Pequeñas Mejoras en Produccion Aumentan Rentabilidad
Anuncio

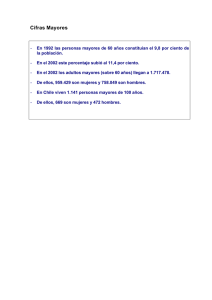
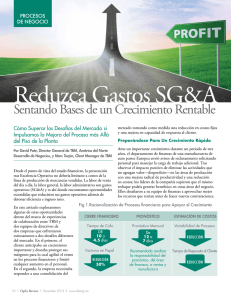
RESUMEN PROFESIONAL Pequeñas Mejoras en el Rendimiento de Materias Primas Resulta en Grandes Mejoras en la Rentabilidad en el Balance Final Por Jonathan Chong, Director de Desarrollo de Negocios, TBM Consulting Group – Mexico Ya sea que compre una hamburguesa de una cadena de comida rápida, comida congelada en un supermercado o que coma una comida casera caliente, probablemente no piense en el proceso de hacer la comida que usted ama y necesita como un proceso de alta tecnología. Sin embargo, en la industria de bebidas y alimentos, cuando una planta está produciendo desde 20 a 100 toneladas de productos al día, hacer incluso un pequeño porcentaje de mejora en rendimiento puede hacer una enorme diferencia en las utilidades del balance final. Para obtener rendimientos rentables y satisfacer los estándares de calidad del cliente, muchas compañías despliegan herramientas de alta tecnología para controlar sus procesos. Puede encontrar herramientas de inspección óptica que valen millones de dólares con cámaras de alta velocidad y programas de computación tamizando toneladas de productos al día para eliminar “defectos.” Frecuentemente los procesos de selección resultan en una pérdida de rendimiento de 10 por ciento o más. El proceso DMAIC (en español Definir, Medir, Analizar, Mejorar y Controlar) puede ser desplegado efectivamente usando herramientas Six Sigma para hacer mejoras significativas en el rendimiento en la industria de bebidas y alimentos, por lo tanto contribuyendo a la utilidad neta. Definir Frecuentemente los problemas se definen vagamente y las compañías se ponen metas y objetivos con declaraciones como “satisfacer las necesidades del cliente” o “mejorar la calidad total.” En la porción “Definir” del proceso DMAIC, definir un objetivo que es claramente medible es crítico. Por ejemplo, “mejorar el cumplimiento de atributo de calidad x de 95 por ciento a 99 por ciento.” También, muy comúnmente los problemas que se manifiestan en un área, como empacado, tienen causas que se originan en otras partes de la línea de manufactura por completo. La causa frecuentemente no puede ser bien comprendida porque muchas compañías no tienen una buena información de base. Muchos fabricantes de alimentos de alto volumen tienen líneas de empacado de alta velocidad que empacan bolsas de 1 a 5 libras, frecuentemente a una tasa de 50 a 100 bolsas por minuto. Estas líneas de empacado tienen altos frecuentes, en ocasiones 10 a 20 por hora, por un minuto o dos. Cada vez que la máquina se detiene, se caen productos al piso o tienen que ser reempacados. Reempacar frecuentemente provoca roturas, haciendo el producto inadecuado para los estándares del cliente. No es poco común ver 1 o 2 por ciento de rendimiento perdido en operaciones de empacado de alta velocidad. Muchos fabricantes tienden a ignorar estos altos menores y no capturan las causas de estos altos cortos. Solo los altos mayores de más de 30 minutos son registrados. Cuando se ven todos los altos, comúnmente los altos mayores de 30 minutos o más representan menos del 20 por ciento de todo el tiempo muerto, mientras que más del 80 por ciento del tiempo muerto en líneas de empacado de alta velocidad generalmente viene de paros menores. Cuando un proyecto es iniciado para mejorar el tiempo efectivo de una máquina y eliminar causas de altos mayores, las mayores causas de tiempo muerto serán omitidas por completo. Frecuentemente, las causas de tiempo muerto en líneas de empacado de alta velocidad se encuentran en inconsistencia de las características físicas del producto, como longitud, altura o peso. Por lo tanto, para definir un problema correctamente, se debe tener un sistema de recolección de datos efectivo y comprensible que pueda verdaderamente identificar dónde se encuentra el problema. www.tbmcg.mx PG. 2 Medir Cuando un problema es definido correctamente, y medible, el siguiente paso es asegurarse de tener un Sistema de medición que pueda medir adecuadamente el nivel del problema, como la pérdida de rendimiento o la variación de peso (lo que son variables dependientes) y también medir adecuadamente los niveles de todas las posibles variables (variables independientes) que son la raíz del problema de cambios en las variables dependientes. Existen varias herramientas disponibles para identificar la raíz del problema que causa pérdida de rendimiento, como los diagramas de hueso de pescado y el análisis comparativo. Se ilustra un diagrama de hueso de pescado a continuación. Controlando la Variación de Peso Mediciones Material Altura de los Dedos Forma del Soporte Vel. de Mezclado Vel. de la Cinta Composición de Vel. de Aplicación Ingredientes ⁄ de Polvo en la Mezcla Vel. de Flujo Vel. de Giro Tamaño de Materia Prima Humedad Ambiental Temperatura Ambiental Contaminantes Proveedor de Ingredientes Personal Fatla de Operador Estándar en la Mezcladora Falta de Capacitación Alto Nivel de Rotación Variación de Peso Ajuste del Gotero Condición del Aplicador Ajuste de los Dedos Ángulo de los Dedos Timing of WIP Spec Limits vs. Objetivo Diferentes Dedos Células de Carga Tolvas Visual Standard Ángulo de Cinta Transportadora at Inspection Ambiente Métodos Máquinas Después de que todas las variables dependientes e independientes han sido identificadas, estas variables deben ser medidas efectivamente. Si los sistemas de medición de estas variables son inadecuados, la colección de datos será imprecisa y no podrá ser usada para el análisis de raíz del problema. Muchas compañías definen características visuales, como color e inconsistencia de forma, como estándares de calidad. Los fabricantes de alimentos frecuentemente utilizan instrumentos de medición inadecuados o dependen de inspección visual humana para hacer determinaciones de si un producto cumple con los estándares de calidad de sus clientes. Una de las cadenas de comida rápida más grandes quiere que todos los colores de cierto condimento se encuentren en cierto rango. En este caso particular, tanto la compañía de comida rápida como los fabricantes decidieron utilizar un instrumento diseñado para medir un objeto bidimensional, como un muestrario de pintura, para medir y controlar sus productos y procesos. Por supuesto, lo que comemos usualmente viene en tres dimensiones. Cuando se trata de medir el color de un producto alimenticio usando este instrumento, pueden ocurrir muchos resultados diferentes, dependiendo en qué superficie esté midiendo el instrumento. Cuando un inspector toma una medida de color y el resultado no alcanza las especificaciones del cliente, el inspector frecuentemente agitará el espécimen y tomará otra medida hasta que el resultado alcance las especificaciones del cliente. Este es un clásico caso de un sistema de medición definido incapaz o inadecuadamente. También existen inconsistencias con la inspección visual ya que el criterio de aceptación depende del juicio de cada inspector. Cuando un supervisor inicia su turno, trata de evaluar qué pasó durante el turno anterior, y encuentra que una inusual cantidad de defectos visuales se produjeron durante el último turno, usualmente pregunta quién era el inspector en el turno anterior en lugar de tratar de comprender qué pasó en el proceso mismo. Cuando los resultados de una inspección dependen en gran medida del juicio de los inspectores, el sistema de medición es inadecuado y necesita ser mejorado. La herramienta Six Sigma utilizada para cuantificar qué tan adecuado es un sistema de medición es el estudio de medición de reproductibilidad y repetitividad (Gage R&R). www.tbmcg.mx PG. 3 El estudio Gage R&R mide la contribución del sistema de medición a la variación de los datos. Queremos que la variación de las medidas venga del producto mismo, no de defectos en el sistema de medición. Generalmente, dentro de una tolerancia definida, queremos menos de un 5 por ciento de variación proveniente del sistema de medición. Por ejemplo, si la longitud de un producto es especificada en entre 3 y 4 pulgadas, entonces la contribución del sistema de medición a la medida de esa variación debe ser menor de 0.05 de pulgada. El elemento de reproductibilidad atañe a la inconsistencia entre inspectores como en un sistema de inspección visual. Para hacer este tipo de sistema de medición más robusto, se requiere mucha capacitación y calibración de todos los inspectores a un estándar dado. Frecuentemente, las ayudas visuales y sesiones de capacitación repetidas son creadas para mejorar la reproductibilidad. El elemento de repetitividad atiende las inconsistencias con los instrumentos de medición y la metodología. Para mejorar la repetitividad, uno necesita seleccionar los instrumentos que puedan diferenciar adecuadamente entre los niveles de variación que se están tratando de medir. para detectar patrones que puedan resultar elusivos. También, los resultados del análisis deberán ser verificados para ver si los resultados pueden ser duplicados. Esta verificación puede ser lograda usando sencillos experimentos de tamizado de una variable o experimentos de diseños multivariables (DoE). Por ejemplo, muchos productores de alimentos desean reducir la variación en el peso empacado de un producto. Después de analizar los datos de producción de este fabricante de refrigerios en particular, solo tres variables resultaron impactar significativamente la variación de peso. Durante la verificación DoE, fue determinado que solo una variable, la variable independiente “A”, tenía un impacto verdaderamente significativo como se muestra en la gráfica de efectos principales de peso abajo. En este caso, las condiciones de no interacción tenían un impacto estadísticamente significativo en el peso. Principales Efectos Diseño para Peso Medias de datos Interpretación de Datos A 9.8 Analizar 9.6 9.4 9.2 Alto Interpretación Solo cuando los problemas están bien definidos y se asegura que se tienen sistemas de medición adecuados para variables tanto dependientes como independientes, se puede colectar información para identificar unas cuantas variables críticas que tienen un impacto significativo en el rendimiento. Trate de colectar datos de producción de un mes y asegúrese que la información de todas las variables dependientes e independientes sea colectada con cada lote de producción. De esta información de un mes, puede usar herramientas de prueba de hipótesis o análisis de regresión para seleccionar algunas variables críticas que tengan impacto significativo en la producción. Inicialmente, considere todas las 40 – 50 variables que fueron identificadas durante la sesión de lluvia de ideas de análisis de raíz del problema. Usando la prueba de hipótesis y el análisis de regresión en los datos de producción, generalmente es posible filtrar la lista original de 40 - 50 variables a menos de 10 variables. Recuerde que los datos de producción se están obteniendo básicamente de experimentos no controlados, así que habrá mucho ruido en los datos. Los datos deberán ser examinados cuidadosamente www.tbmcg.mx Bajo B 9.8 9.6 9.4 9.2 Alto Bajo C 9.8 9.6 9.4 9.2 Alto Bajo PG. 4 En esta etapa del proyecto, todas las variables que impactan significativamente el rendimiento están identificadas y verificadas. Debe asegurarse que estas variables críticas representen la mayoría de las variaciones de los datos. Si no es así, algunas causas de fondo permanecerán ocultas, y se necesitará más análisis para identificar variables críticas adicionales. Mejora Después de identificar esas pocas causas de fondo críticas para la pérdida de rendimiento, puede comenzar a modificar el equipo o procedimientos para comenzar a mejorar el proceso. Para el ejemplo anterior, solo una variable, un atributo físico de un componente del equipo, resultó ser crítico en el control de la variación de peso. Durante la semana de proyecto, este componente fue modificado de muchas maneras para ver cuál modificación daba el mejor resultado. La óptima modificación permitió que el peso promedio se redujera en más de 3 por ciento, mejorando efectivamente el rendimiento en más de 3 por ciento. Esta mejora fue implementada en solo una de las líneas de refrigerios de la fábrica y resultó en ahorros de materia prima de más de $200,000 dólares anuales. Esta fábrica tenía cinco líneas de producción más, equivalentes a esta línea que podían beneficiarse de igual manera del mismo tipo de actividades de mejora. Otras mejoras requerirían ajustes al proceso de unas cuantas piezas críticas de equipamiento. Frecuentemente, muchas configuraciones de equipos no están optimizadas. Y usualmente la razón dada es que “siempre lo hemos hecho así”. El proceso puede haber sido optimizado hace años, cuando el equipo fue instalado por primera vez, y a pesar de que muchos aspectos del proceso pueden haber cambiado a lo largo de los años, el proceso mismo nunca volvió a optimizarse. Esto es especialmente común en fabricantes de alimentos y bebidas porque tienen a ser una industria más establecida. En el caso de los fabricantes de alimentos congelados, la velocidad del transportador a través de algunos procesos críticos resultó ser crítico para reducir el desperdicio de subproductos en más del 40 por ciento. Ese proceso no había sido optimizado con respecto al desperdicio de subproductos en más de 10 años. Este desperdicio de subproductos contiene dos ingredientes de alto costo. Reduciendo el desperdicio, la utilización de esos ingredientes aumentó, resultando en un ahorro anual de más de $140,000 dólares. Control Esta fase final del proyecto es la más importante. Durante esta fase, los procedimientos referentes a control de variables críticas deben ser definidos claramente. Al hablar con los operadores en diferentes turnos, es común encontrar que cada operador controla el proceso de forma muy distinta. Por ejemplo, en un productor de productos para hornear, uno encuentra que para controlar el peso, que es medido cada 30 minutos, los operadores de cada turno hacen diferentes ajustes. Esta variación entre operadores creó una variación no deseada en el proceso, causando fluctuaciones innecesarias. Debido a este alto nivel de variación, el promedio total para el proceso tenía que ser mantenido a un nivel más alto para la mayoría de los productos empacados para asegurarse que los pesos empacados se mantuvieran por encima del peso declarado. Cuando todos los operadores hacen los mismos ajustes, la variación en el proceso se reduce, permitiendo que el peso promedio sea más bajo, y por lo tanto aumentando la utilización de materia prima. Este proceso de analizar datos y hacer mejoras puede traer muchos cambios positivos en el proceso existente, como se indica. Tan positivo como pueda ser, sin embargo, todos los cambios son difíciles de mantener. Una de las herramientas más importantes para mantener cambios son los sistemas de gestión visual que despliega métricas y acciones correctivas diarias. Las métricas pueden ser tendencias de algunos factores de rendimiento y gráficos de control de variables críticas determinadas durante el proyecto, como se muestra en esta foto. www.tbmcg.mx PG. 5 durante la fase AIC del proyecto porque los ciclos de producción de alimentos y bebidas tienen a ser cortos (menos de 3-4 horas). La Gerencia debe crear un ambiente donde los operadores puedan tomar cargo y responsabilidad de mantener estas métricas, analizar los datos, y reaccionar a ellos en tiempo real. La reacción debe estar basada en procedimientos definidos que todos los operadores sigan para reducir variación, permitiendo mayor eficiencia y promover rendimientos más altos. Frecuentemente muchos fabricantes de alimentos y bebidas recolectan y archivan montañas de datos de proceso pero no los analizan ni usan para mejorar sus procesos. Usualmente la información recolectada es en un formato incorrecto y no puede ser usado porque fue recolectado un sistema de medición inadecuado. Aplicando efectivamente el proceso DMAIC y herramientas Six Sigma, se pueden obtener beneficios financieros significativos, frecuentemente de 1 – 2 por ciento de ventas anuales, de mejorar la utilización de materia prima. El Poder de DMAIC El proceso DMAIC usando herramientas Six Sigma puede ser usado efectivamente en la industria de alimentos y bebidas y otros ambientes de manufactura de proceso continuo para mejorar la utilización de materias primas, proveyendo por lo tanto una contribución significativa al balance final. De manera distinta a muchos proyectos Six Sigma que duran por lo menos seis meses a un año, estos tipos de actividades de mejora pueden suceder dentro de seis semanas. Si una fábrica puede dedicar un grupo de expertos por una semana, pueden realizar la fase “definir y medir” (DM) del proceso en la primera semana. Sobre el Autor Jonathan Chong llegó a TBM en 2004 después de dirigir esfuerzos de mejora continua y desarrollo de productos por 15 años. Ha trabajado en papeles de ingeniería y liderazgo en varias compañías, incluyendo Applied Materials, Motorola e IBM. Ha sido uno de los líderes clave en transformaciones LeanSigma exitosas de grandes compañías multinacionales de alimentos y bebidas, como McCain Foods y Bunge, y en compañías Después de definir claramente los objetivos medibles del proyecto y asegurarse que todos los sistemas de medición sean adecuados durante esta semana inicial, los datos de producción pueden ser recolectados por las 4 semanas subsecuentes. Después de la recolección de datos de cuatro semanas, verificación del equipo de proyecto y los experimentos pueden ser realizados de alta tecnología como Freescale Semiconductors. Acerca de TBM Consulting Group TBM es una consultoría global de gestión operativa que maximiza el valor de las empresas, acelera el crecimiento de sus clientes y los lleva a un nivel de excelencia operativa. TBM trabaja codo a codo con sus clientes, de tal forma que se obtiene una mejora casi de forma inmediata en su EBITDA, trabaja en la aceleración de su crecimiento orgánico, integración de unidades de negocio recién adquiridas y generación inmediata de mejoras a largo plazo en los estados financieros. Los expertos de TBM tiene en promedio de 10 a 25 años de experiencia en operaciones, gestión y dirección del sector manufacturero y ninguno con carrera de consultor. TBM ha dejado atrás el esquema y la estructura tradicional para obtener un cambio duradero usando el enfoque LeanSigma® que es de su propiedad, mismo que ha sido continuamente mejorado desde que lo introdujo hace más de veinte años. TBM, el logo de TBM y LeanSigma son marcas registradas de TBM Consulting Group, Inc. © 2012 TBM Consulting Group, Inc. Encuéntrenos en: TBM Consulting Group www.tbmcg.mx Our Blog China • Brasil • Francia • Alemania • India • Chile • Reino Unido • Estados Unidos • México