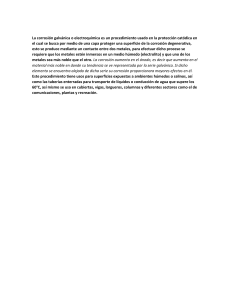
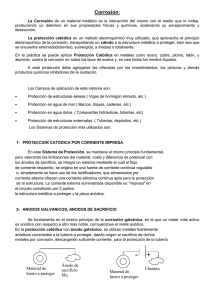
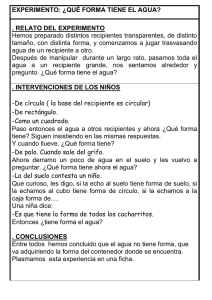
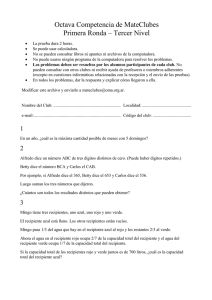
NORMAS, CÓDIGOS, ESTÁNDARES, PRÁCTICAS RECOMENDADAS Y REPORTES TÉCNICOS ARL OBJETIVOS Describir los elementos básicos de las API 510, 570, 574, 575, 650, 653, y el ASME (BPVC) Sección I, IV, V, VIII. API 510 1. Alcance 2. Referencias 3. Definiciones 4. Organización para la inspección 5. Prácticas de inspección, examinación y pruebas de presión 6. Intervalos y frecuencias de inspección 7. Evaluación de datos de presión, análisis y registro 8. Reparaciones, alteraciones y reclasificaciones APPENDIX C: Ejemplo de Registro de Inspección Video Clase 3 ALCANCE Y DEFINICIONES Ingresa aquí 02 API 510: Pressure Vessel Inspection Code Tipo de inspección interno o externo Plan de inspección Técnica de END a utilizar Área y puntos de inspección Intervalos de inspección Tipos de inspección Inspección interna: desde adentro del recipiente de presión. Visual o ENDs. Inspección externa: desde afuera del recipiente de presión en o fuera de servicio. Visual o ENDs. Incluye presión externa y estructural (escaleras, plataformas). Inspección on stream: desde afuera del recipiente de presión cuando no ha sido preparado para inspección interna, usando ENDs para determinar integridad de presión interna. Inspección de corrosión bajo aislamiento Visual (remoción parcial o total). Radiografía (real time, computarizada, detector digital). Pulso electromagnético / Infrarrojo / Neutrones. Ultrasonografía de medición de paredes. 03 TIPOS DE ENDs Visual Partículas magnéticas Tintes penetrantes Radiografía Ultrasonografía Corriente de Eddy Metalografía Termografía Emisión acústica MFL Pruebas de presión Igual ASME BPVC – Sec. VIII Factor 1,3 MAWP o 1,5 MAWP según año de código de fabricación 1999 Temperaturas entre 17 °C a 50 °C para espesores mayores a 2 in (50 mm) Temperaturas entre MDMT + 6 °C a 50 °C para espesores mayores a 2 in (50 mm) Intervalos y alcance El concepto de Intervalo de Inspección está basado en “operación segura” hasta la próxima inspección programada. Puede usarse la metodología RBI para establecer los intervalos de inspección. Si RBI establece rangos de inspección on stream o interna mayores a los 10 años, el mismo deberá estar firmado por un ingeniero. Inspección interna: Debe de ejecutarse en un periodo no mayor de 10 años o la mitad de la vida útil remanente (valor menor). Cuando la vida remanente es menor a cuatro años, la inspección debe de realizarse en completo período hasta un máximo de 2 años. Otra alternativa es calcular la MAWP proyectada para varios periodos de tiempo hasta que se obtenga la MAWP que se encuentra estampada en el equipo. El máximo periodo de inspección es de 10 años. Inspección on stream: igual a inspección interna. Inspección externa: cada 5 años o con la inspección interna u on stream. Es recomendable realizar la inspección cuando el recipiente se encuentra en operación. Recipientes de múltiples zonas: para recipientes largos de múltiples zonas de distintas velocidades de corrosión, cada zona puede ser tratada diferentemente cuando se van a establecer los intervalos de inspección. 04 Análisis, evaluación y registro DETERMINACIÓN DE LA VELOCIDAD DE CORROSIÓN La velocidad de corrosión se determina por: VELOCIDAD DE CORROSIÓN = PÉRDIDA DE MATERIAL/TIEMPO Existen dos velocidades a corto plazo y a largo plazo DETERMINACIÓN DE LA VIDA REMANENTE El cálculo de la vida remanente se mantiene de la siguiente manera: Vr = (T actual - T requerido) / Velocidad de Corrosión La velocidad de corrosión a utilizar será la que más se adecue a las condiciones actuales de corrosión. DETERMINACIÓN DE LA MÁXIMA PRESIÓN DE TRABAJO PERMITIDA (MAWP) Para determina la MAWP se debe utilizar las formulas de ASME Sección VIII. Utilizando la última edición aplicable. MAWP se calcula con el espesor actual menos dos veces la perdida estimada por corrosión. Si el espesor actual medido es mayor que el obtenido en el data report, es necesario, confirmar esta medida tomando múltiples medidas tomando en cuenta las zonas donde pudiese existir adelgazamiento por deformación. 05 API 570 Código de inspección de tuberías: Inspección, reparación, modificación y recalificación de los sistemas de tuberías en servicio API 570: Piping Inspection Code EQUIPOS CUBIERTOS POR API 570 EQUIPOS NO CUBIERTOS POR API 570 a. Productos de petróleo sin elaborar, intermedio y tratado. b. Productos químicos, sin elaborar, intermedio y tratado. c. Líneas catalíticas. d. Sistemas de hidrógeno, gas natural, gasolina, diésel, gas y fuel. e. Vapor de agua y aguas peligrosas dentro de los límites regulados por el estado. f. Químicos peligrosos dentro de los límites regulados por el estado. 1. Sistemas de tuberías de estructuras móviles. 2. Sistemas de tuberías que son parte integral de componentes rotativos o recíprocos. 3. Tubería interna de calderas. 4. Recipientes a presión, calentadores, intercambiadores de calor, incluido toda la cañería interna y externa más las conexiones. 5. Servicio sanitario, procesos de agua. 6. Tuberías con un diámetro exterior que no supere la ½”. 7. Tubería no metálica, PVC o de vidrio. Algunas definiciones Reclasificación: es un cambio en la temperatura de proyecto o en la presión de régimen aceptable máxima, o de ambas en un sistema de cañería. Una reclasificación puede consistir en un aumento, una disminución o una combinación de ambos. La desclasificación por debajo de las condiciones de proyecto originales es un medio para proveer tolerancia a la corrosión aumentada. Renovación: actividad que descarta un componente existente y que lo reemplaza con materiales de repuesto nuevos de las mismas o de mejores calidades que los componentes originales. Reparación: es el trabajo necesario para restaurar un sistema de cañería a una condición conveniente para la operación segura a las condiciones de proyecto. Si cualquiera de las reparaciones producen un cambio de presión o de temperatura de proyecto, además se cumplirán los requisitos para reclasificación. 07 PRÁCTICAS DE PRUEBA E INSPECCIÓN C ada propietario o usuario debe dar atención específica a la necesidad de inspección de sistemas de tubería que son susceptibles a los siguientes tipos específicos y áreas de deterioro: a. Puntos de inyección. b. Tramos muertos. c. Corrosión bajo aislamiento (CBA). d. Interfaces suelo aire (S/A). e. Corrosión localizada y específica del servicio. f. Erosión y corrosión/erosión. g. Agrietamiento ambiental. h. Corrosión debajo de los aislamientos interiores y depósitos. i. Agrietamiento por fatiga. j. Agrietamiento por termofluencia. k. Fractura quebradiza. l. Daño por congelamiento. FRECUENCIA Y ALCANCE DE LA INSPECCIÓN Clase 1 Los servicios con el potencial más alto de resultar en una emergencia inmediata si llegara a ocurrir una fuga están en la clase 1. a. Servicios combustibles que pueden autorefrigerar y conducir a una fractura quebradiza. b. Servicios presurizados que pueden vaporizarse rápidamente (ebullición atmosféricas por debajo de los 50 °F (10 °C)) durante la liberación, creando vapores que pueden recoger y formar una mezcla explosiva, tal como caudales de C2, C3 y C4. c. Sulfuro de hidrógeno (más grande que 3 % en peso) en un caudal gaseoso. d. Cloruro de hidrógeno anhidroso. e. Ácido fluorhídrico. f. Tubería sobre o adyacente al agua o vías de tránsito públicas. 08 Clase 2 Esta clasificación incluye a la mayoría de las tuberías de proceso de unidades. a. Hidrocarburos en el sitio que lentamente se vaporizarán durante su liberación, al igual que aquellos que operan por debajo del punto de inflamación. b. Hidrógeno, gas combustible y gas natural. c. Cáusticos y ácidos fuertes en el sitio. Clase 3 Los servicios que son combustibles pero que no se vaporizan significativamente cuando escapan y no están localizados en áreas de alta actividad se encuentran en la clase 3. a. Hidrocarburos en el sitio que no se vaporizarán significativamente durante la liberación, tales como aquellos que operan por debajo del punto de inflamación. b. Líneas de producto y destilado hacia y desde almacenamiento y carga. c. Cáusticos y ácidos lejos del sitio. Intervalos de inspección INSPECCIÓN EXTERNA a. Velocidad de corrosión y cálculos de la vida restante. b. Clasificación del servicio de cañería. c. Requisitos legales aplicables. d. Juicio del inspector, el ingeniero de cañerías, el supervisor del ingeniero de cañerías o un especialista en corrosión, con base en las condiciones de funcionamiento, la historia de la inspección anterior, resultados de inspección actuales. INSPECCIÓN DE CBA Recuerde CBA: Es Corrosión Bajo el Aislamiento, incluyendo fractura por corrosión con esfuerzo bajo aislación. Analice el siguiente video INSPECCIÓN API 570 Ingresa aquí 09 API 574 Prácticas de inspección para los componente de sistemas de tuberías La API 574 está estructurada de la siguiente manera: 1. Alcance 2. Referencias 3. Definiciones 4. Componentes (Tuberías/ Tubing / Válvulas / Fittings / Uniones) 5. Razones de Inspección 6. Inspección por deterioro en tuberías 7. Frecuencia y tiempos de inspección 8. Precauciones de seguridad y trabajo preparatorio 9. Herramientas de inspección 10. Procedimientos de Inspección 10.1. Inspección con equipo operando 10.2. Inspección con equipo parado (Shut Down) 10.3. Inspección de tuberías enterradas 10.4. Inspección de nuevas tuberías en construcción 11. Determinación de pérdidas de espesor 12. Registros APPENDIX A Checklist de Inspección Externa HERRAMIENTAS DE INSPECCIÓN Y EQUIPOS DE PRUEBAS Equipo ultrasónico Equipo radiográfico Luces y linternas portátiles Cuchillo de hoja fila Equipo de partículas magnéticas Martillo inspector Equipo de líquido penetrante ID y OD calibrador Calibradores de forma de pierna Probador de dureza portátil Medidor de espesor Detector de fugas (sónico, prueba de gas, o solución de jabón) Lupa y cámara infrarroja pirométrica Cámara de TV remota Boroscopio Imán Escobilla rígida metálica Espejo pequeño Marcador Notebook o sketches Regla de acero Kit de identificación de material PROCEDIMIENTOS DE INSPECCIÓN Inspección visual Pérdidas de contención, fugas o derrames visibles Alineamiento Soportes Vibración Corrosión externa Acumulación de líquidos corrosivos Puntos Calientes Mediciones de espesor 11 Donde se deben ejecutar las pruebas de presión A. Líneas enterradas o de difícil acceso. B. Agua y otras líneas de servicios no peligrosas. C. Líneas largas de transferencias de petróleo en áreas donde una fuga podría ser peligrosa para personas o dañina para el medioambiente. D. Sistemas con manifold complicados E. Sistemas de tubing y pequeñas tuberías. F. Todos los sistemas luego de limpiezas con químicos. Fluidos utilizados en pruebas de presión A. Agua con o sin agentes inhibidores o descongelantes. B. Líquidos de pruebas no tóxicos o inflamables en caso de fugas. C. Vapor. D. Aire, dióxido de carbono, nitrógeno, helio u otro gas inerte. PRUEBAS DE DIFERENCIAL DE POTENCIAL Las pruebas de diferencial de potencial en intervalos cerrados son usadas para localizar: puntos de corrosión ánodos galvánicos corrientes residuales problemas de revestimiento contactos no deseados enterrados resistividad de suelo inadecuada protección catódica. Los intervalos entre mediciones son usualmente 0.8, 1.5, 3, o 6 metros. 12 API 650 Tanques de acero soldados para el almacenamiento de aceites. API 653 Inspección, reparación, modificación y reconstrucción de tanques. 13 API 650 / 653 A. Tanques pequeños C. Techos flotantes externos E. Diseño sísmico F. Presiones internas pequeñas API 650 H. Techos flotantes internos J. Tanques ensamblados en taller M. Tanques a elevada temperatura N. Materiales nuevos no identificados P. Cargas admisibles en conexiones V. Diseño para presión exterior 14 API 653 INSPECCIONES DESDE EL EXTERIOR DEL TANQUE Inspección de servicio de rutina Este tipo de inspecciones se deben realizar a través de los operadores con una periodicidad no mayor a 30 días. Inspección externa Debe ser llevada a cabo por un inspector autorizado en un intervalo determinado, así: A lo máximo cada 5 años o, RCA/4N años (donde RCA es la diferencia entre el valor medido y el mínimo requerido y N es la tasa de corrosión del envoltorio). Inspección de espesor ultrasónico Cuando la tasa de corrosión no es conocida, se debe inspeccionar en intervalos máximos de 5 años. Cuando la tasa de corrosión es conocida, el máximo intervalo debe ser el valor más pequeño entre lo siguiente: RCA/2N años (donde RCA es la diferencia entre el valor medido y el mínimo requerido y N es la tasa de corrosión del envoltorio). 15 años. Inspección interna Reunir los datos necesarios para la evaluación de espesor mínimo del fondo y del envoltorio. Identificar y evaluar cualquier arreglo de fondo de tanque Todos los tanques deben tener una inspección interna formal dirigida según los intervalos definidos por 6.4.2. Intervalos de inspección El intervalo desde el inicio del servicio hasta la inspección interna inicial no puede exceder 10 años. 15 API 575 Inspección de tanques de almacenamiento atmosféricos y de baja presión. La API 575 esta estructurada de la siguiente manera 1. Alcance 2. Referencias 3. Métodos de ENDs seleccionados 4. Tipos de tanques de almacenamiento 5. Razones para la inspección 6. Frecuencias de inspección 7. Métodos de inspección 8. Métodos de reparación 9. Registros y reportes Apéndice A – Formato Típico de Registro en Campo e Histórico Apéndice B – Formato Típico de Reporte Apéndice C – Check list para Inspección de Tanque Esta práctica recomendada cubre la inspección de tanques de almacenamiento atmosféricos y de baja presión que han estado en servicio. Esta práctica recomendada está destinada a complementar el estándar API 653, que proporciona los requisitos mínimos para mantener la integridad de los tanques de almacenamiento después de que se han puesto en servicio. Tipos de tanques 3 métodos de ensayos no destructivos (NDE) seleccionados a) Medición ultrasónica de espesores b) Ensayo y ultrasónico de corrosión c) Ensayo ultrasónico de ondas cortantes d) Ensayo magnético del piso Razones para la inspección según API 575 Los tanques de almacenamiento son generalmente inspeccionados para determinar su condición física y la tasa de deterioro. a) Reducir el potencial de falla y emisiones de los productos almacenados. b) Mantener las condiciones de operación seguras. c) Hacer reparaciones o determinar cuando la reparación o el reemplazo de un tanque puede ser necesario. d) Determinar si ha ocurrido algún deterioro y si es así prevenirlo o mitigar un deterioro adicional. e) Mantener el agua subterránea, el agua de los canales próximos y el aire libre de contaminación de hidrocarburo y químico. 7.2. INSPECCIÓN EXTERNA DEL TANQUE EN SERVICIO Apéndice C, Tabla C-1, para una lista de chequeo detallada in service: a) Inspección de escaleras y peldaños / plataformas y accesos b) Inspección de plataformas y accesos c) Inspección de la fundación d) Inspección de los pernos de anclaje e) Inspección de conexiones de tubería f) Inspección de la conexión a tierra g) Inspección del recubrimiento y aislamiento h) Medición de espesores i) Fugas, grietas y distorsión j) Inspección de remaches k) Inspección del techo l) Inspección de equipo auxiliar 7.3 INSPECCIÓN EXTERNA DE TANQUES FUERA DE SERVICIO a) Inspección externa del fondo del tanque b) Inspección externa de las conexiones de tubería c) Inspección del techo externo del tanque d) Inspección de válvula e) Inspección de equipo auxiliar 7.4 INSPECCIÓN INTERNA: Apéndice C, Tabla C-2 a) Inspección visual preliminar b) Fondo de tanques (Apéndice C, tabla C-2, C.2.3) c) Cuerpo del tanque (Apéndice C, tabla C-2, C.2.4) d) Prueba de fugas e) Revestimientos f) Elementos estructurales y techo (Apéndice C, Tabla C-2, C.2.6) g) Equipo interno (Apéndice C, tabla C-2, C.2.11.6) 17 ASME BPVC Código de calderas y recipientes a presión (BPVC), esta dividido en la siguientes secciones Sec. I Power Boilers Sec. II Materials Sec. III Nuclear Facility Components Sec. IV Heating Boilers Sec. V Non Destructive Examination ASME BPV code Sec. VI Care of heating boilers Sec. VII Care of power boilers Sec. VIII Pressure vessels Sec. IX Welding and B. Qualifications Sec. X Fiber Reinforced plastic PV Sec. XI Insp. of nuclear power plant Sec. XII Transport tanks CLASIFICACIÓN Dos tipos de Códigos se utilizan en la construcción de las calderas y recipientes a presión 1. Los códigos de construcción: • Sección I • Sección III • Sección IV • Sección VIII • Sección X • Sección XII 2. Los códigos de referencia • Sección II • Sección V • Sección IX 19 ASME BPVC SECCIÓN I Inspección y pruebas PG-99.1. Las pruebas de presión hidrostática deben aplicarse elevando la presión gradualmente a no menos de 1 1/2 veces la presión de trabajo máxima permitida. PG-99.2. La presión de prueba hidrostática puede luego reducirse a la presión de trabajo máxima permitida, como se muestra en el Informe de datos, para ser estampada en la caldera y mantenerse a esta presión mientras se examina cuidadosamente. La temperatura del metal no será superior a 120 °F (50 °C) durante el examen de cerca. ASME BPVC SECCIÓN IV Reglas para la construcción de calderas de calentamiento Aplica para calderas de alta potencia y presión Calderas en las cuales el vapor de agua u otro vapor es generado a presiones que exceden los 15 psi (100 KPa). Calderas de agua de alta temperatura destinada para la operación a presiones que exceden lo 160 psi (1.1 MPa) o temperaturas que excedan los 250 °F (120 °C) Aplica para calderas comerciales, calderas industriales, calderas de baja presión Calderas en las cuales el vapor de agua u otro vapor es generado a presiones que no excedan los 15 psi (100 KPa). Calderas de agua de alta temperatura destinada para la operación a presiones que no exceden lo 160 psi (1.1 MPa) o temperaturas que excedan los 250 °F (120 °C) ASME SECCIÓN IV: INSPECCIÓN Y PRUEBAS HG-500 PRUEBAS DE COMPROBACIÓN PARA ESTABLECER PRESIÓN DE DISEÑO HG-501.1 Tipos de pruebas. Se prevén dos tipos de pruebas para la determinación de la presión de diseño interna: a) Pruebas basadas en la fluencia de la parte a probar. Estas se limitan a materiales con una relación de fluencia mínima especificada a esfuerzo mínimo de 0.625 o menos. Si una parte probada no muestra evidencia de fluencia permanente según HG-502.1 y HG-502.2, puede estar estampada con el código. b) Pruebas basadas en la rotura de la pieza. La pieza de comprobación probada según las disposiciones de la prueba de explosión no debe estar estampada por el código. Se realiza mediante una prueba de explosión hidrostática. HG-510 PRUEBA HIDROSTÁTICA 1) Se aplica una presión de prueba hidrostática de al menos 240 psi (1.9 MPa) a los tubos y la caldera. 2) Un tiempo de retención de 5 minutos se mantiene en la caldera a la presión de prueba interna requerida. 3) La presión de prueba se puede reducir a la presión de trabajo máxima permitida para la inspección. 4) Los tubos deben ser fácilmente visibles para inspección mientras están bajo presión. 22 ASME BPVC SECCIÓN V Ensayos no destructivos Contiene los requisitos y métodos de análisis no destructivo (END), que son los requisitos del código. Estos procedimientos de evaluación tienen por objeto detectar las discontinuidades, internas y superficiales, en los materiales, soldaduras, piezas fabricadas y otros componentes. A) La subsección A describe los métodos de inspección no destructiva, si es referenciado por otros códigos o documentos de referencia. B) La subsección B lista los estándares que cubren los métodos de inspección no destructiva. Estos no son mandatorios, a menos de que haya una referencia específica en todo o parte de la subsección A o como se indica en otra sección del código o documento de referencia. SUBSECCIÓN A: MÉTODOS DE ENSAYO NO DESTRUCTIVOS Artículo 1. Requerimientos generales T-110 Alcance T-120 General T-130 Equipos T-150 Procedimientos T-160 Calibración T-170 Exámenes e inspecciones T-180 Evaluación T-190 Registros y documentación Apéndice mandatorio I Glosario de términos para ensayos no destructivos. Apéndice mandatorio II Requisitos de calificación del personal suplementario para la certificación de END. Apéndice no mandatorio A Imperfección vs. tipo de método de END. ASME SECCIÓN V: Índice SUBSECCIÓN A: MÉTODOS DE ENSAYO NO DESTRUCTIVOS Artículo 2: examen radiográfico Artículo 4: métodos de examen ultrasónico para soldaduras. Artículo 5: métodos de examen ultrasónico para materiales. Artículo 6: examen de líquido penetrante Artículo 7: examen de partículas magnéticas Artículo 8: examen de la corriente de Foucault Artículo 9: examen visual Artículo 10: pruebas de Fugas Artículo 11: examen de emisiones acústicas de recipientes de plástico reforzado con fibra. Artículo 12: examen de emisión acústica de recipientes metálicos durante la prueba de presión. Artículo 13: monitoreo continuo de emisiones acústicas de componentes de límites de presión. Artículo 14: calificación del sistema de ensayo. Artículo 15: técnica de medición de campo de corriente alterna (ACFMT). Artículo 16: examen de fugas de flujo magnético (MFL). Artículo 17: método de examen de prueba de campo remoto (RFT). Artículo 18: examen de reflectometría acústica de pulso (APR). SUBSECCIÓN B: DOCUMENTOS ADOPTADOS POR LA SECCIÓN V Artículo 19: método de examen de onda guiada para tuberías. Artículo 22: estándares radiográficos. Artículo 23: normas ultrasónicas. Artículo 24: estándares de líquidos penetrantes. Artículo 25: estándares de partículas magnéticas. Artículo 26: normas de Eddy Current. Artículo 29: normas de emisión acústica. Artículo 30: norma de terminología para ensayos no destructivos. Índice Artículo 31: estándar de medición de campo de corriente alterna. ASME BPVC SECCIÓN VIII ASME BPVC, SECCIÓN VIII, División 1, 2 y 3 Alcance Aplicable para presión entre 15 psig y 3000 psig. Requerimientos no aplican a partes sin o con menor presión, excepto partes soldadas incorporadas para trabajos sin o con menor presión. Ítem específicos fuera de alcance. Calentadores tubulares de piroprocesos (p. ej. hornos). Compartimentos presurizados que forman parte de dispositivos o equipos mecánicos (p. ej. bombas, turbinas, compresores). Sistema de tuberías y sus componentes. 27 ASME BPVC, SECCIÓN VIII, SUBPARTE UG SubParte UG: requerimientos generales para todos los métodos de construcción y todos los materiales Materiales : UG-4 a UG-15 Diseño: UG-16 to UG-35 Aperturas y refuerzos: UG-36 a UG-46 Superficies reforzadas y permanentes: UG-47 a UG-50 Uniones: UG-53 a UG-55 Fabricación: UG-75 a UG-85 Inspección y Pruebas: UG-90 a UG-103 Marcas y reportes: UG-115 a UG-120 Dispositivos de alivio de presión: UG-125 a UG-137 SubParte UW: requerimientos de Recipientes de Presión Fabricados por Soldaduras General: UW-1 to UW-4 Materiales : UW-5 Diseño: UW-8 a UW-21 Fabricación: UW-26 a UW-42 Inspección y Pruebas: UW-46 a UW-53 Marcas y Reportes: UW-60 Dispositivos de Alivio de Presión: UW-65 Requerimientos más utilizados UG-27: espesor de envoltorios bajo presión interna. UG-28: espesor de envoltorios bajo presión externa. UG-29: anillos rigidizantes de envoltorios cilíndricos bajo presión externa. UG-32 & 33: tipos de cabezales bajo presión interna y externa. UG-34: cabezales planos. UG-36 & 37: aberturas y refuerzos. UG-41: resistencia de refuerzos. UG -47: superficies reforzadas y permanentes. UG – 53_ uniones. UW-12 & 15: eficiencia de soldaduras y requerimientos. UCS -56: requerimientos de PWHT (Post Weld Heat Treatment). UG -99 & 100: requerimientos de pruebas hidrostáticas y neumáticas. TANQUE O RECIPIENTE PRESURIZADO Un recipiente presurizado fue diseñado para la contención de fluidos bajo presión interna y/o externa, directa o indirecta, incluyendo procesos térmicos indirectos o la combinación de estos: Tipos conforme orientación: 1. Horizontal 2. Vertical Tipos conforme funciones: 1. Almacenamiento 2. Columnas / Absorsores 3. Intercambiadores de calor 28 TÍPICO TANQUE PRESURIZADO VERTICAL TÍPICO TANQUE PRESURIZADO HORIZONTAL 29 CONDICIONES DE DISEÑO Esfuerzos en envoltorios esféricos vs cilíndricos 30 PRESIÓN INTERNA TANQUE ESFERA PRESIÓN INTERNA ENVOLTORIO CILÍNDRICO 31 TIPOS DE CABEZALES O TAPAS: 1. Hemisférica 2. Elíptica 3. Toriesférica 4. Cónica 5. Toriconical 6. Cabezal ciego PRESIÓN INTERNA CABEZALES O TAPAS 32 PRESIÓN EXTERNA ANILLOS RIGIDIZANTES Perfil de momentos de inercia Distancia entre anillos Forma del perfil Posicionamiento Material del anillo Resistencia de corrosión externa 33 Eficiencia de juntas UW3, Categorías de juntas Categoría A. Longitudinal de uniones soldadas en el cuerpo principal, transiciones de diámetro o boquillas, uniones circunferenciales soldadas las cabezas hemisféricas de los depósitos principales Categoría B. Uniones soldadas circunferenciales en el depósito principal, transiciones de diámetro, incluyendo las juntas entre la transición y el cilindro, uniones soldadas circunferenciales conectadas que forman la tapa hemisférica de los depósitos, las transiciones de diámetro o las boquillas. Categoría C. Uniones soldadas las bridas, placas tubulares. Categoría D. Las juntas soldadas unen boquillas al cuerpo principal, a las esferas, a las transiciones de diámetro, a las tapas. 34 UW12, Tipos de juntas Ensayos no destructivos en juntas UW 11: NIVELES DE RT UW-11 (a): full (procedimientos según UG-40) Categorías A y B en servicio con productos letales. Espesores mayores a 38 mm o tablas de materiales (p. ej. UCS 57). UW 11 (b): spot (procedimientos según UG-52) UW-11 (c) : No RT Eficiencia de juntas 35 Partes de boquillas y conexiones Brida Cuello Refuerzo Tipos de bridas Clases de presión de bridas 36 JUNTAS Juntas espirometálicas Aperturas y refuerzos de boquillas/conexiones 37 Tipos de soporte Tipo faldón: uno de los soportes más comunes para sostener recipientes verticales. Este método de apoyo minimiza las tensiones locales al punto de atadura, y la carga es uniformemente distribuida por encima de la circunferencia. El uso de faldas cónicas es más caro desde el punto de vista de fabricación e innecesario para la mayoría de situaciones de diseño. Tipo silleta: tanques y recipientes horizontales están sobre silletas. El Código de ASME especifica que el mínimo ángulo de arco (el ángulo del contacto) es 120 º. Las silletas son de acero, aunque en raras ocasiones se hacen de concreto. Normalmente un extremo del recipiente es sujetado (apoyo fijo) y el otro superpuesto (apoyo libre). Tipo columna: las columnas deben espaciarse igualmente alrededor de la circunferencia. Las abrazaderas de la oscilación son los miembros diagonales, llamados contraventeos, que transfieren cargas horizontales. Sin embargo, los contraventeos en cruz, solo trabajan a tensión. 38 UG-99: prueba hidrostática estándar Una prueba hidrostática debe realizarse en todos los recipientes luego de: Haber concluido la fabricación, excepto por operaciones que no pudieron efectuarse previo a la prueba, como culminación de la soldadura. Realizarse todas las examinaciones, excepto por aquellas obligadas luego de la prueba. Cualquier líquido no peligroso (a cualquier temperatura) podría usarse para la prueba hidrostática si está por debajo de su punto de ebullición. Los recipientes diseñados para presión interna deben estar sujetos a la presión para pruebas hidrostáticas. La presión, en cada punto de la superficie, es igual a 1,3 veces la presión máxima de trabajo multiplicado por el ratio de esfuerzo térmico. Se recomienda que la temperatura del metal durante las pruebas se mantenga a menos 60 ºF (17 ºC) por encima de la temperatura mínima de diseño pero sin exceder los 120 ºF (50 ºC). La prueba de presión no debe aplicarse hasta que el recipiente y su contenido estén bajo la misma temperatura. Si la temperatura excede lo permitido 120 ºF, solo se tendrá que esperar que la temperatura disminuya. Los venteos deberán instalarse en los puntos altos del recipiente, los cuales son para purgar posibles bolsas de aire mientras que el recipiente es llenado. 39 UG-100: prueba neumática Requisitos de la prueba neumática Una prueba neumática puede ser usada solamente cuando el recipiente no haya sido diseñado para soportar el peso del líquido, o donde los residuos de la prueba hidrostática puedan ser peligrosas para las condiciones de servicio del recipiente. NDE previo a la prueba neumática Todas las soldaduras alrededor de las aberturas o conexiones con una dimensión de garganta mayor que ¼” tienen que ser examinadas con PT o MT antes de la prueba neumática. Presión Mínima para la Prueba Neumática Inspección Antes de efectuar una inspección detallada de todas las juntas y conexiones, la presión deberá ser bajada a la presión de prueba dividida por 1,1 TRATAMIENTO TÉRMICO POSTERIOR A SOLDADURA (PWHT) Objetivo Reducir el esfuerzo residual en soldaduras. Modificar la microestructura de soldadura. Efecto Reducir la susceptibilidad de fallas por brittle (fragilidad térmica). Aumentar la resistencia a esfuerzos de cracking por corrosión. Aumentar las estabilidades dimensionales. 40 REQUISITOS PARA PHWT (UCS-56) La temperatura del horno no será superior a 800 °F(427 ºC) Durante el período de calentamiento, no debe haber una mayor variación de temperatura, en toda parte del recipiente, de 250 °F (139 °C) dentro de 15 pies (4,6 m) intervalo de longitud. La atmósfera del horno deberá estar controlada para evitar excesiva oxidación de la superficie del recipiente. Por encima de 800 °F (427 °C), el enfriamiento se llevará a cabo en un horno cerrado o cámara de enfriamiento a una velocidad no superior a 500 °F/h (278 °C) dividido por el espesor máximo de la placa de metal del casco o de la cabeza en pulgadas. 41 ASME BPVC, CERTIFICADOS DE AUTORIZACIÓN SÍMBOLO/ESTAMPA CÓDIGO REQUERIDO 1. “A” ( ASSEMBLY BOILER) B 31.1 &SEC- 1 & SEC II –C 2. “U” (PRESSURE VESSEL) ASME SEC VIII DIV -1 3. “U2” (PRESSURE VESSEL) ASME SEC VIII DIV-2 4. “U3” (HIGH PV) ASME SEC VIII DIV- 3 4. “S” (POWER BOILER) B31.1 & SEC-1 5. “UV” (PV SAFETY VALVE) ASME SEC VIIII DIV -1 /2 6. “V” (BOILER SAFETY VALVE) SEC -1 7. “qp” (PRESSURE PIPING) B31.1 & SEC -1 UG-116: estampas requeridas Cada recipiente a presión debe marcarse con lo siguiente: El símbolo oficial mostrado sobre los recipientes inspeccionados con relación a lo expuesto en UG-90. Nombre del fabricante del recipiente. Presión máxima de trabajo. Temperatura mínima de diseño. Número de serie del fabricante. Año de construcción. 42 ASME BPVC, CERTIFICADOS DE AUTORIZACIÓN 43 APÉNDICES OBLIGATORIOS: END Los siguientes Apéndices son aplicables para los ensayos no destructivos: Apéndice 4: criterios de aceptación para las indicaciones redondeadas en la radiografía Apéndice 6: métodos para el ensayo con partículas magnéticas Apéndice 8: métodos para el ensayo con líquidos penetrantes Apéndice 12: ensayo con ultrasonido de las soldaduras APÉNDICE MANDATORIO 4 CRITERIOS DE ACEPTACIÓN PARA LAS INDICACIONES REDONDEADAS EN LA RADIOGRAFÍA Indicaciones redondeadas. Las indicaciones con una longitud máxima de tres veces el ancho o menos en la radiografía se definen como indicaciones redondeadas. Indicaciones alineadas. Se considerará que una secuencia de cuatro o más indicaciones redondeadas está alineada cuando tocan una línea paralela a la longitud de la soldadura dibujada a través del centro de las dos indicaciones redondeadas externas. Espesor t. t es el espesor de la soldadura, excluyendo cualquier refuerzo permisible. Para una soldadura a tope que une dos miembros con diferentes espesores en la soldadura, t es el más delgado de estos dos espesores. 44 45 APÉNDICE MANDATORIO 6 6-4 Normas de aceptación Estas normas de aceptación se aplicarán a menos de que se especifiquen otras normas más restrictivas para materiales o aplicaciones específicas dentro de esta división. Todas las superficies a examinar estarán libres de: a) Indicaciones lineales relevantes b) Indicaciones redondeadas relevantes mayores de 3/16 pulg (5 mm) c) Cuatro o más indicaciones redondeadas relevantes en una línea separada por 1/16 pulg (1.5 mm) o menos, de borde a borde. APÉNDICE MANDATORIO 8 8-4 Normas de aceptación Estas normas de aceptación se aplicarán a menos de que se especifiquen otras normas más restrictivas para materiales o aplicaciones específicas dentro de esta división. Todas las superficies a examinar estarán libres de: a) Indicaciones lineales relevantes b) Indicaciones redondeadas relevantes mayores de 3/16 pulg (5 mm) c) Cuatro o más indicaciones redondeadas relevantes en una línea separada por 1/16 pulg (1.5 mm) o menos, de borde a borde. APÉNDICE MANDATORIO 12 12-3 Normas de rechazo o aceptación Las imperfecciones que producen una respuesta superior al 20 % del nivel de referencia deben investigarse. a) Las indicaciones caracterizadas como grietas, falta de fusión o penetración incompleta son inaceptables independientemente de la longitud. b) Otras imperfecciones son inaceptables si las indicaciones exceden la amplitud del nivel de referencia y tienen longitudes que exceden: (1) 1/4 pulg (6 mm) para t hasta 3/4 pulg (19 mm) (2) 1/3 t para t de 3/4 in A 2 1/4 in (19 mm a 57 mm) (3) 3/4 pulg (19 mm) para t sobre 2 1/4 pulg (57 mm) 46 NATIONAL BOARD INSPECTION CODE (NBIC) Parte RA: requerimientos administrativos Parte RB: inspección en servicio de ítems de contención de presión Parte RC: reparaciones y alteraciones Parte RD: métodos de reparación Parte RE: reparación de válvulas de alivio de presión Apéndices mandatorios. Apéndices no mandatorios. Contenido Alcance Proporciona directrices y requisitos para la realización de inspecciones y ensayos de elementos de contención de presión y dispositivos de alivio de presión. RB-2120: requisitos de entrada de recipientes No se introducirá ningún elemento de contención de presión hasta que se haya preparado adecuadamente para la inspección. a) Los peligros potenciales y sus controles han sido identificados por el propietario o usuario y se señalan al inspector b) Coordinación de la entrada en el objeto por el inspector y el propietario c) Si el elemento de protección personal es requerido para entrar en un área o equipo, el EPP necesario estará disponible y el Inspector estará adecuadamente capacitado en su uso. d) Un programa eficaz de aislamiento de energía (bloquear o remover etiqueta). e) El inspector deberá cerciorarse de que existe una atmósfera segura. El contenido de oxígeno de la atmósfera respirable será entre 19.5 % y 23.5 %. No se permitirá al inspector entrar en una zona si hay gases tóxicos, inflamables o inertes, vapores o polvos por encima de los límites aceptables sin el equipo de protección individual adecuado. RB-2210: preparación para inspección interna a) Cuando un recipiente está conectado a una cabezal común con otros recipientes o en un sistema donde los líquidos o gases están presentes, el recipiente se aislará mediante válvulas de cierre o bloqueo. b) Cuando existen materiales tóxicos o inflamables, precauciones adicionales de seguridad pueden requerir la eliminación de secciones de tubería o supresión de tuberías antes de entrar en el recipiente. c) Se permitirá que el recipiente se enfríe o se caliente a un ritmo que evite daños al mismo. Cuando una caldera está siendo preparada para una inspección interna, el agua no debe ser retirada hasta que haya sido refrigerada lo suficiente a una velocidad para evitar daños a la caldera. d) El recipiente deberá ser drenado de todos los líquidos y deberá ser purgado de cualquier tóxico o inflamable, gases u otros contaminantes contenidos en el recipiente. La ventilación mecánica después de la operación de purgación se mantendrá hasta que todas las bolsas de "aire muerto" que puedan contener gases tóxicos, inflamables o inertes se reduzcan a límites aceptables y seguros. d) Se retirarán las placas de orificio u otros accesorios según solicitado por el inspector. e) El inspector no entrará en un recipiente hasta que se hayan tomado todas las precauciones de seguridad. La temperatura del recipiente deberá ser tal que el personal encargado de la inspección no se vea expuesto a un calor excesivo. Las superficies de los recipientes deben limpiarse según sea necesario. 49 f) Si así lo solicita el inspector o lo exige el procedimiento, una persona responsable (el asistente) permanecerá fuera del recipiente en el punto de entrada mientras el inspector se encuentre dentro del mismo y supervisará la actividad dentro y fuera y se pondrá en contacto con el inspector cuando sea necesario. Nota: si un recipiente no ha sido debidamente preparado para una inspección interna, el inspector deberá negarse a realizar la inspección. RB-2220: actividades previas a la inspección a) Fecha de la última inspección. h) Revisión de reparaciones o alteraciones para cumplimiento con los requisitos aplicables. i) Observación del estado de la instalación completa, incluido el mantenimiento y el funcionamiento. j) Antes de iniciar la inspección, debe revisarse la zona en busca de posibles peligros. RB-inspección en servicio de elementos de retención de presión RB-3110 VISUAL RB-3120 PARTÍCULA MAGNÉTICA RB-3130 LÍQUIDO PENETRANTE b) Certificado de inspección jurisdiccional actual. RB-3140 ULTRASONIDO c) Código símbolo de estampe o marca de código de construcción ASME. d) Número de registro de la junta nacional o jurisdicción. e) Condiciones de funcionamiento y contenido normal del recipiente. f) Informe de inspección anterior, registros de operaciones y registros de ensayos. g) Registros de comprobaciones de espesor de pared, especialmente en histórico de corrosión o erosión. RB-3150 RADIOGRAFÍA RB-3160 Corriente de Eddy (método que mide los cambios en un campo magnético causados por discontinuidades). RB-3170 Metalográfico (método de pulido local y visualización de la superficie de un elemento de contención a presión con un microscopio para determinar la condición de la microestructura metálica). RB-3180 Emisión acústica 50 RB-3210: prueba de presión Una prueba de presión con aire, agua o cualquier otro medio de prueba puede ser necesaria para evaluar la estanqueidad. Una prueba de presión no proporcionará ninguna indicación de la cantidad de vida útil restante ni de la fiabilidad futura de un elemento de retención de presión. a) La presión de ensayo no debe superar el 90 % de la presión más baja de disparo (set pressure) de los dispositivos de alivio de presión de ajuste. b) Cuando la presión de ensayo original incluye la consideración de la tolerancia a la corrosión, la presión de ensayo puede ajustarse sobre la base de la tolerancia a la corrosión restante. c/d) La temperatura del metal durante un ensayo de presión no debe ser inferior a 60 °F (16 °C) ni mayor a 120 °F (50 °C) e) Cuando se prohíba la contaminación del contenido del recipiente, se acordará el procedimiento de ensayo entre el propietario o usuario y el inspector. RB-8410: inspecciones recomendadas y frecuencia de pruebas Calderas de potencia a) Presión inferior a 400 psig (3 MPa): chequeo manual cada 6 meses; prueba de presión anual para verificar la presión de ajuste de la placa o según la experiencia de operación verificada por el historial de pruebas. b. Presión mayor a 400 psig (3 MPa): prueba de presión para verificar la presión de ajuste de la placa cada tres años o según la experiencia de funcionamiento verificada por la historia de la prueba. Las pruebas de presión se deben realizar antes de bajar la caldera para una inspección interna planificada, por lo que se pueden realizar las reparaciones o ajustes necesarios mientras la caldera está apagada. Calderas de vapor de baja presión Chequeo manual trimestral: prueba de presión anual antes de la temporada de calentamiento de vapor para verificar la presión establecida de la placa. Calderas de calentamiento de agua caliente Chequeo manual trimestral: prueba de presión anual antes de la temporada de calentamiento de vapor para verificar la presión establecida de la placa. Calentadores de agua Chequeo manual cada dos meses. Debido al costo relativamente bajo de las válvulas de seguridad para este servicio, se recomienda reemplazar una válvula defectuosa con una nueva si se indica una reparación o restablecimiento. 51 Recipientes de presión y tubería Cuando no se disponga de registros de los ensayos o del historial de los ensayos, se sugiere la siguiente frecuencia de inspección. RB-9130: método para estimar la vida útil restante de la exposición a corrosión Vida restante = ( t (real) - t (requerido) ) / tasa de corrosión Tipo de Servicio Vapor: anual Gases secos y limpios: cada tres años Válvulas de alivio de presión: cada cinco años Propano, Refrigerante: cada cinco años Todos los demás: por historial de inspección Podrá utilizarse cualquier método de examen no destructivo adecuado para obtener mediciones de espesor siempre que los instrumentos empleados estén calibrados de acuerdo con las especificaciones del fabricante o con una norma nacional aceptable. RB-9000: métodos para estimar la vida útil restante y los intervalos de inspección a) Si se dispone de aberturas existentes convenientemente situadas, las mediciones podrán efectuarse a través de las aberturas. RB-9110: métodos para estimar la vida útil restante de la exposición a temperaturas elevadas a) Medidas dimensionales del objeto para comprobar si hay deformación. b) Medición de la escala de óxido y espesor de la pared para su uso en el análisis de ingeniería para determinar la vida útil restante. c) Examen metalográfico para determinar el grado de exposición al daño por deslizamiento durante el servicio. d) Extracción de una muestra de material para la prueba de ruptura de fluencia. RB-9120: método para estimar intervalos de inspección por exposición a temperaturas elevadas. Definido por el inspector según el método a ser usado. b) Cuando es imposible determinar el espesor por medios no destructivos, se puede perforar un agujero a través de la pared metálica. En el caso de los nuevos elementos de contención de presión. a) Tasa de corrosión establecida por los datos recogidos por el propietario o usuario de servicio similar o fabricante. b) Juicio de experto. c) Las determinaciones de espesor en la corriente se realizan después de aproximadamente 1 000 horas de servicio. Se tomarán conjuntos de mediciones de espesor después de intervalos adicionales similares hasta que se establezca la tasa de corrosión. 52 Recipientes sobre el suelo Todos los recipientes a presión situados sobre el suelo se someterán a un examen externo después de haber funcionado un período de cinco años o un cuarto de vida, de preferencia mientras estén en funcionamiento. Servicio Interrumpido Los períodos de inspección mencionados más arriba suponen que el elemento de contención de presión está en funcionamiento continuo, interrumpido únicamente por intervalos normales de parada. Si el elemento de contención de presión ha sido almacenado indebidamente, expuesto a un entorno perjudicial o la condición es sospechosa, deberá someterse a una inspección antes de ser puesto en servicio. Referencias API 510: código de inspección de recipientes a presión: mantenimiento, inspección, clasificación, reparación y alteración. API 570: código de inspección de tuberías: inspección, reparación, modificación y recalificación de los sistemas de tuberías en servicio. API 574: prácticas de inspección para los componentes de sistemas de tuberías. API 575: inspección de tanques de almacenamiento atmosféricos y de baja presión. API 650: tanques de acero soldados para el almacenamiento de aceites. API 653: inspección, reparación, modificación y reconstrucción de tanques. ASME: código de calderas y recipientes a presión (BPVC) Sección I, IV, V, VIII 53