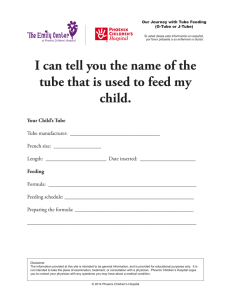
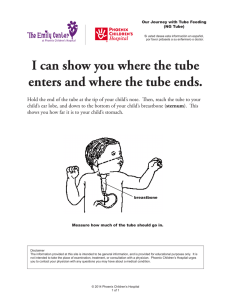
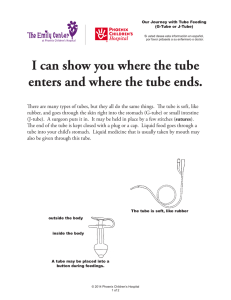
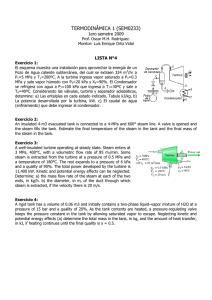
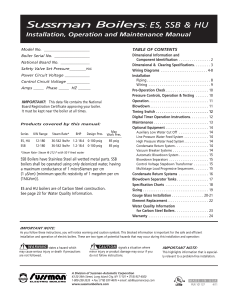
the Conduit A quarterly publication from M&M Engineering Associates, Inc. Vol. 11, No. 2 I N SI DE TH IS I SS UE: Glossary of Boiler Tube Microstructures and Its Use to Verify Oxide Thickness Temperature Estimations By Catherine A. Noble, P.E. Senior Engineer and Ron Munson, P.E. Corporate Engineer The following is a summary of an article written for CORROSION 2011, but with new case studies. The full article can be obtained at www.nace.org → Store → Conference Papers. INTRODUCTION It is difficult to know what exact temperature a boiler tube has been exposed to over its lifetime. When this information is needed for a tube analysis, one possibility is to calculate an equivalent tube metal temperature Magnification: 1000X Figure 1: using the oxide scale thickness and published data. However, this method is not extremely reliable because of the multiple factors that can affect / disturb oxide growth. M&M Engineering Associates, lnc. has an ongoing research project that examines microstructures of common boiler materials as they are affected by varying thermal exposures. With these "standard” microstructures available to compare with incoming failures, one can increase the confidence level of the temperature exposure of the tube. The data can also be used to confirm a tube's temperature exposure that was Dealloying and MIC in Heat Exchangers 3 Central Africa Sugar Mill Steam Turbine 5 Announcements 6 determined using the oxide thickness method. PROCEDURE An aging schedule was established to examine the materials at various levels of heat exposure for assorted lengths of time. The materials were exposed to lower temperatures for longer times and higher temperatures for shorter times to more realistically reflect actual life operations. Carbon steels were aged at temperatures ranging from 900°F to 1600°F with exposure times ranging from 1000 hours for lower temperatures to 1 (Continued on page 2) Magnification: 1000X Photomicrographs show SA-210, Grade A-1 in the as-received condition and after 5 hours at 1300°F (704°C). 0.010 inch is equivalent to 0.254 mm. Sample was etched using Picral-Nital. 1 (Continued from page 1) hour for higher temperatures. Alloy steels were aged at temperatures ranging from 1125°F to 1650°F with exposure times ranging from 1500 hours for lower temperatures to 1 hour for higher temperatures. Materials were also examined in the as -received condition. Materials that have already been examined in the heat treatment study include alloy grades from the following ASTM specifications: A178, A192, A210, A285, A515, and A213. After heat treatment, each sample was prepared for metallography and documented at various magnifications. Hardness was also measured. HISTORY One of the earliest uses of this glossary was to quantify the extent and duration of overheating of a coal gasifier. The vessel had been in service approximately ten years with tube metal operating temperatures of approximately 950°F. The vessel was subjected to a hostile fire that visibly overheated and distorted portions of the vessel. The damage was thought to be localized to one repairable region, but the vessel owner wanted to be certain that all damage was repaired. Conversely, his insurance company did not want to pay to replace "good tubing." Metallographic sections were removed from specific areas of the vessel and a temperature profile established. The tube exposure temperatures were estimated from the tubing microstructures and a reasonable repair plan was formulated. The vessel owner and their insurance carrier were pleased with the outcome. EXAMPLE As an example of the use of the glossary, SA-210, Grade A-11 is Figure 2. Photomicrograph shows the condition of the T2 superheater tube after 60,000 hours of service. Sample was etched using PicralNital. Figure 3. Photomicrograph shows the oxide thickness (0.020 inch) on the internal surface of a T2 superheater tube. Sample was etched using Picral-Nital . 2 compared as-received and after heat exposure to show the change in microstructure. SA-210, Grade A-1 is a medium-carbon steel commonly used in boiler and superheater tubes and has a maximum of 0.27 percent carbon. The as-received microstructure of the A-1 material (shown in Figure 1) is a mixture of ferrite and pearlite. This can be compared to the microstructure after five hours at 1300°F (704°C), also shown in Figure 1. As the material ages, the carbide morphology in the pearlite breaks down. Initially, the small discrete carbides on the crystallographic planes agglomerate into larger, more visible precipitates. With additional time, these carbides further degrade and release carbon that migrates to the grain boundaries and forms an intergranular carbide precipitate. line with the as-received condition of T2. The microstructure shows that the oxide thickness measurement was not a good estimate of operating temperature and the oxide was the result of some other process. In this case, some of the deposit likely resulted from carry-over from the steam circuit and was not formed in situ. CONCLUSIONS Developing a glossary of microstructures is a useful tool in determining the temperature exposure that an alloy has experienced. Having a standard reference condition makes it possible to confirm operational data concerning temperature profiles and also provides a check for using oxide thickness measurements to estimate equivalent operating temperatures. Additional alloys are being added to this study, and service-aged samples CASE STUDY A superheater tube was received for a are also being added to the database. metallurgical assessment. The tube was made of SA-213, Grade T22 and had been in service for approximately 60,000 hours. No failure was REFERENCES 1. ASTM(1) A 210 (2010), “Standard Specificaobserved in this tube sample; tion for Seamless Medium-Welded Carhowever, several failures occurred in bon Steel and Carbon-Manganese Steel this particular superheater. The Boiler and Superheater Tubes” (West Conshohocken, PA: ASTM). microstructure of the tube is shown in 2. ASTM A 213 (2010), “Standard Specification Figure 2 and was typical of like-new for Seamless Ferritic and Austenitic AlloyT2 material with bainite colonies and Steel Boiler, Superheater, and HeatExchanger Tubes” (West Conshohocken, dispersed carbides. The internal oxide PA: ASTM). thickness was measured as 0.020 inch 3. R. Viswanathan, Damage Mechanisms and Life (0.051 cm), which is unreasonably Assessment of High-Temperature Components (Metals Park, OH: ASM Internalarge for a tube with so few operating tional, 1989), p. 229. hours (Figure 3). Using internal 4. S.R. Paterson, T.W. Rettig, “Remaining Life oxidation growth rate data available Estimation of Boiler Pressure Parts-2 ¼ for chromium-molybdenum steels3, 4, Cr-1Mo Superheater and Reheater Tubes,” Project RP 2253-5, Final Report this translates to an equivalent tube (Palo Alto, CA: Electric Power Research temperature between 1200°F (649°C) Institute, 1987). and 1300°F (704°C). However, the (1) ASTM International, 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959. microstructure in Figure 2 is not consistent with this calculated temperature exposure and is more in- Dealloying/Selective Leaching/of Copper Alloys due to Microbiologically Influenced Corrosion (MIC) in Heat Exchangers By Spencer Rex Mechanical Engineer and David Daniels Principal Scientist Copper alloys have been used extensively in a number of industrial water cooled heat exchangers because of their excellent thermal conductivity properties. A disadvantage of these materials is that they are relatively soft and will corrode for a variety of reasons. Copper alloys that have been used in industrial heat exchanger applications include, 66.5Ni/31.5Cu/Fe (Alloy 400 or N04400), 90Cu/10Ni (C70600), 70Cu/30Ni(C71500), and arsenical Admiralty Brass (44300). Dealloying can occur in copper alloy heat exchanger tubing caused by microbiologically induced corrosion (MIC), particularly in Admiralty Brass. Bacteria, fungi, and algae all can be found in cooling water. Cooling towers act as large air filters, pulling in outside air that contains dust and bacterial spores into the tower where they are mixed with the cooling water. Many heat exchangers provide consistent warm temperatures and a continuous supply of aerated water-an excellent place for all types of microbiological species to take hold. When microbes settle on a surface they set up a protective organic layer called a biofilm, underneath which the microbes live protected from (Continued on page 4) 3 dot map of the dealloyed area generated by energy dispersive X-ray spectroscopy (EDS). The dot map highlights the presence of a single element in the matrix, in this case nickel. Note the relative absence of nickel in the area where dealloying has taken place. Established biofilms are thicker and better at developing types of bacteria that generate strong corrosive acids. While there is nothing that can completely prevent biofilm formation, controlling biofilm development with biocides minimizes the potential for dealloying. In many cases, copper alloys are being replaced Figure 1. Biofilm by stainless steel or titanium in (Continued from page 3) condensers which are more corrosion resistant but have a lower thermal noble element in the alloy as the environmental changes including anode, and the water in the biofilm is conductivity than copper alloys, so biocide addition (Figure 1). there is a trade-off. Also, stainless the electrolyte. Underneath the biofilm and adjacent steel tubes are also susceptible to MIC The result of dealloying is a metal to the metal surface, waste products matrix where the less noble element attack. from the bacterial respiration can accumulate. They are typically more in the alloy has oxidized, causing it to To protect against dealloying of copper alloys by microbiologically become soluble and dissolve. The acidic than the bulk cooling water. remaining copper metal has a spongy” influenced corrosion, the proper These conditions are conducive to appearance and the metal has changed selection and concentration of dealloying of copper alloys. biocides must be used control Dealloying will occur underneath the from brass color to copper color biofilms. Because biocides do not (Figure 2). The copper sponge has biofilm when all the components of completely remove the biofilm, very little remaining structural the electrochemical/galvanic cell strength. This can lead to a brittle and periodic mechanical removal of the (cathode, anode and electrolyte) are in electrical contact with one another. sometimes catastrophic failure of the biofilm (e.g., nylon bristle brushes or tube. The extent of the dealloying in scrapers) and any debris in the tube, In the case of dealloying of copper is critical. alloys, the copper acts as the cathode, this condenser tube can be seen in Figure 3. Figure 4 shows an elemental the zinc or nickel or any other less Copper Nickel Alloy Dealloyed Copper Figure 2. Pure copper remains after the nickel has been removed. Figure 3. The area where dealloying has Figure 4. Absence of of Nickel (Blue) as taken place is inside the red box. This seen in the EDS dotmap where the dealsame area is shown in Figure 4. loying has occurred. 4 M&M Engineering— Helping to Keep the Lights On and Life Sweet in Central Africa By David Daniels Principal Scientist A few years ago a sugar mill in Central Africa decided to upgrade a number of smaller bagasse boilers with a larger higher pressure (45 bar) boiler capable of not only generating the required mill steam but also a reliable source of electricity for the mill and the surrounding area. Up to that point, electrical power in the area had been sporadic. Power outages were common for one or two hours nearly every evening. The mill purchased a 10 MW steam turbine with extraction points to supply the mill process and a small condenser for the remaining steam. After a short period of operation, the steam turbine developed performance issues. When the mill opened the steam turbine, they found it covered in white and rust colored deposits. Analysis showed that the deposits were predominantly silica and caustic. The turbine manufacturer recommended M&M Engineering to the mill. We visited the site, evaluated the water and steam chemistry program, determined the probable causes of the deposits and developed a plan for minimizing steam contamination in the future. The recommendations included changes in the boiler operation, chemical treatment, monitoring, and water pretreatment practices. We provided a new set of chemistry guidelines and provided training to the operators and lab personnel on testing, water treatment equipment, and handling BEFORE chemical upsets. The mill took action and made many of the recommended changes before the next campaign. A year later, M&M Engineering was asked to return during the mill outage where they were again removing the turbine cover for inspection. We found the turbine was far cleaner with Figure 1. After only a short period of operation, the minimal deposits. turbine became contaminated with deposits. While there, we were able to find other AFTER ways for the plant to improve the reliability and reduce the costs associated with their steam cycle. Sugar mills are net water producers as water from the cane is removed by a series of evaporators that concentrate the syrup to the point that it crystallizes. The various streams of condensed vapor from Figure 2. The mill improved operating practices and the evaporators are chemical monitoring that made a tremendous improvement in the turbine’s appearance. known as clean and dirty condensate resulted in far longer runs on the ion depending on the propensity for the exchange demineralizer than they had condensate to be contaminated not only with sugar, but also organic acids experienced previously using a very hard well water. We also worked and alcohols that are part of the with the mill to revised the cooling natural fermentation process. tower chemistry program to allow M&M Engineering worked with the mill to find appropriate ways to reuse them to use a source of “dirty condensate” as partial makeup to their water sources that otherwise were going to waste. The mill had a water cooling tower. This also reduced the mill’s use of a very highly mineralized pretreatment system that could be well water for cooling tower makeup. used to collect a relatively clean source of condensate known as V1 for This allows the cooling tower to operate at higher cycles of preparing boiler feedwater. This 5 (Continued from page 5) concentration with better control of scaling. M&M Engineering continues to make annual visits to the mill to check on the boiler and steam chemistry, water pretreatment, and cooling water chemistry. Now that the steam turbine issues have been resolved, the lights at the mill and in the surrounding area stay on constantly. Reducing the amount of well water used helps the mill and people in the area. Contact the Authors Catherine Noble, P.E. Senior Engineer 512-407-3771 catherine_noble@mmengineering.com David Daniels Principal Scientist 512-407-3752 david_daniels@mmengineering.com New Employees Join M&M Engineering Anna Gentry joined M&M Engineering Associates, Inc. in May 2011 as a Mechanical Engineer. She has always been interested in the way things work and taking them apart to find out just how. Anna holds a Master of Science in Mechanical Engineering from Texas Tech University with an emphasis in Mechanics and Materials. In graduate school she also explored the microscopic world while studying electron microscopy. Prior to joining M&M Engineering, Anna worked as a Stress Analysis Engineer helping to design, model, test and redesign the piping of a Naptha Hydrotreater Unit for an all new refinery to be built in South America. She also has experience in boots and a hardhat as a Field Engineer constructing full containment LNG tanks on the Gulf Coast of Texas. When not at work Anna likes to solve puzzles of the mathematical and jigsaw varieties, dance the Lindy Hop, enjoy the Texas Hill Country and crochet. Candice Chastain joined M&M Engineering Associates, Inc. in February 2011 as an Administrative Assistant . Candice provides an administrative backbone for the engineers, scientists and staff of M&M Engineering. She ensures that every proposal, report and presentation that goes out under the M&M Engineering name has the proper quality and polish. She also manages incoming calls for her coworkers, performs electronic and hardcopy archiving, handles multiple incoming and outgoing mail and freight services, plans events and conferences, and keeps the office up to date and organized. Before joining M&M Engineering, Candice lived in Fort Worth, Texas, were she was a small business owner, executive administrative assistant and an office manager several times over. She holds an Associate of Science Degree from North Central Texas College. Since moving down from the Fort Worth area, Candice has enjoyed gardening, cooking, wine and exploring Austin with her doggies. Seminars & Workshops Ron Munson attended the International Gas Turbine Institute Conference in Vancouver, Canada June 6-10, 2011. Jon McFarlen attended the ASME Power 2011 Conference in Denver, CO (July 12-14) and was a panelist for the “Aging of Combined Cycle Power Plants” discussion session. TAPPI, the Technical Association of the Pulp and Paper Industry, had the PEERS conference in Portland, Oregon this year October 2- 5, 2011. Ron Lansing attended the TAPPI (Technical Association of the Pulp and Paper Industry ) Engineering Conference. M&M Engineering regularly participates in this conference and the Engineering Committees Corrosion and Materials subcommittee and task groups. Jon McFarlen gave a presentation entitled How to Assess the Health of High-Energy Piping Systems on October 31, 2011 at the Combined Cycle Users Group 2011 meeting in San Antonio, Texas. Henry Kight attended ASM International’s training on Metallography for Failure Analysis in Cleveland, Ohio August 22-26, 2011 Please visit us at www.mmengineering.com for additional information regarding conferences and events. 6 the Conduit is distributed free of charge by M&M Engineering Associates, Inc.. We welcome your comments, questions, and suggestions, and we encourage you to submit articles for publication. We grant limited permission to photocopy all or part of this publication for nonprofit use and distribution. __ Please add my name to your mailing list. __ Please delete my name from your mailing list. __ Please correct my information as listed below. I prefer to receive this newsletter by ____ Email _____ Mail Name: ________________________________________ Title: _________________________________________ Company: _____________________________________ For technical information, please contact: David Daniels (512) 407-3761 Address: ______________________________________ City: ________________ State: _______ Zip: _______ Phone: _______________ Fax: ___________________ david_daniels@mmengineering.com Email: ________________________________________ Ron Munson (512) 407-3762 Comments on this issue: __________________________ ron_munson@mmengineering.com _____________________________________________ Karen Fuentes (512) 407-3778 _____________________________________________ karen_fuentes@mmengineering.com _____________________________________________ Please send or fax this form to : Texas Illinois Oregon Wisconsin www.mmengineering.com M&M Engineering Associates, Inc. 4616 W. Howard Lane Building 2, Suite 500 Austin, TX 78728-6302 Fax: (512) 407-3766 7 We’re on the web www.mmengineering.com The metal never lies. Tel: 512 .407.8598 800.421.9185 Fax: 512.407.3766 e-mail: candice_chastain@mmengineering.com the Conduit 4616 W. Howard Lane, Bldg. 2, # 500 Austin, TX 78728-6302 All of us at M&M Engineering would like to take this opportunity to say thank you for contributing to our success and growth this past year. We sincerely hope that the upcoming year is filled with much happiness and prosperity for you and your family. Have a joyous holiday season. 8