PROCESO: MECANIZACION POR DEFORMACION
Anuncio

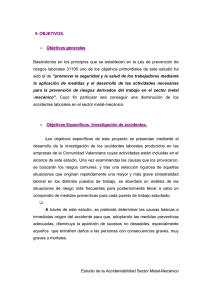
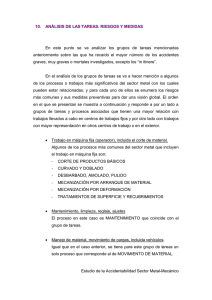
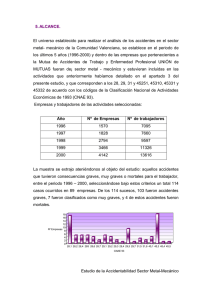
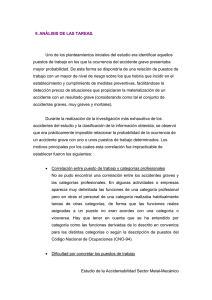
o PROCESO: MECANIZACION POR DEFORMACION DESCRIPCION DEL PROCESO En este proceso se conforman piezas metálicas aplicando grandes fuerzas de tracción y compresión, siendo muy común en el sector del metal. Entre los subprocesos más habituales podemos destacar los siguientes: • Embutición • Troquelado • Engatillado • Punzado • Repulsado • Forja • Estampación La pieza metálica a trabajar se dispone sobre la máquina, y mediante el accionamiento de ésta se ejerce una presión sobre el punzón, matriz, troquel o estampa conformando la pieza hasta alcanzar la forma deseada. Para la realización de las operaciones mencionadas se utilizan básicamente prensas mecánicas sobre la que se montan diferentes útiles En particular, para operaciones de corte de formas, se utilizan troqueles de igual manera que para la embutición o punzado. Existen otras máquinas de aplicación de presión por aplicación continuada de golpes como el martinete para forja. En la estampación, el metal, casi siempre en forma de chapas, flejes o bobinas de chapa de acero laminado en frío, adquiere la forma entre las estampas, pudiéndose realizar en un proceso de conformación gradual (varias etapas de estampación en frío). Estudio de la Accidentabilidad Sector Metal-Mecánico En la forja, como una estampación en caliente, las fuerzas de compresión se aplican sobre piezas metálicas en bloque que han sido previamente calentadas hasta altas temperaturas que aumentan su plasticidad, de manera que pueden conseguirse las formas requeridas en menos pasos. Generalmente, el accionamiento y la alimentación de la máquina es manual, pieza a pieza. En algunos casos se utilizan sistemas de alimentación automática, partiendo de material metálico en continuo (en bobinas de fleje o chapa cuyo suministro se regula a través de devanaderas) para proceder a la presión y conformado, que va asociado al proceso de corte en piezas. Los equipos o máquinas más habituales utilizados en este proceso son: prensas de estampación, de embutición, de corte con troqueles, martinetes, , sopletes de gas para calentamiento de piezas, herramientas manuales, etc. Estudio de la Accidentabilidad Sector Metal-Mecánico RIESGOS Y MEDIDAS PREVENTIVAS 02 CAIDAS DE PERSONAS AL MISMO NIVEL. Identificación.- Caídas al mismo nivel en presencia de restos metálicos de piezas, chapas o recortes metálicos en proceso acumulados en suelo alrededor de la máquina Prevención.ü Limpiar periódicamente los restos de piezas o virutas procedentes del corte ü Disponer de contenedores adecuados para recoger los restos. ü Retirar periódicamente dichos contenedores, en su caso por gestor autorizado ü Usar calzado de seguridad que proteja contra los pinchazos y cortes certificado “CE”. 03 CAIDAS DE OBJETOS POR DESPLOME O DERRUMBAMIENTO. Identificación.- Caída de objetos por desplome, derrumbamiento o golpes por bobinas de chapas Prevención.ü Los materiales se depositarán en los lugares destinados para este fin, sin invadir los espacios destinados al tránsito, a la carga/descarga o al embalado/desembalado de materiales. ü Delimitar y señalizar la zona de almacenamiento. Estudio de la Accidentabilidad Sector Metal-Mecánico ü Las bobinas o materiales que puedan rodar deben almacenarse depositadas en “cunas” preparadas en el suelo o asegurarse mediante cuñas, calzos o cualquier otro medio que impida su desplazamiento. ü Se evitarán pilas demasiado altas para garantizar su estabilidad. 04 CAIDAS DE OBJETOS EN MANIPULACION. Identificación.- Caída de piezas pesadas durante su manipulación (moldes de prensas durante los cambios, cajas de piezas, bloques metálicos) Prevención.ü Uso de medios auxiliares (carros, etc.) siempre que sea necesario, cargas difíciles de manipular por peso o dimensiones: perfiles, chapas, etc. ü Usar calzado de seguridad con puntera reforzada certificado “CE”. ü Disponer, en caso necesario, de guantes de trabajo que faciliten el agarre de la carga evitando su caída, certificado “CE”. CRW 0015 TIF Estudio de la Accidentabilidad Sector Metal-Mecánico Figura 1. MECANIZACION POR DEFORMACION. Plegadora de chapa. Pedal de accionamiento protegido. Dotada de guías para introducción de chapa. 05 CAIDAS DE OBJETOS DESPRENDIDOS. Identificación.- Caída de chapas curvadas o piezas pesadas desprendidas durante su manutención mecánica con puente grúa o elementos auxiliares de elevación Prevención.ü La conducción del puente grúa o equipo auxiliar la realizará siempre personal formado y autorizado. ü No se transportarán cargas por encima de personas. ü Se prohibirá el paso a todo el personal no autorizado a la zona de trabajo. ü Todos los elementos de izado (cuerdas, cadenas, ganchos y demás aparejos) tendrán marcado la carga máxima. ü Los ganchos llevarán siempre el pestillo de seguridad. ü Revisiones de los equipos de elevación y de los elementos de izado. ü Retirar cualquier elemento de izado que se encuentre en mal estado. ü Señalizar la presencia de cargas suspendidas. Estudio de la Accidentabilidad Sector Metal-Mecánico IMG 0063 JPG Figura 2. MECANIZACION POR DEFORMACION. Manutención de chapa mediante puente grúa provisto de gancho con pestillo de seguridad y útiles específicos de amarre. 06 PISADAS SOBRE OBJETOS. Identificación.- Pisadas sobre chapas o restos metálicos en suelo en zona de trabajo Prevención.ü Limpiar periódicamente los restos o retales presentes en suelo. ü Disponer de contenedores adecuados para recoger los restos de mecanizado. Estudio de la Accidentabilidad Sector Metal-Mecánico ü Retirar periódicamente dichos contenedores, en su caso por gestor autorizado. 07 CHOQUES Y GOLPES CONTRA OBJETOS INMOVILES. Identificación.Golpes con las partes salientes de la máquina por distancia entre máquinas y/o elementos fijos que invaden la zona de trabajo. Prevención.ü Mantener la distancia adecuada entre estanterías, máquinas, mobiliario, etc. (aproximadamente 1 metro). ü Proteger en la medida de lo posible la zona ocupada por elementos fijos. ü Colocar elementos de amortiguación en puntos peligrosos. ü Pintar con colores llamativos aquellas zonas o partes que obstaculizen zonas de paso. ü Señalizar horizontalmente mediante líneas amarillas en el suelo ü Usar calzado de seguridad, certificado “CE”. Identificación.Golpes contra objetos o material acumulado (chapas, etc.) alrededor de la máquina. Prevención.ü Evitar que sobresalga material de las zonas o lugares delimitados para su almacenamiento. ü Almacenar en las zonas destinadas para ello. ü Señalizar las zonas de almacenamiento. Estudio de la Accidentabilidad Sector Metal-Mecánico ü Mantener el orden y la limpieza en el puesto de trabajo (no abandonar objetos, herramientas, etc.) ü Usar calzado de seguridad, certificado “CE”. 08 CHOQUES Y GOLPES CONTRA OBJETOS MOVILES. Identificación.- Golpes con partes móviles de máquina en movimiento (mecanismos de prensas sin proteger) Prevención.ü Disponer resguardos fijos en puntos que no precisen de acceso continuo, o móviles con enclavamiento cuando deben retirarse de su situación de protección para operaciones de mantenimiento, engrase, etc.. ü Señalizar las partes móviles no protegidas. 09 GOLPES Y CORTES POR OBJETOS O HERRAMIENTAS. Identificación.- Cortes con las piezas metálicas manipuladas que presentan aristas vivas como chapas, flejes o piezas salientes de proceso y que presentan filos o rebabas Prevención.ü Usar guantes anticorte con certificado “CE”, en operaciones donde el uso de estos no suponga un riesgo adicional. Estudio de la Accidentabilidad Sector Metal-Mecánico 10 PROYECCION DE FRAGMENTOS O PARTICULAS. Identificación.- Proyecciones de partículas incandescentes en procesos de prensado por estampación en caliente Prevención.ü Se evitará el sobrecalentamiento en exceso de las piezas que puede hacer que el material sea demasiado plástico y derive en proyecciones de metal fluido al ser prensado. ü Usar equipos de protección: guantes con manguitos y mandil de cuero, calzado de seguridad. ü Uso de protección contra proyecciones en los ojos (pantallas o gafas de seguridad ) Identificación.- Proyección de partículas metálicas durante el prensado Prevención.ü Se asegurará el adecuado funcionamiento del mecanismo machohembra de matrices, mediante comprobación manual previa al accionamiento de la máquina, verificando el correcto ajuste de las pernos de moldes en los taladros guía, evitando su rotura y proyección violenta. ü Se dispondrá, en lo posible, de resguardos que eviten las proyecciones de recortes de piezas procedentes de las operaciones de prensado. ü Utilizar, en ausencia de resguardos, equipo de protección individual contra proyecciones en los ojos (pantallas o gafas de seguridad resistentes a impacto). Estudio de la Accidentabilidad Sector Metal-Mecánico 12.ATRAPAMIENTO O APLASTAMIENTO POR O ENTE OBJETOS Identificación.- Atrapamiento en puntos de operación de prensas en procesos automáticos por acceso durante su funcionamiento (control de atascos, eliminación de restos, etc.) Prevención.- ü Toda maquinaria debe disponer de la declaración CE de conformidad o de un certificado de cumplimiento del RD 1215/97 referente a los equipos de trabajo. ü Proteger la zona de operación de prensas mediante resguardos fijos que impidan el acceso de personas o mediante el uso de otros dispositivos como barreras inmateriales u otros detectores de presencia asociados al paro de la máquina y puesta en situación de seguridad. ü Dotar a la máquina de dispositivos de parada de emergencia accesibles desde puntos de trabajo. Identificación.- Atrapamiento o enganche en devanaderas de alimentación automática de máquinas en procesos de funcionamiento en continuo Prevención.ü Toda maquinaria debe disponer de la declaración CE de conformidad o de un certificado de cumplimiento del RD 1215/97 referente a los equipos de trabajo. Estudio de la Accidentabilidad Sector Metal-Mecánico ü Proteger la zona de operación de las devanaderas mediante resguardos fijos o dispositivos que impidan el acceso de personas o lo limiten (vallas o rejas perimetrales, detectores de presencia, etc.) ü Dotar a la máquina de dispositivos de parada de emergencia. 2 IMG 0037 Figura 3. MECANIZACION POR DEFORMACION. Devanaderas de chapa Identificación.- Aplastamiento en punto de operación en prensas de alimentación manual al introducir las piezas en máquina o por accesibilidad a partes trasera y laterales de prensa Prevención.ü Toda maquinaria debe disponer de la declaración CE de conformidad o de un certificado de cumplimiento del RD 1215/97 referente a los equipos de trabajo. ü En prensas de matriz abierta, en las que se pueda dar el acceso de manos o partes del cuerpo del operario a la zona peligrosa de aplastamiento, se dotará a la prensa de accionamiento mediante dispositivo que evite la introducción accidental de partes del cuerpo (dispositivo de doble mando o similar). Estudio de la Accidentabilidad Sector Metal-Mecánico ü Las partes de la prensa cuyo acceso no es necesario se protegerán con resguardos fijos o móviles con enclavamiento (parte trasera) o método de seguridad equivalente. ü Utilizar útiles de sujeción para el prensado de piezas pequeñas. ü Dotar además todas las máquinas de pulsadores de parada de emergencia. ü Realizar revisiones del estado de chavetas y sistemas mecánicos para evitar el ciclo repetido en prensas mecánicas excéntricas. ü Realizar revisiones periódicas de los sistemas de protección utilizados. 2IMG 0031 JPG Figura 4. MECANIZACION POR DEFORMACION. Prensa de embutición de matriz abierta. Accionamiento por doble mando. Acceso restringido mediante barrera inmaterial . Paro emergencia. Identificación.- Atrapamientos en engranajes de transmisión de prensas (huecos en volantes giratorios de prensas mecánicas, elementos correas-volantes, tornillos sin fin, engranajes, etc.) Prevención.- Estudio de la Accidentabilidad Sector Metal-Mecánico ü Toda maquinaria debe disponer de la declaración CE de conformidad o de un certificado de cumplimiento del RD 1215/97 referente a los equipos de trabajo. ü Los engranajes o mecanismos de transmisión deben estar protegidas por resguardos, preferiblemente fijos. ü Instalar un interruptor o dispositivo de parada de emergencia al alcance inmediato del operario. ü Para trabajar no se debe llevar ropa holgada ni llevar anillos, relojes, pulsera, cadenas, bufandas, cabello largo, etc.. ü Informar a los trabajadores sobre los riesgos y las medidas preventivas a adoptar 2 IMG 0038 Figura 5. MECANIZACION POR DEFORMACION. Alimentador de chapa. Protección de transmisiones mediante resguardos fijos. 13 SOBRESFUERZOS, POSTURAS INADECUADAS, MOV. REPETITIVOS Identificación.- Sobreesfuerzos durante la manipulación de piezas pesadas, cambiando moldes o manipulando cajas de piezas Estudio de la Accidentabilidad Sector Metal-Mecánico Prevención.ü Utilización de carros manuales y medios auxiliares para transporte del material. ü Se recomienda no rebasar nunca el máximo de carga manual transportada por un sólo operario de 40 Kg. (recomendable 25 Kg. para hombres y 15 para mujeres). ü Pedir ayuda a uno o varios compañeros cuando la carga a transportar sea pesada, voluminosa o irregular. ü Formación e información sobre manejo correcto de cargas. Identificación.Posturas inadecuadas en trabajo en máquina con tronco flexionado Prevención.Disponer de plataforma de apoyo a la altura del plano de trabajo para guiar la pieza a su entrada a máquina. Estudiar la posibilidad de poder alternar posturas (pie-sentado): dotar a los puestos de asientos adecuados, con apoyo lumbar. Disposición adecuada de los materiales y equipos de trabajo de forma que evite tener que adoptar posturas forzadas. 15 CONTACTOS TERMICOS Identificación.- Contacto térmicos con llama de soplete para calentamiento de piezas o con las propias piezas calientes preparadas para estampación en prensa. Prevención.- Estudio de la Accidentabilidad Sector Metal-Mecánico ü Se evitará el sobrecalentamiento en exceso de las piezas que puede hacer que el material sea demasiado plástico y derive en proyecciones de metal fluido al ser prensado. ü Usar equipos de protección: guantes con manguitos y mandil de cuero, calzado de seguridad y señalizar tal obligatoriedad mediante cartel reglamentario. ü Uso de protección contra proyecciones en los ojos (pantallas o gafas de seguridad ) 16 CONTACTOS ELECTRICOS. Identificación.Contactos eléctricos en las máquinas o equipos. Prevención.ü Revisión de la instalación eléctrica por especialistas. ü Disponer de puesta a tierra. ü Disponer diferenciales por sectores que protejan todos los circuitos. ü Los diferenciales serán de sensibilidad adecuada, verificando periódicamente el pulsador de prueba. ü La instalación estará protegida contra contactos eléctricos directos ü Revisar el estado de las cubiertas aislantes de los cables, retirando los deteriorados. ü Agrupar los cables mediante bridas y proteger bajo canaletas para evitar deterioro de los mismos por pisadas o roces con cantos vivos. ü Mantener los cuadros y las cajas eléctricas siempre cerradas. 20. EXPLOSIÓN Identificación.- Estudio de la Accidentabilidad Sector Metal-Mecánico Instalación de gas para el calentamiento de piezas, etc. Prevención.ü Se cumplirá con todo lo establecido en el Reglamento de Instalaciones de gas y en sus correspondientes ITC. ü Se realizarán las revisiones y mantenimiento legalmente establecidos. ü Redactar documento interno donde se designe al personal autorizado para realizar manipulaciones en la instalación de gas, indicando en que consisten este tipo de actuaciones. ü La instalación dispondrá de dispositivos de seguridad (llaves, válvulas, etc.) para prevenir las posibles fugas. ü Prohibición de fumar o acercar fuentes de ignición o llamas abiertas en las proximidades del depósito. 24 EXPOSICION A RUIDO. Identificación.- Exposición a ruido producido por el trasiego de piezas o por el propio funcionamiento de máquinas del proceso de mecanización por deformación Prevención.ü Realizar medición de ruido según R.D. 1316/1989. Atender a las recomendaciones del informe específico. ü Reducir el nivel de ruido en la medida de lo posible. ü Utilizar la protección auditiva adecuada, homologada y con marcado “CE”. Información y formación. ü Señalizar la obligatoriedad de uso de protección auditiva (>90 dBA de nivel sonoro equivalente) ü Vigilancia periódica de la salud. Reconocimiento médico preceptivo. Estudio de la Accidentabilidad Sector Metal-Mecánico 26 ILUMINACION INADECUADA Identificación.- Falta de iluminación en algunos puntos de trabajo Prevención.ü Disponer de iluminación localizada cuando no sea suficiente con la iluminación general. ü Ver en la Guía Técnica para la evaluación y prevención de los riesgos relativos a la utilización de los Lugares de Trabajo el nivel de iluminación recomendada en función del lugar o la actividad (Anexo A: Tablas de Iluminación). Estudio de la Accidentabilidad Sector Metal-Mecánico