes para realizar la entrega de un servicio) • Pirámide Organizacional invertida • La estrategia de la calidad de Carlzon, se trata de documentar de todos los pasos que el cliente debe seguir para recibir el servicio, se le llama “el ciclo del servicio” Herramientas de calidad DIAGRAMA DE CAUSA-EFECTO Conocido también como de pescado o ISHIKAWA sirve para ordenar las causas que afectan o influyen en la calidad de un proceso, producto o servicio. Es una forma grafica de representar el conjunto de causas potenciales que podrian estar provocando el problema DIAGRAMA DE CAUSA-EFECTO Se utiliza para ordenar las ideas que resultan de un proceso de lluvia de ideas ISHIKAWA recomienda que las causas potenciales se clasifiquen en 6 categorias llamadas comunmente como las 6 “M” Materiales Medio ambiente Metodos de trabajo Maquinaria Mano de obra medicion DIAGRAMA DE CAUSA-EFECTO PASOS PARA ELABORARLO 1.- Decidir cual es el problema para analizar o la característica de calidad a considerar 2.- Escribir la característica seleccionada en un recuadro en el lado derecho de la hoja y dibujar una flecha que comienza en el lado izquierdo y apunte hacia el recuadro 3.-Escribir factores principales que se cree podrían estar causando el problema de acuerdo con la clasificación de las 6 “M” 4.- En cada rama según la categoría de que se trate se debe escribir con mayor nivel de detalle las causas que se consideren podrían estar provocando el problema. EL PASTEL el QUEMO SE EN EL HORNO HOJA DE VERIFICACION Tambien llamada hoja de chequeo es un formato impreso diseñado para recopilar facilmente datos de factores y/o caracteristicas previamente establecidas acerca de las cuales se describen los resultados de inspecciones, revisiones, opiniones de los clientes y de cualquier otro proceso que influya en la calidad HOJA DE VERIFICACION ¿PARA QUE SE UTILIZA? Informar del estado de las operaciones Evaluar la tendencia Comprobar las características de la calidad ¿PARA QUE SE NECESITAN LAS HOJAS DE VERIFICACION? Para identificar las causas reales de un problema y no las opiniones. “Se analizan hechos NO opiniones” HOJA DE VERIFICACION ¿COMO REALIZARLA? • Determine que caracteristicas requiere observar y que datos es importante obtener • Determine el periodo y personal necesario para hacer las observaciones • Establezca el formato el cual debe ser claro y facil de usar • Determine la simbologia a utilizar para obtener los datos en forma sencilla y consistente HISTOGRAMA • Es un gráfico o diagrama que muestra el número de veces que se repiten cada uno de los resultados cuando se realizan mediciones sucesivas • Permite visualizar rápidamente información que estaba oculta en la tabla original de datos. HISTOGRAMA • CUANDO SE UTILIZA? • Hacer seguimiento del desempeño actual del proceso • Seleccionar el siguiente producto o servicio a mejorar • Probar y evaluar las revisiones del proceso a mejorar Como herramienta de calidad es posible utilizarlo para conocer la frecuencia en quejas, productos defectuosos, fallas en la maquinaria, y algunos otros puntos de los empleados COMO SE ELABORA • A) Recolecte datos continuos (tiempo, peso, tamaño, número de quejas, etc) Organice los datos de acuerdo a su ocurrencia y tabúlelas en una tabla. Se recomienda utilizar de 40 a 50 valores por un determinado período de tiempo (semana, mes, etc.). C) Calcule el rango y amplitud de intervalo 2. Determinar el rango del conjunto de datos Valor mayor = 56 Valor menor = 20 Por tanto: R = 58 – 20 = 36 R = 36 53 HISTOGRAMA: PASO 1 ( RECOLECTAR DATOS ) Supóngase que durante un periodo determinado de tiempo, se obtuvieron los siguientes datos de un proceso de llenado de bolsas de 1 Kg., de azúcar y cada dato representa el peso de cada bolsa. 986 983 993 996 1000 989 988 999 989 1000 985 991 991 997 998 994 990 993 996 984 993 996 990 1000 987 994 995 986 999 996 998 991 982 994 986 982 987 987 984 984 982 993 985 985 997 999 998 984 985 987 986 999 994 983 985 981 987 990 984 994 982 985 986 997 999 986 988 991 983 981 994 996 997 987 981 984 986 980 990 992 998 988 998 980 993 981 986 991 992 998 983 982 998 995 982 988 996 995 981 989 LAS HERRAMIENTAS ESTADISTICAS BASICAS PARA EL CONTROL DE LA CALIDAD HISTOGRAMA: PASO 2 ( DETERMINAR RANGOS ) Se trata de determinar rangos de peso para clasificar los datos obtenidos. Para ello, deberá seguirse el procedimiento siguiente: 1.Se tomará el número mayor obtenido, en el caso del ejemplo 1000 y se le restará el más pequeño, que en el ejemplo que hemos tomado es 980 gramos, por lo que el resultado será 20 gramos. 2.El resultado de la operación anterior, es decir 20 gramos, se dividirá entre el número de rangos que se desea obtener. En el ejemplo serían siete rangos de peso, por lo que habrá que dividir 20 entre 7, con lo que se tendrá como resultado redondeado 3 gramos. 3.Con el resultado del cálculo anterior, es decir 3 gramos, se elaborarán los rangos, distanciándose uno de otro precisamente 3 gramos. De modo que los rangos resultarían así: 980 - 982 983 – 985 986 – 988 989 – 991 992 – 994 995 – 997 998 – 1000 LAS HERRAMIENTAS ESTADISTICAS BASICAS PARA EL CONTROL DE LA CALIDAD HISTOGRAMA: PASO 3 ( CONSTRUIR EL HISTOGRAMA ) Para construir el histograma, se deberá contar cuántos datos caen dentro de cada rango de peso y representar las cantidades resultantes mediante barras. Véase el ejemplo a continuación: 19 18 17 15 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 980 - 982 983 - 985 986 - 988 989 - 991 992 – 994 LAS HERRAMIENTAS ESTADISTICAS BASICAS PARA EL CONTROL DE LA CALIDAD 995 - 997 998 - 1000 55 GRAFICAS DE CONTROL CALIDAD CONCEPTO Herramienta estadística utilizada para detectar variaciones de la calidad de un producto, durante un proceso de fabricación. Existen gráficas de control para las variables y para los atributos. Una gráfica para variables analiza las medidas reales de una parte o producto o medición de un servicio y las representa en forma gráfica –por ejemplo, el peso de una lata de conservas, la cantidad de mililitros que contiene una botella de refresco o bien el tiempo de atención a un cliente Una gráfica de atributos sólo medimos la característica del producto como bueno (no defectuoso o aceptable) o defectuoso (inaceptable) –por ejemplo, una lámpara incandescente (foco) que sale de una línea de producción es bueno (enciende) o defectuoso (no enciende), o el servicio en un restaurante, el cual se puede evaluar únicamente como, bueno o malo. Estructura de un gráfico de control. Límite superior de control Característica de calidad 0.9 0.8 Línea 0.7 central 0.6 0.5 Límite inferior de control 0.4 0.3 0.2 0.1 0 1 3 5 7 9 11 13 15 17 19 21 23 25 Número de muestra 25 23 21 19 17 15 13 11 9 7 5 3 1 Característica de calidad (longitud mm) Gráfico de control 1 0.8 0.6 0.4 0.2 0 Número de muestra Contenido TECNICA DE NOMINACION POR GRUPOS Es una herramienta desarrollada en la antigua Grecia Tiene como objetivo organizar una lluvia de ideas sobre los posibles factores relacionados con un efecto y llegar a un consenso PROCEDIMIENTO DE LA TECNICA DE NOMINACION POR GRUPOS Seleccione un facilitador (moderador) Definición de una tarea Generación de ideas Registro de ideas *Nominación individual *Dictado por turno *Nominación anónima Aclaración de ideas Consenso de votación DIAGRAMA DE PARETO • El Diagrama de Pareto afirma que en todo grupo de elementos o factores que contribuyen a un mismo efecto, unos pocos son responsables de la mayor parte de dicho efecto. PRINCIPIO DE PARETO • EL OBJETIVO ES CLASIFICAR DICHOS ELEMENTOS O FACTORES EN 2 CATEGORIAS : “LAS POCAS VITALES” (LOS ELEMENTOS MUY IMPORTANTES EN SU CONTRIBUCION) Y LAS MUCHAS TRIVIALES ( ELEMENTOS POCO IMPORTANTES) PARA QUE SE UTILIZA? Para el analisis de los defectos en una empresa Identificar problemas minoritarios Cambiar los posibles problemas en el control de la calidad ¿Como se elabora? 1.- PREPARACION DE LOS DATOS El primer paso consiste en recoger los datos correctos o asegurarse de que los existentes lo son Las herramientas de calidad más útiles para obtener esta lista son: la Tormenta de Ideas, el Diagrama de Flujo, el Diagrama de Causa-Efecto y sus similares, o los propios datos . • Paso 2: Cálculo de las contribuciones parciales y totales. Ordenación de los elementos o factores incluidos en el análisis • Paso 3: Calcular el porcentaje y el porcentaje acumulado, para cada elemento de la lista ordenada • Paso 4: Trazar y rotular los ejes del Diagrama El eje vertical izquierdo representa la magnitud del efecto estudiado. El eje horizontal contiene los elementos o factores que contribuyen al efecto El eje vertical derecho representa la magnitud de los porcentajes acumulados del efecto estudiado • Paso 5: Dibujar un Gráfico de Barras que representa el efecto de cada uno de los elementos contribuyentes • La altura de cada barra es igual a la contribución de cada elemento tanto medida en magnitud por medio del eje vertical izquierdo, como en porcentaje por medio del eje vertical derecho. Paso 6: Trazar un grafico lineal cuyos puntos representan el porcentaje acumulado de la tabla de Pareto Paso 7: Señalar los elementos "Pocos Vitales" y los "Muchos Triviales" • Veamos en una aplicación práctica el trazado de la gráfica de Pareto: • Un fabricante de accesorios plásticos desea analizar cuáles son los defectos más frecuentes que aparecen en las unidades al salir de la línea de producción. Para esto, empezó por clasificar todos los defectos posibles en sus diversos tipos: DIAGRAMA DE DISPERSION Accidentes laborales El diagrama de dispersión es una técnica estadística utilizada para estudiar la relación entre dos variables. Por ejemplo, entre una característica de calidad y un factor que le afecta. La ventaja de utilizar este tipo de diagramas es que al hacerlo se tiene una comprensión más profunda del problema planteado. • • • • • • • • • • • • • • • • • • • • • • • • • • • • • Numero de órdenes urgentes Correlación positiva, posible DIAGRAMA DE DISPERSION • La relación entre dos variables se representa mediante una gráfica de dos dimensiones en la que cada relación está dada por un par de puntos (uno para cada variable). • La variable del eje horizontal “x” normalmente es la variable causa, y la variable del eje E vertical “y” es la variable efecto. F E C T O CAUSA Tipos de correlación Pasos para su elaboración • Paso 1: Elaborar una teoría admisible y relevante sobre la supuesta relación entre dos variables • Paso 2: Obtener los pares de datos correspondientes a las 2 variables • Paso 3: Determinar los valores máximo y mínimo para cada una de las variables • Paso 4: Decidir sobre qué eje representará a cada una de las variables • Paso 5: Trazar y rotular los ejes horizontal y vertical • Paso 6: Rotular el grafico ESTRATIFICACION • Es la clasificación de un grupo de datos en series de causas con características similares. • Es un método que permite hallar el origen de un problema estudiando por separado cada uno de los componentes de un conjunto. Es la aplicación a esta técnica del principio romano "divide y vencerás" y del principio de Management que dice: "Un gran problema no es nunca un problema único, sino la suma de varios pequeños problemas". • • A veces, al analizar separado las partes del problema, se observa que la causa u origen está en un problema pequeño. Uso de la Estratificación. • La técnica de estratificación se pueden utilizar en cualquier situación sin importar si se trata de una oficina, fábrica, hospital, banco, organización gubernamental, etcétera. Incluso lo puede utilizar para resolver problemas de su vida personal. • Su utilización más frecuente se da durante la etapa de Diagnóstico, para identificar qué clases o tipos contribuyen al problema que hay que resolver. Para que utilizarla. • Se utiliza para poder realizar comparaciones que nos ayudan en la solución de problemas. • Muchas ocasiones al ver la información como un todo el problema no es aparente pero al seccionarlo en partes más pequeñas se vuelve más fácil determinarlo con exactitud. • Otro beneficio de la estratificación es el facilitar la búsqueda de la información. • Es una herramienta que nos ahorra tiempo y dinero. Su clasificación. • En la Estratificación se clasifican los datos tales como defectos, causas, fenómenos, tipos de defectos (críticos, mayores, menores), en una serie de grupos con características similares con el propósito de comprender mejor la situación y encontrar la causa mayor mas fácilmente, y así analizarla y confirmar su efecto sobre las características de calidad a mejorar o problema a resolver.