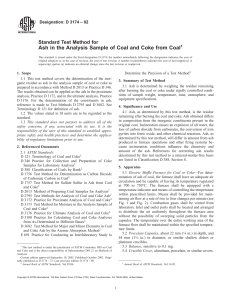
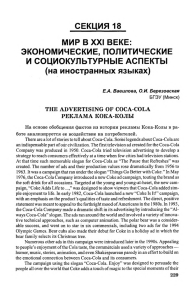
April, 1930 INDUSTRIAL AND ENGINEERING CHEMISTRY volatilization of silica becomes increasingly evident, until when pure oxygen is used the sublimated silica quickly stops up all passages; as the oxygen is reduced below 40 per cent there is a tendency for extraction of phosphorus to fall off and for a great increase in the consumption of coke. It is thought that phosphorus can be volatilized with high extraction in a properly designed blast furnace which would be blasted with ordinary hot blast, but that the coke consumption would be excessive and that the economic application of the process depends primarily upon the availability of cheap oxygen to give a hot oxygenated blast containing about 30 per cent by weight of oxygen. The availability of a potash-rich flux which yields its potash by yolatilization, which is collected with the acid, is also an important factor in the economic application of the process. In these experiments no attempt was made to collect all the acid volatilized. A portion only, estimated a t about 10 per cent of the furnace top gas, was passed through a single-pipe Cottrell precipitator. It was thoiipht that collection of the acid by electrical precipitation had been so thoroughly developed that we were justified in taking this important step for granted, although we were careful so to adjust conditions that acid was cnllected in the single tube available. In brief, these conditions had to do with burning the furnace top gases with air in a chamber a t the top of the furnace, humidifying and cooling on the way to the precipitator, and the proper choice of voltage and gas velocity in the precipitator pipe. The gases carry finely divided carbon and dustin suspension, most of which flows off with the acid, but there was a tendency for solids to build up on wall3 of the collector pipe, which would have to be dealt n ith in practice. The extractions of phosphorus and potash, while not in themselves finally satisfactory, when viewed in light of the limitations of the experimental equipment and of correlative experimental and other operating evidence, do indicate that entirely satisfactory extractions would be obtained in a large, properly designed blast furnace. The experimental data lead to the conclusion that the proportions of ingredients of the slag may be adjusted to give free-flowing properties, just as is done in the iron blast furnace. The slag must have a low viscosity a t the prevailing furnace temperature and the temperature of the slag as tapped should be about the same as in the iron blast furnace-namely, 1500’ C. It is important to maintain strongly reducing conditions, both in the bosh and the shaft of the furnace. Any attempt to introduce air into the shaft 349 to make available the heat of combustion of the large amount of carbon monoxide there present will lead to the formation of accretions and the eventual holding up of the burden. If all the carbon monoxide is burned outside of the burden in the shaft there will be no interference with steady operating conditions. The only function of the shaft is to preheat the charge, and for this reason squat furnaces are indicated, probably not taller than 20 or 25 feet. We11 over 90 per cent of the reduction must be by solid carbon in the bosh and this condition demands larger bosh volume with relatively flat bosh walls. As the mixture of carbon monoxide and nitrogen with phosphorus vapor and potash fumes passes up the shaft, a portion of the carbon monoxide present becomes oxidized to carbon dioxide with the formation of finely divided carC. T h k carbon passes on to bon, thus: 2CO -c COn the precipitator and makes the acid jet black. When filtered the acid is pale green, showing that some of the vanadium present in the western phosphate rock is volrttilized. This oxidation of carbon monoxide is evidently strongly catalyzed by the iron oxide present in the materialq in minor amounts, because the ratio of CO to COZ in the furnace top gases, even with a shaft only ahout 5 feet high, rorresponded closely to the equilibrium ratio at the prevailing temperature. Under the conditions outlined, in large furnaces extractions well over 90 per cent of both phosphorus and potash may be expected. The next step in the development of the process shnuld properly be the construction of a moderate sized unit which would utilize a hot oxygenated blast. It is thought that the experimental data fully justify this step, although the further development of the process will depend upon its economic advantage when compared with the sulfuric acid process. Its most promising field of application will always be for production of potash containing acid for fertilizer use in those regions where phosphate rock, potash-bearing flux, and coke can be assembled a t low cost. + Note-In addition t o the references cited above, the work of Ross, Mehring, and Jones on the replacement of sand by potash silicates in the volatilization process should be mentioned. Literature Cited (1) Johnson, “Principles, Operation, and Products of the Blast Furnace, ’ p. 214, McGraw-Hill, 1918. 12) Ross, Mehring, and Jones, IND. ENG.CHBM.,16, 563 (1924). (3) Ross and M e n , U. S. Dept Agr., Bull. 1226. (4) Royster, Joseph, and Kinney, Blast Furnace Steel P!anf, 12, 154 (1924). ( 5 ) Wysor, Met. Chem. Ew., 16, 205 (1917). 111-Calculations of Performance of a Blast Furnace for Volatilization of Phosphorus and Potash1 From the data obtained in the experiments with the small blast furnace described in Part I1 calculations are made concerning the performance of a commercial blast furnace for the volatilization of phosphorus and potash. The two requisites for the successful operation of this process are found to be (1) a sufficient thermal heat in the bosh of the furnace by use of a blast enriched to contain 30 per cent oxygen, and (2) the production of a very fluid, basic slag. The economic aspects of the process are discussed particularly as compared with the sulfuric acid process for making P206.The process is shown to give promise of success for producing potash-bearing phosphoric acid for fertilizer use. ROM the data in Part I1 a method of calculation conventional. The blast furnace itself, for reasons whirh have been explained, will be of very short stature. In the experimental work a &foot shaft seemed high enough for all purposes and probably a large furnace would not have a shaft more than 15 feet high. A relatively large bosh volume is desirable because the major part of the thermochemical work of the process takes place in the bosh. The furnace, a, is therefore shown with an unusually flat bosh angle. After passing through the dust catcher, b, the top gas goea ...... ...... F has been developed by which it is possible to make a long-range predictior of the operation of a large blast-furnace unit. It is out of plact: here to attempt any detailed description of the deeign of such a unit, but a general idea of what the writer looks forward to may be gathered from the schematic sketch shown in Figure 1. With minor, though important, differences, this plant is 1 Received December 23, 1929. INDUSTRIAL A N D ENGINEERING CHEMISTRY 350 through the fire box of the boiler, c, where sufficient air is admitted to burn all the phosphorus to PZ05. The top gas then passes through the Cottrell precipitator, d, whence the phosphoric acid is colleded in tad A portion of the top gas, after being freed from P205, may be employed for heating the checkerbrick stoves f. The oxygen is introduced into the hot air blast on its way to the furnace. I n calculating the performance of the proposed commercial it be in Part 'I that the volatilization data are as. follows: Cas(PO4)z .......... ........................... + 3SiOz + 5C = 3CaSiOa 4-2P + 5'20 - 587,000 B. t. u. COz to give the observed ratio in the top gases thus: 1.188 C0+0.594 COz + 0.594 C + 41,700 B. t. u. (2) Adding Equation 1 and 2 gives: + + + + 3SiOs 4.406 C = 3CaSiOs 2P 0.594 COz 3.812 CO- 545,300 B . t. U. ( 3) Pounds carbon per pound PZOSreduced.. ............... 0 . 3 7 2 Pounds coke per pound PzOs reduced.. . . . . . . . . . . . . . . . . . 0 , 4 2 0 Pounds CO and Con in top gases from reduction reaction per pound PzOs 0.936 B. t. u. per pound Pz ......................... 3840 Cas(P03z + Heat in slag per pound Pz06 volatilized: 76.8 6.75(2450 - 60) X 0.25 = 4035 B. t. U. C IN COKEUSEDAS FUEL BURNEDTO: CO = 86.52% COz = 13.48% Ratio NazO t o Pros volatilized.. . . . . . . . . . . . . . . . . . . 0.112 Collection efficiency . . . . . . . . . . . . . . 97.0 Then, the phosphate rock required per pound of Pz05collected, allowing 5 per cent loss, will be 3.48 pounds. (1) 7'7 = 23.76 per cent of the CO goes over to 49.4 i- (2 x 7.7) P e r cent Soda. Vol. 22, No. 4 P e r cent required per pound coke CO produced per pound coke COz produced per pound coke 100% P e r cent P e r cenf 0.318 1,340 1.789 0.438 1.022 1.789 0 2 TOTAL ... 0: 438 Let F = pounds coke for combustion purposes per pound PnOs volatilized. B. t. u.in coke for combustion per pound PnOs volatilized. 12,900 F Oxygen for combustion per pound PzOs volatilized.. . . . . 1 , 3 4 0 P Weight of top gases per pound PtOs volatilized: 1.340 F (0.45 X 0.866 F ) 3.861 0.45 + Sensible heat in top gases from combustion per pound P 2 0 6 volatilized: 3.861 F X (1333 - 60) X 0.26 = 1279 F B. t. U. From reduction: 0.936 (1333 F i g u r e 1-Schematic Thermochemical D a t a a n d Calculations During run 2 the operation of the furnace was steady and uniform for 21 hours. Wyomingite was employed as a flux, and as rather complete thermal data were collected this run is chosen for detail study. R e c a p i t u l a t i o n of Observed D a t a Pounds coke charged per pound PzOs charged.. . . . . . . 3 . 3 0 Pounds coke charged per pound PzOs volatilized.. . . . . 4 . 9 4 Pounds oxygen from cylinders per pound PzOs charged, 2 , 7 6 Pounds oxygen from cylinders per pound PzOs volatilized., ....................................... 4.13 Pounds KzO volatilized per pound PzOs volatilized.. . . 0 . 2 1 2 Per cent by weight of oxygen in blast.. . . . . . . . . . . . . . 45 Average temperature of top g a s . , . . . . . . . . . . . . . . . . . . 1330' F. Average analysis top gas, per cent: co2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.7 0 2 . ........................................... 0.6 co . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 9.4 -~ 42.3 N1, ....................... Ritio r n to COI . . . . . . . . . . . 6 .42 - _ - ._ Average temperature slag. ...................... 2450' 7 . 35 Average per cent PnOs in slag (fusion). . . . . . . . . . . . 66.8 Extraction of P a 0 6 by volatilization, per cent., . . . . Pounds slag per pound PzOs charged (calcd.). . . . . . . . . 4 . 5 1 Pounds slag per pound Pzos volatilized (calcd.). . . . . . 6 , 7 5 Pounds slag per pound PaOs charged (actual). . . . . . . . 4 . 1 5 Pounds slag Der Dound PzOs volatilized (actual). , . , . . 6 . 2 2 Per cent of-carbon in coke.. ....................... 88.6 B. t. u. per pound coke . . . . . . . . . . . . . . . . . . . . . . . . . . . 12,900 Average flowof cooling water, pounds per minute. . . . 11; Temperature i n , . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68 Temperature o u t . . ............................... 85.8' Heat lost in cooling water, B. t. u. per hour.. . . . . . . . . 118,800 Average pounds PnOs charged per hour.. . . . . . . . . . . . . 2 3 . 5 4 Average pounds PzOs volatilized per hour.. . . . . . . . . . . 1 5 . 7 5 7550 B. t. u. lost in cooling water per pound Pros volatilized. __ = 310 B. t. U. 1.789 F X 4370 = 7820 F Loss from outside of furnace is assumed a t 200 B. t. u. per square foot per hour for 150 square feet, or 30,000 B. t. u. per hour. -i= 1905 B . t. u. per pound Pi05 volatilized No exact data are available on the heat of volatilization of K 9 0from silicates, but this will be about 570 B. t. u. per pound. Therefore, heat of volatilization of KzO per pound Pa06 volatilized: 0.21 X 570 = 120 B . t. u. The full heat-balance equation is: + + 7550 3840 4035 12,900 F = 1905 Reduction' Heat in Heat in cooling Radiation and Combustion water convection of PzOs slag of coke 7820 F 120 1279 F 310 Heat of volaSensible heat top 'Sensible heat top 'Heat of combustion of top tilization of gas of reducgas of comgases Kz0 bustion tion + + Solving for F: (721' C.) Pounds coke for combustion per pound Pzos volatilized., . 4 . 6 7 0 Pounds coke for reduction per pound PsOs.. . . . . . . . . . . . . . 0.420 Total pounds coke per pound total PzOs volatilized. . . . . . . 5 . 0 9 0 This is a close check on the amount actually used-namely, shows the correctness of the method of calculation. Pounds total oxygen per pound P205 volatilized, F X 1.34: 4.94pounds-and (1343' C.) 4.670 X 1.34 = 6.26 pounds In a blast containing 45 per cent by weight of oxygen 63 per cent of the total must be furnished as pure oxygen. Hence, pounds pure oxygen per pound PzO5 volatilized by calculation: 0 . 6 3 X 6.26 (200 C.) (30' C.) Calculations Assume that all reduction is by solid carbon with the following equation: X 0.26 Heat of combustion of the CO in top gases per pound &Os volatilized: S k e t c h of Proposed B l a s t - F u r n a c e P l a n t The writer believes, however, that before these and other data of this paper can be accepted as finally applying to large-scale apparatus, a small plant should be built and operated which would be considerably larger than the experimental plant yet much smaller than a unit of a size large enough for maximum economy. - 60) in accordance - 3.94 This compares very satisfactorily with the measured quantity, 4.13. Proposed Commercial Furnace The same method of calculation is now employed to predict the fuel conwmption of the proposed commercial furnace. The following data are taken as a first approximation as applying to commercial operation in a large blast furnace: INDUSTRIAL AND ENGINEERISG CHEMISTRY April, 1930 500' 1'. (260' C.) Temperature of t o p gas.. . . . . . . . . . . . . . . . . . . . . . Ratio CO t o COz in t o p gas.. . . . . . . . . . . . . . . . . . . 1 . 6 : 1 0 As shown later, these two assumptions are corrected toxard the end of the calculation. 2732' F. (1500' C.) Temperature of slag.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Extraction of PnOa by volatilization, per c e n t . . . . . . . . 96.7 Pounds slag per pound PzOs volatilized.. . . . . . . . . . . . . 4 . 0 6 Pounds Kz0 per pound PzOs volatilized., . . . . . . . . . . . 0.287 Per cent 02 in blast by weight.. . . . . . . . . . . . . . . . . . . .30 1200' F. (649' C.) Temperature of blast.. . . . . . . . . . . . . . . . . . . . . . . . . . . . The following table shows theoretical temperatures of combustion: Combustion: C + '/?O? = C O BLASTA l ' 1200' F. (649' C.) 0 2 IN COMBUSTION Per cent b y w l 23.2 30 35 40 45 50 COLDBLAST F. 1360 2480 1649 3000 1816 3300 1982 3600 2149 3900 2316 4200 c. F. 3250 3830 4150 4480 4730 5030 = c. 1788 2121 2288 2471 2610 2777 The table shows that a 1200' F. (649' C.) blast with 30 per ceut oxygen has about the same theoretical flame temperature as a cold blast with 45 per cent oxygen. The following are the thermochemical equations: Caa(PO4)n + 3siOz + 5C-+3CaSiO3 + + + 2 P f 5CO - 587,000 B. t . (1) u. (4) + + (3 2.78C0+1.39COn 1.39C t 97,600 B. t. U. Caa(POa)z 3SiOn t 3.61C:+3CaSi03 2P 1.39COz 7 2.22'20- 489,400 B. t . U. Pounds carbon per pound PIOSreduced.. . . . . . . . . . . . . . . . 0.305 Pounds coke per pound PzOi reduced.. . . . . . . . . . . . . . . . . . 0 . 3 4 4 Pounds C O and COz in t o p gases from reduction reaction 0.869 per pound P.05, p o u n d . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3450 B. t. u. per pound PnOj The top gases from the coke for combustion are given in the following table: COKE USED A S FCELBURNEDTO: CO = 61.57, COn = 38.5% 0 2 required per pound coke 0,727 0.909 CO produced per pound coke 1.27 ... Con produced per pound coke ... 1 25 TOTIIL looc; 1.64 1 27 1 25 The sensible heat of the blast a t 1200" F. (649" C..) is: 1XF X (1200 0.3 - 60) X 0.246 B. t. u. per pound PnOj volatilized = 1533 F The unaccounted loss from the furnace is taken as 20 per cent of the fuel. Heat in slag per pound P 2 0 6 volatilized: 4.06 X (2732 - 60) X 0.25 = 2710 B. t . u. Heat in top gases from reduction reaction: 0.869 X (500 - 60) X 0.26 = 100 B. t. u. Heat in top gases from coke used for fuel: Heat of combustion o f CO in top gas per pound I32O; of coke used as fuel: 1 2 7 F X 4370 = 2600 F Approximate heat of volatilization of KzO The full equation of the heat balance is: + + = 163 13. t. u + = 3430 2710 100 12,900F 1533F Combustion Sensible heat Reduction Heat in Heat in top gases from of PnOs slag reduction of coke of blast f 725F ,5600F 163 0.3 X 12,900 F Heat in t o p gases H e a t of combustion Heat of vola- Unaccountable from coke used of CO from coke tilization of losses for fuel used for fuel KzO + + + Solving: F. ................................................. Pounds coke for reduction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . Total pounds coke per pound PnOs volatilized.. . . . . . . . . . . Pounds total oxygen per pound PzOs volatilized: F X 1.64.. ........................................ Pounds total blast per pound PzOs: o,3 ............................................. 1.896 1.160 0.344 __ 1.504 1.896 6.32 In a 30 per cent oxygen blast 29.5 per cent of the total oxygen is furnished as pure oxygen. Pure oxygen required per pound Pzo6 volatilized: 1.896 X 0.295 = 0.560 pound Allowing a collection efficiency of 97 per cent, we have: .................. Pounds coke per pound PaOs collected.. Pounds oxygen per pound PaOr collected.. 1.55 . . . . . . . . . . . . . . . 0.58 351 I n t e r n a l Analysis of Blast Furnace These figures are in the nature of first approximation, and it is necessary to check them by an analysis of the internal phenomena of the furnace because the assumption that the top gases are at a temperature of 500" F. (260" C.) is not necessarily consistent with the internal phenomena of the furnace. This figure mas adopted from practice in making ferrophosphorus in a blast furnace in which conditions in the shaft are different, because most of the iron ore will be reduced by carbon monoxide in the shaft of the furnace. In straight volatilization, where little or no iron oxide is present in the charge, the only function of the shaft is to preheat the charge. For the purpose of this analysis the furnace is arbitrarily divided into t x o zones: (1) the shaft and (2) the bosh, including the hearth. SHAFT-h the shaft bv our assumption the materials are heated t o 2732' F. (1500" C ) and melted. For each pound of P205 volatilized the weight of material to be heated and its approximate mean specific heat are given below: Pounds .M s h Phosphate rock, Wyomingite, and coke ash (including heat of fusion). . . . . . . . . . . . . . . . . . . . 5 . 2 2 0.30 Carbon. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 33 0.5 Total 6.55 Mean specific heat of charge. . . . . . . . . . . . . . . . . . . . . . . . . . . 0.341 B. t. u. per pound PnOs t o heat charge from 60' t o 2732' F. (16' t o 15003 C . ) : 0.341 X 6.55 X 2672 = 5970 B. t. u. In the gases leaving the bosh and entering the shaft all carbon is in form of carbon monoxide. Pounds CO resulting from reduction of PnOa per pound PnOs volatilized.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.71 Founds CO resulting from combustion of coke.. . . . . . . . 240 3,ll Total pounds CO leaving bosh per pound PzOa volatilized.. . Heat of combustion: 3.11 X 4370.. . . . . . . . . . . . . . . . . . . . . . . . 13600 Heat of combustion of C o i n top gas: 5600 X 1.16 1910.. . . 8410 5190 B. t . u . Heat applied in shaft (by diff.). . . . . . . . . . . . . . . . . . . . . . . . . . . . + In addition to this the sensible heat of the gases is also applied in the shaft. Total pounds gases per pound PzOs leaving top. . . . . . . . . . . . . 8 . 2 These gases will enter the shaft a t about 2732" F. (1500' C.) and leave a t 500' F. (260" C.) giving up about: 8.2 X 2232 X 0.27 = 4940 B. t . u. Gross heat given up in shaft per pound PlOs volatilized.. 10,130 B. t.u. Assume that two-thirds of losses to outside occur in shaft, Giving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2000 Add heat consumed in heating charge.. . . . . . . . . . . . . . . . 5970 Surplus shaft heat per pound PzOj volatilized., . . . . . . . . . 2160 B. t . u. This surplus shaft heat cannot be made available in the furnace and will result in higher top-gas temperature, which in turn results in higher fuel consumption and in higher ratios of CO to CO?. BOSH-In the bosh we will assume that all the heat of reaction is imparted to the reacting materials a t 2732" F. (1500' C,). Heat of reaction for reduction of P?Os according t o Equation 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Heat of volatilization K z 0 . . . . . . . . . . . . . . . . . . . . . . . . . . Losses t o outside.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Total heat consumed in bosh per pound PzOs., . . . . . . . Weight of gases of combustion in bosh per pound PnOs. Theoretical flame temperature is 3850' F. (2121' C.) and the effective temperature head is 3850 2732. Mean specific heat (3850' to 2732' F.) (1).. . . . . . . . . . - 4130 163 1000 5293 B. t. u. 7.37 pounds 1118' F. (603' C.) 0.30 As regards the 1000 B. t. u. losses to the outside, in supplying this it is clear that all the temperature head of the gas above 60' F. is available. Hence, the gas required to supply 1000 B. t. u. is 0.94 pound, thus leaving 7.37 - 0.94 = 6.43 pounds to supply the heat of the reaction amounting to 4293 B. t. u., which must be transferred a t the elevated temperature of 2732' F. (1500" (2.). Available bosh heat in combustion gas for supplying heat of reaction: 6.43 X 1118 X 0.3 = 2280 Deficiency of bosh heat per pound PzOI.. . . . . . . . . . . . . . . . . 2013 INDUSTRIAL A N D ENGINEERING CHEMISTRY 352 This shows that, based upon this more or less arbitrary division of the furnace into zones, there is a deficiency of heat in the bosh of 2013 B. t. u. and a surplus in the shaft of 2160 B. t. u. -411 the reduction of PZO5, according to assumption, is done in the bosh, and a deficiency of heat in this zone means that more fuel must be consumed. According to the above figures the fuel for combustion, F , must be increased by 0.95 pound coke per pound P&, but it is doubtful if the necessary increase is as severe as this because there will be some reduction in the shaft. How much the shaft reduction may amount to we do not know, but these figures show that the extent to which reduction takes place in the shaft at temperatures below 2732" F. has an important bearing upon the fuel economy of the process. The deficiency of bosh heat brings out the essential role played by oxygen in the process. The real difficulty inrolved is the necessity for transferring practically all of the heat required for reduction a t the maximum temperature of the furnace, and the use of an oxygen-enriched blast makes this easier by increasing the available thermal head of the flame over the reaction temperature. If an ordinary hot blast (at 1200" F.) were employed, the available thermal head would be less than one-half of that provided by a hot blast containing 30 per cent oxygen (by weight) and the fuel consumption would be greatly increased. The following table gives the calculated consumption of coke for combustion based on blasts a t 1200" F. (649" C.) and containing various percentages of oxygen. On IN 1200' P. (649' C ) BLAST Per cent b y wt. 2 3 , 2 (air) 30.0 45.0 COKE FOR COMBUSTION ( F ) PER POUND PZOJ Pounds 3.62 2.11 1.76 The difference between a 30 per cent blast and air is very great indeed, hut the difference between a 30 per cent and a 45 per cent blast is relatively small. As a result of the above approximate calculations it is necessary to use the following figures for estimating coke consumption : COKEPER POUND P~OZ Pounds For combustion.. . . . . . . . . . . . . . . . . . . . . . . . . . 2.11 0.40 F o r reduction., . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.51 Total., . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - Going back now to the equation of the heat balance, this is rewritten as bcfore, substituting for F the value 2.11 and for the over-all heat of reaction a figure obtained by using a n average of 8840 obtained for the test furnace and 3450 first calculated for the large furnace or a figure of 3645 B. t . u. per pound. Two unknowns are inserted, namely: X Y = sensible heat in top gases per pound coke from coke used for combustion = heat of combustion of CO in top gases from coke used for combustion per pound coke The equation written thus follows: 12,900 X 2.11 + 1533XX 2.11 2.11 = 3645 + 2710 f 100 f X X 2.11 + Y + 163 + 0.2 X 12,900 X 2.11 Rearranging: X iY = 8700 An approximate solution to this last equation is found by trial and error in conjunction with the data for equilibrium mixtures of carbon monoxide and carbon dioxide (1). As a first trial assume ratio of CO to Cog is 3 : 1. With a ratio of 3 : 1the theoretical temperature is about 1260" F. (682' C.); assume actual temperature of top gas 1200' F. Pounds top gases per pound coke: 1.48 + 0.3 X 0.886 0.8 3 6.84 X Vol. 22, No. 4 = sensible heat in same: 5.84 X 1140 X 0.26 Y = heat of combustion of 1.55 X 4370 X + Y = 1730 = = 8500 CO: 13770 As a second trial call the ratio of CO to CO,, 3 . 5 : l . The temperature will be about the same-i. e., 1200' F. (649' C . ) , Pounds top gases per pound coke: 1.44 + 0.3 X 0.886 5.7 = 0.3 X = 5.7 X 1140 X 0.26 Y = heat of combustion of CO: 1.61 X 4370 1690 = = = X + Y 7040 8730 This is a sufficiently close check. Some of the results of the trial-and-error operation are summed up in the following table: CARBON I N COKE FOR COMBUSTION BURNEDTO: Carbon monoxide Carbon dioxide 7 5 . 0 % 77.87, 25.0% 2 2 . 2 7 , 7, 7, 70 7, Oz required per pound coke. . . . . . . . . . . . . . . 0.886 CO produced per pound coke.. . . . . . . . . . . . . . 1 . 5 5 COe produced per pound coke. . . . . . . . . . . . . . . 0,919 1.61 ... 0.591 , . 0.812 0,524 TOTAL % 7c 1.48 1.44 ... 1.55 1.61 0.721 0.812 0.721 The heat in the top gases is determined as follows: Total CO in top gases per pound PzOa volatilized: 1.61 X 2.11 + 0.644 = 4 . 0 4 pounds Heat of combustion: 4.04 X 4370 =17,700 B. t . u . Heat for hot blast a t 60 per cent heating efficiency: 0.246 0.6 =5150 B. t. u. Surplus heat in top gas perpound PZOSvolatilized, 12,550 B. t. u . X (1200 1'44 0.3 - 60) X Total oxygen required per pound P2Oj volatilized: 1.44 X 2.11 = 3.04 pounds In a 30 per cent blast 29.5 per cent of total oxygen is furnished as pure oxygen. Hence, pure oxygen (95 per cent or better) per pound P ~ 0 5volatilized = 0.9 pound, The calculations of bosh heat given above are based upon a consideration of the bosh and hearth lis a unit, and no consideration has been given to the thermal consequences of the actual separation of these zones. In practice the main work of the furnace is done in the bosh, but the superheated slag which rains down into the hearth will contain more P z O ~and KzO, presumably, than the slag which is flushed from the hearth after a residence of about 3 hours therein. From our present knowledge it is impossible to state to what extent the reactions will be complete in the bosh, but we should expect to find greater completion in the large bosh of a commercial furnace than in that of the small experimental furnace which operated under definite and known handicaps in addition to its size. The following table gives extractions corresponding to different percentages of PZOS in the slag: Pzos I N SLAG Per cent 4.0 3.0 2.0 EXTRACTION B Y VOLATILIZATION Per cent 83.8 88.0 91.7 It seems reasonable to assume that the slag raining down from the hearth will have a Pz06content of 3.0 per cent, corresponding to an extraction of 88 per cent, which compares with an extraction of 66 to 70 per cent ill the experimental furnace. For each 100 pounds of PZOScharged, 3.3 pounds leave the furnace with the slag and 12 pounds are in the slag raining from the bosh, leaving 8.7 pounds to be volatilized in the hearth. The total weight of slag raining down from the bosh which carries the 12 pounds of Pz06is 12/0.03 = 400 pounds. If the slag has a temperature of 1600" C. (2912' F.) as it rains from the bosh, what would be its temperature after supplying all the heat to reduce 8.7 pounds of PZOSwith INDUSTRIAL AND ENGINEERING CHEMISTRY April, 1930 carbon? If T is the required temperat'ure drop in the slag, then 400 X T T X 0.25 = = 8.7 X 4130 360' F. (182" C.) Furthermore, heat will be transferred into the hearth by conduction and radiation from above, but even if no allowance is made for other factors the slag will probably contain enough sensible heat within itself to finish the reduction of the PzO5. This analysis shows that it is only valid to group the bosh and hearth together if most of the work is actually done in the bosh, and if a volatilization of over 95 per cent is to be attained more than 85 per cent will have to bt: volatilized in the bosh. This emphasizes the necessity for providing a sufficient thermal head in the bosh. A fluid slag m-ill also help in this region because the higher the fluidity the greater will be the suhdivi&n of the slag as it flows and drips over the hot coke in the bosh. It also seems advisable to employ a rather flat slope to the bosh so as to inc,rease its volume as much as may be practical. Re&mi of Characteristics of Proposed Commercial Blast Furnace In t'he following figures the collected Pz05 is indicated; this is assumed to be 97 per cent of the volatilized PZ0s: Pounds phosphate rock per pound PzOs.. . . . . , . , . . , 3 . 4 8 Pounds Wyomingite per pound PzOa.. . . . , . . . . . . , . . 2 . 7 8 . . , . . . . 0.93 Pounds oxygen per pound PzOs.. . . Pounds coke per pound PiOs., . , . . . . . . . . , . , . . . . . . . 2 . 5 9 Pounds total burden per pound Pi06 (phosphate rock + Wyomingite -I- coke). . . . . . , . . , . . , . . , . 8 . 8 5 Pounds KzO recovered per pound PzOs... . . . , . . . . . . 0.287 Surplus latent B. t. u. in t o p gas per pound PnOs. , . 12,950 1200° F. (649' C.) Temperature top gas.. . , . . . . . , . . . . . . . . . , . , . , . . . . . Ratio CO t o CO, in top gas.. . , . . . , . . . , , , , . . . . . 3 . 5 1 1200° F. (649' C.) Temperature of blast.. , . , . . . . . . . . . , . . , . , , . . . . , Per cent oxygen in blast.. . . . . . . . . . . . . . . . . . . , 30 per cent 2732' F. (1450' C . ) Temperature of slag.. . , . . . . . , . . . . . . . . . . . . , . . . . . , , Rate of Driving This is approximat,ed by analogy with iron-blast furnace practice as follows: Take an iron blast furnace burdened with 1250 tons daily, of which 350 tons are coke, and producing 375 tons of pig. If the blast on this furnace were changed from air to 30 per cent oxygen, it, is fair to assume that the rate of driving would increase in this proportion 0.3/0.232, consuming 453 tons of coke. If the burden were changed to the phosphat'e rock-Wyomingite-coke mixture, the P2os produced from this same coke would be 453/2.59, or 175 tons. In short, a standard iron blast furnace which produces 375 tons of pig daily should produce 175 tons Pz06 daily working with the described burden and using a 30 per cent oxygen blast to 1200" F. (649' C.) This figure will be employed in the economic sections to estimate the indirect charge in making P205 by this process. Summary and Conclusions from Calculations The experimental data have been employed to develop a rational method for calculating the performance of a com- mercial furnace producing 175 tons P206 daily. This furnace will be burdened with 100 parts phosphate rock, 80 parts Wyomingite, and 72.4 parts coke. Fines from the phosphate rock and Wyomingite will be sintered with fine coke. The total daily burden will be 3550 tons, made up of 610 tons phosphate rock, 487 tons Wyomingite, and 453 tons of coke. The furnace is similar to an iron b h s t furnace except that the blast will be oxygen-enriched air containing 30 per cent oxygen; all the top gases will first pass through a combustion chamber, or waste heat boiler, selectively to burn phosphorus to P204, and thence through a Cottrell precipitator; and it will not be so tall as a standard iron blast furnace. 353 Such a furnace should operate smoothly arid should volstilize substantially all of the P206and K20 in the charge. The mixture of phosphoric acid 2nd monopotassium phosphate which is collected in the Cottrell precipitator is liquid a t the temperature there prevailing and is collected as a liquid. Each ton of contained P205is accomparied by 0.287 ton of K20, which has been won from the flux which would have to be used in any event. The use of R potash-bearing flux is important to the economic value of the process. Xot only may a notable amount of potash be obtained incidental to the production of PzO~ but this potash is produced in chemical combination with phosphoric acid, which is its most valuable form for use in agriculture. There are two requisites for the successful operation of the volatilization process: (1) a sufficient "thermal head" in the bosh of the furnace which is obtained by uqe of a hot blast enriched with oxygen to contain 30 per cent oxygen; ( 2 ) the production of a very fluid slag, which in practice is a basic slag. The basicity of the slag does not interfere with volatilization of PzOb,but KzO requires a basic slag for volatilization. The volatilization of neither P2O5 nor KeO will be completed in the bosh, and the slag which rains into the crucible will contain some of these compounds. A function of the fluidity of the slag is to aid their continued evolution from the slag during the first few moments of its residence in the crucible, while still in the presence of hot coke. Any chemical reactions within the slag body, as well as diffusion of materials from one point to another, will be greatly assisted by fluidity and, per contra, hindered by viscosity. This explains the apparent anomaly of the easy evolution of PZOSfrom a fluid basic slag; the P205a t the surface, in contact with coke there present, is reduced to phosphorus, which volatilizes. This reduces the concentration of PZ0snear the surface, setting up a diffusion gradient for P205from the immediate vicinity toward the coke, and because of the fluidity P206 can readily diffuqe under the influence of this gradient. The two factors causing the volatilization of P2Or are thus seen to be reduction at the surface of the slag and fluidity of the slag. On the other hand, if the slag is siliceous and viscous, there can be E O diffusion, or a t best only slow diffusion, from the immediate vicinity to the coke, and evolution is retarded, This same line of reasoning shows why alumina, within limits, is a desirable ingredient of the slag because it promotes fluidity. A high degree of fluidity of the slag is also important in the bosh causing, as it does, a more intimate contact with the incandescent coke. An interesting consequence of the above is that almost exactly the same kind of slag is produced as in iron blastfurnace practice. This is of highest importance, because it results in an operation which in one very important respectnamely, the composition of the slag-is standard. Apparently carbon does not play an important role in the evolution of KzO. It is more likely to be a case of straight replacement by a less volatile base-namely, CaO. It is, therefore, first of all necessary to have a basic slag; secondly, the chemical reaction by which the KzO is evolved will be assisted by the fluidity of the slag. In the experiments described no attempt was made to differentiate between the action of evolution of P& and K20. It is well known, and amply borne out by the experiments, that reduction is necessary for evolution of P205, the mechanism of the reaction being reduction of PZo5 to phosphorus and evolution of the phosphorus as vapor; but with KzO the evidenee is not conclusive that reduction is necessary, and in cement-kiln practice, where the mix is very basic, KzO is volatilized rather completely in the cntire absence of solid carbon and in practically 354 INDUSTRIAL A N D ENGIXEERIXG CHEMISTRY I-01. 22, x o . 4 The above comparisons are based on the assumption that P205 in the potash-bearing phosphoric acid from the blast furnace has the same value as PzOj in the relatively pure phosphoric acid made by the sulfuric acid method. This would not be true in all cases and the blast furnace does not Economic Aspects of Process show up to such good advantage if a pure acid is demanded It is desirable to make a generalized statement of the cost from it. If the example just given is solved without a potash credit in favor of the blast furnace, we find S to be and to use this for working some specific examples. COSTS BY BLAST FURNACE METHOD-The elements of $5.08 per ton 60” B6. sulfuric acid, which still indicates some superiority of the blast furnace method; and again if cost are stated as follows: we assume that 60” B6. sulfuric acid costs $8 a t the plant, Phosphate Rock. Let p = cost of phosphate rock per net the furnace operator can pay $15.07 per net ton for oxygen ton laid down a t furnace. Then 3.48 p = cost of phosphate to have the Same costs for P205 in pure acid from the blast rock per ton PzOS. Cokf. Let c = cost of coke per net ton laid down a t furnace. furnace as by the sulfuric acid method. COSCLUSIONR ON E C O ~ ~ OCOMPARISON MIC BETWEEN Two Then 2.59 c = cost of coke per ton P20j. Flux. Let f = cost of flux laid down a t furnace. Then hfETHoDs--m’hen coke is relatively cheap, when cheap 2.78f = ccst of flux per ton & 0 6 . Potash Credit. Let K = per cent potash in flux/lOO, and potash-bearing flux is available, and when a potash-bearing k = value of K2O per ton a t furnace. Then 0.92 X 2.78 X phosphoric acid is desired, the proposed blast-furnace process appears to offer a great economic advantage over the K X k = potash credit per ton Pz06. Oxygen. Let O2 = cost of oxygen per net ton. Then 0.93 present sulfuric acid method for making phosphoric acid. O2 = cost of oxygen per ton P206. General Manufacturing Costs. A report, published 1927, The calculated margin in favor of the blast furnace method is so great that oxygen manufacturers can take encourageby the United States Tariff Cxnmission entitled “Iron in Pig,” ment over the possibility of selling large quantities of oxygen gives the following for western practice: in this field a t a fair price. Direct labor.. . . . . . . . . . . . . . . . . . . . . . $0.90 . . . . . . . . . . . . . . . . 0.18 On the other hand, when a pure phosphoric acid is de. . . . . . . . . . . . . . . . 2.08 manded, the comparison between the two methods is rather . . . . . . . . . . . . . . . . 0.76 ................ 2 28 close and, although some advantage is indicated in favor of Total.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . $6.SO the blast furnace method, it possibly is not great enough to If the same furnace that produces 375 tons of pig daily, produces justify the large expenditures necessary to put the blast175 tons PlOs, the sum of these costs per ton of PnOs is increased furnace method on a commercial basis. in the ratio of 375: 175. Therefore, general manufacturing ROLEOF OwGEN-The thermochemical data clearly indicost per ton P20s = $13.27. Top Gas Credit. Let h = value of 1,000,000 B. t. u. a t furnace. cate that phosphorus can be volatilized completely in the blast furnace without the use of an oxygenated blast, but when Then credit for surplus top gas per ton P2Oj = 2000 X 12,930 X h x 10-6. ordinary hot blast (at 1200” F.) is used as compared with a hot COSTS BY SULFURICACID METHOD--A similar general blast containing 30 per cent of oxygen by weight, the fuel consumption is increased in the calculated ratio of 4.10 to 2.59 classification may now be employed for expressing the cost of making PzO5 in the form of relatively pure concentrated and the output of the furnace is reduced in the inverse ratio. All the extra fuel employed must appear in the form of latent phosphoric acid by the sulfuric acid method. energy of combustion in the furnace top gases, since the therPhosphate Rock. Cost per ton PZOS= 3.5 p . mochemical work of the furnace is the same. With ordinary Sulfuric Acid. Let S = cost per net ton 60’ B6.acid. Then hot blast the furnace would become in effect a “glorified gas 3.22 S = cost sulfuric acid per ton P205. General Manufacturing Costs. These include concentration producer.” It will be of interest to repeat the first of the calculations given above when it was found that 60” B6. and are taken a t $12 per ton PzOS. sulfuric acid would have to sell a t $1.27 per ton to make RELATIVECOSTS BY TWO METHODS-BY equating the the costs of the sulfuric acid and blast-furnace methods summation of the terms expressing cost per ton of PZOSby equal. If the blast furnace were to be operated with ordithe blast furnace method to the summation of terms express- nary hot blast, the equivalent value of the 60” BB. sulfuric ing the cost by the sulfuric acid method, we get the follow- acid would be $6.50 per net ton, thus losing practically all ing general equation: of the advantage of the blast-furnace method, and even for 3.48 fi + 2.59 c + 2.78f + 0.93 02 + 13.27 - 2.56 kK - 2590 h = making a potash-bearing phosphoric acid. 3.5p + 3.22 S + 12.00 The commercial development of the blast-furnace method This equation can be employed for the solution of a hy- for production of phosphoric acid has been shown to depend pothetical special case. Assume: upon the availability of commercially pure oxygen a t a cost in the neighborhood of $10 per net ton, and if this cost can Cost of phosphate rock a t furnace.. . . . . . . . . . . . . . . . . . . . . . $ 4 . 00 per ton $ 5.00 per ton Cost of coke a t furnace, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . be reduced to $5 per ton, as has been claimed possible by $ 1 . 0 0 per ton Cost of flux a t furnace.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.0 Per cent K20 in flux., . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . authorities on the subject, so much the more promising is Value Kx0 a t furnace., . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . $80.00 per ton the future of this method. Cost of oxygena.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . $ 5 . 0 0 per ton neutral atmospheres. The truth probably is that basicity is the prime factor in effecting volatilization of KzO, but that reduction helps to some extent by providing a transient phase of potassium. Value of 1,000,000 B. t. u. in surplus top g a s . , . . . . . . . . . . . $ 0 . 2 0 a This is purely hypothetical and is based upon some unpublished statements for which the author cannot vouch. L i t e r a t u r e Cited (1) Haslam and Russell, ‘‘Fuels and Their Combustion,” p. 154, McGraw- By placing these values in the equation and solving for S, we find the cost to be $1.27 per ton 60” BB. sulfuric acid, which shows that under the assumed conditions for making a potash-bearing acid the blast furnace method is cheaper. Putting it another way, if 60” BB. sulfuric acid costs $8 per net ton a t the plant, the other conditions being as assumed, the furnace operator could afford to pay $28.20 per ton for oxygen to attain the same cost for P106 by the blast furnace as by the sulfuric acid method. Hill, 1926. German Potash By-products Cartelized-On January 23 the German potash producers, while adjusting past differences in the German rock-salt syndicate, formed three other byproduct syndicates and created a covering trust, I. G. der deutschen Kaliindustrie, G. m. b. H., with a capital foundation of 300,000 marks. This establishes a uniform sales (and production quota) policy for German rock salt, bromine, magnesium chloride, and magnesium sulfate.