PRODUCCIÓN DE ALGINATO A PARTIR DE AZOTOBACTERVINELANDI
Anuncio

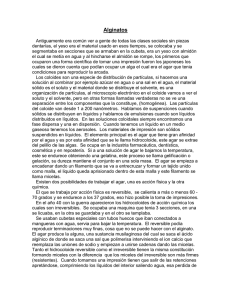
PRODUCCIÓN DE ALGINATO A PARTIR DE AZOTOBACTERVINELANDI El alginato es un polisacárido producido por varios tipos de seres vivos, especialmente algas marrones y bacterias del género Azotobacter. El alginato ha sido empleado en la industria biotecnólogica como agente viscosante, gelificante y estabilizador coloidal. El alginate al ser biocompatible también tiene la capacidad de ser usado como una matriz para atrapar y/o dispensar una variaedad de moléculas y/o partículas sin importar que sea resistente a la biodegradabilidad. .El alginato es un copolímero lineal compuesto de dos unidades monoméricas, una primera con uniones β-1-4 de D- ácido manurónico (ManA) y una segunda con uniones α-1-4 de L-ácido gulurónico (GulA). (Calvo, 2007) Imagen 1: Unidades monoméricas del alginato. El alginato, en forma de sal sódica, potásica o magnésica, es soluble en soluciones acuosas a pH por encima de 3,5. También es soluble en mezclas de agua y solventes orgánicos miscibles con ella, como el alcohol, pero es insoluble en leche, por la presencia de calcio. La viscosidad de las soluciones de alginato depende de la concentración, elevándose mucho a partir del 2%, y de la temperatura, disminuyendo al aumentar ésta. Las soluciones de alginato tienen un comportamiento no newtoniano, con una viscosidad que disminuye mucho al aumentar la velocidad del movimiento. (Calvo, 2007) Como se mencionó con anterioridad, el alginato puede obtenerse, además de las algas marinas, de fuentes bacterianas tales como las especies de Azotobacter y Pseudomonas. La familia Azotobacteriaceae comprende a las bacterias del género Azotobacter, las cuales son Eubacterias Gram-negativas que tienen una pared celular compleja que consiste de una membrana externa y una capa interna de peptidoglicano que contiene ácido murámico y mureína. Azotobacter está presenta en diferentes ambientes, tales como suelo, agua y sedimentos, presentando una amplia diversidad metabólica, por lo que es capaz de emplear diferentes sustratos y producir diferentes metabolitos. (Espin, 2010) La industria de alimentos busca ingredientes que al ser adicionados a un 2013). Por lo anteriormente mencionado, y por los múltiples usos del alginato en la industria, el objetivo de esta práctica de laboratorio es evaluar y analizar la producción de alginato a partir de Azotobacter vinelandii en medio sumergido a nivel matraz. 2. Metodología Inicialmente se activó la cepa de Azotobacter vinelandii ATCC® 12518 en medio Ashby suplementado con agar y se incubó durante 48 horas a 30°C. La fermentación se realizó en un erlenmeyer de 500 ml con 100 ml de medio de cultivo o en un erlenmeyer de 250 ml con 100 ml de medio de cultivo. La composición de dicho medio por litro de agua desionizada fue: glucosa 40 g; extracto de levadura 3.0 g; MgSO4.7H2O, 0.4 g; NaCl, 0.4 g; KH2PO4, 0.16 g; K2HPO4, 0,64 g; CaCl2.2H2O, 84 mg; NaMoO4.2H2O, 2 mg; FeSO4.7H2O, 6 mg; H3BO4, 2.9 mg; CoCl2, 1.2 mg; CuSO4.5H2O, 0.1 mg; MnCl2. 4H2O, 0.09 mg; ZnSO4. 7H2O, 1.2 mg. Debido a que la glucosa es un azúcar reductor y se empleó en alta concentración se debió esterilizar por separado para evitar su caramelización con sales y previo a la inoculación se adicionó en el medio de cultivo. Igualmente la presencia de hierro y fosfatos hace que se precipiten ciertas sales en la esterilización por lo que se preparó la solución de microelementos concentrada por separado de la solución de macroelementos. Para preparar 10 erlenmeyers de 100 ml de medio de cultivo cada uno: Se prepararon inicialmente 100 ml de una solución de glucosa 40% p/v (se pesó la glucosa y se adicionó poco a poco en 60 ml de agua, manteniendo agitación. Cuando se tuvo disuelta la glucosa se aforó a 100 ml). En tubos tapa rosca se dispensaron 10 ml de esta solución de glucosa. Se prepararon 50 ml de una solución de microelementos 10X, la cual se preparó pesando CaCl2.2H2O, 84 mg; NaMoO4.2H2O, 2 mg; FeSO4.7H2O, 6 mg; H3BO4, 2.9 mg; CoCl2, 1.2 mg; CuSO4.5H2O, 0.1 mg; MnCl2. 4H2O, 0.09 mg; ZnSO4. 7H2O, 1.2 mg. (se disolvió inicialmente en 30 ml de agua destilada y luego se aforó a 50 ml). En tubos tapa rosca se dispensaron 5 ml de esta solución de microelementos. Se prepararon por separado las 10 soluciones de macroelementos y fuente de nitrógeno (85 ml cada una), la cual se obtuvo pesando para cada solución: extracto de rmentación, se tomaron 10 ml del caldo de cultivo y se centrifugaron a 4000 rpm durante 10 minutos, a los 90 ml de caldo de cultivo restante se adicionaron 4 ml de Na-EDTA, 0.5 M y 2 ml de NaCl 5, M, y se agitó por 5 minutos de forma continua.Al sobrenadante de esos 10 ml inicialmente centrifugados se le determinaron azúcares reductores por el método DNS y concentración de proteína por él método de Biuret. Se hizo el ensayo de DNS y Biuret con medio de cultivo sin inocular y se tuvieron blancos para medición. Se emplearon las curvas de calibración realizadas en prácticas de laboratorio previas. Se centrifugó 50 ml a 4000 rpm durante 30 minutos. Se tomaron 10 ml de dicho sobrenadante y se enfriaron durante 20 minutos a -4°C. A los 40 ml de sobrenadante restante se les determinó la viscosidad, empleando el viscosímetro Brookfield RVDVI+. Al pellet de la centrifugación de 50 ml, se le resuspendió en 10 ml de agua destilada estéril y se centrifugó de nuevo en tubo de 15 ml previamente pesado, así dos veces a 4000 rpm durante 10 minutos, botando siempre el sobrenadante. Por último se retiró sobrenadante y se dejó secando en horno a 80°C durante 48 horas. Al sobrenadante previamente enfriado, se adicionaron 30 ml de isopropanol frío y se centrifugó a 4000 rpm durante 30 minutos. Se desechó sobrenadante y se adicionaron 3 ml de agua. Se transfirió a tubo de centrífuga previamente pesado de 15 ml y se adicionaron 9 ml de isopropanol frío. Se centrifugó de nuevo a 4000 rpm durante 30 minutos. Por último se retiró el sobrenadante y se dejó secando en horno a 80°C durante 48 horas. Con los datos de peso seco de biomasa, peso seco de alginato, concentración de glucosa y concentración de proteína se determinaron los rendimientos Yx/s, Yx/N, Yp/s, Yp/N RESULTADOS: En primer lugar, observando los valores reportados en las tablas 2 y 4 para los valores en masa de sustrato, es evidente cómo ocurrió algo completamente opuesto a lo esperado, ya que la masa de glucosa inicial hallada a partir de los valores medidos a la hora de hacer el medio de cultivo fue de 4 g, pero el valor en masa de glucosa una vez finalizada la fermentación fue de 21,2 g aproximadamente, 5 veces más que lo inicial. Adicionalmente, observando la Tabla 1, es notorio que la masa final de alginato, el cual es el producto deseado, fue muy poca y mucho menor a la masa encontrada de glucosa, además el peso de biomasa obtenido fue también bastante bajo en comparación. En resumen, se obtuvo más sustrato y menos productos. Lo anterior pudo deberse a que en este caso la fermentación se llevó a cabo por mucho más tiempo de lo recomendado y/o indicado en la sección de metodología, por tanto llegó un momento en el que la bacteria se quedó sin alimento (fuente de carbono), así que tuvo que recurrir a una reserva extra de carbono, la cual en este caso pudo ser el PHB, ya que una de las principales funciones de el PHB es constituir un material de reserva de carbono y energía que pueda ser utilizado en períodos de limitación de nutrientes en el medio, ya que este polímero almacena grandes cantidades de carbono reducido (Espín, 2010), por ende al empezar la bacteria a consumir éste ácido, debieron producirse enzimas alginato liasas, que son capaces de sacarificar o romper el alginato liberando azúcares menos complejos (Zapata, 2017), lo cual aumentó significativamente la cantidad de azúcares reductores y disminuyó la cantidad de alginato. Todo esto claramente afectó de forma directa a los rendimientos. Observando la tabla 3 se tuvo que el valor de rendimiento encontrado para Y x/s en el laboratorio fue de 0,0496 g/g mientras que el valor de Y x/s teórico es de 0,303 ± 0,082 g/g (Trujillo, 2015) ,adicionalmente el valor teórico encontrado para el rendimiento Y p/s fue de 0,171 ± 0,068 (Trujillo, 2015), mientras que el valor para Y p/s encontrado durante la práctica y reportado también en la tabla 3, fue de 0,0086. Comparando los valores teóricos con los obtenidos experimentalmente, se nota una diferencia bastante grande, ya que los rendimientos obtenidos en el laboratorio son mucho más pequeños que los que reporta la teoría, debido a que como se dijo anteriormente, la cantidad de productos obtenidos fue mínima. Por otro lado, con respecto a los rendimientos centrados en el nitrógeno, como se puede evidenciar en la tabla 3 se obtuvo de forma experimental un valor para Y x/N de 0,661g/g y valor para Y p/N de 0,115g/g, sin embargo, no fue posible encontrar un valor reportado en la literatura en base a estos rendimientos en específico por lo cual no se puede determinar la veracidad o exactitud de los rendimientos experimentales. Como se mencionó con anterioridad la proteína empleada para esta práctica de laboratorio fue la que actuó como fuente principal de hidrógeno en la fermentación favoreciendo la producción del alginato puesto que los cultivos llevados a cabo con las fuentes orgánicas de nitrógeno permiten obtener mayores concentraciones finales de alginato y biomasa, comparado con las fuentes inorgánicas Cuesta, 2005). Al final de la práctica se obtuvo que el nitrógeno consumido en la fermentación fue de aproximadamente 0,1101g el cual tiene coherencia al presentar un consumo relativamente alto puesto que como se expone en la literatura, esta fermentación con extracto de levadura presenta un alto consumo de nitrógeno en comparación de fermentaciones con Caseína, entre otras. (Cuesta, 2005) Con respecto a la viscosidad, se encontró que experimentalmente ésta fue de 10,2cp para el cultivo inoculado y de 10,4 cp para el cultivo sin inocular. Al comparar el valor obtenido con el reportado en la literatura que es de aproximadamente 13,4 土1,6cp (Trujillo, 2015) se puede observar que este valor es cercano a los obtenidos de manera experimental en el laboratorio, teniendo en cuenta el porcentaje de error relativamente elevado del equipo empleado para medir la viscosidad. También es oportuno mencionar que la viscosidad de las soluciones de alginato depende de la concentración, elevándose mucho a partir del 2%, y de la temperatura, disminuyendo al aumentar ésta. (Calvo, 2007) 4. Conclusiones Se obtuvieron valores de biomasa y alginato de 0,0992 g y 0,0172 g, respectivamente, los cuales se consideraron muy pequeños en comparación a la cantidad de glucosa encontrada al finalizar la fermentación que fue de 21,1892 g. Se observó un aumento aproximado de 5 veces la cantidad de glucosa una vez finalizada la fermentación respecto a la glucosa inicial, ya que ésta fue de 4 g y la final de 21, 2 gramos aproximadamente. Se determinó que el exceso de sustrato y la falta de producto al final de la fermentación se debió al agotamiento de fuente de carbono una vez pasado el tiempo prudente de reacción (48 a 72 h). Los rendimientos Y x/s y Y p/s fueron 0,0496 g/g y 0,0086 g/g respectivamente y se encontraron considerablemente bajos respecto a los reportados en la literatura los cuales fueron de 0,303 ± 0,082 y 0,171 ± 0,068 respectivamente El valor de viscosidad obtenido de forma experimental fue de 10,4 cp para el alginato y de 10,2 cp para el cultivo sin inocular, valores que se consideran muy similares a los reportados en la literatura que es de 13,4cp. El tiempo óptimo de fermentación es crucial para el éxito de la misma ya que puede evitar la formación de productos mayoritarios no deseados, como en este lo fue la glucosa. 5. Bibliografía Cuesta, A. Monsalve, J. Mesa, M. Trujillo, M. (2005). “Estrategias de cultivo en la producción de alginatos por Azotobacter vinelandii”. Universidad nacional de Colombia. Recuperado de: http://www.ciiq.org/varios/peru_2005/Trabajos/IV/5/4.5.01.pdf