Limpieza y Desinfección del equipamiento de ordeño
Anuncio

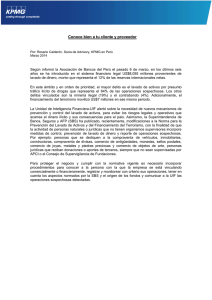
Cátedra de: Tecnología de la leche. Año 2007 Facultad de Ciencias Veterinarias – UNL. Dr. Gerónimo E. Heer LIMPIEZA Y DESINFECCION DEL EQUIPAMIENTO DE ORDEÑO. 1. Introducción. La calidad original de la leche, tal cual se obtiene de vacas sanas y bien alimentadas, debe ser puesta a disposición de la industria y a través de ella al consumidor. La buena calidad bacteriológica de la leche beneficia al: - Productor: porque obtendrá un mejor precio por su producto. - Industrial: porque a partir de una buena materia prima se obtienen productos de buena calidad, lo que permite competir con calidad y mejores precios. - Consumidor: porque podrá consumir productos de buena calidad, lo que produce una mayor demanda y beneficio para el sector lácteo. La buena calidad bacteriológica de la materia prima es fundamental para elaborar productos de calidad, y ello se logra solamente con una adecuada higiene del equipamiento del tambo. 2. Manejo de los productos de higiene para tambos. -Lugar de almacenamiento: debe ser un lugar destinado exclusivamente a los detergentes de tambo. El lugar debe ser fresco y estar al abrigo de los rayos del sol. -Precauciones: no debe dejarse los productos al alcance de los niños. -Primeros auxilios: Si se mancha la ropa, inmediatamente sacarla y lavar las partes de la piel en contacto con abundante agua y concurrir al médico si es necesario con la etiqueta del envase. Cuando se producen contactos con los ojos: también lavar con abundante agua durante 15 minutos y en todos los casos concurrir al médico llevando la etiqueta del envase. -Ingestión de productos: en todos los casos concurrir inmediatamente al médico con la etiqueta del producto. En este sentido es importante tener identificados los centros toxicológicos, si en alguna oportunidad se necesitan. Ver etiqueta del producto. -Envases en uso: mantenerlos con tapa. Si son bolsas, cerrarlas con la parte superior o colocarlas en un balde con tapa (los productos en polvo son higroscópicos y al mojarse forman terrones). 3. Propiedades de los detergentes para tambos. -Humectación: los detergentes bajan la tensión superficial de las soluciones de lavado y le confieren una mayor penetración, a lugares por ejemplo donde no llegan el agua, la leche, la cerveza, las soluciones de lavado llegan fácilmente. -Inhibición de la corrosión: los productos alcalinos siempre son corrosivos porque de esa forma se elimina la grasa y las proteínas. Por ese motivo se le agregan sustancias que inhiben la corrosión y protegen las superficies de los equipos. -Poder secuestrante: el agua siempre tiene calcio y magnesio, son los que le confieren la dureza al agua. Los detergentes tienen sustancias que “secuestran” el calcio y el magnesio y “ablandan” el agua y mejoran el efecto del lavado. -Poder dispersante: la suciedad retirada de las superficies es dispersada y mantenida en la solución de lavado por sustancias que evitan su redeposición y su aglomeración. -Espuma: la espuma es controlada de lo contrario sería aspirada por el sistema de vacío a la trampa sanitaria y de allí puede pasar al tanque de reserva de vacío y dañar la bomba de vacío. 1 4. Objetivos de la limpieza y desinfección. -Obtener leche de buena calidad bacteriológica (con bajos recuentos). -Lograr un adecuado mantenimiento del equipo de ordeño. -Mantener el equipo de ordeño libre de gérmenes patógenos. -Mejorar la rentabilidad del tambo. 5. Suciedad que debe eliminarse. En los equipos de ordeño se pueden observar distintos tipos de suciedad. Su eliminación se logra si se usa el producto adecuado y en la dosis correspondiente. Cuadro Nº 1: Tipos de suciedad y su eliminación. Tipo de suciedad Grasa Eliminación Con sustancias alcalinas y sustancias tensoactivas (detergentes). Se eliminan con detergentes alcalinos. Proteínas Lactosa Con cualquier producto de limpieza o simplemente agua. Con detergentes ácidos. “Piedra de leche” 6. Clasificación de los productos de limpieza y desinfección. Simples (sin desinfectantes) Líquidos Combinados (con desinfectantes) Alcalinos Simples (sin desinfectantes) En polvo Combinados (con desinfectantes) Simples (sin desinfectantes) Acidos Líquidos Combinados (con desinfectantes) 7. Pilares de la limpieza. Lo constituyen: el hombre, el equipo y los productos de limpieza. HOMBRE EQUIPO PRODUCTO 2 Modo de acción Las sustancias alcalinas se combinan con la grasa (saponificación) y forman jabón. Las proteínas absorben agua y se solubilizan frente a soluciones alcalinas. El cloro potencia esa acción. Es un azúcar por lo tanto es soluble.. El ácido solubiliza los minerales de la piedra de leche y los incorpora y dispersa en la solución de lavado. El hombre: el factor humano es muy importante. Debe estar capacitado. Debe tener un procedimiento para poder lograr los objetivos propuestos. El equipo de ordeño: debe estar construido, instalado y mantenido de tal forma que su sistema de lavado permita lograr un lavado óptimo. El fabricante y/o instalador debe proveer un manual con las instrucciones para un correcto lavado. El producto de limpieza: de acuerdo a las dosis indicadas debe funcionar correctamente y deben alcanzarse los objetivos propuestos (bajos recuentos de bacterias). 8. Dosis del producto. La dosis del producto a utilizar depende: -Del volumen de agua -De la dureza del agua. -De la temperatura del agua. 9. Determinación del volumen de agua en equipos de ordeño: a) Equipo de ordeño con circuito de lavado cerrado: se determina por litros de agua por unidad de ordeño (en la mayoría de los equipos está alrededor de los 5 litros), o cuando el recibidor de leche es de vidrio, se hace ingresar agua al circuito hasta completar el 75% del recibidor con agua circulando en forma constante. b) Equipo de ordeño con circuito de lavado abierto: se hace ingresar agua al circuito hasta la salida de la misma. Una vez que se logra un volumen de agua constante en la pileta, con un nivel de agua de 3 cm por encima de la admisión, con el agua que está en la pileta mas el agua que contiene el equipo se determina el volumen de agua necesario. En equipos con electrobomba se incorpora agua hasta que la misma queda cebada en circuito para medir el volumen. 10. Determinación del volumen de agua en equipos de frío: a) Lavado programado: cuando el lavado es programado, el equipo toma la cantidad de agua ya determinada directamente del sistema de agua (como el lavarropas programable). En este caso es muy importante un caudal y presión de agua constantes (no abrir canillas conectadas a ese circuito cuando el programa está funcionando). b) Lavado mecánico: en este caso el volumen de agua mínimo necesario es el que mantiene la bomba cebada con el agua en recirculación (por lo general es el 1% de la capacidad del tanque). 10.1 Dureza del agua: Está dada por las sales de calcio y magnesio. La dureza del agua impide una buena acción de los productos de limpieza formando con ellos sales insolubles. Eso se puede observar preparando una solución de lavado con agua dura en un frasco transparente. Para neutralizar las sales de la dureza, los productos de limpieza contienen “secuestrantes”, es decir sustancias que secuestran las sales de calcio y de magnesio para impedir que estas “corten” el producto de limpieza. Exactamente lo mismo pasa con el jabón de lavar ropa, alrededor de los 40ºF (400 ppm de carbonato de calcio), el jabón comienza a “cortarse”. La dureza generalmente se expresa en grados franceses y alemanes. Por ejemplo tenemos 20ºF (grados franceses). Para pasar de grados franceses a alemanes: 20 x 0,56= 11,2 dHº (grados alemanes). Para pasar de grados alemanes a franceses: 11,2 x 1,786= 20ºF (grados franceses La dureza también se expresa en mg de carbonato de calcio. Ej. 20 ºF = 200 mg. de carbonato de calcio. 11. Factores que influyen en la limpieza. Como lo indica el cuadro, una serie de factores interrelacionados influyen en el éxito de la limpieza. 3 Acción química: es importante la correcta determinación de la dosis para el éxito de la limpieza. Acción mecánica: está dada por la turbulencia que le imprime a la recirculación el pulsador de lavado mezclando aire y agua. Este efecto aumenta la velocidad de la recirculación haciendo la acción física de cepillo. Por ese motivo es importante que funcione bien el pulsador de lavado. Tiempo: normalmente para un lavado con agua caliente se necesitan unos 10 minutos. Eso depende del equipo de ordeño. Si tiene una buena velocidad de recirculación y con agua caliente por encima de 50ºC durante todo el ciclo de lavado se logra un excelente lavado. Para ahorrar energía, cuando el equipo de ordeño es de grandes dimensiones y ante todo en invierno, después del enjuague e inmediatamente antes del lavado, se puede pasar agua caliente. De esta forma se mantiene la temperatura de lavado durante mas tiempo. Si se lava con agua fría, debe lavarse durante 15 minutos como mínimo. Temperatura: como durante el lavado se pierde mucha temperatura, debe comenzarse el lavado a una temperatura de 80ºC. Es importante finalizar el lavado por encima de los 40ºC. En la Comunidad Europea se recomienda lavar por encima de los 80ºC para eliminar la Listeria Monocitógenes, que es una bacteria patógena que afecta al hombre. La temperatura es muy importante para lograr un buen lavado, ello puede comprobarse cuando se lava los platos con agua fría. Importante: para el lavado de los equipos de frío debe respetarse las temperaturas indicadas por el fabricante. FACTORES QUE INFLUYEN EN LA LIMPIEZA DEL EQUIPAMIENTO Acción detersiva Turbulencia Tiempo Temperatura Correcta dosis. Inicial 80ºC.Finalizar La inyección periódica Con agua caliente de aire aumenta la hasta 10 minutos. el lavado por encima Tener en cuenta la velocidad de de 40ºC. Temperatura temperatura del agua recirculación. Con agua fría como de lavado ideal entre (con agua fría debe mínimo 15 minutos 50 y 70 ºC. aumentarse la dosis un 50%). Efecto de las altas temperaturas de las soluciones de lavado sobre la eficiencia de la limpieza. Efectos positivos Disminuye la adherencia de la suciedad Disminuye la viscosidad de la suciedad Aumenta la emulsión de las grasas Acelera la dispersión de la suciedad Aumenta la absorción de agua de la suciedad Acelera las reacciones químicas y enzimáticas Eleva la solubilidad de la suciedad 4 12. Cómo lograr una correcta higiene del equipamiento en forma contínua? 1. El tambo debe tener un Responsable y un Suplente de la limpieza del equipamiento. Si el responsable no se encuentra, la limpieza la hace el Suplente. Ambos deben implementar el mismo procedimiento que debe estar escrito y expuesto en la sala de leche. 2. Implementar un procedimiento que contemple: los tiempos de enjuague y lavado, la dosis del producto, la temperatura del agua y el tiempo de lavado en función de la temperatura. Si el lavado lo hace siempre una persona capacitada que respeta el procedimiento expuesto queda asegurado el problema de la limpieza. 13. Importancia del lavado ácido. El lavado completo se logra con lavados alcalinos y ácidos. El lavado ácido se hace para eliminar las sales que luego se combinan con las sustancias orgánicas y forman lo que se denomina en el ámbito de la lechería la “piedra de leche”. Para darnos una idea de este fenómeno, si salpicamos un vidrio con agua de pozo, una vez que se seca, se puede ver una mancha. Son las sales del agua. En el equipo de ordeño a las sales del agua se le suman los componentes de la leche formando un depósito duro sobre la superficie: “la piedra de leche”. Para obtener un buen lavado del equipamiento se utiliza agua caliente. Paradógicamente el agua caliente acelera la formación de la piedra de leche. Eso lo podemos apreciar en la pava con la que se calienta agua comparándola con otro recipiente que normalmente contiene agua fría. Ambos recipientes tendrán sarro, pero mucho mas la pava. Es por el efecto del calor. Si lavamos un mismo equipo durante un período con agua fría y otro con agua caliente, el lavado con agua caliente es ampliamente superior. Por ese motivo, a pesar del aumento de la piedra de leche, se usa agua caliente y como de todas formas es necesario hacer lavados ácidos, los depósitos minerales se eliminan. En la piedra de leche se forman sucesivas capas de depósitos minerales y restos de leche. Entre esas capas quedan restos de leche y humedad lo que se permite el desarrollo gérmenes. Dentro de la piedra de leche las bacterias quedan protegidas del detergente y de la temperatura. Por otra parte esas bacterias se rodean de una sustancia (exopolisacáridos) que las proteje formando “biofilms”. Los biofilms “tapizan” y se adhieren a las superficies extendiéndose en forma continua y liberando bacterias que a su vez forman nuevos biofilms. Por ese motivo, la presencia de piedra de leche siempre es sinónimo de contaminación bacteriológica. 14. Lavado del equipamiento. Una vez finalizado el ordeño, con el equipo en marcha se debe enjuagar inmediatamente. Eso es importante, porque al haber vacío en su interior, los restos de leche no pueden penetrar en la uniones. En cambio, si se detiene el mismo, los restos de leche pueden penetrar siendo luego muy difícil poder eliminarlos. a)Equipos de ordeño: secuencia de lavado para productos alcalinos y ácidos. 1.- Enjuague previo: durante 5 minutos con agua fría o hasta que el agua salga limpia. Lo ideal es enjuagar con agua tibia si eso es posible. De lo contrario es preferible reservar el agua caliente para el lavado. 2.- Lavado: se hace con el volumen, la temperatura, el tiempo y la dosis necesarios. Para mantener la temperatura de lavado entre 50 y 70ºC, después del enjuague previo se puede pasar agua caliente para calentar el equipo y evitar la pérdida 5 de calor, ante todo en invierno. 3.- Enjuague: se hace durante 2 - 5 minutos para eliminar los restos del detergente. 4.- Desinfección: durante 5 minutos. Se puede hacer después del lavado. Pero hasta el próximo ordeño el equipo podría contaminarse nuevamente. Por ese motivo, se recomienda desinfectar inmediatamente antes del ordeño. 14.1 Sistemas de lavado: Tradicional: con este sistema se lava con un producto alcalino después de cada ordeño y se incorporan 2 ó 3 lavados ácidos semanales. En realidad se debe reemplazar lavados alcalinos por lavados ácidos, no es necesario lavar primero con un detergente alcalino e inmediatamente con uno ácido (como lo hace la mayoría). Cuanto más dura es el agua mas lavados ácidos conviene implementar en la semana. Alternado: con este sistema se lava con productos: - alcalinos por la mañana y con productos - ácidos por la tarde. Las ventajas de este sistema son las siguientes: - Las bacterias no se pueden adaptar al cambio diario de pH alcalino – ácido cada 12 horas. - Al no quedar “piedra de leche” las bacterias no tienen donde “esconderse”. b)Equipos de frío:Se hace con el volumen de agua, la dosis, la temperatura y el tiempo necesarios. Es importante usar la temperatura del agua recomendada por el fabricante. 1.- Enjuagar: hasta que el agua sale limpia. 2.- Lavado propiamente dicho: el tiempo dependerá de la temperatura del agua de lavado, normalmente entre 10 y 15 minutos. 4.- Enjuague final: durante 5 minutos. Desinfección: puede hacerse después del lavado o inmediatamente antes del ordeño. Enjuague final: para ambos equipos, de ordeño y de frío, debe hacerse con agua potable. Nota: nunca deben mezclarse productos alcalinos con productos ácidos. En la práctica se ha detectado que usuarios de los productos, pensando que se lograba un mejor efecto, los mezclaba. Al mezclarlos se produce una reacción con temperatura y desprendimiento de gases que pueden ser peligrosos y por otra parte al neutralizarse mutuamente sus componentes se depositan sobre la superficie de los equipos produciendo una especie de piedra de leche. 15. PROBLEMAS DE LIMPIEZA Y ALTOS RECUENTOS DE BACTERIAS. El problema se detecta cuando el equipamiento está visiblemente sucio o cuando aumentan los recuentos de bacterias. 15.1 Inspección del equipamiento: a)Equipo de ordeño: se examinan los siguientes elementos: -Centralizador o garra, mangueras, picos de entrada a la línea de leche (para ello debe desmontarse la manguera), recibidor de leche, codos de goma, línea de leche (con ayuda de linternas), curvas (desmontando las mismas). -Si la suciedad es blanda (grasa), es por insuficiente dosis de productos alcalinos o insuficiente 6 temperatura del agua de lavado. -Si la suciedad es dura y no se puede remover con los dedos (piedra de leche), es por falta de lavados ácidos, insuficiente dosis de ácido. b)Equipo de frío: se inspecciona toda la superficie interna. Para ello debe usarse linternas o lámparas portátiles. Debe desmontarse las bochas de lavado, que pueden contener sustancias extrañas o bichos dificultando el duchado, la descarga del tanque (que puede quedar con restos de leche), las mangueras de descarga. Defectos que pueden presentarse en la limpieza y sus causas. Defectos Depósitos duros al tacto color blanco-grisáseos o blanco-amarillentos. Depósitos blandos color grisáseo blanco amarillento. Superficies untuosas o pegajosas al tacto , sin suciedad visible. Causas Piedra de leche. Insuficientes lavados ácidos. Dosis ácida demasiado baja. Aguas muy duras. Depósitos de grasa. Insuficiente dosis de productos alcalinos. Agua muy fría o muy dura. Dosis de producto insuficiente. Agua fría. Enjuague inicial y/o final insuficiente. 15.2 Indicaciones para solucionar los defectos de lavado: Piedra de leche: ajustar la dosis y la frecuencia de los lavados ácidos. Dosis de ataque: hacer lavado alternado (a la mañana con detergentes alcalinos y por la tarde ácidos) duplicando la dosis del ácido hasta solucionar el problema. Depósitos de grasa: aumentar la dosis del producto alcalino. Usar agua caliente. Dosis de ataque: duplicar la dosis del detergente alcalino hasta solucionar el problema. Superficies untuosas al tacto: mejorar el enjuague inicial y final. Ajustar la dosis del detergente alcalino. Asegurarse del buen funcionamiento del equipo (asegurarse que por los centralizadores pase suficiente cantidad de agua). 16. Cuando los recuentos de bacterias son altos. Cuando el problema no es detectable a la inspección, se debe hacer un análisis bacteriológico para determinar exactamente de donde vienen las bacterias. Ver Práctico: Interpretación de los análisis de leche de tanque. DESINFECTANTES DE USO EN TAMBOS. Los principales desinfectantes que se utilizan en el tambo y la industria láctea son los de amplio espectro: cloro, yodo y ácido peracético. Los amonio cuaternarios en Argentina no se usan, fundamentalmente por problemas de manejo originados en la década del 70 y principios del 80. Como esos productos tienen una base detersiva, necesitan un mayor enjuague y a causa de problemas de inhibidores y por su acción selectiva (no actúan bien sobre bacterias Gram (-) fundamentalmente Pseudomonas) la industria láctea no lo utiliza y tampoco permite su uso en tambos. 7 CLORO Hipoclorito de sodio (el mas usado) y de calcio (aspecto turbio). Comúnmente se lo conoce como “lejía” o “lavandina”. Puede tener distintas concentraciones. El cloro que se vende suelto muy comúnmente es adulterado (aguado). El hipoclorito de sodio es relativamente inestable a la temperatura y a la luz. Los derivados del cloro en forma de polvo, son mas estables pero sensibles a la humedad. El cloro gaseoso, el hipoclorito de sodio y los derivados del cloro dan ácido hipocloroso en presencia de agua . El ácido hipocloroso no es estable. Incompatibilidades: Los derivados del cloro no deben ser mezclados con compuestos ácidos (detergentes o detergentedesincrustante) La asociación con compuestos catiónicos, sales de amonio y productos que liberan oxígeno activo deben ser evitados (ácido peracético). En presencia de detergentes alcalinos disminuye levemente su actividad. No obstante se utilizan en todo el mundo para la limpieza combinada de equipos de ordeño y de frío. Corrosión: El cloro y sus derivados tienen una limitación en su uso por ser oxidantes y corrosivos. Los principales metales, incluyendo el acero inoxidable, son sensibles según las condiciones de contacto. Cuanto mayor es la concentración de uso, mayor el tiempo de contacto y cuanto mas alta es la temperatura: hay mayor corrosión. Mecanismo de acción: El cloro actúa en forma de ácido hipocloroso (forma activa), su poder oxidante destruye las proteínas estructurales y bloquea la actividad enzimática. Espectro: Es buen bactericida y virucida. La actividad fungicida es poco marcada y su actividad esporicida es discutida. La presencia de materias orgánicas disminuyen su actividad microbicida. Toxicidad: Como todo halógeno, son sustancias irritantes y corrosivas. El riesgo esencial reside en el estado de cloro gaseoso que puede entrañar un edema agudo de pulmón por encima de 150mg/litro (no mezclar detergentes alcalinos clorados con detergentes ácidos para el lavado de los equipos de ordeño!!!). En la industria alimenticia en general, los residuos de cloro se combinan con las sustancias orgánica dando compuestos hepatotóxicos y cancerígenos, motivo por el cual en los países desarrollados prácticamente no se usa mas. Usos: Se combina con detergentes alcalino para la limpieza y desinfección (L + D) combinada en equipos de ordeño, de frío, en la industria alimenticia y de bebidas (los detergentes alcalinos líquidos se combinan con hipoclorito de sodio y los productos en polvo con ácido-tricloro-isocianúrico). Es muy usado en tambos para desinfectar los equipos de ordeño, tanques de frío, etc. Ventajas: - Bactericida-virucida. - No genera espuma. - Económico. - Fácil de enjuagar. Desventajas. - Riesgo de corrosión. - Sensible a la materia orgánica. - Inestable frente a la temperatura. - Incompatibilidad frente a ácidos (desprendimiento de cloro gaseoso). - Los residuos en presencia de materia orgánica, generan sustancias tóxicas (cloroformo, etc, que son hepatotóxicas y cancerígenas). 8 YODO Y DERIVADOS. Es muy poco soluble en agua, de manera que se utiliza fundamentalmente como yodóforo y iodopovidona. Las soluciones de yodóforos son solubles en agua y etanol con estabilidad óptima de un pH ácido comprendido entre 1 y 5. Incompatibilidades: Como los yodófotros son compuestos oxidantes, no son compatibles con las sustancias reductoras. Las sales alcalinas y bases reducen el yodo e inactivan la actividad antimicrobiana. Corrosión: Los compuestos yodóforos son menos corrosivos que las formas minerales de yodo. La iodopovidona es la solución menos corrosiva.. La adición de ácido, con el fin de mejorar la estabilidad de las soluciones, aumenta su poder de corrosión. Mecanismo de acción: El yodo actúa sobre los microorganismos oxidando las proteínas enzimáticas y su estructura. Espectro: La acción bactericida es buena. Los mohos y las levaduras son bastante sensibles a los derivados yodados. La actividad virucida es controvertida. La actividad esporicida solo se obtiene con concentraciones muy elevadas, lo que a su vez produce acciones colaterales como corrosión y tinción. Toxicidad: El yodo posee un poder lipófilo que favorece el paso a través de la piel. Las formas yodóforas son menos irritantes que los derivados minerales. La citotoxicidad y la hipersensibilización son límites de un uso amplio y duradero como antiséptico. Usos: El uso principal es la antisepsia. La rápida acción antibacteriana es aprovechada en productos antisépticos. Las soluciones yodóforas y iodopovidona son muy utilizadas como desinfectantes de pezones en el tambo. Su utilización como desinfectante de equipos de ordeño, de frío, equipamiento en la industria alimenticia y de bebidas, desde el punto de vista microbiológico es bueno, pero se usa cada vez menos por sus inconveniente. Es un producto que constantemente aumenta de precio, porque prácticamente hay 2 productores en el mundo y dado que se utiliza también en la industria de plasmas (TV), genera una gran demanda. Ventajas: - Bactericida, virucida y fungicida. - Activo en bajas temperaturas. Inconvenientes: - Riesgo de corrosión. - Los materiales orgánicos disminuyen su acción desinfectante. - Inestable frente a altas temperaturas. - Coloración de los materiales plásticos. - Costo elevado. ACIDO PERACETICO El ácido peracético (AP) es una constante en equilibrio de: ácido acético, agua oxigenada, ácido peracético y agua. El AP es un líquido incoloro, de olor muy picante en forma pura. En el mercado argentino se comercializa al 5 y 15%. En Europa hasta 40%. Es muy importante almacenarlo a menos de 30ºC de temperatura ambiente y en lugares ventilados. Dado que constantemente despide gases, los envases deben tener una tapa-válvula. Es un producto que se ha impuesto en los países desarrollados por su eficacia y porque es 9 totalmente biodegradable, reemplazando al tradicional cloro y al yodo. Incompatibilidades: Es un potente oxidante, por lo tanto todos los radicales que tengan moléculas susceptibles de oxidarse deben mantenerse alejados. Corrosión: El ácido peracético diluido no provoca corrosión localizada ni generalizada. Mecanismo de acción: El ácido peracético oxida las enzimas y las membranas de los microorganismos. La catalasa microbiana no puede descomponer el AP y a su vez es destruida. El esquema nos muestra cómo la catalasa bacteriana (a la izquierda) destruye el agua oxigenada, en cambio no puede destruir al ácido peracético (a la derecha) porque su oxígeno activo al no ser destruido por la catalasa, en la molécula de ácido peracético, pasa por la membrana celular y actúa directamente en el interior de la bacteria. El AP actúa contra bacterias, virus, esporas, levaduras, mohos y hongos. Toxicidad: El AP reúne los riesgos tóxicos de los compuestos oxidantes y de los ácidos. Usos: Las soluciones de AP son especialmente utilizadas en la desinfección de equipos (por recirculación) en industria de la alimentación, frigorífica, láctea, de bebidas y de tambo. Se utiliza también como pre-dipping (AP 15%: 1 ml por litro de ago. La solución se prepara para cada ordeño). Se utiliza también con éxito en la desinfección de ambientes donde es necesario eliminar la carga microbiana (en este caso debe tenerse en cuenta que las paredes y pisos deben estar pintadas con pintura epoxi, y el equipamiento debe ser de acero inoxidable y/o de plástico). Ventajas: - Bactericida, fungicida, virucida y esporicida. - Activo a baja temperatura. - Acción rápida. - No espumante. - Fácil e enjuagar. - Económico. - Totalmente biodegradable. Inconvenientes: - Riesgos de corrosión. - Inestabilidad en alta temperatura ambiente. - Sensible a materias orgánicas. - Vapores irritantes. El personal que maneja y utiliza el producto debe ser capacitado previamente. Cátedra de: Tecnología de la leche. 10 11