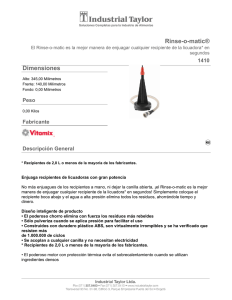
INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS SECRETARIA ACADEMICA DIRECCION DE ESTUDIOS PROFESIONALES EN INGENIERIA Y CIENCIAS FISICO MATEMATICAS 1 CONTENIDO 2 La norma oficial mexicana NOM-020-STPS-2002 establece en su punto 4.26 lo siguiente: “Recipiente sujeto a presión: aparato construido para operar con fluidos a presión diferente a la atmosférica, proveniente dicha presión de fuentes externas o mediante la aplicación de calor desde una fuente directa, indirecta o cualquier combinación de éstas”. El fluido puede ser líquido o gaseoso, casos comunes son el agua, aire y vapor de agua. Si un equipo en su interior se encuentra arriba de la presión atmosférica (presión interna) o debajo de la presión atmosférica (presión externa) se considerará como Recipiente Sujeto a Presión. Los equipos debajo de la presión atmosférica (presión externa) se les denominan como equipos que trabajan a vacío. DEFINICIONES: RECIPIENTES A PRESIÓN: Se considera como un recipiente a presión cualquier recipiente cerrado que sea capaz de almacenar un fluido a presión manométrica, ya sea presión interna o vació, independientemente de su forma y dimensiones. Los recipientes cilíndricos a que nos referimos en este curso, son calculados como cilindros de pared delgada. PRESIÓN DE OPERACIÓN (Po) Es identificada como la presión de trabajo y es la presión manométrica a la cual estará sometido un equipo en condiciones de operación normal. PRESIÓN DE DISEÑO (PD) Es el valor que debe utilizarse en las ecuaciones para el cálculo de las partes constitutivas de los recipientes sometidos a presión (ver más delante). PRESION DE PRUEBA (Pp). Se entenderá por presión hidrostática de prueba y se cuantificará por medio de la siguiente ecuación: Pp = Pt *1.5 Donde: Pt = presión de trabajo. PRESIÓN DE TRABAJO MAXIMA PERMISIBLE. Es la presión máxima a la que se puede someter un recipiente, en Condiciones de operación, suponiendo que él está: a) En condiciones después de haber sido corroído. b) Bajo los efectos de la temperatura de diseño. 3 c) En la posición normal de operación. d) Bajo los efectos de otras cargas, tales como fuerza debida al viento, presión hidrostática, etc., cuyos efectos deben agregarse a los ocasionadas por la presión interna. Es una práctica común, seguida por los usuarios, diseñadores y fabricantes de recipientes a presión, limitar la presión de trabajo máxima permisible por la resistencia del cuerpo o las tapas, y no por elementos componentes pequeños tales como bridas, boquillas, etc. El término “Máxima presión de trabajo permisible nuevo y frío” es usado frecuentemente. Esto significa: La presión máxima permisible, cuando se encuentra en las siguientes condiciones: a) El recipiente no está corroído (nuevo). b) La temperatura no afecta a la resistencia a la tensión del material (temperatura ambiente) (frío). c) Tampoco se consideran los efectos producidos por la acción del viento, presión hidrostática, etc. Los recipientes se han clasificado de la siguiente manera: Los se han clasificado de la siguiente manera: Cilindricos Verticales A PRESION INTERNA Cilindricos Horizontales Esfericos Cilindricos Verticales RECIPIENTES A PRESION EXTERNA Cilindricos Horizontales Cilindricos Verticales ATMOSFERICOS 4 Existen numerosos tipos de recipientes que se utilizan en las plantas industriales o de procesos. Algunos de estos tienen la finalidad de almacenar sustancias que se rigen o convergen de algún proceso, este tipo de recipientes son llamados tanques. Los diferentes tipos de recipientes que existen, se clasifican de la siguiente manera: De acuerdo a su construcción pueden ser: Cilíndricos verticales Cilíndricos horizontales Esféricos. Por lo anterior podemos decir que los recipientes a presión pueden ser cilíndricos o esféricos. Los primeros son horizontales o verticales y pueden tener en algunos casos, chaquetas para incrementar o decrecer la temperatura de los fluidos según sea el caso. Los esféricos se utilizan generalmente como tanques de almacenamiento, se recomiendan para almacenar grandes volúmenes a altas presiones. Puesto que la forma esférica es la forma natural que toman los cuerpos al ser sometidos a presión interna esta sería la forma más económica para almacenar fluidos a presión sin embargo en la fabricación de estos es mucho más cara a comparación de los recipientes cilíndricos. De acuerdo a su uso: pueden ser para proceso o para almacenamiento. Los segundos nos sirven únicamente para almacenar fluidos a presión y de acuerdo con sus servicios son conocidos como tanques de almacenamiento, tanques de día, tanques acumuladores, 5 Cuando la construcción es de forma cilíndrica, estos tienen cabezales que pueden ser: Cabezal Plano, Cabezal Cónico, Cabezal Elíptico, Cabezal Toriesférico o Cabezal Hemisférico. I.- GENERAL Los recipientes desarrollan una función muy importante en el desarrollo de procesos químicos y petroquímicos, ya sea como columnas de destilación, absorción, reactores, separadores, tanques de almacenamiento, etc. El diseño de recipientes requiere de una colaboración muy estrecha entre el ingeniero de proceso, el ingeniero mecánico y el fabricante para diseñar un recipiente que cumpla estrictamente con todos los requerimientos solicitados y apegado a los códigos de diseño. 6 Mientras que el diseño detallado de recipientes es normalmente responsabilidad del ingeniero mecánico o del especialista del diseño de recipientes, el ingeniero de proceso desarrolla la información básica de diseño para el servicio particular del recipiente. La información necesaria a que nos referimos se indica en el capítulo II. II.- INFORMACION BASICA DE PROCESO EN EL DISEÑO DE RECIPIENTES. La información específica de proceso requerida para el desarrollo del diseño mecánico del recipiente es la siguiente: a).- Servicio (Función del Recipiente). b).- Materiales de Proceso Manejados. c).- Presión y Temperatura de Diseño. d).- Materiales de Construcción. e).- Corrosión Permisible. f).- Dimensiones y Geometría del Recipiente. g).- Servicio y Rating (tamaño) de Boquillas. a).- SERVICIO (FUNCION DEL RECIPIENTE). Es importante que el ingeniero indique cual es el servicio del recipiente, ya que hay servicios que el código ASME indica que se debe tener un diseño especial, como es el caso de los recipientes que generan vapor a presión excediendo los 50 pisg, no expuestos a fuego directo, en el cual el código ASME recomienda inspección radiográfica total de todas las soldaduras, tratamiento térmico después de la soldadura y el material en fierro fundido no es permitido. Ejemplo de equipo: Calderas de calor de desecho, tanques flash. b).- MATERIALES DE PROCESO MANEJADOS. Es importante indicar si el material contenido en el recipiente es tóxico, inflamable o corrosivo, e indicar si el recipiente se encuentra en un área crítica de la planta. Al respecto los códigos establecen requerimientos específicos para ciertos fluidos especiales (letales) como son: Inspección radiográfica total de las soldaduras y tratamiento térmico después de soldado cuando se fabrica en acero al carbón o baja aleación de acero. Así mismo, no es permitido construcción en fierro fundido para servicio de substancias letales y substancias inflamables. c).- PRESION Y TEMPERATURA DE DISEÑO. La presión de diseño se utiliza para determinar el espesor mínimo permisible de los varios componentes del recipiente a presión como son la cubierta, los cabezales, el enchaquetado, etc. 7 El ingeniero debe determinar cuál es la máxima presión de operación que se puede presentar en el sistema. Para recipientes sujetos a presión interna únicamente, la presión de diseño es de acuerdo al código ASME menciona que es la máxima presión a la que puede llegar un recipiente en condiciones normales de operación. Se puede calcular de la siguiente manera: Si Si PD > 300 psig entonces PD = 1.1 Pop. PD < 300 psig entonces PD = Pop + 30 psig Pero muchos fabricantes con el fin de tener mayor seguridad en el diseño consideran PD = Pop *1.5 Recipientes que normalmente operan en vacío parcial o que potencia lmente pudieran estar sujetos a un vacío externo o interno, se deberán diseñar a vacío total. Lo indicado anteriormente son guías generales de diseño de recipientes y no intentan ser un sustituto de un análisis más completo del servicio del recipiente, al cual podría identificar variables de proceso significativas, las cuales pudieran impactar en el valor de la presión de diseño a ser usada. La temperatura de diseño es una variable muy importante en el diseño de un recipiente puesto que esta determina el esfuerzo máximo permisible que resiste el material de construcción a utilizarse. Es muy importante que el ingeniero de proyecto analice bien el sistema y determine no solamente la máxima temperatura de proceso, sino también la mínima, ya que esta puede ser la más crítica. Un método usado comúnmente para definir la temperatura de diseño en material de acero al carbón en el rango de -20 a 650°F es el siguiente: Temp. De diseño = Temp. Máx. de op. °F +50°F. d).- MATERIALES DE CONSTRUCCION. El material de construcción del recipiente es normalmente especificado por el ingeniero de proceso a través de su conocimiento de la química del proceso y de las condiciones de operación del recipiente. Datos como tipo de componentes, temperatura, formación de nuevos compuestos, pH grado de aireación, son factores determinantes en la selección. 8 En la práctica, el material de construcción de un recipiente se determina basándose en las experiencias anteriores de un servicio igual o similar al que se tiene. En ocasiones, cuando el ingeniero de proceso encuentra un compuesto, el cual es enteramente nuevo, del cual no se tiene experiencia previa, se deberá recurrir a los libros específicos sobre materiales y consultar un especialista en la materia. Los materiales más comúnmente utilizados en la fabricación de recipientes son el acero al carbón y el acero de baja aleación. Estos aceros se utilizan en servicios de temperaturas que van desde -320°F hasta cerca de 1,200°F . El código ASME aprueba el uso de no menos de 34 grados de acero al carbón y 44 grados de aceros de bala aleación. La selección de un grado específico de acero se basa en los criterios siguientes: Disponibilidad en el espesor requerido. Esfuerzo requerido a alta temperatura. Resistencia requerida a la corrosión y/o oxidación a alta temperatura. ALGUNOS DE LOS MATERIALES DE ACERO AL CARBONO PARA FABRICAR RECIPIENTES. Norma ASTM MATERIAL ESPECIFICACION ASTM A366M/A36 ACERO ESTRUCTURAL t≤ a 38 mm (1.5 pulg) solo para la estructura, no se acepta para accesorios en tanques construidos bajo API 650 ASTM A131M/A131 ACERO Grado t≤ a 12.7 mm (0.5 pulg) ESTRUCTURAL A Grado t≤ a 25.4 mm (1 pulg) B Grado t≤ a 38 mm (1.5 pulg) CS Grado t≤ 45 mm (1.75 pulg) EH36 ASTM A283/A283 Acero al Carbono Grado t≤ a 25 mm (1 pulg). Apto con medio y bajo C para el techo, fondo, esfuerzo a la pared, accesorios y tensión estructuras M A285M/A285 Acero al Carbón Grado t≤ a 25 mm (1 pulg). con medio y bajo C Recomendado solo para esfuerzo a la techos, fondos, pared y tensión accesorios principales por su costo ASTM A GRADO 516M, Acero al carbón Grado t≤ 38 mm (1.5 pulg), como 380,415, 450, 485/A516 para temperatura de 55, 60. su costo es elevado, se servicios 65 y recomienda usar solo en moderados 70 casos que se requiera un esfuerzo a la tensión alto. 9 Una selección tentativa de aceros al carbón de acuerdo a la temperatura de servicio podría ser el siguiente. Se presenta también relaciones de las propiedades de los materiales sugeridos por norma y los que encontramos en el mercado. Material SA-283 SA-515 SA-516 ST-37 AISI-1020 AISI-1045 Resistencia a la fluencia Kgf/cm2 2109 2460 2670 2400 3375 4148 ¨(Ksi) 30 35 38 34 48 59 Resistencia última Kgf/cm2 3866 4570 4920 3700 4570 6750 (Ksi) 55 65 70 53 65 96 e).- CORROSION PERMISIBLE. El factor de corrosión permisible es generalmente especificado por el ingeniero de proceso con el propósito de compensar las pérdidas de metal en el material de construcción del recipiente debidas a erosión, corrosión o abrasión mecánica. Dicho factor agrega un espesor de metal al espesor requerido debido a las condiciones de operación, calculado por las fórmulas indicadas en el código ASME. 10 El ingeniero de proceso deberá tener pleno conocimiento sobre el tipo específico de pérdidas (corrosión, erosión, etc.) que podría sufrir el recipiente. Se especifican 2 tipos de factor de corrosión permisible. INTERNO Y EXTERNO. El factor de corrosión permisible interno es el que normalmente se especifica; su determinación está basada en el práctica común, ya que es muy difícil encontrar datos para cada caso en particular. Una guía práctica para asignarlo es la siguiente: -En fluidos que tienen problemas de corrosión es práctica común asignarle 1/8” para recipientes de acero al carbón o baja aleación operando continuamente. Esto corresponde a un rate de corrosión uniforme de 5 a 7.5 mils/año, sobre una vida de servicio de 10 años. -Se utiliza 1/16” d corrosión permisible cuando se usan aleaciones o cuando no tiene uso continuo.. -En fluidos que se conoce la velocidad de corrosión, el factor se puede determinar de acuerdo a la vida de servicio asignada al recipiente. Como regla general, cuando el rate de corrosión esperada para un material de acero excede ¼” sobre la vida requerida del recipiente, el ingeniero de proceso deberá investigar la economía al usar un material de gran resistencia a la corrosión. Para recipientes construidos en aleaciones altas, no hay regla general, y se asignará de acuerdo a solicitud y experiencia del cliente. En ocasiones es necesario especificar diferentes factores de corrosión permisible para diferentes partes de un recipiente, basado en desgaste desigual en el mismo; ejemplo: un reactor agitado. f).- DIMENCIONES Y GEOMETRIA DEL RECIPIENTE. El ingeniero de proceso es el que determina las dimensiones y forma de un recipiente obedeciendo a: un requerimiento de proceso y/o consideraciones económicas. Ocasionalmente la longitud o diámetro dependerá del espacio disponible en la planta. Requerimientos de proceso.- En varias de las ocasiones los requerimientos de proceso determinan específicamente las dimensiones del recipiente, como es el caso de columnas de destilación, separadores. Reactores en los cuales el diámetro del recipiente es calculado tomando en cuenta el flujo volumétrico del gas y la velocidad superficial óptima de gas. 11 En otras ocasiones hay ciertos requerimientos relacionados al servicio particular del recipiente; como ejemplo: tanques agitados, en los cuales existe una relación longitud / diámetro recomendado por el fabricante dependiendo del tipo de agitador utilizado. Consideraciones económicas.- existen otras ocasiones en que la función del recipiente es simplemente almacenar un volumen dado de líquido o gas, o mantener un determinado tiempo de retención. En casos como los anteriores, las dimensiones del recipiente se pueden ajustar con el propósito de minimizar costos totales. La forma de logra esta reducción en costos se logra reduciendo el área superficial del recipiente, pérdidas de material en la fabricación y longitud de soldaduras. Este último factor es el que influye preponderantemente en el costo total. Tomando como base lo anterior, existen una serie de relaciones de longitud/diámetro que han encontrado especialistas en el ramo, las cuales reducen los costos de fabricación: Relación de L de 3:1 ó de 4:1 a 6:1 se prefieren para recipientes trabajando arriba de 100 D psig. Las relaciones indicadas son guías generales por lo que se recomienda que es más conveniente para cada caso, consultar con el ingeniero encargado del diseño mecánico o fabricante sobre las dimensiones más económicas. Formas del Recipiente.- Idealmente el recipiente a presión de forma esférica es el más recomendable, ya que resiste más altas presiones para un espesor de metal considerado; se utiliza generalmente para almacenar gases licuables y líquidos volátiles. Sin embargo, no son los más adecuados para utilizarse en plantas de proceso debido a su mayor espacio requerido; siendo el recipiente de forma cilíndrica el siguiente en diseño económico y más comúnmente utilizado. Los cabezales más utilizados en los recipientes a presión cilíndricos son : toriesféricos , elipsoidales, hemisféricos y cónicos. La selección entre cabezales toriesféricos , elipsoidal o hemisféricos, depende de una razón económica y en la rapidez en el tiempo de entrega. Para una presión dada, el espesor de la placa aumenta en el orden siguiente: hemiesférico, toriesférico y elipsoidal ; y el costo de fabricación disminuye en el mismo orden. Por lo tanto, es difícil dar una regla específica para la selección del tipo de cabezal. Sin embargo, como guía práctica , el cabezal tipo toriesférico se utiliza para presiones hasta de 200 psig. El tipo elipsoidal arriba de 200 psig y el tipo hemisférico por arriba de 800 psig. Las placas para la fabricación del recipiente son ordenadas en función de espesores. Los espesores más comunes son 3/16” a 1” en incrementos de 1/16” . Entre 1” a 1.5” en incrementos de 1/8” y desde 1-1/2” hasta 4” en incrementos de ¼” (ver anexo) 12 Internos del recipiente.- Muchos de los recipientes llevan en su interior aditamentos necesarios para cumplir con su función en un proceso químico, tales como platos de burbujeo, empaques (anillos Rashing) , tubos calentadores, placas deflectoras, cama de catalizador, etc. Normalmente los fabricantes de recipientes no fabrican los internos de los mismos, ya que se requiere un fabricante especialista en ellos, sin embargo el fabricante de recipientes deberá proporcionar los soportes de dichos internos. Por lo anterior el ingeniero de proceso deberá indicar claramente en la hoja de datos todos los aditamentos internos que llevará el recipiente. Accesorios Externos.- Se deberá indicar en la hoja de datos los accesorios externos al recipiente tales como: soportes para aislamiento, mensuras para soportar plataformas, orejas de izaje, escaleras fijas al recipiente, etc. g).- SERVICIO Y RATING ( RANGO ) DE BOQUILLAS. En la hoja de datos se deberá indicar todas las boquillas necesarias del recipiente, indicando para cada una de ellas: servicio, diámetro, número, tipo y rating de brida. III.- CODIGOS DE CONSTRUCCION. Se citan los siguientes: -ASME BOILER CODE SECTION VIII. -API-ASME CODE- UNFIRED PRESSURE VESSELS FOR PETROLEUM AND GASES. ASME CODE FOR NUCLEAR VESSELS – CODE SECTION III. API – SPECIFICATION FOR OIL STORAGE TANKS SECTION 12-C. UNDERWRITERS LABORATORIES INC. NATIONAL BOARD OF FIRE UNDERWRITERS. NATINAL BOARD OF FIRE UNDERWRITERS. BRISTISH STANDARD FOR PRESSURE VESSELS. De las organizaciones y códigos enlistados anteriormente los más utilizados en el diseño y construcción de recipientes a presión (presión arriba de 15 psig), son el ASME SECCION VIII Y EL API –ASME. Para tanques de acero al carbón de fondos plano y con presión interna hasta de 0.5 psig. Se utiliza el API CODE 650. ( API CODIGO 650 ). El diseño y fabricación de recipientes a presión de diferentes tipos, tamaños y formas, es una labor que requiere de la participación de los ingenieros de proceso, proyecto y del fabricante. Con el fin de solucionar los problemas que se presenten, deben conocerse los diferentes códigos y propiedades de los materiales que intervienen en su fabricación. 13 Los recipientes que se utilizan en las plantas de proceso por lo general son de forma cilíndrica y para darles esta forma se utiliza un equipo que se llama ROLADOR DE PLACAS. (Ver dibujo). Tanques cuadrados o rectangulares Se emplean para almacenar productos no agresivos (agua, mieles, jarabes, etc.) y son de baja capacidad ( V < 20 m3). Son construidos generalmente de acero al carbono y operan a presión atmosférica Tanques cilíndricos horizontales Se emplean para almacenar productos de diferente naturaleza química (ácidos, álcalis, combustibles, lubricantes, etc). Son de mediana capacidad de almacenaje (V < 150 m3). Estos tanques a su vez pueden ser: aéreos (aboveground storage) o subterráneos (underground storage) y pueden tener sus extremos planos o abovedados. 14 Tanques cilíndricos verticales Se emplean para almacenar productos de diferente naturaleza química (ácidos, álcalis, hidrocarburos, efluentes industriales, etc) y son de gran capacidad de almacenaje (V = 10 a 20.000 m3). Estos a su vez pueden ser clasificados según los distintos aspectos: 1. Tipo de cobertura: abiertos o techados 2. Tipo de techo: fijo o flotante. Techos flotantes a pontón o a membrana 3. Tipo de fondo: plano o cónico Con relación a la selección de los tanques cilíndricos, optar por una u otra forma dependerá del volumen requerido, el espacio disponible, las inversiones exigidas, etc. que harán que en algunas situaciones un tipo determinado sea más indicado que otro y que habrá que determinar en cada caso en particular. 15 Usuarios y Fabricantes de recipientes sometidos a presión, en base a la aplicación de Normas Internacionales y a sus experiencias en el tema, han desarrollado ciertas prácticas comunes que han resultado ser ventajosas para encarar el proceso del diseño y construcción de los nuevos recipientes sometidos a presión . Las presentes Especificaciones, que incluyen a aquellas prácticas más ampliamente aceptadas y utilizadas, nos permitirán interpretar mejor los procedimientos y alternativas prescriptas por la Norma al conocer de antemano conceptos generales de diseño y de construcción, las que ahora podrán ser fácilmente interpretadas con la simple lectura de la mismas. Si bien existen varias Normas que son de aplicación, elaboradas por paises de reconocida capacidad técnica en la materia, la Norma internacionalmente más reconocida y de uso más común, es la Secc VIII Div.1 “Pressure Vessels” del Código ASME (American Society of Mechanical Engineers). Esta Norma, cubre el diseño, la selección de materiales, la fabricación, la inspección, las pruebas, los criterios de aprobación y la documentación resultante de las distintas etapas a cumplir. El Adquirente de un recipiente, debe informar al Fabricante sus requisitos operativos (presión y temperatura) tipo y características de fluido, capacidad volumétrica, forma de sustentación, limitaciones dimensionales del lugar de emplazamiento y cualquier otra característica particular que deba ser considerada. Si se cuenta con un anteproyecto previo, podrá incluir también la especificación del material constructivo, tipo de cabezales, accesorios operativos y de inspección, 16 nivel del control de soldaduras, terminación superficial, tolerancia por corrosión, etc. El Fabricante, que es el único responsable del cumplimiento de todos los requisitos establecidos por la Norma, previo al presupuesto, deberá verificar la viabilidad de todos los requerimientos solicitados, determinar el procedimiento y forma de realizar las soldaduras, la inspección considerada para las mismas, definir la tolerancia por corrosión aconsejable, calcular todos los espesores requeridos por las partes a presión para las condiciones de servicio y finalmente constatar la disponibilidad en el mercado de los materiales que se prevé utilizar en la construcción. El Fabricante siempre debe tratar de seleccionar materiales que puedan ser calificables bajo Código ASME; deberá además, detallar tipo y forma constructiva de los cabezales, determinar el tratamiento térmico (en los casos que corresponda), las características y dimensiones requeridas para los accesorios soldados y toda otra información que pueda resultar necesaria para una correcta definición y evaluación del suministro a realizar. Cuando el Adquirente suministre la Ingeniería básica, especificando los espesores requeridos, el Fabricante se limitará a verificar que los espesores de cálculo, adicionada la tolerancia por corrosión, no superen los valores solicitados, ya que ésta es una responsabilidad de la que nunca podrá ser eximido, aunque los cálculos hayan sido entregados por el Adquirente. La Secc VIII Div1 y Div 2 del Código, son parte de los denominados Códigos de Construcción de ASME. Los mismos contienen todo lo concerniente al diseño, la fabricación y el correspondiente control. A su vez, también hacen referencia a las fuentes de consulta sobre aspectos específicos tales como Materiales, Soldaduras y Ensayos no Destructivos, a los que denomina Códigos de Referencia. Estos son: Secc.II: Materiales – Secc.V: Ensayos no Destructivos – Secc.IX: Calificación de Soldaduras, los que también deben ser cumplidos por los Fabricantes en la medida que el Código de Construcción invoque determinado requerimiento y remita al Código de Referencia correspondiente. Si bien, en la gran mayoría de los casos se diseña y fabrica bajo la Secc VIII Div1, también se dispone de la Div 2: Reglas Alternativas; esta Norma permite el diseño por Análisis de Tensiones, resultando muy necesaria para el cálculo de grandes recipientes, espesores gruesos de pared, condiciones de servicio severas, etc. 17 1. 2. 3. 4. 5. 6. 7. 8. El criterio de diseño utilizado por la Secc VIII Div 1, establece que el espesor de pared de un recipiente a presión, deberá ser tal que las tensiones generadas por la presión, no deben exceder el valor de la tensión admisible del material. La tensión admisible a la tracción para cada material, resultará de dividir por 3.5 a la tensión de rotura de ese material a la temperatura de diseño. No obstante que los valores de tensión de rotura que figuren en los certificados que resulten de ensayos posteriores, tengan valores por arriba del valor que para ese material y esa temperatura se establece en la Secc.II, este último es a partir del cual se tomará la tensión admisible a utilizar en el cálculo. La presión de trabajo máxima permitida, estará limitada por la envolvente ó los cabezales y no por partes menores. Los recipientes cubiertos por la Secc. VIII Div1, serán diseñados para las más severas condiciones coincidentes de presión y temperatura previstas para las condiciones normales de operación que le son requeridas. Consecuentemente, la presión de diseño será la máxima de trabajo admitida por el recipiente sin que se supere la tensión admisible del material en el punto más comprometido. Los recipientes sometidos a presión, deberán ser diseñados para poder soportar las tensiones debidas a las cargas ejercidas por la presión interna ó externa, el peso del recipiente lleno de líquido y toda otra solicitación que agregue tensiones sobre las partes que lo componen. En el caso de tanques horizontales con longitud considerable y 2 cunas de apoyo, además del peso propio y de elementos interiores, deben ser calculadas solicitaciones generadas en los apoyos y en el centro de la luz por el peso del líquido durante la realización de la Prueba Hidráulica, los que suman esfuerzos de tracción en esas zonas que son las más comprometidas. En los recipientes cilíndricos verticales de altura considerable, también deberán ser verificadas las tensiones que provocan, además de la presión, otros factores tales como las cargas excéntricas, la acción del viento y las cargas sísmicas (si correspondiere); 18 9. 10. asimismo, también deben ser considerados el efecto de la temperatura si fuere el caso, la posibilidad de cargas de impacto, etc. Será responsabilidad del diseñador establecer en función del fluido y del servicio, el valor que resulte apropiado para permitir una vida útil razonable. Salvo casos especiales, los recipientes a presión deberán ser diseñados para una vida útil no menor de 15 años de operación continuada. Por lo indicado precedentemente y a los efectos de posibilitar el control periódico, los recipientes deberán contar con aberturas de inspección. Alcance del suministro: Es criterio generalizado entre los adquirentes de recipientes a presión que conocen y exigen la aplicación de Normas Internacionales, incluir en su requerimiento el alcance siguiente: 1. Recipiente completo construido conforme a las especificaciones técnicas particulares y generales incluidas en la documentación del Pedido de Cotización, más aquellas cuya definición ha sido asignada al Proveedor, todo lo cual constará en la oferta de éste y será aceptada por el Adquirente por medio de la correspondiente Orden. 2. El suministro, como mínimo alcanza hasta los elementos de conexión externa vinculados por soldadura al recipiente, tal como lo son las conexiones bridadas y roscadas. 3. Bocas de inspección ó control tales como entrada de hombre, entrada de mano y cualquier otro tipo de abertura para esas finalidades. En todos los casos se entiende con las correspondientes tapas ciegas, juntas y bulonería (tornillerìa). 4. Aditamentos externos requeridos para la sustentación del recipiente, tales como cunas, patas, faldones bridados, etc. 5. Aditamentos internos indicados en planos como soldados directamente al interior de la envolvente. 6. Elementos necesarios para el transporte y movimientos, tales como orejas, rigidizadores, etc. 7. Bulones (tornillos grandes) y juntas adicionales para ser utilizadas en las pruebas. 19 8. Certificados del Fabricante de la chapa ó de ensayos locales requeridos por Normas para constatar la calidad del material. 9. Procedimientos de soldadura calificados por especialista nivelado y soldadores con habilidad certificada y vigente. 10. Pruebas y ensayos requeridos por Norma, tales como: prueba hidráulica, tratamiento térmico en los casos en que fuera requerido, radiografiado de soldaduras y todo otro ensayo no destructivo que hubiere sido preestablecido o que a criterio del Inspector del Adquirente, resultara procedente para evaluar posibles defectos de fabricación. 11. Placa de Identificación del recipiente, con los datos de Norma y su correspondiente soporte. 12. Trabajos de limpieza y pintura de todas las superficies exteriores ó revestimientos interiores que se hubieren acordado. 13. Preparación para el transporte, carga sobre camión en el Taller del Fabricante y transporte hasta la Planta del Adquirente si así hubiere sido acordado. 14. Todo otro ó suministro que, aunque no estuviere explícitamente indicado, resulte necesario para una fabricación acorde a la Norma constructiva aplicada y a las mejores reglas del arte. CRITERIOS PARA EL CALCULO DE RECIPIENTES A PRESIÓN. Certificación. Condición Normal de operación. Costura (soldadura). Diseño y construcción. Eficiencia de la Unión soldada. Esfuerzo máximo permisible. Especificación del material. Espesor Calculado o requerido (dr). Espesor mínimo (tm). Espesor nominal o comercial (dn), Presión máxima Permisible de Trabajo (PMPT). Presión de Diseño (PD). Presión Máxima permisible (PMP). Presión de Operación (Po). Presión de Prueba (Pp). 20 SOLDADURA La soldadura es el método más común para unir las placas con que se va a fabricar el recipiente, siendo la soldadura eléctrica la más empleada, utilizándose el equipo de oxi-acetileno para cortar y preparar las placas con que se va a fabricar el recipiente. 21 El trabajo de soldadura debe ser realizado por personal calificado (el código ASME da los procedimientos para examinar al personal que va a aplicar la soldadura, así como los procedimientos para examinar dicha soldadura). El personal que va a fabricar el recipiente, debe aplicar los procedimientos tanto de preparación de la placa como de aplicación de la soldadura. 22 Hay tres métodos para aplicar la soldadura eléctrica y estos son: MANUAL SEMIAUTOMÁTICA AUTOMÁTICA La forma de preparar las placas, dependerán del espesor de esta. (Ver figuras). 23 La aplicación de una soldadura eléctrica puede ser en una de las tres siguientes formas o combinación de ellas. Aplicación plana Aplicación vertical Aplicación sobre cabeza 24 25 Las soldaduras eléctricas más comunes son: E6010, E6013, E7018 etc. E significa que es un electrodo eléctrico Los dos siguientes números (60 ó 70) significan la resistencia en miles de libras/pulg 2 Ejemplo 60,000 lb. /pulg2 ó 70,000 Lb. /pulg2. El tercer dígito indica la forma en que va a ser aplicada la soldadura en este caso el "1" significa que se puede aplicar en cualquiera de las tres posiciones. El último dígito nos dice el tipo de fundente que tiene el electrodo. Signos en los dibujos de fabricación de recipientes. 26 Cuando hablamos de lámina nos estamos refiriendo a un material delgado que se especifica por calibre. Ejemplo; Lámina calibre 22; lámina calibre 18; etc. Cuando hablamos de placas, nos referimos a un material plano que se especifica por un espesor, y este varia del 1/16” hasta 1 " con incrementos de 1/16” Cuando hablamos de planchas, nos referimos a materiales planos con espesores mayores de 1”. Ejemplo plancha de 2" de espesor. Las placas son los materiales planos que más se usan en la fabricación de los cuerpos ya sean esféricos o cilíndricos de los recipientes; la forma de especificar una placa es de la siguiente manera: Primero se da el nombre y material del mismo, después el espesor, seguido del ancho y por último el largo de la misma. Ejemplo: Placa de acero al carbón A - 36 de ¼” x 4’ x 10’. Placa de ac. Inox. T - 304 de 3/16" x 3’ x 8’. Ya mencionamos que las placas tienen espesores que van desde 1/16" hasta 1" con incrementos de 1/16", por lo tanto los espesores comerciales de las placas son: 1/16"; 1/8"; 3/16"; ¼; 5/16; 3/8”; 7/16"; ½”; 9/16"; 5/8"; 11/16"; ¾”; 13/16" 7/8"; 15/16" y 1". Los anchos de las placas de acero al carbón que son más comunes son: 27 3’ x 6’; 3’ x 8’ ;3’ x 10‘; 4’ x 8 ‘; 4' x 10'; 5' x 10', 5'x 15’. Nota: PARA NUESTRO CURSO UTILIZAREMOS EL DE 4' X 10'. (Ver en el anexo cuadro de SAAPSA) Cuando se va a diseñar un recipiente de forma cilíndrica partimos de una necesidad que es la de almacenar o manejar un volumen determinado; con este dato y utilizando la fórmula para el cálculo del volumen. V = 0.785*D2*H Siendo D el diámetro del recipiente y H la altura del mismo. Tanto D como H se especificaran en base a los requerimientos o disponibilidades ya sea de altura o espacio lateral para los recientes. Cuando se tiene el diámetro y la altura se procede como sigue: Se determina el perímetro del recipiente con la siguiente formula: P = π*D Teniendo el perímetro, procedemos a determinar el área del cuerpo cilíndrico que es el perímetro x la altura: A = P*H Cuando ya conocemos el área del cuerpo cilíndrico, calculamos el área del tamaño de placa que vamos a utilizar; como ya se mencionó para el presente curso solo vamos a utilizar el tamaño de 4 pies x 10 pies. (1.22 m x 3.04 m). Así, el área de esta placa es 40 Ft2 (3.71 m2). Ya con esto calculamos el No. de placas con la siguiente fórmula: 𝐴𝑟𝑒𝑎 𝑇𝑜𝑡𝑎𝑙 𝑑𝑒𝑙 𝐶𝑢𝑒𝑟𝑝𝑜 𝐶𝑖𝑙𝑖𝑛𝑑𝑟𝑖𝑐𝑜 𝐴𝑟𝑒𝑎 𝑑𝑒 𝑢𝑛𝑎 𝑝𝑙𝑎𝑐𝑎 Ejemplo: 28 = 𝐴𝑡 𝐴𝑝𝑙 Se tiene un cuerpo cilíndrico de 4 m de diam. X 6 m de altura determine el No. de placas que se requieren para su construcción. Cuando el recipiente tiene un cabezal plano, se procede como sigue: El disco que se pondrá como cabezal (fondo plano) tendrá un diámetro mayor que el diámetro exterior del cuerpo cilíndrico de la forma siguiente: Diámetro de hasta 4 m se tendrán por lo menos 2 pulg. Y en diámetros mayores a 4 m se le darán 4 pulgs. Por lo menos. Ya con este diámetro, se traza un cuadrado que tendrá por lado el diámetro del fondo, con este cuadrado se determinan el No, de placas que se requieren para su fabricación, obteniendo el área del cuadrado (lado por lado). Ya con esta área, se divide entre el área de la placa que se va a utilizar en la fabricación. 29 Las placas que se obtuvieron se colocan dé tal manera que se forme el cuadrado del que ya hablamos y con un compás industrial se traza el circulo que será nuestra tapa inferior (fondo), ya trazado con el equipo de oxiacetileno se corta y se suelda al cuerpo cilíndrico. Los demás cabezales se determinan de la misma manera que el plano. Primero se tiene que calcular el diámetro del disco con el que se va a fabricar el cabezal. Si el radio de la esfera es “r”, el radio de la base del casquete “a”, y la altura del casquete “h”, el área de la superficie curva del casquete esférico es: Ac = 2*π *r*h El radio de la esfera se le puede relacionar con el radio de la base del casquete y con la altura de este a través del teorema de pitagoras: (r – h)2 + a2 = r2 r2 + h2 -2*r*h + a2 = r2 𝑟= 𝑎 2 + ℎ2 2∗ℎ Reemplazando esto en la fórmula anterior del área se obtiene otra fórmula en función de “a” y “h” 2∗𝜋(𝑎2 + ℎ2 ) 𝐴= ∗ ℎ = 𝜋(𝑎2 + ℎ2 ) 2∗ℎ El volumen del casquete esférico es: 𝑉= 𝜋∗ℎ 6 (3𝑎2 + ℎ2 ) Ya con el área calculada se procede a determinar el peso del cabezal. 30 R=D r = 0.1*D; H = 0.193*D+h1+e considere que e = t 31 Para calcular el peso de un recipiente, se requiere primero conocer el espesor del mismo, lo que se verá más delante. Debemos conocer que una placa de 1/16" x 4'x 10 ' pesa 48 Kg. cada una, lo que equivale que una placa de 1/8" x 4'x 10 ' peso 96 Kg. El peso de una placa de 4'x 10'se obtiene multiplicando el peso de una placa de 1/16 por el número de veces que está integrado este espesor en el espesor de la placa (recuérdese que las placas aumentan su espesor con incrementes de 1/16"). Ejemplo peso de una placa de ½” X 4' X 10' La placa de 1/2 " está integrada por 8 veces 1/16 o sea 8/16, por lo que su peso es 8x48=384Kg. Con esto podemos calcular tanto el peso del cuerpo cilíndrico como de las tapas tanto superior como inferior y sumar los pesos para obtener el peso del recipiente. Ejemplo, considere que en el problema anterior el espesor del cuerpo cilíndrico es de 5/16 " la tapa inferior es de ½” y el espesor de la tapa superior es de 3/8" (ambas tapas son planas). 1. Cabezales. Los cabezales o fondos son las tapas que cierran la carcasa. Normalmente son bombeados, existiendo una gran diversidad de tipos entre ellos, y como excepción existen los fondos cónicos y planos, de muy reducida utilización. Todos estos fondos se realizan a partir de chapa, a la que mediante estampación se le 32 da la forma deseada, salvo el caso de fondos cónicos y planos. En todos los fondos se realiza la transición de una figura bombeada a una cilíndrica, que es la cubierta; esta línea de transición, denominada justamente línea de tangencia, está sometida a grandes tensiones axiales que se traducen en fuertes tensiones locales, y éste es el punto más débil del recipiente; por esta razón no es aconsejable realizar la soldadura de unión fondo-cubierta a lo largo de esta línea. Para evitar esta coincidencia, los fondos bombeados se construyen con una parte cilíndrica, denominada pestaña o faldilla, cuya altura mínima h varía según la Norma o Código de cálculo empleado, pero en general deberá ser no menor que el mayor de los siguientes: h≥0.3√𝐷𝑒 ∗ 𝑡 h≥3*t h≥25 mm Con un valor máximo de h = 100 mm y siendo: De = diámetro exterior de la cubierta. t = espesor del cabezal El valor de h, será calculado en el apartado de cálculos justificativos, en los anexos tendremos información de los datos necesario para su cálculo. Los tipos más usuales son: - Semiesféricos. - Elípticos. - Cónicos. - Planos. De los diferentes cabezales más usados, escogemos el semiesférico porque entre los cinco tipo es el que mejor se ajusta. Y sus características son las siguientes; Son los formados por media esfera soldada a la cubierta. Su radio medio es igual al radio medio de la cubierta. El espesor requerido para resistir la presión es inferior al requerido en la cubierta cilíndrica, y como dato aproximado se puede adoptar que el espesor del cabezal es la mitad del espesor de la cubierta. La construcción de este tipo de fondos es más costosa que el resto de los fondos bombeados, por lo que se restringe a casos específicos de grandes espesores o materiales especiales, aunque resultan los más económicos para altas presiones, pudiendo construirse de hasta 12 ft (3.6m). Es posible construir cabezales de tipo semiesférico mayores de 12 ft mediante soldadura de elementos de cabezales elípticos, pero esta opción incrementa el costo. 33 Dispositivos de sujeción o apoyo Todo recipiente debe ser soportado, es decir, su carga debe ser transmitida al suelo o a alguna estructura que las transmita al suelo; esta misión la cumplen los dispositivos de sujeción o apoyo. Las cargas a las que está sometido el recipiente y que transmitirá al suelo a través de su apoyo son: - Peso propio. - Peso del líquido en operación normal, o agua en la prueba hidráulica. - Peso de todos los accesorios internos y externos. - Cargas debidas al viento. - Cargas debidas al terremoto. Los dispositivos de apoyo, así como los pernos de anclaje que los fijan al suelo o estructura portante, deberán estar dimensionados para que resistan cada una de las condiciones de carga posible del recipiente. Como ya vimos, los recipientes a presión se subdividen en dos clases, dependiendo de la posición en que se encuentran instalados: - Recipientes Verticales. - Recipientes Horizontales. Los dispositivos de apoyo para recipientes verticales son los siguientes, eligiendo aquel que mejor se ajuste al equipo: - Patas. - Faldón cilíndrico o cónico. - Ménsulas. Cada uno de estos dispositivos tiene las siguientes características: a) Patas: Con este tipo de dispositivo de sujeción el recipiente se apoya en 3 o 4 patas soldadas a la cubierta. Estas patas son perfiles en L-U-I soldados por encima de la línea de soldadura, bien directamente a la cubierta o bien a una placa de refuerzo soldada sobre el recipiente; la primera solución se utiliza para cubiertas en acero al carbono y de pequeño 34 peso, mientras que la segunda se utiliza para cubiertas en acero aleado o recipientes de gran peso; en esta segunda solución el material de la placa es igual al de la cubierta y las patas son de acero al carbono. Cada pata está fijada al suelo por un perno de anclaje que resiste las cargas de tracción. La sujeción por medio de patas se utiliza en recipientes de altura no superior a 5 m y diámetros no superiores a 2.4 m, siempre que los esfuerzos a transmitir no sean excesivos, o dicho de otro modo, siempre que el peso no sea muy grande, en cuyo caso se utilizará como apoyo el faldón cilíndrico. b) Faldón cilíndrico o cónico: En los recipientes que no pueden ser soportados por patas, bien sea por su tamaño o por tener que transmitir esfuerzos grandes, se utilizan los faldones cilíndricos, consistentes en un cilindro soldado al fondo. Con este tipo de apoyo la carga se reparte uniformemente a lo largo del perímetro de la circunferencia de soldadura, evitando concentraciones de esfuerzos en la envolvente y disminuyendo la presión transmitida al suelo. Los pernos de anclaje se sitúan a lo largo del perímetro de la circunferencia de apoyo y a una distancia entre 400 y 600 mm, según el tamaño y el número requerido. En todo caso, el número de pernos deberá ser múltiplo de 4 (4, 8, 12, 20, 24). Si la presión transmitida sobre el suelo es muy grande o el número requerido de pernos no cabe en la circunferencia del faldón, se realiza un faldón cónico que aumenta el tamaño de esta. El semiángulo del cono no debe ser mayor a 6º. Para evitar momentos debidos al peso del recipiente se debe realizar el faldón de forma que su diámetro medio coincida con el diámetro medio de la cubierta. Este tipo de apoyo es el más utilizado para torres, reactores y recipientes de tamaño medio y grande. Al diseñar los faldones se debe tener en cuenta que ha de incluirse un acceso a su interior (dimensiones mínimas de 600 mm de diámetro) y unas ventilaciones para evitar la acumulación de gases en su parte interna. c) Ménsulas (cartabones): Es el tipo de apoyo utilizado en recipientes verticales que deben soportarse en estructuras portantes, cuando las dimensiones y cargas no son muy grandes. El número de ménsulas utilizadas son 2, 4, 8 y raramente mayor, pero si así fuera necesario, su número deberá ser múltiplo de 4. Al igual que las patas, pueden ser soldadas directamente a la cubierta o a una placa de refuerzo soldada al recipiente. Las razones que conducen a la adopción de uno u otro sistema son las mismas a las expuestas en el caso de apoyos del tipo de patas. Para la columna de destilación los dispositivos que mejor se ajustan es el faldón cilíndrico, ya que nuestro recipiente es de gran tamaño, y este tipo de sujeción o apoyo aguantara mejor el peso de la columna evitando así que se puedan producirse concentraciones de esfuerzos. 35 Idealmente el recipiente esférico es el más adecuado para resistir altas presiones; los recipientes esféricos se utilizan para almacenar gases y líquidos volátiles, pero su uso no resulta adecuado en procesos comunes. El recipiente cilíndrico le sigue en cuanto a mejor diseño, siendo este el más extensamente usado en la industria y los cabezales de estos pueden ser: PLANOS; CÓNICOS; ELÍPTICOS; TORIESFERICOS O HEMISFÉRICOS. El cabezal plano es muy económico y se le utiliza en recipientes atmosféricos o en recipientes con presiones muy bajas cercanas a la atmosférica. Los cabezales que no son planos pueden ser fabricados ya sea troquelados o repujados. Por lo general la necesidad del proceso indica el tipo de cabezal que se debe emplear, por ejemplo el cabezal que debe ser empleado en un equipo de decantación es el cónico. Como el espesor necesario para resistir una presión dada se incrementa en el orden: HEMIESFERICO, TORIESFERICO, ELÍPTICO, CÓNICO Y PLANO. El costo de fabricación disminuye en el mismo orden. La elección adecuada de cabezales es una cuestión crucial en el diseño de equipos a presión, y comprender las diferencias funcionales son cruciales. Los cabezales cóncavos para recipientes calculados según ASME están disponibles en tres estilos: elípticos (2:1), embridados y cóncavos (F&D), y semiesféricos. A presiones inferiores a 600 psig, los cabezales elípticos son los más comunes y menos caros en términos de espesor de pared y costes de conformado. Por encima de 600 psig, Los cabezales 36 semiesféricos son económicamente atractivos debido a su forma de baja tensión inherente. Son los más caros porque se construyen de piezas segmentadas, soldadas, y no con una sola pieza. Los cabezales toriesféricos (F&D) tienen el perfil más bajo (ratio altura/diámetro) y compiten bien con cabezales elípticos por debajo de 100 psig, aunque tienen la mitad del volumen. El bajo perfil del cabezal F&D sólo tiene ventajas cuando se requiere accesibilidad en la parte superior para instrumentos de mantenimiento, agitadores, etc., o cuando se limita el espacio por debajo o, por recipientes horizontales a los lados. Para recipientes de 24 " o menos, las tapas (elípticas) de tuberías fabricadas en serie proporcionan el diseño más económico. Los cabezales planos tienen un uso muy limitado para recipientes a presión con diámetros superiores a 24 " en diámetro. El motivo es que la geometría plana ofrece menos resistencia a la presión que los cabezales elípticos y cabezales F&D del mismo espesor. Los cabezales ocasionalmente especificarán cabezales planos, pero esta práctica no es rentable para presiones superiores a 15 – 25 psig. Si es necesario un diámetro grande para cabezales planos por cumplimiento de códigos, es posible aplicar refuerzos con vigas en I estructurales, pero en estos casos es muy posible que se requieran también cálculos por elementos finitos. Conexiones Todo recipiente debe tener como mínimo una conexión de entrada del fluido y otra de salida, aunque siempre tienen muchas más. Seguidamente se indican los servicios más comunes que 37 precisan conexiones en el recipiente: - De entrada y salida de fluidos. - Para instrumentos, como manómetros, termómetros, indicadores o reguladores de nivel. - Para válvula de seguridad - Para servicios tales como drenaje, venteo, de limpieza, paso de hombre, paso de mano, etc. Salvo en casos excepcionales, las conexiones se realizan embridadas, ya que permiten su montaje y desmontaje sin tener que realizar ningún corte ni soldadura. Solamente en casos de fluidos extremadamente tóxicos, o altamente explosivos en contacto con el aire, se realizan las conexiones soldadas. Las diversas partes que conforman la conexión embridada son las siguientes: - Tubuladura. - Placas de refuerzo. - Brida. - Pernos y turcas. - Juntas o guarniciones. - Tapas o bridas ciegas para las conexiones de servicios. Todos los recipientes de un proceso utilizan boquillas para entradas y salidas de los fluidos que se están manejando, desagües, entradas de hombre, tomas para instrumentación, boquillas para equipos periféricos, etc. 38 Estas boquillas se fabrican de tubos y bridas de acero .forjado o de algún material que esté de acuerdo con lo especificado por los códigos; como la cubierta de los recipientes se debilitan al perforar la placa para la colocación de la boquilla, algunas veces es necesario colocar un refuerzo donde está la perforación para la boquilla, esto es con el fin de no debilitar esa zona. Lo anterior se hace mediante un análisis de espesores, como se verá posteriormente. Accesorios externos En la parte exterior de la envolvente van soldados numerosos accesorios, de los cuales indicaremos los más comunes: 39 - Soportes de instalación del aislamiento: Cuando la temperatura del fluido interior es superior a 60º C, o bien inferior a 0º C, se debe instalar un aislante para impedir la pérdida de calor o evitar el calentamiento del interior, así como por protección personal. Para poder aplicar el aislamiento se sueldan unos anillos que servirán de soporte de las mantas de aislamiento. - Anclajes para aplicación de protección contra incendios: Si un equipo está instalado en una zona donde existe peligro de incendio, se aplica a su parte inferior (soporte normalmente) un cemento que los protege del fugo. Para aplicar este cemento se sueldan unos anclajes que sirven de soporte del cemento antifuego. - Soportes de escalera y plataformas: Cuando se prevé instalar escaleras y plataformas, se sueldan unas pequeñas placas en la envolvente (clips), a las que se atornillan estas escaleras y plataformas para su sujeción. - Soportes para tuberías: De igual forma que para las escaleras se instalan unos clips para la soportación de las tuberías que bajan a lo largo del recipiente. - Pescantes: Si el recipiente contiene elementos pesados en su interior, como platos, rellenos, etc., es necesario instalar un pescante en la parte superior del equipo para facilitar la instalación la retirada de dichos elementos. Los recipientes utilizados en los procesos tienen en su interior muchos aditamentos, estos aditamentos son necesarios para poder efectuar los cambios en los materiales que pasan por su interior, entre estos se incluye: cachuchas de burbujeo, empaques y soportes del mismo, serpentines para calentar o enfriar, placas deflectoras, agitadores y otros aditamentos necesarios para el proceso (ver imagenes). 40 41 También los recipientes ya sean de presión interna, externa o atmosférica, también tienen accesorios externos, como: Escaleras marinas, plataformas, soportes para el propio tanque, aislamiento. Etc. 42 Cuando se va a diseñar un recipiente que va a estar sujeto a una presión, se deben consultar los códigos a los cuales se va a hacer referencia en el diseño para seguir todos los lineamientos que se indiquen en dicho código. Los códigos que normalmente se utilizan en la fabricación son: el ASME y el API-ASME. Los recipientes que van a trabajar a presión están clasificados como: Recipientes de Pared Gruesa Recipientes de Pared Delgada El código ASME define un recipiente de pared delgada cuando el espesor del mismo es menor que la mitad del valor del radio interior. El código API - ASME lo define como el que tiene 1/10 parte del diámetro exterior. Tales recipientes constituyen la mayoría de los utilizados en los procesos. El complicado sistema de esfuerzos que actúan en un recipiente, se reduce a solo tres esfuerzos principales que son: Esfuerzo longitudinal o meridional (Sp o Sm) Esfuerzo radial (Sr) Esfuerzo Tangencial (St) 43 ASME 1.-Espesor De cubierta (presión interna ) a).-Cilíndrica B).-Esférica 2).- CABEZALES a).-Eliptico b).- Toriesférico c).- Hemiesférico d).-Cónico API - ASME la P*R C t= SE O.6 P t= P * Di C 2 SE P P*R C t = 2SE 0.2 P t= P * Di C 4 SE P P * Di C 2 SE 0.2 P 0.885 P * Rc t= C SE 0.1P P * Di t= C 4 SE 0.4 P P * Dci C t= 2 cos ( SE 0.6 P) t= P * Dm C 2SE 0.885 P * Rc t= C SE P * Dm t= C 4SE P * Dc t= C 2 SE cos t= DONDE: D es el diámetro del cuerpo ya sea cilíndrico o esférico, en pulgadas. c es la tolerancia por corrosión, en pulgadas S es la fatiga del material en lb/pulg2 E es la eficiencia de la unión soldada en % t es el espesor de la pared de la cubierta, en pulgadas. Dc es el diámetro medio de un cono en el punto considerado, en pulgadas. Dci es el diámetro interior de un cono en el punto considerado, en pulgadas. α es el ángulo de reposo de los cristales o el ángulo que forma el cono con la horizontal. Rc es el radio hasta la concavidad del cabezal, en pulgadas. R es el radio interior de la cubierta, en pulgadas. P es la presión de diseño del recipiente, en lb/pulg2 Dm es el diámetro medio de la cubierta, en pulgadas. Di es el diámetro interior de la cubierta, en pulgadas. Como ya vimos: Presión de Diseño: Si Pop >300 psig entonces PD = 1.1 Pop 44 Si Pop <300, entonces PD = Pop + 30 psig EFICIENCIA DE LAS SOLDADURAS (E) Se puede definir la eficiencia de las soldaduras, como el grado de confiabilidad que se puede tener de ellas. Sus valores están dados en la Figura No. 1, en la cual se muestran los tipos de unión más comúnmente usados en la fabricación de recipientes a presión. General 45 El diseño de Recipientes a Presión y Partes debe responder a los requerimientos generales contenidos en la parte UG y a los requerimientos específicos contenidos en las partes aplicables de las subsecciones B y C UG-16(a) del código ASME- S-VIII. UG-16(b): Mínimo espesor de pared de componentes retenedoras de presión Con algunas excepciones, el mínimo espesor permitido para cuerpos y cabezales después de conformado e independientemente de la forma del producto es de (1.5 mm) (excluido el sobre espesor por corrosión). Excepciones: El espesor mínimo no aplica a planchas de transferencia de calor de los intercambiadores tipo placa El espesor mínimo no aplica al tubo interno de intercambiadores de calor de doble tubo ni tampoco a los tubos no mayores de NPS 6 (DN 150) de intercambiadores de calor de cuerpo y tubo. (todas las otras partes del intercambiador deben cumplir con el requerimiento de espesor mínimo). El mínimo espesor para cuerpos y cabezales de calderas de fuego no directo debe ser (6mm) (excluido el sobre espesor para corrosión). El mínimo espesor para cuerpos y cabezales para servicio de compresión de aire, servicio a vapor y servicio de agua construidos con materiales de la tabla UCS-23 debe ser (2.5 mm) (excluido el sobre espesor para corrosión) Este mínimo espesor no aplica a tubos en intercambiadores enfriados por aires y torres de enfriamiento, si: los tubos no son usados para servicios letales (UW-2), están protegidos con aletas o a través de otros medios mecánicos, el diámetro exterior es mínimo (10 mm) y el máximo (38mm). Y el espesor no es menor que el calculado por las fórmulas de UG-27 ( o apéndice 1; 1.1) Tolerancias por debajo del espesor nominal en planchas (Mill Undertolerance o Tolerancia de Fabricación) Las planchas no podrán ser ordenadas más delgadas que el espesor de diseño. Planchas con una tolerancia de espesor en menos no mayor al valor entre 0.01 in ó 6% pueden ser ordenadas de acuerdo a su espesor nominal y utilizadas a la presión correspondiente a ese espesor. Tolerancias por debajo del espesor nominal en tuberías (Pipe Under Tolerance). Si se ordena los tubos por su espesor nominal, las tolerancias de espesor en menos deben ser consideras. (excepto para refuerzo de conexiones de acuerdo a UG-37 y UG-40). Más sobre espesor por corrosión 46 Los recipientes o partes de los mismos que estén sujetos a corrosión, erosión o abrasión mecánica deben tener un margen de espesor para lograr la vida deseada, aumentando convenientemente el espesor del material respecto al determinado por las fórmulas de diseño, o utilizando algún método adecuado de protección (Norma UG-25 b). Las normas no prescriben la magnitud del margen por corrosión excepto para recipientes con espesor mínimo requerido menor de 0.25 pulg que han de utilizarse para servicio de vapor de agua, agua o aire comprimido, para los cuales indica un margen por corrosión no menor de la sexta parte del espesor de placa calculado. No es necesario que la suma del espesor calculado más el margen por corrosión exceda de 1/4 de pulg. (Norma UCS-25) Para otros recipientes en los que sea predecible el desgaste por corrosión, la vida esperada del recipiente será la que determine el margen y si el efecto de la corrosión es indeterminado, el margen lo definirá el diseñador. Un desgaste por corrosión de 10 milésimas de pulgada por año (1/8 de pulg en 12 años) generalmente es satisfactorio para recipientes y tuberías. La vida deseada de un recipiente es una cuestión económica. Los recipientes principales o mayores se diseñan generalmente para una vida larga de servicio (15 a 20 años), mientras que los secundarios o menores para períodos más cortos (8 a 10 años). No necesita aplicarse el mismo margen por corrosión a todas las partes del recipiente si se esperan diferentes grados de ataque para las distintas partes (norma UG-25 c). Existen varios métodos diferentes para medir la corrosión. El más simple consiste en taladrar agujeros de prueba (normal UG-25 e) o indicadores de la corrosión. Los recipientes sujetos a corrosión deberán tener una abertura de purga (norma UG-25 f). Todos los recipientes de presión sujetos a corrosión, erosión o abrasión mecánica interiores deberán ser provistos con abertura de inspección (norma UG-46). Para eliminar la corrosión se utilizan materiales resistentes, ya sea como recubrimientos únicamente, o para fabricar todo el recipiente. Las reglas de los recubrimientos se indican en la norma en la parte UCL, apéndice F y párrafo UG-26. Un recipiente puede protegerse contra abrasión mecánica por medio de parches de placa, los cuales se sueldan o se unen por otros medios al área expuesta del recipiente. En los recipientes sujetos a corrosión, se evitarán todos los entrehierros y bolsas angostas uniendo las partes a la pared del recipiente con soldadura continua. 47 A menos que se indique lo contrario los distintos símbolos de espesores (t) usados en las fórmulas de diseño del Código están en condición corroída. (sin incluir sobreespesor por corrosión). Temperatura máxima y mínima de diseño (UG-20) Máxima La temperatura máxima utilizada de diseño, no debe ser menor que la temperatura media a través del espesor (salvo excepciones en UW-2 y el apéndice 3-2). Esta temperatura puede ser determinada por cálculo o mediciones de equipos en servicio en condiciones de operación equivalentes. Temperaturas de diseño mayores a las establecidas en las tablas referenciadas en UG-23 (Máximos valores de tensión admisible indicados en sección II D), no son permitidas. Para recipientes sometidos a presión externa no debe superarse la temperatura dada en las tablas de presión externa (sección II D). Diferentes zonas de un recipiente pueden tener distintas temperaturas de diseño. Mínima La temperatura mínima del metal (MDMT) a usar en el diseño debe ser la temperatura más baja esperada en servicio, excepto cuando se permiten temperaturas menores en UCS-66 y/o UCS-160. Para la determinación de esta temperatura debe tenerse en cuenta lo indicado para temperatura máxima y debe considerarse la temperatura más baja de operación, posibles desvíos en la operación, auto-refrigeración, temperatura atmosférica y cualquier otra fuente de enfriamiento. La MDMT a estampar en la placa de identificación debe corresponder con la MAWP coincidente. UG-21: Presión de Diseño Los recipientes cubiertos por esta división deben diseñarse a menos para la condición más severa de presión y temperatura coincidentes esperadas en operación normal. Para esta condición y para condiciones de ensayo, la máxima diferencia entre la presión interior y exterior del recipiente (o entre cámaras) debe ser considerada. (Ver UG-98, UG-99 y 3-2). UG-22 Cargas Las cargas a considerar en el diseño del recipiente deben incluir: Presión interior o externa. 48 Peso del recipiente y contenido en operación y ensayo. (Esto incluye presión adicional debida a la columna estática de líquido). Cargas estáticas de reacción por peso de equipos. (motores, maquinaria, otros recipientes, tubería, revestimiento y aislación) Internos (apéndice D), faldones, polleras, soportes, etc. (apéndice G). Reacciones cíclicas y dinámicas debidas a presión, variaciones térmicas o por equipos montados en el recipiente y cargas mecánicas. Viento, nieve y reacciones sísmicas según sea requerido. Reacciones de impacto tales como las debidas a choques del fluido. Gradientes de temperatura y expansión térmica diferencial. Presión anormal. UG-23 Máximos valores de esfuerzo / tensión de diseño. Máximos valores de tensión/esfuerzo admisible para diseño a tracción, para distintos materiales son provistos en la subparte 1 de la sección II Parte D. Un listado de estos materiales se da en las tablas: UCS-23, UNF-23, UHA-23, UCI-23, UCD23, UHT-23 y ULT-23. La determinación del máximo valor de tensiones longitudinales de compresión a utilizar en el diseño de cuerpos cilíndricos y tubos sin costura o con costura a tope deberá ser el menor de los valores indicados arriba o el valor del factor B para el diseño de Recipientes sometidos a compresión axial UCS-23 Valores máximo de esfuerzos permitidos Para recipientes diseñados a temperaturas menores a -20°F (-29°C) no debe exceder los indicados en las Tablas 3 y 1A en la sección II, parte D para 100°F (40°C) UG-25 Corrosión El usuario o su agente designado deberá especificar el sobreespesor para prever futura corrosión. Si no se especifica sobreespesor para corrosión, esto debe ser indicado en el “Data Report”. Debe preverse un sobreespesor suficiente para toda la vida útil planificada para recipientes sometidos a pérdida de espesor por corrosión, erosión o abrasión mecánica. O utilizarse algún método de protección adecuado. El sobreespesor para corrosión no necesita ser igual en todas las partes del recipiente si se prevén velocidades de corrosión distintas. 49 Agujeros testigo: Pueden utilizarse si proveen indicación positiva de que el espesor a sido reducido a un nivel peligroso. (No deben utilizarse en recipientes para sustancias letales y con excepciones para ULW) Su diámetro debe ser de 1/16” (1,6mm) a 3/16” (4,8mm) y su profundidad no debe ser menor al 80% del espesor requerido. Para un cuerpo sin costura. Deben realizarse desde la superficie opuesta al cual se espera el daño. (para clad ver UCL-25.b en el Código). Un recipiente sujeto a corrosión se le deberá proveer con un drenaje en la parte más baja posible. Diseño a Presión interna UG-27 Espesores en el cuerpo bajo presión interna. Esfuerzos Para cuerpos cilíndricos de pared delgada y sin costura sometidos a presión, los esfuerzos circunferenciales (debidos a presión) son aproximadamente el doble de los esfuerzos longitudinales debidos a la misma solicitación. En la mayoría de los casos el espesor requerido por las formulas de UG-27, basadas en el esfuerzo circunferencial, gobiernan el espesor requerido sobre las formulas basadas en los esfuerzos longitudinales. Cuerpos cilíndricos. Esfuerzos circunferenciales (Juntas Longitudinal) En términos de radio interno y t R 2 t PR SE 0.6 P ó P 0.385SE P SEt R 0.6t 50 En términos de radio interno y t Ro 2 t PRo SE 0.4 P ó P 0.385SE P SEt R0 0.4t En cuerpos Esféricos En términos de radio interno t PR 2 SE 0.2 P P 2 SEt 2 R 0.2t 51 En términos de radio externo t PRo 2 SE 0.8 P P 2SEt Ro 0.8t NOMENCLATURA: t Espesor mínimo requerido del cuerpo P Pr esión de Diseño Interna, psi R Radio Interno Ro Radio Externo S Valor de Esfuerzo Máximo Permitido, psi E Eficiencia de la Junta Soldada (Ver UW 12) Ejemplo 1: El recipiente a presión es construido con material SA 516-70 y tiene diámetro interno de 8 ft. La presión interna de diseño es 100 psi a 450°F. La corrosión admisible es 0.125 in., y la eficiencia de junta es 0.85. ¿Cuál es el espesor requerido del cilindro si el esfuerzo admisible es 20,000 psi? Solución De acuerdo al párrafo UG-27. La cantidad 0.3385SE=6545 psi es mayor a la presión de diseño de 100 psi. De acuerdo a la ecuación. El radio interior en la condición de corroído es igual a: R 48 0.125 48.125 in. PR t corrosión SE 0.6 P 100 48.125 0.125 20000 0.85 0.6 100 0.41in. Tipos de cabezales Hemisféricos Elípticos (Elipsoidal) Toriesféricos Cónicos 52 Toricónicos ( Cono con radio de transición a la parte cilíndrica) Cabezales Planos CABEZALEZ ELIPTICOS Si la relación del radio interior del cabezal y su profundidad interior es 2:1: D/2h = 2; (k=1) El espesor mínimo requerido o la MAWP, puede calcularse (UG-32 d) de acuerdo a las siguientes fórmulas: 53 t PD 2 SE 0.2 P P 2 SEt D 0.2t UG-32(e) Cabezales Torisféricos El espesor requerido para un cabezal torisférico en el que el radio de acuerdo (knuckle) entre la corona o parte esférica (crown) y la cilíndrica es igual al 6% del diámetro interno de la corona y el radio interno de la corona es igual al diámetro externo de la falda/pollera o parte cilíndrica del cabezal, r = 6% L (Radio interior de la corona) L= Do (diámetro exterior de la falda/pollera o parte cilíndrica) Debe ser determinado de acuerdo a la siguiente fórmula: t 0.885 PL SE 0.1P P SEt 0.885L 0.1t UG-32(f) Cabezales Hemisféricos Cuando el espesor del cabezal hemisférico no exceda 0.356L o P no excede 0.665E: t PR 2 SE 0.2 P Cuando t 0.356 R ó P 0.665SE L = Radio interior de la semiesfera. Para cabezales esféricos de mayor espesor, ver formulas en el Apéndice 1-3. Usualmente, el espesor del cabezal hemisférico es aproximadamente igual a la mitad del espesor de un cuerpo cilíndrico. 54 UG-32(g) Cabezales Cónicos (Sin radio de transición entre parte curva y cilíndrica) El espesor requerido para cabezales y cuerpos cónicos sin radio de transición con un ángulo α (α es la mitad del ángulo del cono. Ver figura) no mayor a 30° debe calcularse con las siguientes fórmulas: PD 2 cos SE 0.6 P Notas: t Cuando es requerido por las reglas del apéndice 1 (1-5.d) puede ser necesario agregar un anillo de refuerzo en la unión del cono al cilindro. Cabezales cónicos sin radio de transición y ángulo α mayor a 30° deben cumplir con las fórmulas anteriores y además el diseño debe basarse en lo escrito en el apéndice 1(1-5.g.) 55 UG-34 Tapas planas sin arriostrar Estos requerimientos aplican a: td Tapas planas sin arriostrar, cubiertas y bridas ciegas. Cabezales Circulares y no circulares. Método de fijación: Soldados y apernados (atornillados). Los cálculos para cabezales planos y cubiertas, son: Cabezales circulares planos soldados sin arriostrar: CP SE Donde: d = Diámetro efectivo de la placa en pulg. C = Coeficiente entre 0.10 y 0.33, depende del detalle de las esquinas. P = Presión de Diseño. Psig S = fatiga del material a la temperatura de diseño. Psi. E = eficiencia de la unión soldada (Butt-Welded) entre la placa plana. t = espesor requerido por la placa plana en pulg. Ejemplo. 56 Se tiene un recipiente cilíndrico con el cabezal superior elíptico y el cabezal inferior cónico con un ángulo de 30°, el diámetro del recipiente es de 4’ 8”. La placa de construcción es de acero al c. y tiene una fatiga de 12,500 PSI, la soldadura es parcialmente radiagrafiada y va a trabajar a una presión de 250 PSIG. Determine los espesores para la construcción de este recipiente. Nomenclatura para el diseño de recipientes a presión externa: t es el espesor mínimo requerido para cubiertas cilíndricas sin considerar el sobre espesor por corrosión, en pulg. L Es la longitud de diseño de una sección del recipiente , tomada como la mayor de las siguientes: o La distancia entre la línea de curvatura del cabezal más una tercera parte de profundidad de cada cabezal, esto es si no hay anillos de refuerzo o atiezadores. o La mayor distancia entre centros de cualquiera de los anillos de refuerzo o atiezadores. o La distancia entre el centro del primer anillo de refuerzo o atiezador hasta la línea de curvatura del cabezal más una tercera parte de profundidad del mismo. (Todas las cotas deben ser paralelas a la línea central del recipiente). Do Es el diámetro exterior de la cubierta cilíndrica, en pulg. th Es el espesor mínimo requerido para cubiertas esféricas sin considerar el sobre espesor por corrosión, en pulgs. Li Es el radio interno de la cubierta esférica, en pulgs. P presión externa de diseño, en psi. 57 1. Supóngase un valor para t y determine las relaciones siguientes: 𝐿 𝐷𝑜 𝑦 𝐷𝑜 𝑡 2. Entre en el lado izquierdo de la gráfica (que este de acuerdo con el material de construcción del recipiente) con el valor de 𝐿 𝐷𝑜 . 3. Moverse horizontalmente hasta interceptar la línea que representa el valor de 𝐷𝑜 𝑡 . 4. De esta intercepción moverse verticalmente hasta encontrar la línea que marque la temperatura en °F de diseño. 5. De esta intercepción moverse horizontalmente hasta el lado derecho de la grafica y obtenemos el valor de “B”. 6. Con este valor, calculamos la máxima presión de trabajo permisible (Pa), con la siguiente formula: 𝑃𝑎 = 𝐵 𝐷𝑂 𝑡 7. Comparamos Pa con P, si Pa es menor que P hay que suponer un valor mayor para “t” y repetir el procedimiento de diseño hasta que el valor que se obtenga para “Pa” sea 𝑝𝑝𝑝𝑃 mayor o igual que “P” (un 15% es suficiente). 1. Supóngase un valor para th y determine las relaciones siguientes: 2. Entre 3. 4. 5. 6. 𝐿𝑖 100𝑡ℎ 𝑦 𝐿𝑖 𝑡ℎ en el lado izquierdo de la gráfica (que este de acuerdo con el material de 𝐿𝑖 construcción del recipiente) con el valor de 100𝑡ℎ Moverse horizontalmente hasta interceptar la línea marcada como SPHERE LINE. De esta intercepción, moverse verticalmente hasta encontrar la línea que marque la temperatura en °F de diseño. De esta intercepción moverse horizontalmente hasta el lado derecho de la gráfica y obtenemos el valor de "B". Con este valor , calculamos la máxima presión de trabajo permisible (Pa), con la siguiente fórmula : 58 𝑃𝑎 = 𝐵 𝐿𝑖 𝑡ℎ 7. Comparamos Pa con P, si Pa es menor que P hay que suponer un valor mayor para "t" y repetir el procedimiento de cálculo hasta que el valor que se obtenga para " Pa" sea mayor o igual que" P". (un 15% es suficiente). Los recipientes atmosféricos normalmente son de forma cilíndricas verticales y de fondo plano. El techo de los recipientes puede ser: Techo Autosoportado. Techo Soportado. Techo Mixto. Techo Flotante. El techo mixto es una combinación de soportado y autosoportado, ya que requiere de una estructura para soportar el techo, pero todo el conjunto es soportado por el cuerpo cilíndrico del recipiente. 59 1. Almacenamiento De Líquidos 2. Almacenamiento De Gases 1. Almacenamiento De Líquidos Tanques atmosféricos. Se empleas aquí el término de "tanque atmosférico” para cualquier depósito diseñado para su utilización dentro de más o menos vanos centenares de pascales (unas cuantas libras por in cuadrado) de presión atmosférica. Pueden estar abiertos a la atmósfera o cerrados. Por lo común, se obtiene el costo mínimo en una forma cilíndrica vertical y un fondo relativamente plano al nivel del terreno. Tanques elevados. Estos pueden proporcionar un flujo grande cuando se requiere, pero las capacidades de bombeo no tienen que ser de más de flujo promedio. En esa forma, es posible ahorrar en inversiones de bombas y tuberías. También proporcionan flujo después que fallan las bombas, lo que constituye una consideración importante en los sistemas contra incendios Tanques abiertos. Estos se pueden utilizar para almacenar materiales que no se vean dañados por el agua, el clima o la contaminación atmosférica. De otro modo, se necesitará un tejado, ya sea fijo o flotante. Los tejados fijos suelen ser escalonados o de cúpula. Los tanques grandes tienen tejados escalonados con soportes intermedios. Puesto que las presiones son desdeñables, las principales cargas de diseño son la nieve y el viento. Con frecuencia se pueden encontrar los valores que se requieren en los códigos locales de la construcción. Los tanques atmosféricos de tejados fijos requieren ventilas para evitar los cambios de presión que se producirla de otro modo debido a los cambios de temperatura y el retiro o la adición de líquidos. Techos flotantes: Estos deben tener un sello entre el techo y el cuerpo del tanque Si no se protege mediante un techo fijo, deben tener drenes para la eliminación del agua y el cuerpo del tanque debe tener una viga contra el viento" , con el fin de evitar las distorsiones. Una industria ha desarrollado una técnica para ajustar los tanques existentes, con techos flotantes. Tanques a presión. Se pueden construir tanques cilíndricos verticales con tejados escalonados o de cúpula, que funcionan a presiones por encima de varios cientos de pascales (de unas 60 cuantas libras por pie cuadrado); pero que se acercan todavía bastante a la presión atmosférica, según las especificaciones de la norma API 650 La fuerza de la presión que actúa sobre el tejado se trasmite al cuerpo del tanque, que puede tener un peso suficiente para resistirla. Si no es así, la fuerza ascendente actuará sobre el fondo del tanque. Sin embargo, la resistencia del fondo es limitada y si no es suficiente, será preciso utilizaron anillo de anclaje o una cimentación fuerte En los tamaños mayores, las fuerzas ascendentes limitan este tipo de tanques a las presiones muy bajas. A medida que aumenta el tamaño o la presión se hace necesaria la curvatura en todas las superficies. Estanques y almacenamiento subterráneo. Los materiales líquidos de bajo costo, si no se dañan debido a las lluvias o a la contaminación atmosférica, se pueden almacenar en estanques. Se puede formar uno de estos últimos mediante la excavación o la construcción de presas en una barranca. Para evitar las pérdidas por filtración, el suelo que estará sumergido puede requerir un tratamiento para hacerlo suficientemente impermeable. Esto se puede lograr también recubriendo el estanque con concreto, películas de plástico o alguna otra barrera. La prevención de las filtraciones resulta especialmente necesaria cuando el estanque contiene materiales que puedan contaminar existencias de aguas actuales o futuras. Almacenamiento subterráneo. La inversión tanto en instalaciones de almacenamiento como en terrenos se puede reducir con frecuencia mediante el almacenamiento subterráneo. También se utilizan medios porosos entre rocas impermeables. Se pueden formar cavidades en lechos y cúpulas de sal mediante la disolución de esta última y su bombeo hacia el exterior. En muchos lugares se puede encontrar formaciones geológicas apropiadas para uno de estos métodos La aplicación más extensa ha sido del almacenamiento de productos petroleros, tanto líquidos corno gaseosos, en la parte del sudoeste de Estados Unidos. También se han manejado en esta forma productos químicos También se almacenan agua en depósitos subterráneos cuando se dispone en formaciones apropiadas. Cuando existe un exceso, en caso necesario, y se bombea a] interior del terreno para su recuperación cuando se requiera. A veces, el bombeo innecesario y el líquido se filtran en el terreno. 2. Almacenamiento De Gases Recipientes para gases. El gas se almacena a veces en recipientes dilatables ya sea de tipo de sello seco o sello líquido. Los recipientes de sello líquido son muy conocidos. Tienen un recipiente cilíndrico cerrado en la parte superior y un volumen que varía mediante su ascenso y descenso en un depósito anular, con sello lleno de agua. El tanque sellado se puede escalonar en diversas alturas (hasta cinco). Se han construido tanques sellados en tamaños de hasta 280,000m3 (10 x 106 ft3 ). Los recipientes de sello seco tienen una parte superior rígida a las paredes laterales mediante un diafragma de tela flexible que le permite ascender y descender. No incluye el peso ni los costos de cimentación de los recipientes de sello líquido. Solución de gases en líquidos. Algunos gases se disuelven con facilidad en líquidos. En algunos casos en los que las cantidades no son grandes, éste puede construir un procedimiento práctico de almacenamiento Algunos de los ejemplos gases que se pueden manejar en esta forma son el amoniaco en agua, el acetileno en acetona y el cloruro de hidrógeno en agua. El empleo o no de este método depende primordialmente de si la utilización final requiere cl estado líquido el anhidro. La presión puede ser atmosférica o elevada. La solución de acetileno en acetona es 61 también un rasgo de seguridad, debido a la inestabilidad del acetileno Almacenamiento en recipientes a presión, botellas y líneas de tuberías La distinción entre recipientes a presión, botellas y tuberías es arbitraria. Todos ellos se pueden utilizar para el almacenamiento de gases a presión de almacenamiento suele ser casi siempre una instalación permanente. El almacenamiento de gas a presión no sólo reduce su volumen, sino que en muchos casos, lo licúa a la temperatura ambiente. Algunos de los gases que se encuentran en esta categoría son cl dióxido de carbono, varios gases del petróleo, el cloro, el amoniaco, el dióxido de azufre y algunos tipos de freón. Los tanques a presión se instalan con frecuencia en forma subterránea. El termino botella se aplica por lo común a un recipiente a presión suficientemente pequeño para ser convenientemente portátil. Las botellas van de aproximadamente 57 litros (2ft 3) a las cápsulas de C02 de aproximadamente 16.4 ml (1 in3). Las cuales son convenientes para cantidades pequeñas de muchos gases, incluyendo aire, hidrógeno, oxigeno, argón, acetileno, freón y gas de petróleo. Algunos son recipientes utilizables una sola vez. Línea de tuberías.- Una línea de tuberías no es por lo común un depósito de almacenamiento, sin embargo, se ha enterrado tubería en una serie de líneas paralelas y conectadas y utilizando para el almacenamiento. Esto evita la necesidad de proporcionar cimentaciones y la tierra protege a la tubería contra las temperaturas extremas. La economía de este tipo de instalaciones sería dudosa si se diseñara para los mismos esfuerzos que un recipiente a presión. También se logra el almacenamiento mediante el incremento de la presión en líneas de tuberías operacionales y, en esa forma, se utiliza el volumen de tuberías como tanque Almacenamiento Criogénico y a bajas temperaturas Éste tipo se emplea para gases que se licúan a presión a la temperatura atmosférica. En el almacenamiento criogénico, el gas está a la presión atmosférica o cerca de ella y permanece líquido debido a la baja temperatura. También puede funcionar un sistema con una combinación de presión y temperatura reducida. El término "criogénia" se refiere por lo común a temperaturas por debajo de -101 ºC (-1500F). No obstante, algunos gases se licúan entre -1010C (-1500F) y la temperatura ambiente. El principio es el mismo; pero las temperaturas criogénicas crean diferentes problemas con los materiales de construcción y aislamiento El gas licuado se debe mantener en su punto de ebullición o por debajo de él. Es posible utilizar la refrigeración, pero la práctica habitual consiste en enfriamiento por evaporación. La cantidad de líquido evaporado se minimiza mediante el aislamiento. El vapor se puede descargar a la atmósfera (desecho), comprimirse y volverse a licuar o utilizar. Para temperaturas muy bajas con aire líquido y sustancias similares, el tanque puede tener paredes dobles con el espacio intermedio evacuado. Como ejemplo se tiene el matraz Dewar, muy conocido, En la actualidad se construyen tanques grandes e incluso líneas de tuberías en esta forma, Una buena alternativa es utilizar paredes dobles sin vacío; pero con un material de aislamiento en el espacio intermedio. La perlita y las espumas de plástico son de los materiales de aislamiento que se emplea de este modo. A veces, se utilizan tanto en aislamiento como el vacío, Materiales los materiales para recipientes de gas licuado deben ser apropiado para las temperaturas y no quebradizos, Se pueden utilizar algunos aceros al carbono hasta temperaturas de -59ºC (-75ºF) y aceros de bajas aleaciones hasta -101 0C (-1500F) y, a veces, -129ºC (-200ºF). Por debajo de esas temperaturas, los principales materiales que se emplean son los aceros inoxidables austeníticos (AISI serie 300) y el aluminio. 62 Introducción La industria petrolífera utiliza los tanques de techo flotante para evitar la acumulación de gases en el interior del tanque en caso del almacenamiento de productos volátiles, como petróleo crudo, gasolinas y naftas. En este tema se hacen algunas reflexiones sobre los drenajes de techo en este tipo de tanques. El objetivo es conseguir un diseño de estos drenajes que alivie los problemas de mantenimiento relacionados con la evacuación del agua de lluvia. La industria petrolífera maneja cantidades muy importantes de productos. Para posibilitar el trasiego, se requiere la utilización de grandes tanques. En el caso de productos tales como el petróleo crudo, las gasolinas y las naftas se emplean tanques de techo flotante (Fig. 1) para evitar la acumulación de gases en el interior del tanque. Los tipos de techo flotante más empleados para almacenamiento de crudo son los llamados "de simple pontón", que consisten en un anillo hueco perimetral formado por secciones estancas, el "pontón", y una placa circular que completa el techo flotante, que es el "velo". Almacenamiento del Petróleo El almacenamiento constituye un elemento de sumo valor en la explotación de los servicios de hidrocarburos ya que: •Actúa como un pulmón entre producción y transporte para absorber las variaciones de consumo. •Permite la sedimentación de agua y barros del crudo antes de despacharlo por oleoducto o a destilación. •Brindan flexibilidad operativa a las refinerías. •Actúan como punto de referencia en la medición de despachos de producto, y son los únicos aprobados por la aduana Normas aplicables •ASTM American Society for Testing Materials •API American Petroleum Institute •NFP National Fire Protection Association •STI Steel Tank Institute •UL Underwriters Laboratories Inc. (E.U.A.) •ULC Underwriters Laboratories of Canada En nuestro país, comúnmente se diseña según normas API que hacen referencia a los materiales fijados por las normas ASTM, y se siguen las normas de seguridad dadas por la NFPA. Códigos y consideraciones de diseño. 63 API 650 (almacenamiento atmosférico), solo cubre: Líquidos Acero Fondo soportado sobre una cama de arena, grava, concreto, etc. Presión atmosférica o presión interna que no sobre pase el peso del techo por unidad de área. Temperatura menor a 93ºC (200ºF). No aptos para refrigeración. API 620 (presiones internas a 1 Kg/cm2 o 14 psig). Esos códigos se apoyan en los estándares ASTM; ASME: ANSI; CSA. La información mínima requerida es: Volumen, Temperatura, Peso específico del líquido, corrosión permisible, velocidad del viento, coeficientes, servicios de la zona, etc. Para el diseño del Fondo. Depende de: Los cimientos usados para soportar el tanque El método que se usará para desalojar el producto. El grado de sedimentación de sólidos suspendidos. La corrosión del fondo y el tamaño del tanque. Para un fondo plano la resistencia permisible del suelo debe ser mayor a 1,565 Kg/cm 2. Son fabricados generalmente con placa de acero al carbón con espesores menores al del cuerpo. API 650: es la norma que fija la construcción de tanques soldados para el almacenamiento de petróleo. La presión interna a la que pueden llegar a estar sometidos es de 15 psig, y una temperatura máxima de 90 °C. Con estas características, son aptos para almacenar a la mayoría de los productos producidos en una refinería. Hay otras además de esta (API 620, API 12B, etc.) Para productos que deban estar a mayor presión (ej. LPG) hay otras normas que rigen su construcción. En aplicaciones especiales, se utilizan tanques criogénicos (ej. Almacenamiento de gas natural licuado), que se rigen por una norma específica. Tanques verticales –techo fijo o flotante •Instalación contra incendios: debe cumplir con lo dispuesto por la ley 13660. Deben contar con fumais que suministren espuma dentro del recipiente, y con un anillo de incendios que sea capaz de suministrar el caudal de agua mínimo que exige la ley. •Serpentín de calefacción: empleado en productos como el crudo (sedimentación de parafinas) y fuel oil (mantener viscosidad adecuada), son tubos de acero por los que circula vapor a baja presión. 64 •Agitadores: se utilizan para mantener uniforme la masa de hidrocarburos dentro del tanque. Son hélices accionadas por un motor externo que giran dentro de la masa de producto. •Recinto: según lo exige la ley 13660, debe existir alrededor del tanque un recinto capaz de contener hasta el 10% más de la capacidad máxima del tanque. En caso de haber más de un tanque dentro del recinto, el mismo deberá ser capaz de contener la capacidad máxima del tanque más grande, más el 50% de la capacidad total de los tanques restantes. Dicho recinto estará delimitado por un muro o por un talud de tierra. Los tanques de 10.000 m3 de capacidad o mayores deberán ubicarse en recintos individuales. •Drenajes: por seguridad, la apertura del drenaje del recinto debe poder hacerse siempre desde el exterior del muro de contención, para recuperar el producto en caso de rotura del tanque. Drenajes pluviales e industriales segregados. Techo flotante Tanques verticales Constan de una membrana solidaria al espejo de producto que evita la formación del espacio vapor, minimizando pérdidas por evaporación al exterior y reduciendo el daño medio ambiental y el riesgo de formación de mezclas explosivas en las cercanías del tanque. El techo flotante puede ser interno (existe un techo fijo colocado en el tanque) o externo (se encuentra a cielo abierto). En cualquier caso, entre la membrana y la envolvente del del tanque, debe existir un sello. TECHO FLOTANTE INTERNO EN TANQUES VERTICALES. Los nuevos techos internos se construyen en aluminio, y se coloca un domo geodésico como techo fijo del tanque. Las ventajas que presenta el domo con respecto a un techo convencional son: •Es un techo auto soportante, es decir, no necesita columnas que lo sostenga. Esto evita el tener que perforar la membrana. •Se construye en aluminio, lo cual lo hace más liviano. •Se construyen en el suelo y se montan armados mediante una grúa, evitando trabajos riesgosos en altura. Cuando se coloca un techo interno flotante, no se colocan VPV, sino que se practican ventanas en la parte superior de la envolvente contra el techo. 65 EXTRUCTURA DEL TECHO FLOTANTE INTERNO Pontones: son cilindros estancos que flotan sobre el espejo de producto y sustentan al techo. No deben ser un componente estructural del techo sometidos a esfuerzos, ya que esto produciría su pinchadura y posterior hundimiento. 66 Techo interno flotante. •Membranas: como alternativa a los pontones, se pueden colocar membranas de contacto total. Estas evitan el espacio vapor que queda entre el líquido y el techo flotante con pontones. Pueden ser de aluminio o polímeros patentados. •Sellos: se encargan de minimizar las fugas de vapores en la unión entre el techo flotante y la envolvente del tanque. Hay de distintos tipos y para obtener buenos resultados se coloca un sello primario y uno secundario. El sello primario, que es indispensable, puede ser del tipo panto gráfico de zapata o de espuma montada en fase líquida. El sello secundario se monta sobre el primario y puede tener rodamientos que apoyen contra la pared del tanque. SELLOS. Tanques Verticales – Techo Flotante – Sello primario tipo Pantógrafo. 67 Sello primario de espuma Sello secundario •Drenaje del techo flotante exterior: debido a que es un techo que se encuentra a cielo abierto, debe poder drenar el agua de lluvia que caiga sobre él. Para esto, se diseña con un punto bajo y una válvula anti retorno, y una cañería (o mangue rote) que pasa por el interior del tanque y en contacto con el producto almacenado hasta que sale por un punto bajo de la envolvente (para que no interfiera con el techo). Algunos diseños, permiten la inyección de espuma por el drenaje del techo para casos de emergencia. 68 verticales• VPV (válvulas de presión y vacío): son necesarias ya que el tanque “respira” debido a: vaciado / llenado alta TVR del hidrocarburo almacenado (Tension de Vapor Reid) aumento de la temperatura exposición al fuego Normativa de referencia: API 2000Presión de apertura para presión/vacío: 22 mm H2OEn hidrocarburos pesados (fuel oil, asfaltos, lubricantes), se colocan bastones con arresta flama. 69 En el diseño de los tanques atmosféricos se deben considerar: Condiciones y tipos de tanques atmosféricos. Materiales utilizados en la fabricación de tanques atmosféricos. Diseño de fondos. diseño del techo (techo cónico auto soportado, techo cónico soportado, techo tipo domo auto soportado y techo tipo paraguas). 5. Diseño del cuerpo. 6. Diseño de tanques abiertos. 1. 2. 3. 4. El diseño y fabricación de tanques atmosféricos se basa en la estándar API-650 última edición (American Petroleum Institute). El API-650 trata sobre el diseño y fabricación de tanques atmosféricos para el almacenamiento de petróleo y sus derivados. API-620 trata sobre el diseño y fabricación de tanques cilíndricos verticales apoyados sobre el suelo, con presiones interiores casi atmosféricas. El material más común para la fabricación de tanques atmosféricos es el acero al carbón A-283-C. 70 Como las placas del fondo están apoyadas directamente sobre el terreno, estarán trabajando a compresión, únicamente un espesor de lamina calibre 20 o 18 sería suficiente para resistir las cargas por compresión; pero el estándar API-650 especifica un espesor mínimo de ¼ mas el sobre diseño por corrosión. 𝑡𝑓𝑜𝑛𝑑𝑜 = 1 +𝑐 4 Se recomienda para las placas del fondo un ancho mínimo de 6 pies. 71 El dibujo anterior nos muestra el detalle de la unión del cuerpo con el fondo. El espesor de techos autosoportados, deberá estar diseñado conforme a los siguientes requerimientos. El ángulo máximo para θ es de 37° El espesor de la placa para fabricar el techo no será menor de 3/16”, más el sobre espesor por corrosión. 𝑡𝑡𝑒𝑐ℎ𝑜 = 3 16 +𝑐 Para calcular el área seccional del ángulo de refuerzo, usar la siguiente formula: 𝐴= 𝐷2 3000∗𝑠𝑒𝑛𝜃 Teóricamente el espesor del cuerpo debe ser como se muestra en la siguiente figura: 72 Esto es debido a que en la parte superior se tiene una menor carga o cabeza hidrostática que en la parte media o que en el fondo, debido a esto la pared de un cuerpo cilíndrico de un tanque atmosférico se calcula por anillos como se describe a continuación. El calculo del espesor para un recipiente atmosférico, se calcula prácticamente de la misma manera que un recipiente a presión interna, solo que para este tipo de recipientes se calcula por anillos, tomando la altura de cada anillo incrementada por el ancho de cada anillo anterior; como se muestra en la figura siguiente. El máximo esfuerzo de tensión antes de aplicar el factor de eficiencia de la soldadura debe ser de 21,000 lb/pulg2. Para el cálculo del espesor se utiliza la siguiente fórmula: 𝑡= 2.604∗𝐻∗𝐷∗𝐺𝑅.𝑆𝑃 𝐸∗𝑆 +𝑐 73 En el dibujo anterior t1: t2: t3: y t4 son los espesores de cada anillo H1; H2; H3 y H4 son las alturas a la cual se calculará el espesor de cada anillo y esta será en base a cada carga hidráulica o cabeza estática a que va a estar soportado cada uno de los anillos C1, C2, C3 y C4 son los anillos que componen el recipiente. T = Es el espesor del anillo en consideración, en pulgadas H = Altura en pies desde la parte superior del tanque hasta el anillo que se este considerando. D = Diámetro del tanque en pies: Gr. Sp. = la gravedad específica del líquido en el tanque. S = Máximo esfuerzo permitido ( fatiga ) en lb / pulg.2 . E = Es la eficiencia de la unión soldada de las placas en %. C = es el sobre-espesor por corrosión en pulgadas. Los tanques fabricados bajo las normas A.P.I. consideran la fatiga para la placa de construcción que debe ser de 21,000 lb/ pulg.2 y la eficiencia de la soldadura eléctrica aplicada debe ser de 85% ; además se considera que para hidrocarburos cuya gravedad específica sea menor a 1 , se debe tomar como 1. Por lo tanto la fórmula anterior queda de la siguiente forma. t 0.000145 D H c El código A.P.I. considera el fondo como un anillo de refuerso , por lo que la altura H se considera a partir de un pie del fondo hacia arriba quedando la fórmula como sigue : 74 t 0.000145 * D * ( H 1) c PROBLEMA Se tiene un tanque tipo atmosférico con una diámetro de 40 pies y una altura de 32 pies , se va a fabricar con un material de acero al carbón A-283-C El líquido que se va a almacenar es aceite con una Gr. Sp de 0.89 . Utilice placa de 4´x 10´ para su construcción. Calcule: El peso del tanque en operación. 75 En los anexos se proporcionan las gráficas para obtener el espesor de esferas trabajando a presión externa 76 KIOG, CROCKER, PIPING HANDBOOK, 5a ED. MC GRAW HILL, NEW YORK 1978 pp. 1403 LUDWING, APPLIED PROCESS DESIGN FOR CHEMICAL AND PETROCHEMICAL PLANTS, VOL. 1 DE GULF PUBLISHING CO. 2a ED. 1993. ROSE H. DISEÑO DE PLANTAS DE PROCESO, ED. BLUME, ESPAÑA 1979 pp. 299. CODE ASME, SIMPLIFIED SECCION VIII, DIV. 1 Y 2 ED. ED. MC GRAW HILL, CODE ASME SEC II PARTE A, 2000 BROWELL AND YOUNG. PROCESS EQUIPMENT DESIGN. ED. WILEY AND SONS, 1999. PIPING HANBOOK. ED. MC GRAW HILL 5a ED. NEW YORK, 1972 pp. 1403 PROCESS PIPING DESIGN. VOL. 1, RIP. WEAVER. GULF PUBLISHING COMPANY, E.U.A., 1973 pp. 210 THE PIPING GUIDE. 2nd PART. 1, D. COMPACT REFERENCE FOR THE DESIGN J. CODE API-610 GULF PUBLISHING COMPANY E.U.A. MAFYESY EF. MANUAL DE RECIPIENTES A PRESION Y APLICACION, CECSA, MÉXICO, 1988 pp. 530 77