→ ¡Ojo! Antes utilización
Anuncio

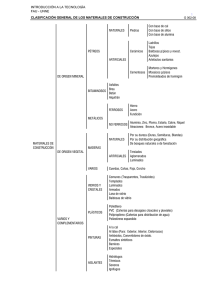
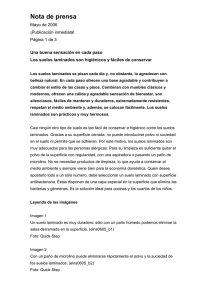
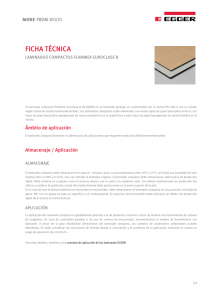
→ ¡Ojo! Antes utilización FICHA TÉCNICA EGGER LAMINADO MED W1001 Si no se pueden almacenar de manera horizontal, se pueden almacenar con una inclinación de 80°. Cada lado de la pila tiene que protegerse con un tablero rígido de misma superficie. Figura 1 La colección ZOOM de EGGER comprende un laminado especial también conocido en el mercado con el nombre de laminados « teñidos en la masa » o « de núcleo coloreado ». Además de los papeles y resinas especiales que entran en su composición, este tipo de laminado se caracteriza por unas propiedades distintas de las de los otros laminados EGGER de calidad MED no teñidos en la masa y existentes en stock. Tablero de protección Pila de laminados Descripción del producto / Consejos de utilización El laminado W1001 « teñido en la masa » permite obtener ángulos coloreados de manera uniforme sin recurrir a las soluciones postformadas. El laminado W1001 Blanco premium integral se compone de varias capas de papel y de hojas decorativas impregnadas de resina, que permiten obtener esta coloración característica. Al contrario que los demás diseños de laminados de la colección ZOOM, debido a las resinas específicas utilizadas en la fabricación el laminado EGGER W1001 ST9 no es postformable. De acuerdo con la norma EN 438:9, el laminado W1001 se clasifica BTS (Coloured core lamínate, thin lamínate, standard grade) es decir laminado decorativo alto presión, delgado, de tipo estándar, con núcleo coloreado; lo que significa que las aplicaciones horizontales son posibles excepto para elementos postformados. Preparación para la utilización Para conseguir unos niveles de humedad idénticos, el tablero soporte y los laminados EGGER deben almacenarse en las mismas condiciones climáticas (alrededor de 20°C y de 55 a 65% de humedad relativa). Los materiales demasiado húmedos plantean no sólo problemas de encolado, sino también riesgos de variaciones en las dimensiones (encogimiento, estiramiento), que pueden provocar la aparición de fisuras. Transporte / Almacenaje Utilización TRANSPORTE Para la utilización de los laminados W1001 deben seguirse los « Consejos generales de uso de laminados EGGER » teniendo en cuenta, no obstante, las siguientes particularidades. Las pilas de laminados no deben transportarse más que en palets planos y estables de tamaño suficiente. Asimismo han de ir bien sujetas para que no se desplacen durante el transporte. Cualquier persona que transporte o maneje laminados debe llevar un equipo de protección como guantes, zapatos de seguridad y vestimenta de trabajo apropiada. MANIPULACIÓN Durante la manipulación de los laminados, es importante evitar los roces entre las hojas. En envíos urgentes de cantidades pequeñas, los laminados W1001 también pueden entregarse enrollados en cajas de cartón. En este caso, conviene desembalarlos rápidamente y almacenarlos apoyados de plano para que recuperen cuanto antes la forma plana. (ver esquemas abajo). ALMACENAJE Recomendamos almacenar los laminados en un local cerrado y seco, con condiciones climáticas temperadas y protegidos de la humedad. Una vez fuera de su embalaje de origen, es importante almacenar los laminados preferentemente de plano en un tablero rígido con dimensiones por lo menos equivalentes. Se tiene que evitar cualquier contacto con el suelo y/o exposición al sol. Es conveniente que el laminado superior de la pila sea colocado del revés (contracara visible) y recubierto de un tablero de protección con dimensiones por lo menos equivalentes (ver Fig.1). CORTE Debido a las resinas específicas utilizadas en su fabricación, la flexibilidad del laminado W1001 es inferior a la de los otros laminados EGGER. Esta característica debe tenerse en cuenta para las diferentes operaciones de transformación, como el corte, el fresado, la perforación… También es conveniente elegir hojas de sierra bien afiladas, para metales duros o de diamante, y utilizar una velocidad de avance adecuada. Para un resultado óptimo, no hay que olvidarse de tener en cuenta otros factores como cortar con la cara decorativa hacia arriba, la desviación de la hoja de sierra, la velocidad de avance, la forma de los dientes, la falta de dientes, la velocidad de giro y de corte... Algunos dentados, como el de chaflán con ángulo de corte pronunciado o el dentado de caburo, son especialmente adecuados. Ejemplo: Sierra circular de banco Número de dientes: 50 a 60 aprox Velocidad de corte: 40 a 60 m/seg. aprox. Velocidad de giro: 3000 a 4000 rpm aprox. Velocidad de avance: 5 a 10 m/min. (manual) aprox 1/2 Para garantizar la estabilidad dimensional y evitar que se comben los elementos, es indispensable enchapar simétricamente las dos caras del tablero con laminado W1001, comprobando que la dirección de la veta sea la misma (sentido de barnizado visible en el reverso del laminado) en ambas. Se recomienda prensar los laminados exclusivamente en frío para conseguir un encolado sujeto a las menores solicitaciones posibles. Para el encolado se utilizará preferentemente una cola termoplástica, por ejemplo tipo PVAc. Espesor de cola recomendado: 120 a 150 g/m². Figura 3 ¡Corte incorrecto! ¡Corte correcto! Características Método de ensayo según EN 438-2 Unidad Valor Índice 10 Número de vueltas ≥ 150 ≥ 350 3 Resistencia a las rayaduras 25 Grados 3 3 Estabilidad dimensional de temperatura elevada 17 % (max.) La Tb 0,80 1,40 _ Resistencia a la luz (lámpara de arco de xenón)*1 27 Escala de grises (mín.) Superficie Núcleo 4 3 _ Criterios Consultar las instrucciones de los fabricantes de colas y de maquinaria. Resistencia a la abrasión cortes Las aristas pronunciadas no son adecuadas en este tipo de laminado y pueden dar lugar a la formación de grietas. Todos los cortes deben achaflanarse sistemáticamente. Esto es tanto más necesario cuanto más elevadas son las condiciones térmicas del lugar al que va destinado el producto: las altas temperaturas resecan el laminado, provocando con ello una fuerte tensión de contracción en el material. Asimismo, todos los bordes deben ser perfectamente lisos. Los cortes deben realizarse preferentemente con una fresadora manual o tipo CNC. Para utilizar una sierra de calar es necesario realizar una perforación previa redondeada de los ángulos con el radio requerido antes de efectuar el corte con sierra de un ángulo a otro. A continuación se alisarán o « biselarán » los bordes con papel de lija, limas o una fresa igualadora manual, para evitar cualquier riesgo de fisuras por astillamiento. Los cortes suelen realizarse después de enchapar los laminados. Antes de realizar un corte, perforación o cajeado, es conveniente comprobar la estabilidad de los tableros rechapados sobre el soporte de trabajo a fin de evitar cualquier daño durante la manipulación. La inestabilidad del soporte podría dar lugar a astillamientos, roturas o fisuras, especialmente al cortar tiras estrechas. ¡Atenerse en cada caso a las instrucciones y las plantillas de corte suministradas por el constructor! Figura 2 Punto inicial de desgaste IP Abrasión media (IF+FP)/2 *1 Todos los oscurecimientos extraños y todos los fotocroísmos son resultado del impacto de una exposición acelerada, no son indicios de exposiciones naturales L a Sentido longitudinal del laminado compacto T b Sentido transversal del laminado compacto Formatos/Tolerancias Espesor nominal [mm] Tolerancia de espesor [mm] Tolerancia de longitud [mm] Tolerancia de anchura [mm] Planeidad [desviación mm/m] 0,8 ± 0,15 + 10 / -0 + 10 / -0 bis 100 Encontrará más información sobre mantenimiento y limpieza en la ficha técnica « Recomendaciones de uso y limpieza de los laminados EGGER » así como en la ficha técnica de los laminados EGGER en acabado ST9 Mate. ¡Corte correcto! ¡Corte incorrecto! ES_09_2014 A reserva de modificaciones técnicas o errores de impresión. ENCOLADO La elección de la cola es especialmente importante, no solo por la rigidez de los laminados W1001 sino también por el aspecto estético. En efecto, para mantener el principio de coloración uniforme de los ángulos es necesario que la junta de cola sea invisible. Le aconsejamos se dirija a su fabricante de cola quien podrá recomendarle el producto más adecuado para su proyecto. Los laminados W1001 suelen enchaparse sobre tableros de composición homogénea, como los tableros de partículas. Por su estructura no se recomienda utilizar contrachapados o madera entablillada encolada. Los laminados W1001 deben colocarse necesariamente sobre un tablero de soporte perfectamente plano y no sometido a ninguna solicitación. 2/2