Estrategia secuencial en la experimentación industrial Caso práctico
Anuncio

ESTADISTICA ESPAÑOLA
Vol. 36, Núm. 136, 1994, págs. 167 a 182
Estrategia secuencial
en la experimentación industrial
Caso práctico
por
XAVIER TORT-MARTORELL
Profesor Titular del Dpto. de Estadística e Investigación Operativa
Universidad Politécnica de Cataluña
ALBERT PRAT
Catedrático del Dpto. de Estadística e Investigación Operativa
Universidad Politécnica de Cataluña
FRANCESC BLANCH
Director de Calidad
Gallina Blanca Purina
JOAN SUBIAS
Ingeniero TQM. ALCOA (Cápsulas Metálicas, S. A.)
Previamente becario de la UPC
RESUMEN
Se presenta la investigación Ilevada a cabo en un praceso de extrusión para la elaboración de comida para perros. Los datos disponibles en la planta indicaban que la densidad del producto final no
era la deseada y, además, presentaba una gran variabilidad.
EI objetivo de la investigación fue determinar qué variables del
proceso incidían y de qué manera en la densidad del producto final.
Para ello se Ilevaron a cabo 48 experimentos en cuatro tandas (estrategia secuencial).
En el artículo se pone especial énfasis en explicar cómo se apro-
t ti 1 1f^lti I 1+ ^ t^l' ^^^ ^I ^
l f^w
vechan los conocimientos disponibles hasta aquel momento para diseñar las nuevas pruebas y en poner de manifiesto que los resultados finales no se hubiesen conseguido si se hubiese planificado de
entrada el total de las pruebas a realizar.
Palabras cfave: diseños factoriales fraccionales; estrategia secuencial; mejora de procesos.
Clasifícación AI^iS: 62K15, 62K99, 62N99.
INTR©DUCCION
Desde la introducción en Occidente de las ideas y métodos de G. Taguchi
reiativos al Off-line Quality Control, se estableció una polémica entre sus seguidores y detractores. ^Jn resumen de la misma aparece en el panel de discusión
presentado por Technometrics (mayo 1992). Sin entrar en otros aspectos de la
polémica, en este artículo se dan argumentos a favor de la denominada estrategia secuencial (Box et al., 1978} y, se presenta un ejemplo industrial en el que
ésta ha sido utilizada con excelentes resultados.
Entre los seguidores de la estrategia secuencial se aconseja no realizar más
del 25% de las pruebas que permite el presupuesto en un primer experimento.
En el caso expuesto en esta ponencia se utilizó casi el 40% del presupuesto disponible en el primer experimento. En general, consideramos que invertir del orden
del 40% del presupuesto parece, en la práctica industrial, una mejor proporción
para que los resultados del primer experimento sean alentadores y no se corra el
riesgo de que «alguien» decida que no es rentable proseguir la investigación.
2.
ESTRATECIA SECUENCIAL
Experimentar significa variar deliberadamente las condiciones habituales de
trabajo para encontrar mejores maneras de proceder y ganar al mismo tiempo
un conacimiento más profundo de nuestros productos y/o procesos.
La principal barrera que se opone a la utilización de estas técnicas en la industria
aparte de la formación inicial dei personal- es que requieren una inversión en tiempo, rnaterias primas, etc. Lo cual provoca que, aun suponiendo
que se decida Ilevar adelante la investigación, el número de experimentos a realizar sea siempre limitado. La consigna es, por tanto, obtengamos la máxima información con el mínimo de recursos.
En la manera de utilizar los recursos disponibles para la investigación, podemos distinguir claramente tres posible.. estrategias:
f-ti l k,1 I f-.(^1;1 tif^.^ ^l !t ti( ^I;^I. t-_ti 1,;1 t.:Xt't-.klti1t.ti 1 :1( I(^ti Itil^t ^ I kl:^i
c ^tic ^ f'k ^( I Ic c y
^ f^^)
a) Experimentar sin planificar: Seguramente es la más utilizada. Se usa la
intuición para realizar pruebas, sin excesivo orden y en forma individual (por iniciativas personales), aprovechando momentos que por las circunstancias
averías, relajación en la carga de trabajo, necesidad de solucionar un problema, etcétera
sean propicios. Seguramente esta manera de proceder no puede ser
considerada como una estrategia.
b) Decidir de golpe cómo se va a invertir todo el presupuesto: Consiste en
decidir, a la vista de los recursos disponibles, objetivo de la investigación, etc.,
el número de experimentos que se pueden realizar y utilizar las técnicas del diseño de experimentos para planificar la totalidad de experimentos a realizar.
c) Estrategia secuencial: Se trata de, partiendo de los mismos datos y cuidadoso análisis de la situación anterior, decidir en qué van a consistir solamente
un reducido número de experimentos. Invertir del orden del 40°I° del presupuesto en una primera decisión es la proporción recomendable.
Entre las tres estrategias, sin ninguna duda, la preferible es la tercera. Esta
reserva una parte del presupuesto para poder aclarar las cuestiones confusas
que hayan surgido
siempre surgen
como consecuencia del análisis del primer experimento y, además, permite aproximarse paulatinamente a la zona
donde los resultados son óptimos invirtiendo en ella un mayor número de experimentos.
Box et al. (1978) proponen que el número de experimentos en el primer diseño no debe superar el 25% del presupuesto. Nuestra experiencia después de
haber colaborado en numerosos casos industriales es que, si bien desde el punto de vista de la experimentación el 25% es adecuado, adolece de un serio problema de tipo práctico. Los resultados del primer diseño
especialmente si es
el primer experimento que se Ileva a cabo con estas técnicas en la empresa-deben ser lo suficientemente prometedores para que no se detenga la investigación. Y esto se consigue invirtiendo algo más del presupuesto, digamos del orden del 40%; obviamente, el porcentaje más adecuado depende de cada caso
concreto.
4.
CASO PRACTICO
A)
Descripción del proceso
EI proceso de producción de pienso canino es el Ilarnado Proceso de Gocción-Extrusión por Vía Húmeda. Consiste en la transformación de harinas y grasas a las que se adiciona vapor en una bala de pienso del tamaño y densidad
deseados. Ello se consigue por medio de un calentamiento y la acción de un
tornillo sin-fin que presiona y hace avanzar la pasta por el interior del extruder
»c^
t^.^ r r^i^r^; i ^c ..^, r:^r^^^^;<^r.,^
hasta que ésta sale a través de un plato de restricción. EI cambio de presión entre el interior y el exterior del extruder origina un cambio en la densidad del producto.
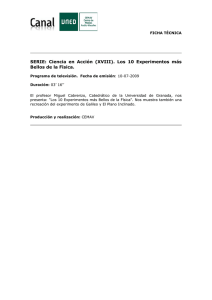
EI proceso queda esquemáticamente representado en el siguiente diagrama
de flujo:
1
2
Fórrnula
Mezclado
y Acondicionado
3
E xtrus i ona d o
4
S eca d o
y Cortado
y Coating
1.1.
Selección de ingredientes.
1.2.
1.3.
2.1.
2.2.
2.3.
3.1.
3.2.
4.1.
4.2.
4.3.
Proporción de cada ingrediente.
Proporción de grasa añadida.
Mezclado.
Calentamiento por adición de vapor de agua.
Humidificación (adición de agua).
Extrusión de la mezcla a través del plato de restricción.
Cortado del fluido extrusionado en pequeños cilindros.
Secado con aire caliente.
Revestimiento con otros productos nutritivos.
Almacenaje y expedición.
Como se ve, el sistema es complejo. Influyen una gran cantidad de variables
y existen muchas respuestas de interés.
B)
Planteo del problema
La densidad del producto final es una característica de calidad fundamental
en este proceso que tradicionalmente resultaba muy difícil ajustar al valor nominal. La variación en las materias prirnas debía ser compensada modificando los
parámetros del proceso. EI problema es que habían tantos criterios de actuación sobre estos parámetros como personas en la planta.
Se decidió utilizar los diseños factoriales para hallar sobre qué variables del
proceso actuar y cómo hacerlo para conseguir la densidad especificada con un
criterio unificado.
Se creó un equipo de trabajo que incluía al Director de Calidad, el Director
de Producción, dos encargados del proceso de extrusión y dos operarios, así
como los dos asesores de la U PC.
}•:til k;^ I F.( ilrl ^F'.('l'E'.N('IAI. }-:N }-:^ E:X}'EFtI!VI}:N"f,^{'1ON INl)l ti l kl ^^1. (',^tiO YkA(' I I( ()
La respuesta más importante del experimento es la densidad ( Y 1), si bien se
consideraron de interés dos respuestas más, consumo energético (Y2) y humedad (Y3). Hay que destacar que lo costoso, en general, es realizar el experimento, recoger datos de una o varias respuestas adicionales suele representar
un esfuerzo marginal mínimo que en muchas ocasiones tiene su recompensa en
forma de valiosa información, En lo que sigue nos referiremos únicamente a
la densidad, aunque las otras respuestas aportaron también información de
interés.
Clarificado el objetivo de la investigación y las respuestas a medir, el siguiente paso a considerar es cómo serán medidas. Este paso, muchas veces olvidado, es de suma importancia ya que una medición incorrecta o poco fiable de
la respuesta puede enmascarar completamente los resultados de los experimentos. Sólo reseñamos aquí que el sistema para medir ta densidad planteó serios problemas y fue cuidadosamente preparado.
A continuación, se inició una fase de brainstorming^ para identificar todos los
factores que a priori parecían susceptibles de afectar la densidad. Tras múltiples
discusiones, se consensuó una lista de seis factores:
A: Porcentaje de grasa añadido a las harinas.
B: Caudal de alimentación (rpm).
C: Apertura del plato de restricción.
D: Temperatura del género a la entrada del extruder.
E: Temperatura de refrigeración del extruder.
F: Caudal de agua (I/h).
Nos encontramos con diversas restricciones:
Los experimentos se debían realizar en fines de semana para no interferir con la producción normal.
Las condiciones de temperatura y humedad del vapor de agua suministrado no eran controlables y presentaban oscilaciones.
EI factor A(porcentaje de grasa añadido) no era fácil de variar. En la planta
se procesan batches de 2,2 Tm. de género, la capacidad de los silos es limitada y
cambiar el porcentaje de grasa obliga a vaciar completamente el silo y limpiarlo.
Duración de cada experimento: una hora. Incluyendo la puesta a régimen
del sistema y la toma de muestras para la determinación de la densidad en intervalos separados de tiempo.
Dado el coste de las materias primas y aun considerando que se esperaba que la mayor parte del producto obtenido durante la experimentación fuese
vendible, el número máximo de experimentos a realizar era del orden de cincuenta.
F ti t:1^^^^ ^ ^c ^ t^^^^.^*^^ ^^ :^
C)
Primer d^seño experimental: screening
Dada la duración de los experimentos y la necesidad de Ilevarlos a cabo en
fin de semana, el máximo número de experimentos que se podía realizar en un
primer diseño era del orden de dieciséis.
Con intención de, en una primera aproximación, separar los factores activos
de los inertes, ajustar los niveles, comprobar las dificultades prácticas en la realización y la efectividad del sistema de bloqueo y aleatorización restringida propuestos se decidió realizar un diseño 26y2. Se decidió bloquearlo por día (ocho
experimentos el sábado y ocho el domingo) y añadirle cuatro puntos centrales
(en las condiciones interrnedias entre los dos niveles de cada variable) para detectar posibles relaciones no lineales entre las variabies y las respuestas elegidas, con ello el número de experimentos se elevó a veinte {diez por día).
Los generadores elegidos fueron (S. Bisgaard, 1988) E=ABC, F=BCD y el
generador del bloque B^=CD. Estos generadores proporcionan un diseño de resolución !V que permite, por tanto, tener una primera idea de la existencia de interacciones.
La matriz de diseño en orden estándar aparece en la tabla 1.
T^bla 1
MATRIZ DE DISEÑO 26^2 EN DOS BLOQUES
Bloqueo
A
+
+
+
B
+
-
D
-
E
(ABC)
(BCD)
+
+
+
-
+
(ACD)
Día
_
1
+
+
-
2
1
+
+
2
+
+
+
-
2
1
--
+
+
+
+
+
2
+
+
-
1
+
_
+
_
2
^
2
^
+
+
--
+
+
+
+
+
+
-
1
--
+
+
+
2
+
+
+
-
1
+
2
+
+
+
C
F
+
+
--
+
r ti 1 k 11 t-:.l ^l ^ tiF('t!'E-ti('1,11. f^ti 1..1 r^:^!'r•..k111r^.^+ r^^( IOti Itil ^l ti I kl:^l (. ^1^,t) 1'k •1(' I!( 't ^
Los niveles de las variables se escogieron de forma que representasen una
horquilla con respecto a las condiciones utilizadas más frecuentemente; aparecen en la tabla 2.
Tabla 2
FACTCJRES Y NIVELES ( PRIMER EXPERIMENTO)
Niveles
+
Factores
A: Porcentaje GRASA añadido
B: Caudal ALIMENTADOR
C: Porcentaje apertura PLATO
D: Ternperatura acondicion.
E: Temperatura refrigerac.
F: Caudal AGUA
0%
40
50%
85° C
70° C
200
5%
60
100% (máx.)
99° C ( máx.)
90° C
300
Medio
2, 5%
50
75%
92° C
80° C
250
Se aleatorizó en forma restringida (en los procesos industriales es frecuente,
por motivos económicos o de duración, tener que recurrir a soluciones de este
tipo) de forma que el nivel de A sólo cambiase tres veces por bloque.
Con toda esta información se elaboró el plan logístico (materias primas, disponibilidad del sistema, personal, etc.). Y se Ilevaron a cabo los experimentos.
En la tabla 3 aparecen los resultados, así como los niveles reales (no siempre
se pudieron conseguir los deseados) en los que se situaron las variables durante la experimentación.
Nótese que los niveles del factor A están definidos como porcentaje de grasa añadida y el valor que aparece en la tabla 3 es el porcentaje de grasa real
medido en el laboratorio ( procedimiento SC3XLET) con posterioridad al experimento. Por tanto, el valor que aparece en la tabla es la suma de la grasa ya
existente en la mezcla y la añadida.
La tabla 3 permite también comprobar que el procedimiento de aleatorización restringe el cambio de niveles del factor A, a tres en cada bloque.
^urani^ id r^dii^d^ic^r r uiei Cx^^r irr rer^io su rgieron diversas diTicuitades:
- No se pudo disponer de materia prima de un único proveedor, ni se pudo
bloquear por materia prima.
- Problernas con las válvulas dieron lugar a un suministro de vapor rnuy
inestable (presión y temperatura).
17 -3
^^ti^l^^^l)^S I.i(^A 1-.!^(':1tiUl.A
T^bie 3
NIVELES REALES DE LAS VARIABLES Y RESPUESTAS.
PRIMER EXPERIMENTO
(Jrden
Respuestas
Factores
Exp.
St.
1A
4B
2A
3B
5B
1
2
3
4
5
3A
6
6B
6A
8B
5A
7
8
9
10
7B
11
4A
8A
12
13
9B
14
7A
15
10B
16
9A
10A
1B
2B
17
18
19
20
A
B
C
D
E
F
Y1
Y2
Y3
4,2
8,2
4,2
8,2
3,3
10,5
3,3
10,5
3,3
10,5
3,3
10,5
4,2
8,2
4,2
8,2
5,6
5, 6
5,0
5, 0
40
40
60
60
40
40
60
60
40
40
60
60
40
40
60
60
50
50
50
50
50
50
50
50
100
100
100
100
50
50
50
50
100
100
100
100
75
75
75
75
85
85
85
85
85
85
85
85
99
99
99
99
99
99
99
99
92
92
92
92
70
90
90
70
90
70
70
90
70
90
90
70
90
70
70
90
80
80
80
80
200
200
300
300
300
300
200
200
300
300
200
200
200
200
300
300
250
250
250
250
382
522
361
476
340
693
26,1
27,0
24, 8
556
382
26,0
526
61 1
372
558
524
343
314
667
3$7
317
32,3
32,5
22,0
23,0
32,9
552
325
289
635
33,2
21, 8
406
438
528
537
383
300
21,6
26,6
2$,4
413
509
25,5
506
431
331
473
27,2
25,8
417
469
25,9
395
380
427
451
25,9
26, 0
Orden Exp. : orden de experimentación.
Orden St. :©rden estándar del diseño.
A/B
: bloques. A día 1 y B dia 2.
Distintas causas impidieron que los factores se pudiesen situar siempre
en el nivel preestablecido. Este problema es especialmente claro en el factor A.
Todo ella complicó el análisis que se realizó computando todas las regresiones posibles y seleccionando las variables e interacciones que afectaban en forma significativa cada una de las tres respuestas. Se analizaron los residuos y se
discutieron las posibies interpretaciones en el equipo de trabajo. Tras considerar
varios modelos, los seleccionados para las tres respuestas fueran los que aparecen en la tabla 4.
Los coeficientes que aparecen en la tabla tienen diversos niveles de significación (alguno está en el límite); en algún caso hay algún residuo elevado, etc.
Se podría, por tanto, trabajar más los modelos, pero en este caso lo importante
es detectar cuáles son los factores potencialmente activos y tener una primera
idea de la forma en que afectan a la respuesta.
f^a t Ft;^ t'f:( lIA tit^.('t ^f:N('L^^L F-:N L.^ E^:XNE-:RIL1f-ti"f .-^('ION INt>1. "^ i F^t1 -1L (',^tiO F'Ft,1(' Il('( ^
Tabla 4
C(JEFICIENTES DE LAS VARIABLES SIGNIFICATIVAS
PARA CADA RESPUESTA
Densidad
Consurno
Humedad
A
B
9,9
0,7
15, 5
--0,3
F
--0, 72
0,05
Blq
0, 005
CF+(BD)
AF+(DE)
--0,1
0,00003
--0, 00015
Destacamos a continuación algunas de las conclusiones más importantes y
que influenciaron la continuación de la investigación:
Las dos interacciones detectadas se atribuyeron, por consideraciones físicas del proceso, a C F y AF.
EI factor A(porcentaje grasa) es el más difícil de situar en el valar deseado y el que más afecta a la densidad (objetivo primordial).
Los factores B(caudal alimentación) y F(caudal de agua) afectan significativarnente a las tres respuestas.
EI factor C(plato de restricción), sorprendentemente para todo el equipo,
no afecta a la respuesta. Esto hizo pensar en una deficiente elección de niveles
(demasiado juntos).
Las dos temperaturas consideradas (D y E) no tienen un efecto apreciable sobre ninguna de las respuestas consideradas si la hipótesis realizada sobre
las confusiones era cierta.
D)
Segundo experimento: cuantificación de los efectos de los factores
Siguiendo la estrategia secuencial apuntada, se procedió a un segundo experimento teniendo en cuenta la experiencia y conclusiones extraídas del primero. Esto condujo a:
Excluir las temperaturas D y E como factores de experimentación. Para
ello se decidió mantenerlos dentro de los lírnites del experimento anterior sin
preocuparse de sus oscilaciones dentro de ese intervalo. Eilo permitió reducir
considerablemente el tiempo empleado en cada prueba.
Continuar experimentando con los factores A, B, C y F. Se incluyó, de
nuevo, el factor C ya que, a pesar de no haber resultado significativo, los técnicos consideraban imposible que no afectase.
i 7(^
t tit 11)ltilt( .1 t ^t'^tit1l ^
Por consideraciones técnicas y gracias a la experiencia obtenida en el primer diseño, se cambiaron los niveles de todos ellos, quedando fijados en los valores que muestra la tabla 5.
Tabla 5
FACTORES Y NIVELES (SEGUNDO EXPERIMENTO)
Niveles
+
Factores
A: Porcentaje G RASA añadido
B: Caudal ALIMENTADOR
C: Porcentaje apertura PLATQ
F: Caudal AGUA
0%
45
30°1°
200
4%
55
100% ( máx . )
400
Medio
2%
50
65%
300
A destacar la arnpliación de la distancia entre niveles del factor C con respecto al experimento anterior, la reducción del intervalo en el caudal del alimentador (el aumento de consumo provocado era muy elevado), y el aumento de la
distancia entre niveles del caudal de agua junto con una reducción en la grasa
(la interacción detectada entre ellos hacía pensar que se podían conseguir
las densidades deseadas con menos grasa y más agua, por tant^ con menos
coste} .
Se vio la conveniencia de estudiar tres respuestas adicionales:
Y4: Diámetro de la partícula
Y5: Grado de extrusión
Y6: Grado de gelatinización
confiando en que ayudarían (como así fue) a explicar el comportamiento del
proceso.
Con estas consideraciones se decidió realizar un diseño factorial 24 completo con dos puntos centrales y sin bloquearlo, ya que debido a la menor duración
de cada prueba (desaparición de los cambios de temperatura) se pudieron realizar los dieciocho experimentos el mismo día. La tabla 6 presenta la matriz de diseño, con los valores reales en los que se situó cada factor, y las respuestas
obtenidas.
Gracias a la experiencia adquirida en el experimento anterior, las pruebas se
realizaron sin problemas ni imprevistos. Esto se pone de manifiesto en que sólo
hubo que relajar los niveles previstos de caudal en dos experimentos, y en que
los niveles de contenido real de grasa son siempre próximos a los deseados.
^ 7%
k^,ti^I^k.A^l^t^.(:i1.1 ^t:('l'F^.N('la^l. t':N LA E':Xf'F.h'Ib1E•..IV"1^r1('IO!^I Iti[)1 ^7^1^1r11 ,(^^1Sf ) f'}ZA(""I I('O
Tabla 6
MATRIZ DE DISEÑO 24 (SE^UNDO EXPERIMENTO}
St.
Respuestas
Factores
Orden
Exp.
C
B
F
A
40
55
43
50
200
220
400
400
4,0
4,2
4,3
4,1
30
30
30
45
45
55
200
200
7, 5
7, 6
30
30
45
400
7,6
30
1
2
3
5
2
3
4
5
6
7
4
14
17
16
8
15
55
400
7, 6
30
9
10
45
200
4,3
100
10
13
11
12
13
14
15
16
17
18
11
12
6
8
7
9
1
18
55
45
55
45
200
400
400
200
4,2
4,3
4, 2
8,6
100
100
100
100
55
45
55
200
400
400
7,1
7,2
7, 7
100
100
100
50
50
300
300
5, 6
6, 0
60
60
Y1
Y2
Y3
Y4
Y5
Y6
326
421
347
334
412
422
421
410
468
275
24
20
26
24
25
17,3
14,3
16,9
17,6
14,7
5
2
4
5
3
477
329
417
447
309
452
436
347
281
19
25
13,6
14,0
0
3
309
350
478
438
418
319
337
376
24
20
19
13,8
14,2
14, 7
1
1
1
321
328
324
430
316
25
14,9
3
336
423
353
23
14,3
2
314
470
307
20
13,8
2
348
460
492
527
432
343
263
286
341
19
26
23
21
13,5
13,0
13,2
14,5
0
1
1
3
271
293
261
307
451
330
21
14,6
2
330
Orden St. : orden estándar del diseño seleccionado.
Orden Exp. : orden aleatorio de experimentación.
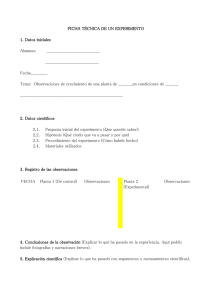
EI experimento se analizó en profundidad con técnicas de regresión múltiple
(todas las regresiones posibles, stepwise, transformaciones, análisis de residuos, etc.), y considerando todas las respuestas estudiadas y las relaciones entre ellas. Sin embargo, para ilustrar las ventajas de la utiiización de la estrategia
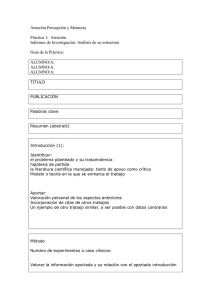
secuencial es suficiente con calcular los efectos para la densidad (Y1 } con el algoritmo de Yates (por supuesto, es una aproximación considerando que siempre se han conseguido los niveles deseados} y representarlos en papel probabilistico normal (fig. 1 }.
Se aprecia claramente que el efecto de la grasa A es determinante, que el
cuyos niveles se habian ampliado con resefecto del plato de restricción C
ahora es detectable, que el efecto del caudal de
pecto al primer experimento
alimentación B entre los nuevos niveles fijados no es irnportante (considerando
los verdaderos niveles de las variables se detecta que tiene cierta influencia) y
que aparece con claridad la interacción entre el caudal de agua F y el porcentaje de grasa A, que una vez detectada pareció a todos los técnicos evidente,
pero que antes del experimento ninguno supo prever.
F.ST AD1^^ "TI('A F.:SPANOI,A
Figura 1
EFECTOS (DE^ISIDAD Y1 }
* A
97--^
95
92
*
P
89
R
85
O
79
^B
73
*
A
66
,
B
58
I
L
50
42
I
34
D
27
A
21
D
15
°I°
11
'
C
AF
B
*
^
^
^
.
,
*
*
8
5
3
^ ^-20
-10
0
10
20
30
40
50
60
70
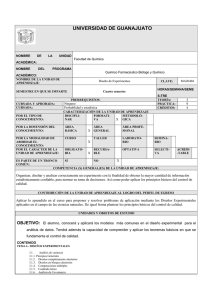
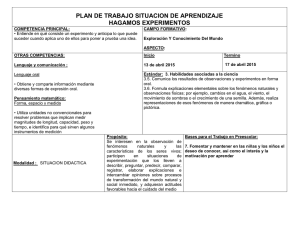
Como es habitual, para la interpretación de esta interacción es conveniente
representarla gráficamente {fig. 2).
Figura 2
INTERACCI4N ENTRE X2 Y X3
DENSIDAD {Y1}
+
384
483
401
449
+
F
A
f^a"fFtATf:(^lA SE:('ll},N('I^L HN l,r^ E:XNE^:RIMEtiTA('If)N INl)liS^a_Rl^^l. C':1tiO F'Fi^1("C1("(1
^7^}
Como se ve, añadir agua hace aumentar la densidad cuando el porcentaje
de grasa añadido está a nivel alto y disminuirla cuando el porcentaje de grasa
está a nivel bajo.
E)
Tercer experimento: validación de resultadas
Recuérdese que el objetivo fundarnental del experimento era averiguar cómo
los factores controlables del proceso de extrusión afectaban a la densidad para
ser capaces de conseguir la densidad deseada actuando sobre ellos.
Para validar experimentalmente los resultados obtenidos, se decidió probar
el sistema en cuatro condiciones de funcionarniento. Los cuatro puntos se eligieron de manera que, variando el máximo posible los niveles de los factores,
se obtuviese la densidad estándar. La tabla 7 muestra las pruebas realizadas y
los resultados obtenidos para la densidad.
Tabia 7
EXPERIMENTOS DE VALIDACION (DENSIDAD).
COMPARACION DE RESULTADOS Y PREVISiONES
X1
X2
X3
X4
Y1 (real)
Y1 (prevista)
220
200
200
5, 0
4,9
6,7
50
70
50
442
449
3
52, 5
50,0
47,5
4
45, 0
220
6, 7
30
441
408
407
404
404
1
2
439
Como se ve, los resultados obtenidos para la densidad difieren considerablemente de los que se habían previsto a partir de los experimentos realizados.
Lo mismo ocurrió con las otras respuestas. La densidad del producto era
sustancialmente mayor de lo previsto, el diámetro menor, el producto había extrusionado poco y el consumo de energía era también menor del previsto. Este
hecho provocó sorpresa y aiarrna general.
Un análisis detallado hizo pensar que quizás se había producido un efecto
bloque entre las pruebas correspondientes al segundo experimento y las de validación. Para comprobarlo se realizaron pruebas de significación conjunta
(Peña, 1987, vol. 2).
Para cada respuesta se estimaron los coeficientes del mejor modelo (M1)
hallado con las dieciocho observaciones iniciales, y se reestimaron a partir de
las veintidós observaciones utilizando el misrno modelo con la adición de una
t-,ti r.>r^^:^ r rc ^^ t^.^,t^;^!^c ^t ,^
1?^1)
variable dumrrry que tenga en cuenta el efecto bloque (M2). Entonces la hipótesis nula ^3; (M1)-^3; (M2), i=1, 2, 3, 4 se comprobó comparando el estadístico:
F=
( SQR, Ha-SQR )lq
SQRI{ N p )
Donde:
SQR es fa suma de cuadrados residual de (M2). La variacián no explicada por el model© M2.
SQR, Ho es ia suma de cuadrados residual de la regresión entre los residuos (con veintidós observaciones} de M1 y la variable dummy. Es decir, es la
variación no explicada por el modelo M1 (cuando se utiliza con las veintidós observaciones) ni por el efecto bloque, representado por la variable dummy introducida en M2.
N el número de observaciones (22}.
q el núrnero de variables de M2 (5}.
p el núrnero de parámetros de M2 (6).
Con la Fde Snedecor con {q, 1^1p) grados de libertad.
En ningún caso se pudo rechazar la hipótesis nula, lo cual confirmó la sospecha de la existencia de un efecto bloque que actúa únicamente sobre el término independiente.
EI siguiente paso fue intentar averiguar la causa del mismo. Una sesián de
brainstorming del equipo de trabajo Ilevó a pensar que la causa más probable
era que habiendo transcurrido dos meses entre el segundo diseño y la prueba
de validación algo hubiese cambiado en el proceso. Ese cambio se identificó
como el desgaste en el plato de restricción. La matriz de restricción está situada
inmediatamente antes del plato de restricción y sufre un desgaste considerable,
por lo que aproximadarnente cada tres meses es sustituida. E! diámetro de esa
matriz era, por tanto, un factor importante que se debería haber contemplado en
el experimen#o y que sóla al final fue reconocido como tal.
Un sencillo experimento posterior confirmó la importancia de este factor y
permitió ai mismo tiempo validar los resultados anteriores sin sorpresas.
E-:SI^Ft^11^F^_(11-1 `^f^^.('t^f^.tit'I^^l. k^^-N l_,^^ ^•:XI'EFtIti1E-.N'f,^('It)!ti^ I^til^l ^(1^1:11
5.
(,^`^t^ 1'k-^( I I('u
^^{^
CONCLUSIONES
Una explicación detallada de todos los pasos seguidos en la investigación
hubiese excedido, con mucho, el espacio disponible y probablemente su paciencia. Se han destacado aquí aquellos aspectos que resaltan la importancia de
utilizar una estrategia secuencial al planificar experimentos en la industria.
Se ha puesto de manifiesto cómo utilizanda los resultados, experiencias y
enseñanzas de los experimentos anteriores se van realizando nuevas pruebas
que clarifican aspectos y dudas que inicialmente no se habían planteado y, por
tanto, no parecía necesario investigar.
Destacar, por último, que esta investigación produjo mejoras importantes en
la forma en que los operarios actuaban sobre el proceso. Reducciones importantes en el consumo de energ ía. Y que Ilevó a los responsables de la planta a
realizar una inversión en un nuevo sistema de dosificación y control de 1a grasa
añadida que permitirá unas importantes mejoras en productividad, calidad (al
poderse mantener mucho más constantes la densidad, humedad, diámetro, etc.)
y aún mayores reducciones en el consumo energético. Estamos convencídos de
que si se hubiese planificado un macroexperimento al principio no se hubiesen
conseguido resultados similares.
Por últímo, toda la investigación se realizó a lo largo de seis meses, lo que
implicó un esfuerzo y dedicación de todo el personal de la planta, que agradecemos. Agradecemos, asimismo, los comentarios de los referees que han contribuido de manera importante a la forma actual de este artículo.
BIBLIOGRAFIA
BISGAARD ,
S. (1988): A Practica/ Aid for Experimenters, Madison: Starlight Press.
BOX, .^,-^. E. P.; i-iUNTER, W. .^a., y i'iUNTER, J. S
. (1978): Statistics for Experimen-
ters, New York: John Wiley.
BOX, G. E. P., y D RAPE R , N. R.(1987 ): Empirical Model Building and Response
Surfaces, New York: John Wiley.
KACKAR, R. N. (1985): «Off-Line Quality Control, Pararneter Design, and the Taguchi Method (With discussions)», Journal of Quality Technology, vol. 17, 4.
NAiR, V. J. (1992): «Taguchi's Parameter Design: A Panel Discussión», Technometrics, vol. 34, 2.
PEÑA ,
D. (1987): Estadística. Modelos y Métodos, Madrid: Alianza Editorial.
F^.S,F .AF)I1"1"1(',^ E^,^F'AN( )I.r^
IK?
A,, y ToRT -MARTQRELL , J. (1991): «Case Study: Experimental Design in a
Pet Food Manufac#uring Company», Quality Eng^ineering, vol. 3, 1.
PRAT ,
TAoucHi, G. (1986): Introduction to Quality Engineering: Designing Quality Into
Products and Processes, Tokyo: Asian Productivity Organization.
SEQUENTIAL ESTRATEGY IN INDUSTRIAL EXPERIMENTATION.
A PRACTICAL CASE
SUMMARY
This paper presents the investigation conducted in a dog food
rnanufacturing extrussion process. The data available showed that
the final product density was not the nominal desired and presented
a big variabiiity.
The investigation main objective was to determine the process
regulating variables that affected the density of the final product and
in which way they do that.
To do this a series of 48 runs in four factorial experiments were
carried out (sequential experimentation).
The paper puts especial emphasis in explaining how the knwoledge adquired by previous experiments is used to design new ones.
And in stressing that it would have been impossible to achive in 48
runs the industrially very important results achived had they been
completely pfanified at the beginning.
Key Words: fractiona! factorial designs, sequential experimentation,
process improvement.
AMS Classification: 62K15, 62K99, 62N99.