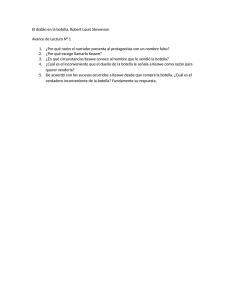
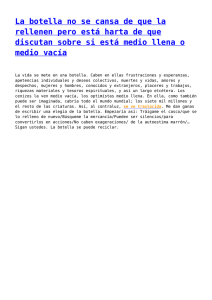
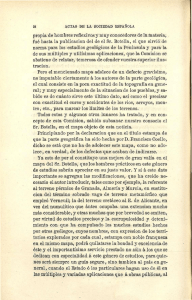
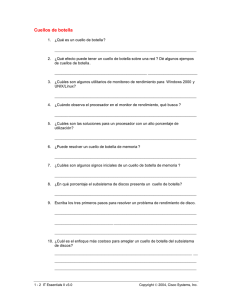
GESTIÓN POR PROCESOS Sesión 10. Costos de procesos Selección del proceso por el método gráfico • Una empresa de fundición de partes en aluminio está evaluando tres tipos de procesos A, B y D para su selección, compra e instalación respectiva. Considerando sus costos fijos en dólares mensuales y costos variables unitarios en dólares por kg de aluminio, aplique el método gráfico y determine el rango de capacidad de producción donde cada alternativa de proceso es la óptima (más barata). Costo mensual por proceso C (A)= 800000 + 2X C (B) = 600000 + 4X C (D) = 200000 + 6X • Se debe realizar el gráfico de comportamiento de los costos de los tres tipos de procesos. • Para conocer el origen del gráfico se reemplaza x por el 0. esto quiere decir que no ha producido nada y tendremos que pagar solo costos fijos. Costo mensual por proceso C (A)= 800000 + 2(0) = 800000 C (B) = 600000 + 4(0)= 600000 C (D) = 200000 + 6(0)= 200000 • El siguiente paso es descubrir los puntos de cruce. Esto lo hacemos igualando los costos. Costo mensual por proceso C (A)= C (B) 800000 + 2X= 600000 + 4X X= 100000 Costo mensual por proceso C (A)= C (D) 800000 + 2X = 200000 + 6X X= 150000 Costo mensual por proceso C (B) = C (D) 600000 + 4X= 200000 + 6X X= 200000 Una vez que se tienen los puntos de cruce, se escoge una cantidad de producción por encima de esa cantidad para saber el destino de las rectas. Por ejemplo se puede emplear la cantidad de 300000 kg de aluminio. Costo mensual por proceso C (A)= 800000 + 2 (300000) = 1400000 C (B) = 600000 + 4 (300000) = 1800000 C (D) = 200000 + 6 (300000) = 2000000 De acuerdo al gráfico se pueden sacar las siguientes conclusiones: X<150000; D Si se produce menos de 150000 kg es más barato usar el proceso D. D x> 150000 ; A Si se produce más de 150000 kg es más barato usar el proceso A. * Si se produce justo 150000 kg da lo mismo usar el proceso A o D. Ejercicio en clase • Una industria de confección de camisetas está evaluando tres tipos de procesos A, B y D para su selección, compra e instalación respectiva. Considerando sus costos fijos en dólares mensuales y costos variables unitarios en dólares por camiseta, aplique el método gráfico y determine el rango de capacidad de producción donde cada alternativa de proceso es la óptima. Costo mensual por proceso C (A)= 700000 + 5X C (B) = 550000 + 6X C (D) = 490000 + 8X EDUCACIÓN EN LÍNEA GESTIÓN POR PROCESOS Sesión 11. Medición de Procesos, Productividad y Eficiencia MEDIDAS DEL PROCESO Dentro de las medidas de los procesos productivos encontramos: • Productividad • Eficiencia El proceso de medición Objetivos de la Medición de Procesos • Identificar problemas y considerarlos como oportunidades de mejora. • Diagnosticar problemas para determinar la causa raíz y emprender acciones correctivas. • Facilita la socialización de la estrategia y las metas. • Permite el monitoreo de comportamientos. • Mejora la comprensión de procesos. • Ayuda al establecimiento de responsabilidades. • Es una herramienta de control y evaluación de los procesos de la empresa. • Hace más sencilla la delegación de tareas. • Relaciona la remuneración con la actuación en casos de gestión por resultados. Características de una buena medición • Objetividad • Pertinencia • Precisión y exactitud • Oportuna • Confiable • Económica Productividad • La productividad es una medida económica que calcula cuántos bienes y servicios se han producido por cada factor utilizado (trabajador, capital, tiempo, tierra, etc.) durante un periodo determinado. ¿Cuánto produce al mes un trabajador? ¿cuánto produce una maquinaria? La respuesta bien podría ser, un trabajador produce 30 unidades por mes o 0,25 unidades por hora trabajada. Esto es a lo que llamamos productividad. VARIABLES CLAVE EN LA MEJORA DE LA PRODUCTIVIDAD LABORAL ▪ Formación básica apropiada para una mano de obra efectiva. ▪ La alimentación de la mano de obra. ▪ Los gastos sociales que posibilitan el acceso al trabajo. ▪ Mantener y potenciar las habilidades de los trabajadores en un mundo en el que la tecnología y los conocimientos se expanden rápidamente. ▪ Variables internas, como infraestructura, máquinas y equipos, insumos, capital modo de gestión. PARADIGMA: EFECTIVIDAD EFICIENCIA, EFICACIA Y EFECTIVIDAD CLIENTE INSUMOS RESULTADOS RESULTADOS OBTENIDOS ESPERADOS PROCESOS RECURSOS EFICACIA EFICIENCIA "CORRECTAMENTE" "HACER LO CORRECTO" EFECTIVIDAD "HACER LO CORRECTO, CORRECTAMENTE" Relaciones entre Eficacia, Eficiencia y Efectividad I Lo correcto incorrectamente LO CORRECTO IV Lo correcto correctamente (Efectividad) Eficacia - Objetivos III II Lo incorrecto incorrectamente Lo incorrecto correctamente CORRECTAMENTE Eficiencia - Recursos Eficiencia y Productividad Es la medida en que las organizaciones satisfacen los siguientes criterios: Productividad: Producción / Recursos Eficiencia física = Producción útil/ capacidad de producción x 100 Recursos objetivo/ Recursos empleados x 100 Eficiencia económica= Ventas/Gastos Costo objetivo/Costos reales x 100 Objetivo de programación: 200 partes electrónicas diarias Capacidad : 220 partes diarias Objetivo de producción: 200 partes diarias Producción útil: 190 partes diarias Defectos: 10 partes diarias Eficiencia = 190/220 = 0.8636 = 86.4% Para elaborar las 190 partes electrónicas se emplearon 10 horas. Hallar la productividad del sistema. Productividad: 190 partes/10 horas → 19 partes/h Calcular la productividad por empleado de la siguiente operación: Tres empleados procesaron 600 circuitos electrónicos la semana pasada. Trabajaron 8 horas diarias, 5 días por semana. Ejercicio Productividad Una empresa produce cristales de purificación de agua. Las entradas principales para producción son mano de obra, materias primas y energía. Para el Año 1, los costos de mano de obra son $18000, materias primas $3000 y los costos de energía $5000. Los costos de mano de obra para el año 2 son $35000, materias primas $4000 y los costos de energía $600. La empresa produjo 100000 lb de cristales en el año 1 y 68182kg de cristales en el año 2. Calcule la productividad para cada año y la diferencia porcentual entre una y otra. Ejercicio de Eficiencia Una fábrica de muebles produjo en serie un lote de 20000 sillas para surtir un pedido, cuyo precio de venta es de $200000, la madera que entregó el almacén pesó 160 toneladas y con costo de $70000 (se empleó todo el material entregado), los demás gastos de producción fueron de $40000. El peso de una silla terminada es de 6 kg. Calcular la eficiencia física y la eficiencia económica de dicha producción. TAREA EJERCICIOS DE EFICIENCIA Y PRODUCTIVIDAD 1. Creaciones Pepe fabrica prendas de vestir a la moda. En una semana específica, los empleados trabajaron 360 horas para producir un lote de 132 prendas, de ellas 52 resultaron “segundas” (se les llama así cuando tienen defectos). Las segundas se venderán a $ 90 cada una. Las 80 prendas restantes serán vendidas a distribuidores minoristas al precio de $200 cada una. A) ¿Cuál es la productividad del sistema? B) ¿Cuál es el ingreso por hora trabajada? 2. Una empresa láctea produce 320 quesos, se ha utilizado 4 L de leche para cada queso. Para esta producción se hizo el pedido de 1350 L. El costo total fue de $ 560 y se ha vendido cada queso en $ 3,35. a) Determinar la eficiencia física de la materia prima; y la eficiencia económica en relación a ventas y costos. b) Hallar la productividad de la materia prima y del capital empleado. EDUCACIÓN EN LÍNEA GESTIÓN POR PROCESOS Sesión 12. Capacidad en procesos de manufactura TAMAÑO O CAPACIDAD DEL SISTEMA PRODUCTIVO FACTORES DETERMINANTES DEMANDA MATERIA PRIMA RESTRICCIONES TECNOLOGÍA LOCALIZACIÓN FINANCIAMIENTO CAPACIDAD GERENCIAL TALENTO HUMANO TAMAÑO DEL SISTEMA PRODUCTIVO ALTERNATIVAS • ALTA CAPACIDAD INICIAL • BAJA CAPACIDAD INICIAL • EXPANSION ESCALONADA GRÁFICO EJEMPLO DE PROYECTO CON ALTA CAPACIDAD INICIAL Capacidad instalada Número De unidades Por año Capacidad ociosa Demanda Proyectada 1 2 3 4 5 6 7 8 9 10 años GRÁFICO EJEMPLO DE EXPANSIÓN ESCALONADA Capacidad instalada Número De unidades Por año Proyección de la demanda Capacidad ociosa mínima 1 2 3 4 5 6 7 8 9 10 años GRÁFICO EJEMPLO DE TAMAÑO REDUCIDO INICIAL (EXPERIENCIA PILOTO) Y EXPANSIÓN FUTURA-POSICIÓN CONSERVADORA Proyección de la demanda Número De unidades Por año Minimización gradual de la demanda insatisfecha Expansión Futura en función de nuevos recursos Capacidad inicial (Proyecto Piloto) 1 2 3 4 5 6 7 8 9 10 años CAPACIDAD DEL SISTEMA Capacidad de producción en un período de referencia • Técnicamente, la capacidad es el máximo número de unidades (bienes o servicios) que se puede obtener de unas instalaciones productivas en la Unidad de Tiempo respectiva. Tipos de Capacidad • Capacidad de Diseño Máximo nivel posible de producción o prestación del servicio en condiciones ideales. • Capacidad efectiva Capacidad disponible permanente. • Capacidad Utilizada Fracción de capacidad instalada que se está empleando. (real) Capacidades y relaciones de utilización Se estudia el tamaño de un proyecto de una industria panificadora con 100 operarios que trabajarán 10 horas diarias durante 6 días a la semana. Cada operario empleará 6 horas por semana para el mantenimiento y limpieza de equipos . Si cada Kg de pan requiere 2 horas hombre y en el año 2020 se fabricarán 117 toneladas de pan, hallar para el periodo, las capacidades y sus relaciones de utilización indicados en el esquema. Cap. de procesamiento horas hombre/año Tipos de capacidades Cap. de producción kg de pan/año Capacidad de diseño Recursos Productos Capacidad efectiva Capacidad real-utilizada % Utilización de Cap. Ejercicio en clase Se analiza la capacidad de producción de una industria de muebles de madera que se especializa en la fabricación de juegos de dormitorio, con 50 operarios que trabajarán 8 horas diarias durante 6 días a la semana. Cada operario empleará 3 horas por semana por mantenimiento y limpieza de equipos. Si cada juego de dormitorio requiere 120 horas hombre y en el año 2020 se fabricarán 936 juegos de dormitorio, hallar para el periodo, las capacidades y sus relaciones de utilización indicadas en el esquema. Cap. de procesamiento horas hombre/año Tipos de capacidades Cap. de producción juegos de dormitorio/año Capacidad de diseño Recursos Productos Capacidad efectiva Capacidad real-utilizada % Utilización de Cap. Requerimientos de capacidad Tiempo de proceso requerido para la demanda del periodo Tiempo disponible de la unidad de capacidad, después de deducir el amortiguador deseado Tiempo total que opera la unidad de capacidad en el periodo Ejercicio Requerimiento de Capacidad • Una empresa manufacturera ha conseguido un pedido semanal de 384 productos. La máquina que se encarga de su procesamiento se tarda 10 minutos por unidad. El dueño de la empresa no desea tener cuellos de botella por lo que estima un amortiguador de capacidad de 20 %. En la empresa se trabaja 5 días a la semana en jornada normal de trabajo. Cuántas máquinas necesita para cumplir con los pedidos semanales. EDUCACIÓN EN LÍNEA GESTIÓN POR PROCESOS Sesión 13. TOC y Capacidad en procesos de manufactura MÚLTIPLES PRODUCTOS 𝐻𝑜𝑟𝑎𝑠 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑎𝑠 𝑑𝑒 𝑝𝑟𝑜𝑐𝑒𝑠𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑦 𝑝𝑟𝑒𝑝𝑎𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑎𝑟𝑎 𝑙𝑎 𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑎𝑛𝑢𝑎𝑙, 𝑠𝑢𝑚𝑎𝑑𝑎𝑠 𝑝𝑎𝑟𝑎 𝑡𝑜𝑑𝑜𝑠 𝑙𝑜𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜𝑠 𝑅𝑒𝑞𝑢𝑒𝑟𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 = ℎ𝑜𝑟𝑎𝑠 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒𝑠 𝑑𝑒 𝑢𝑛𝑎 𝑠𝑜𝑙𝑎 𝑢𝑛𝑖𝑑𝑎𝑑 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑝𝑜𝑟 𝑝𝑒𝑟𝑖𝑜𝑑𝑜, 𝑑𝑒𝑠𝑝𝑢é𝑠 𝑑𝑒 𝑑𝑒𝑑𝑢𝑐𝑖𝑟 𝑒𝑙 𝑎𝑚𝑜𝑟𝑡𝑖𝑔𝑢𝑎𝑑𝑜𝑟 𝑑𝑒𝑠𝑒𝑎𝑑𝑜 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 1 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 2 𝐷 𝐷 𝐷𝑝 + 𝑄 𝑟 + 𝐷𝑝 + 𝑄 𝑟 + ⋯ + 𝑀= 𝑁 (1 − 𝐶) Q= número de unidades de cada lote r= tiempo de preparación por lote 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑛 𝐷𝑝 + 𝐷 𝑟 𝑄 Ejercicio • Una imprenta prepara encuadernados para dos clientes. El centro realiza varias copias de cada cuaderno (tamaño de lote). El tiempo de proceso depende del número de páginas. El centro opera 250 días por año, con un turno de 8 horas. El centro piensa que un amortiguador de 15% es lo mejor. Por ahora poseen tres máquinas que fabrican los cuadernos. Con base en la información de la siguiente tabla, determine cuántas máquinas se necesitan para la producción anual de estos cuadernos. ARTÍCULO Cliente X Cliente Y 2000 6000 Tiempo estándar del proceso (horas/cuaderno) 0,5 0,7 Tamaño del lote promedio 20 30 0,25 0,4 Pronóstico de demanda anual (cuadernos) Tiempo estándar de preparación (horas) TAREA • Se pide desarrollar un plan de capacidad para una operación clave en Sandal Inc. Su medida de capacidad es el número de máquinas. Se fabrican tres productos: sandalias para caballero, damas y niños. Los tiempos estándar (procesamiento y preparación), tamaños de lote y pronósticos de demanda se dan en la siguiente tabla. La empresa opera dos turnos de 8h, cinco días a la semana, 50 semanas al año. La experiencia dice que un amortiguador de capacidad de 5% es suficiente. Producto Sandalias caballero Procesamiento (h/par) 0,05 Preparación (h/par) Tamaño de lote (pares/lote) Pronóstico de demanda (pares/año) 0,5 240 80000 Sandalias dama 0,1 2,2 180 60000 Sandalias niños 0,02 3,8 360 120000 ¿Cuántas máquinas se necesitan? Si la operación actual tiene 2 máquinas, ¿cuáles serían sus recomendaciones? Medición de la capacidad o tamaño de la planta (Cuellos de botella) Una empresa de alimentos procesa todos sus productos secuencialmente, mediante cuatro subprocesos (A, B, C, D). Las capacidades instaladas de cada centro de trabajo individual y el número real de productos procesados por día es el que se indica en la Figura. Encuentre a) capacidad de diseño del sistema y b) % utilización. A 24 B C D 30 22 40 Producción real 18 Productos/día • a) La Capacidad del sistema está condicionada a la capacidad del proceso más limitado en la línea de producción (cuello de botella), en este caso es el proceso C con 22 productos al día, esta sería la cantidad máxima de procesamiento diario. Capacidad de producción del sistema= 22 unidades/día • b) % utilización = Procesado real capacidad instalada del sistema = 18 = 0,82 =82% 22 * Lo ideal es que se explote al cuello de botella, es decir que se trabaje a su máxima capacidad, con ello el procesado real sería de 22, así se llegaría al 100% de utilización. Si esto sucede habría que darle más capacidad al proceso cuello de botella para que deje de serlo pero aparecerá otro cuello de botella, este comportamiento es conocido como la Teoría de Restricciones. Medición de la capacidad o tamaño de la planta (Cuellos de botella) A 24 B 30 C 22 D 40 Producción real 22 Productos/día % Utilización= 22/22 = 1 = 100 % ¿Cómo hacer para que el proceso C deje de ser cuello de botella? Se debe encontrar el porcentaje de utilización de cada uno de los procesos Se escoge el siguiente proceso cercano al 100 % que sería el nuevo cuello de botella ¿Cómo hacer para que el proceso C deje de ser cuello de botella? A % Utilización B C D 24 30 22 40 22/24 22/30 22/22 22/40 91,6 73,3 100 Producción real 22 Productos/día 55 El próximo cuello de botella será el proceso A, por lo tanto debemos calcular cuánto hay que sumar de capacidad al proceso C para que deje de ser cuello de botella. C<A C+x > A 22 +x > 24 x>2 Se debe aumentar la capacidad del proceso C en un número mayor a 2 unidades para que el nuevo cuello de botella sea el proceso A. ¿Cómo hacer para que el proceso C deje de ser cuello de botella? Al subir más de dos unidades a la capacidad instalada del cuello de botella se tiene: A % Utilización B C D 24 30 25 40 24/24 24/30 24/25 24/40 96 60 100 80 Producción real 24 Productos/día De esta manera el nuevo cuello de botella es el proceso A con 100 % de utilización, el proceso C ya dejó de ser cuello de botella ya que ahora tiene un 96 % de utilización. Como todos los procesos trabajan al ritmo del cuello de botella la nueva capacidad de producción de todo el sistema es de 24 productos al día. Medición de la capacidad o tamaño de la planta Se está analizando la capacidad de una industria de confección de camisas que tiene tres procesos: corte, costura y acabado, con capacidades expresadas en camisas/mes. Determine el % de capacidad utilizada y ociosa de cada proceso y cuánto hay que aumentar al cuello de botella para que ya no lo sea. Capacidad requerida Capacidad de producción Corte Capacidad Instalada Costura Acabado Camisas/mes 30000 20000 25000 Medición de la capacidad o tamaño de la planta Capacidad requerida Capacidad Instalada % Utilización % Ocioso 20000 20000 Corte Costura Acabado 30000 20000 25000 20000 20000/30000=66,6 20000/20000 = 100 20000/25000 = 80 33,33 0 20 Capacidad de producción 20000 Camisas/mes Medición de la capacidad o tamaño de la planta Capacidad requerida Capacidad Instalada % Utilización % Ocioso 20000 20000 Corte Costura Acabado 30000 20000 25000 20000/30000=66,6 20000/20000 = 100 20000/25000 = 80 33,33 0 20 20000 Capacidad de producción 20000 Camisas/mes ¿Cuánto hay que aumentar al cuello de botella para que ya no lo sea? Identificamos al proceso que luego del cuello de botella tiene el mayor porcentaje de utilización, en este caso el proceso de Acabado. Costura < Acabado Costura + x > Acabado 20000 +x > 25000 X > 5000 Medición de la capacidad o tamaño de la planta Si subimos la capacidad del proceso de costura a un número mayor a 5000 unidades, la nueva disposición del sistema es la siguiente: Capacidad requerida Capacidad Instalada % Utilización % Ocioso 25000 25000 Corte Costura Acabado 30000 25001 25000 25000 Capacidad de producción 25000 25000/30000=83,3 25000/25001 = 99.99 25000/25000 = 100 16,7 0.01 0 Camisas/mes De esta manera costura dejó de ser cuello de botella, solamente aumentando 5001 unidades a su capacidad (si aumentamos un número mucho mayor a 500 obviamente el porcentaje de utilización será cada vez menor). El nuevo cuello de botella es el proceso de acabado ya que trabaja al 100 % de su capacidad. TAREA 2 Una industria de muebles tiene cuatro procesos . La capacidad instalada de habilitado es 6000 juegos de sala anuales. Identifique el proceso cuello de botella, con ello determine la capacidad de producción de todo el sistema, la capacidad instalada de cada proceso expresada en juegos de sala anuales y. cuánto se debe aumentar el cuello de botella para que ya no lo sea. Además calcule la nueva capacidad de producción del sistema, así como los nuevos porcentajes de utilización y ocioso de cada proceso si se aumenta un 50 % la capacidad al cuello de botella. Cap. instalada de producción de la empresa Habilitado Capacidad Armado Acabado Capacidad Capacidad Tapizado Capacidad Instalada 6000 Instalada Instalada Instalada Real Real Real Real % ociosa 25 % % ociosa 20 % % ociosa 40 % % ociosa 0% Juegos de sala /año Tiempo de cuello de botella Cuando se habla de tiempos de procesamiento por unidad, el proceso cuello de botella es aquel que más tarda en procesar un producto. Por lo tanto en esta figura el proceso cuello de botella es el proceso B; y este vendría a ser el Tiempo de Ciclo del sistema. Tc= 4 min/ unidad. Es decir saldrá del sistema un producto cada 4 minutos. Esto siempre y cuando exista un operario por estación, tal como se muestra en la Figura. En un día de trabajo normal de 8h se llegaría a producir: 480 min/ 4 min → 120 unidades/día Tiempo de cuello de botella ¿Cuál sería la mejor manera de organizar el trabajo si se requiere procesar 80 unidades al día (8h de trabajo)? Tarea Se requiere procesar 960 unidades al día Definir a) Tiempo de ciclo para producir 960 unidades en una jornada de trabajo c) El arreglo de las estaciones de trabajo requeridas para cumplir la demanda con el menor número de operarios d) ¿Cuántos operarios se necesitan? d) Eficiencia del sistema EDUCACIÓN EN LÍNEA GESTIÓN POR PROCESOS Sesión 14. Mapeo de la Cadena de valor VSM (Value Stream Mapping) Desperdicios en una planta manufacturera Excelencia Operativa Satisfacción del cliente Rentabilidad sostenida Beneficio social, empresarial, personal MÁXIMA CALIDAD – MENOR COSTO – MÍNIMO TIEMPO CALIDAD EXCELENTE ESTABILIDAD Y FLUJO • • • • • • JIT Takt time Sistema pull Preparaciones rápidasSMED TOC Mantenimiento Total Productivo VSM KPI KAIZEN QFD MANUFACTURA ESBELTA LIDERAZGO EQUIPO MOTIVADO 5S HOSHIN KANRI • Six Sigma • Solución de problemas • AMEF • Gestión Visual • JIDOKA ANDON-KANBAN Poka Yoke DESARROLLO DE TALENTO Introducción al VSM (Value Stream Mapping) El mapeo de la Cadena de Valor es una herramienta gerencial y de la Manufactura Esbelta, fundamental en el análisis y mejoramiento de los procesos de cualquier organización. El propósito es identificar los elementos que no agregan valor para posteriormente tratar de eliminarlos. Con esto se busca ser más eficiente y generar ventaja competitiva. Diagrama VSM • El VSM es una herramienta de diagnóstico que servirá para establecer un estado futuro deseado. • Representa el flujo de producción desde la entrega de materiales por parte del proveedor, hasta la distribución del producto al cliente. • Muestra además un flujo de información Beneficios del VSM • Suministra un lenguaje común referente a los procesos de manufactura • Muestra conexiones entre el flujo de información y de materiales. • Contribuye a identificar fuentes de desperdicio en el flujo de valor, así como el tiempo asociado a esas actividades. • Ayuda a tomar decisiones acerca del flujo • Une los conceptos y técnicas de la manufactura esbelta • Borrador o anteproyecto para implementar manufactura esbelta • Muestra medibles y qué se debe hacer para afectar esos números. Implementación del VSM Comprometerse con la Manufactura esbelta Elegir el producto Recopilar toda la información Mapa del proceso estado actual Analizar el mapa estado actual Crear el mapa de proceso estado futuro Crear e implementar planes KAIZEN Seleccionar productos Se escoge un producto o una familia de productos. Una familia de productos es un grupo de productos que pasa a través de etapas similares durante la transformación y pasan por máquinas comunes en los procesos. Simbología • Flujo de Material • Íconos Generales • Íconos de Información INDICADORES DEL VSM • Tiempo de Ciclo Frecuencia medida por observación, con la que un proceso fabrica una pieza o producto completo • Tiempo de Valor agregado Es el tiempo de trabajo dedicado a las tareas de producción que transforman el producto. Por lo que el cliente paga. • Lead Time Es el tiempo que se necesita para que una pieza cualquiera recorra un proceso o todo el flujo, de principio a fin. Representa el tiempo total tanto de valor agregado como sin valor agregado. Tiempo Takt • Es un indicador de la frecuencia de compra del cliente. • Es el tiempo al cual el sistema de producción debe adaptarse para satisfacer las expectativas del cliente. Takt time= Tiempo disponible / Demanda DEFINIR LAS NECESIDADES DEL CLIENTE Cálculo del Takt Time Demanda del cliente= 18400 piezas/mes Se trabaja: 20 días al mes 2 turnos de trabajo por día 8h cada turno 2 descansos de 10 minutos por turno ¿Cada cuántos segundos debe salir el producto para satisfacer la demanda? CONSTRUCCIÓN DE VSM - Estado Actual Dibujar los procesos Llenar la información de los procesos (Indicadores) • Añadir los inventarios Incluir clientes, proveedores y frecuencia de envíos Añadir flujo de información Añadir flujo de material (Pull o Push) • Pull Producción a través de tarjetas KANBAN Cálculo del Lead Time y Tiempo de Valor Agregado Cálculo del Lead Time y Tiempo de Valor Agregado Cálculo del Lead Time y Tiempo de Valor Agregado Cálculo del Lead Time y Tiempo de Valor Agregado Análisis de la situación actual EJEMPLOS… Estado Actual • Estado Futuro Estado actual Estado futuro TAREA 1 Consultar de qué tratan las siguientes herramientas de la Manufactura Esbelta relacionadas con el VSM. - Supermercado - FIFO - Kanban - Kaizen - Sistema de producción pull - Andon - Jidoka - SMED - TPM (Mantenimiento Productivo Total) TAREA 2 • Buscar un VSM de estado futuro y diagramarlo en Visio EDUCACIÓN EN LÍNEA GESTIÓN POR PROCESOS Sesión 15. Ejercicio Mapeo de la Cadena de valor VSM (Value Stream Mapping) EJERCICIO DE APLICACIÓN DEL VSM Empresa: Fábrica de etiquetas de plástico impresas • La empresa se dedica a la fabricación de etiquetas plásticas con algún tipo de impresión. Tiene dos familias de productos: Etiquetas monocapa y multicapa. • El principal cliente son el sector retail, es decir, los supermercados que las utilizan para etiquetar sus productos. • Para el caso de aplicación de VSM nos vamos a enfocar en la línea de etiquetas monocapa, debido a que presentan problemas de márgenes de ganancia en el último año. El Sistema de Producción • El sistema productivo consta de 4 procesos para la fabricación: • • • • • Corte Impresión Refilado Acabado Además se cuenta con un proceso de almacén de distribución. • El proceso se inicia con el corte del material plástico, éste insumo es un producto despachado por un proveedor local. La frecuencia de entregas es de cada dos días. Exigencias del cliente • El cliente utiliza las etiquetas impresas para colocar detalles de productos como identificación, precios y promociones. En este caso la unidad de medida del producto son: rollos de etiquetas. • Existen diversos colores. En conjunto los grupos retail han solicitado en promedio 18460 rollos al mes. Disponibilidad de la planta de producción • La planta trabaja en 1 turno de 8 horas en los procesos. Se trabaja un total de 26 días al mes. • Existen 3 paradas que suman de 2530 segundos por cada turno. Funciones del departamento de control de la producción • Se reciben órdenes de compra de los retail de manera mensual y el algunos casos semanalmente. • Ésta área realiza los cálculos de las necesidades a los proveedores del plástico por medio de un ERP con una frecuencia de 2 días. • Se envía un programa semanal de producción de etiquetas. • Se prepara de forma semanal el envío de entregas de rollos a los centros de distribución del cliente. Información de los Procesos Corte Productos por día: 1020 u Capacidad instalada diaria: 2000 u Tiempo de ciclo: Utilización: Operarios: 1 Turnos: 1 Inventarios: Inicial: 2 días Final: 3060 u Información de los Procesos Impresión Productos por día: 900 u Capacidad instalada diaria: 1200 u Tiempo de ciclo: Utilización: Operarios: 2 Turnos: 1 Inventarios: Final: 2700 u Información de los Procesos Refilado Productos por día: 690 u Capacidad instalada diaria: 818 u Tiempo de ciclo: Utilización: Operarios: 2 Turnos: 1 Inventarios: Final: 1035 u Información de los Procesos Acabado Productos por día: 482 u Capacidad instalada diaria: 650 u Tiempo de ciclo: Utilización: Operarios: 1 Turnos: 1 Inventarios: Final: 964 u Desarrollar • Diagramar el VSM estado actual. • Encontrar el Takt time con el que debería trabajar la empresa. • De acuerdo a lo encontrado, qué procesos son conflictivos y qué acciones recomendaría emprender a futuro, para tener un sistema de producción esbelto. EDUCACIÓN EN LÍNEA GESTIÓN POR PROCESOS Sesión 16. Indicadores de Gestión KPI´s Verificación de Procesos • Verificar si los procesos se desarrollan tal y cómo se planificaron. • Identificar si los productos y servicios obtenidos cumplen con los requisitos de los clientes • Evita controlar procesos mediante sensaciones • Es la base para mantener los procesos bajo control y desencadenar mejoras. Verificación de Procesos INDICADORES • Mecanismos para verificar el funcionamiento de los procesos. • Instrumentos de medida que proporcionan datos objetivos del desempeño de los procesos. • Miden eficiencia y eficacia. INDICADORES KPI • Responden al acrónimo inglés Key Performance Indicators (Indicadores clave de desempeño). • Elementos de medida para definir el grado de cumplimiento de los aspectos principales del desempeño de una empresa. • Específicos para cada organización • En ocasiones miden el progreso de objetivos organizacionales relacionadas con la estrategia. • Se seleccionan de entre indicadores que ya pudieran estar usándose, aunque podrían aparecer nuevos. • Indicadores primordiales para el seguimiento del negocio y por ello los tutela la dirección. • Deberían estar presentes indicadores relacionados con: • Estrategia organizacional • Indicadores de resultado de los procesos más críticos para el negocio • Indicadores de cliente (calidad percibida y calidad objetiva) • Indicadores financieros • Indicadores de eficacia/resultado Informan del grado de cumplimiento de requisitos solicitados por los clientes internos y externos. Por ejemplo -Porcentaje de ofertas aceptadas -Peso medio de un lote • Indicadores de eficiencia/operativos Informan de la relación entre los resultados obtenidos y los recursos empleados para conseguirlos. Interesan a la dirección de la organización. Incluyen indicadores financieros. Por ejemplo: -Número de clientes atendidos por trabajador -Costo por unidad producida Diseño de indicadores de resultado • Identificar al cliente del proceso • Determinar los requisitos de los clientes. Necesidades genéricas (rapidez, garantía, capacidad …) transformar en especificaciones (entrega en menos de 24 horas, sin defectos, mayor o igual a 25 lb..). • Asociar una medida: porcentajes, recuento, medias. • Fijar umbral, llamado estándar de cumplimiento, resultado esperado, valor frontera, o intervalo. Requisito validado Indicador Entrega en menos de 24 horas desde la petición Porcentaje de pedidos servidos en menos de 24 horas Contenido en peso del producto Peso medio del producto Estándar ≥ 90 % 50 – 55 g Diseño de indicadores de operativa y eficiencia • Buscar la actividad o actividades críticas del proceso y, dentro de cada una, los parámetros o variables relevantes. • Asociar a cada variable crítica una medida (porcentaje, media, número de casos, etc.). • Fijar un valor umbral Producto/Variable relevante del proceso Empaquetado Indicadores Paquetes por hora Paquetes por operario Costo por producto empaquetado Material de empaque gastado por cada 100 paquetes Unidad Horas dedicadas por trabajador Horas máquina Dólares gastados Material de empaque Plan de control de indicadores Medición y seguimiento de indicadores 1. Formar y sensibilizar al personal involucrado sobre lo que se persigue con los indicadores y su funcionamiento. 2. Diseñar uno o varios indicadores para procesos clave. Revisar los indicadores que ya se pudieran estar midiendo. 3. Establecer el plan de control 4. Medir, procesar la información e interpretar los resultados para detectar posibles disfunciones. 5. Adoptar decisiones derivadas del análisis anterior , como por ejemplo acciones correctivas. Medición y seguimiento de indicadores 6. Informar al personal sobre los resultados obtenidos y sobre la evolución de los indicadores. 7. Validar periódicamente los indicadores. ¿El indicador es útil? ¿El indicador ayuda a tomar decisiones? ¿Compensa su utilidad con el esfuerzo que supone medirlo? ¿Existe algún indicador alternativo mejor? Si se comprueba que los indicadores actuales no aportan lo suficiente, se pueden modificar, sustituir por otros o eliminar. TALLER Encontrar KPI´s (Indicador y fórmula de cálculo): • 5 operacionales de procesos de manufactura • 2 financieros • 2 Comerciales (marketing, ventas) • 2 Talento Humano