Bioplásticos: Tipos, Usos y Mercado | Informe Completo
Anuncio

See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/257652567
BIOPLÁSTICOS
Book · January 2007
CITATIONS
READS
0
29,767
6 authors, including:
José R. Ochoa-Gómez
Elena Díaz de Apodaca
Tecnalia
Tecnalia
134 PUBLICATIONS 1,059 CITATIONS
27 PUBLICATIONS 339 CITATIONS
SEE PROFILE
SEE PROFILE
Tomás Roncal
Jesús Torrecilla
Tecnalia
TECNALIA VENTURES
33 PUBLICATIONS 359 CITATIONS
27 PUBLICATIONS 490 CITATIONS
SEE PROFILE
SEE PROFILE
Some of the authors of this publication are also working on these related projects:
Process for manufacturing 1,3-Butadiene from Lignocellulosics sugars: Tecnalia´s Biosyncaucho process View project
US4Greenchem - BBI Horizon2020 View project
All content following this page was uploaded by José R. Ochoa-Gómez on 20 May 2014.
The user has requested enhancement of the downloaded file.
Actividades 2007
Entidades Constituyentes
Observatorio Industrial
del
Sector Químico
BIOPLÁSTICOS
Realizado por:
FECHA: 20-01-2007
-
NOTA
5
DEFINICIONES BÁSICAS
5
ABREVIATURAS
6
RESUMEN EJECUTIVO
8
1. INTRODUCCIÓN
10
2. DELIMITACIÓN DEL ESTUDIO. OBJETIVOS
12
3. METODOLOGIA
13
4. BIOPLÁSTICOS. DEFINICIÓN Y TIPOS
14
4.1. DEFINICIÓN
14
4.2. CLASIFICACIÓN DE LOS BIOPLÁSTICOS EN FUNCIÓN DE SU ORIGEN
15
4.3. BIOPLÁSTICOS A PARTIR DE RECURSOS RENOVABLES
4.3.1. Celulosa
4.3.1.1. Aplicaciones
4.3.1.2. Bioplásticos de celulosa en el mercado.
4.3.2. Almidón
4.3.2.1. Producción de polímeros de almidón
4.3.2.2. Propiedades
4.3.2.3. Bioplásticos comerciales derivados de almidón
4.3.3. Poli(ácido láctico) (PLA)
4.3.3.1. Producción de PLA
4.3.3.2. Propiedades
4.3.3.3. Aplicaciones
4.3.3.4. Bioplásticos comerciales de PLA
4.3.4. Poliésteres a partir de recursos renovables
4.3.4.1 Poli(tereftalato de trimetilenglicol) (PTT)
4.3.4.2 Poli(tereftalato de butilenglicol) (PBT)
4.3.4.3 Poli(succinato de butilenglicol) (PBS)
4.3.5. Poliuretanos (PUR)
4.3.6. Poliamidas
16
16
18
18
18
20
23
23
25
26
27
28
29
31
31
33
34
35
35
4.4. POLÍMEROS BIODEGRADABLES A PARTIR DE MONÓMEROS PROCEDENTES
DE LA INDUSTRIA PETROQUÍMICA
4.4.1. Poliésteres alifáticos
4.4.1.1. Poli(succinato de butilenglicol) (PBS) y poli(succinato de butilenglicol-coadipato de butilenglicol) (PBSA)
4.4.1.2. Policaprolactona (PCL)
4.1.1.3. Poli(ácido glicólico) (PGA)
4.4.2. Poliésteres alifáticos aromáticos
4.4.3. Poliéster-amidas
4.4.4. Poli(alcohol vinílico) (PVOH)
37
38
38
39
39
40
41
42
4.5. BIOPLÁSTICOS SINTETIZADOS POR VIA BIOTECNOLÓGICA
4.5.1. Producción biotecnológica de monómeros
4.5.1.1. Ácido láctico
4.5.1.2. 1,3-Propanodiol
4.5.1.3. Ácido succínico
4.5.1.4. Ácido adípico
4.5.2. Producción biotecnológica de polímeros
4.5.2.1. Polihidroxialcanoatos (PHA)
4.5.2.2. Poli(ácido γ-glutámico)
44
44
45
46
47
48
49
50
53
4.6. NANOMATERIALES COMPUESTOS BIODEGRADABLES
4.6.1. Bionanomateriales compuestos en biomedicina
4.6.2. Bionanomateriales compuestos funcionales
4.6.3. Bionanomateriales compuestos en envasado
54
57
58
59
5. METODOS DE PRODUCCIÓN COMERCIAL
71
5.1. EXTRUSIÓN
71
5.2. FABRICACIÓN DE PELÍCULAS POR SOPLADO Y MOLDEO
72
5.3. MOLDEO POR INYECCIÓN
73
5.4. MOLDEO POR SOPLADO
73
5.5. TERMOCONFORMADO
74
5.6. HILADO DE FIBRAS
74
6. ASPECTOS REGULATORIOS Y LEGISLATIVOS
76
7. EVALUACIÓN DEL MERCADO DE BIOPLÁSTICOS
79
7.1. USO: OPORTUNIDADES Y LIMITACIONES
7.1.1. Polímeros basados en almidón
7.1.2. Poli(ácido láctico) (PLA)
7.1.3. Polihidroxialcanoatos (PHA)
7.1.4. Polímeros sintéticos biodegradables
80
80
81
82
83
7.2. DESCRIPCIÓN DE LAS APLICACIONES ACTUALES Y POTENCIALES
7.2.1. Envases y embalajes
7.2.1.1. Envases y embalajes flexibles
7.2.1.2. Envases y embalajes rígidos
7.2.1.3. Recubrimientos para papel
7.2.1.4. Espumas de relleno para embalaje
7.2.1.5. Bolsas y sacos
7.2.1.6. Vajillas desechables
7.2.2. Agricultura
7.2.3. Medicina
7.2.4. Otras
7.2.4.1. Electrónica
7.2.3.2. Automoción
7.2.4.3. Fibras
7.2.4.4. Tarjetas
83
84
85
85
86
87
87
87
88
88
89
89
90
90
90
BIOPLÁSTICOS
3/140
7.3. EVOLUCIÓN DEL CONSUMO DE BIOPLÁSTICOS EN LOS ÚLTIMOS AÑOS
(EUROPA, NORTE AMERICA, ASIA-PACIFICO)
7.3.1. Europa Occidental
7.3.2. América del Norte
7.3.3. Asia-Pacífico
91
93
95
96
8. PRINCIPALES EMPRESAS FABRICANTES DE BIOPLÁSTICOS
100
9. APLICACIONES EMERGENTES
110
10. LINEAS ACTUALES DE I+D
111
11. NECESIDADES DE I+D
117
12. CONCLUSIONES
120
13. PROPUESTAS DE ACTUACIÓN
122
ANEXO
1.
PROGRAMAS
DE
ALGUNOS
EVENTOS
RELACIONADOS CON BIOPLÁSTICOS EN EUROPA DURANTE
EL ÚLTIMO AÑO
BIOPLÁSTICOS
4/140
123
NOTA
Este trabajo ha sido encargado por el Observatorio Químico del MITYC a propuesta de
FEDIT para realizar un estudio específico sobre el mercado de los bioplásticos: tipos,
usos, aplicaciones de los bioplásticos, panorama actual, evolución del mercado y
líneas actuales de investigación, con el fin de que sirva tanto de ayuda a las empresas
para diseñar estrategias relacionadas con el desarrollo de nuevos productos basados
en este tipo de materiales como para el desarrollo de políticas de actuación de las
instituciones y administraciones públicas, tales como la definición de líneas de
investigación a potenciar en el PLAN Nacional de I+D, actuaciones de índole fiscal
para potenciar el uso de tales biomateriales, etc.
Este estudio ha sido realizado por Fundación LEIA, CDT (www.leia.es) y en concreto
por el siguiente grupo de investigación:
Dra. Francisca Río Pérez (Coordinadora)
Dr. José Ramón Ochoa Gómez
Dra. Elena Díaz de Apodaca Díaz
Dr. Tomás Roncal Martínez
Unai Cadierno Beitialaringoitia
Jesús Torrecilla
DEFINICIONES BÁSICAS
Bioplástico. Plástico cuyo polímero base está basado en recursos renovables o es
biodegradable cumpliendo todos los criterios de las normas científicamente
reconocidas para biodegradabilidad y compostaje de plásticos y productos plásticos.
En Europa esta norma es la EN 13432. (Definición de la Asociación Europea
“European Bioplastics”)
Plástico biodegradable: Plástico degradable en el que la degradación resulta de la
acción de microorganismos naturales tales como bacterias, hongos y algas (definición
según ASTM D 883).
Plástico compostable. Plástico que es biodegradable en condiciones de compostaje
cumpliendo los siguientes criterios: su estructura se rompe bajo la acción de
microorganismos (bacterias, hongos y algas), se mineraliza completamente, es decir
se descompone en CO2, agua, compuestos inorgánicos y biomasa bajo condiciones
aerobias y su velocidad de mineralización es compatible con el proceso de compostaje
de, por ejemplo, la celulosa (definición según ASTM D 883).
BIOPLÁSTICOS
5/140
ABREVIATURAS
ABS
Acrilonitrilo-Butadieno-Estireno
ANAIP
Asociación Española de Industriales de Plásticos
ASTM
American Society for Testing and Materials
BDO
1,4-butanodiol
DMT
Tereftalato de dimetilo
EN
European Norm
EPO
European Patent Office
EPS
Poliestireno espumado
FDA
Food and Drug Administration (EEUU)
FEDIT
Federación Española de Entidades de Innovación y Tecnología
HAP
Hidroxiapatita
ISI
Instituto para la Información Científica
ISO
Organización Internacional para la Estandarización
LDHs
Hidróxidos dobles laminados
LDPE
Polietileno de baja densidad
MITYC
Ministerio de Industria, Turismo y Comercio
OEPM
Oficina Española de Patentes y Marcas
PBA
Poli(adipato de butilenglicol)
PBAT
Poli(adipato de butilenglicol-co-tereftalato de butilenglicol)
PBS
Poli(succinato de butilenglicol)
PBSA
Poli(succinato de butilenglicol-co-adipato de butilenglicol)
PBT
Poli(tereftalato de butilenglicol)
PCL
Policaprolactona
PDO
1,3-propanodiol
PE-HD
Polietileno de alta densidad
PET
Poli(tereftalato de etilenglicol)
PGA
Poli(ácido glicolico)
PHA
Polihidroxialcanoatos
PHB
Polihidroxibutirato
BIOPLÁSTICOS
6/140
PHBHx
PoIihidroxibutirato-co-polihdroxihexanoato
PHBV
PoIihidroxibutirato-co-polihidroxivalerato
PHH
Polihidroxihexanoato
PHV
Polihidroxivalerato
PLA
Poli(ácido láctico)
PP
Polipropileno
PP
Polipropileno
PS
Poliestireno
PTMAT
Poli(adipato de trimetilenglicol-co-tereftalato de trimetilenglicol)
PTT
Poli(tereftalato de trimetilenglicol)
PUR
Poliuretano
PVC
Policloruro de vinilo
PVOH
Poli(alcohol vinílico)
PYME
Pequeña y Mediana Empresa
USP
United States Pharmacopeia
USPTO
Oficina de Patentes de EEUU
WOK
Web of Knowledge
BIOPLÁSTICOS
7/140
RESUMEN EJECUTIVO
Los bioplásticos suponen una importante innovación para la industria química y del
plástico. Estos nuevos tipos de plásticos basados en recursos renovables y/o
biodegradables están generando un creciente interés tanto en la sociedad en general
como en la industria de los plásticos así como en sector agrícola ya que en éste el uso
más generalizado de bioplásticos supondría una salida de sus productos hacia
mercados diferentes del sector agroalimentario, ampliándose en consecuencia sus
oportunidades de negocio.
Sin embargo, en general, las empresas españolas no usan de una manera
generalizada los bioplásticos. Por tanto, el objetivo de este informe es analizar el
campo de los bioplásticos, su panorama actual y los últimos avances y desarrollos que
se están realizando en el mismo. En primer lugar se analizan los bioplásticos más
importantes del mercado divididos en tres subgrupos:
•
Polímeros basados en recursos renovables. Se han incluido tanto algunos de
los extraídos directamente a partir de biomasa, tales como el almidón y la
celulosa, como aquéllos cuyos monómeros puedan producirse mediante
fermentación de recursos renovables, aunque el proceso de polimerización
posterior sea por vía química convencional. Dentro de este último grupo el
principal representante es el PLA (poli(ácido láctico)), aunque se incluyen otros
cuyos monómeros se pueden obtener, al menos potencialmente, a partir de
recursos renovables, como son el PTT, PBT, poliuretanos y poliamidas.
•
Polímeros biodegradables basados en monómeros procedentes de la industria
petroquímica. Dentro de la definición de bioplásticos encajan también este tipo
de polímeros por cumplir los criterios de la norma EN 1342 para
biodegradabilidad y compostaje de plásticos y productos plásticos. En este
capítulo se describen los poliésteres alifáticos y alifáticos - aromáticos así
como el poli(alcohol vinílico) y los poliéster-amidas.
Bioplásticos sintetizados por vía biotecnológica. En el presente informe se
describe la síntesis biotecnológica de monómeros tales como el ácido láctico,
1,3-propanodiol, ácido succínico y ácido adípico, cuya polimerización da lugar a
polímeros incluidos en otros apartados, y la producción biotecnológica de
polihidroxialcanoatos y poli(ácido γ-glutámico)
En segundo lugar, el informe describe otro aspecto importante para la industria como
son las tecnologías para la producción comercial de bioplásticos, que esencialmente
son las mismas que para los plásticos convencionales con ligeras modificaciones en
los parámetros de procesado. Este aspecto es muy relevante para que los bioplásticos
puedan llegar a alcanzar cuotas importantes de mercado, ya que la inversión en nueva
maquinaria de procesado no supone una barrera para su introducción en el mercado.
En tercer lugar, se analiza el mercado de los bioplásticos describiendo oportunidades y
limitaciones, aplicaciones actuales y potenciales, así como la evolución del consumo
BIOPLÁSTICOS
8/140
en los últimos años (2000-2005) y las previsiones para el año 2010 tanto en Europa
Occidental como América del Norte y la región Asía-Pacífico. En este aspecto, cabe
destacar que el mercado de bioplásticos ha experimentado un importante crecimiento
en los últimos años si bien la base inicial de crecimiento es baja. En el año 2005 el
mercado global de bioplásticos se estimó en 94.800 toneladas esperándose
crecimientos anuales del 17,7% hasta el año 2010. Por tipo de polímero, los
bioplásticos basados en almidón fueron en el año 2005 los más consumidos con un
47% del volumen global de bioplásticos. En cuanto a previsiones de crecimiento, el
PLA es el que presenta las mayores.
Hoy día todavía existen pocos productores que operen en plantas de tamaño
realmente industrial. NatureWorks LLC, Novamont, Rodenburg Biopolymers y Basf son
los productores con capacidad de producción significativa. La situación va cambiando
lentamente con las previsiones de apertura de nuevas plantas de producción en los
próximos años y se espera que la capacidad de producción se incremente de 360.000
toneladas/año en 2005 a 600.000 toneladas/año en 2008.
Europa occidental es el principal consumidor de bioplásticos con un 59% del volumen
de mercado mundial en el año 2005 y con mayores previsiones de crecimiento hasta el
año 2010. Esto se debe a la presencia de más políticas legislativas que favorecen la
valorización de residuos y a que en Europa se encuentran algunos de los mayores
productores como Novamont, Rodenburg Biopolymers y BASF.
Asimismo, el informe incluye un análisis de las líneas actuales de I+D y de las
necesidades de I+D y se comparan dichas líneas con los contenidos del Plan Nacional
de investigación Científica, Desarrollo e Innovación Tecnológica 2008-2011
concluyéndose que las mismas están contempladas en dicho Plan. Las mayores
posibilidades de desarrollo y mejora de propiedades de bioplásticos se encuentran en
el campo de la biotecnología, biomateriales compuestos y bionanomateriales
compuestos.
Por último, a la luz de las conclusiones obtenidas se realiza una propuesta de
actuación para facilitar el aumento de la actividad empresarial en este campo, la cual
consiste en que el Gobierno español, al igual que el de otros países europeos,
implante medidas que permitan a los consumidores concienciados con productos que
tengan en cuenta la sostenibilidad ambiental identificar los envases fabricados con
bioplásticos.
BIOPLÁSTICOS
9/140
1. INTRODUCCIÓN
La industria de plásticos en España (fuente ANAIP, www.anaip.es) la integran
alrededor de 4.215 empresas que dan trabajo a más de 95.000 personas. Su
facturación anual es de 13.800 millones de euros (2,1% del PIB español). Su actividad
hace que cada español consuma ya 115 kilos de plásticos por año, cifra cecana a la
del líder mundial, Alemania, que consume 140 kilos por persona al año.
Es pues un sector industrial importante para la economía española y, por tanto, vale la
pena velar por su mantenimiento y competitividad. Ahora bien, es bien sabido que la
sociedad en general, y la industria de los plásticos en particular, tiene actualmente una
peligrosa dependencia del petróleo. Sin embargo, cada vez es más evidente que una
economía dependiente del petróleo tiene grandes debilidades por la incertidumbre
tanto del suministro como del precio del petróleo, en especial para los países que no
cuentan con recursos propios de petróleo. Los bioplásticos, que en su mayor parte
proceden de recursos renovables y se fabrican con extractos de maíz, patata, soja,
etc., se convierten en una interesante alternativa a este problema para la industria de
los plásticos.
Por otro lado, la cifra global de residuos plásticos aumenta año tras año, lo que genera
un importante problema para su gestión. La sociedad necesita también encontrar una
solución técnica y medioambientalmente satisfactoria a este problema. El reciclado es
y será una solución, pero es una solución que se produce sobre el residuo ya
generado y, además, no es una alternativa efectiva para todos los plásticos. Los
bioplásticos suponen una solución desde el origen del problema, ya que son
materiales biodegradables.
Los bioplásticos pueden procesarse mediante las mismas tecnologías de procesado
que los materiales termoplásticos convencionales, tales como extrusión, inyección o
soplado. En ciertos casos, pueden presentar mejores propiedades que los plásticos
convencionales, ofreciendo ventajas para algunas aplicaciones, tales como mejores
propiedades barrera frente a la humedad y una mejor transparencia, y en otros casos
incluso sus propiedades pueden dar lugar al desarrollo de nuevas aplicaciones tales
como bolsas para la recogida de la fracción orgánica de los residuos.
Los bioplásticos están en el mercado desde hace una década, pero su producción a
escala industrial ha comenzado en los dos o tres últimos años. Los bioplásticos ya
están demostrando que son materiales alternativos a los plásticos tradicionales en
aplicaciones como envases para alimentos y agricultura. Los expertos opinan que los
bioplásticos tienen oportunidades de introducirse en otros nichos de mercado
diferentes pudiendo llegar a tener una cuota de mercado de 5-10% del mercado total
de plásticos en Europa, cuando en el año 2005 el consumo europeo de biopolímeros
supuso tan solo el 0,14% del consumo total de materiales termoplásticos.
Por tanto, los bioplásticos contribuyen positivamente a la conservación de los recursos
naturales y a la protección del medio ambiente, pero para que su mercado se
BIOPLÁSTICOS
10/140
desarrolle y alcance un potencial importante será preciso potenciar una serie de
factores, tales como:
Políticas legislativas a favor del reciclaje y compostaje frente a depósito en
vertedero
El desarrollo de infraestructuras de compostaje por parte de ayuntamientos
La disminución de los precios de los bioplásticos para hacerlos más
competitivos con los plásticos basados en la industria petroquímica.
La concienciación de consumidores hacia productos que tengan en cuenta
criterios de sostenibilidad ambiental.
Ya existen normas internacionales que establecen los requisitos técnicos que han de
cumplir los bioplásticos y que están ayudando a su promoción en sectores tan
importantes como el de envases y embalajes:
EN 13432:2000 de envases y embalajes. Requisitos de los envases y
embalajes valorizables mediante compostaje y biodegradación.
ASTM D-5488, creada con el objetivo de informar a los consumidores y
usuarios acerca de los envases fabricados con plásticos biodegradables.
Incluye especificaciones sobre la producción, uso y eliminación de los
materiales y de los propios envases.
También existe una tendencia creciente en grandes marcas en reconocer los
potenciales beneficios comerciales derivados de la utilización de envases “verdes”, ya
que los ciudadanos están cada vez más concienciados con la protección del medio
ambiente y, para muchas aplicaciones, son los consumidores los que determinan el
éxito de los bioplásticos en el mercado.
En los dos últimos años, el desarrollo del mercado de bioplásticos se está también
beneficiando de la reducción de los diferenciales de precio entre los bioplásticos y los
plásticos procedentes del petróleo. Mientras que los plásticos basados en la industria
petroquímica han experimentado importantes incrementos de precio debido al alza de
los precios del petróleo, los precios de los bioplásticos se han reducido
significativamente en los últimos años por la mejora de las técnicas de producción, la
disponibilidad de mejores materias primas para su producción y el aumento de los
volúmenes de producción.
Por otro lado, en el sector agrícola de la Europa de los 25 existen actualmente 50
millones de hectáreas que ya no son necesarias para producción de alimentos; por
tanto, es importante para este sector desarrollar cultivos alternativos a los dirigidos al
sector alimentario. Se precisa una hectárea de cultivo para producir dos toneladas de
bioplásticos basados en recursos renovables. En Europa se consumen 50 MM de
toneladas de plásticos, por lo que la disponibilidad de suelo agrícola no sería un
obstáculo para el desarrollo de los bioplásticos.
BIOPLÁSTICOS
11/140
2. DELIMITACIÓN DEL ESTUDIO. OBJETIVOS
El objetivo principal de este informe es realizar un estudio específico sobre los tipos,
aplicaciones y evolución del consumo de los bioplásticos en los últimos años.
Mediante este estudio se mostrará el panorama actual, las tendencias y los posibles
mercados de aplicación de los bioplásticos. Además se presentan las mayores
empresas fabricantes de bioplásticos y las líneas actuales y necesidades de I+D en
este campo.
Con respecto a los tipos de bioplásticos, el alcance del estudio se centra en los más
importantes del mercado divididos en tres subgrupos:
•
Polímeros basados en recursos renovables. El informe no incluye bioplásticos
basados en polímeros como los derivados de pectinas, quitosano, caseína,
zeína, soja, gluten, etc., por estar poco desarrollados y tener una presencia en
el mercado muy pequeña.
•
Polímeros biodegradables basados en monómeros procedentes de la industria
petroquímica.
Bioplásticos sintetizados por vía biotecnológica.
Por otra parte, este informe tiene como objetivo servir de medio de información para
las empresas en general y para las PYMEs en particular sobre las posibilidades de los
bioplásticos y al mismo tiempo servir como herramienta para:
•
El diseño de estrategias, toma de decisiones y desarrollo de nuevos productos
en las empresas.
•
El desarrollo de políticas de actuación en las instituciones y administraciones
públicas y
•
Definir las líneas de investigación a potenciar en el Plan Nacional de I+D
BIOPLÁSTICOS
12/140
3. METODOLOGIA
Los pasos seguidos para la realización de este informe han sido:
•
Búsqueda de la información bibliográfica relacionada a través de bases de
datos, tales como WOK (Web of Knowledge) y Factiva, y de las de las oficinas
de patentes OEPM (Oficina Española de Patentes y Marcas), EPO (European
Patent Office) y USPTO (Oficina de Patentes de EEUU). Asimismo, se han
obtenido datos directamente de las páginas web de las empresas fabricantes
de bioplásticos.
•
Análisis de la información bibliográfica disponible. Este análisis ha permitido la
estructuración de este informe, su redacción y la obtención de las conclusiones
del mismo de las que derivan las propuestas de actuación específicas.
BIOPLÁSTICOS
13/140
4. BIOPLÁSTICOS. DEFINICIÓN Y TIPOS
4.1. DEFINICIÓN
Los bioplásticos son una familia de productos heterogénea. De acuerdo con “European
Bioplastics”, la asociación europea que representa a fabricantes, procesadores y
usuarios de bioplásticos y polímeros biodegradables, los bioplásticos pueden definirse
como [1]:
Polímeros basados en recursos renovables.
Polímeros biodegradables que cumplen todos los criterios de las normas
científicamente reconocidas para biodegradabilidad y compostaje de plásticos y
productos plásticos. En Europa esta norma es la EN 13432.
Los polímeros del primer grupo no precisan ser biodegradables o compostables,
aunque la mayoría lo son. Los del segundo grupo no necesariamente tienen que estar
basados en materias primas renovables para cumplir los criterios de la norma EN
13432. De hecho, algunos polímeros basados en monómeros procedentes de la
industria petroquímica están certificados como biodegradables o compostables, ya que
la biodegradabilidad está más directamente relacionada con la estructura química que
con el origen de las materias primas.
Todos los polímeros naturales basados en carbono, como el almidón, celulosa, lignina,
etc. y los monómeros en los que están basados son biodegradables. Sin embargo, los
plásticos basados en monómeros procedentes de fuentes de materias primas
renovables pueden perder la biodegradabilidad por una modificación química, como es
la polimerización. Así le ocurre a la Poliamida 11, basada en aceite de ricino, o a
algunos tipos de Nailon 9 basados en ácido oleico.
Por otro lado, hay que tener en cuenta que los plásticos no son productos
homogéneos, sino que contienen, además del polímero, aditivos tales como
compuestos auxiliares del procesado, agentes estabilizantes, agentes colorantes,
cargas, etc. Cada formulación se optimiza de acuerdo a su procesado y aplicación. Por
esta razón, a veces no es posible fabricar bioplásticos basados al 100% en materias
primas renovables. Sin embargo, los actuales fabricantes de bioplásticos tratan de
incorporar en sus formulaciones la mayor proporción posible de materias primas
renovables y los bioplásticos actualmente existentes en el mercado contienen
porcentajes considerablemente superiores al 50% en peso de materias primas
renovables, y algunos polímeros como el PLA o PHA pueden fabricarse con el 100%
de materias primas renovables. Los colorantes y aditivos también pueden formularse a
partir de materias primas renovables con lo que se consigue que algunos bioplásticos
estén compuestos por casi el 100 % de materias primas renovables.
BIOPLÁSTICOS
14/140
4.2. CLASIFICACIÓN DE LOS BIOPLÁSTICOS EN FUNCIÓN DE SU ORIGEN
Según su procedencia, los bioplásticos pueden clasificarse [2, 3] en los siguientes
grupos:
Bioplásticos procedentes de recursos renovables. En el presente informe en
este grupo se han incluido tanto los extraídos directamente a partir de biomasa,
tales como el almidón y la celulosa, como aquéllos cuyos monómeros pueden
producirse mediante fermentación de recursos renovables, aunque el proceso
de polimerización posterior sea por vía química convencional. Dentro de este
último grupo, el principal representante es el PLA (poli(ácido láctico)) aunque
se incluyen otros cuyos monómeros pueden obtenerse, al menos
potencialmente, a partir de recursos renovables, como son el PTT, PBT,
poliamidas, etc.
En la figura 1 puede verse un esquema del estado de desarrollo de los
principales polímeros basados en recursos renovables.
Polímeros biodegradables basados en monómeros procedentes de la industria
petroquímica. Encajan en la definición de bioplásticos pues cumplen los
criterios de la norma EN 1342 para biodegradabilidad y compostaje de
plásticos y productos plásticos. Sus principales representantes son los
poliésteres alifáticos y alifáticos - aromáticos así como el poli(alcohol vinílico) y
las poliéster-amidas.
Bioplásticos sintetizados por vía biotecnológica. Hay dos puntos de vista desde
los que la biotecnología puede intervenir en la producción de bioplásticos. Uno
de ellos es proporcionando los monómeros requeridos para la síntesis de los
bioplásticos, cuya polimerización se lleva posteriormente a cabo por vía
química. En el presente informe, dentro de este capítulo se describe la síntesis
de estos monómeros mediante biotecnología, sin embargo sus polímeros se
incluyen en el primer apartado.
Otro punto de vista consiste en la síntesis integral de los bioplásticos mediante
procedimientos biotecnológicos, fundamentalmente por fermentación
microbiana, aunque se están contemplando a más largo plazo otras
tecnologías basadas en la utilización de plantas genéticamente modificadas
como auténticas factorías de bioplásticos, que sin embargo en Europa no son
muy aceptadas. En este capítulo, los principales representantes son los
polihidroxialcanoatos (PHA).
BIOPLÁSTICOS
15/140
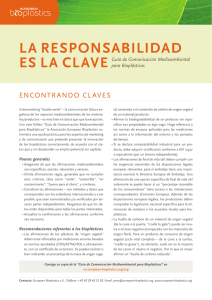
4.3. BIOPLÁSTICOS A PARTIR DE RECURSOS RENOVABLES
En la figura 1 se muestra el estado de desarrollo de los principales bioplásticos
basados en recursos renovables. En la misma se han incluido también bioplásticos
que en este informe se describen en un capítulo aparte por obtenerse por vía
biotecnológica (apartado 4.5) aunque en realidad también proceden de fuentes
renovables, ya que las bacterias que los producen utilizan como fuente de energía
carbohidratos y ácidos grasos.
PUR
PHBHx
CELULOSA
PHBV
Nailon 66
Nailon 6
Nailon 69
PHB
ALMIDÓN
PTT
PBSA
PBS
PLA
Investigación
Comercial
Gran escala
Madura
Figura 1. Estado de desarrollo de los principales bioplásticos basados en recursos
renovables.
Existen otros polímeros basados en recursos renovables pero con mucho menor
potencial de mercado, por lo cual no serán incluidos en este informe. Estos son:
Polisacáridos tales como la lignina, pectina, quitina, quitosano, hemicelulosas,
ácido hialurónico, carragenato. [3]
Proteínas tales como gluten, zeína, caseína, colágeno, gelatina, proteína de
soja, suero de leche. [4 ]
4.3.1. Celulosa
Los polímeros basados en celulosa se producen mediante modificación química de de
la celulosa natural. Los principales representantes son el celofán, un tipo de celulosa
regenerada usada para la fabricación de películas, el acetato de celulosa, el éster de
celulosa, la celulosa regenerada para fibras (viscosa/rayón y Lyocell) y los
biomateriales compuestos derivados de celulosa.
BIOPLÁSTICOS
16/140
Las fibras de algodón y madera son las materias primas principales para la producción
industrial de celulosa. En el algodón, la celulosa está disponible en su forma
prácticamente pura; por el contrario, en la madera está presente junto con lignina y
otros polisacáridos (hemicelulosas) de los cuales debe aislarse y purificarse. Aparte de
las plantas, ciertas bacterias, algas y hongos producen celulosa [5].
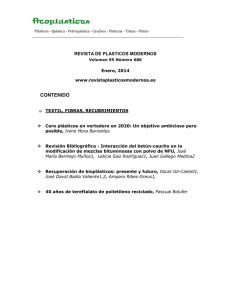
La celulosa es un polisacárido complejo con morfología cristalina. Se forma por la
unión de moléculas de glucosa mediante enlaces β-1,4-O-glucosídico. Es una hexosa
que por hidrólisis da glucosa, aunque es más resistente a la hidrólisis que el almidón.
La cadena polimérica tiene un peso molecular variable, siendo su fórmula empírica
(C6H1005)n, con un valor mínimo de n= 200. La celulosa tiene una estructura lineal o
fibrosa, en la que se establecen múltiples puentes de hidrógeno entre los grupos
hidroxilo de distintas cadenas yuxtapuestas de glucosa, haciéndolas impenetrables al
agua, estructura que hace que sea insoluble en ésta y que origina fibras compactas
que constituyen la pared celular de las células vegetales [6].
Figura 2. Estructura química de la celulosa
Los polímeros de celulosa comenzaron a usarse ya a finales del siglo XIX. Por
ejemplo, el nitrato de celulosa se introdujo como material base para emulsiones
fotográficas, aunque debido a su inflamabilidad se sustituyó posteriormente por el
triacetato de celulosa. Hasta 1950, las películas de hidrato de celulosa (celofán)
dominaban el mercado del embalaje debido a su baja permeabilidad al vapor de agua
y al oxígeno, en particular el celofán recubierto con nitrato de celulosa o poli(cloruro de
vinilideno). Sin embargo, con la aparición de las películas de poliolefinas, con mejor
procesabilidad, durabilidad, propiedades mecánicas y menor precio, las películas de
celulosa quedaron relegadas, así como otras aplicaciones para fibras o plásticos. Y,
aunque en los últimos años se han producido mejoras en la tecnología de
regeneración de celulosa, no parece probable que incrementen su cuota de mercado
sino que, al contrario, incluso la pierdan con el desarrollo de otras alternativas basadas
en bioplásticos [7].
BIOPLÁSTICOS
17/140
4.3.1.1. Aplicaciones
Los ésteres de celulosa encuentran aplicación en la fabricación de membranas y otros
medios de separación. Sus aplicaciones van desde el suministro de agua y el
procesado de bebidas y alimentos a las relacionadas con la medicina y las biociencias.
Los polímeros de celulosa también pueden usarse en procesos de extrusión y moldeo.
El acetato de celulosa, el acetato-butirato de celulosa y el acetato-propionato de
celulosa son los derivados más importantes utilizados para fabricar tiradores, asas,
juguetes, embalajes, piezas para el automóvil, películas para aislamiento eléctrico.
La fibra regenerada de celulosa (viscosa) se utiliza mezclada con otras para
fabricación de prendas de vestir y en materiales higiénicos desechables, donde se
aprovecha su alta capacidad de absorción. Debido a su alta estabilidad térmica
también se utiliza para reforzar neumáticos para alta velocidad.
La celulosa obtenida por vía bacteriana presenta aplicaciones muy limitadas fuera del
campo de la alimentación y la biomedicina debido a su elevado precio. Un ejemplo son
los diafragmas acústicos en altavoces y bafles fabricados por Sony [7].
4.3.1.2. Bioplásticos de celulosa en el mercado.
El mercado de polímeros de celulosa es un mercado maduro a excepción de la
celulosa producida por vía bacteriana. Entre los fabricantes de productos
termoplásticos de celulosa (acetato, butirato y propionato de celulosa) se encuentran
Courtaulds Plastic Group, Reino Unido (Dexel®), American Polymers, EEUU (Ampol®)
Eastman Chemical Internacional, EEUU (Tenite), Celanese LTD, EEUU, Primister
EEUU, Mazzuchelli, Italia (láminas Xelox-L® y gránulos Sethilithe®, Plastiloid®,
Bioceta®) [8, 9, 10].
Los principales fabricantes de fibras de celulosa son Glanzstoff (Austria) y
Weyerhauser EEUU [11,12]. La celulosa es producida por vía bacteriana por
Weyerhauser EEUU (Cellulon) y Ajinimoto, Japón [13].
4.3.2. Almidón
Un polímero de almidón es un material termoplástico resultante del procesado del
almidón natural por medios químicos, térmicos o mecánicos. Debido a su costo
relativamente bajo, son atractivos como sustitutos de los plásticos basados en la
petroquímica. Cuando son copolimerizados con otros polímeros pueden obtenerse
copolímeros tan flexibles como el polietileno o tan rígidos como el poliestireno [7].
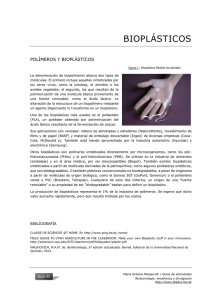
El almidón es el polisacárido de reserva alimenticia predominante en las plantas. Está
realmente formado por una mezcla de dos polímeros, amilosa y amilopectina,
constituidos por unidades de glucosa. En el caso de la amilosa las unidades de
glucosa están unidas entre ellas por enlaces glucosídicos α-1-4 dando lugar a una
BIOPLÁSTICOS
18/140
cadena lineal con 200-2500 unidades de monómero. La amilosa tiene la facilidad de
adquirir una conformación tridimensional helicoidal, en la que cada vuelta de hélice
consta de seis moléculas de glucosa. El interior de la hélice contiene sólo átomos de
hidrógeno, mientras que los grupos hidroxilo están situados en el exterior de la misma.
En el caso de la amilopectina, aparecen ramificaciones debidas a enlaces α-1-6
localizadas cada 15-25 unidades lineales de glucosa. Los almidones más comunes
contienen alrededor del 25% de amilosa y 75% de amilopectina. Las cadenas de
almidón se asocian mediante puentes de hidrógeno, formando una hélice doble, que
se destruye por calentamiento con agua [14].
Figura 3. Estructura química de la amilosa (superior) y amilopectina (inferior).
Los almidones comerciales se obtienen de las semillas de cereales particularmente de
maíz, trigo, varios tipos de arroz, y de algunas raíces y tubérculos, particularmente de
patata, batata y mandioca. El más utilizado para la producción de bioplásticos es el
almidón de maíz.
El almidón se diferencia de todos los demás carbohidratos en que se presenta en la
naturaleza como complejas partículas discretas (gránulos). El tamaño, la forma y la
estructura de los gránulos difieren en función del vegetal del que proceden,
presentando tamaños de 1-200 µm. La amilopectina es la responsable de la estructura
del gránulo del almidón, que consta de áreas cristalinas y amorfas dispuestas en
capas concéntricas. Las capas cristalinas están conformadas por dobles hélices de las
BIOPLÁSTICOS
19/140
ramificaciones de la amilopectina, mientras que los puntos de ramificación están en las
zonas amorfas [15].
Los polímeros de almidón dominan el mercado de los bioplásticos con un 75-80% del
total de bioplásticos, siendo utilizados en un 75% para envases y embalajes. El 50%
de los polímeros basados en almidón están constituidos por mezclas de almidón con
otros polímeros basados en petroquímica, aunque para el año 2020 se espera poder
conseguir polímeros basados al 100% en almidón con similares propiedades gracias al
desarrollo de procesos químicos o biológicos de modificación de almidón más
eficientes. Los productores europeos no utilizan modificaciones genéticas del almidón
debido al debate que ello conlleva y a la oposición pública a las modificaciones
genéticas de cultivos [7].
Entre los productores de bioplásticos basados en almidón, Novamont (Italia) es el
principal suministrador. Su producto Mater-Bi, fabricado a partir de almidón de maíz y
patata, es adecuado para piezas moldeadas por inyección, películas para bolsas y
rellenos espumados para embalajes. Rodenburg Biopolymers (Países Bajos) produce
Solanyl a partir de residuos de patata para aplicación en horticultura. Biotec (Alemania)
produce Bioplast adecuado para el moldeo por inyección así como para extrusión de
láminas y moldeo por extrusión-soplado. National Starch and Chemical Co produce
Ecofoam y Avebe (Países Bajos) produce Paragon [16].
4.3.2.1. Producción de polímeros de almidón
La producción de polímeros de almidón comienza con la extracción del almidón del
grano mediante una molienda vía húmeda. Tomando como ejemplo el maíz, los
granos se maceran en una disolución ácida diluida, se muelen y se elimina el germen
que contiene aceite. Una molienda más fina separa la fibra del endospermo, el cual es
posteriormente centrifugado para separar la proteína, menos densa que el almidón. El
lodo de almidón posteriormente se lava en una centrífuga, se concentra y seca para su
extrusión o peletización. De esta forma se obtienen polímeros de almidón puro que
han de someterse a un proceso de extrusión y/o mezcla para obtener material
termoplástico.
Existen otros procesos para la producción de polímeros de almidón parcialmente
fermentado, en concreto el empleado por la empresa Rodenburg Biopolymers (Países
Bajos) para la producción de Solanyl®. En este proceso, la materia prima es un
residuo de patata en forma de lodo procedente de la industria agroalimentaria. Este
lodo se almacena en silos durante 2 semanas para su estabilización y fermentación
parcial. El proceso de fermentación más importante que ocurre es la conversión de
una pequeña parte de almidón en ácido láctico, vía glucosa, por medio de una bacteria
ácida presente de forma natural. Posteriormente, el producto se seca y extruye para
obtener propiedades termoplásticas. Para mejorar las propiedades del producto, en la
BIOPLÁSTICOS
20/140
etapa de extrusión se añaden aceite de palma y aditivos tales como dióxido de titanio y
carbonato de calcio [7].
Para mejorar sus propiedades, el almidón puede modificarse reemplazando algunos
grupos hidroxilo por grupos éster o éter. Con ello se puede reducir significativamente
su carácter hidrófilo y mejorar sus propiedades reológicas, físicas y químicas. Sin
embargo, los costes del proceso, la toxicidad de los subproductos de reacción y la
necesidad de una etapa para la eliminación de estos subproductos, limita la viabilidad
de esta solución. Además, estas reacciones disminuyen el peso molecular del almidón
alterando sus propiedades mecánicas y limitando sus aplicaciones [3]. Otro tipo de
modificación es la reticulación a través de los grupos hidroxilo, que inhibe el
hinchamiento del grano en la gelatinización o desestructuración y proporciona
estabilidad frente a ácidos, al tratamiento térmico y a la cizalla.
Posteriormente, en una segunda etapa, el almidón se convierte en un material
termoplástico, bien por extrusión o mediante un proceso secuencial de extrusión y
mezcla con otros polímeros, lo que da lugar a varias categorías de polímeros
biodegradables basados en almidón [17]. Novamont, el mayor productor de
bioplásticos basados en almidón, ha patentado ciertos aspectos de la tecnología de
extrusión del almidón. En ciertas condiciones de temperatura, presión, cizalla, agua y
tiempo, el almidón es desestructurado perdiendo su cristalinidad y estructura granular.
Productos de almidón termoplástico. Para fabricar almidón termoplástico, ha de
destruirse su estructura cristalina mediante presión, calor o por medios
mecánicos. El almidón por si sólo presenta aplicaciones limitadas ya que es
muy soluble en agua, difícil de procesar y frágil. La adición de agentes
plastificantes (agua, glicerol, poliéter, urea…) permite su procesamiento por
extrusión, inyección o moldeo, ya que reduce su temperatura de transición
vítrea y disminuye considerablemente la degradación, pudiéndose obtener de
este modo materiales blandos o rígidos en función del nivel de plastificación
[18].
Las aplicaciones del almidón termoplástico son generalmente películas para
bolsas y películas para mantillo. Los materiales espumados son una aplicación
importante como sustitutos del poliestireno espumado en materiales de relleno
para embalaje, bandejas y platos desechables. Los materiales espumados
basados en almidón son relativamente fáciles de fabricar. El proceso consiste
en la extrusión a alta cizalla y a temperatura superior al punto de ebullición del
agua (150-180ºC) de una mezcla de almidón con un 25-50% de agua. En estas
condiciones, el almidón se rompe, pierde su cristalinidad y se plastifica con el
agua formándose una masa amorfa homogénea. A la salida de la extrusora el
agua se expande vaporizándose el cambio brusco de presión, con lo que se
forma la el material espumado. Normalmente, también se añaden agentes
plastificantes como el glicerol y otros polímeros tales como poli(alcohol vinílico),
que imparten propiedades más uniformes entre lotes de fabricación [17]. La
BIOPLÁSTICOS
21/140
técnica de extrusión sólo es adecuada para materiales espumados de relleno
para embalaje; para materiales con otras formas, son más adecuados los
procesos de compresión-explosión o de vaporización súbita. La vaporización
súbita consiste en presurizar, en una primera etapa, el almidón con un bajo
contenido de humedad (10-20%) en un molde caliente para, en una segunda
etapa, despresurizar repentinamente dicho molde, lo que da lugar a la
expansión del producto en el mismo [2].
Mezclas de almidón con poliésteres alifáticos sintéticos. Las mezclas de
almidón con poliésteres alifáticos mejoran su procesabilidad y
biodegradabilidad. Los poliésteres más adecuados son policaprolactona (PCL)
y sus copolímeros o polímeros de mayor punto de fusión formados por la
reacción de 1,4-butanodiol con ácido succínico o con ácido sebácico, ácido
azelaico o Poli(ácido láctico), polihidroxialcanoatos y poliésteres alifáticoaromáticos [19].
Estas mezclas se utilizan para fabricar láminas y películas de alta calidad para
embalaje. Aproximadamente el 50% del poliéster puede reemplazarse con
almidón lo que da lugar a una importante reducción del coste. Además, los
poliésteres pueden modificarse incorporando grupos funcionales capaces de
reaccionar con el almidón.
Las mezclas con poliésteres alifáticos biodegradables, tales como ácido
poli(ácido láctico) y policaprolactona, permiten preparar plásticos
biodegradables. Al mezclar el almidón con otros polímeros biodegradables se
puede procesar por métodos convencionales, con la única condición de no
superar 230ºC para evitar su descomposición térmica [20]. Los preparados con
policaprolactona con un 45% de almidón presentan una temperatura de fusión
de 60ºC y reblandecen a temperaturas por encima de 40ºC, lo cual limita sus
aplicaciones.
Mezclas de almidón con Poli(succinato de butilenglicol) o poli(succinato de
butilenglicol-co-adipato de butilenglicol). Estos poliésteres pueden mezclarse
con almidón para mejorar sus propiedades mecánicas. Para dar mayor
estabilidad a estas mezclas se suele añadir un 5 % de un agente
compatibilizante tal como un poliéster funcionalizado con anhídrido maléico.
También se añaden agentes plastificantes para reducir la fragilidad y mejorar la
flexibilidad. Estas mezclas se usan para fabricar láminas que pueden ser
termoconformadas en productos tales como bandejas para galletas o películas
[17].
Mezclas con poli(alcohol vinílico). El almidón mezclado con poli(alcohol vinílico)
se solubiliza en agua en aproximadamente 3 minutos y se usa para fabricar
materiales de relleno para embalajes. Una mezcla de almidón de maíz
hidroxipropilado con alto contenido en amilasa y 5% de poli(alcohol vinílico) se
usa como alternativa comercial al poliestireno expandido [2].
BIOPLÁSTICOS
22/140
4.3.2.2. Propiedades
Los polímeros de almidón son parcialmente cristalinos, relativamente transparentes y
presentan propiedades antiestáticas. Su densidad es superior a la de la mayoría de los
polímeros termoplásticos convencionales y presentan baja resistencia a disolventes y
aceites aunque este aspecto se puede mejorar con mezclas de, por ejemplo,
policaprolactona.
Las propiedades mecánicas de los biopolímeros de almidón son, en general, inferiores
a las de los plásticos de origen petroquímico. Son razonablemente fáciles de procesar
pero vulnerables a la degradación.
Las aplicaciones de los biopolímeros de almidón se ven reducidas por la sensibilidad a
la humedad y contacto con el agua y por la alta permeabilidad al vapor de agua. Otras
propiedades barrera tales como la permeabilidad al oxígeno y al dióxido de carbono
son de moderadas a buenas.
Los biopolímeros de almidón son biodegradables, aunque, en el caso de sus mezclas,
un contenido demasiado alto de otro copolímero puede afectar negativamente a su
biodegradabilidad [7].
La transformación de los polímeros de almidón en productos acabados se lleva a cabo
en los equipos usados para resinas termoplásticas tradicionales con ligeras
modificaciones. Las tecnologías de transformación habituales son el soplado de
películas, la extrusión, el termoconformado, el moldeo por inyección y el espumado.
4.3.2.3. Bioplásticos comerciales derivados de almidón
Mater-Bi®. La empresa italiana Novamont, perteneciente al grupo FerruzziMontedisson, fabrica desde la generación de productos denominados Mater-Bi. Los
productos se obtienen en forma de pelets que posteriormente pueden procesarse en
equipos comerciales estándar. Se transportan en paquetes a prueba de humedad y se
pueden procesar sin ningún tratamiento previo al secado [20].
El Mater-Bi puede agruparse en cuatro familias A, Z, U e Y que se diferencian por el
tipo de polímero biodegradable sintético que contienen y, por tanto, por la velocidad de
degradación y los procesos tecnológicos que se pueden aplicar. Se fabrican tres tipos
diferentes de Mater-BI [2]:
Clase A. Materiales biodegradables, no compostables. Degradables en 2 años
en medio líquido. Son productos fabricados con almidón y copolímeros etilenoalcohol vinílico.
Clase Z. Materiales biodegradables y compostables, principalmente para la
fabricación de películas y láminas que son biodegradadas en 20-45 días en
condiciones de compostaje. Están fabricados con policaprolactona (PLC) en
una proporción del 50%.
BIOPLÁSTICOS
23/140
Clase V. Materiales biodegradables, compostables y solubles como sustitutos
del poliestireno expandido. Su biodegradación es más rápida que los de Clase
Z y su contenido en almidón es superior al 85%.
Clase Y. Materiales biodegradables y compostables para moldeo por inyección
y productos rígidos y dimensionalmente estables. Están fabricados con
materias primas totalmente naturales tales como los derivados de celulosa.
Solanyl®. Solanyl® fabricado por Rondergurg Biopolymers [21] es un material
biodegradable que puede ser moldeado por inyección en equipos convencionales,
aunque al estar basado en recursos naturales su temperatura óptima de procesado es
inferior a las comúnmente utilizadas para otros plásticos sintéticos (110ºC en la
primera zona de calentamiento y 170ºC en la boquilla). Solanyl presenta excelentes
propiedades de flujo lo que permite moldear materiales de grosor fino. Sus
aplicaciones principales en el campo de los bioplásticos son la horticultura y los
embalajes.
La planta de Rondergurg Biopolymers es capaz de producir 40.000 toneladas/año.
Disponen asimismo de otra planta (7.000 toneladas/año) para incorporar aditivos, así
como para aplicaciones a pequeña escala (50-100 toneladas/año) y para nuevos
desarrollos.
Bioplast®. Biotec® (Alemania) desarrolla, produce y licencia la gama de productos
Bioplast® basados en almidón termoplástico [22].
Bioplast® TPS®. Es almidón termoplástico adecuado para productos
espumados.
Bioplast® 105 es un material termoplástico sin plastificantes adecuado para el
moldeo por inyección, extrusión de láminas y extrusión-soplado de películas.
Bioplast® 106/02 es también un material termoplástico sin plastificantes
adecuado para moldeo por inyección, extrusión de láminas y extrusión-soplado
de películas.
Bioplast® Wrap 100 es un material termoplástico que permite la fabricación de
películas con propiedades similares al papel mediante extrusión-SOPLADO DE
PELÍCULAS.
Ecofoam®. Ecofoam ® son materiales de relleno para embalaje fabricados con más
del 85% de almidón de maíz procesado por National Starch and Chemical Company
(EEUU), completamente biodegradables y solubles en agua. National Starch and
Chemical Company es una empresa subsidiaria de ICI con servicios técnicos en 20
países de los 5 continentes [23].
La tecnología para la producción de Ecofoam ® está patentada por National Starch y
Novamont. ComPlas Packaging produce y comercializa Ecofoam en España desde el
año 2002.
BIOPLÁSTICOS
24/140
BIOPar®. BIOP Biopolymer Technologies AG (Alemania) fabrica la resina BIOPar®
principalmente a partir de almidón de patata. En cooperación con empresas e
Institutos de I+D ha desarrollado películas para embalaje, bolsas de transporte, de
basura, aplicaciones agrícolas, así como productos moldeados, tiestos, etc [24].
Earth Shell Packaging®. Earth Shell Corporation (EEUU) licencia y comercializa la
tecnología para la fabricación de Earth Shell Packaging®, un material compuesto
basado en almidón procedente de patata y caliza totalmente biodegradable y
compostable. Las aplicaciones de este material son platos, cuencos, tazas, servilletas
para bocadillos, etc. Earth Shell Packaging® se fabrica usando agua como agente
espumante [25].
4.3.3. Poli(ácido láctico) (PLA)
Desde la puesta en marcha en el año 2002 de la planta de producción de PLA de
Cargill Dow, el PLA es el segundo bioplástico producido a gran escala después del
almidón. El Poli(ácido láctico) (PLA) es un poliéster alifático derivado al 100% de
materias primas renovables, que se produce a partir de ácido láctico [7].
El ácido láctico (ácido 2-hidroxipropiónico) es el ácido hidroxicarboxílico más simple
que presenta un carbono asimétrico, por lo que existen dos estereoisómeros D (+) o L
(-). La forma L(-) es la natural. El ácido láctico se produce por fermentación anaerobia
de substratos que contengan carbono, ya sean puros (glucosa, lactosa, etc.) o impuros
(almidón, melazas, etc.) con microorganismos tales como bacterias del tipo
Lactobacillus, Pediococcus, Lactococcus and Streptococcus o ciertos hongos tales
como Rhizopus Oryzae. La selección de la bacteria utilizada permite producir solo uno
de los isómeros D (+) o L (-) [26].
La síntesis de PLA ha sido objeto de numerosas investigaciones desde hace más de
150 años pero, debido a la inestabilidad del PLA en condiciones húmedas, no se
encontraron aplicaciones inmediatas y no fue hasta los años 60 cuando se demostró
su utilidad en aplicaciones biomédicas en hilos de sutura, clavos empleados en la
recomposición de fracturas óseas, como soporte de ciertos medicamentos
administrados en forma de parches de dosificación controlada, etc [27]. En todas esas
aplicaciones, la biocompatibilidad del polímero (es decir, su no rechazo por parte del
organismo humano) y su biodegradabilidad en el tiempo han sido los parámetros
claves.
A finales de la década de los 80 las empresas DuPont, Chronopol y Cargill realizaron
grandes inversiones en I+D para desarrollar el PLA como un plástico de uso común.
Mientras que DuPont y Cronopol abandonaron, Cargill continuó con el desarrollo de un
proceso continuo para la producción de lactida de alta pureza [27,7]. En 1986, el PLA
fue descrito como un bioplástico con potencial para llegar a ser un “commodity” [28].
En 1994, Cargill comenzó operar un proceso semicontinuo en una planta de 4000
toneladas/año de capacidad. En 1997, Cargill y Dow Chemical Company formaron un
BIOPLÁSTICOS
25/140
consorcio para desarrollar la tecnología y mercado para productos de PLA y, en 2001,
comenzaron la producción comercial de diferentes grados de PLA bajo el nombre de
NatureWorks™ [29].
4.3.3.1. Producción de PLA
La síntesis de PLA a partir de ácido láctico puede seguir tres diferentes rutas de
fabricación tal y como se detallan en la figura 4.
Figura 4. Síntesis de PLA según la referencia [26].
La condensación directa del ácido láctico es una reacción de equilibrio que presenta
dificultades para separar el agua del medio de reacción en las últimas etapas de la
polimerización, lo que limita el peso molecular obtenido. El polímero obtenido es, por
tanto, de bajo peso molecular, frágil y de escasa aplicación industrial [26,30]. Sin
embargo, en los últimos años se han realizado algunos progresos mediante una
policondensación secuencial en estado fundido [31,32].
BIOPLÁSTICOS
26/140
Mitshui Toatsu Chemicals ha patentado un proceso usando un disolvente de alto punto
de ebullición para separar el agua por destilación azeotrópica, lo que permite obtener
PLA de alto peso molecular [33,34].
Cargill Dow LLC ha desarrollado y patentado un proceso continuo y de bajo coste para
la producción de PLA usando la polimerización por apertura de anillo del dímero
lactida. El proceso comienza con la reacción de condensación en continuo del ácido
láctico acuoso para producir un prepolímero de PLA de bajo peso molecular. El
prepolímero es despolimerizado aumentando la temperatura de policondensación y
disminuyendo la presión, con lo que se obtiene una mezcla de estereoisómeros de
lactida. Para mejorar la velocidad y selectividad de la reacción de ciclación
intramolecular se utiliza un catalizador de estaño, siendo el preferido el ácido bis-2etilhexanoico (octanoato de estaño) debido a su solubilidad en la lactida fundida, su
alta actividad catalítica y la baja velocidad de racemización del polímero. La mezcla de
lactida fundida se purifica por destilación a vacío. Finalmente, se obtiene PLA de alto
peso molecular (>105) mediante polimerización por apertura de anillo en estado
fundido catalizada por estaño. Cuando la polimerización finaliza, el monómero sin
reaccionar se separa por evaporación a vacío y se recicla al comienzo del proceso [29,
7].
4.3.3.2. Propiedades
Las propiedades del PLA están relacionadas con la proporción de las dos mesoformas
D y L. Comercialmente, se puede encontrar PLA 100% L, de alta cristalinidad, y
copolímeros de PLA de los enantiómeros L y D-L, que son básicamente amorfos. En
estos copolímeros, la proporción de enantiómeros D y D-L afecta a propiedades del
PLA, tales como su punto de fusión y grado de cristalinidad [35,36].
Los grados amorfos de PLA son transparentes y brillantes, aunque las propiedades
ópticas del PLA son sensibles a los aditivos. Cuanto menor cristalinidad, mayor
transparencia. El peso molecular del PLA varía de 100.000 a 300.000 (similar al del
PET). Al aumentar el peso molecular aumenta su resistencia a los disolventes así
como su temperatura de fusión y de transición vítrea. También aumenta su viscosidad
en estado fundido y, por tanto, resulta más difícil su procesado.
Sus propiedades mecánicas son buenas en comparación con otros polímeros
termoplásticos. Tiene baja resistencia al impacto comparado con el PVC no
plastificado. La dureza, rigidez, resistencia al impacto y elasticidad, propiedades
importantes en aplicaciones para botellas de bebidas, son similares a la del PET. Si se
dobla o arruga, el PLA orientado puede mantener las forma adquirida, propiedad del
papel que son difíciles de conseguir en un plástico. Estas propiedades, junto con su
alto módulo de flexión y transparencia son comparables a las del celofán.
El PLA tiene una temperatura de transición vítrea relativamente baja (~ 60ºC) y se
degrada rápidamente por encima de esa temperatura en condiciones de alta humedad,
BIOPLÁSTICOS
27/140
lo que plantea problemas para aplicaciones de almacenamiento de productos y su uso
en automóviles. Sin embargo presenta buenas propiedades como película
termosellable.
El PLA presenta buenas propiedades barrera frente a olores y sabores. Tiene también
alta resistencia a grasas y aceites por lo que es apropiado para el envasado de
aceites. También, para envasar productos secos y perecederos. No es adecuado para
el envasado de bebidas carbonatadas y otros líquidos por su permeabilidad al
oxígeno, dióxido de carbono y agua. En comparación con polímeros de almidón, el
PLA presenta mejores propiedades barrera frente a la humedad mientras que las de
barrera a los gases son inferiores.
Por su estructura lineal alifática, el PLA tiene una buena resistencia a la radiación UV,
en contraste con los polímeros aromáticos tales como el PET. Al tratarse de un
material polar tiene una energía superficial crítica alta por lo que es fácil de imprimir,
metalizar o teñir.
El PLA es resistente al ataque de microorganismos en suelos o lodos a temperatura
ambiente. El polímero debe primero hidrolizarse a temperaturas superiores a 58ºC
para reducir el peso molecular antes de que la biodegradación comience. Por tanto, no
es compostable en las condiciones típicas. En condiciones normales de uso y
almacenamiento es un plástico bastante estable [7].
Para mejorar sus propiedades y que pueda competir con plásticos flexibles de uso
común, el PLA puede modificarse con agentes plastificantes o mezclándolo con otros
polímeros. Los agentes plastificantes utilizados son oligómeros de PLA, ésteres de
ácido cítrico, polietilenglicol de bajo peso molecular, monoésteres de glucosa y ésteres
parciales de ácidos grasos [37]. La plastificación aumenta la movilidad de las cadenas
y favorece la organización de las cadenas de PLA y su cristalización. Después de la
plastificación se obtienen cristalinidades del 20-30%.
Los copolímeros tales como PLA/PCL y las mezclas tales como PLA/PHA
PLA/almidón mejoran con respecto a la velocidad de degradación, permeabilidad y
propiedades térmicas y mecánicas. La procesabilidad mejora y las aplicaciones se
amplían.
El PLA puede procesarse con tecnologías convencionales de procesado de
termoplásticos con ligeras modificaciones mediante termoconformado, inyección,
extrusión-soplado y extrusión de películas. La extrusión de fibras por hilado en estado
fundido también se trata de una tecnología importante.
4.3.3.3. Aplicaciones
El PLA presenta aplicaciones tanto en los sectores de envase y embalaje, biomédico y
textil. El sector del envase y embalaje supone actualmente el 70% del consumo de
BIOPLÁSTICOS
28/140
PLA [7]. Sus aplicaciones incluyen películas y materiales flexibles, envases rígidos y
botellas.
En biomedicina, el PLA es un material importante al tratarse de un material
biodegradable y bioabsorbible por lo que se usa en sistemas de liberación controlada
de fármacos. También por sus buenas propiedades mecánicas se utiliza en implantes
de huesos y tejidos blandos y en suturas reabsorbibles. En el sector textil sus
aplicaciones incluyen ropa y tejidos tales como cortinas y tapicerías. Algunas
aplicaciones potenciales interesantes son toallitas, pañales, productos para la higiene
femenina, prendas desechables y tejidos resistentes a la radiación UV para uso
exterior (toldos, marquesinas…) [38].
4.3.3.4. Bioplásticos comerciales de PLA
NatureWorks LLC, empresa perteneciente a Cargill, fabrica NatureWorks® [38].
Cargill Dow Polymers LLC instaló su primera planta comercial de producción de PLA
en Nebrasca, EEUU en 2002, con una capacidad de producción de 136.000
toneladas/año. En 2004 enfocó su mercado hacia aplicaciones tales como envases
alimentarios y fibras textiles y redujo sus precios, lo que le permitió aumentar sus
ventas en un 60%. En 2006 su producción se estimaba en 50.000-70.0000 toneladas.
NatureWorks LLC argumenta que sus productos se comportan como los plásticos
tradicionales basados en la industria petroquímica y en algunos casos ofrecen
superiores propiedades como el brillo, la claridad, la resistencia y las propiedades
barrera frente a sabores y aromas.
Los principales tipos de PLA fabricado por NatureWorks son grados de películas para
uso general, recubrimiento por extrusión, grados para extrusión y termoconformado y
grados para moldeo por soplado de preformas.
La película para uso general está orientada biaxialmente, lo que le da estabilidad hasta
una temperatura de 130ºC, e incluso, para algunas calidades, hasta 150ºC. Estas
resinas tienen excelentes propiedades ópticas, buena procesabilidad y excelentes
propiedades para su doblado. Se comercializan en forma de pelets y son aptas para
su extrusión en equipos convencionales.
Los grados diseñados para recubrimiento por extrusión de papel también se procesan
en equipos convencionales a menores temperaturas de extrusión que los
recubrimientos de polietileno. El papel y cartón recubierto con esta resina se puede
sellar por calor con los equipos habituales. Las aplicaciones de estos grados son
bolsas para césped y hojas, vasos para bebidas frías y calientes, platos, recipientes,
pajitas, recipientes para comida frita, envases para verduras congeladas, y envases
para alimentos líquidos.
Los grados de extrusión de láminas están diseñados para aplicaciones de extrusión y
termoconformado y al igual que el resto se procesan mediante técnicas y equipos
BIOPLÁSTICOS
29/140
convencionales. Sus aplicaciones son contenedores y recipientes para alimentación,
blisteres y vasos para bebidas calientes.
NatureWorks® también dispone de grados para el moldeo por inyección soplado de
preformas de botellas, que ofrecen propiedades organolépticas comparables al vidrio
y al PET. NatureWorks también está diseñando grados para envases aptos para
microondas y botellas para comidas y bebidas que precisen propiedades barrera frente
al oxígeno.
NatureWorks también fabrica fibras de PLA bajo el nombre comercial de Ingeo™
adecuadas para fabricación de ropa, textiles y tejidos no tejidos [39].
Cereplast INC., EEUU, ha desarrollado y fabrica mezclas con PLA NatureWorks®
incorporando almidón de maíz, trigo o patata, proteínas de soja, PHA o PHB u otros
componentes biodegradables, con lo que consigue mejorar las propiedades
necesarias para algunas aplicaciones. Este bioplástico se usa para fabricar artículos
termoconformados tales como tazas, cubiertos, recipientes, además de recubrimientos
por extrusión, perfiles y grados para moldeo por soplado [40].
En Japón, Mitsui Chemicals fabrica PLA usando tecnología de Cargill bajo el nombre
comercial Lacea [41].
FKuR Kunststoff GMBH fabrica mezclas de PLA/copoliéster (Bioflex), desarrolladas
en colaboración con el Instituto Fraunhofer Umsicht con capacidad de producción de
3000 toneladas/año. El material Bio-Flex 219F se puede procesar en líneas de soplado
de películas convencionales por la alta compatibilidad de sus componentes. La
formulación contiene más del 10% de PLA (adquirido a NatureWorks LLC) más un
copoliéster biodegradable y aditivos especiales. Las aplicaciones de Bio-Flex 219F son
bolsas para compra, películas para mantillo y láminas para bandejas. El grado 466F
con más de un 20% de PLA y el grado 467F con más de un 30% de PLA están
destinados a bolsas para compra. El grado 482F con más de un 70% de PLA es para
moldeo [41].
Hycail, Países Bajos es otro fabricante de PLA con un amplio catálogo de productos
para una gran variedad de aplicaciones tales como envases rígidos, adhesivos, fibras
y bases para chicle. La empresa cuenta con una planta semi industrial operativa desde
abril del 2004, pero está en proceso de construcción de la primera planta europea de
producción de PLA, con una capacidad de producción de 25.000 toneladas/año. En
Diciembre de 2005, Hycail anunció el lanzamiento de su producto Hycail XM 1020
resistente a temperaturas de 200ºC sin distorsión por lo que puede utilizarse en
recipientes para microondas en contacto con alimentos, incluso aceites. Esta
resistencia al calor no afecta al resto de propiedades tales como la transparencia, la
procesabilidad o la resistencia.[42].
Biomer, Alemania ha comenzado recientemente la producción de PLA a pequeña
escala, que vende a transformadores para la fabricación de películas transparentes
para embalaje y para moldeo por inyección [41].
BIOPLÁSTICOS
30/140
Eco-Plastic, fabricado por Toyota Motor Corp (Japón) es un PLA derivado de caña de
azúcar o maíz que se usa en la cubierta de los neumáticos de recambio y en las
alfombrillas del modelo Raum. La empresa ha construido una planta piloto para la
producción de 1000 toneladas/año de este bioplástico y se ha propuesto incrementar
el uso de este material hasta 20.000 toneladas para el año 2020 [43].
NEC ha desarrollado un bioplástico con propiedades retardantes a la llama, cuyo
principal componente es el PLA, para su aplicación en carcasas de ordenadores,
mediante incorporación de hidróxidos metálicos. Con la combinación de otros
materiales derivados de recursos renovables, tales como la fibra Kenaf, se consigue
además mejorar otras propiedades tales como la resistencia mecánica, al calor y la
moldeabilidad. El proceso se está mejorando para su escalado industrial [44].
Toray Industries Inc., Corea, ha desarrollado en 2004 el primer PLA flexible no
plastificado, mediante su propia tecnología de control de la nanoestructura en películas
biaxialmente orientadas. Estas películas, sin perder su transparencia y resistencia al
calor, poseen superior flexibilidad por lo que pueden usarse como películas de
embalaje [38]. Por otro lado, Toray acaba de construir una planta con una capacidad
de producción de 5000 toneladas/año de PLA cuya fecha prevista de puesta en
marcha era enero de 2007 [45].
Stanelco/Biotec, Reino Unido, fabrican mezclas de PLA con otros bioplásticos
biodegradables con un contenido de PLA del 60%. Estos productos son, por ejemplo,
Starpol™ y Bioplast. Basf también fabrica Ecovio que contiene un 45% de PLA
(NatureWorks) junto con Ecoflex®, un poliéster alifático aromático. Novamont también
introduce PLA en algunos de sus productos con contenidos de 6-30% [41].
4.3.4. Poliésteres a partir de recursos renovables
Aparte del poli(ácido láctico), existen otros poliésteres que pueden producirse a partir
de recursos renovables. Estos poliésteres se fabrican a partir de un diol y uno o más
ácidos dicarboxílicos. Los dioles utilizados son el 1,3-propanodiol (PDO) o el 1,4butanodiol (BDO) que pueden estar basados en recursos renovables. El diácido puede
también estar basado en recursos renovables (ácido succínico o adípico) o proceder
de la industria petroquímica (ácido tereftálico o tereftalato de dimetilo (DMT)) [7]. Los
procesos de producción de estos monómeros por vía biotecnológica se describen en el
apartado 4.5 de este informe.
4.3.4.1 Poli(tereftalato de trimetilenglicol) (PTT)
El poli(tereftalato de trimetilenglicol) (PTT), cuya estructura química puede verse en la
figura 5, es un poliéster aromático lineal producido por la policondensación de 1,3
propanodiol (PDO) con ácido tereftálico o tereftalato de dimetilo. Tradicionalmente, el
diol y el diácido utilizados para su fabricación procedían de la industria petroquímica,
BIOPLÁSTICOS
31/140
pero en 2004 DuPont formó una alianza con Tate & Lyle para la producción de PDO
(Bio-PDO™) por fermentación de maíz, producto que estaba previsto comenzara a
usarse en la fabricación de Sorona® 3GT™ a principios de 2007. La planta de
producción de Bio-PDO™ es la mayor planta de fermentación aeróbica mundial con
una capacidad de producción de Bio-PDO™ de 45 millones de toneladas anuales [46].
Figura 5. Estructura química del PTT
Históricamente, el PTT fue sintetizado y patentado por primera vez en 1941. A finales
de los años 1960, Shell intentó su comercialización sin éxito debido al alto coste del
PDO, que en aquellos años se fabricaba por hidratación de la acroleína. Sin embargo,
a principios de los años 1990 desarrolló una novedosa forma de obtener PDO a través
de un proceso continuo de hidroformilación de óxido de etileno con nuevos
catalizadores, lo que en 1999 le permitió la comercialización de PTT bajo el nombre
comercial de Corterra®. Shell, en alianza con SGF Chemie JV, ha construido una
planta de producción de PTT en Montreal (Canadá) con una capacidad de producción
de 95.000 toneladas /año [47]. Sin embargo, así como DuPont, que comenzó a
fabricar PTT a partir de materias primas basadas en la industria petroquímica (usando
tecnología de Degusta para la hidratación de la acroleína), ha pasado a la utilización
de PDO procedente de materias primas renovables, en los planes de Shell no parece
que esté el usar PDO obtenido por vía biotecnológica.
La obtención de PDO por fermentación incluye dos pasos: la fermentación de glucosa
a glicerol mediante levaduras y la fermentación de este glicerol a PDO mediante
bacterias. En este bioproceso desarrollado por DuPont, la dextrosa derivada de maíz
molido en húmedo es metabolizada por la bacteria E. Coli modificada genéticamente y
convertida directamente en PDO dentro del organismo por respiración aeróbica [7].
El PTT puede producirse por transesterificación de tereftalato de dimetilo (DMT) con
PDO, o mediante esterificación del ácido tereftálico purificado con PDO. El proceso de
polimerización puede ser continuo similar al de producción de PET [48,49]. En una
primera etapa de polimerización se obtiene un poliéster de bajo peso molecular en
presencia de exceso de PDO y agua (si se usa ácido tereftálico) o metanol (en el caso
de emplear DMT) que se elimina del medio de reacción. En una segunda etapa, se
produce la policondensación y crecimiento de cadenas por separación del PDO y el
agua/metanol restante. A medida que la reacción avanza resulta cada vez más difícil
separar el PDO, lo que se soluciona mediante una serie de reactores que operan
progresivamente a mayores temperaturas y menores presiones. Finalmente, el
BIOPLÁSTICOS
32/140
polímero fundido con alta viscosidad se mezcla con aditivos en un mezclador estático
y posteriormente se peletiza.
El PTT combina la rigidez, resistencia mecánica y resistencia al calor del PET con la
facilidad del procesado del PBT (poli(tereftalato de butilenglicol)), ya que requiere
menores temperaturas de fundido en los moldes y cristaliza más rápido que el PET.
También presenta similitudes con la poliamida 6,6 y el polipropileno en sus
aplicaciones para fibras y con el policarbonato (PC) en aplicaciones de moldeo. El
número de unidades de metileno entre grupos tereftalato le confiere propiedades
elásticas del orden del nailon. El PTT puede teñirse con colorantes comunes en
calderas a presión atmosférica debido a su temperatura de transición vítrea del orden
de 45-75ºC. Presenta un teñido uniforme, excelente resistencia a la radiación UV y
poca generación de electricidad estática, por lo que sus fibras son adecuadas para la
fabricación de alfombras y moquetas. Además, las fibras son más suaves al tacto que
la poliamida y el PET lo que las hace adecuadas para la fabricación de ropa [7].
Las aplicaciones desarrolladas para el PTT son principalmente en el campo de las
fibras (textiles, alfombras, ropa) y películas para el sector de embalajes. Se espera que
el PTT pueda sustituir al PET en gran medida en algunas aplicaciones de fibras así
como en varias películas de embalaje y en otros artículos como películas de rayos X,
películas metalizados para cintas magnéticas de audio y video y etiquetas. También se
han desarrollado nuevas aplicaciones para el PTT. Por ejemplo, Solenium es un
material para suelos diseñado para uso en hospitales e instituciones aprovechando su
recuperación elástica y durabilidad [50]. También existe un buen potencial para la
mezcla de PTT con otros polímeros, en particular con PET y nailon. Pueden fabricarse
fibras bicomponentes de PTT/PET que se rizan debido a que ambos materiales se
encogen de manera diferencial.
4.3.4.2 Poli(tereftalato de butilenglicol) (PBT)
El PBT es un poliéster aromático lineal producido por la transesterificación y
policondensación de tereftalato de dimetilo (DMT) con 1,4-butanodiol, aunque también
puede producirse a partir de ácido tereftálico purificado y BDO (1,4-butanodiol). Su
estructura química se representa en la figura 6. Puede producirse a partir de
monómeros basados en recursos naturales; sin embargo, pesar de los numerosos
estudios llevados a cabo, todavía no existen procesos económicamente viables para la
síntesis de BDO a partir de los mismos [7].
Los procesos convencionales para sintetizar DBO usan materias primas procedentes
de la industria petroquímica. El proceso alternativo a partir de materias primas
renovables incluye tres etapas: la fermentación de la glucosa procedente de maíz a
ácido succínico, la purificación del ácido succínico mediante electrodiálisis y la
posterior reducción catalítica del ácido succínico a BDO [7].
BIOPLÁSTICOS
33/140
El PBT es un poliéster semicristalino, similar en su composición y propiedades al PET
y al PTT. La cristalinidad le confiere buena resistencia, solidez y resistencia a la
fluencia en los productos terminados. Estas propiedades son algo inferiores a las del
PET, es un material un poco más blando, pero sin embargo su resistencia al impacto
es superior y su resistencia química similar. Debido a que cristaliza más rápido que el
PET es preferido para moldeo de piezas industriales. Debido a sus excelentes
propiedades eléctricas y al hecho de convertirse fácilmente en resistente a la llama,
sus aplicaciones se centran fundamentalmente en los sectores eléctrico y
automovilístico [51].
Figura 6. Estructura química de la unidad repetitiva del PBT.
4.3.4.3 Poli(succinato de butilenglicol) (PBS)
El Poli(succinato de butilenglicol) (PBS) es un poliéster alifático biodegradable con
propiedades similares al PET. Sus propiedades mecánicas son excelentes y puede
procesarse mediante técnicas convencionales usando equipos para poliolefinas en el
intervalo de temperatura de 160-200ºC. El PBS se produce normalmente mediante la
polimerización por condensación de ácido succínico y 1,4-butanodiol (BDO). El ácido
succínico puede también producirse mediante fermentación a partir de carbohidratos
[52].
Figura 7. Estructura química de la unidad repetitiva del PBS.
Mitsubishi Chemical (Japón) ha construido una planta para fabricar ácido succínico
mediante fermentación bacteriana de maíz, con una capacidad inicial de 30.000
toneladas/año operativa en 2006. Este poliéster termoplástico, cuyo nombre comercial
es GS PLA, puede ser tan blando como el polietileno o tan duro como el polipropileno
mediante la incorporación de rellenos. Una de sus aplicaciones previstas es film para
BIOPLÁSTICOS
34/140
mantillo [53]. Otros fabricantes de PBS utilizan materias primas procedentes de la
industria petroquímica (véase el apartado 4.4.1.1).
4.3.5. Poliuretanos (PUR)
Los poliuretanos se fabrican por la reacción de un poliol y un isocianato. Mientras que
el isocianato procede siempre de materias primas de origen petroquímico, para
algunas aplicaciones el poliol puede proceder de fuentes renovables. Así, se pueden
obtener polioles a partir de aceites vegetales como ricino, colza, soja, girasol y linaza.
También los polioles-poliésteres pueden proceder de materias primas renovables. Por
ejemplo, el di-o triácido podría ser un producto de fermentación, tal como el ácido
succínico o el ácido adípico, y el diol podría ser 1,2-propanodiol, 1,4-butanodiol o
glicerol. Sin embargo, estos polioles-poliésteres todavía no resultan económicamente
viables debido a los altos costes asociados a la propia materia prima y al procesado.
Esta situación podría cambiar en los próximos años con los avances en la tecnología
de fermentación [7].
Metzeler Schaum GmbH (Alemania), gran productor de materiales espumados
flexibles basados en PUR, ha desarrollado un producto espumado usando polioles
procedentes de aceite de girasol, bajo el nombre comercial de Rubes Nawaro® que se
utiliza para fabricación de colchones, almohadas y espumas de baño [54].
Por otro lado, la empresa Urethane Soy Systems Company (EEUU) fabrica un poliol
bajo el nombre de SoyOyl, que se utiliza en la fabricación de poliuretanos para
aplicaciones finales como asientos moldeados y partes traseras de alfombras. SoyOyl
ha sido usado por Down Chemical en su partes traseras de alfombras Biolance,
Bayer/John Deere, usa SoyOyl para la fabricación de paneles mediante RIM (reaction
inyection moulding) y Ford lo utiliza en sus asientos de espuma flexible (modelo U
2003 [55].
4.3.6. Poliamidas
Existen rutas para la producción de poliamidas en las que se utilizan compuestos
intermediarios producidos a partir de recursos renovables, en concreto para el nailon
66, nailon 69 y nailon 6. Sin embargo, estas tecnologías todavía no se utilizan
comercialmente debido a los altos costes de producción de los compuestos
intermediarios a partir de recursos renovables en comparación con su obtención a
partir de productos petroquímicos [56].
La poliamida 6,6 se fabrica por policondensación de hexametilendiamina con ácido
adípico. El ácido adípico se sintetiza generalmente por vía química a partir de
benceno, pero también se puede sintetizar por vía biotecnológica a partir de glucosa
[57].
BIOPLÁSTICOS
35/140
Figura 8. Estructura química de la poliamida 66 (superior) y poliamida 6 (inferior).
La poliamida 69 se fabrica por policondensación de hexametilendiamina con ácido
azelaico (ácido nonanodioico). A su vez, el ácido azelaico se fabrica por síntesis
química a partir del ácido oleico que puede encontrarse en la mayoría de grasas
animales y vegetales.
La poliamida 6 se produce mediante la polimerización por apertura de anillo de la
caprolactama, la cual puede obtenerse por fermentación de glucosa y de otros
azucares fermentables.
BIOPLÁSTICOS
36/140
4.4. POLÍMEROS BIODEGRADABLES A PARTIR
PROCEDENTES DE LA INDUSTRIA PETROQUÍMICA
DE
MONÓMEROS
Los poliésteres juegan un papel importante dentro de los plásticos biodegradables
debido a su potencial de hidrolizarse a través de sus enlaces éster. Como puede verse
en la figura 9 la familia de los poliésteres se puede dividir en dos grandes grupos:
alifáticos (lineales) y aromáticos. Dentro de los aromáticos se consideran los
poliésteres alifáticos-aromáticos.
Poliésteres
Alifáticos
PBS
PCL
Aromáticos
PHA
PLA
PET modificado
PBAT
PBSA
PHB
PHV
PHB/PHV
Vía biotecnológica. Basados en
recursos renovables
Sintéticos. Basados en recursos
renovables
Sintéticos. Basados en recursos
no renovables
AAC
PTMAT
PHH
PHB/PHH
PHA
PHH
PLA
PBS
AAC
PBAT
polihidroxialcanoatos
polihidroxihexanoato
Poli(ácido láctico)
poli(succinato de butilenglicol)
poliésteres alifáticos-aromáticos
poli(adipato de butilenglicol-cotereftalato de butilenglciol)
PHB
PHV
PCL
PBSA
PET
PTMAT
polihidroxibutirato
polihidroxivalerato
policaprolactona
poli(succinato de butilenglicolco-adipato de butilenglicol)
polietilen tereftalato
poli(adipato de
trimetilenglicol-co-tereftalato
de trimetilenglicol)
Figura 9. Familia de poliésteres biodegradables.
Los poliésteres alifáticos, tales como la policaprolactona (PCL) o el poli(adipato de
butilenglicol) (PBA), son biodegradables. Sin embargo, sus puntos de fusión en torno a
60º C los excluye de muchas de aplicaciones. Por el contrario, los poliésteres
aromáticos más comunes, tales como el poli(tereftalato de etilenglicol) (PET) y el
poli(tereftalato de butilenglicol) (PBT), presentan altos puntos de fusión pero no son
biodegradables.
La solución es la combinación de poliésteres alifáticos y aromáticos para conseguir
combinar la biodegradabilidad de los poliésteres alifáticos con las propiedades de los
poliésteres aromáticos. Esto requiere la modificación de la estructura cristalina del
poli(tereftalato de butilenglicol) (PBT) incorporando un monómero alifático a la cadena
polimérica (ácido adípico), de tal forma que las propiedades del polímero continúen
siendo aceptables (por ejemplo, puntos de fusión del orden de 100ºC), pero el
polímero se convierta en biodegradable [38]. En los últimos cinco años se han
BIOPLÁSTICOS
37/140
comercializado una amplia variedad de copoliésteres alifáticos-aromáticos que pueden
descomponerse en CO2 y agua en condiciones apropiadas cuando se exponen a la
acción combinada de agua y microorganismos. Estos polímeros cumplen las normas
de compostaje establecidas en Europa, Asia y Estados Unidos, biodegradándose en
aproximadamente 12 semanas en condiciones aerobias.
Los poliésteres biodegradables desarrollados comercialmente se especifican en la
figura 9 [17].
4.4.1. Poliésteres alifáticos
4.4.1.1. Poli(succinato de butilenglicol) (PBS) y poli(succinato de
butilenglicol-co-adipato de butilenglicol) (PBSA)
Se obtienen por combinación de dioles, tales como 1,2-etanodiol, 1,3-propanodiol o
1,4-butanodiol, con ácidos dicarboxílicos tales como los ácidos adípico, sebácico o
succínico.
Showa Highpolymer (Japón) ha desarrollado una familia de polímeros de
poli(succinato de butilenglicol) (PBS) obtenidos por policondensación de 1,4-butanodiol
y ácido succínico. También fabrica copolímeros de poli(succinato de butilenglicol-coadipato de butilenglicol) (PBSA) por adición de ácido adípico. Estos copolímeros se
comercializan bajo el nombre de Bionolle® y tienen aplicaciones en la fabricación de
bolsas, películas agrícolas, conos para tráfico y bandejas. Algunos grados de
Bionolle® se modifican con diisocianatos como agentes de extensión de la cadena
para mejorar la rigidez y las propiedades mecánicas [35,58].
Ire Chemical (Corea) comercializa el mismo tipo de copoliéster (PBSA) bajo la marca
de EnPol.®. Skygreen ® de Sk Chemicals (Corea) se obtiene por policondensación de
1,4-butanodiol con los ácidos succínico y adípico. Se utiliza en películas, cubiertos
desechables, bandejas, mangos para cepillos de pelo y recubrimientos de papel [59].
Nipón Shokubai (Japón también comercializa copoliésteres alifáticos con la marca
comercial Lunare SE®.
Las propiedades de estos copoliésteres dependen de su estructura, como, por
ejemplo, la combinación de dioles y diácidos usada [60]. Asimismo, su
biodegradabilidad depende de su estructura. La adición de ácido adípico, que
disminuye la cristalinidad, tiende a aumentar la biodegradación durante el compostaje
[61].
Mitsubishi
Gas
Chemical
(Japón)
comercializa
poli(succinato
de
butilenglicol)/carbonato (PBSC). Se trata de un material con punto de fusión de 110ºC
con una rigidez y dureza similar al polipropileno que se ha utilizado para reproductores
de cintas portátiles de la marca Sony Corp [58].
Como ya se mencionó anteriormente, Mitsubishi Chemical (Japón) ha construido una
planta para fabricar ácido succínico mediante fermentación bacteriana de maíz. Este
BIOPLÁSTICOS
38/140
poliéster termoplástico cuyo nombre comercial es GS PLA puede ser tan blando como
el polietileno o tan duro como el polipropileno mediante la incorporación de rellenos.
Una de sus aplicaciones previstas es la fabricación de películas para mantillo [53].
4.4.1.2. Policaprolactona (PCL)
La policaprolactona (figura 10) es otro poliéster alifático producido por la
polimerización por apertura de anillo de ε-caprolactona [62,63]. Se trata de un polímero
cristalino con punto de fusión de 58-60ºC, temperatura de transición vítrea de -60ºC,
baja viscosidad y fácil procesabilidad. Su aplicación principal es en el campo médico
como hilo para suturas. Debido a que el homopolímero se bioabsorbe en
aproximadamente 2 años, se han desarrollado copolímeros para acelerar la velocidad
de bioabsorción, por ejemplo copolímeros con DL- Lactida.
Figura 10. Estructura de la PLC
Los poliésteres alifáticos de PLC son suministrados por Solvay bajo el nombre
comercial CAPA® (Bélgica), Dow Chemical Company (EEUU) bajo el nombre
comercial de TONE™ y Daicel Chemicals Indus. (Japón) bajo el nombre comercial de
PLACEEL. Encuentra aplicaciones en adhesivos, agentes compatibilizantes, películas
así como en medicina. La PCL se usa mayoritariamente en mezclas con almidón tales
como el Mater Bi® producido por Novamont, en el que la policaprolactona mejora su
resistencia a la humedad, aumenta la resistencia en estado fundido y ayuda a
plastificar el almidón [38].
4.1.1.3. Poli(ácido glicólico) (PGA)
Es el poliéster alifático lineal más simple. Se sintetiza por dimerización del ácido
glicólico y posterior polimerización por apertura de anillo del dímero formado [64]. Este
proceso da lugar a polímeros de alto peso molecular con un contenido de monómero
residual de 1-3%. El PGA es muy cristalino (45-55% de cristalinidad), tiene un alto
punto de fusión (220-225ºC) y una temperatura de transición vítrea de 35-40ºC.
Figura 11. Estructura del PGA
BIOPLÁSTICOS
39/140
En 1962, el PGA se usó para desarrollar la primera sutura absorbible para uso médico
que fue comercializada por Davis & Geck, filial de American Cyanamid Corporation,
con el nombre comercial de Dexon [65]. Sin embargo, estas suturas son demasiado
rígidas a no ser que estén trenzadas. Por ello, hoy día se utilizan más sus copolímeros
con ácido láctico o caprolactona [66]. Por ejemplo, Ethicon ha desarrollado el
copolímero formado por un 90% de ácido glicólico y un 10% de L-lactida para su uso
en suturas absorbibles bajo el nombre comercial de Vicryl [38].
Cuando se expone a condiciones fisiológicas, el PGA es degradado por hidrólisis y
aparentemente también por ciertas enzimas. El producto de degradación, el ácido
glicólico, no es tóxico y se incorpora al ciclo de los ácidos tricarboxílicos excretándose
como agua y dióxido de carbono [67].
4.4.1. Poliésteres alifáticos aromáticos
Ecoflex® [(68,69,70,71,72]]. Fabricado por BASF (Alemania) desde 1998 es un
copoliéster de ácido tereftálico, ácido adípico y 1,4-butanodiol. El contenido de ácido
tereftálico en el polímero es de 42-45% en moles con respecto a los monómeros
dicarboxílicos. Se trata de un polímero con ramificaciones de cadena larga al contrario
que Eastar Bio (véase siguiente apartado) que presenta una estructura muy lineal.
Está desarrollado específicamente para aplicaciones en el sector de películas flexibles.
Las películas fabricadas con Ecoflex® tienen puntos de fusión de 110-115ºC y otras
propiedades similares al LDPE y sus condiciones de procesado son similares. Como el
polietileno, Ecoflex es resistente al agua, al rasgado, flexible, fundible y puede
imprimirse y procesarse de diversas formas. Ecoflex® presenta también buena
resistencia y adherencia, lo que hace posible la fabricación de películas de 10 micras
de uso doméstico para reemplazar a las de vinilo en recipientes para verduras, frutas y
carne. Las películas presentan una velocidad de transmisión de vapor inferior a otros
polímeros biodegradables. Ecoflex® es también compatible con materiales naturales
tales como el almidón y la celulosa, mejorando sus propiedades cuando se mezclan.
Las aplicaciones de Ecoflex® son principalmente la fabricación de bolsas y sacos.
Puede usarse para la fabricación de bolsas para frutas y verduras, bolsas de un solo
uso o para transporte usando sólo Ecoflex® o mezclas de Ecoflex/almidón. En
envases, Ecoflex puede utilizarse como recubrimiento de papel, cartón o espumas de
almidón para aumentar la rigidez y protegerlos contra grasas y cambios de humedad y
temperatura. Estas propiedades son deseables en cajas para hamburguesas, tazas de
café, embalajes para carne, pescado, frutas y verduras, platos y recipientes para
comida rápida. Ecoflex® también se utiliza en películas para agricultura, películas para
productos de higiene y películas para envasado doméstico.
Ecoflex es completamente biodegradable. Cumple con los requisitos de
compostabilidad de la norma europea EN 13432 y también con el estándar japonés
GrenPla y el sistema de certificación Americano del Instituto de Materiales
BIOPLÁSTICOS
40/140
Biodegradables. Después de 100 días en condiciones de compostaje más del 90% del
carbono en el polímero se convierte en dióxido de carbono [73].
Eastar Bio [70,74]. El catálogo de productos Eastar Bio fue adquirido por Novamont a
Eastman Chemicals en el año 2005. Se trata de un copoliéster de ácido tereftálico,
ácido adípico y 1,4-butanodiol que debido a algunas modificaciones presenta
propiedades diferentes a Ecoflex®. Su punto de fusión es 108ºC y tiene buena
transparencia al contacto, adhesión y elongación (hasta el 800%). Tiene una alta
resistencia a las grasas y a la humedad y se procesa de forma similar al LDPE. Eastar
Bio se utiliza en envases desechables, embalajes para alimentos, tejidos no tejidos,
bolsas para jardines, películas agrícolas y recubrimientos de papel. Se biodegrada en
210 días en condiciones de compostaje liberando el 80% de su contenido de carbono
como dióxido de carbono.
Biomax® [38,70]. Biomax® de DuPont es un PET estándar al que se han añadido
tres monómeros alifáticos para convertirlo en biodegradable. Biomax 6962 presenta un
punto de fusión de 195ºC, frente a los 250ºC del PET, por lo que se procesa a
mayores velocidades que otros polímeros biodegradables. Sus propiedades
mecánicas incluyen alta rigidez y elongación del 40-500%.
Su mecanismo de degradación es mediante hidrólisis de los monómeros incorporados.
Aunque parece que Biomax® se desintegra en condiciones de compostaje, el proceso
de descomposición es demasiado lento para cumplir con los estándares aceptados.
Tiene aplicaciones especiales en fabricación de productos para embalaje, piezas
moldeadas por inyección, recubrimientos para papel, vasos, tazas y bandejas
termoconformadas, películas por sus buenas propiedades mecánicas, bolsas para
jardines, películas agrícolas, tiestos y botellas.
EnPol™ [70]. IRe Chemicals (Corea) fabrica un poliéster alifático-aromático en el que
una parte de los ácidos carboxílicos alifáticos están sustituidos por ácido tereftálico
(serie G8000). Esté polímero cumple con las especificaciones de la FDA para contacto
con alimentos y las USP para aplicación en medicina.
La biodegradación de EnPol™ ha sido testada en pruebas de compostaje de
laboratorio, detectándose que en 45 días más del 90% del carbono presente se
descompone en dióxido de carbono.
Las aplicaciones de este polímero son en películas agrícolas, películas retráctiles,
bolsas de plástico y películas acolchadas.
4.4.3. Poliéster-amidas
Los primeros estudios con poliéster-amidas de carácter biodegradable datan de 1979 y
se realizaron con polímeros obtenidos mediante el intercambio amida-éster que se
produce cuando una poliamida y un poliéster se someten a elevada temperatura (~
270ºC). Se utilizaron como materiales de partida la policaprolactona y diferentes
BIOPLÁSTICOS
41/140
nilones comerciales (6, 11, 12, 6-6, 6-9, 6-12). Los productos finales mostraron
susceptibilidad a la degradación enzimática con lipasas, que disminuía con el aumento
del contenido de grupos amida [75].
Desde entonces se han investigado diferentes familias, siendo las principales [76]:
Polidepsipéptidos. Se trata de poliéster-amidas constituidas por α-aminoácidos
y α-hidroxiácidos.
Poliéster-amidas basadas en nailon y poliésteres comerciales. Se ha estudiado
la síntesis y caracterización de copolímeros constituidos por nailon 6 ó nailon
6,6 y la policaprolactona. Estas poliéster-amidas se biodegradan rápidamente
por acción de los hongos y enzimas del tipo de las estearasas.
Poliéster-amidas derivadas de carbohidratos. Se han estudiado derivados de Larabinosa y de D-xilosa tras su transformación en aminoalcoholes con los
grupos hidroxílicos protegidos en forma de éteres metílicos, que han mostrado
una rápida degradación hidrolítica en condiciones fisiológicas y buena
biodegradabilidad por bacterias. También se han sintetizado poliéster-amidas
derivadas del ácido tartárico.
Poliéster-amidas derivadas de α-aminoácidos. En este grupo destacan los
trabajos sobre polímeros estéreorregulares que pueden sintetizarse a partir de
sesquiómeros constituidos por un diol y dos unidades de un aminoácido. Estos
compuestos, que son diaminas con enlaces éster interiores, se polimerizan con
derivados de diácidos en policondensaciones interfaciales o en disolución.
Industrialmente, las poliéster-amidas se obtienen por policondensación de poliamidas
(PA 6, PA 6-6) y ácido adípico [77]. Bayer desarrolló los polímeros BAK 1095® y BAK
2195®, pero su producción se suspendió en 2001 [3]. El primero era un copolímero
constituido por ácido adípico, 1,4-butanodiol y caprolactama, totalmente
biodegradable. El segundo se basaba en ácido adípico y hexametilendiamina como
componentes de la poliamida y en ácido adípico y etilenglicol como componentes del
poliéster. Son polímeros termoplásticos semicristalinos, transparentes, que se
degradan en condiciones aeróbicas formando agua, monóxido de carbono y biomasa
Encontraron aplicaciones en horticultura, agricultura, envase y embalaje y bolsas de
basura.
4.4.4. Poli(alcohol vinílico) (PVOH)
Es un polímero soluble en agua y biodegradable. Se produce por hidrólisis en medio
básico (saponificación) del poli(acetato de vinilo). Hoy día, la mayoría del PVOH se
usa como coloide protector en la fabricación de emulsiones poliméricas. Como
bioplástico se utiliza en la producción de películas. Sin embargo, el PVOH sin
plastificar no puede procesarse por tecnologías convencionales de extrusión ya que se
descompone a temperaturas inferiores a su punto de fusión de 230ºC. Para poder
BIOPLÁSTICOS
42/140
procesarse debería añadirse una cantidad de agente plastificante muy elevada y se
sacrificarían muchas de las propiedades útiles del PVOH. El PVOH sin plastificar se
degrada a temperaturas de alrededor de 150ºC liberando agua y formando dobles
enlaces conjugados. Incluso los grados parcialmente hidrolizados, que funden a
temperaturas de 180-190ºC, sufren alguna descomposición durante el proceso de
fusión [78].
Figura 12. Estructura química del poli(alcohol vinílico)
Las películas de PVOH se fabrican mediante moldeo de disoluciones acuosas. Tienen
alta resistencia a la tracción y buenas propiedades barreras frente al oxígeno y los
aromas, aunque estas propiedades dependen de la humedad [79] y del grado de
cristalinidad, el cual depende a su vez del grado de hidrólisis y del peso molecular del
polímero. Los grados parcialmente hidrolizados contienen grupos residuales acetato,
lo que da lugar a menor cristalinidad y menor resistencia y mayor solubilidad en agua
que los grados completamente hidrolizados.
Las aplicaciones de las películas de PVOH son aquellas en las que se aprovecha su
solubilidad en agua, tales como bolsas de lavandería para hospitales que se
introducen directamente en la lavadora, etiquetas solubles en agua, bacinillas, botes
para recogida de orina, envasado de dosis individuales de materiales tales como
tintes, detergentes, blanqueantes, fungicidas que pueden añadirse directamente al
agua, etc. Otras aplicaciones aprovechan sus propiedades barrera en el envasado de
alimentos. La resistencia de PVOH a disolventes no polares también protege a los
productos alimenticios de contaminación secundaria por tintas de impresión [80, 81].
Los principales fabricantes de PVOH son DuPont (USA) que lo comercializa bajo el
nombre de Evanol®, Celanese que comercializa Premiol y Cevol algunos de cuyos
grados se fabrican en España (Tarragona y Guardo), Kuraray Co. (Japón) que
comercializa Exceval™ y Poval™, y Nipón Gohsei (Japón) que comercializa Hi-Selon®
[17].
BIOPLÁSTICOS
43/140
4.5. BIOPLÁSTICOS SINTETIZADOS POR VIA BIOTECNOLÓGICA
La definición de bioplásticos incluye cualquiera de los dos criterios básicos siguientes:
su procedencia de materias primas renovables (biomasa) y/o su biodegradabilidad. En
este sentido, la Biotecnología ofrece una alternativa real a los procesos químicos
empleados habitualmente en la producción de bioplásticos. Por un lado, las materias
primas renovables son los sustratos naturales de los dos tipos de herramientas que
utiliza la Biotecnología: células y enzimas. Por otro lado, la participación de esas
herramientas biológicas directamente en la síntesis de algunos polímeros garantiza
con un elevado grado de seguridad que éstos serán biodegradables, como lo son la
inmensa mayoría de los biopolímeros.
Dos son los puntos de vista desde los que la Biotecnología puede intervenir en la
producción de bioplásticos. Uno de ellos es proporcionando los monómeros requeridos
para la síntesis de los bioplásticos, cuya polimerización se lleva posteriormente a cabo
mediante tecnologías químicas. Los monómeros polimerizables pueden obtenerse por
medios biotecnológicos bien directamente o bien en forma de precursores que
necesitan una posterior y sencilla transformación química para su utilización. El otro
punto de vista consiste en la síntesis integral de los bioplásticos, desde una materia
prima renovable hasta el biopolímero final, mediante procedimientos biotecnológicos,
fundamentalmente por fermentación microbiana, aunque también se están
contemplando a más largo plazo otras tecnologías basadas en la utilización de plantas
genéticamente modificadas como auténticas factorías de bioplásticos.
La Biotecnología ofrece numerosas oportunidades para la fabricación de compuestos
químicos nuevos y ya existentes a partir de una gran diversidad de materias primas,
por lo que, teniendo en cuenta la fase temprana de desarrollo en que se encuentran la
mayoría de los productos y procesos biotecnológicos, es de esperar un progreso muy
importante en este campo en el futuro. El que la aplicación de la Biotecnología sea
atractiva para la industria dependerá en gran medida de las ventajas económicas y
medioambientales que ofrezcan sus productos en relación a otros métodos de
producción convencionales (químicos).
En la bibliografía existen innumerables referencias sobre la posibilidad de producir
numerosos monómeros y biopolímeros por vía biotecnológica. Sin embargo,
únicamente en unos pocos casos el desarrollo de los procesos ha alcanzado el estadio
de comercialización o el próximo a la misma. Este apartado se centrará
fundamentalmente en estos procesos, con alguna breve referencia a otros potenciales
y emergentes pero de reducido desarrollo hasta la actualidad.
4.5.1. Producción biotecnológica de monómeros
En la actualidad la mayor aportación de la Biotecnología a la producción de
bioplásticos consiste en la síntesis de monómeros en masa (bulk) a partir de materias
primas renovables de biomasa (fundamentalmente azúcares) mediante tecnologías de
BIOPLÁSTICOS
44/140
fermentación microbiana. El otro tipo de tecnología posible, la biocatálisis o
tecnologías enzimáticas, no se encuentra apenas desarrollada en este campo, aunque
puede ofrecer interesantes oportunidades en determinados casos concretos en un
futuro. Los principales monómeros que se incluyen en este apartado son los
siguientes:
4.5.1.1. Ácido láctico
El ácido láctico (ácido 2-hidroxipropiónico) es el ácido hidroxicarboxílico más simple
que contiene un átomo de carbono asimétrico. Desde el punto de vista de la
Biotecnología, el ácido láctico puede ser producido mediante fermentación anaeróbica
de carbohidratos llevada a cabo por microorganismos, tales como ciertas bacterias y
hongos. Al contrario de lo que ocurre con el ácido láctico producido por síntesis
química, que se presenta como una mezcla racémica ópticamente inactiva, el
producido por fermentación está constituido generalmente por uno sólo de los
isómeros ópticos (L(+) o D(−)).
La casi totalidad de la producción mundial completa de ácido láctico a escala industrial
se realiza en la actualidad por fermentación. El éxito del enfoque biotecnológico se ha
debido a los menores costes de producción, a la pureza óptica del ácido láctico
producido y a la creciente demanda del mercado hacia este tipo de producto de origen
biológico [82]. Por lo que respecta a los bioplásticos, el ácido láctico se utiliza en la
síntesis de poli(ácido láctico) (PLA), un poliéster alifático biodegradable [7]
Los sustratos que pueden utilizarse en la fermentación para dar ácido láctico incluyen
las hexosas (fundamentalmente la glucosa) y todas aquellas materias primas que
pueden ser fácilmente convertidas en ellas, tales como almidones, azúcares, melazas,
jugos de remolacha azucarera, licores de sulfito y lactosuero. En el futuro se espera
que los materiales lignocelulósicos sean también sustratos apropiados, cuando se
hayan superado las barreras técnicas actuales referentes a su hidrólisis a azúcares
fermentables.
Existen dos tipos de fermentación ácido láctica: homoláctica y heteroláctica. La
fermentación homoláctica produce predominantemente ácido láctico, mientras que la
fermentación heteroláctica produce, además de este compuesto, grandes cantidades
de otros productos, tales como ácido acético, etanol, ácido fórmico y dióxido de
carbono. El que se produzca un tipo u otro de fermentación viene determinado por
diferentes factores, entre los que se incluyen el microorganismo seleccionado
(generalmente alguna bacteria ácido láctica) y las condiciones de cultivo (pH,
presencia de O2, nutrientes...).
El ácido láctico es producido en condiciones limitantes de oxígeno a partir del ácido
pirúvico generado durante el metabolismo de los carbohidratos mediante reacción
catalizada por la enzima lactato deshidrogenasa [83]. La reacción global se ajusta a la
siguiente ecuación:
BIOPLÁSTICOS
45/140
GLUCOSA + 2 ADP + 2 Pi Æ 2 ÁCIDO LÁCTICO + 2 ATP
La conversión es generalmente superior al 95% con relación al carbohidrato sustrato.
El proceso puede ser realizado en discontinuo o en continuo. Finalizada la
fermentación, el ácido láctico producido debe separarse del caldo de fermentación y,
en la mayoría de los casos, purificarse previamente a su polimerización. El proceso de
purificación más habitual incluye inicialmente un paso de neutralización con una base
seguido de filtración, concentración y acidificación. Finalmente, el ácido láctico se
purifica hasta la calidad deseada mediante tratamiento con carbón activado e
intercambio iónico.
Se han alcanzado concentraciones de ácido láctico en fermentaciones industriales de
hasta 160-180 g/L, con rendimientos superiores al 90% con respecto a los azúcares
fermentables [82]. Se dispone de cepas productoras con productividades superiores a
5 g/L/h. Los valores más elevados descritos en la literatura son de 771 g/L para la
concentración de ácido láctico, conseguida mediante extracción continua del ácido
durante la fermentación, y de 52-144 g/L/h para la productividad, logrado mediante
reciclado de las células [84].
4.5.1.2. 1,3-Propanodiol
El 1,3-propanodiol (PDO, 3G, 1,3-propilenglicol, trimetilenglicol) es un glicol alifático
lineal, isómero del propilenglicol, con dos grupos hidroxilo primarios de reactividad
equivalente. Como diol que es, se utiliza al igual que otros dioles de bajo peso
molecular (etilenglicol, 1,4-butanodiol) en la fabricación de bioplásticos tipo poliésteres.
En la actualidad, su principal uso es como co-monómero con el ácido tereftálico o el
tereftalato de dimetilo (DMT) en la fabricación del polímero poli(tereftalato de
trimetilenglicol) (PTT) [7].
La producción actual de 1,3-propanodiol se realiza a través de dos procesos
alternativos, uno químico a partir de materias primas petroquímicas, y otro
biotecnológico mediante fermentación de materias primas renovables. Se conocen tres
procesos biotecnológicos de producción de 1,3-propanodiol [82]: i) fermentación de
glicerol, ii) fermentación de glucosa en un proceso en dos etapas o utilizando cultivos
mixtos, y iii) fermentación de glucosa mediante microorganismos obtenidos por
ingeniería metabólica. De estas tres opciones, las más desarrolladas son la primera y
la tercera, encontrándose esta última en fase de comercialización.
La producción fermentativa de 1,3-propanodiol a partir de glicerol es un proceso
anaeróbico de dismutación que incluye dos rutas metabólicas: la canalización del
glicerol a la glicólisis mediante su deshidrogenación a dihidroxiacetona fosfato y,
paralelamente, para regenerar el NAD+ consumido en el paso anterior, la
BIOPLÁSTICOS
46/140
deshidratación del glicerol a 3-hidroxipropionaldehído, que es finalmente reducido a
1,3-propanodiol. Se conocen varias especies bacterianas productoras de 1,3propanodiol de un modo natural, entre las que se encuentran Citrobacter freundii,
Klebsiella pneumoniae, Clostridium butyricum y C. pasteurianum. En estos procesos
se han alcanzado concentraciones de 1,3-propanodiol de hasta 80-80 g/L, con
productividades de 3 g/L/h y rendimientos del 55% con respecto al glicerol consumido
[85]. El principal inconveniente de la utilización del glicerol para la producción industrial
de 1,3-propanodiol es su, hasta ahora, precio relativamente elevado. Sin embargo, la
creciente disponibilidad de glicerol como resultado de la producción de biodiesel, con
la consiguiente bajada de sus precios, está haciendo que la producción de 1,3propanodiol mediante fermentación de glicerol sea una alternativa cada vez más
atractiva desde el punto de vista industrial.
Una alternativa económicamente más rentable es la utilización de una materia prima
fermentable más barata que el glicerol, tal como la glucosa. Sin embargo, no se
conoce ningún microorganismo capaz de producir de un modo natural 1,3-propanodiol
a partir de glucosa. Desde 1995, la empresa DuPont, en colaboración con Genencor y
Tate & Lyle, está desarrollando un microorganismo recombinante y un proceso de
fermentación para la producción biotecnológica de 1,3-propanodiol (Bio-PDO™) a
partir de glucosa procedente de almidón de maíz [82 ]. El proceso se encuentra en un
avanzado estado de desarrollo y se esperaba que para el año 2006 estuviera ya en
funcionamiento la planta de producción.
La cepa productora está basada en la bacteria Escherichia coli, que ha sido
sustancialmente modificada genéticamente para producir 1,3-propanodiol a partir de
glucosa, para lo que se le ha introducido una nueva ruta metabólica [82]. Esta ruta
metabólica incluye genes de la levadura Saccharomyces cerevisiae y de la bacteria
Klebsiella pneumoniae, además de otros genes propios de la propia bacteria huésped.
Además, se han eliminado genes correspondientes a otras reacciones competidoras
no productivas, se ha mejorado el sistema de transporte de glucosa por la bacteria, y
se ha modulado la expresión de otros genes ajenos a la ruta de producción de 1,3propanodiol. Como resultado de todo ello, se ha logrado un microorganismo capaz de
producir hasta 135 g/L de 1,3-propanodiol, con una productividad de 3,5 g/L/h y un
rendimiento del 51% en relación a la glucosa consumida [85].
4.5.1.3. Ácido succínico
El ácido succínico (ácido butanodioico) es un ácido dicarboxílico alifático saturado.
Entre sus múltiples usos se incluye su empleo en la fabricación de diversos
bioplásticos, tales como poliésteres (por ejemplo, poli(succinato de butilenglicol) o
PBS) o poliamidas, por co-polimerización con dioles o diaminas, respectivamente.
Además, también reducirse catalíticamente a 1,4-butanodiol y utilizarse en la síntesis
del poliéster poli(tereftalato de butilenglicol) (PBT), de un modo análogo al 1,3propanodiol [82,7].
BIOPLÁSTICOS
47/140
Alternativamente a los procesos convencionales de síntesis química a partir de
materias primas petroquímicas, el ácido succínico también puede producirse por
fermentación a partir de carbohidratos. En este tipo de fermentación, denominada
ácido-mixta, además de ácido succínico, se producen también etanol, ácido láctico,
ácido acético, ácido fórmico, ácido propiónico y otros ácidos y alcoholes, cuya cantidad
y composición depende del microorganismo productor y de las condiciones de cultivo.
Los dos principales productores naturales de ácido succínico son las bacterias
Anaerobiospirillum succiniproducens y Actinobacillus succinogenes, de las que se han
descrito producciones de ácido succínico de hasta 110 g/L, productividades de 1,8
g/L/h y factores de conversión de 1,2 moles de succinato por mol de glucosa (cercanos
al máximo teórico) [82]. Superar estos valores exige el empleo de técnicas de
ingeniería metabólica para mejorar las cepas productoras, enfoque que deberá
esperar todavía cierto tiempo hasta disponer de las herramientas genéticas
apropiadas. Como alternativa a la producción en estas cepas productoras naturales,
se ha planteado también la utilización de cepas construidas mediante técnicas de
ingeniería metabólica. Así, se han conseguido cepas de Escherichia coli capaces de
producir 50 g/L de ácido succínico [82], aunque todavía lejos de los niveles producidos
por los productores naturales. En cualquier caso, el grado de mejora que podría
obtenerse en cualquiera de las dos estrategias es todavía elevado, más teniendo en
cuenta el relativamente reciente interés por este tema.
4.5.1.4. Ácido adípico
El ácido adípico (ácido hexanodioico) es el ácido dicarboxílico alifático más importante
desde el punto de vista comercial. Su principal uso es la fabricación de la poliamida
nailon 6,6 por copolimerización con hexametilendiamina [82,7].
Además de su síntesis por vía química generalmente a partir de benceno, se conocen
tres rutas biotecnológicas capaces de generar ácido adípico [82]: i) biosíntesis de
ácido cis,cis-mucónico a partir de glucosa por fermentación, seguido de su
hidrogenación catalítica a ácido adípico, ii) conversión enzimática del ciclohexanol a
ácido adípico, y iii) conversión enzimática de adiponitrilo a adipato amónico. De estas
tres rutas, la más interesante y prometedora es la primera ya que es la única que
implica la utilización de una materia prima renovable.
La fermentación de la glucosa a ácido cis,cis-mucónico (ácido cis,cis-2,4hexadienodioico) se realiza a través de la ruta metabólica del shikimato, para lo cual
se han introducido en Escherichia coli diversos genes de otras especies bacterianas.
Con esta cepa se han descrito producciones de ácido cis,cis-mucónico de 20-37 g/L,
correspondientes a rendimientos del 15-23% (en mol/mol de glucosa consumida), lo
cual es aproximadamente el 50% del máximo teórico [82].
Posteriormente, el ácido cis,cis-mucónico obtenido en la fermentación es hidrogenado
a ácido adípico a elevada presión en presencia de un catalizador de platino.
BIOPLÁSTICOS
48/140
Aparte de los biomonómeros arriba descritos, cuya obtención biotecnológica se
encuentra más desarrollada y próxima a su explotación comercial o incluso ya en fase
de comercialización por tratarse de procesos muy competitivos frente a los
equivalentes procesos químicos basados en materias primas petroquímicas, hay otras
posibilidades técnicamente posibles pero no rentables a día de hoy. Entre estos
posibles bioproductos utilizables en la fabricación de bioplásticos podrían citarse los
siguientes:
• Etanol, cuya producción mundial es casi exclusivamente por fermentación y que
puede convertirse en etileno, materia prima para la fabricación de polietileno [82].
• ε-Caprolactama, que puede obtenerse mediante fermentación y es el monómero
utilizado en la fabricación de la poliamida nailon 6 [7].
• Ácido acético, obtenido por fermentación y que puede convertirse en acetato de
vinilo, compuesto utilizado en la fabricación de diversos polímeros y copolímeros.
[82].
• Ácido 3-hidroxipropiónico, que puede obtenerse mediante fermentación y utilizarse
directamente en la síntesis de poliésteres o, tras su conversión química en 1,3propanodiol, ácido acrílico o acrilamida, en otros polímeros [82].
• Ácido fumárico, obtenible por fermentación y que puede ser utilizado en la síntesis
de resinas de tipo poliéster insaturadas [82].
• Ácido L-aspártico, que puede obtenerse mediante aminación enzimática del ácido
fumárico o por fermentación, y que podría utilizarse en la fabricación del polímero
ácido poliaspártico [82].
4.5.2. Producción biotecnológica de polímeros
Todos los organismos vivos son capaces de sintetizar una enorme variedad de
polímeros, que pueden ser clasificados dentro de ocho clases principales de acuerdo
con su estructura química (6): i) ácidos nucleicos, ii) poliamidas tales como proteínas y
poliaminoácidos, iii) polisacáridos, iv) poliésteres orgánicos tales como
polihidroxialcanoatos, poli(ácido málico) y cutina, v) politioésteres, vi) poliésteres
inorgánicos (polifosfatos), vii) poliisoprenoides tales el caucho natural, y viii) polifenoles
como la lignina o los ácidos húmicos. De todos ellos, por sus propiedades sólo unos
pocos tipos pueden ser calificados como bioplásticos, entre los que se incluirían
principalmente algunos polisacáridos y derivados de éstos, ciertos poliaminoácidos y
los poliésteres orgánicos. Dado que los polisacáridos y sus derivados han sido ya
tratados en otro apartado de este informe y que, aunque son producidos por
organismos vivos, realmente no se emplean para ello métodos que podrían
denominarse biotecnológicos (fermentación y biocatálisis), este apartado se centrará
en los otros dos tipos de biopolímeros.
BIOPLÁSTICOS
49/140
4.5.2.1. Polihidroxialcanoatos (PHA)
Los polihidroxialcanoatos son poliésteres sintetizados por ciertas bacterias constituidos
por unidades repetitivas de diversos hidroxiácidos o mezclas de ellos. Al igual que el
poli(ácido láctico), los PHA son poliésteres alifáticos producidos mediante
fermentación de materias primas renovables. Sin embargo, mientras que la producción
de poli(ácido láctico) es un proceso en dos etapas (fermentación para obtener el
monómero seguida de un paso convencional de polimerización química), los PHA son
producidos directamente mediante fermentación de una fuente de carbono por parte
del microorganismo [7].
En los últimos 20 años se han aislado numerosos PHA diferentes a partir de bacterias,
conteniendo aproximadamente 150 hidroxiácidos diferentes como constituyentes. La
acumulación de estos PHA en las células bacterianas generalmente sucede cuando se
les suministra una fuente de carbono en exceso y si al menos hay limitación de otro
nutriente que sea esencial para el crecimiento; es decir, cuando el crecimiento se
encuentra descompensado. Estos poliésteres insolubles en agua se acumulan en el
citoplasma y se depositan como inclusiones que se denominan gránulos de PHA, que
pueden suponer más del 90% del peso seco celular [86]. Éstos sirven a las bacterias
como compuestos de almacenamiento y reserva de carbono y energía. Las enzimas
clave que intervienen en la síntesis de estos biopolímeros son las PHA sintasas, que
catalizan la adición estereoselectiva de nuevas unidades de monómero a la cadena de
polímero a partir de sustratos en forma de (R)-3-hidroxiacil-CoA, con la consiguiente
liberación de CoA (coenzima A) [87]. Las PHA sintasas se encuentran unidas a la
superficie de los gránulos de PHA.
La estructura genérica de los PHA responde a la siguiente fórmula:
Figura 13. Estructura genérica de los PHA
En la que x es igual a 1 para todos los polímeros comercialmente relevantes y R
puede ser H o una cadena hidrocarbonada de hasta 16 átomos de carbono. Pueden
ser homo o copolímeros, según contengan un sólo tipo de monómero o más de uno,
respectivamente. Los copolímeros de PHA varían en el tipo y la proporción de
monómeros y presentan generalmente una distribución de los monómeros al azar
dentro de su secuencia. Los principales miembros de la familia de los PHA son los
siguientes [7]:
BIOPLÁSTICOS
50/140
•
Poli(3-hidroxibutirato) −P(3HB)−: homopolímero en el cual el grupo R de la
fórmula general corresponde a un grupo metilo.
•
Poli(3-hidroxivalerato) −P(3HV)−: homopolímero en el cual el grupo R de la
fórmula general corresponde a un grupo etilo.
•
Poli(3-hidroxibutirato-co-3-hidroxivalerato)
comercializado bajo el nombre Biopol.
•
Poli(3-hidroxibutirato-co-3-hidroxihexanoato) −P(3HB-co-3HHx)−: copolímero
en el que los residuos de 3-hidroxihexanoato presentan un grupo propilo como
R. Se comercializa con el nombre de Nodax.
•
Poli(3-hidroxibutirato-co-3-hidroxialcanoatos): familia de copolímeros que
contienen como R cadenas hidrocarbonadas de 5 a 15 átomos de carbono,
comercializados también bajo el nombre Nodax.
−P(3HB-co-3HV)−:
copolímero
El proceso de producción de PHA por fermentación bacteriana consiste en tres pasos
básicos: fermentación, aislamiento y purificación, y mezcla y peletización [7]. El tipo de
polímero producido depende fundamentalmente de la cepa bacteriana utilizada y del
sustrato o mezcla de sustratos suministrados a las células para su crecimiento y
producción. La mayoría de los PHA pueden obtenerse únicamente si los sustratos
precursores, que deben estar estructuralmente relacionados con los constituyentes
que serán incorporados a los PHA, son suministrados a las bacterias como fuente de
carbono, ya que los compuestos intermediarios del metabolismo primario celular no
pueden ser canalizados hacia este fin [86]. Por ello, únicamente unos pocos PHA
pueden obtenerse a partir de las fuentes de carbono habitualmente disponibles, tales
como carbohidratos y ácidos grasos.
Durante la fermentación, la fuente de carbono se suministra al medio a diferentes
velocidades hasta que es totalmente consumida y finalizan el crecimiento celular y la
acumulación de PHA. Este paso de fermentación suele durar entre 38 y 48 horas. A
continuación, para aislar y purificar los PHA, [7], las células son concentradas,
secadas y extraídas por lixiviación con un disolvente caliente. Tras filtrar, los PHA se
recuperan del filtrado por precipitación, adicionando un disolvente en el que son
insolubles, filtración, lavado y secado a vacío a temperaturas moderadas, y,
finalmente, se empaquetan en forma de pelets.
Una alternativa a la producción por fermentación que se contempla con creciente
interés es la producción de PHA en plantas (transgénicas) [7,86] que, por medio de la
fotosíntesis, se realizaría a partir de CO2 y agua como materias primas. Se han
realizado hasta la actualidad diversos intentos en este sentido, pero no se han
mostrado lo suficientemente eficientes desde el punto de vista económico. Sin
embargo, este campo se encuentra todavía en sus inicios y se espera que se
produzcan avances significativos en los próximos años.
BIOPLÁSTICOS
51/140
Todos los PHA comparten ciertas propiedades recomendables para determinadas
aplicaciones y que los hacen interesantes para la industria [86]: i) son compuestos
termoplásticos y/o elastómeros que pueden procesarse con los equipos actualmente
usados en la industria de la fabricación de plásticos; ii) son insolubles en agua; iii)
presentan un considerable grado de polimerización que oscila entre 105 y casi 107 Da;
iv) son compuestos enantioméricamente puros, constituidos generalmente sólo por el
estereoisómero R; v) no son tóxicos; vi) son biocompatibles; vii) presentan
propiedades piezoeléctricas; viii) pueden obtenerse a partir de materias primas
renovables o incluso CO2 (si se obtienen a partir de plantas); ix) todos son
biodegradables. A pesar de las evidentes ventajas de los PHA frente a los plásticos
derivados del petróleo, su uso actual está muy limitado debido a su alto coste de
producción. Sin embargo, la continua subida de los precios del petróleo y la futura
disminución de las reservas, junto con las esperables mejoras en los procesos de
obtención de PHAs, posibilitarán que en un futuro próximo estos bioplásticos puedan
ser una alternativa real a los plásticos derivados del petróleo.
El PHA más sencillo, el P(3HB), es un material relativamente rígido y quebradizo, con
un punto de fusión que se encuentra ligeramente por debajo de su temperatura de
descomposición térmica. La inclusión de monómeros C5 (co-valerato) le proporciona
unas propiedades ligeramente mejores. La adición de pequeñas cantidades de
monómeros de mayor tamaño (C6 o mayores) origina materiales que son mucho más
fáciles de procesar. Los PHA que contienen monómeros de mayor peso molecular
(C6-C16) generalmente son materiales similares al caucho con una consistencia
amorfa y pegajosa.
En relación al potencial de sustitución de los PHA [7], es decir, su potencial capacidad
para sustituir a ciertos plásticos actualmente en uso, puede indicarse que el P(3HB)
presenta un buen potencial para sustituir al PP y un cierto potencial para sustituir a
PE-HD, PS y ABS. Para los PHA copolímeros que contienen monómeros ramificados
de longitud de cadena media, el mayor potencial de sustitución se dirige hacia PE-HD,
PE-LD y PP y, en menor medida, hacia PVC, PET y PUR. También podrían ser
sustituidos materiales no plásticos, tales como la madera y el papel, en aplicaciones
muy específicas.
Además de las aplicaciones convencionales directamente derivadas de la potencial
sustitución de otros plásticos indicada en el párrafo anterior, entre las que se podrían
incluir la fabricación de envases, embalajes y bolsas, los PHA ofrecen una
prometedora posibilidad para nuevas aplicaciones en las que su falta de toxicidad, su
biodegradabilidad y su procedencia de materias primas renovables son requisitos que
no pueden cumplir los polímeros termoplásticos sintéticos. Entre estas nuevas
aplicaciones potenciales se podrían citar [7,86]: productos para la higiene personal
desechables por el inodoro (por ejemplo, tampones), envases alimentarios, tejidos
artificiales, fabricación de pinturas de látex, aplicaciones médicas como materiales
para la dosificación controlada de fármacos o material soporte en ingeniería de tejidos,
BIOPLÁSTICOS
52/140
como fuente de ácidos hidroxialcanoicos enantioméricamente puros tras hidrólisis
química o enzimática, etc.
Las principales compañías productoras de PHA son [7]: Metabolix (Estados Unidos),
que produce P(3HB-co-3HV) bajo el nombre de Biopol; Procter & Gamble (Estados
Unidos), que en asociación con Kaneka (Japón) produce y comercializa P(3HB-co3HHx) con el nombre Nodax; Biomer (Alemania), que produce P(3HB) con el nombre
comercial Biomer; PHB Industrial (Brasil), con planes para producir P(3HB) y P(3HBco-3HV) a partir de caña de azúcar; y Mitsubishi Gas Chemicals (Japón), que pretende
producir P(3HB) con el nombre Biogreen mediante fermentación de metanol.
4.5.2.2. Poli(ácido γ-glutámico)
Se trata de un poliaminoácido constituido por unidades de ácido glutámico unidas por
enlaces amida no peptídicos a través del grupo carboxílico situado en posición γ de la
molécula, en lugar del situado en posición α, tal como ocurre en las proteínas. Es
producido por ciertas bacterias, fundamentalmente del género Bacillus, llegándose a
obtener rendimientos de hasta 50 g/L. Este biopolímero polianiónico es soluble en
agua, no tóxico, comestible, biocompatible y biodegradable. Estas propiedades le
hacen especialmente indicado para aplicaciones tales como humectante en las
industrias alimentaria y cosmética, floculante, quelante de cationes, crioprotector,
adhesivo biológico, dosificación de fármacos y espesante en la industria alimentaria
[88,89].
Para su aplicación como bioplástico, presenta limitaciones tales como la dificultad para
formar fibras o películas. Para tratar de mejorar estas propiedades se ha investigado el
efecto de la modificación química del polímero, fundamentalmente por esterificación de
los grupos carboxilo laterales o por entrecruzamiento de las cadenas (mediante
irradiación o agentes químicos). Se han obtenido así algunos derivados termoplásticos
con mejores propiedades térmicas y mecánicas que podrían ser empleados en otro
tipo de aplicaciones.
BIOPLÁSTICOS
53/140
4.6. NANOMATERIALES COMPUESTOS BIODEGRADABLES
Desde el desarrollo de los nanomateriales compuestos hace dos décadas, los
científicos están haciendo un enorme esfuerzo en este área de investigación debido
a las excelentes características de estos nanohíbridos como materiales estructurales
o funcionales con aplicaciones interesantes como componentes en, entre otros,
catalizadores heterogéneos y en dispositivos ópticos, magnéticos y electroquímicos
[90]. En la actualidad, una parte considerable de este esfuerzo está actualmente
enfocándose hacia el desarrollo de nanomateriales compuestos biopoliméricos que
muestren las bien conocidas propiedades de los nanomateriales compuestos
derivados de polímeros sintéticos (mejores propiedades mecánicas, mayor
estabilidad térmica y mayores propiedades barrera a los gases, entre otras) [91].
Además de estas características, los bionanomateriales compuestos muestran la
notable ventaja de su biocompatibilidad, biodegradabilidad y, en algunos casos,
propiedades funcionales proporcionadas bien por la parte biológica bien por la
inorgánica. Prueba del gran interés en esta área de investigación es el fuerte
aumento del número de publicaciones científicas según la base de datos del Instituto
para la Información Científica (ISI) (figura 14) [92].
Figura 14. Número de publicaciones por año relacionadas con nanomateriales
compuestos de base polimérica frente a nanomateriales compuestos de base
biopolimérica. Datos recogidos de ISI Web of Knowledge [v 3.0]-Web of Science.
BIOPLÁSTICOS
54/140
Actualmente hay varios tipos de nanorrefuerzos bajo investigación (arcillas,
nanopartículas metálicas, óxidos metálicos, nanotubos de carbono….), pero la
investigación más intensiva concierne a los silicatos laminados debido a su
disponibilidad, versatilidad y respeto al medioambiente [93].
Los silicatos laminados tales como arcillas esmectitas, talco y mica se emplean
desde hace mucho tiempo como rellenos baratos para polímeros. En polímeros
rellenos de forma convencional, estas partículas están parcialmente dispersas
durante el mezclado, dando lugar a una fase dispersa con un tamaño de partícula en
el intervalo de 0,5 mm a 100 mm. Las propiedades de estos compuestos poliméricos
son sólo ligeramente superiores que las de los polímeros sin rellenar. En los
nanomateriales compuestos polímero/arcilla, el silicato es finamente dispersado
dando lugar a un polímero relleno con láminas de silicato con dimensiones del orden
de 1x200x200 nanómetros y un área superficial en torno a 700 m2/g. Las partículas
de silicato de los nanomateriales compuestos no son únicamente mucho más
pequeñas que en los compuestos poliméricos, sino que su relación de aspecto
(longitud/espesor) es también mucho más alta [94]. Aumento en la estabilidad
térmica, mejores propiedades barrera a los gases, aumento de la dureza o menor
viscosidad en estado fundido son algunas de las propiedades que pueden
alcanzarse con estos sistemas multifásicos [95].
Las tres técnicas más utilizadas para la preparación de nanomateriales compuestos
polímero-arcilla (silicatos laminados) son [96]:
Exfoliación-adsorción ó método del disolvente (“solvent casting”): El silicato
laminado se exfolia en láminas simples empleando un disolvente en el que el
polímero sea soluble. Debido a las débiles fuerzas que mantienen juntas las
láminas, los silicatos laminados pueden ser fácilmente dispersados en el
disolvente adecuado. El polímero se adsorbe entonces en las hojas
deslaminadas y, cuando se evapora el disolvente (o se precipita la mezcla), las
hojas se reúnen, encajonado el polímero para formar, en el mejor de los casos,
una estructura multicapas ordenada.
Polimerización “in situ”: En esta técnica, el silicato se hincha dentro del
monómero líquido (o en una disolución de monómero) de tal forma que la
formación del polímero ocurre entre las hojas intercaladas. La polimerización
puede iniciarse por calor o por radiación, mediante la difusión de un iniciador
adecuado o por un iniciador orgánico o un catalizador fijados mediante
intercambio iónico entre las láminas antes del paso de hinchamiento.
Intercalación en estado fundido (melt compounding): El silicato laminado se
mezcla con la matriz polimérica en estado fundido. Bajo estas condiciones, y si
las superficies de las láminas son lo suficientemente compatibles con el
polímero elegido, dicho polímero puede avanzar lentamente por los espacios
entre láminas y formar una estructura intercalada o exfoliada. Con esta técnica
no se requiere disolvente.
BIOPLÁSTICOS
55/140
En cualquiera de los casos, las nanopartículas dispersadas en la matriz polimérica
pueden estar intercaladas por la matriz polimérica y/o exfoliadas. Las estructuras
intercaladas muestran cadenas de polímero y silicatos laminados regularmente
alternados en comparación con estructuras exfoliadas en las que las capas de arcilla
están completamente deslaminadas y totalmente dispersadas en la matriz
polimérica. Los mejores resultados (propiedades mecánicas y físicas) se observan
comúnmente con las estructuras exfoliadas.
Debido a sus propiedades funcionales, los bionanomateriales compuestos basados
en sólidos inorgánicos con una disposición estratificada (en inglés “nanoscaled
materials”) son de singular importancia [97]. La importancia de esta clase de nuevos
materiales se debe a su fuerte incidencia en áreas relevantes, principalmente en
medicina regenerativa y en vectorización y liberación de fármacos, donde
habitualmente se requiere el empleo de materiales biocompatibles. Se ha informado
de un gran número de biomateriales como implantes para regeneración de tejidos,
con un énfasis especial en bionanomateriales compuestos basados en HAP
(hidroxiapatita) para reparación de huesos [98].
La naturaleza es fuente de un amplio número de biomacromoléculas que pueden
usarse en la preparación de estos bionanomateriales compuestos, siendo el almidón,
celulosa (y sus derivados), el poli(ácido láctico) (PLA) [99,100,101], el PHB [102] y
sus copolímeros, [103] el poli(succinato de butilenglicol) (PBS) [104] o la poli(εcaprolactona) (PCL) [105] los biopolímeros más utilizados para este propósito, la
mayoría en la producción de bioplásticos para aplicaciones de envasado [106]. Su
combinación con sólidos inorgánicos naturales, como las arcillas, proporciona
bioplásticos reforzados que ofrecen las ventajas de los nanomateriales compuestos
además de biodegradabilidad y biocompatibilidad. Los microorganismos son
capaces de descomponer los bionanomateriales compuestos de una forma
totalmente natural, produciendo CO2 que es fijado por las plantas. La utilización de
estos nuevos materiales verdes en la industria alimentaria, agricultura, o en la
industria de la construcción, entre otras áreas, ayudará a reducir la cantidad de
productos de deshecho y, por tanto, a disminuir la contaminación ambiental,
contribuyendo al desarrollo sostenible.
En relación a la biodegradabilidad de los nanomateriales compuestos, las
fibras/filamentos de celulosa y almidón, nanocristales de almidón de maíz, filamentos
de celulosa en forma de barra, son una alternativa más ecológica que los
nanorrellenos inorgánicos. El interés de muchas compañías en estos materiales
respetuosos con el medioambiente es creciente. Por ejemplo, Fujitsu y NEC han
comenzado recientemente a comercializar agendas electrónicas y teléfonos móviles
basados en PLA, bien mezclado con un polímero derivado del petróleo o bien
reforzado con fibras de kenaf. Pero esta aplicación requiere más estudios enfocados
a mejorar la dispersión de los filamentos biodegradables en la matriz biopolimérica
para la mejora de las propiedades mecánicas.
BIOPLÁSTICOS
56/140
4.6.1. Bionanomateriales compuestos en biomedicina
Una de las principales aplicaciones de los bionanomateriales compuestos está
relacionada con el campo de la biomedicina. Sin embargo, el desarrollo de
biomateriales para medicina regenerativa puede ser considerado todavía como un
campo emergente, con la ingeniería de tejidos y, especialmente el implante de
huesos, como la rama que más rápidamente se está desarrollando en este área de
investigación. Los materiales biocompatibles que incluyen biopolímeros, tales como
el colágeno y PLA, son los más ampliamente estudiados para la regeneración de
tejidos dañados, actuando como soportes artificiales para el crecimiento celular. Los
requerimientos para estas estructuras son: biocompatibilidad, propiedades
mecánicas adecuadas para evitar el colapso del implante, macroporosidad suficiente
con poros interconectados para permitir el transporte de nutrientes y deshechos
metabólicos y biodegradabilidad controlada, ya que la velocidad de biodegradación
necesita estar compensada con la velocidad a la cual se regenera el tejido [107].
La mayoría de los trabajos encontrados en la bibliografía están dedicados a la
reparación de huesos. Un gran número de bionanomateriales compuestos testados
como implantes incluyen HAP combinada con colágeno, una proteína fibrosa, con el
fin de reproducir la composición, biocompatibilidad, y propiedades mecánicas de los
huesos naturales [108]. También se han combinado con HAP otros biopolímeros,
tales como PLA [109], alginato [110], quitosano [111], seroalbúmina [112], fibroína de
seda [113], con objeto de desarrollar estructuras apropiadas para la creación de un
nuevo hueso. Se han empleado distintas estrategias, tales como uniones de fibras,
separación de fases, evaporación de disolvente/filtrado de partículas,
emulsificación/secado por congelación, para generar bionanomateriales compuestos
espumados con una porosidad adecuada y con poros interconectados [114]. Las
futuras mejoras dentro de esta línea de investigación pueden dirigirse hacia la
sustitución de HAP en los implantes por otro tipo de sustrato inorgánico, e incluso
orgánico-inorgánico. Entre los pocos ejemplos que han sido estudiados hasta ahora,
la sepiolita es un silicato de magnesio con una morfología microfibrosa que se ha
combinado con éxito con biopolímeros tales como colágeno, dando lugar a
materiales híbridos con un alto grado de organización [115].
La biocompatibilidad y las dimensiones reducidas son propiedades muy útiles para la
aplicación de algunos bionanomateriales compuestos como sistemas de liberación
controlada. Algunos bionanomateriales compuestos basados en sílice, procesados
como nanoesferas mediante técnicas de secado por pulverización, están siendo
considerados como posibles sistemas de liberación controlada [116]. Con el mismo
objetivo, se han sintetizado materiales de carragenato-sílice mediante el método de
secado con CO2 supercrítico para conseguir aerogeles mesoporosos [117].
Es de resaltar que estos nuevos bionanomateriales compuestos pueden incluir
simultáneamente nanopartículas magnéticas, el fármaco liberable seleccionado y
polímeros biocompatibles y biodegradables. Su importancia potencial en varias
BIOPLÁSTICOS
57/140
aplicaciones en medicina, especialmente para la acumulación del fármaco liberado
en un área determinada, depende de sus propiedades superparamagnéticas y su
capacidad para liberar el fármaco transportado [118].
4.6.2. Bionanomateriales compuestos funcionales
Esta sección tratará sobre materiales bionanohíbridos con funcionalidades
diseñadas para formar parte de dispositivos electroquímicos, ópticos o fotoeléctricos.
Este es un campo de aplicación muy nuevo derivado de la funcionalidad
proporcionada por el biopolímero y/o por el sólido inorgánico, con la posibilidad de
desarrollar interacciones sinérgicas entre ambos tipos de componentes.
Los compuestos intercalados, resultantes de la combinación de algunos
polisacáridos con carga eléctrica con sólidos inorgánicos laminados tales como
minerales arcillosos e hidróxidos dobles laminados (LDHs), constituyen una nueva
clase de materiales híbridos que muestran propiedades adecuadas para actuar
como fases activas en sensores electroquímicos. De esta aplicación se informó por
primera vez en el año 2003, cuando un bionanomaterial compuesto de quitosanomontmorillonita con capacidad para el intercambio de aniones fue utilizado para la
construcción de sensores potenciométricos [119]. Este bionanomaterial compuesto
posee, además, excelentes propiedades mecánicas que facilitan su aplicación en la
construcción de sensores electroquímicos. La evaluación potenciométrica de este
dispositivos muestra una selectividad marcada hacia aniones monovalentes, que
puede originarse del ordenamiento especial del biopolímero en el espacio intercapas
de la arcilla como un sistema nanoestructurado bidimensional. El efecto contrario se
observa para bionanomateriales compuestos basados en LHDs y polisacáridos
cargados negativamente. Los dispositivos resultantes se aplican a la determinación
de iones calcio [120].
Por otra parte, los biopolímeros que portan grupos funcionales o las
biomacromoléculas que pueden mostrar propiedades catalíticas altamente
específicas como, por ejemplo, las enzimas, se usan en el desarrollo de
bionanomateriales compuestos con el objetivo de preparar materiales híbridos
nanoestructurados con una funcionalidad deseada, normalmente utilizados en el
campo de los sensores o biosensores. Recientemente, un amplio número de
polisacáridos eléctricamente cargados han sido combinados con arcillas naturales e
hidróxidos dobles laminados sintéticos (LDHs), dando lugar a bionanomateriales
compuestos resistentes con capacidad para el reconocimiento de iones, abriendo
por tanto un nuevo campo de aplicación en electroanálisis [121]. En
bionanomateriales compuestos de base enzimática, la parte inorgánica homóloga
normalmente se concibe como una matriz protectora para evitar la desnaturalización
de las biomacromoléculas inmovilizadas, pero también puede impartir
multifuncionalidad a los sistemas híbridos [122]. El montaje de las enzimas con
sólidos inorgánicos es una alternativa a los métodos habituales para la
BIOPLÁSTICOS
58/140
inmovilización de enzimas, dando lugar a materiales híbridos robustos que se
pueden emplear para el desarrollo de biosensores y reactores enzimáticos.
4.6.3. Bionanomateriales compuestos en envasado
Actualmente, la utilización de películas biodegradables para el envasado de
alimentos está fuertemente limitada debido a las malas propiedades barrera y a las
débiles propiedades mecánicas de los polímeros de origen natural. Los problemas
asociados con los polímeros biodegradables son tres: prestaciones, procesado y
costes. Aunque estos tres factores están de alguna manera interrelacionados, los
problemas debidos a las prestaciones y al procesado son comunes para todos los
polímeros biodegradables independientemente de su origen. En particular, su
fragilidad, alta permeabilidad a gases y vapores y mala resistencia a operaciones de
procesado han restringido fuertemente sus aplicaciones.
Por estas razones, los polímeros naturales se han mezclado frecuentemente con
otros polímeros sintéticos o, menos frecuentemente, químicamente modificados, con
el objeto de extender su aplicación en circunstancias más severas o especiales
[123]. Pero, recientemente, la atención se ha centrado en sistemas híbridos
orgánicos-inorgánicos y, en particular, aquéllos en los que se dispersan silicatos
laminados a nivel nanométrico en matrices poliméricas. Tales materiales
compuestos nanohíbridos poseen propiedades inusuales, muy diferentes a las de
sus homólogos en la escala macroscópica. A menudo muestran una mayor
estabilidad frente a la oxidación y mejores propiedades mecánicas, disminución de la
capacidad para absorber agua y comportamiento autoextinguible [124]. En particular,
son muy prometedores para proporcionar excelentes propiedades barrera debido a
la presencia de láminas de arcilla capaces de retardar el camino de las moléculas
dificultando su difusión. [125]
El desarrollo de nanomateriales compuestos facilitará la expansión del uso de
películas comestibles y biodegradables [126] ya que puede contribuir a la
disminución de los deshechos del envasado asociados con los alimentos procesados
y puede apoyar la conservación de alimentos frescos extendiendo su vida útil.
Además, las partículas inorgánicas incorporadas pueden utilizarse para introducir
funcionalidades múltiples tales como colores y olores y también actuar como
reservorios para funciones de liberación controlada de fármacos o fungidas [127].
Por otra parte, recientes estudios han mostrado la capacidad de las nanopartículas
como portadoras de agentes antimicrobianos y aditivos a la vez que muestran su
capacidad para estabilizar estos compuestos y controlar su difusión en el alimento.
Este control puede ser especialmente importante en el almacenamiento prolongado
de alimentos o para impartir características específicas, por ejemplo sabor, a un
sistema alimentario.
BIOPLÁSTICOS
59/140
Hasta el momento, los nanomateriales compuestos biodegradables más estudiados
para aplicaciones de envasado son el almidón y sus derivados, el adipato de
butilenglicol, el poli(succinato de butilenglicol), el poli(hidroxibutirato) y los poliésteres
alifáticos como la poli(caprolactona).
La nanotecnología posee un potencial extremadamente elevado para beneficiar a la
sociedad a través de aplicaciones de envasado. Puede hacer los productos más
baratos y la producción más eficiente, produciendo menos deshechos y utilizando
menos energía. Sin embargo, cualquier nueva tecnología acarrea una
responsabilidad ética para su acertada aplicación. De forma paralela a la evolución
de las nanotecnologías se espera que haya nuevas directivas reguladoras y
directrices/pautas para albergar los productos basados en nanotecnologías. A pesar
de este desconocimiento, existen un puñado de productos alimenticios en el
mercado que contienen aditivos nanoestratificados invisibles y no etiquetados [128].
Es importante resaltar que los aditivos y tensioactivos empleados en la mayoría de
los trabajos citados en la bibliografía no están aprobados todavía para su contacto
con alimentos. El conocimiento actual no sugiere justificación alguna para la
imposición de una prohibición en la producción de nanomateriales compuestos
basados en nanoarcillas o LHDs para su aplicación en el envasado de alimentos
[129]. Sin embargo, es necesario un mejor conocimiento de los efectos de estas
nanopartículas en la salud humana y en el medioambiente para una regulación
adecuada de su utilización en aplicaciones en contacto con alimentos.
Para concluir, puede decirse que, aunque existen diferentes ejemplos con respecto a
la investigación en el campo de los bionanomateriales compuestos, el desarrollo de
estos materiales se encuentra todavía en una fase incipiente. Nuevos progresos
dentro de este campo requieren investigaciones sobre la utilización de biopolímeros
alternativos y también sobre la metodología para mejorar la compatibilidad con la
fracción orgánica. Por lo tanto, se puede esperar que la modificación controlada de
polisacáridos y otros polímeros de origen natural, además de la integración de una
amplia gama de nano-rellenos no contaminantes, aparte de sílice y silicatos, como
por ejemplo LHDs (hidróxidos dobles laminados), proporcionará nuevas
formulaciones que mejorarán las propiedades, tanto estructurales como funcionales,
de los bionanomateriales compuestos resultantes.
BIBLIOGRAFIA DEL CAPÍTULO
1
European Bioplastics. http://www.european-bioplastics.org/ con acceso el 20 de
Junio de 2007.
2
O. Vilpoux, L. Averous. “Starch based plastics” (Chaptero 18) en Technology,
Use and Potentialities of Latin American Starchy Tubers. M.P. Cereda y O.
Vilpoux Eds. NGO Raizes and Cargill Foundation. Sao Paulo, 521-553 (2004).
BIOPLÁSTICOS
60/140
3
L. Averous. “Biodegradable Multiphase Systems Based on Plasticized Starch: A
Review”. Journal of Macromolecular Science. Part C- Polymer Reviews C44 (3),
231-274 (2004).
4
S. Guilbert, B. Cuq. “Material Formed from Proteins”. En Handbook of
Biodegradable polymers (C. Bastioli eds.), Rapra Technology Limited 2005.
5
D. Klemm, B. Heublein, H. P. Fink, A. Bohn. Cellulose: Fascinating Biopolymer
and Sustainable Raw Material. Angw. Chem. Int. Ed.. 44 3358-3393 (2005)
6
D. Klemm, H.P. Shmauder, T. Heinze. “Cellulose”, en Biopolymers Vol. 6
Polysaccharides II. Polysaccharides from Eukaryotes. S.D Baets, E. Vandamme
y A. Steinbüchel ed. (2002).
7
M. Crank, M. Patel, F. Marscheider-Weideman, J. Schleich, B. Hüsing, G.
Angerer. “Techno-economic Feasibility of Large-Scale Production of Bio-Based
Polymers in Europe”. Technical Report EUR 22103 EN. European Commission’s
Institute for Prospestive Technological Studies. O. Wolf ed. (2005).
8
K. Balser, L. Hoppe, T. Eicher, M. Wandel, H-J. Astheimer, H. Steinmeier, J. M.
Allen. “Cellulose Esters”, en Ullmann's Encyclopedia of Industrial Chemistry,
Wiley-VCH Verlag GmbH & Co. KGaA (2004).
9
Eastman-Tenite Cellulosics http://www.eastman.com/Brands/Tenite/Introduction/
2007 Fecha de consulta 18 de Julio de 2007.
10
Mazzuchelli company profile.
http://www.mazzucchelli1849.it/newsite/inglese/ce_cohi02.htm Fecha de consulta
18 de Julio de 2007.
11
Glanzstoff http://www.glanzstoff.at/ Fecha de consulta 19 de Julio de 2007.
12
Weyerhaeuser http://www.weyerhaeuser.com/ Fecha de consulta 19 de Julio de
2007.
13
D. Holmes. “Bacterial Cellulose”. Tesis Doctoral. University of Canterbury
Christchurch, Nueva Zelanda (2004).
14
C.Bastioli. “Starch Polymer Composites”. En Degradable Polymers 2nd ed. 133161 G. Scoout (ed.). Kluwer Academia Press Publishers, Netherlands (2002).
15
A. Sandoval, E. Rodriguez, A. Fernández. Dyna. Año 72 Nº 146, 45-53 (2005).
16
D. Rosato. Bioplastics Technology and Trends. (Oct 2006) www.omnexus.com,
Fecha de consulta 18 de Junio de 2007.
17
Nolan-ITU (2002) Environment Australia. Biodegradable Plastics-Development
and Environmental Impacts Nolan ITU, East Keew, Victoria.
18
C. Fringant, J. Desbrieres, M. Rinaudo. Polymer, 37 (13), 2663-2673 (1996).
BIOPLÁSTICOS
61/140
19
C. Bastioli. Biopolymers. Vol 10 General Aspects and Special Applications. A.
Steinbüchel (Ed) (2002).
20
Cyras, V. Vazquez, A. Revista de Plásticos Modernos, Vol 90, nº591, 223-229
(2005).
21
http://www.biopolymers.nl/ Fecha de consulta 13 de Junio de 2007.
22
http://www.biotec.de/ Fecha de consulta 20 de Mayo de 2007.
23
New commercial developments in the field of starch-based plastics. L. Raynaud.
National Starch & Chemical, UK.
http://www.polimerosbiodegradables.com/documentos/Ludovic%20Raynaud.doc
Fecha de consulta 20 de Mayo de 2007.
24
http://www.biopag.de/index.php?english Fecha de consulta 23 de Mayo de 2007.
25
Corporate information Earth Shell Corporation.
http://www.earthshell.com/images/presskit.pdf Fecha de consulta 20 Junio de
2007).
26
Galactic (2007) http://www.lactic.com/ Fecha de consulta 28 de Junio de 2007.
27
A. Södergard, M. Stolt. “Properties of lactic acid based polymers and their
correlation with composition”. Prog. Polym. Sci. 27(6), 1123-1163 (2002).
28
E.S. Lipinsky, R.G. Sinclair. Chem. Eng. Progress 82, 26-32 (1986).
29
P. Gruber, M. O´Brien. Polylactides “NatureWorks™ PLA en Biopolymers. Vol 4
Polyesters III. Applications and Comercial Products Y. Doi and A. Steinbüchel
(Ed.) Wiley-VCH (2002).
30
N. Narayanan, P. K. Roychoudhury, y A. Srivastava. “L (+) lactic acid
fermentation and its product polymerization”. Electron. J. Biotechnol., Ago. 2004,
vol. 7, no. 2, 167-178 (2004).
31
S. Moon, I.Taniguchi, M. Miyamoto, Y. Kimura, and C-W. Lee. “Synthesis and
Properties of High-Molecular-Weight Poly(L-Lactic Acid) by Melt/Solid
Polycondensation under Different Reaction Conditions”. High Performance
Polymers 13, 189-196 (2001).
32
S. Moon, C-W. Leeb, I. Taniguchia, M. Miyamotoa and Y. Kimura. “Melt/solid
polycondensation of L-lactic acid: an alternative route to poly(L-lactic acid) with
high molecular weight” Polymer 42(11), 5059-5062 (2001).
33
M. Ajioka, K.Enomoto, K.Suzuki and A. Yamaguchi. “The basic properties of
poly(lactic acid) produced by the direct condensation polymerization of lactic
acid”. Journal of Polymers and the Environment 3(4), 225-234 (1995).
BIOPLÁSTICOS
62/140
34
I. Ajioka, K. Enomoto, K. Suzuki, and A. Yamaguchi. “The basic properties of poly
lactic acid produced by the direct condensation polymerisation of lactic acid”.
Journal of Environmental Polymer Degradation 3(8), p. 225-234, (1995).
35
L. Averous. Bioplastics. Biodegradable polyesters (PLA, PCL, PHA,….)
http://www.biodeg.net/bioplastic.html Fecha de consulta 28 de Junio de 2007.
36
O. Martin, L. Avérous. “Poly(lactic acid): plasticization and properties of
biodegradable multiphase systems”. Polymer 42(14), 6237-6247 (2001).
37
S. Jacobsen, H.G. Fritz. “Plasticizing polylactide – The effect of different
plasticizers on the mechanical properties”. Polym. Eng. Sci. 39(7), 1303-1310
(1999).
38
D. Platt. Biodegradable Polymers. Market Report. Smithers Rapra Limited (ed)
(2006).
39
NarureWorksLLC. Products and applications.
http://www.natureworksllc.com/Product-And-Applications.aspx Fecha de consulta
20 de Julio de 2007.
40
Cereplast. The renewable plastic. http://www.cereplast.com/ce/ Fecha de
consulta 20 de Julio de 2007.
41
E. Kosior, R. Messias, P. Fowler. Lightweight compostable packaging: Literature
Review. The waste & Resources Action Programe. Junio 2006.
http://www.bc.bangor.ac.uk/_includes/docs/pdf/lightweight%20compostable%20p
ackaging.pdf. Fecha de consulta Julio 2007.
42
Hycail http://www.hycail.com/pages/engels/hycailen.html Fecha de consulta 20
de Julio de 2007.
43
C. Juska. Automotive Plastics Report Card. The Polices and Practices of Eight
Leading Automakers. The Ecology Center. Noviembre de 2006.
www.toyota.co.jp/en/more_than_cars/bio_afforest/bio_plastic.html. Fecha de
consulta 20 de Julio de 2007.
44
NEC Laboratories. Bioplastics for electronic equipment.
http://www.nec.co.jp/rd/Eng/innovative/E4/04.html. Fecha de consulta 20 Julio
2007.
45
C. Lui. Toray Launches Full-scale Commercialization of 'Ecodear' Polylactic Acid
(PLA) Film http://www.japancorp.net/Article.Asp?Art_ID=12251 Fecha de
consulta 23 de Julio de 2007.
46
DuPont 2007 Sorona® Technical Bulletin
http://www2.dupont.com/Sorona/en_US/tech_info/tech_info.html
consulta 2 de Julio de 2007.
BIOPLÁSTICOS
63/140
Fecha
de
47
Polytrimethylene
terephthalate
PPT
yarns.
Corterra.
http://www.swicofil.com/polytrimethyleneterephthalate.html Fecha de consulta 2
de Julio de 2007.
48
U.K. Thiele. “The polyester resin family PET, PBT, PTT, PEN and modified
polyesters. Latest stage of development”. Global conference on New Plastics
Materials and Procesing Technology. 23-24 Oct 2001, Dusseldorf. Schotland
Business Research INC. http://www.polyester-technology.com/ Fecha de
consulta 6 de Julio de 2007.
49
U. K. Thiele. “A new polyester for textile applications”. Textile Technology
International 37-41 (2002).
50
M. M. Houck, R. A. Huff, P. C. Lowe, R. E. Menold. “Poly(trymethylene
Terephthalate): a “New” type of polyester fibre”. Forensic Science
Communications 3 (3), Julio 2001.
http://www.fbi.gov/hq/lab/fsc/backissu/july2001/houck.htm Fecha de consulta 6 de
Julio de 2007.
51
Polybutylene Terephthalate (PBT) – Properties and Applications – Supplier Data
by Goodfell http://www.azom.com/details.asp?ArticleID=1998 Fecha de consulta
9 de Julio de 2007.
52
“Spotlight on Speciality Chemical – Polybutylene Succinate”. Nandini Chemical
Journal, May 2003.
http://www.nandinichemical.com/online_journal/may03.htm#special Fecha de
consulta 16 de Julio de 2007.
53
Mitsubishi to make New Plastic from corn. Noticia suministrada por Plastics
Technology 2006 http://comchem.edugrid.ac.in/news/discovery/latestInventions122.html Fecha de consulta 20 de Julio de 2007.
54
Pagina
web
de
Metzeler
Schaum
GmbH
http://www.metzelerschaum.de/metzeler2004/company/firmeninfo/start_en.php Fecha de consulta 16
de Julio de 2007.
55
From fields to factories: new industrial uses for soybeans, by Jeremy Nulik June
2004 http://www.agrimarketing.com/show_story.php?id=25781 Fecha de consulta
16 de Julio de 2007.
56
InterPlas Thailand 2005.
http://www.mtec.or.th/th/course_seminar/detail/3319/INOVATION_UPDATE/DRP
AWADEE2.pdf Fecha de consulta 19 de Julio de 2007.
57
Wei Niu, K. M. Draths, and J. W. “Frost Benzene-Free Synthesis of Adipic Acid”,
Biotechnol. Prog. 18 (2), 201 -211 (2002).
BIOPLÁSTICOS
64/140
58
R. Leaversuch. Biodegradable Polyesters: Packaging Goes Green. Plastics
Technology
http://www.cortecvci.com/Publications/pdf/BiodegradablePolyesters.pdf Fecha de consulta 29 de Junio de 2007.
59
S-R. Lee, H.M. Park, H. Lim, T. Kang, X. Li, W-J Cho, C-S. Ha. Microstructure,
tensile
properties,
and
biodegradability
of
aliphatic
polyester/clay
nanocomposites. Polymer 43, 2495-2500 (2002).
60
R. J. Muller, U. Witt, E. Rantze, W.D. Deckwer. “Architecture of biodegradable
copolyesters containing aromatic constituents”, Polymer Degradation and Stability
59, 203-208 (1998).
61
T. Fujimaki. “Processability and properties of aliphatic polyesters ‘Bionolle’,
synthesized by polycondensation reaction”. Polym. Deg. Stab. 59, 209-214
(1998).
62
M. Okada. “Chemical syntheses of biodegradable polymers”. Progress in Polymer
Sci. 27, 87-133 (2002).
63
A-C. Albertsson, I.K. Varma. “Aliphatic Polyesters: Synthesis, Properties and
Applications”. Advances in Polymer Science 157, 1-40 (2002).
64
K.M. Stridsberg, M. Ryner, A-C. Albertsson. "Controlled Ring-Opening
Polymerization: Polymers with designed Macromolecular Architecture". Advances
in Polymer Science 157: 41-65 (2002).
65
D.K. Gilding, A. M. Reed. "Biodegradable polymers for use in surgery polyglycolic/poly (lactic acid) homo- and copolymers: 1". Polymer 20: 1459-1464
(1979).
66
J. Middleton, A. Tipton. "Synthetic biodegradable polymers as medical devices"
(1998).
Medical
Plastics
and
Biomaterials
Magazine.
http://www.devicelink.com/mpb/archive/98/03/002.html, Fecha de consulta 29 de
Junio de 2007.
67
Gunatillake, Pathiraja A.; Raju Adhikari "Biodegradable Synthetic Polymers for
tissue engineering" European Cells and Materials 5: 1-16 (2003).
68
Basf. Biodegradable Plastics. Ecoflex.
http://www2.basf.de/basf2/html/plastics/englisch/pages/biokstoff/ecoflex.htm#sub
01 Fecha de consulta 3 de Julio de 2007.
69
M. Yamamoto, U. Witt, G. Skupin, D. Beimborn, R-J. Müller. “Biodegradable
Aliphatic-Aromatic Polyesters ECOFLEX®” en Biopolymers. Vol 4. Polyesters III:
Applications and Commercial Products. Y. Doi y A. Steinbüchel editors. WilleyVCH, Weinheim, Alemania (2002).
70
R. J. Müller. “Aliphatic-Aromatic Polyesters”. En Handbook of Biodegradable
Polymers. C. Bastioli Ed. Rapra Technology Limited (2005).
BIOPLÁSTICOS
65/140
71
V. Warzelhan, G. Pipper, U. Seeliger, P. Bauer, U. Pagga, M. Yamamoto. Basf
AG WO9625446 1996.
72
V. Warzelhan, G. Pipper, U. Seeliger, P. Bauer, D.B. Beimborn, M. Yamamoto.
Basf AG WO9625448 1996.
73
U. Uit T. Einig, M. Yamamoto, I. Kleeberg, W. D. Deckwer. “Biodegradation of
aliphatic-aromatic copolyesters: evaluation of the final biodegradability and
ecotoxicological impact of degradation intermediates”. Chemosphere 44, 289-299
(2001).
74
M. Ohta, S. Obuchi y Y.Yoshida. Mitsui Toatsu Chemicals Inc. US 5444143
(1995).
75
Y. Tokiwa, T. Suzuki, T. Ando. “Synthesis of copolyamide-esters and some
aspects involved in their hydrolysis by lipases”. Journal of Applied Polymer
Science. 24 (7) 1701-1712 (1979).
76
E. Aparecida. “Síntesis y caracterización de nuevas poliéster-amidas: estudio de
propiedades”. Tesis Doctoral. Escuela Técnica Superior de Ingenieros
Industriales de Barcelona. Universidad Politécnica de Cataluña, (2002).
77
E. Grigat, R. Koch and R. Timmermann. “BAR 1095 and BAK 2195: completely
biodegradable synthetic thermoplastics”. Polym. Deg. Stab. 59 (1-3), 222-226
(1998).
78
N. Hodgkinson, M. Taylor. “Thermoplastic Poly (Vinil Alcohol) (PVOH)”. Materials
World, 8, 22-25 (2000).
79 M. Flieger, M. Kantorova, A. Rezanka, J. Votruba. “Biodegradable Plastics from
Renewable Sources”. Folia Microbiol. 48(1), 27-44 (2003).
80
DuPont Elvanol® as a binder/film Former.
http://www2.dupont.com/Elvanol/en_US/assets/downloads/elvanol_binder_film_fo
rmer.pdf Fecha de consulta 11 de Julio 2007
81
N. Hodgkinson, M. Taylor. “Thermoplastic Poly (Vinil Alcohol) (PVOH)”. Materials
World, 8, 22-25 (2000).
82
BREW. 2006. “Medium and long-term opportunities and risks of the
biotechnological production of bulk chemicals from renewable resources
(acrónimo: BREW)”. Proyecto realizado por unos 15 institutos y compañías,
financiado por el programa GROWTH de la Comisión European y coordinado por
la Universidad de Utrech. http://www.chem.uu.nl/brew/
83
S.P. Chahal 1997. “Lactic Acid”. En Ullmann’s Encyclopedia of Industrial
Chemistry, 5ª Edición. Wiley-VCH.
BIOPLÁSTICOS
66/140
84
K. Hofvendahl, y B. Hahn-Hägerdal, B. “Factors affecting the fermentative lactic
acid production from renewable resources”. Enz. Microb. Technol. 26: 87–107
(2000).
85
A-P. Zeng, y H. Biebl. “Bulk-Chemicals from Biotechnology: the case of microbial
production of 1,3-propanediol and the new trends”. Adv. Biochem. Eng.
Biotechnol. 74: 237–257 (2002).
86
A. Steinbüchel. “Perspectives for biotechnological production and utilization of
biopolymers: metabolic engineering of polyhydroxyalkanoate biosynthesis
pathways as a successful example”. Macromol. Biosci. 1: 1–24 (2001).
87
B.H.A. Rehm. “Polyester synthases: natural catalysts for plastics”. Biochem. J.
376: 15–33 (2003).
88
I-L. Shih, y Y-T. “The production of poly-(γ-glutamic acid) from microorganisms
and its various applications”. Bioresource Technol. 79: 207−225 (2001).
89
J.M. Buescher y A. Margaritis. “Microbial biosynthesis of polyglutamic acid
biopolymer and applications in the biopharmaceutical, biomedical and food
industries”. Crit. Rev. Biotechnol. 27: 1−19 (2007).
90
Aranda, P., Darder, M., Fernández-Saavedra, R., López-Blanco, M., Ruiz-Hitzky,
E. “Relevance of polymer-and biopolymer-clay nanocomposites in
electrochemical and electroanalytical applications”. Thin Solid Films, 495, 104112 (2006).
91
Alexandre, M., Dubois, P. “Polymer-layered silicate nanocomposites: preparation,
properties and uses of a new class of materials”. Mater.Sci. Eng. Reports, 28812), 1-63 (2000).
92
M. Darder, P. Aranda, E. Ruiz-Hitzky. “Bionanocomposites: A new concept of
ecological, bioinspired, and functional hybrid materials”. Adv. Mater., 19, 13091319 (2007).
93
Okamoto, M. J. Ind. Eng. Chem., 10:1156 (2004).
94
“Natural Polymers reinforced by inorganic nano-particles”. Sabine Fischer. TNO
Industrial Technology, Eindhoven, The Netherlands.
95
Ray, SS., Okamoto, M. “Polymer/layered silicate nanocomposites: a review from
preparation to processing”. Prog. Polym. Sci. 28(11), 1539-1641 (2003).
96
Pinnavaia, T.J., Beall, G.W. Polymer-clay nanocomposites. Wiley. New-York
(2000)
97
Ruiz-Hitzky, E., Darder, M., Aranda, P. “Functional biopolymer nanocomposites
based on layered solids”. J. Mater. Chem., 15(35-36), 3650-3662 (2005).
BIOPLÁSTICOS
67/140
98
E. Palin, H. Liu, T.J. Webster. “Mimicking the nano features of bone increases
bone-forming cell adhesión and proliferation”. Nanotechnology, 16, 1828-1835
(2005).
99
J.K., Pandey, R.P. Singh. “Green nanocomposites from renewable resources:
Effect of plasticizer on the structure and material properties of clay-filled starch”.
Starch, 57, 8-15 (2005).
100 A.C. Wibowo, M. Misra, H.-M. Park, L.T. Drzal, R. Schalek, A.K. Mohanty.
“Biodegradable nanocomposites from cellulose acetate: Mechanical,
morphological and thermal properties”. Materiales compuestos, Part A, 37(9),
1428-1433 (2006).
101 S.S. Ray, Maiti, P., Okamoto, M., Yamada, K., Ueda, K. “New polylactide/layered
silicate nanocomposites. 1. Preparation, characterization and properties”.
Macromol. 35, 3104-3110 (2002).
102 Maiti, P., Batt, C.A., Giannelis, E.P. “Renewable plastics: synthesis and
properties of PHB nanocomposites”. Polym. Mater. Sci. Eng., 88, 58-59 (2003).
103 Chen, G.X., Hao, G.J., Guo, T.Y., Song, M.D., Zhang, B.H. “Crystallization
kinetics of poly(3-hydroxybutirate-co-3-hydroxyvalerate)/clay nanocomposites”. J.
Appl. Polym. Sci. 93, 655-661 (2004).
104 Ray, S.S., Okamoto, K., Maiti, P., Okamoto, M. “New poly(butylene
succinate)/layered silicate nanocomposites: preparation and mechanical
properties”. J. Nanosci. Nanotechnol. 2, 171-176 (2002).
105 Gain, O., Espuche, E., Mollet, E., Alexandre, M., Dubois, P. “Gas barrier
properties of poly(ε-caprolactone)/clay nanocomposites: influence of the
morphology and polymer/clay interactions”. J. Polym. Sci. Part B: Polym. Phys.
43, 205-214 (2005).
106 A. Khare, S. Deshmukh. “Studies toward producing eco-friendly plastics”. Journal
of Plastic Film and Sheeting, 22, 193-211 (2006).
107 V. Thomas, D.R. Dean, Y.K. Vohra. “Nanostructured biomaterials for regenerative
medicine”. Curr. Nanosci., 2(3), 155-177 (2006).
108 Y.J. Wang, C.R. Yang, X.F. Chen, N.R. Zhao. “Biomimetic formation of
hydroxyapatite/collagen matrix composite”. Adv. Eng. Mater., 8(1-2), 9-100
(2006).
109 L.M. Mathieu, T.L. Mueller, P.-E. Bourban, D.P. Pioletti, R. Müller, J.-A.E.
Manson. “Architecture and properties of anisotropic polymer composite scaffolds
for bone tissue engineering”. Biomaterials, 27(6), 905-916 (2006).
BIOPLÁSTICOS
68/140
110 A. Tampieri, M. Sandra, E. Landi, G. Celotti, N. Roveri, M. Mattilo-Belmonte, L.
Virgili, F. Gabbanelli, G. Biagini. “HA/alginate Irbid composites prepared through
bio-inspired nucleation”. Acta Biomater. 1(3), 343-351 (2005).
111 V.M. Musu, C.-H. Ng, M. Wilke, B. Tiersch, P. Fratzl, M.G. Meter. “Size-controlled
hydroxyapatite nanoparticles as self-organized organic-inorganic composite
materials”. Biomaterials 26(26), 5414-5426 (2005).
112 A. Sinha, S. Nayar, A. Agrawal, D. Bhattacharyya, P. Ramachandrarao.
“Synthesis of nanosized and microporous precipitated hydroxyapatite in synthetic
polymers and biopolymers”. J. Am. Ceram. Soc. 86(2), 357-359 (2003).
113 L. Wang, R. Remoto, M. Senna. “Microstructure and chemical routes of
hydroxyapatite/silk fibroin nanomateriales compuestos synthesized via A wetmechanochemical route”. J. Nanopart. Res. 4(6), 535-540 (2002).
114 K. Rezwan, Q.Z., Chen, J.J. Blazer, A.R. Boccaccini. “Biodegradable and
bioactive porous polymer/inorganic composite sacffolds for bone tissue
engineering”. Biomaterials 27(18), 3413-3431 (2006).
115 J.I. Herrera, N. Olmo, J. Turnay, A. Sicilia, A. Bascones, J.G. Gavilanes, M.A.
Lizarbe. “Implantation of sepiolite-collagen complexes in surgically created rat
calvaria defects”. Biomaterials 16(8), 625-631 (1995).
116 M. Boissière, P.J. Meadows, R. Brayner, C. Hélary, J. Livage, T. Coradin.
“Turning biopolymer particles into hybrid capsules: the example of silica/alginate
nanocomposites”. J. Mater. Chem. 16(25), 1178-1182 (2006).
117 M. Boissière, A. Tourrette, J.M. Devoisselle, F. Di Renzo, F. Quignard. “Pillaring
effects in macroporous carrageenan-silica composite microspheres”. J. Colloid
Interface Sci. 294(1), 109-116 (2006).
118 S.T. Tan, J.H. Wendorff, C. Pietzonka, Z.H. Jia, G.Q. Wang. “Biocompatible and
biodegradable polymers nanofibers displaying superparamagnetic properties”.
Chem. Phys. Chem. 6(8), 1461-1465 (2005).
119 M. Darder, M. Colilla, E. Ruiz-Hitzky. “Biopolymer-clay nanocomposites based on
chitosan intercalated in montmorillonite”. Chem. Mater. 15(20), 3774-3780 (2003).
120 M. Darder, M. López-Blanco, P. Aranda, F. Leroux, E. Ruiz-Hitzky. “Bionanocomposites based on layered double hydroxides”. Chem. Mater. 17(8),
1969-1977 (2005).
121 M. Darder, M. López-Blanco, P. Aranda, A.J. Aznar, J. Bravo, E. Ruiz-Hitzky.
“Microfibrous chitosan-sepiolite nanocomposites”. Chem. Mater., 18(6), 16021610 (2006).
122 C. Forano, S. Vial, C. Mousty. “Nanohybrid enzymes-layered double hydroxides:
potencial applications”. Curr. Nanosci, 2(2), 283-294 (2006).
BIOPLÁSTICOS
69/140
123 A. Sorrentino, G. Gorrasi, V. Vittoria. “Potential perspectives of bionanocomposites in food packaging applications”. Trends in Food Science &
Technology, 18, 84-95 (2007).
124 S. Sinha Ray, M. Bousmina. “Biodegradable polymers and their layered silicate
nanocomposites: in greening the 21st century materials World”. Progress in
Material Science, 50, 962-1079 (2005).
125 A. Sorrentino, G. Gorrasi, M. Tortora, V. Vittoria “Barrier properties of
polymer/clay nanocomposites” Chapter 11. In Y.-W. Mai, Z.-Z. Yu (eds.), Polymer
nanocomposites (pp. 273-292). Cambridge: Woodhead publishing Ltd. (2006).
126 J.M. Lagarón, L. Cabedo, D. Cava, J.L. Feijoo, R. Gavara, E. Jiménez “Improving
packaged food quality and safety: Part 2: nanocomposites”. Food Additives and
Contaminants 22(10), 994-998 (2005).
127 B. Li, J. He, D.G. Evans, X. Duan. “Inorganic layered double hidroxydes as a drug
delivery system-intercalation and in vitro release of fenbufen” Applied Clay
Science 27, 199-207 (2004).
128 G. Gaskell, T.T. Eyck, J. Jackson, G. Veltri “From our readers: Public attitudes to
nanotech in Europe and the United States”. Nature Materials, 3, 496 (2004).
129 M.F. Cole, L. Bergeson “Regulatory report FDA, Regulation of Food Packaging
Produced
Using
Nanotechnology”.
Food
Safety
Magazine.
http://www.foodsafetymagazine.com/issues/0604/col03.htm (2006) Fecha de
consulta 1 de Julio de 2007.
BIOPLÁSTICOS
70/140
5. METODOS DE PRODUCCIÓN COMERCIAL
Todos los bioplásticos comerciales se pueden procesar en estado fundido mediante
tecnologías convencionales tales como inyección, compresión y extrusión. Se debe
considerar sin embargo una etapa de secado previa al proceso de fusión para prevenir
la degradación hidrolítica.
Algunos bioplásticos se sintetizan mediante polimerización por apertura de anillo. En
estos casos, temperaturas de procesado excesivamente altas pueden dar lugar a la
formación de monómero durante el proceso de moldeo o extrusión. La presencia de
monómero puede actuar como plastificante modificando las propiedades mecánicas
del material y también puede catalizar la hidrólisis del material alterando la cinética de
degradación. Por tanto, este tipo de materiales deben procesarse a las menores
temperaturas posibles [1].
5.1. EXTRUSIÓN
Prácticamente todos los bioplásticos son materiales termoplásticos y, como todos
ellos, son procesados mediante extrusión en alguna etapa de su proceso de
fabricación, al menos para la fabricación del polímero y la aditivación. Los dos
principales tipos de extrusoras son de husillo simple y de doble husillo. Las de doble
husillo se utilizan para operaciones de aditivación complicadas, desvolatilización y
para la extrusión de productos acabados de polímeros viscosos y limitada estabilidad
térmica como es el caso de muchos polímeros biodegradables.
La extrusión de polímeros basados en almidón es la más estudiada dentro del campo
de los bioplásticos. El almidón se convierte en termoplástico en condiciones especiales
de calor y cizalla por extrusión mediante un proceso que se denomina
desestructuración. La desestructuración puede realizarse en presencia de otros
polímeros más hidrófobos tales como poliésteres alifáticos [2].
Los poliésteres alifáticos presentan bajos puntos de fusión, por lo que son difíciles de
procesar mediante técnicas convencionales. Por ejemplo, las películas fabricados con
PCL por extrusión son pegajosas y tienen baja resistencia en estado fundido. Por otra
parte, la lenta cristalización de este polímero provoca la variación de sus propiedades
con el tiempo. La mezcla de almidón con poliésteres alifáticos mejora su
procesabilidad y biodegradabilidad. La adición de almidón también produce un efecto
nucleante que aumenta la velocidad de cristalización.
Las mezclas de almidón con poliésteres alifáticos se preparan en extrusoras de doble
husillo corrotantes [3]. Los husillos corrotantes y autolimpiables de estas extrusoras
previenen el endurecimiento y la carbonización del almidón. La temperatura y presión
son tales que el almidón se desestructura y se forma una mezcla termoplástica
fundida. De acuerdo con una patente de Novamont, la preparación de mezclas
requiere los siguientes pasos [4]:
BIOPLÁSTICOS
71/140
Formación de almidón termoplástico en una extrusora mezclando almidón con
un copolímero de etileno y alcohol vinílico y un agente plastificante (esta etapa
es opcional).
Hinchamiento del almidón termoplástico (o directamente del almidón de partida
si no se ha realizado la etapa anterior) y el poliéster alifático termoplástico por
medio de un agente plastificante adicional, por ejemplo glicerina, y agua, a una
temperatura entre 80 y 180ºC durante 2 a 50 segundos en la primera zona de
la extrusora.
Aplicación de cizalla a la mezcla en la extrusora.
Desgasificar la mezcla para producir una masa fundida a una temperatura de
140ºC-180ºC con un contenido de líquido que las burbujas no se creen a
presión atmosférica; es decir, a la salida de la extrusora.
Enfriamiento del producto acabado en un baño de agua o al aire.
Otras empresas también han patentado mezclas de almidón y poliésteres alifáticos.
Metraplast (Alemania) ha patentado composiciones de almidón PHB y/o celulosa [5].
Los materiales son mezclados y plastificados en una extrusora. El material plastificado
puede inyectarse directamente en un molde o extruirse y peletizarse.
5.2. FABRICACIÓN DE PELÍCULAS POR SOPLADO Y MOLDEO [1,6]
Para la fabricación de películas se utilizan dos procesos principalmente: soplado y
moldeo. El más habitual es el soplado, que se realiza extruyendo el plástico a través
de una boquilla anular, normalmente de forma vertical, al mismo tiempo que se aplica
aire desde el centro de la boquilla para expandir el tubo formado hasta el tamaño
deseado. La película tubular se enfría, alisa y extruye de nuevo sobre una burbuja
aislada de aire. Los grosores típicos obtenidos son de 0,007-0125 milímetros. El
soplado de películas requiere una alta viscosidad de la masa fundida de la resina, de
tal forma que pueda extruirse verticalmente hacia arriba.
En el proceso de moldeo (“casting”), la resina fundida pasa a través de una boquilla y
se deposita sobre un rodillo de temperatura controlada para su enfriamiento. Se utiliza
para películas con brillo. Las temperaturas de trabajo son superiores a las de soplado.
Al aumentar la temperatura mejoran las propiedades ópticas de la película.
La mayoría de los bioplásticos son adecuados para su procesado mediante estas dos
técnicas, aunque con frecuencia son necesarias modificaciones y las producciones
son inferiores que para el caso de los polímeros termoplásticos convencionales. Por
ejemplo, las películas Mater-Bi® se pueden fabricar con los equipos utilizados para
LDPE con pequeñas modificaciones y la producción es del orden de 80-90% con
respecto al LDPE.
BIOPLÁSTICOS
72/140
Por moldeo es posible obtener películas de PLA con espesores de 8-150 µm, aunque
el PLA es difícil de procesar en forma de películas debido a su inestabilidad a las
temperaturas de procesado. Según una patente de Cargill, puede fabricarse PLA
estable en estado fundido y adecuado para transformarse en películas mediante el
control de la composición del polímero y la adición de agentes estabilizantes o
desactivantes del catalizador. El peso molecular del polímero y su morfología también
juegan un papel importante en su procesabilidad. El PLA semicristalino es adecuado
para la fabricación de películas con propiedades barrera.
Para una eficiente transformación en películas, la cristalización de un polímero
termoplástico debe ser rápida, en unos segundos. Cargill ha patentado cuatro métodos
para incrementar el velocidad del cristalización del PLA: adición de un agente
plastificante tal como el adipato de dioctilo; adición de un agente nucleante, tal como el
talco; y orientación durante, o posteriormente, el moldeo o soplado y calentamiento de
la película orientada a temperaturas por encima de su temperatura de transición vítrea.
5.3. MOLDEO POR INYECCIÓN
El moldeo por inyección es uno de los principales procesos de transformación de
plásticos. Se trata de un proceso rápido, usado para producir un gran número de
artículos idénticos, que puede emplearse para el procesado de la mayoría de los
bioplásticos. Por ejemplo, los polímeros basados en almidón se moldean por inyección
para la fabricación de artículos tales como sacapuntas, reglas, peines, juguetes,
tiestos, huesos, etc. Sin embargo, el PLA no es adecuado para moldeo por inyección
ya que su velocidad de cristalización es demasiado lenta.
El grado de cristalinidad afecta a las propiedades del artículo termoconformado así
como a su biodegradabilidad y es resultado de la historia de procesado durante el
proceso de inyección. Cuando la masa de polímero fundido fluye por el molde solidifica
a una velocidad decreciente desde su exterior a su interior, lo que provoca diferencias
en la cristalización a lo largo de la sección de la pieza, que habrá que tener en cuenta.
Esto ocurre en polímeros tales como el PHBV [7].
5.4. MOLDEO POR SOPLADO
El moldeo por soplado es el proceso más común para fabricar artículos huecos tales
como botellas. Existen dos tipos de moldeo por soplado: inyección-soplado y
extrusión-soplado. La inyección-soplado se utiliza para la producción de objetos
huecos en grandes cantidades y da lugar a botellas con mayor calidad visual y
dimensional.
Una variante es el moldeo por soplado de preformas en el que mediante inyección se
obtienen piezas llamadas preformas, que son aproximadamente cilíndricas y con la
boquilla completamente terminada. Esta boquilla sirve para que el molde de soplado
BIOPLÁSTICOS
73/140
sujete firmemente la pieza tal que al incrementar la temperatura puede ser soplada y
adquirir la forma del molde [8].
El PLA se ha utilizado para fabricar botellas mediante moldeo por soplado de
preformas para productos perecederos tales como agua o leche.
5.5. TERMOCONFORMADO
El termoconformado consiste en calentar una lámina termoplástica hasta su
reblandecimiento y en forzar el material caliente y maleable contra las paredes de un
molde. Mediante el mismo se producen desde diminutos blisteres farmacéuticos o
alimentarios hasta embarcaciones con esloras que sobrepasan los 4 m de longitud, así
como interiores de nevera o piezas para automoción. Sin embargo, la mayor aplicación
del termoconformado es en la fabricación de envases para alimentos [9].
Mediante termoconformado se fabrican artículos de PLA tales como tazas y bandejas
de un solo uso. Los polímeros basados en almidón también se moldean por
termoconformado para la fabricación de bandejas y recipientes para envasado de
alimentos frescos y comida precocinada.
5.6. HILADO DE FIBRAS
El PLA es el polímero biodegradable más común con el que se fabrican fibras. Estas
fibras presentan propiedades comparables a las del PET y rayón. Las condiciones a
las que se somete el polímero durante el proceso de hilado de fibras afectan a las
propiedades de la fibra tales como la resistencia a la tracción y la elongación [10]. Si el
hilado se produce en estado fundido el polímero puede degradarse aunque se use
polímero seco con menos del 0,005% de humedad; sin embargo, si se trata de hilado
en seco se produce muy poca degradación [6].
BIBLIOGRAFÍA DEL CAPÍTULO
1
D. K. Platt . “Biodegradable Polymers. Market Report”. Smithers Rapra Limited
(2006).
2
C. Bastioli, V. Bellotti, G. del Tredici, R. Lombi, A. Montino, R. Ponti. Novamont
WO92/19680 (1992).
3
U. Funke, W. Bergthaller, M.G. Lindhauer. “Processing and characterization of
biodegradable products based on starch”. Polymer Degradation and Stability 59
(1), 293 (1998).
4
C. Bastioli, V. Bellotti, A. Montino, G. D. Tredici, R. Lombi, R. Ponti. Novamont
US 5412005 (1995).
BIOPLÁSTICOS
74/140
5
M. Thobor. Metraplast, WO96/6886 (1996).
6
G. M. Bohlmann. “General characteristics, processability, industrial applications
and market evolution of biodegradable polymers”. En Handbook of
Biodegradable Polymers. C. Bastioli Ed. Rapra Technology Limited, (2005).
7
M. Parikh, R. A. Gross, S.P. McCarthy. “The influence of injection molding
conditions on biodegradable polymers”. Journal of injection moulding technology
2(1), 30-36 (1998).
8
D. J. Dunn, R. H D Beswick. en “Plastics in Packaging: Western Europe and
North America” pp. 51-52 Rapra Technology (2002).
9
F. Capella. “Materiales y técnicas avanzadas de termoconformado”. Plásticos
Universales 60 (Diciembre 1990-Enero 2000).
10
Yamanaka K., Lactron A., “Biodegradable Fibers, Its Development and
Applications”. Chemical Fibers International, 49(6) 501-503 (1999).
BIOPLÁSTICOS
75/140
6. ASPECTOS REGULATORIOS Y LEGISLATIVOS
Los aspectos regulatorios y legislativos tienen un gran impacto en el crecimiento y
desarrollo de los bioplásticos y en especial para la industria del envase y embalaje. La
directiva 2004/12/CE que ha sustituido a la directiva 94/62/CE sobre envases y
residuos de envases establece unos nuevos objetivos a cumplir a partir del 31 de
Diciembre de 2008 que consisten en la valorización de un mínimo del 60% en peso de
los residuos de envases. Entre las opciones de valorización se recoge el compostaje
que se clasifica como reciclado orgánico [1].
La Norma Europea EN 13432 “Requisitos de los envases y embalajes valorizables
mediante compostaje y biodegradación. Programa de ensayo y criterios de evaluación
para la aceptación final del envase o embalaje” define las características que un
material debe tener para ser definido como compostable [2]:
Biodegradabilidad, que se determina por la medida de la conversión del
material en dióxido de carbono. Esta propiedad se mide mediante el método
recogido en la norma EN 14046 “Evaluación de la biodegradabilidad aeróbica
última y de la desintegración de los materiales de envase y de embalaje bajo
condiciones controladas de formación de compost. Método mediante el
análisis del dióxido de carbono liberado”, o el recogido en la norma ISO 14
855. El nivel de aceptación es el 90% que debe ser alcanzado en menos de 6
meses.
Desintegrabilidad, es decir, la fragmentación y pérdida de visibilidad en el
compost final. Esta propiedad se determina mediante la norma EN 14045
“Evaluación de la desintegración de los materiales de envases y embalajes en
los análisis prácticos orientados bajo condiciones definidas de formación de
compost”, o mediante la norma ISO 16929. La fracción de residuos de más de
2 mm, obtenida después del ensayo, no debe ser mayor que 10%.
Calidad del compost. Se han de determinar algunos parámetros físicoquímicos y la ecotoxicidad. Se compara un compost que actúa como testigo
con el compost al que se le realiza el test.
Los productos que cumplen la norma EN 13432 pueden certificarse, lo cual garantiza
que no solo el polímero que contiene el plástico es biodegradable, sino también el
resto de aditivos del plástico tales como las tintas, adhesivos, etiquetas, etc., cumplen
los requisitos de la norma. En el proceso de certificación se asigna una etiqueta
(figura 15) que junto con el número de certificado permite la identificación de los
plásticos compostables en el mercado. El uso de esta etiqueta está aprobado en
Alemania, Suiza, Países Bajos, Polonia y Reino Unido [3 ].
BIOPLÁSTICOS
76/140
Figura 15. Etiqueta que certifica los plásticos compostables y países europeos en que
está aprobada
La certificación y etiquetado permite la identificación de los plásticos compostables y
su adecuada gestión al final de su vida útil.
En EEUU, la certificación la realiza el BPI (Biodegradable Products Institute). La
certificación está abierta a todos los materiales y productos que cumplan las normas
ASTM D6400 o D6868. En Japón, el BPS (Biodegradable Plastic Society) se fundó
en 1989 para establecer tecnología para plásticos biodegradables (GreenPla) y
desarrollar los métodos de evaluación y certificación. Hoy en día existe un gran
número de productos certificados. En China, el organismo encargado de certificar la
biodegradabilidad es el BMG (Biodegradable Materials Group) bajo las normas ISO
14851,14852 y14855.
Hasta la fecha sólo en tres países europeos, Alemania, Francia e Italia, se han
establecido medidas concretas para promover el desarrollo de los bioplásticos. Así, en
Alemania la Cámara Alta del Parlamento de Alemania ha aprobado la llamada
Modificación del Sistema Obligatorio de Depósito-Retorno sobre Envases para
Bebidas. En ella se incluye una excepción para la aplicación de estos depósitos en el
caso de los envases biodegradables certificados hasta el año 2012. En Francia, una
Ley de 2005 sobre Política Agraria dispone que en 2010 todas las bolsas de plástico
debieran ser biodegradables. Sin embargo, en junio de 2007, Francia notificó esta
propuesta a la Comisión Europea, que ha argumentado que una prohibición sobre las
bolsas no biodegradables contraviene la Directiva sobre Envases y Residuos de
Envases. También Italia ha aprobado una ley que prohíbe las bolsas de plástico no
biodegradables a partir de 2010 [3].
BIOPLÁSTICOS
77/140
BIBLIOGRAFIA DEL CAPÍTULO
1
DIRECTIVA 2004/12/CE DEL PARLAMENTO EUROPEO Y DEL CONSEJO de
11 de febrero de 2004 por la que se modifica la Directiva 94/62/CE relativa a los
envases y residuos de envases
2
B. De Wilde. “Internacional and National Norms on Biodegradability and
Certification Procedures”. En Handbook of Biodegradable Polymers. C. Bastioli
Ed. Rapra Technology Limited. (2005).
3
http://www.european-bioplastics.org/index.php?id=156
BIOPLÁSTICOS
78/140
7. EVALUACIÓN DEL MERCADO DE BIOPLÁSTICOS
Desde el punto de vista de mercado, los principales tipos de bioplásticos son: el
almidón y sus mezclas, la celulosa, el poli(ácido láctico) (PLA) y los poliésteres
alifático-aromáticos. Sin embargo, para la evaluación del mercado de bioplásticos no
se tendrán en cuenta los polímeros de celulosa puesto que se trata de un mercado
maduro con una capacidad de producción del orden cuatro millones de toneladas/año,
muy superior al resto de bioplásticos y con pocas expectativas de crecimiento para los
próximos años [2].
La capacidad de producción de bioplásticos ha crecido espectacularmente desde
mediados de los años 90. En 1995 la producción de bioplásticos se realizaba en
plantas piloto y la capacidad de producción mundial no superaba las 25.000-30.000
toneladas/año. En 2005, ya rondaba las 360.000 toneladas/año (240.000
toneladas/año para PLA, 60.000 toneladas/año para polímeros basados en almidón,
incluyendo materiales espumados de relleno para embalaje, y 60.000 para bioplásticos
sintéticos). Con los proyectos de construcción de plantas anunciados, la capacidad de
producción llegará a 600.000 toneladas/año para el año 2008 [1].
En el año 2006 existían alrededor de 30 grandes empresas activamente involucradas
en el desarrollo de bioplásticos. En los sectores del almidón y PLA existen empresas
específicamente establecidas para el desarrollo de bioplásticos tales como Novamont,
NatureWorks, Rodenburg Biopolymers y Biotec. Novamont, NatureWorks, BASF y
Rodenbug Biopolymers acaparan el 90% del mercado de bioplásticos. [1]
En los últimos 10 años, las actividades de investigación y desarrollo en el campo de
los bioplásticos se han centrado en mejorar la tecnología y los productos para llegar a
su comercialización. Hoy en día, existe ya un número significativo de productos en el
mercado y la actividad de las empresas se ha desviado hacia el consumidor final y el
desarrollo de mercados y aplicaciones.
En la actualidad hay un creciente número de bioplásticos comerciales que han
encontrado un hueco en el mercado, que incluso en el futuro podrían llegar a ser
competitivos por precio con plásticos basados en petroquímica como PET, PE y PP,
cuando se mejoren sus propiedades, se puedan fabricas películas de menores
espesores y se reduzcan los costes de procesado.
Para los próximos 5-10 años, el papel principal en el crecimiento del mercado de los
bioplásticos lo tienen los propietarios de marcas, supermercados y consumidores que
deben apreciar el valor que estos materiales aportan al crecimiento sostenible: ahorro
de recursos energéticos, suelo y aire menos contaminado y menos impacto en el
calentamiento global del planeta. La concienciación de los consumidores hacia
materiales más respetuosos con el medio ambiente, junto con mejoras en los precios y
las prestaciones de estos materiales son los factores claves de éxito para que los
bioplásticos puedan alcanzar cuotas de mercado muy superiores a las actuales.
BIOPLÁSTICOS
79/140
Los costes de producción de los bioplásticos son aún altos debido a los bajos
volúmenes de producción. El desarrollo de nuevas aplicaciones será crucial para
lograr aumentar los volúmenes de producción y la rentabilidad asociada a estos
materiales.
7.1. USO: OPORTUNIDADES Y LIMITACIONES
Los bioplásticos contribuyen positivamente a la conservación de los recursos naturales
y a la protección del medio ambiente, pero para que su mercado se desarrolle tendrán
que concurrir una serie de factores como son:
Políticas legislativas a favor del reciclaje y compostaje frente a depósito en
vertedero
El desarrollo de infraestructuras de compostaje por parte de los ayuntamientos
La disminución de los precios de los bioplásticos para hacerlos más
competitivos con los plásticos procedentes de la industria petroquímica.
La concienciación de consumidores hacia productos que tengan en cuenta
criterios de sostenibilidad ambiental.
El desarrollo de nuevas aplicaciones.
En los siguientes apartados se exponen algunas oportunidades y limitaciones para el
uso de bioplásticos por tipo de material.
7.1.1. Polímeros basados en almidón
Los bioplásticos basados en almidón son más baratos que otros bioplásticos tales
como los poliésteres sintéticos o el PLA, ya que se producen a partir de recursos
renovables de bajo coste y sus procesos de producción son más simples que los de
los bioplásticos sintéticos. El precio de los bioplásticos basados en almidón se ha
reducido considerablemente en los últimos años y sus volúmenes de producción se
han incrementado, debido al desarrollo de procesos de producción más eficientes. En
el año 2003, el precio medio de los bioplásticos basados en almidón era del orden de
3-5 €/Kg, mientras que en el año 2005 oscilaba entre 1,5-3,5 €/Kg. con un precio
medio de 1,75 €/Kg [1].
Estos precios todavía son superiores a los de los materiales termoplásticos estándar
pese a que éstos sufrido importantes incrementos de precio en los últimos años. A
modo de comparación, en el año 2005 en Europa Occidental el precio del LDPE grado
película era de 1,15 €/Kg, el del PP homopolímero de 1,05 €/Kg, el del PS cristal 1,16
€ y el del PET grado botella 1,24 €/Kg [1].
Los polímeros de almidón modificado son potenciales sustitutos de las poliolefinas,
principalmente al LDPE y al HDPE. Sin embargo, las mezclas de almidón
BIOPLÁSTICOS
80/140
termoplástico con poliésteres sintéticos presentan mejores propiedades mecánicas
cercanas a las del LDPE, HDPE y PS. Las mezclas de almidón termoplástico con
poli(alcohol vinílico) llevan ya años compitiendo con éxito con el EPS en la fabricación
de materiales de relleno para embalaje. También tienen buen potencial de sustitución
del EPS y PUR en la fabricación de materiales espumados y artículos solubles. El uso
del almidón como relleno en la fabricación de neumáticos es otra aplicación
establecida y en creciente desarrollo [2].
Las láminas termoconformadas de almidón tienen mejor transparencia en comparación
con otros polímeros biodegradables tales como el PLA y además pueden compostarse
en sistemas de compostaje caseros, lo cual es una tendencia creciente. Esto supone
una ventaja frente al PLA el cual sólo se descompone en sistemas de compostaje
comunales.
Los bioplásticos basados en almidón también tienen mejor imagen medioambiental
que los bioplásticos sintéticos ya que en sus campañas de marketing los propietarios
de marcas prefieren promocionar sus productos destacando que están envasados en
materiales basados en recursos renovables.
7.1.2. Poli(ácido láctico) (PLA)
En los últimos años el precio del PLA también se ha reducido de forma importante. El
precio en el año 2005 del PLA de NatureWorks osciló entre 1,37-2,75 €/Kg, frente a los
3-3,5 €/Kg en el año 2000. El precio de Solanyl, producido por Rodenburg
Biopolymers, oscila entre 0,8-1,5 €/Kg, debido a que en su producción se utilizan
restos de peladuras de patata. Las mezclas de PLA/poliéster de FkuR cuestan 2,853,70€/Kg [1].
La rigidez del PLA en embalajes rígidos termoconformados permite reducir el grosor
de material frente al PET. El PLA es también una alternativa a las películas
tradicionales tales como el celofán, acetato de celulosa, así como en capas que sellen
a baja temperatura y/o barreras frente a aromas y sabores en materiales co-extruidos.
Las botellas de PLA ofrecen propiedades organolépticas comparables a las de vidrio y
PET en aplicaciones para alimentos y bebidas no carbonatadas.
El PLA también se usa cada vez más en la fabricación de productos desechables
termoconformados tales como vasos y recipientes con propiedades tales como gran
brillo, transparencia, resistencia y excelente impresión de tintas.
En aplicaciones de películas flexibles, tales como bolsas de transporte y basura, el
PLA presenta potencial para sustituir al LDPE y HDPE cuando se desea un material
compostable. La alta transmisión de vapor de agua del PLA es beneficiosa en el
envasado de alimentos frescos, que también reduce la formación de niebla en el
material. Sin embargo, en aplicaciones de películas flexibles para mejorar las
propiedades térmicas, tales como la resistencia térmica, la retracción al calor, etc. y
BIOPLÁSTICOS
81/140
propiedades mecánicas, tales como la resistencia, ductilidad, etc., es aún necesario
desarrollar nuevas tecnologías.
Tradicionalmente, para conseguir películas flexibles de PLA se adicionaba un
plastificante de bajo peso molecular, pero este método daba lugar a películas
inestables a los cambios de temperatura y presión externos y al sangrado del
plastificante con lo que la transparencia y flexibilidad se veían alteradas con el tiempo.
Toray Industries ha desarrollado una nueva tecnología que soluciona este problema
mediante: a) la incorporación de un componente biodegradable y con alta
funcionalidad, desarrollado por dicha empresa, que posee no sólo unidades
funcionales con alta movilidad, que son la clave para proporcionar flexibilidad al PLA,
sino también unidades de baja movilidad que experimentan una fuerte interacción
específicamente con el PLA la cual es efectiva para lograr la dispersión de este
componente en el PLA a escala nanométrica; y b) el control preciso de la posición del
componente altamente funcional en los nanocristales de PLA mediante la ordenación
de los nanocristales de PLA usando una tecnología de estiramiento biaxial de última
generación desarrollada por Toray.
El PLA se está abriendo camino en nuevas aplicaciones, tales como tarjetas, en
sustitución de PVC.
7.1.3. Polihidroxialcanoatos (PHA)
El coste de los bioplásticos basados en PHAs es todavía demasiado alto y debería
bajar mucho en el futuro para que estos materiales se generalicen en el mercado. Su
precio oscila entre los 9-16 € Kg [1].
A pesar de estos precios, los PHA han sido usados, por ejemplo, en la fabricación de
tazas para la marina de EEUU que se arrojan al mar después de su uso y también en
Japón se ha usado en la fabricación de maquinillas de afeitar desechables para la
depilación femenina.
A largo plazo, los fabricantes de PHB creen que este material es adecuado para su
uso en envasado de alimentos tales como botes de yogurt y botellas para bebidas; sin
embargo, previamente se han de obtener las certificaciones que aprueben el contacto
con alimentos, lo cual precisa una importante inversión debido a la gran cantidad de
sustancias presentes en al biomasa residual. Los suministradores de PHB, tales como
Biomer, están retrasando la obtención de estas certificaciones hasta llegar a
compromisos con procesadores de envases para alimentos.
Los productores de PHB continúan investigando en los procesos de fermentación y en
la identificación de fuentes de materias primas más baratas que permitan rebajar los
costes de producción.
BIOPLÁSTICOS
82/140
7.1.4. Polímeros sintéticos biodegradables
Los polímeros sintéticos biodegradables son bioplásticos caros en comparación de los
procedentes de materias primas renovables, ya que sus procesos de producción son
más complejos y costosos. Sin embargo presentan mejores propiedades físicas y
mecánicas que los bioplásticos basados en almidón y PLA, tales como mayor
resistencia, transparencia, mejores propiedades barrera. Asimismo, su procesado es
más sencillo.
En el año 2003 el precio de EastarBio y Ecofex de BASF era 3,5-4 €/Kg. En 2005,
estos precios se redujeron y para los poliésteres alifáticos-aromáticos oscilaban entre
2,75-3,65 €/Kg. Los materiales más técnicos, tales como Biomax de DuPont, cuestan
5-6€/Kg, las policaprolactonas 4-7€/Kg. Se espera que estos precios se reduzcan a
medida que aumenten los volúmenes de producción [1].
7.2. DESCRIPCIÓN DE LAS APLICACIONES ACTUALES Y POTENCIALES
Los mercados tradicionales de bioplásticos son principalmente bolsas y sacos y
embalajes. En las figuras 16,17 y18 se dan los consumos mundiales en 2005 de los
tres principales bioplásticos del mercado por aplicaciones.
Envases
14%
Otros
6%
Espumas de
relleno para
embalaje
52%
Bolsas y
sacos
28%
Figura 16. Consumo global de bioplásticos basados en almidón en el año 2005 por
aplicación.
BIOPLÁSTICOS
83/140
Fibras
23%
Otros
7%
Envases
70%
Figura 17. Consumo global de bioplásticos basados en PLA en el año 2005 por
aplicación.
Otros
11%
Bolsas y
sacos
50%
Envases
39%
Figura 18. Consumo global de bioplásticos basados en polímeros biodegradables
sintéticos en el año 2005 por aplicación.
Durante los últimos años, los bioplásticos han encontrado nuevas aplicaciones que se
describen con más detalles a continuación.
7.2.1. Envases y embalajes
De acuerdo con un estudio de IntertechPira, en 2006 se consumieron alrededor de
43.000 toneladas de materiales biodegradables para embalajes en el mundo. Se
espera un incremento del 22% anual por lo que para el 2011 se consumirían unas
116.000 toneladas. Europa occidental es el mayor consumidor de plásticos
biodegradables para envases con 19.000 toneladas, seguida por Norteamérica con
16.000 toneladas, mientras que en la Europa del Este se consumieron 821 toneladas
[3].
BIOPLÁSTICOS
84/140
7.2.1.1. Envases y embalajes flexibles
Las películas, envoltorios y bolsas para residuos de alimentos mantienen un
importante potencial para el mercado de los bioplásticos ya que los plásticos
tradicionales son contaminantes en los procesos de compostaje. Las películas para el
embalaje de alimentos frescos y los envoltorios usados en catering constituyen otra
aplicación importante de los bioplásticos ya que en estos sectores se genera también
una gran cantidad de residuos que se pueden derivar a plantas de compostaje.
Los bioplásticos envasados en almidón se utilizan para fabricar bolsas y redes para
envasado de frutas y verduras. La alta permeabilidad al vapor de las películas de
mezclas de almidón ayuda a mantener las frutas y verduras frescas durante más
tiempo. Cuando los alimentos han caducado, se pueden compostar junto con su
embalaje sin necesidad de posteriores operaciones de separación. El PLA también se
usa para fabricación de películas y etiquetas.
Para empresas tales como Mitsubishi Plastics, el sector del embalaje flexible es el
sector que más potencial tiene para el PLA NatureWorks. Mitsubishi Plastics está
investigando en películas orientadas biaxialmente. Toray Industries ha desarrollado
una nueva tecnología con la que el film de PLA no desprende el plastificante durante
los cambios de presión y temperatura, manteniendo la flexibilidad y el resto de sus
propiedades tales como transparencia, resistencia al calor y flexibilidad. Este nuevo
desarrollo abre nuevas oportunidades para el PLA.
En el Reino Unido existen cadenas de supermercados (Sainsbury, Tesco, Marks &
Spencer) que utilizan envases biodegradables para sus productos de alimentación
frescos. También en los Países Bajos, Albert Heijn usa envases biodegradables para
frutas y verduras desde el año 2003; en Francia, Carrefour, Monoprix y Migros; en
Italia IPER, Coop, Esselunga; en los Países Bajos, Eosta, una empresa que
comercializa verduras y frutas de agricultura ecológica, envasa sus productos en
bioplásticos basados en almidón [1,4].
7.2.1.2. Envases y embalajes rígidos
Los bioplásticos son también interesantes para la fabricación de envases rígidos como
sustitutos del PP, PET y PS en aplicaciones tales como recipientes para bandejas y
recipientes de un solo uso en restaurantes y eventos.
Los polímeros basados en almidón y el PLA se usan para fabricar bandejas y
recipientes termoconformados para envasado de alimentos frescos y comidas
precocinadas. También los polímeros sintéticos biodegradables están incrementando
su aplicación en la fabricación de envases termoconformados, incorporados
normalmente como una capa, sobre otros materiales biodegradables de menor coste,
para proporcionar una barrera a la humedad.
BIOPLÁSTICOS
85/140
En el año 2002, la cadena de supermercados IPER, Italia, fue una de las primeras en
adoptar PLA para envases introduciendo recipientes termoconformados para frutas
frescas, verduras, pasta y ensaladas. En 2005 Auchan comenzó a utilizar envases
rígidos de PLA para ensaladas. También en 2005, Wall-Mart comenzó a usar PLA de
NatureWorks para el envasado de verduras, fresas, coles de Bruselas. En 2004, Del
Monte Fress Produce NA, EEUU, introdujo sus recipientes de PLA NatureWorks para
sus productos frescos y Newman’s Own, EEUU, introdujo recipientes de PLA
NatureWorks para sus ensaladas de procedencia ecológica [1].
En Diciembre de 2005, Hycail anunció el lanzamiento de su producto Hycail XM 1020
resistente a temperaturas de 200ºC sin distorsión por lo que puede utilizarse en
recipientes para microondas en contacto con alimentos, incluso aceites. Esta
resistencia al calor no afecta al resto de propiedades tales como la transparencia, la
procesabilidad o la resistencia [5].
Otro mercado interesante para el PLA es la fabricación de botellas mediante moldeo
por inyección para líquidos que se rellenen en frío, tales como agua, leche, zumos,
aceites, etc. Este interés se demuestra con la organización de la primera conferencia
de dedicada a botellas de PLA (1st PLA Bottle Conference, 12 y 13 de Septiembre de
2007, Hamburgo, Alemania) [6]. Las botellas monocapa de PLA NatureWorks se
pueden fabricar en las mismas instalaciones que las del PET sin sacrificar la velocidad
de procesado [1].
Amcor PET Packaging, uno de los mayores proveedores de PET, ha trabajado con
Husky Injection Molding Systems para el desarrollo del mercado europeo de botellas
de PLA utilizando PLA NatureWorks. Según esta empresa, fabricante de PET, el
mercado de las botellas de PLA está atrayendo la atención en Europa y los
consumidores empiezan a mostrar interés en los envases elaborados a partir de
fuentes renovables. En 2005, Belu Natural Mineral Water ya lanzó botellas de 500 mL
en el Reino Unido. Las preformas de PLA están fabricadas en el sistema de moldeo
HyPet 120 [7,8]. En EEUU, ya desde Junio de 2004 el agua Biota se viene
embotellando con PLA de NatureWorks con el sistema de moldeo HyPet 120 [9]. En el
mismo año, Jivita, un agua con propiedades aroma-terapéuticas, comenzó a
embotellarse en botellas fabricadas con PLA NatureWorks y etiquetadas también con
PLA. [10] Naturally Iowa LLC fue la primera empresa de EEUU en distribuir leche en
botellas fabricadas con PLA de NatureWorks. Noble Juice de Blue Lake Citrus
Products, Inc., EEUU, ha sido el primer zumo envasado en botellas de PLA de
NatureWorks [11].
7.2.1.3. Recubrimientos para papel
Los productos de papel recubiertos o laminados representan otro mercado potencial
significativo para los bioplásticos. En la actualidad, los envoltorios para hamburguesas,
BIOPLÁSTICOS
86/140
vasos de papel, etc., se recubren por extrusión con películas de LDPE, el cual impide
la biodegradación del propio papel.
Los bioplásticos biodegradables sintéticos tales como Ecoflex de BASF, pueden
usarse como recubrimiento para papel, cartón o materiales espumados de almidón
para aumentar su resistencia y protegerlos contra las grasas, la humedad y los
cambios de temperatura. Estas propiedades son adecuadas para cajas de
hamburguesas, vasos para café, envases para carne, pescado, frutas y verduras,
platos y recipientes para comida rápida, papel para envolver mantequilla, etc [1].
7.2.1.4. Espumas de relleno para embalaje
Los materials espumados de relleno para embalaje son una de las primeras y más
importantes aplicaciones actuales de los bioplásticos basados en almidón como
sustitutos de PE y PS. Sin embargo, este es un mercado que puede considerarse
maduro y sus previsiones de crecimiento no son tan prometedoras como las de otras
aplicaciones de los bioplásticos.
7.2.1.5. Bolsas y sacos
Los bioplásticos basados en almidón se usan para la fabricación bolsas y sacos de
basura, para compras y compost. Las bolsas y sacos también son uno de los
mercados más importantes para los polímeros biodegradables sintéticos tales como
Ecoflex de BASF, que bien solo o en mezclas con almidón, se usan para fabricar
bolsas para frutas y verduras, de basura y de transporte.
Todavía existe un importante potencial de crecimiento de los bioplásticos para esta
aplicación debido al incremento de sistemas municipales selectivos de recogida de
residuos y compostaje en todo el mundo y a algunas medidas que los gobiernos, cada
vez más concienciados con la protección del medio ambiente, están imponiendo tales
como la prohibición del Gobierno francés para el año 2010 del uso de bolsas que no
sean biodegradables [12].
7.2.1.6. Vajillas desechables
Las vajillas desechables son otra
biodegradables tales como el PLA.
aplicación
importante
de
los
polímeros
Entre los clientes de NatureWorks se encuentran empresas de catering y organización
de certámenes tanto europeas (Antilliaanse Festeen, Dranouter Folk Festival,
Pukkelpop, The Netherlands Queen’s Day Celebration) como americanas (Columbia
University, ESPN X-Games, National Mall, Oakland Coliseum, Telluride Bluegrass
Festival, Telluride Film Festival) [13]. En el verano de 2004, Alken-Maes Breweries
sirvió más de 1,5 millones de cervezas en vasos fabricados con PLA NatureWorks en
BIOPLÁSTICOS
87/140
tres festivales populares de música en Bélgica, recogiendo 2.940 Kg de residuos de
PLA que sirvieron para fabricar 147 Kg de compost [1,14].
7.2.2. Agricultura
En este sector, las aplicaciones de los bioplásticos son bolsas para residuos
orgánicos, películas para mantillo (compost), tiestos, decoraciones para cementerios,
sedales y redes de pesca, etc. Entre ellas, las películas para mantillo son las que
presentan mayores posibilidades de crecimiento por las ventajas que ofrecen al inhibir
el crecimiento de hierbas y mantener la humedad del suelo. Los bioplásticos basados
en almidón son los más usados en este sector.
7.2.3. Medicina
Los biopolímeros usados en medicina deben ser materiales biocompatibles y
bioabsorbibles. Las principales aplicaciones en este sector son suturas y grapas para
heridas, tornillos para sujetar y reparar ligamentos, sistemas para dosificación de
medicamentos, moldes ortopédicos, tejidos, esponjas y moldes poliméricos.
Las suturas son la aplicación más importante de los bioplásticos en medicina, aunque
se trata de un sector ya maduro que no se espera que crezca de manera importante
en los próximos años.
Existen dos tipos de sutura: trenzada y monofilamento. Las trenzadas son más
flexibles y sus nudos ofrecen mayor seguridad, aunque las monofilamento presentan
menor arrastre de tejido, lo cual es importante en cirugía cardiovascular, oftálmica y
neurológica.
En odontología, los bioplásticos se utilizan como relleno del hueco dejado tras una
extracción dental ayudando a una más rápida curación.
En ortopedia, los sistemas de fijación basados en biopolímeros presentan ventaja
sobre los metálicos, ya que no es precisa su extracción posterior. Los materiales de
los que se dispone en la actualidad no presentan suficiente resistencia como para
usarse como soporte de huesos largos como el fémur, pero sí en tobillos, rodillas y
manos para la reparación de ligamentos, roturas y menisco.
Los materiales utilizados son principalmente poliésteres compuestos de
homopolímeros o copolímeros de poli(ácido glicólico) y lactida. También existen
sistemas fabricados con copolímeros de carbonato de trimetileno y ε-caprolactona y
suturas de polidioxanona.
El poli(ácido glicólico) se usó para el desarrollo de la primera sutura totalmente
absorbible comercializada por Dexon en los años 1960 por Davis and Geck, Inc. Las
polilactidas presentan un alto módulo por lo que son adecuadas para aplicaciones en
ortopedia y suturas. La policaprolactona también se usa en suturas por su
BIOPLÁSTICOS
88/140
biocompatibilidad. La polidioxanona fue la primera sutura sintética monofilamento
clínicamente testada comercializada por Ethicon. El copolímero poli(lactida-coglicólico) se usa para sistemas de liberación de medicamentos. El polihidroxibutirato
(PHB) y polihidroxivalerato (PHV) también están siendo investigados para aplicaciones
biomédicas aunque requieren enzimas para su biodegradación. Los PHBH Nodax de
Procter & Gamble también presentan aplicaciones potenciales en biomedicina tales
como liberación de fármacos y regeneración de huesos [1].
7.2.4. Otras
7.2.4.1. Electrónica
Sony y Mitshubishi Plastics desarrollaron en 2004 PLA ignífugo que alegan ser más
resistente que el ABS. Este nuevo material se ha usado en los paneles frontales de los
reproductores de DVD Sony [15].
Pioneer Corp of Japan ha usado PLA como sustituto del policarbonato para la
fabricación de discos ópticos [1].
Sharp ha desarrollado tecnología para mezclar PLA con plásticos convencionales
recuperados de residuos electrónicos, que se espera comenzar a usar en productos
electrónicos en el año 2007 [1].
En Junio de 2002, Fujitsu introdujo el primer ordenador portátil con ciertas partes de su
carcasa fabricadas en un bioplástico basado en almidón. En Enero del 2005, Fujitsu y
Toray Industries lanzaron la primera carcasa para ordenador portátil fabricada
totalmente a partir de mezclas de PLA con policarbonato con resistencia al calor y a la
llama. Fujitsu pretende introducir en el mercado en el año 2007 teléfonos móviles
fabricados con bioplásticos y extenderlos a otras aplicaciones en equipos electrónicos
[1., 16].
NEC ha desarrollado un bioplástico para su aplicación en carcasas de ordenadores
cuyo principal componente es PLA con propiedades ignífugas, gracias a la
incorporación de hidróxidos metálicos. Con la combinación de otros materiales
derivados de recursos renovables, tales como la fibra kenaf, se consigue además
mejorar otras propiedades tales como la resistencia mecánica, al calor y la
moldeabilidad. El proceso se está mejorando para su escalado industrial y se espera
que se empiece a utilizar para carcasas de ordenadores portátiles en el año 2007 [17].
BIOPLÁSTICOS
89/140
7.2.3.2. Automoción
El sector del automóvil es uno de los grandes consumidores de materiales
termoplásticos ya que aproximadamente el 12% del peso de un vehículo procede de
materiales plásticos [18]. Sin embargo, hasta la fecha se han desarrollado pocas
aplicaciones para los biopolímeros en este sector [1.].
Toyota Corp. (Japón) ha sido pionera en el desarrollo de un material, Eco-Plastic,
fabricado a partir de caña de azúcar y maíz. Se trata de PLA y se usa en la cubierta de
los neumáticos de recambio y en las alfombrillas del modelo Raum. La empresa ha
construido una planta piloto para la producción de 1000 toneladas/año de este
bioplástico y se ha propuesto incrementar su uso a 20.000 toneladas para el año 2020
[18].
Ford ha anunciado que para el año 2008 introducirá en su modelo Mustang materiales
espumados para sus asientos en cuyo proceso de fabricación se sustituye el 40% de
los polioles por un compuesto alternativo derivado de soja [18].
Mazda Motor Corporation ha llevado a cabo un proyecto en los años 2004-2006 en
colaboración con empresas y universidades, para el desarrollo de un bioplástico que
incorpora un 88% de PLA procedente de maíz. Los esfuerzos se han dirigido al
desarrollo de un agente nucleante y un agente compatibilizante que aumentan 3 veces
la resistencia al impacto y un 25 % la resistencia al calor frente a los bioplásticos
actualmente usados en el sector electrónico, po lo que es muy adecuado para
múltiples aplicaciones en el sector del automóvil [19].
Mitsubishi Motors Corporation, en cooperación con Aichi Industrial Technology Institute
(Japón), ha desarrollado un material para interiores de automóviles basado en PBS
combinado con fibra de bambú para aumentar su rigidez. Las piezas moldeadas con
este material se montarán en el nuevo modelo de minicoche que se lanzará en Japón
en el año 2007. El ácido succínico para la fabricación de PBS se obtiene por
fermentación del azúcar extraído de caña de azúcar o maíz [20].
7.2.4.3. Fibras
El PLA es el biopolímero más comúnmente usado para la fabricación de fibras y sus
fibras tienen propiedades similares a las del PET y rayón. Las aplicaciones
potenciales incluyen ropa, ropa de cama, alfombras, tapicerías, tejidos industriales y
tejidos no tejidos.
Toray es uno de los grandes procesadores de las fibras de PLA INGEO™ de
NatureWorks. La empresa ha desarrollado inicialmente productos para uso industrial y
BIOPLÁSTICOS
90/140
diario tales como alfombras, ropa de cama y tejidos industriales y posteriormente otras
aplicaciones tejidos para ropa y decoración [1].
En el año 2004, DuPont formó una alianza con Tate & Lyle, para la producción de
propanodiol (Bio-PDO™) a partir de un proceso de fermentación de maíz. Este BioPDO™ se va a usar en la fabricación de Sorona®·3GT™, un Poli(tereftalato de
trimetilenglicol) para fibras, a partir de 2007. La planta de producción de Bio-PDO™
es la mayor planta de fermentación aeróbica mundial con una capacidad de
producción de Bio-PDO™ de 45 millones de toneladas anuales [21]. Sorona® es una
fibra más suave que incluso el poliéster o nailon y se pretende usar en ropa de vestir.
[1].
Una de las áreas que más oportunidades ofrece para el PLA son los geotextiles para
aplicación en agricultura. Empresas tales como UnitiKa creen que las propiedades
antifúngicas del PLA, combinadas con su biodegradabilidad hacen de él un material
muy adecuado para esta aplicación [1].
7.2.4.4. Tarjetas
El PLA puede usarse para fabricación de tarjetas regalo, telefónicas, tarjetas llave, de
crédito, etc., como sustituto del PVC. Por ejemplo, Sony ha desarrollado junto a
Mitsubishi Plastics una tarjeta inteligente que servirá como monedero electrónico y
será biodegradable [22].
7.3. EVOLUCIÓN DEL CONSUMO DE BIOPLÁSTICOS EN LOS ÚLTIMOS AÑOS
(EUROPA, NORTE AMERICA, ASIA-PACIFICO) [1]
El mercado de bioplásticos ha experimentado un importante crecimiento en los últimos
años, aunque partiendo de pequeños consumos. Todavía existen pocos productores
que operen en plantas de tamaño realmente industrial. NatureWorks LLC, Novamont
Rodenburg Biopolymers y Basf son hoy día los productores con capacidad de
producción significativa. La situación va cambiando lentamente con las previsiones de
apertura de plantas de producción para los próximos años.
Los principales tipos de bioplásticos son: el almidón y sus mezclas, el poli(ácido
láctico) (PLA) y los poliésteres alifático-aromáticos, que han encontrado hueco en el
mercado en una gran variedad de aplicaciones, principalmente en envases rígidos y
flexibles, bolsas y sacos y productos para servir comidas. Sin embargo el volumen de
consumo de bioplásticos permanece todavía bajo comparado con los plásticos
basados en la industria petroquímica. En el año 2005, el consumo de biopolímeros en
Europa Occidental supuso un 0,14% del total del consumo de polímeros
termoplásticos.
En el año 2005, el mercado global de bioplásticos se estimó en 94.800 toneladas
(incluyendo materiales espumados de embalaje) y se espera que se alcancen las
BIOPLÁSTICOS
91/140
214.000 toneladas para el año 2010, lo que representa un crecimiento anual del 17,7%
para el periodo 2005-2010. Excluyendo los materials espumados para embalaje, el
cual es un sector más maduro dentro del campo de los bioplásticos, el mercado global
en el año 2005 fue de 71.700 toneladas y las previsiones de crecimiento anual para el
periodo 2005-2010 son del 20,3%. Los datos de mercado se resumen en la tabla 1.
Tabla 1. Consumo global de bioplásticos (toneladas) por tipo de polímero en los
años 2000, 2005 y previsiones para el 2010
2000
2005
2010
Almidón
15.500
44.800
89.200
PLA
8.700
35.800
89.500
PHA
0
200
2.900
Sintéticos
3.900
14.000
32.800
TOTAL
28.100
94.800
214.400
Por tipo de polímero, los bioplásticos basados en almidón fueron en el año 2005 los
más consumidos con un 47% del volumen global de bioplásticos. Los materiales
espumados para embalaje supusieron la mitad de este volumen de consumo. El PLA
es el segundo bioplástico por volumen de consumo seguido por los poliésteres
alifático-aromáticos, mientras que los PHA de reciente introducción tiene aún
volúmenes de consumo muy poco significativos.
Las previsiones de crecimiento para el año 2010 son importantes para estos cuatro
tipos de bioplásticos. Entre ellos, el PLA es que tiene previsiones de crecimiento más
importantes para el periodo 2005-2010 con una tasa de crecimiento anual del 20,1%,
seguido por los poliésteres alifáticos-aromáticos con tasas de crecimiento del 18,6%,
mientras que los polímeros de almidón se prevé que experimenten tasas de
crecimiento anuales inferiores, del orden del 14,8%, debido a la madurez del mercado
de los materiales espumados para embalaje. Excluyendo los materiales espumados
para embalaje, el crecimiento previsto es del 20,6% para los años 2005-2010. Para los
PHA, todavía escasamente desarrollados la tasa de crecimiento anual esperada para
el periodo 2005-2010 es del 60 % partiendo de una base casi de cero, ya que se
espera la puesta en marcha de nuevas plantas de fabricación y el desarrollo de
mejores productos y procesos de producción.
Europa Occidental es el principal consumidor de bioplásticos, con un 59% del volumen
de mercado en el año 2005 como puede verse en la figura 19. Esto se debe en parte a
los efectos de una mayor política legislativa que en otras regiones, que incluye las
directivas europeas de envases y residuos de envases (94/62/EC) y de depósito en
vertedero (EC/31/1999) y a que en Europa se encuentran algunos de los mayores
productores de bioplásticos tales como Novamont, Rodenburg Biopolymers y BASF.
BIOPLÁSTICOS
92/140
Asia-Pacífico
19%
Europa
Occidental
59%
EEUU
22%
Figura 19. Porcentajes de consumo de bioplásticos en el mundo en el año 2005
América del Norte es el segundo consumidor de bioplásticos, con un consumo
significativamente inferior a Europa Occidental, ya que en América del Norte el
problema de los vertederos de residuos no es tan acuciante al disponer de grandes
extensiones de terreno. Sin embargo, las actitudes del gobierno y de los
consumidores, hasta ahora poco concienciados con el reciclaje de residuos de
embalaje, están comenzando a cambiar. Durante los últimos años existen tendencias
positivas para el desarrollo del mercado de los bioplásticos como son: el crecimiento
de infraestructuras de compostaje, el incremento de las cuotas de vertido en
vertederos y la concienciación de los fabricantes de envases alimentarios de que
existe mercado para materiales compostables.
En la región de Asía-Pacífico el mayor consumidor de bioplásticos es Japón seguido
por Australia y Nueva Zelanda. En la tabla 2 se resumen los datos de mercado por
área geográfica.
Tabla 2. Consumo global de bioplásticos (toneladas) por región en los años 2000,
2005 y previsiones para el 2010
2000
2005
2010
% incremento
2005-2010
Europa Occidental
15.500
55.700
129.400
18,4
América del Norte
6.700
21.300
46.500
16,9
Asia-Pacífico
5.800
17.800
38.500
16,7
TOTAL
28.000
94.800
214.400
17,7
7.3.1. Europa Occidental
Por tipo de polímero, los consumos de Europa Occidental se muestran en la tabla 3. El
almidón es el bioplástico más consumido en Europa occidental con un 54% en el año
2005, seguido por el PLA con el 34% y por los poliésteres alifático-aromáticos con un
12%.
BIOPLÁSTICOS
93/140
Tabla 3. Consumo de bioplásticos en Europa Occidental (toneladas) por tipo de
polímero en los años 2000, 2005 y previsiones para el 2010
2000
2005
2010
Incremento (%)
2005-2010
Almidón
10.300
29.900
62.100
15,8
PLA
3.700
19.000
50.500
21,6
Sintéticos
1.500
6.700
15.800
18,7
PHA
0
100
1.000
60,0
TOTAL
15.500
55.700
129.400
18,4
El almidón, excluyendo su aplicación en materiales espumados para embalaje, es el
biopolímero cuyo consumo experimentará el mayor crecimiento para el periodo 20052010 con un crecimiento anual del 22%, seguido del PLA con un 21,6% y por los
poliésteres alifáticos-aromáticos con el 18,7% anual.
Por aplicaciones, los porcentajes de consumo en el año 2005 se muestran en la figura
20. Los envases son la principal aplicación de los bioplásticos. Los envases rígidos de
bioplásticos se introdujeron en Europa antes que las películas. Comenzaron a usarse
en el Reino Unido en los años 2001-2002 y posteriormente en Italia, Suiza, Bélgica y
Países Bajos. Las bolsas y sacos son otro mercado importante de los biopolímeros.
Las bolsas para recogida de residuos biodegradables se usan en casi todos los países
europeos y tienen además un gran potencial de crecimiento. Los materiales
espumados para embalaje son un sector bastante maduro y se espera que su
consumo crezca a un ritmo del 10% anual en el periodo 2005-2010. Las películas para
mantillo son otra aplicación importante recogida en el apartado de otros, con gran
potencial de crecimiento, cuyo consumo es importante principalmente en Francia,
España, Italia y Benelux.
Fibras
8%
Otros
6%
Bolsas y sacos
21%
Envases
37%
Espumas de
embalaje
28%
Figura 20. Porcentajes de consumo de bioplásticos en el año 2005 por aplicaciones
en Europa Occidental.
BIOPLÁSTICOS
94/140
7.3.2. América del Norte
Por tipo de polímero, los consumos en América del Norte y las previsiones de
consumo para el año 2010 se muestran en la tabla 4. El PLA es el bioplástico con
mayor consumo en América del Norte en el año 2005, con un 45% sobre el total del
consumo de bioplásticos, seguido por el almidón con un 38% y los sintéticos con un
17%. El PLA es además el que mayor previsión de crecimiento anual presenta hasta el
año 2010.
Tabla 4. Consumo de bioplásticos (toneladas) en América del Norte por tipo de
polímero en los años 2000, 2005 y previsiones para el 2010
2000
2005
2010
Incremento (%)
2005-2010
Almidón
2.800
8.000
14.000
11,9
PLA
2.700
9.600
22.600
18,7
Sintéticos
1.200
3.600
8.400
18,4
PHA
0
0,1
1.500
71,0
TOTAL
6.700
21.300
46
16,9
Por aplicaciones, los porcentajes de consumo se muestran en la figura 21. Los
envases fueron la principal aplicación de los bioplásticos consumidos en América del
Norte en el año 2005, seguidos por los materiales espumados de embalaje y sacos y
bolsas.
Fibras
10%
Otros
7%
Envases
41%
Bolsas y sacos
20%
Espumas de
embalaje
22%
Figura 21. Porcentajes de consumo de bioplásticos en el año 2005 por aplicaciones
en América del Norte
BIOPLÁSTICOS
95/140
7.3.3. Asia-Pacífico
Los consumos por tipo de polímero de Asia-Pacífico y las previsiones de consumo
para el año 2010 se muestran en la tabla 5. El PLA es el bioplástico con mayor
consumo en esta región en el año 2005, con un 40 % sobre el total del consumo de
bioplásticos, seguido por el almidón (principalmente en materiales espumados para
embalaje) con un 39% y los sintéticos con un 21%. Los bioplásticos sintéticos son los
que se prevé que tengan una mayor tasa de crecimiento para el año 2010.
Por aplicaciones, los porcentajes de consumo se muestran en la figura 22. Los
envases fueron la principal aplicación de los bioplásticos consumidos en la región
Asia-Pacífico en el año 2005 con un 44% sobre el total, seguidos por sacos y bolsas y
los materiales espumados de embalaje.
Japón es el mayor consumidor de bioplásticos de esta región seguido por Australia y
Nueva Zelanda. Taiwán y Japón son los países que presentan las mayores
perspectivas de crecimiento en el consumo de bioplásticos. Taiwan ha introducido
políticas medioambientales prohibiendo el uso de bolsas desechables y comenzando
con bolsas de compra basadas en recursos procedentes del petróleo y vajilla
desechable. En Japón, se creó en 1989 The Biodegradable Plastics Society (BPS)
para desarrollar tecnología para plásticos biodegradables, extenderlos
y
comercializarlos y desarrollar métodos de evaluación y certificación para los mismos.
Tabla 5. Consumo de bioplásticos (toneladas) en Asia-Pacífico por tipo de polímero
en los años 2000, 2005 y previsiones para el 2010
2000
2005
2010
Incremento (%)
2005-2010
Almidón
2.300
6.900
13.100
13,8
PLA
2.300
7.200
16.400
18,0
Sintéticos
1.200
3.700
8.600
21,1
PHA
0
100
400
54,0
TOTAL
5.800
17.900
38.500
16,7
BIOPLÁSTICOS
96/140
Fibras
10%
Bolsas y sacos
21%
Otros
10%
Envases
44%
Espumas de
embalaje
15%
Figura 22. Porcentajes de consumo de bioplásticos en el año 2005 por aplicaciones
en América del Norte
BIBLIOGRAFIA DEL CAPÍTULO
1
D. Platt. “Biodegradable Polymers. Market Report”. Smithers Rapra Limited
(2006).
2
M. Crank, M. Patel, F. Marscheider-Weideman, J. Schleich, B. Hüsing, G.
Angerer. “Techno-economic feasibility of Large-Scale Production of Bio-Based
Polymers in Europe”. Technical Report EUR 22103 EN. European
Commission’s Institute for Prospestive Technological Studies. O. Wolf ed.
(2005).
3
2007 Elsevier Engineering Information www.ei.org [http://www.ei.org], Noticia
del 8 de marzo de 2007.
4
Highlights in Bioplasics. Internacional Biodegradable Polymers Association.
Enero
2005.
http://www.european-bioplastics.org/media/files/docs/deberichte/050203_Highlights_in%20Bioplastics_de.pdf . Fecha de consulta 30 de
Julio de 2007.
5
Hycail http://www.hycail.com/pages/engels/hycailen.html Fecha de consulta 20
de Julio de 2007.
6
Noticia Bioplastics Magazine
http://www.teamburg.de/bioplastics/conference/conference.php
consulta 31 de Julio de 2007.
Fecha
de
7
Noticia
Plasticos
Universales
de
2
de
enero
2006
http://www.plastunivers.com/Tecnica/noticias/Noticia.asp?ID=12019. Fecha de
consulta 30 de Julio de 2007.
8
PET Report. Husky 2006 http://cache.husky.ca/v2/pet-report-summer-06.pdf
Fecha de consulta 30 de Julio de 2007.
BIOPLÁSTICOS
97/140
9
R. Lingle. “BIOTA’s high water mark in sustainable packaging”. Packaging
World Magazine, January 2005, p. 62 http://www.packworld.com/view-18460.
Fecha de consulta 31 Julio de 2007.
10
NatureWorks Press Release 5 Noviembre 2005 - NatureWorks PLA Helps
Unique New Bottled Water Brand Strengthenits All-Natural Appeal
http://www.natureworksllc.com/news-and-events/press-releases/2005/11-5-05natureworks-pla-helps-unique-new-bottled-water-brand-strengthen.aspx. Fecha
de consulta 31 Julio 2007.
11
LookBook Ingeo™ NatureWorks® Herat Month from April 22nd to June 5th
2007.
http://www.natureworksllc.com/earth-month2007/~/media/earthmonth_2007/em_mediamaterials/mm_lookbook_bulletin/loo
kbook_final-pdf.ashx. Fecha de consulta 31 de Julio de 2007
S. Facco. The new French Law on Biodegradable Shopping Bags
http://www.european-bioplastics.org/media/files/docs/enpub/060619_EuBP_France.pdf Fecha de consulta 31 de Julio de 2007.
12
13
NatureWorks® PLA: Resumen de marca. Noticia NWPR006 6-10-2005.
http://www.pressreleasefinder.net/item.asp?id=5600 Fecha de consulta 31 de
Julio de 2007.
14
NatureWork.
Cases
Studies.
Alken-Maes
Breweries
(Cups)
http://www.natureworksllc.com/product-and-applications/natureworkspolymer/case-studies/alken-maes-breweries-cups.aspx. Fecha de consulta 31
de Julio de 2007.
15
Noticia Food productiondaily.com/europe 16/02/2004 Sony develops cornbased plastic http://www.foodproductiondaily.com/news/ng.asp?id=49919-sonydevelops-corn. Fecha de consulta 1 de Agosto de 2007.
16
“Fujitsu Ltd Fujitsu Develops Bio-based Polymer with Superior Impact
Resistance; Ideal for Use in Mobile Phones - Broader Applications Envisioned
to Reduce Environmental Burden and Petroleum Consumption”, Japan
Corporate
News
Network
May
16,
2006
http://www.japancorp.net/Article.Asp?Art_ID=12508. Fecha de consulta 2 de
Agosto de 2007.
17
NEC Laboratories. Bioplastics for electronic Equipment.
http://www.nec.co.jp/rd/Eng/innovative/E4/04.html. Fecha de consulta 20 Julio
2007.
18
C. Juska. “Automotive Plastics Report Card. The Polices and Practices of Eight
Leading Automakers”. The Ecology Center. Noviembre de 2006.
www.toyota.co.jp/en/more_than_cars/bio_afforest/bio_plastic.html. Fecha de
consulta 20 de Julio de 2007.
BIOPLÁSTICOS
98/140
19
Mazda Motor Corporation: Mazda Develops High-Strength Heat-Resistant
Bioplastic with Hiroshima Area Partners. Japan Corporate News Network Mayo
2006 http://www.japancorp.net/Article.Asp?Art_ID=12478 Fecha de consulta 2
de Agosto de 2007.
20
Mitsubishi Motors Mitsubishi Motors Develops 'Green Plastic', Bamboo-fiber
Reinforced Plant-based Resin for Use in Automobile Interiors; Cutting CO2
Emissions Throughout the Vehicle Lifecycle Japan Corporate News Network
Feb 17, 2006 http://www.japancorp.net/Article.Asp?Art_ID=11929. Fecha de
consulta 2 de Agosto de 2007.
21
DuPont 2007 Sorona® Technical Bulletin
http://www2.dupont.com/Sorona/en_US/tech_info/tech_info.html.
consulta 2 de Julio de 2007).
22
Fecha
de
Noticia Baquia Knowledge Center 28/11/2006: Sony lanza una tarjeta
monedero biodegradable http://www.baquia.com/noticias.php?id=11475. Fecha
de consulta 1 de Agosto de 2007.
BIOPLÁSTICOS
99/140
8. PRINCIPALES EMPRESAS FABRICANTES DE BIOPLÁSTICOS
BASF Aktiengesellschaft
D-67056, Ludwigshafen, Alemania.
Tel: +49 621600; Fax: +49 621 6042525.
Bajo la marca de Ecoflex®, BASF ofrece poliésteres alifático-aromáticos
biodegradables desde 1998 que cumplen los requisitos de compostabilidad de la
norma EN 13432, así como el del sistema de certificación americano del Instituto de
Materiales Biodegradables y el estándar GreenPla japonés. [1]
Ecovio® es el último desarrollo de BASF que ha lanzado al mercado en el año 2006.
Ecovio®, está formado por un 50 % de Poli(ácido láctico) (PLA), un material obtenido
del grano del maíz y desarrollado por la empresa norteamericana NatureWorks. El otro
componente es Ecoflex. Dependiendo de las proporciones se pueden obtener
materiales flexibles o rígidos [2,3].
Biotec Biologische Naturverpackungen GMBH
Werner-Heisenberg-Str. 32, Posfach 100220, D-46446 Emmerich, Alemania.
Tel: +49-2822-92510; Fax: +49 2822 51840.
BIOTEC desarrolla, produce y licencia una gama de materiales termoplásticos
biodegradables basados en almidón termoplástico bajo el nombre comercial Bioplast®.
BIOTEC es propietario de un gran número de patentes de almidón termoplástico
(TPS®), y posee el know-how para la mezcla y modificación de esta resina en
compuestos, mezclas y masterbatches [4].
Biop Biopolymer Technologies AG
Schipkauer Straße 1, A754, 01987 Schwarzheide, Alemania.
Tel: +49 (0)35752-9499-0; Fax: +49 (0)35752-9499-911.
Biop Biopolymer Technologies AG introdujo en el mercado BIOPAR® en 2002, mismo
año de fundación de la compañía. Esta resina se fabrica combinando Ecoflex con
almidones modificados de Biop. Biop está construyendo una nueva planta en Alemania
con una capacidad de producción de 35.000 ton/año, la cual estará lista a finales de
2007 [5].
BIOPLÁSTICOS
100/140
Biomer Biopolyésteres
Forst-Kasten-Str. 15 D-82152 Krailling, Alemania
Tel: +49 8912 765136; Fax: (49) 8912 765137.
Biomer produce PHB en pelets que pueden procesarse en equipos convencionales de
trasformación de plásticos. También ha comenzado recientemente la producción de
PLA a pequeña escala, que vende a transformadores para la fabricación de películas
transparentes para embalaje y para moldeo por inyección [6].
Biopearls
Damstraat 28, 6671 AE Zetten, Países Bajos.
Tel: 06 - 46 104 345; Fax: 084 - 750 43 00.
Produce poli(ácido láctico) en Holanda. Actualmente investiga el uso de aditivos
nanocompuestos en materiales biodegradables [7].
Cereplast
3421-3433 West El Segundo Boulevard, Hawthorne, CA 90250 EEUU.
Tel: 310-676-5000; Fax: 310 676 5003.
Cereplast ha desarrollado y fabrica mezclas con PLA NatureWorks® incorporando
almidón de maíz, trigo o patata, proteínas de soja, PHA o PHB u otros componentes
biodegradables, con lo que consigue mejorar la propiedades necesarias para algunas
aplicaciones. Este bioplástico se usa para fabricar artículos termoconformados tales
como tazas, cubiertos, recipientes, además de recubrimientos por extrusión, perfiles y
grados para moldeo por soplado [8].
Daicel Chemical Industries
1, Teppo-cho, Sakai Osaka, 590-8501, Japón.
Tel: (81)-72-227-3111; Fax: (81) 72 227 3000.
Es líder en el desarrollo, fabricación y mercado de especialidades químicas, tales
como los derivados de celulosa, productos orgánicos, plásticos y películas. Comenzó
en 1919 con la fabricación de celuloide, para posteriormente diversificar su mercado
hacia el acetato de celulosa. Hoy en día, Daicel concentra sus esfuerzos en el
desarrollo de productos con alto valor añadido para su aplicación en electrónica,
biotecnología y farmacia [9].
BIOPLÁSTICOS
101/140
DuPont
2 Chemin du Pavilon, PO Box 50, C H-1218 Grand Sacconex, Suiza.
Tel: (41) 22 717 5111; Fax: (41) 22 717 4200.
DuPont fabrica Bioplásticos tales como Biomax® [10], un PET estándar al que se han
añadido tres monómeros alifáticos para convertirlo en biodegradable, Sorona™ , una
familia de polímeros fabricados a partir de 1,3 Propanodiol (PDO) obtenido por
fermentación de maíz y poli(alcohol vinílico) bajo la marca Evanol®.
EarthShell Corporation
1301 York Road, Suite 200, Lutherville, Maryland 21093, EEUU .
Tel: (1) 410.847.9420, Fax: (1) 410.847.9431.
Esta empresa licencia y comercializa tecnología para fabricar un material compuesto
para envasado basado en almidón de patata y productos inorgánicos tales como caliza
bajo el nombre comercial EarthShell Packaging® [11].
FKuR Kunststoff GmbH
Siemensring 79, D-47877 Willich, Alemania
Tel: (49) 2154 9251-26, Fax: (49) 2154 9251-51.
FKuR Kunststoff GmbH fabrica mezclas de PLA/copoliéster (Bioflex®), desarrolladas
en colaboración con el Instituto Fraunhofer Umsicht con capacidad de producción de
3000 toneladas/año, así como mezclas de celulosa bajo el nombre comercial de
Biograde® para aplicación en piezas moldeadas y películas [12].
Hycail
Industrieweg 24-1, 9804 TG Noordhorn, Países Bajos
Tel: (31) 594 50 57 69, Fax: +31 (0)594 50 62 53
Fabricante de PLA con un amplio catálogo de productos para una gran variedad de
aplicaciones tales como envases rígidos, adhesivos, fibras y bases para chicle. La
empresa cuenta con una planta semi industrial operativa desde abril del 2004, pero
está en proceso de construcción de la primera planta de producción de PLA europea,
con una capacidad de producción de 25.000 toneladas/año [13].
BIOPLÁSTICOS
102/140
Metabolix
21 Erie Street, Cambridge, MA 02139, EEUU
Tel: (1) 617-583-1700, Fax: (1) 617-583-1767
Fundada en 1992, Metabolix que produce P(3HB-co-3HV) bajo el nombre de Biopol.
En 2006, Metabolix se asoció con Archer Daniels Midland (ADM), uno de los mayores
procesadores de productos agrícolas mundiales para producir la línea de productos Mirel™
fabricado mediante fermentación microbiana de azúcares de caña o aceites vegetales.
Telles™, es el nombre de esta sociedad que actualmente construye en Estados Unidos
una planta capaz de producir 50.000 toneladas/año [14, 15].
Mitshui Chemicals
Shiodome City Center, 5-2, Higashi-Shimbashi 1-chome, Minato-ku, Tokyo 105-7117,
Japón.
Tel: +81-3-6253-2100.
Produce PLA bajo el nombre comercial de LACEA desde 1996 en la planta de Omita
[16].
NEC Electronics Corp.
Head Office: 1753 Shimonumabe Ankara, Ku Kawasaki, Kanagawa 211-8668, Japón
Tel: (81) 44435 5111, Fax: (81) 44435 1667.
Ha desarrollado un bioplástico basado en PLA, para carcasas de ordenadores, con
propiedades ignífugas (incorporando hidróxidos metálicos). Con la combinación de
otros materiales derivados de recursos renovables, tales como la fibra Kenaf, se
consiguen además mejorar otras propiedades tales como la resistencia mecánica, al
calor y la moldeabilidad. El proceso se está mejorando para su escalado industrial [17].
NNZ BV
Postbus 104, NL- 9700 AC Groningen, Países Bajos
Tel: (31) 50 5207800, Fax: (31) 50 5207801.
Empresa con base en los Países Bajos que bajo la marca de Okopack ofrece un
bioplástico basado en almidón con tres calidades: Okopack C transparente y brillante
con propiedades similares a las del polipropileno, Okopack S, semitransparente y con
propiedades similares al polietileno y Okopack Net para redes o mallas [18].
BIOPLÁSTICOS
103/140
NatureWorks LLC
Oficina Central 15305 Minnetonka Boulevard, Minnetonka, 55345, Minessota EEUU
Tel: (1) 952 742 0400, Fax: (1) 952 984 3430.
NatureWorks LLC es la nueva denominación de Cargill Dow LLC. Antes también
estuvo asociada a Dow Chemical Company. En 1997 Cargill y Dow Chemical
Company formaron un consorcio para desarrollar la tecnología y mercado para
productos de PLA y comenzaron en 2001 la producción comercial de diferentes grados
de PLA bajo el nombre de NatureWorks™ [19].
Cargill Dow Polymers LLC instaló su primera planta comercial de producción de PLA
en Nebrasca, EEUU, en 2002, con una capacidad de producción de 136.000
toneladas/año. En 2004, enfocó su mercado hacia aplicaciones tales como envases
alimentarios y fibras textiles y redujo sus precios, lo que le permitió aumentar sus
ventas en un 60%. En el año 2006, su producción se estimó en 50.000-70.0000
toneladas.
NatureWorks también fabrica fibras de PLA bajo el nombre comercial de Ingeo™
adecuadas para fabricación de ropa, textiles y tejidos no tejidos [20].
Novamont Spa
Vía G. Fauser 8, 28100 Novara, Italia
Tel:+39 0321 6996 11, Fax: +39 0321 6996.00
Fundada en 1990, es el mayor productor de mezclas basadas en almidón y polímeros
sintéticos, con una producción anual de más de 20.000 toneladas y una capacidad de
producción de 40.000 toneladas/año. Tras un acuerdo con Novamont, Nacional Starch
Chemical Co. dispone de licencia para dos tecnologías de la producción de espumas
para protección en embalajes basadas en almidón con una producción de 20.000
toneladas en el año 2005.
Novamont comenzó sus actividades de investigación en 1989 cuando pertenecía al
grupo químico italiano Montedison. Desde entonces ha realizado grandes inversiones
en I+D para el desarrollo de la familia de productos Mater-Bi, para la adquisición de
patentes de Bistec GMBH & Co KG y en el desarrollo de su último material
biodegradable Mater-Foam. En 2001, Novamont alcanzó un acuerdo con Bistec
Biologische Naturverpackungen GMBH & Co KG, E Khashoggi y sus afiliados para
resolver todos sus litigios en cuanto a patentes. En particular, Novamont adquirió la
licencia exclusiva mundial sobre las patentes de Biotec en el sector de películas, lo
que reforzó la cartera de patentes de Novamont que incluye más de 800 patentes y
aplicaciones a nivel mundial.
En septiembre de 2004, Novamont adquirió la tecnología Eastar-Bio de Eastman
Chemical y lanzó al mercado el producto Origo-Bi resultado de integración con la
BIOPLÁSTICOS
104/140
nueva tecnología de poliésteres biodegradables. El acuerdo incluye todas las patentes
y derechos sobre la tecnología pero no las plantas de producción o los canales de
distribución [18,21].
Plantic Technologies
51 Burns Road, Altona, 3018, Victoria, Australia
Tel: +61 3 9353 7900, Fax: +61 3 9353 7901.
Esta empresa australiana lanzó al mercado en 2003 su resina Plantic® basada en
almidón de maíz. En 2007, Plantic ha anunciado sus planes de colaborar con DuPont
Packaging en el desarrollo y venta de bioplásticos fabricados con la tecnología
Plantic® [22]. En 2006, Plantic anunció una colaboración de dos años para desarrollar
con Amcor Australasia PLC para desarrollar embalajes flexibles para alimentación y
confitería. En 2005, Nestle adoptó materiales Plantic para el envasado de bombones
[18,23].
Polyscience Inc.
400 Valley Road, Warrington, PA 18976
Tel: (215)343-6484, Fax: (215)343-0214.
Polyscience Inc. ha introducido una nueva gama de bioplásticos basados en
polihidroxibutirato (PHB) que son potenciales candidatos para su aplicación en
liberación de fármacos, cosmética, envoltorios de perfumes o alimentación. Los
copolímeros en bloque PHA-b-PEG son una nueva familia de copolímeros fabricados
con un bloque de PHA de peso molecular controlado, que permanece óptimamente
activo y permite variar la cadena lateral y la proporción de PEG [18].
Procter & Gamble
The Heights, Brooklands, Weybridge, Surrey KT13 0XP, Reino Unido.
Tel: (44) 1932 896492, Fax: (44) 1932 896499 .
En asociación con Kaneka (Japón) produce y comercializa P(3HB-co-3HHx) con el
nombre Nodax. Pretenden desarrollar sistemas de producción económicamente
viables para la producción de Nodax [18].
BIOPLÁSTICOS
105/140
Rodenburg Biopolymers BV
Denariusstraat 19, 4903 RC Oosterhout, Países Bajos.
Tel: +31 162 49 70 30, Fax: +31 162 49 70 31
Es uno de los mayores productores de biopolímeros de Europa. En 2002 inauguró una
planta de 47.000 toneladas/año para la producción de Solanyl®, un biopolímero
basado en almidón procedente de residuos de patata [24].
SK Chemicals Co. Ltd
948-1, Taechi3-Dong, Gangnam-gu, Seoul 135-283. Corea del Sur.
Tel: +82 2 2008 2008, Fax: +82 2 2008 2009.
Produce poli(succinato de butilenglicol) con la marca comercial Skygreen® por
policondensación de 1,2- etanodiol y 1,4-butanodiol con los ácidos succínico y adípico.
Se utiliza en películas, cubiertos desechables, bandejas, mangos para cepillos de pelo
y recubrimientos de papel [25].
Showa Highpolymer Co. Ltd
Nerima-Ku 179-0075, Tokyo, Japón.
Tel: +81 3 399 99268, Fax: +81 3 339 99633.
Showa Highpolymer ha desarrollado un familia de polímeros de poli(succinato de
butilenglicol) (PBS) obtenidos por policondensación de 1,4-butanodiol y ácido
succínico. También fabrica copolímeros de poli(succinato de butilenglicol-co-adipato
de butilenglicol) (PBSA) por la adición de ácido adípico. Estos copolímeros se
comercializan bajo el nombre de Bionolle® y presentan aplicaciones para la
fabricación de bolsas, películas agrícolas, conos para tráfico, bandejas. Algunos
grados de Bionolle® se modifican con diisocianatos como agentes de extensión de
cadena para mejorar la rigidez y las propiedades mecánicas [26,27].
Solvay S.A.
Oficina Central: Rue du Prince Albert 33, B-1050, Bruselas, Bélgica.
Tel: +32 2 509 61 11, Fax: +32 2 509 66 17.
Fabrica bioplásticos de policaprolactona bajo el nombre comercial de CAPA®. Se trata
de polímeros cristalinos y duros que funden a bajas temperaturas (58-60ºC) y con muy
buenas propiedades adhesivas en estado fundido. Los polímeros llevan grupos OH
finales y pueden utilizarse para aplicaciones de entrecruzamiento tales como
adhesivos que reaccionan en estado fundido. También existen grados de gran
transparencia y para moldeo por soplado [18].
BIOPLÁSTICOS
106/140
Stanelco PLC
Starpol Technology Centre, North Road, Marchwood Industrial Park, Southhampton
SO40 4BL, Reino Unido.
Tel: +44 2380 867 100, Fax: +44 2380 867 070.
Fabrica mezclas de PLA con otros bioplásticos biodegradables con un contenido de
PLA del 60% bajo el nombre de Starpol™. En junio de 2005, Stanelco adquirió Biotec,
empresa con base en Alemania que fabrica envases basados en almidón para la
industria alimentaria y farmacéutica bajo el nombre de Bioplast [18].
Toyota Motor Corp.
1, Toyotacho, Toyota 471-8571, Aichi, Japón.
Tel: +81 5 6528 2121, Fax: +81 5 6580 1116.
Fabrica Eco-Plastic, un PLA derivado de caña de azúcar o maíz que se usa en la
cubierta de los neumáticos de recambio y en las alfombrillas del modelo Raum. La
empresa ha construido una planta piloto para la producción de 1000 toneladas/año de
este bioplástico y se ha propuesto incrementar el uso de este material hasta 20.000
toneladas para el año 2020 [28].
BIBLIOGRAFIA DEL CAPÍTULO
1
http://www2.basf.de/basf2/html/plastics/englisch/pages/biokstoff/ecoflex.htm#sub01.
Fecha de consulta 1 de Octubre de 2007.
2
Basf,
The
chemical
company.
Noticia
6/8/07,
http://corporate.basf.com/en/sustainability/presse/pm.htm?pmid=2725&id=V0039ueGB7Jwbcp1wn. Fecha de consulta 1 de Octubre de 2007.
3
Interempresas Noticia 9/1/2006 Basf lanzará al mercado un envase plástico
biodegradable.
http://www.interempresas.net/Plastico/Articulos/Articulo.asp?A=12012 Fecha de
consulta: 1 de Octubre de 2007.
4
http://www.biotec.de/engl/index_engl.htm Fecha de consulta: 18 de Junio de 2007.
5
http://www.biopag.de/ Fecha de consulta: 1 de Octubre de 2007.
6
http://www.biomer.de/IndexE.html Fecha de consulta 2 de Octubre de 2007.
7
Equipo editorial de Tecnología del Plástico. “Llegó la hora de los plásticos
biodegradables”.
Tecnología
del
Plástico,
Agosto
2007
BIOPLÁSTICOS
107/140
http://www.plastico.com/tp/secciones/TP/ES/MAIN/IN/ARTICULOS/doc_57870_H
TML.html?idDocumento=57870 Fecha de consulta: 4 de Octubre de 2007.
8
Cereplast. The renewable plastic. http://www.cereplast.com/ce/ Fecha de consulta
20 de Julio de 2007.
9
Daicel Chemicals Industries, Ltd. http://www.daicel.com/ Fecha de consulta: 1 de
Octubre de 2007.
10 R. J. Müller. Afiphatic-Aromatic Polyesters. En Handbook of Biodegradable
Polymers. C. Bastioli Ed. Rapra Technology Limited (2005).
11 http://www.earthshell.com/about.html Fecha de consulta 3 de Octubre de 2007.
12 http://www.fkur.com/ Fecha de consulta 3 de Octubre de 2007.
13 http://www.hycail.com/ Fecha de consulta 3 de Octubre de 2007.
14 http://www.metabolix.com/company/strategy.html Fecha de consulta 3 de Octubre
de 2007
15 Equipo editorial de Tecnología del Plástico “Llegó la hora de los plásticos
biodegradables”.
Tecnología
del
Plástico,
Agosto
2007
http://www.plastico.com/tp/secciones/TP/ES/MAIN/IN/ARTICULOS/doc_57870_H
TML.html?idDocumento=57870. Fecha de consulta: 4 de Octubre de 2007.
16 http://www.mitsui-chem.co.jp/e/techno/lab_01.htm.
Octubre de 2007.
Fecha de consulta 4 de
17 NEC
Laboratories.
Bioplastics
for
electronic
Equipment.
http://www.nec.co.jp/rd/Eng/innovative/E4/04.html. Fecha de consulta 20 Julio
2007.
18 D. Platt. “Biodegradable Polymers”. Market Report. Smithers Rapra Limited (ed.)
(2006).
19 P. Gruber, M. O´Brien. “Polylactides “NatureWorks™ PLA”, en Biopolymers. Vol 4,
Polyesters III. Applications and Commercial Products Y. Doi and A. Steinbüchel
(Ed.) Wiley-VCH (2002).
20 NarureWorksLLC.
Products
and
applications.
http://www.natureworksllc.com/Product-And-Applications.aspx. Fecha de consulta
20 de Julio de 2007.
21 http://www.novamont.com/ Fecha de consulta 5 de Octubre de 2007.
22 http://www.plantic.com.au/investor-relations/regulatory-announcements/. Fecha de
consulta 5 de Octubre de 2007.
BIOPLÁSTICOS
108/140
23 Nestle UK to Use Plantic Technolgies Biodegradable Plastic for Chocolate
Packaging http://www.azom.com/details.asp?newsID=4199. Fecha de consulta 5
de Octubre de 2007.
24 http://www.biopolymers.nl/ Fecha de consulta 13 de Junio de 2007.
25 S-R. Lee, H.M. Park, H. Lim, T. Kang, X. Li, W-J Cho, C-S. Ha. “Microstructure,
tensile properties, and biodegradability of aliphatic polyester/clay nanomateriales
compuestos”, Polymer 43, 2495-2500 (2002).
26 L. Averous. Bioplastics. Biodegradable polyésteres (PLA, PCL, PHA,….)
http://www.biodeg.net/bioplastic.html. Fecha de consulta 28 de Junio de 2007.
27 R. Leaversuch. “Biodegradable Polyesters: Packaging Goes Green”. Plastics
Technology.
http://www.cortecvci.com/Publications/pdf/BiodegradablePolyesters.pdf. Fecha de consulta 29 de Junio de 2007.
28 C. Juska. “Automotive Plastics Report Card. The Polices and Practices of Eight
Leiading Automakers”. The Ecology Center. Noviembre de 2006.
Fecha
de
www.toyota.co.jp/en/more_than_cars/bio_afforest/bio_plastic.html.
consulta 20 de Julio de 2007.
BIOPLÁSTICOS
109/140
9. APLICACIONES EMERGENTES
En el apartado 7.2 de este informe se han descrito las aplicaciones actuales y
potenciales de los bioplásticos. A continuación se recogen las noticias relacionadas
con aplicaciones de los bioplásticos aparecidas en el último año obtenidas a través de
la base de datos Factiva.
La empresa alemana BASF AG lanzará al mercado una versión espumada de su
plástico Ecovio LBX 8145 en Octubre de 2007. Sus aplicaciones incluyen bandejas y
cajas para comida rápida [1].
Obayashi Corp. Mitsubishi Plastics Inc. y Mitsubishi Materials Corp. han desarrollado
de forma conjunta una tubería biodegradable para la construcción de túneles de
montaña, que evita la producción de residuos industriales como los de las tuberías de
acero o PVC habitualmente utilizadas [2].
NTN Corp. ha desarrollado un cojinete en el que la caja que rodea los elementos
giratorios está fabricada con plástico biodegradable [3].
El Centro Regional de Experimentación y Asistencia Agrícola (CERSAA), Italia, ha
investigado la aplicación de películas de plásticos biodegradables basados en almidón
termoplástico para el control de malas hierbas en lugar de plaguicidas o plásticos no
degradables [4].
La empresa e2e Materials LLC (Ithaca, EEUU), surgida de la Universidad de Cornell
(Ithaca, EEUU), tiene intención de sacar al mercado materiales compuestos
biodegradables fabricados completamente de materias primas procedentes de plantas
y una resina derivada de proteína de soja. Estos nuevos materiales compuestos
pretenden sustituir a los tableros fabricados de resinas basadas en formaldehído. [5].
Sony, trabajando conjuntamente con Mitsubishi Plastics Inc., va a comercializar la
primera tarjeta inteligente sin contacto a partir de plástico biodegradable. Más del 51%
de su composición procede de materias primas derivadas de plantas. Sony espera que
estas tarjetas se utilicen como tarjetas de identificación en empresas y para servicios
de dinero electrónico [6].
BIBLIOGRAFIA DEL CAPÍTULO
1
Elsevier Engineering Information. Noticia 30 Septiembre de 2007
2
New Bites Pty Ltd. Noticia del 10 de Septiembre de 2007
3
Elsevier Engineering Information. Noticia del 7 de Septiembre de 2007.
4
Elsevier Engineering information. Noticia 4 de agosto de 2007
5
Noticia US Fed News, 23 de abril de 2007.
6
Nihon Keizai Shimbun, Inc. 28 de Noviembre de 2006
BIOPLÁSTICOS
110/140
10. LINEAS ACTUALES DE I+D
En los últimos 10 años el énfasis en las actividades de investigación y desarrollo en el
campo de los bioplásticos se ha centrado en mejorar la tecnología y los productos para
llegar a su comercialización. Hoy en día, existe ya un significativo número de
productos en el mercado y los esfuerzos en I+D de las empresas se han desviado
hacia el consumidor final y el desarrollo de mercados y aplicaciones.
En una búsqueda realizada en la ISI Web of Knowledge utilizando como términos de
búsqueda: ((polymer* or plastic* or biopolymer* or biocomposite* or
bionanocomposite*) and (biodegradab* or compostab*)) or bioplastic*, se obtuvieron
un total de 6824 publicaciones en los últimos 10 años (el 2007 incluye datos hasta el
31 de Octubre). La distribución por años, países y disciplinas puede verse en las
figuras 23-25:
1200
Número de publicaciones
1000
800
600
400
200
0
1997
1998
1999
2000
2001
2002
2003
AÑO DE PUBLICACIÓN
2004
2005
Figura 23. Evolución de publicaciones por año.
BIOPLÁSTICOS
111/140
2006
2007
2000
1800
Número de publicaciones
1600
1400
1200
1000
800
600
400
200
EE
U
U
JA
PO
N
C
H
I
KO ALE NA
M
R
AN
EA
IA
D
EL
SU
R
FR
AN
R
EI
C
N
I
A
O
U
N
ID
O
IT
AL
IA
IN
D
IA
C
AN
AD
ES A
PA
SI
Ñ
A
N
G
AP
U
R
PA
SU
IS
E S IZ A
BA
JO
TA S
IW
AN
BE
L
PO GIC
A
R
TU
G
AL
BR
AS
I
IS L
R
A
TU EL
R
Q
U
I
SU A
EC
FI
IA
N
LA
N
D
PO IA
L
AU ON
ST IA
R
AL
IA
G
R
EC
IA
0
Figura 24. Publicaciones distribuidas por países. Se representan los 25 con mayor
número de publicaciones.
2500
NUMERO DE PUBLICACIONES
2000
1500
1000
500
ic
a
uí
m
An
á
y
uí
m
ic
a
Q
lis
is
ía
io
lo
g
Q
M
ic
ro
b
er
ia
at
M
s
lo
de
ci
a
a/
C
ie
n
M
ic
r
y
ía
Ap
lic
ad
ol
og
si
ca
te
cn
Bi
o
le
s
a
ap
lic
ad
ís
is
ca
ob
io
lo
gí
a
ic
a
m
qu
í
at
e
M
Bi
o
ria
le
s
e
y
In
Bi
of
ge
n
ico
lo
g
yT
ox
ía
ac
ol
og
rm
ie
ría
ía
r
sc
ip
lin
a
ul
tid
i
M
Fa
Fí
Q
uí
m
ic
a
O
rg
a
ni
ca
/
C
ie
n
ci
a
de
Po
lím
er
os
0
Figura 25. Publicaciones distribuidas por disciplinas científicas. Se representan las 10
más importantes.
Como puede verse en estas figuras, la producción científica ha crecido de manera
paulatina en los últimos 10 años. EEUU se sitúa a la cabeza en cuanto a número de
publicaciones, aunque Europa en su conjunto superaría a EEUU.
BIOPLÁSTICOS
112/140
En cuanto a patentes en el periodo 1997-2007, se ha realizado una búsqueda, en la
misma base de datos y con los mismos términos de búsqueda, en la que se han
localizado las empresas solicitantes. Las 25 con mayor número de solicitudes se
detallan en la figura 26.
NUMERO DE PATENTES
0
10
20
30
40
50
60
70
80
90
100
MITSUI CHEM INC
UNITIKA LTD
MITSUBISHI PLASTICS IND LTD
PROCTER & GAMBLE CO
SHIMADZU CORP
TOPPAN PRINTING CO LTD
TORAY IND INC
KIMBERLY-CLARK WORLDWIDE INC
TOYOBO KK
BASF AG
NIPPON SHOKUBAI CO LTD
BAYER AG
CANON KK
DAICEL CHEM IND LTD
ALLERGAN INC
TOYOTA JIDOSHA KK
KOREA ADV INST SCI & TECHNOLOGY
MITSUBISHI CHEM CORP
AGENCY OF IND SCI & TECHNOLOGY
DAINIPPON INK & CHEM INC
MASSACHUSETTS INST TECHNOLOGY
DOKURITSU GYOSEI HOJIN SANGYO GIJUTSU SO
NOVAMONT SPA
KAO CORP
TAKEDA CHEM IND LTD
Figura 26. Número de patentes de las empresas con mayor número de solicitudes en
el periodo 1997-2007.
Algunos ejemplos de las actividades de I+D aparecidas en la base de datos Factiva
durante el último año y que ilustran las líneas actuales de I+D se detallan a
continuación:
•
El instituto de investigación sueco IFP Research, junto con Saab Automobile,
Scania, Volvo Trucos y Volvo Cars y otros están desarrollando un material
compuesto biodegradable basado al 100% en materias primas forestales
dentro del marco del proyecto BIOAUTO. En la actualidad están estudiando
acetato-propionato de celulosa reforzado con fibra de celulosa y su utilidad a
escala comercial en la industria de la automoción [1,2].
•
Tohoku Electric Power Co. ha concluido con éxito una investigación para
convertir glicerina, subproducto de la fabricación de biodiesel, en ácido láctico.
La conversión se logra por reacción en medio acuoso de glicerina con una
base, a 300ºC y 12MP. Tohoku Electric ha alcanzado un acuerdo con Hitachi
Zosen Corp. para investigar en la mejora del rendimiento de la reacción y en el
escalado del proceso. Se pretende procesar 6 Kg. de glicerina/hora [3].
BIOPLÁSTICOS
113/140
•
El Centro para la investigación contra el cáncer del MIT está investigando una
técnica para mejorar la capacidad de liberar genes de los polímeros
biodegradables. La investigación se centra en tres poli(β-amino-ésteres) con
cadenas con grupos alternantes de amina y diacrilato. Cuando estos polímeros
se mezclan pueden unirse al DNA de forma espontánea unirse y formar
nanopartículas, las cuales pueden actuar de alguna manera como virus
artificiales y dosificar DNA funcional cuando se inyectan cerca del tejido diana.
Modificando los grupos finales de cadena de los polímeros, basta con un par
de átomos, se puede incrementar la capacidad de liberar genes [4].
•
La empresa química Daiso Co. ha descubierto una nueva bacteria para
fermentar almidón de maíz y patata, lo que le permite fabricar a bajo coste
alcoholes de seis o más átomos de carbono en cantidades de más de 500 g/Kg
de almidón (más de cinco veces la producción normal) y con una pureza de
99%. Estos alcoholes pueden usarse para mejorar la resistencia de los
plásticos biodegradables en lugar de la celulosa o arcilla habitualmente
utilizadas. La celulosa origina problemas de baja resistencia al calor y la arcilla
incrementa los costes de producción debido a las etapas de mezcla necesarias
para su incorporación [5].
•
Nec Corporation ha desarrollado un nuevo bioplástico a partir de PLA y fibra de
carbono que presenta mayor conductividad calorífica que el acero inoxidable.
Su campo de aplicación es en carcasas de equipos electrónicos tales como
teléfonos móviles y ordenadores personales, los cuales presentan problemas
de evacuación de calor [6].
•
Netcomposites (Reino Unido) está desarrollando el proyecto Combine
(Commingled Biomaterials from Nature) cuyo objetivo es el desarrollo de
materiales compuestos basados en fibras naturales (cáñamo y lino) y
bioplásticos (PLA) para aplicaciones estructurales como puertas de coches y
cascos de barcos. El proyecto comenzó en Noviembre de 2006 con una
duración de 30 meses [7,8].
•
La empresa americana Metabolix colabora con el centro australiano
Cooperative Research Centre for Sugar Industry Innovation through
Biotechnology (CRC SIIB) de la Universidad de Queenisland en un proyecto
para desarrollar plásticos biodegradables a partir de caña de azúcar. Metabolix
utiliza principalmente maíz como materia prima para la fabricación de sus
plásticos biodegradables y ha realizado pruebas con el césped Panicum
Virgatum ('switchgrass' en inglés). Ahora espera utilizar la misma tecnología
que consiste en procesos fermentativos con la caña de azúcar australiana
convirtiendo no sólo el azúcar sino también las fibras de celulosa [9].
•
Investigadores de la Universidad Missisipi del Sur han desarrollado un plástico
biodegradable capaz de biodegradarse en 20 días en agua de mar y cuyos
BIOPLÁSTICOS
114/140
productos de degradación no son tóxicos para la vida marina. Está fabricado
con poliuretanos modificados por incorporación de PLGA (poli(D,L-lactida-coglicolida)). Mediante la variación de la composición química han conseguido
obtener este plástico con propiedades que van desde la flexibilidad hasta la
rigidez. La degradación se produce mediante hidrólisis y la densidad de estos
plásticos es superior a la del agua marina por lo que se hundirían en ella.
Todavía no están listos para su comercialización, ya que son necesarios más
estudios para comprobar como se degradan en diferentes condiciones
ambientales. Además, existen obstáculos legales como la prohibición
internacional de arrojar plásticos al mar [10].
•
El Centro nacional INTI-Plásticos con sede en Argentina, y en colaboración con
el Centro de Investigación y Desarrollo en Criotecnología de Alimentos
(CIDCA), ha desarrollado un nuevo material biodegradable a partir de las
proteínas de soja y girasol. Este nuevo material posee un potencial importante
para ser utilizado en la agricultura, para, por ejemplo, el acolchado de cultivos y
el envasado de alimentos. Otra aplicación demostrada en la práctica de
laboratorio, ha sido el recubrimiento de arándanos con una delgada película
transparente y comestible, es decir una película comestible, que aumenta
significativamente su vida útil. Las proteínas para elaborar el material se
obtienen de las semillas de soja y de girasol. Como ambas se usan para
obtener aceites comestibles, la ventaja es que se podría llegar a obtener ese
material a partir de los residuos de la industria aceitera. Una vez aisladas se
obtiene un compuesto similar a la harina con un 90% de proteínas. Con la
ayuda de agua y de otros compuestos se obtienen las películas del nuevo
material. Otra característica es su permeabilidad a los gases, lo que permite
que los alimentos envasados con este nuevo material tengan un mayor tiempo
de conservación. Si bien no se espera que este nuevo material en desarrollo
pueda reemplazar a los polímeros sintéticos en todas sus aplicaciones, sí se
estima que, una vez mejoradas sus propiedades, encuentre un nicho de
mercado propio. Este nuevo desarrollo obtuvo el premio 'Conicet-Dupont' que
otorga cada año esta compañía, dotado de 25.000 $ (19.000 €) [11].
•
Toegepaste Reologie, en Kunststofverwerking, del Departamento de Ingeniería
Química de KU Leuven, Bélgica, y el Departamento de I+D de Amcor PET
Packaging Belgium, Brecht, están desarrollando la aplicación de poli(ácido
láctico) para la fabricación de botellas de polímeros biodegradables en
sustitución del PET (poli (tereftalato de etilenglicol)) [12].
En el anexo 1, se detallan además programas de algunos eventos relacionados con
bioplásticos durante el último año en Europa, en los que se puede ver la tendencia de
la I+D actual en esta área.
BIOPLÁSTICOS
115/140
BIBLIOGRAFIA DEL CAPÍTULO
1
Esmerk Swedish News. Esmeril Limited. Noticia del 9 de Octubre de 2007.
2
http://www.ifp.se/Content.aspx?PageID=1275&PageTypeID=3. Fecha de
consulta 29 de Octubre de 2007.
3
Noticia Nihon Keizai Shimbun, Inc. 10 de Septiembre de 2007.
4
HT Media Limited. Noticia del 9 de Septiembre de 2007.
5
Nihon Keizai Shimbun, Inc. Noticia del 6 de Septiembre de 20007.
6
http://www.nec.co.jp/press/en/0704/0902.html. Fecha de consulta 29 de
Octubre de 2007.
7
2006 M2 Communications, Ltd. 20 de diciembre de 2006 .
8
www.combineproject.org.uk . Fecha de consulta 11 de Junio de 2007.
9
2007 Elsevier Engineering Information.11 de Mayo de 2007.
10
2007 Information Access Company. British Plastics & Rubber. 1 de Abril de
2007 y Europa Press 27 de marzo de 2007.
11
Europa Press, 16 de febrero de 2007.
12
2007 Elsevier Engineering Information 16 de enero de 2007.
BIOPLÁSTICOS
116/140
11. NECESIDADES DE I+D
Las actividades de I+D en los últimos años se han centrado en la mejora de la
tecnología y los productos para llegar a su comercialización. Aunque se ha avanzado
mucho, existen todavía materiales cuyo estado de desarrollo se encuentra en fase de
investigación o a nivel de planta piloto. Son los bioplásticos fabricados a partir de
monómeros obtenidos por vía biotecnológica, tales como el ácido adípico (con el que
se fabrica por ejemplo la poliamida 6,6 ó el PBSA) y el 1,4-butanodiol (con el que
fabrica PBT o PBSA). Para estos casos se precisa la mejora de rendimientos y
reducción de costes de procesos biotecnológicos de obtención de monómeros.
Así, el ácido adípico utilizado para la fabricación de la poliamida 6,6 ó el PBSA podría
producirse por biosíntesis de ácido cis,cis-mucónico a partir de glucosa por
fermentación, seguido de su hidrogenación catalítica a ácido adípico. La fermentación
de la glucosa a ácido cis,cis-mucónico (ácido cis,cis-2,4-hexadienodioico) se realiza a
través de la ruta metabólica del shikimato, para lo cual se han introducido en
Escherichia coli diversos genes de otras especies bacterianas. Se han descrito
producciones de ácido cis,cis-mucónico por esta cepa construida mediante ingeniería
metabólica de 20-37 g/L, correspondientes a rendimientos del 15-23% (en mol/mol de
glucosa consumida), lo cual es aproximadamente el 50% del máximo teórico. Este
proceso todavía resulta caro comparativamente con el proceso químico a partir de
benceno.
El 1,4-butanodiol utilizado para la síntesis de PBT podría producirse por fermentación
de carbohidratos a ácido succínico, la purificación del ácido succínico mediante
electrodiálisis y su posterior reducción catalítica a 1,4-butanodiol. Sin embargo este
proceso todavía no resulta rentable. En la fermentación del ácido succínico se
producen también etanol, ácido láctico, ácido acético, ácido fórmico, ácido propiónico y
otros ácidos y alcoholes, cuya cantidad y composición dependen del microorganismo
productor y de las condiciones de cultivo. Los dos principales productores naturales de
ácido succínico son las bacterias Anaerobiospirillum succiniproducens y Actinobacillus
succinogenes, de los que se han descrito producciones de ácido succínico de hasta
110 g/L, productividades de 1,8 g/L/h y factores de conversión 1,2 moles de succinato
por mol de glucosa (cercanos al máximo teórico) . Posteriores incrementos de estos
valores requerirán el empleo de técnicas de ingeniería metabólica para mejorar las
cepas productoras, siendo pues una necesidad de I+D el desarrollar las
herramientas genéticas apropiadas para tal fin. Como alternativa a la producción
en estas cepas productoras naturales, se ha planteado también la utilización de cepas
construidas mediante técnicas de ingeniería metabólica. Así, se han conseguido cepas
de Escherichia coli capaces de producir 50 g/L de ácido succínico, aunque todavía
lejos de los niveles producidos por los productores naturales.
Hay otras alternativas técnicamente posibles de obtención de monómeros por vía
biotecnológica, pero no rentables a día de hoy, que también plantean nuevas
BIOPLÁSTICOS
117/140
necesidades de I+D. Entre estos posibles bioproductos utilizables en la fabricación de
bioplásticos podrían citarse los siguientes:
• Etanol, cuya producción mundial es casi exclusivamente por fermentación y que
puede convertirse en etileno que es la base en la fabricación de polietileno.
• ε-Caprolactama, que puede obtenerse mediante fermentación y es el monómero
utilizado en la fabricación de la poliamida nailon 6.
• Ácido acético, obtenido por fermentación y que puede ser convertido en acetato
de vinilo, compuesto utilizado en la fabricación de diversos polímeros y
copolímeros.
• Ácido 3-hidroxipropiónico, que puede ser obtenido mediante fermentación y ser
utilizado directamente en la síntesis de poliésteres o, tras su conversión química
en 1,3-propanodiol, ácido acrílico o acrilamida, en otros polímeros.
• Ácido fumárico, obtenible por fermentación y que puede ser utilizado en la síntesis
de resinas de tipo poliéster insaturadas.
• Ácido L-aspártico, que puede ser obtenido mediante aminación enzimática del
ácido fumárico o por fermentación, y que podría utilizarse en la fabricación del
polímero ácido poliaspártico.
En resumen, las necesidades en el campo de la biotecnología para el desarrollo
de bioplásticos tendrían que ir dirigidas hacia conseguir:
•
Medios de fermentación simplificados y viables económicamente
•
Mayores productividades
•
Microorganismos más robustos, más tolerantes a las condiciones de
proceso y con mayor tiempo de vida.
•
Reducción de la cantidad e impacto medioambiental de los residuos
generados en los procesos
Otro campo emergente dentro del desarrollo de los bioplásticos es el desarrollo de
biomateriales compuestos y bionanomateriales compuestos. En esta área se
requiere investigar principalmente sobre biopolímeros alternativos y en la mejora de la
compatibilidad con la fracción inorgánica del material compuesto. Ello proporcionará
nuevas formulaciones que permitirán mejorar las propiedades tanto estructurales como
funcionales y desarrollar nuevas aplicaciones.
Para bioplásticos más desarrollados y que ya están en el mercado se requiere
investigar principalmente el desarrollo del mercado y aplicaciones para lo cual se
plantean las siguientes necesidades de I+D:
• Mejora de propiedades: mecánicas, aislantes, barrera, resistencia al calor,
resistencia al fuego, antiestáticas, etc.
•
Desarrollo de nuevas mezclas y copolímeros y estudios de compatibilidad
entre las fases.
BIOPLÁSTICOS
118/140
En cuanto a la biodegradabilidad, las necesidades de I+D se centran en:
•
Aditivos biodegradables
•
Estudios de biodegradabilidad de nuevos productos
Estas líneas de I+D podrían encajar en el Plan Nacional de investigación Científica,
Desarrollo e Innovación Tecnológica 2008-2011 en las siguientes acciones
estratégicas y líneas prioritarias de actuación:
ACCIÓN ESTRATÉGICA
Líneas prioritarias de actuación
BIOTECNOLOGIA
Línea 5. Biotecnología industrial
Aplicación de la biotecnología a la obtención y/o procesado
de productos químicos y materiales de interés industrial de
alto valor añadido. Utilización de microorganismos o enzimas
para generar , a partir de materias primas renovables
productos con aplicación en otros sectores
Mejora y selección de cepas microbianas para procesos de
biotransformación y bioproducción.
Desarrollo de procesos enzimáticos y/o microbianos para la
producción de polímeros biocompatibles y/o biodegradables
NANOCIENCIA
Y
NANOTECNOLOGÍA,
NUEVOS MATERIALES Y
NUEVOS
PROCESOS
INDUSTRIALES
Línea 1. Nanotecnologías aplicadas en materiales y
nuevos materiales en el ámbito de la salud.
Materiales
poliméricos,
nanomateriales
compuestos,
desarrollo y procesado de nuevos biomateriales y materiales
bioinspirados.
Línea 4. Materiales inteligentes basados en el
conocimiento con propiedades a medida y materiales y
recubrimientos de altas prestaciones para nuevos productos
y procesos. Nuevos materiales con prestaciones mejoradas
(toxicidad, reciclabilidad)
Línea 5. Avances en tecnología y procesado de
materiales
Materiales renovables para aplicaciones funcionales.
Reciclaje, reutilización, valorización e inertización de
residuos.
Mejora de tecnologías convencionales de síntesis,
elaboración y transformación de materiales considerando
calidad, coste, sostenibilidad, etc. Productos y procesos
ecoeficientes.
BIOPLÁSTICOS
119/140
12. CONCLUSIONES
Los bioplásticos son materiales emergentes. En los últimos 10 años el énfasis
en las actividades de investigación y desarrollo en el campo de los bioplásticos
ha consistido en mejorar la tecnología y los productos para llegar a su
comercialización.
La capacidad de producción de bioplásticos a nivel mundial ha crecido
espectacularmente desde mediados de los años 90, en que la producción se
realizaba en plantas piloto y la capacidad de producción no superaba las
25.000-30.000 toneladas/año, hasta la actualidad en que para el año 2008 con
los proyectos de producción de plantas anunciados, se alcanzarán las 600.000
toneladas/año. El consumo de bioplásticos también ha crecido de manera muy
importante, con tasas de crecimiento superiores al 20% para el periodo 20002005 y con previsiones de crecimiento anual del 17,7% para el periodo 20052010. Sin embargo, los consumos de bioplásticos, especialmente en el caso
del PLA, son aún bastante inferiores a la capacidad de producción.
No existen empresas españolas fabricantes de bioplásticos. Novamont,
NatureWorks, Basf y Rodengurg Biopolymers representan de forma conjunta el
90% del mercado de bioplásticos.
El mercado más desarrollado para los bioplásticos es el de envases y
embalajes de alimentos, ya que este mercado tiene una gran necesidad de
envases de un solo uso, en el que la biodegradabilidad del material es una
propiedad muy apreciada. Los sectores de automoción y eléctrico/electrónico
presentan un gran potencial para los bioplásticos, al tratarse de sectores muy
concienciados con aspectos medioambientales.
La innovación para los bioplásticos ha de producirse tanto en el producto como
en el mercado, ya que su tecnología de transformación es la misma que para
los plásticos convencionales con pequeñas adaptaciones en algunos casos.
Por tanto la inversión en maquinaria no es una barrera para el uso de
bioplásticos.
La presencia en el mercado de productos fabricados con bioplásticos
aumentará cuando los precios de las materias primas desciendan. Pese a la
tendencia a la baja en los últimos años, los precios de los bioplásticos todavía
son superiores a los de los plásticos tradicionales y, por tanto, desde un punto
de vista estrictamente económico son poco competitivos. El paulatino descenso
de los precios es esencial para que accedan a nichos de mercado importantes,
lo cual debería ocurrir por el aumento de la producción, las economías de
escala y un mayor esfuerzo en I+D.
Los aspectos regulatorios y legislativos serán cruciales para su desarrollo,
especialmente aquéllos relacionados con el uso de materiales plásticos
biodegradables.
BIOPLÁSTICOS
120/140
Es necesario desarrollar una cultura industrial hacia los bioplásticos. La falta de
información por parte de los fabricantes de estas materias primas, es otra de
las barreras para su acceso a nichos de mercado importantes. Las
especificaciones técnicas de los bioplásticos no llegan al detalle de las de los
plásticos tradicionales, generando cierta desconfianza entre los empresarios
que no ven asegurado un satisfactorio comportamiento técnico.
Para los próximos 5-10 años el papel principal en el crecimiento del mercado
de los bioplásticos lo jugarán, junto con loos aspectos regulatorios y
legislativos, los propietarios de marcas, supermercados y consumidores. Sólo
se producirá un gran crecimiento del mercado de estos productos si dichos
agentes aprecian el valor que aportan al crecimiento sostenible: ahorro de
recursos energéticos, suelo y aire menos contaminado y menos impacto en el
calentamiento global del planeta.
De las 6824 publicaciones relacionadas con bioplásticos en los últimos años,
183 corresponden a España, que se sitúa en el 10º puesto en cuanto a
producción científica en este tema a nivel mundial. Esto significa que España
dispone de conocimiento o de capacidad científica para desarrollo de
bioplásticos.
Las mayores posibilidades de desarrollo y mejora de propiedades de
bioplásticos se encuentran en el campo de la biotecnología, biomateriales
compuestos y bionanomateriales compuestos. Por tanto, es hacia estos temas
hacia donde se debería dirigir la actividad de I+D en España en el futuro,
potenciando estas líneas de investigación en el Plan Nacional de Investigación
y Desarrollo e Innovación Tecnológica.
Dado que no existe fabricación de bioplásticos en España y que además el
sector está dominado por grandes empresas, la actividad industrial en el sector
de bioplásticos en España debería dirigirse hacia el desarrollo de nuevas
aplicaciones.
BIOPLÁSTICOS
121/140
13. PROPUESTAS DE ACTUACIÓN
En España el uso de bioplásticos se limita a películas plásticas para la agricultura y a
piezas de protección anti-impacto, para utilizar, por ejemplo, en cubiertas exteriores
donde existe vidrio. También, la filial del Grupo Sphere en España, ubicada en la
localidad zaragozana de Utebo, ha comenzado a fabricar recientemente bolsas de
plástico cien por cien biodegradables basadas almidón de patata como uno de sus
componentes y contará entre sus clientes con la Exposición Internacional Zaragoza
2008.
Asimismo, existen algunas empresas, como Nanobiomatters, creada por un grupo de
científicos de diversas universidades españolas que desarrolla y comercializa
principalmente nanoaditivos para mejorar tanto el rendimiento de plásticos
convencionales como de los nuevos bioplásticos, o Plásticos Hidrosolubles, S.L,
creada en 2003, que nació como fruto de la colaboración de sus accionistas con el
CDTI (Centro de Desarrollo Tecnológico Industrial) y el IVF (Instituto Valenciano de
Finanzas), especializada en la fabricación de productos derivados del poli(alcohol
vinilico), siendo ahora el único fabricante de plástico hidrosoluble en España.
El desarrollo del sector de los bioplásticos en Europa ha sido impulsado gracias al
respaldo de la Unión Europea, que en su normativa EN 13432 de enero de 2005
incluye un apartado especial para envases y embalajes: "compostables certificados".
Dicha normativa establece que durante la fase de lanzamiento los productos que
cumplan dicha norma quedan exentos de la obligación de cuotas de recolección y
reciclado. El primer país en ponerlo en práctica ha sido Alemania, con el ánimo de
impulsar la utilización de los bioplásticos. Esta norma permite, además de la
certificación, asignar una etiqueta para la identificación de los plásticos compostables
en el mercado. Sin embargo el uso de esta etiqueta sólo está aprobado en Alemania,
Suiza, Países Bajos, Polonia y Reino Unido.
Por tanto, una de las formas de aumentar la actividad empresarial en este campo
podría ser que el Gobierno español implantara, por ejemplo a través del
Ministerio de Medio Ambiente, al igual que el de otros países europeos, medidas
que permitieran a los consumidores concienciados con productos que tengan
en cuenta la sostenibilidad ambiental identificar los envases fabricados con
bioplásticos.
BIOPLÁSTICOS
122/140
ANEXO 1. PROGRAMAS DE ALGUNOS EVENTOS RELACIONADOS CON
BIOPLÁSTICOS EN EUROPA DURANTE EL ÚLTIMO AÑO
BIOPOL – 2007 1st International conference on biodegradable polymers
and sustainable composites. 2-5 de octubre 2007. Alicante. España.
http://www.sri.ua.es/congresos/BioPol2007/index.asp
CONFERENCIAS INVITADAS.
•
Luc Avérous (Université Louis Pasteur. Strasbourg, France).
"Towards the improvement of green plastics: Nano and Micro-Biocomposites from
renewable resources"
•
Sigbritt Karlsson (Royal Institute of Technology. Stockholm, Sweden).
"Environmental degradation of biobased composites"
•
Alessandro Gandini (University of Aveiro. Aveiro, Portugal).
"Partial or total oxypropylation as a means to prepare novel composites and
macromonomers from renewable resources"
•
Gennady E. Zaikov (Institute of Biochemical Physics Russian Academy of
Sciences. Moscow, Russia).
"Bio-damages of materials. Adhesion of microorganisms on materials surface"
•
David Plackett (Risø National Laboratory. Roskilde, Denmark)
"Developments in biopolymer nanocomposites for food packaging applications"
•
José M. Kenny (University of Perugia. Terni, Italy)
"Biodegradable matrix nanocomposites for biomedical applications"
CONTRIBUCIONES ORALES.
•
•
•
•
•
•
•
•
•
•
•
•
•
Kristiina Oksman: Nanocomposites based on renewable materials.
Alain Dufresne: Polymer nanocomposites reinforced with polysaccharide nanocrystals.
J-M. Raquez: Preparation and characterization of biodegradable plasticized starch-gpoly(butylene adipate-co-terephthalate)-based (nano)composites in film applications.
Céline Chaléat: Fracture toughness in plasticised starch/poly(vinyl alcohol) blends.
Marielle Henriksson: Nanostructured composites based on cellulose – effects of
structure on mechanical properties.
Sabu Thomas: Natural fiber reinforced polymer composites.
Béla Iván: Environmentally advantageous mild oxidative transformation of poly(vinylchloride) for sustainable composites.
Alfonso Maffezzoli: PVC plasticizers from renewable resources.
Luc Avérous: Towards the improvement of green plastics: Nano and microbiocomposites from renewable resources.
Kishan C Khemani: Sustainable packaging from starch.
Ke-Ke Yang: Poly(p-dioxanone)/clays nanocomposites prepared by in-situ
polymerization of p-dioxanone initiated by lanthanum isopropoxide.
Xiu-Li Wang; Properties of poly(p-dioxanone) based blends.
Zaikov: Bio-damages of materials. Adhesion of microorganismson materials surface.
BIOPLÁSTICOS
123/140
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Sigbritt Karlsson: Environmental degradation of biodegradable polymers and biobased
composites.
Rosana Moriana: Assessing the biodegradablility and the mechanical performance of a
biocomposite based on thermoplastic starch reinforced with cotton fibre.
L.J. Santonja Blasco: Degradation in soil study of stereocopolymers of poly (lactic acid)
by thermal analysis.
M. A. De la Casa Lillo: System for biodegradability evaluation on leather used in the
footwear industry.
M.J.A. van den Oever: Natural fibre-PLA composites: processing and mechanical
properties.
R. Fortsner: The influence of natural rubber content and processing parameters on
degradable PLA composites with high impact strength.
Sándor Kéki: Copolymers from lactic acid, ε-caprolactone, poly(ethylene oxide) and
toluene diisocyanate: Novel biodegradable thermoplastics.
Francesc Català: New multistar™ sensor – DSC goes submicrowatts.
Silvia F.C. Patachia: Correlation between poly(vinyl alcohol) cryogel swelling capacity
and synthesis parameters.
M. Coelhoso: Biodegradable composite películas for food packaging.
Jonas Enebro: Investigation of endoglucanase selectivity towards carboxymethyl
cellulose.
Carlos González Sánchez: Effects of a maleated polypropylene coupling agent onto the
rheological properties of cellulose-reinforced polypropylene composites.
Zoubida Pilato: Chemical characterization of by-products degradation of polymers by
fungal action.
Analía Vázquez: Recent results in biodegradable composites based on natural fibres.
V.D. Alves: Biodegradable películas from a galactose-rich polysaccharide produced by
a pseudomonas strain from glycerol.
David Plackett: Developments in biopolymer nanocomposites for food packaging
applications.
Iñaki Mondragón: Lignins and tannins as substitutives for phenol in novolac resins.
Juan Carlos Parajó; Autohydrolysis of lignocellulosic substrates as a strategy for
producing green composites.
Juan Ruiz: Biodegradable and biomass based plastics – the plastics-europe
perspective.
J.C, Villar: Laccase mediated lignin degradation in the bleaching of Eucaliptus Globulus
kraft pulp.
Andreia F. de Sousa; Novel biopolyesters from suberin monomers.
M.D. Sanchez-García: Development and characterization of novel nanobiocomposites
of thermoplastic biopolymers and layered silicates.
Cristian J. Grande: Characterization of the collagenhydroxyapatite nanocomposite
laminate structure of fish scales from arapaima gigas.
C.A. Gracia-Fernández: Benefits of MDSC technique on biopolymers: Reversing and
non reversing signals.
M.J. Escoto; Biodegradable adhesives.
Sánchez-Torregrosa: Synthesis, characterization and degradation of cyanoacrylate
based medical adhesive specially formulated for strabismus surgery.
POSTERS
•
•
Wolfgang Stelte, Kristiina Oksman, Aji Mathew. A comparison of termal stability,
mechanical properties and structure of nanofibres based on cellulose and collagen.
Lee Goetz, Aji Mathew, Kristiina Oksman, Art Ragauskas. Preparation and
characterization of películas of cellulose whiskers crosslinked with a poly(methyl vinyl
ether-co-maleic acid) - poly(ethylene glycol) matrix.
BIOPLÁSTICOS
124/140
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Gilberto A. F. Siqueira, Julien Bras, Youssef Habibi, Alain Dufresne. Sisal and luffa
cylindrica cellulose whiskers as reinforcing phase in nanocomposites.
Mehdi Roohani, Naceur Belgacem, Alain Dufresne. Cellulose whiskers reinforced
polyvinyl alcohol copolymers nanocomposites.
Abdelkader Bendahou, Youssef Habibi, Hamid Kaddami, Alain Dufresne.
Nanocomposite materials containing cellulose whiskers extracted from palm tree.
Ljungberg, J.-Y. Cavaillé, L. Heux. Nanocomposites and cellulose whiskers dispersion
in amorphous and semi-crystalline polypropylene.
S. Berlioz, S. Boisseau, L. Heux. New solvent free method for esterification of cellulose
with fatty acid chlorides.
W. Ballout, S. Molina-Boisseau, Synthesis by co grinding of composites reinforced by
cellulose.
Sami Boufi, Wim Thielemans, M. Naceur Belgacem, Alain Dufresne. Synthesis of waterbased polystyrene-co-hexylacrylate cellulose nanofibers composite dispersion via
miniemulsion polymerization.
Carmen S.R. Freire, Ana G. Cunha, Armando J.D. Silvestre, Carlos Pascoal Neto,
Alessandro Gandini, Loli Martin, Aloña Retegi, Iñaki Mondragon. Acylated cellulose
fibers as reinforcing elements in composites with thermoplastic matrices.
Carla Vilela, Carmen Freire, Paula Marques, Tito Trindade, Carlos Pascoal Neto, Loli
Martin, Aloña Retegi, Iñaki Mondragon. CaCO3/cellulose hybrid materials.
A. Rattaz, S. Montanari, S. Camy, Y. Nishiyama, L. Heux, J.S. Condoret, M.R. Vignon.
Cellulose oxidation by NO2 in supercritical CO2 optimization and characterization.
Robin Zuluaga, Herbert Kerguelen, Santiago Betancourt, Iñaki Mondragon, Piedad
Gañán. Musaceae cellulose fibers: novel reinforcements for composite materials.
Youssef Habibi, Alain Dufresne.Bionanocomposites from polycaprolactone reinforced
with cellulose or starch nanocrystals.
Juan Camilo Salas, Jorge Alberto Medina, Ana María Quintero. Effect of extrusion
parameters on mechanical resistance of molded thermoplastic starch.
Restrepo-Z. Nora Catalina, Ruiz A. Gladis. Fabrication and characterization of
biodegradable plastic based on tapioca starch.
R. Simoes, C. Perez, M. A. Rodriguez-Perez, B. Urquidi, L.Pereda, C.J.L. Constantino,
J.A. de Saja. Foams based on EVA/starch blends: processing and characterisation.
L. Bélard, L. Avérous. P. Dole. Hydrophobic surface enrichment in plasticized starchbased extruded blends.
C. Albano, J. González, M. Hernández, M.N. Ichazo. Polypropylene with cassava starch
compounds: characterization.
Jérémie Viguié, Sonia Molina-Boisseau, Alain Dufresne. Processing and
characterization of waxy maize starch películas plasticized by sorbitol and reinforced
with starch nanocrystals.
S. Molina-Boisseau, A. Seyni, N. Le Bolay. Properties of starch filled polystyrene
composites produced by co-grinding.
M. Gallur Blanca, J. M Alonso Soriano, J. Salas Vicente, S. Aucejo. Renewable
materials based on starch, clays and fine birch pulp fibres.
Frédéric Chivrac, Eric Pollet, Luc Avérous. Starch nano-biocomposite: a new powerful
approach to develop “green” plastics.
Nancy Lis GARCIA, Alain Dufresne, Mirta Aranguren, Silvia Goyanes. Thermoplastic
cassava starch-waxy maize starch nanocrystals nanocomposites.
Jana Habsuda, Antonietta Genovese, George P. Simon, Robert A. Shanks, Wasantha
Gunaratne, Yulin Ji, Kishan Khemani, Nick McCaffrey, Boris Srbinovski. Water activity
and its effects on barrier properties and morphology of biodegradable starch
thermoplastics.
Antonietta Genovese, Jana Habsuda, George P. Simon, Robert A. Shanks, Wasantha
Gunaratne, Yulin Ji, Kishan Khemani, Nick McCaffrey, Boris Srbinovski. Water sorption
kinetics of thermoplastic starch sheet materials after environmental humidity
equilibration.
BIOPLÁSTICOS
125/140
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Abdelkader Bendahou, Youssef Habibi, Hamid Kaddami, Alain Dufresne. Composite
materials based of lignocellulosic fibres and thermoplastic matrices (PP and LDPE).
Jean-Charles Bénézet, Andréa Stanojlovic, Roger Christensen, Hamilton Viana, Anne
Bergeret, Laurent Ferry, Salvador Borros. Biodegradable composites based on starch
foam and natural fibers.
R. Balart, L. Sánchez, M. Blanes, B. Marco. Development of high efficiency acoustic
insulating composites based on the use of polyvinyl alcohol (PVA) nanofibres.
S. Torres-Giner, A. Fernandez, E. Gimenez, M.J. Ocio, J.M. Lagaron. Novel
functionalized electrospun nanofibers based on biopolymers.
Youssef Habibi, Waleed K. El-Zawawy, Maha M. Ibrahim, Alain Dufresne. Preparation
and characterization of lignocellulosic fibers/polyethylene composites.
S. Ferrándiz, R. Navarro, M. Reig, F. Parres. A novel implementation of an image
analysis methodology for natural fiber orientation determination.
Beatriz Veleirinho, Freni K. Tavaria, Manuela E. Pintado, Ivonne Delgadillo J.A. Lopes
da Silva. Electrospun poly(ethylene terephthalate) fibrous mats functionalised by
chitosan.
Catarina Ferreira, José A. Lopes da Silva. Formulation and characterization of
chitosan/whey protein películas.
F. Parres, J.E. Crespo, S. Ferrandiz, J.M. Gallego. Influence of the curing temperature
in the mechanical properties of citrate and benzoate plasticizers from PVC.
O. Fenollar, D. García, L. Sánchez, R. Balart. Preparation and characterisation of a new
plastisol based on PVC and expoxidized castor oil.
D. García, L. Sanchez, O. Fenollar, R. Balart. Preparation of a novel plastisol based on
polyvinyl chloride and epoxidized linseed oil.
Carmen Bueno, Alfonso Jiménez. Epoxidized soybean oil as pvc plasticizer. Structural
and thermal characterization.
L. Espósito, F.I. Altuna, R.A. Ruseckaite, P.M. Stefani. Syntactic foams based on
DGEBA/anhydride/ epoxidized soybean oil copolymer.
J.F. Martucci, A. Vázquez, R.A. Ruseckaite. Interactions and properties of
gelatine/montmorillonite nanocomposite películas.
A. Beltrán Sanahuja, M.L. Martín Carratalá, N. Grané Teruel, M.S Prats Moya, S.E.
Maestre Pérez. Application of FTIR in the oxidative stability of fresh almond oil.
Beltrán Sanahuja, M.L. Martín Carratalá, N. Grané Teruel, M.S Prats Moya, S.E.
Maestre Pérez. Determination of fatty acid composition and oxidative stability of toasted
almond oil by gas chromatography.
G. Rubio, E. Verdú, G. Grindlay, J. Mora, L. Gras. Systematic study about simple pretreatment and elemental characterization by ICP-AES of total and leached heavy metals
in footwear.
Ornella Zovi, Laurence Lecamp and Claude Bunel. New investigations on the
mechanism of thermal polymerization of vegetable oils.
D. García, L. Sánchez, J. López, R. Sanchís, A. Jiménez. The use of alternative
vegetable olive marc oil as plasticizer for environment friendly PVC plastisol
formulations.
F. Parres, J.E. Crespo, J. López, M.I. Rico. Thermal degradation of citrate and
benzoate plasticizers from PVC using thermogravimetry analysis.
I. Castro, M. Calatayud, I. Rico, J. López. The effect of modified oxalates salts in the
thermal degradation of PVC.
J.E. Crespo, A. Nadal, R. Navarro, J.M. Gallego. Thermomechanical behaviour of
biodegradable plastizicer.
M. Siliani, M.A. Lopez-Manchado, J.L. Valentin, M. Arroyo, A. Marcos, M. Khayet,
J.P.G. Villaluenga. Millable polyurethane/organoclay nanocomposites: preparation,
characterization, and properties.
M.Ll. Maspoch, L. Nascimento, J. Gámez-Perez, O. Santana. Effect of the annealing on
the mechanical properties and fracture behaviour of PLA.
BIOPLÁSTICOS
126/140
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Erika Mascheroni, Luigi Mora, Valentina Trinetta, Luciano Piergiovanni. Kinetic diffusion
of antimicrobials from PLA películas.
Sandra Domenek, Marine Pronnier, Alain Guinault, Cédric Plessis, Violette Ducruet.
The sorption of aroma compound influences the thermomechanical properties of PLA.
O. Coulembier, M.K. Kiesewetter, A. Mason, J.L. Hedrick, Ph. Dubois, R.M. Waymouth.
Disymetrical polymerization of lactide from new amino-adduct: a simple way to get hshaped structures.
Sheng-Ju Liao, Wen-Faa Kuo, Ming-Chien He, Ya-Ping Lin, Chem-Chen Kuo.
Polylactide/silica NANOCOMPOSITES prepared by in-situ polymerization.
Verónica P. Martino, Roxana A. Ruseckaite, Alfonso Jiménez. Differential scanning
calorimetry study of plasticized poly(lactic acid) películas during aging.
C.M.B. Gonçalves, J. A. P. Coutinho, I. M. Marrucho. Improving the barrier properties of
poly (lactic acid) with α-tocopherol.
C.L. Simões, J.C. Viana, A.M. Cunha, A. Teixeira. Morphology and mechanical
properties of poly(ε-caprolactone) and poly (lactic acid) blends.
Vimal Katiyar, Hemant Nanavati. Novel solid state polymerization approach:
morphological tailoring and optimization of poly (l-lactic acid) nanocomposites.
Chelo Escrig, Francesca Signori, Maria-Beatrice Coltelli, Luisa Gil, Miguel Angel Valera,
Simona Bronco, Francesco Ciardelli. Physical blends of different biodegradable
aliphatic polyesters to broaden their area of application.
J.Salas-Vicente, J. Alonso-Soriano, S. Aucejo-Romero, F. Clegg, C. Breen, D. Plackett.
Amino acid modified montmorillonite as reinforcement in polyhydroxybutyrate matrices.
R.Y. Kosenko, Y.N. Pankova, A.L. Iordanskii, G.E. Zaikov. Aseptic controlled release
from poly(3-hydroxybutyrate) películas. Combination of diffusion and zero-order
kinetics.
Luis Cabedo, David Plackett, Enrique Giménez, José María Lagarón. Effect of
processing conditions and clay type on the degradation during processing of
polyhydroxybutyrate-co -valerate/clay nanocomposites.
Margarita E. Ramírez, Diana M. Vanegas, Carlos Ocampo López. Effect of temperature
on PHA biopolymer production.
Marcilla, M. López, P. Barreiro, E. Gil, J.C.Garcia-Quesada. Properties of
polypropylene-PHB blends.
S. Patachia, S. Varga, R. Ion. Biodegradable poly (vinyl alcohol) hydrogel membranes
containing nutraceuticals: a controlled-release case study.
Rosmary N. Brandalise, Johnny D.N. Martins, Mara Zeni, Maria M.C. Forte.
Degradation analysis of HDPE post-consume and poly (vinyl alcohol) mixtures under
real composting conditions.
Zoubida Pilato, Ludovic Benguigui, Pierre-Jean Madec. Degradation of polymer and
fungal action.
M.J. Ferreira, V. Pinto, I. Santos, M.F. Almeida, S. Pinho, E. Montiel, P. Martinez.
Leather waste anaerobic biodegradation.
Emma Strömberg, Sigbritt Karlsson. Modelling degradation of polymers, biobased
composites and nanocomposites.
V. Kablov, Y. Bruntseva, G. Zaikov. The research of the biochemical decomposition of
hydrocarbons & polymers using enzymes to product functional compositions.
A.L. Iordansky, Yu.N. Pankova, R.Yu. Kosenko, A.A. Ol'khov, M.I. Artsis, G.E. Zaikov.
Transport of water as structurally sensitive process characterizing morphology of
biodegradable polymer systems.
P. Fernandez-Saiz, M.J. Ocio, J.M. Lagaron. Antimicrobial activity evaluation of highmolecular-weight chitosan as determined by combined ATR-FTIR spectroscopy and
biocide assays.
O.A. Legonkova. Behavior of polymer composite materials under soil microorganisms.
V. Kablov, D. Kondrutsky. Synthesis and properties of biodegradable Irbid polymers
based on peptides and synthetic substances.
LA Berglund, A Svagan. Biomimetic composites based on polysaccharides only.
BIOPLÁSTICOS
127/140
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Benjamine Belloncle, Fabrice Burel, Claude Bunel. Poly(ethyl glyoxylate): a new
biodegradable polymer.
Silvia Paţachia, Claudia Florea. Poly(vinyl alcohol) cryogels: investigations on their
behavior in aqueous electrolytes solutions.
Raluca Dumitriu, Ana-Maria Oprea, Cornelia Vasile. Stimuli-responsive drug delivery
system.
Alberto Mariani, Manuel Murgia, Giuseppe Caria, Valeria Alzari, Orienta Monticelli, Josè
M. Kenny. Stimuli-responsive polymer based nanocomposite hydrogels having potential
biological interest prepared by frontal polymerization.
Stefano Fiori, Daniel Tolaguera Braviz. Recent developments in bio-derived
Plasticizers.
A. Terenzi, A. Iannoni, A. Jiménez, J. M. Kenny. Rheological characterization of
biodegradable polymer based nanocomposites produced by melt intercalation.
Daniel Garraín, Rosario Vidal, Vicente Franco. Pilar Martínez. Global warming impact of
biodegradable polymers and biocomposites upon disposal.
F.D.S. Larotonda, L. Hilliou, M.P. Gonçalves, A.M. Sereno. From low value renewable
resources to green biomaterials for edible coating applications.
Guadalupe Mondragón, Pilar Hernández-Muñoz, Rafael Gavara. Characterization of
volatile organic compounds interactions with películas based on hydrophylic
biopolymers.
P. Sancho, G. Grindlay, J. Mora, L. Gras, J.C. Boluda. Analysis of toxic elements in
polymer samples by ICP-based techniques.
Ana Rita Campos, António M. Cunha, Alberto Tielas António Mateos. Biodegradable
composites in automotive parts: case studies on product development.
A. Eceiza, B. Fernandez d’Arlas, G. Kortaberria, M.A. Corcuera, J. Labidi, I.
Mondragon. Biodegradable elastomeric polyurethane nanocomposites.
R.D. Simões, A.E. Job, C. Perez, B. Urquidi, M.A. Rodriguez-Perez C.J.L. Constantino.
Characterization of self-standing películas containing latex of natural rubber and PVDF.
Angel Leiva, Marcos Caamaño, José M. Muñoz, Ligia Gargallo, Deodato Radic.
Compatibility of biodegradable block copolymers and phospholipids at the air/water
interface.
Sándor Kéki, János Török, György Deák, Miklós Zsuga. Cooligomerization of cyclic
carbonates and ε-caprolactone.
Dora Coelho, Alessandro Gandini, Armando Silvestre. New thermoreversible materials
based on the diels-alder reaction applied to furan derivatives.
O. Sahuquillo, M.D. Salvador, F. Segovia, A. Vicente, C. Sanz. Predictive model of
GFRP mechanical response in contact with aggressive environments.
Ana M.C.Grisa, Mara Zeni. Morphologic characterization of low-density polyethylene
(LDPE) in municipal waste and solid- state.
Soheila Sedaghat, Ali Ranjbar, Farzam Ghamisi, Morteza Khosravi. Termo mechanical
behaviour of wheat gluten plasticized with glycerol or sorbitol.
C.L. Simões, J.C. Viana, A.M. Cunha, M.J. Fernández, N. Porta. Comparison of the
properties of biodegradable polymers and rigid plastics used in footwear manufacturing.
S. Jeyapalina, R. Heath, B. Haworth, V. Segarra, E. Montiel, J. Ferrer. Leather finishing
formulations with biopolymers.
Mercedes Peltzer, Alfonso Jiménez. Natural antioxidants for polypropylene stabilization.
Catalina Duncianu, Ana Maria Oprea, Cornelia Vasile. Novel polymeric carrier for
controlled drug delivery systems from renewable sources.
Jerez, I. Martínez, P. Partal, C. Gallegos, A. Guerrero. Controlled release protein-based
bioplastics.
A.J.M. Valente, A. Jiménez, R.F.A.C. Rua, H.D. Burrows, V.M.M. Lobo.
Characterization and transport of solutes through calyx[4]pyrrole-containing cellulose
acetate películas.
Bruno M.G. Henriques, Victor M.M. Lobo, Artur J.M. Valente. Interaction of dyes and
metallic ions with calyx[4]pyrrole-containing polyacrylamide membranes.
BIOPLÁSTICOS
128/140
2nd European Bioplastics Conference. 21-22 Noviembre 2007. Disney’s Newport
Bay Club Convention Centre, Paris.
http://www.european-bioplastics.org/index.php?id=587
Welcome Address & Opening
Harald Kaeb, Chairman of European Bioplastics and Eric Allain, Senior Officer
from the French Ministry of Agriculture
Opening Speech:
French Policies for Biobased (Plastic) Products
Eric Allain, Senior Officer from the French Ministry of Agriculture
Invited Speech:
How EU Plastics Converters See Bioplastics
Paolo Bochicchio, European Plastics Converters
Invited Speech:
How to Build a Sustainable Bioplastic Business
Catia Bstioli, Novamont – EU Inventor 2007
Invited Speech:
Biobased PE - A Renewable Plastic Family
Antonio Morschbacker, Braskem S.A.
Parallel Session: Market Aspects
Retail & Biopackaging
Chair: to be announced
The Bioplastic Packaging Opportunities
and Challenges
Klaus Peter Stadler, Coca Cola AG
The Biopackaging Concept
of the retailer Carrefour (requested)
Biobased Packaging for Waitrose
Supermarkets
Jon Bond, Adare Packaging Solutions
Bioplastic Bags - a Market Motor
Jean-Marc Nony, Sphere
Last Minute Innovations
Chair: to be announced
Bioplastics for Packaging Cosmetics
Cristina Maggi, Leoplast
Foams, Películas and More
Dr. Jens Hamprecht, BASF
A New Bioplastics Market Research in
France
Hillaire Bewa, ADEME
EPNOE: Excellent European
Polysaccharide Research
Patrick Navard, École des Mines de
Paris
International Markets
Chair: to be announced
Market Development of Bioplastics in
BIOPLÁSTICOS
Parallel Session: Technical Aspects
Building Blocks & Materials Novelties
Chair: to be announced
DuPont´s Sustainable Materials
Jonathan Cohen, DuPont
Mirel Biobased Plastics
Daniel Gilliland, Metabolix
With Bioplast Materials to Innovations
Dr. Christoph Heß, Biotec
New Developments in PHB Materials
Sylvio Ortega Filho, PHB Industrial
Material and Product Innovation
Chair: to be announced
Lactides: Enabling PLA Plastics
Hans van der Pol, Purac
Functional Starch Based Materials and
Products
Frank Glatz, Plantic Technologies
Recent Developments of Terramac
Shigemitsu Murase, Unitika
Highly Functional Polylactic Acid
Composite for Electronic Equipments
Tsunenori Yanagisawa, Nano
Electronics Research
Innovation in Biopackaging
Chair: to be announced
Barrier Improvements for Fresh Food
129/140
China
Yunxuan Weng, China Biodegradable &
Biobased Materials Group
Market Development of Bioplastics in
USA
Frederic Scheer, Cereplast
Market Development of Bioplastics in
Japan
Isao Inomata, Japanese Bioplastics
Association
Ceremony:
European Bioplastics and Thai
Bioplastic Industry Association sign a
Memorandum of Understanding
Packaging
Cesare Vannini, Coopbox Europe
Biobased and Biodegradable Bottles
and Closures
Takurou Ito, Toyo Seikan Kaisha
NatureFlex Películas: The Next
Generation
Andy Sweetman, Innovia Películas
A Biopackaging Portfolio
Jesper Goul-Jensen, Faerch Plast
Plenum Session:
Developing the Markets for Bioplasics in Europe
Chair: to be announced
Introduction by European Bioplastics
European Study on Environmental Technologies Growth Markets
Thilo Zelt, Roland Berger Strategy Consultants
EU Policies: The Biobased Products Lead Markets Initiative
Thomas Heinemeier, EU Commission DG Enterprise & Industry
Case Study: PLA Production in Europe
N.N.
From Cradle to Cradle
Chair: to be announced
Biobased Plastics: Definition and
Certification Concepts
Jöran Reske, European Bioplastics
Reducing the Environmental Footprint of
NatureWorks® Bio-Polymer
Ervin Vink, NatureWorks
Environmental Assessment of Food
Contact Packaging Applications Made
from PLA
Jürgen Giegrich, IFEU
Recovery & Recycling Options
Kristiane Wagner, Der Grüne Punkt,
Duales System Deutschland
BIOPLÁSTICOS
Additives for Performance Enhancement
Chair: to be announced
Masterbatches to Improve Biopolymers'
Functionalities and Optics
Thomas Weigl, Sukano
Improving Appearance and Performance
of All Biopolymers
Marcel Dartee, PolyOne
Plastisers and Other Functional
Additives for PLA
Anna-Malin Bouwens, Danisco SA
Clear solutions for Impact Modification of
PLA
Bahar Azimipour, Rohm and Haas
Plastics Additives
130/140
1st European Bioplastics Conference 2006. 21-22 Noviembre 2006. Crowne Plaza
Hotel Bruselas
http://www.european-bioplastics.org/media/files/docs/EUBioplastics_Conference_Programme.pdf 21The transition from a fossil-based to a biobased economy
Material Development
Wim Soetaert, Ghent University
Faculty of Bioscience Engineering
Chair: Stefano Facco, Novamont
New Business Development Manager
Uhde Inventa Fischer´s PLA process
Udo Mühlbauer, Uhde Inventa Fischer
Project Engineer
The concept of Novamont´s biorefinery
Catia Bastioli, Novamont
General Manager
Ecoflex and renewable materials –latest
developments
PHA
natural
plastics:
The
ultimate
renewable, biodegradable solution
DuPont Sorona Polymer: An environmentally
friendly polymer for the 21st century
Packaging Applications
Dietmar Heufel, BASF
Manager Specialty Polymers
Daniel Gilliland, Metabolix
Director of Business Development
Boet Brinkgreve, DuPont
Business Manager Bio-Based Material, EMEA
Chair: Dietmar Heufel, BASF
Manager Specialty Polymers
NatureFlex - Packaging películas from
renewable cellulose
New applications in starch based bioplastics
Andy Sweetman, Innovia Películas Market
Development Manager
John
Bray,
Plantic
Technologies
National
Account Manager
Biophan - where are we and what is new
Frank Ernst, Treofan
Product Manager Biophan
Packaging applications of bioplastics
Patrick Gerritsen, natura
Team Leader
PLA News
Chair: Erwin Vink, NatureWorks
Environmental Affairs Manager
Specialised lactic acid products for PLA
polymer production
Ingeo Fibers & NatureWorks PLA offers a
more sustainable and responsible raw
material option to the fibers & nonwovens
industry
Biodegradable carpets
Sicco de Vos, PURAC
Senior Polymer Product Development Engineer
Eamonn Tighe, NatureWorks
EU Business Development & Marketing Manager
Dirk de Saedeleir, DS Textile Platform
Member of the Board
Head of Research and Development
The right balance in marketing PLApelículas:
Functional properties - price - environmental
aspects
Biopackaging – News from the EU Retail
Martin Debaets, Sidaplax
Sales and Marketing Manager
Denis Vynckier, Sidaplax
Operations Manager
Chair: Marcel Dartée, Tate & Lyle Europe
Product Manager Biomaterials
Balance between self service, convenience
and packaging: Biopackaging – is it the
answer?
Bioplastics – a retailer perspective
Bioplastics in food packaging & disposable
tableware: COOP Italia case history
Material Development
Philippe Henry Heymans, Delhaize
Store Design and Technical Director
Stuart Lendrum, Sainsbury´s
Michele Bertoli, I.L.P.A.
Export Area Manager
Chair: Dietmar Heufel, BASF
Manager Specialty Polymers
New materials designed by BIOTEC
Harald Schmidt, BIOTEC
Managing Director
BIOPLÁSTICOS
131/140
The industrialisation of PHBV in China
Xuejun Chen
Tianan Biologic Material Co. Ltd.
Deputy General Manager
Plastics produced from renewable resources
(BIOPAR) new material developments for
specific properties
Rilsan Polyamide 11: Unique benefits from
a biobassed, high performance bioplastic
Market Development – Country Reports
Katerina Morawietz, BIOP
Biopolymer Technologies, Head of R&D
Thomas Grimaud, Arkema Group
Business Manager
Chair: Jöran Reske, Interseroh
Manager Biodegradable Polymers
Developments on bioplastics in the
Netherlands
Compostable packaging in Belgium –
Can a breakthrough be expected?
Status of biodegradable & biobased
materials in China
Remy Jongboom, BCPN
Manager
Dirk Wens, Belgian BioPackaging
President
Yunxuan Weng
Biodegradable Materials Group, BMG
General Director
Recent development of bioplastics in Japan
Inomata Isao
Biodegradable Plastics Society BPS
Adviser
Specialities
Marcel Dartée, Tate & Lyle Europe
Product Manager Biomaterials
High-strength heat-resistant bioplastic for use
in vehicle interior parts
Christian Schultze, Mazda
Biodegradable and biomass based plastics –
the Plastics Europe perspective
Twenty years of EU bioplastics research
funding
Wolfgang Siebourg, Plastics Europe
BIOPLÁSTICOS
Manager Advanced Technology &
Engineering
Manager Consumer & Environmental Affairs
Ciaran Mangan, European Commission
DG Science and Research, Project Officer
132/140
BIOPLASTICS 2007 Conference & Awadrs. The 9th annual Bioplastics
Conference. 5-6 Diciembre 2007. Hyatt Regency Colonia Alemania
http://www.bpevent.com/home.asp?m_pid=0&m_nid=23013.
Chairman’s opening remarks
Chris Smith, Editor and
Conference Manager
European Plastics News
Bioplastics 2007 Keynote
Antonio Morschbacker,
Head of Biopolymer
Research
Braskem
Production and innovation in PHA
Diether Hesse, Director –
Europe
Metabolix
Development of highly functional bioplastics for electronics
products
Dr. Kazuhiko Inoue,
Principal Researcher, EcoMaterial Nano Electronics
Research Laboratories
NEC Corporation
•
•
•
Bioplastics for durable use in Japan
Cellular phone with a heat-resistant PLA/Kenaf composite
Development of new bioplastics including a flame-retarding PLA
composite, a shape memory PLA composite, and a heat
conductive PLA composite
Life Cycle Analysis of bioplastics
•
•
•
Sharing details of a recent LCA project, including relevant market
surveys
Considering whether bioplastics are truly sustainable
What these results mean for the bioplastics industry
Dr. John Williams,
Technical Transfer Manager
– Biopolymers
National Non Food Crop
Centre
Bioplastics and sustainability
Carmel McQuaid,
Manufacturing Industries
Practice
PA Consulting
Expanding the possibilities of bio-based products
Dr. Guillaume Lê, Research
Group Manager
Arkema
•
•
•
•
Combining performance with sustainability
Sharing details of commitments in promoting bio-based products
Looking at recent developments in bioplastic PA11
Sharing information on a new generation of bio-based products
in evolution
Foamed bio-sourced plastics
•
•
Producing sustainable foamed alternatives
Sharing details of performance
BIOPLÁSTICOS
133/140
Ricardo De Genova,
Technical Manager – BiOH
Polyols
Cargill Industrial BioProducts
•
•
Exploring potential applications
Detailing the new BIOH Polyols R&D centre
Sharing LCA data and reducing the environmental footprint of
bioplastics
•
•
•
Exploring responsible sourcing
Enhancing the fermentation process
LCA data
Masterbatches to enable improved biopolymer functionality
•
•
Improving impact strength for transparent PLA applications
Providing antistatic to biopolymer packaging without affecting
clarity
Exploring the production of PHA from wastewater fatty acids
•
•
•
•
Erwin Vink, Environmental
Affairs Manager
Natureworks
Discussing the selection criteria for establishment of a natural
(mixed) culture of PHA-producing bacteria
Suggesting a process scheme for implementation of the PHA
production process proposed.
Combining wastewater treatment with bioplastic production
Considering possible commercial applications for the future
Daniel Ganz, Business
Development Manager
Sukano
Robbert Kleerebezem,
Department of Biotechnology
Delft University of
Technology
Progress in sustainable polymers
New bio-based polymers offer clear opportunities to reduce the
environmental impact already today. Given the early stage of
development, this is even more true for the mid-term future. For this
purpose, adequate investments must be made throughout the life cycle,
i.e. from production via processing to waste management.
Martin Patel, Assistant
Professor, Dept. of Science,
Technology & Society
Utrecht University
Renewable resource biopolymer blends – their production &
applications
Graham Whitchurch, Sales
Agent
FKuR
Examining packaging performance requirements for fresh produce
applications and the suitability of bioplastics
Atussa Sarvestani, Product
Manager – Sustainable
Packaging
NNZ
•
•
•
•
•
Shelf life
Barrier properties
Looking at new materials and new treatments, and their
performance
Expectations of bioplastic packaging
Looking at consumer reaction
Bioplastic packaging performance and expectations
•
Looking at shelf life and barrier properties of bioplastics in fresh
BIOPLÁSTICOS
134/140
Azra Secerbegovic,
Procurement Manager
Eosta
•
•
•
•
produce applications
Exploring new material possibilities
What do consumers think?
The growth of bioplastics packaging over recent years –
expectations for the future
Case studies
Bioplastics in demanding packaging applications
•
•
•
Looking at the use of bioplastics for microwaveable
thermoformed applications
Exploring performance and cost vs. conventional plastics
Details of recent customer case studies
Enabling value-added growth in PLA Bioplastics
•
•
•
•
Facilitating the plastics industry with lactide monomers
Removing economical and technological hurdles for PLA
producers
D(-) lactides as enabler for value-added application fields
Scale economy
Maximising the benefits of bioplastics
•
•
•
Looking at drivers for change in UK
Exploring consumer perception of bioplastics
Understanding the impact on recycling and composting systems
High performance biopolymers in non-woven applications
•
•
•
•
Looking at potential for bioplastic fibres
Properties and suitability of different grades for different
applications
Examining production supply and cost
Performance outline
Relevant applications
Sharing details of recent LCA data
Expanding the market for PHBV
•
•
•
•
Looking at the production of Polyhydroxybutyrate Valerate
(PHBV) bioplastics
An overview of production capacity
Is China the solution to issues of bioplastics supply?
Exploring pricing issues
BIOPLÁSTICOS
Daniel Tein, Vice President,
Sales
PSM North America
Sicco de Vos, Senior
Polymer Product
Development Engineer
Purac
Peter Skelton, Key Account
Manager
WRAP (UK Waste &
Resources Action
Programme)
Eamonn Tighe, Head of
Fibers Development
Ingeo Natureworks LLC
Stefano Facco, New
Business Development
Manager
Novamont
Developments in new bioplastics películas
•
•
•
and Managing Director
The Organic Salad
Company
Paul Dauny, Technical
Manager
The Organic Salad
Company
135/140
Dr. Jim Lunt, Vice President
- Sales and Marketing
Tianan Biologic
•
Looking at suitable applications
BIOPLÁSTICOS
136/140
BioPlastics 2007, 19-21 September de 2007, Montreal, Canada
http://www.reseaumateriauxquebec.ca/BioPlastics2007/html/home.htm
Keynote Speakers
•
•
•
•
•
•
•
COMMERCIALIZING BIOPLASTICS - HOW NATUREWORKS HAS MET
MARKET NEEDS IN A NEW ENVIRONMENT, Dr. Chris M. Ryan NatureWorks
LLC, USA
BIODEGRADABLE POLYMERIC MATERIALS AND THEIR USE, Dr. Catia
Bastioli Novamont, Italy
AN AUTOMOTIVE PERSPECTIVE ON DEVELOPMENT AND USE OF
BIOBASED MATERIAL TECHNOLOGIES, Mr. David P. Mattis General Motors
Corporation, USA
TWIN-SCREW EXTRUSION OF BIOBASED POLYMERS: A COMPARISON
OF DIFFERENT PROCESS GEOMETRIES, Mr. Charlie Martin Leistritz Corp.,
U.S.A.
DEVELOPMENT
OF
BIOBASED
BLENDS:
CHALLENGES
AND
OPPORTUNITIES, Mr. Michel A. Huneault. National Research Council, Canada
AVIATION AND THE ENVIRONMENT, Mr. Ronald B. Kollmansberger. Boeing,
U.S.A.
BIODEGRADABLE POLYMER/MONTMORILLONITE NANOCOMPOSITES,
Dr. Analίa Vázquez .Universidad Nacional de Mar del Plata, Argentina
Polylactides
•
•
•
•
Molecular Dynamics at the Glass Transition in Semi-Crystalline Poly(L-Lactic
Acid)
E. Dargent, N. Delpouve, A. Saiter, France
Influence of the Crystallization on the Vitreous Domain of PLLA Evidenced by
Studying the Sub Tg Molecular Relaxation Dynamics
M. Arnoult, J.-M. Saiter, France
Effect of Nucleation and Plasticization on the Crystallization of Poly(Lactic Acid)
H. Li, M. A. Huneault, Canada
Extrusion Foaming of Semi-crystalline PLA and PLA/TPS Blends
M. Mihai, M.A. Huneault, B.D. Favis, H. Li, Canada
Biocomposites and Natural Fibers
•
•
•
Effects of Filler Loading and Processing Temperature in the Properties of
Wheat Straw-Polypropylene Composites
P.K. Kruger, L. C. Simon, Canada
Biocomposites Made from Hemp and Polypropylene
S. Leduc, D. Rodrigue, Canada
Biocomposites and Natural Fibers
BIOPLÁSTICOS
137/140
•
•
•
Bioscouring of mechanically separated flax fibres using a pectate lyase from
Xanthomonas campestris
J. Yang, D. Rho, M.-J. Lorrain, M. Beauchemin, D. Groleau, Z. Xiao, S. Grosse,
P. C. K. Lau, Canada
Cellulose High-Tenacity Man-Made Fiber Reinforced PLA and PHA
Biocomposites for Injection Molding
J. Ganster, H.-P. Fink, R. Rihm, R.S. Whitehouse, Germany
Modeling the Spider Silk Biospinning Process
G. De Luca, A.D. Rey, Canada
Starch-based Materials
•
•
•
•
•
Sourcing Feedstock from Canadian Triticale Crop Platform
F. Eudes, A. Laroche, J. Lu, B. Beres, D. Gaudet, Canada
HDPE/TPS Blends Compatiblilized with HDPE-g-MA: Toughening Mechanism
Taguet, M.A Huneault, B.D. Favis, Canada
Molecular Relaxations in Native Cassava Starch
E. Laredo, D. Newman, N. Prutsky, A. Bello, Venezuela
Morphology, Thermal and Mechanical Properties of Blends of Polycaprolactone
and Thermoplastic Starch
G. Li, B.D. Favis, Canada
Montmorillonite Incorporation in PLA/Thermoplastic Starch Blends
O. Arroyo-Fernadez, M.A. Huneault, B.D. Favis, M.N. Bureau, Canada
Synthesis and Degradation
• The Effect of Hydrolitic Degradation on the Morphology, Crystallization Kinetics
and Mechanical Properties of Poly(p-dioxanone)/Poly(e-caprolactone) Blends
Y. Brito, M.A. Sabino, G. Ronca, A.J. Muller, Venezuela
• Physical State of Nascent Bacterial Polyesters, PHA, for Treating Fiber
Constructs and Coating Applications
R. H. Marchessault, Canada
• Miscibility through Specific Interactions in Polylactide/Poly(styrene-covinylphenol) Blends
E. Zuza, E. Meaurio, J.-R. Sarasua, Spain
• Biodegradable Polyurethane - Carboxymethylcellulose Blends
T. Travinskaya, Y. Savelyev, A. Perekhrest, A. Brykova, A. Gonchar, Ukraine
• (Poly)saccharige-Based and Biodegradable Polyurethanes and Polyurethane
Foams
Y. Savelyev, O.A. Savelyeva, L.A. Markovskaya, L.P. Robota, Ukraine
• Synthesis and Characterization of Novel Biodegradable Pentablock Copolymers
from L-Lactide, p-Dioxanone and Poly Ethylene Glycol
S.M.Hoseini, M.Abdouss, M.Assar, M.Javanbakht, Iran
BIOPLÁSTICOS
138/140
Biobased nanocomposites
•
•
•
•
•
Nanocomposites Prepared from Plasticized Starch and Multiwalled Carbon
Nanotubes
P.R. Chang, X. Cao, Y. Chen, D.P. Anderson, M.A. Huneault, Canada
Preparation and Characterization of Thermoplastic Starch Nanocomposites
M. Sepehr, M.T. Ton-That, F. Perrin-Sarazin, Canada
Nanofibrous Mats of Polymers Via Electospinning for Biomedical Applications
M.C. Branciforti, T.A. Custódio, J.G. Pimenta, L.M. Guerrini, L. Avérous, R.E.S.
Bretas, Brazil and France
Effect of Processing Conditions and Clay Chemistry on the Performance of
Clay-Poly(Lactic Acid) Nanocomposites
M.-T. Ton-That, J. Denault, Canada
Anisotropic Poly(vinyl alcohol) – Bacterial Cellulose Nanocomposites
L. Millon, G. Guhados, W.K. Wan, Canada
Poster Session
•
•
•
•
•
•
•
•
•
Preparation and Characterization of Plasticized Starch Blended with Poly(εcaprolactone)-Based Waterborne Polyurethane
P.R. Chang, X. Cao, Y. Chen, D.P. Anderson, M.A. Huneault, Canada
Environmentally Friendly Composites: The Use of Agricultural Fibers in
Recycled Polypropylene
Z. Ng, L.C. Simon, Canada
Spent Soy Flakes Composite Plastics
Yeh, S. Chlapowski, B. Guettler, L.C. Simon, C. Moresoli, Canada 95
Ecodesign Diagnosys – Intergrating Life Cycle Approach to Promote Innovation
and Competitivity in Product Development
Derome, Canada
Protein Películas Prepared from Novel Wheat Genotypes
Moresoli, S.C. Mojumdar, L.-S. Chia, L. Simon, K.P. Pauls, R.L. Legge, Canada
Production of Polyglutamic Acid by Bacilus Strains
G. Kedia, I. Radecka, United Kingdom
Miscibility
and
Biodegradability
Studies
in
Polyhydroxybutyrate/Polycaprolactone (PHB/PCL) Blends
V. Balsamo, D. Lovera, L. Marquez, A. Taddei, C. Castelli, A. Muller, Venezuela
Crystallization of PCL and PEO Blocks within Polystyrene-b-Poly(ethylene
oxide)-b-Poly(caprolactone) Linear Triblock Copolymers
M.L. Arnal, V. Castillo, F. Lopez-Carrasquero, E. Laredo, A.J. Muller,
Venezuela
Analysis of the Dielectric Spectrum of Cassava Starch in the M" Formalism
Bello, E. Laredo, Venezuela
BIOPLÁSTICOS
139/140
•
•
•
A Study of Warpage and its Behavior in Sequential Overmolding Biodegradable
Polymer PLA
S.C. Tseng, C.P. Chiu, Y.C. Chen, Taiwan
Rapid Control of Bacterial Production of PHA Through Thermogravimetric
Analysis
O. Talon, N. Berezina, T. Colin, P. Lewillion, E. Dombrun, Belgium
Molecular Mobilities in Biodegradable Poly(D,L,-lactide)/Poly(e-caprolactone)
Blends
Newman, E. Laredo, A. Bello, A. Grillo, J.L. Feijoo, A.J. Muller, Venezuela
BIOPLÁSTICOS
View publication stats
140/140