CONTROL DIFUSO BASADO EN PC, APLICADO A UNA PLANTA
Anuncio

CONTROL DIFUSO BASADO EN PC, APLICADO A UNA PLANTA DE
ASFALTO
Gustavo J. Hernández
Dto. Ingeniería
Weisz Instrumentos S.A.
Ingenier@weisz.com
Gustato@yahoo.com
http://www.weisz.com
http://www.geocities.com/capecanaveral/hangar/5837/
Resumen: En el presente trabajo se describe la implementación de controladores difusos
aplicados sobre 4 lazos de control de una Planta de Asfalto. El esquema de control cuenta
con un PLC y un sistema supervisor basado en software standard del mercado, corriendo
en una plataforma basada en PC. Los controladores son desarrollados en el sistema
supervisor, pero con un esquema de seguridad para garantizar la confiabilidad y robustez.
Se implementa el modelo difuso de Takagi-Sugeno, con dos variables de entradas y una de
salida. Los resultados son analizados en comparativa con los correspondientes al control
del PID implementado en el PLC.
FUZZY CONTROL TO SUPPORT IN PC, APPLIED THE ASPHALT PLANT
Abstract: In the present work the implementation of applied diffuse controllers is
described on 4 loops of control of Planta de Asfalto. The control scheme counts on a PLC
and a system supervisor based on standard software of the market, running in a platform
based on PC. The controllers are developed in the system supervisor, but with a scheme of
security to guarantee the reliability and robust. The diffuse model of Takagi-Sugeno is
implemented, with two variables of entrances and one of exit. The results are analyzed in
comparative with the corresponding ones to the control of the PID implemented in the
PLC.
Palabras Claves: Control Difuso, PID, Sistema Supervisor, Planta de Asfalto
1. INTRODUCCIÓN
En general, en todas las plantas de producción se
encuentran elementos críticos, los cuales se debe
priorizar la estrategia de control y supervisión para
que el pleno conocimiento de sus propiedades y leyes
puedan darle a las personas involucradas un manejo
controlado de su proceso. La planta en la cual se
desarrolla la implementación de estas técnicas es la
planta de Asfalto de Eg3, en Bahía Blanca, Buenos
Aires, Argentina. Esta planta fue puesta en marcha
durante el segundo semestre de 1996.
El Producto final de la destilería, se trata como
materia prima para este proceso. En el caso de la
destilación del petróleo, queda como residuo un
producto sólido a temperatura ambiente, con cierto
porcentaje de combustible, constituido por extensas
cadenas carbonadas. Este producto puede ser
utilizado por ejemplo en la elaboración de carbón de
coque, principalmente para ser utilizado como ánodo
de sacrificio en la industria de producción de
aluminio. También puede ser utilizado en la
elaboración de asfalto, o membrana asfáltica y éste
es el caso de esta planta.
Para la elaboración de asfalto, se debe realizar la
ruptura de estas cadenas carbonadas, mezclado el
producto inicial con catalizadores que favorecen el
proceso y aumentan la velocidad de respuesta.
La materia prima, mezcla de resíduo de petróleo y
gasoil pesado, es precalentada para luego inyectarse
en un condensador, donde se desarrolla el proceso de
cracking de la misma. Este proceso lleva horas
produciéndose y el control del mismo es el regule de
la temperatura en los distintos puntos mediante la
inyección de aire, con sopladores funcionando todo
el tiempo. Este proceso es muy sencillo si los
condensadores fueron correctamente diseñados, y en
este punto recae el know-how de la planta. Una vez
producido el cracking del producto, detectable
mediante ensayos contínuos de laboratorio y
temperatura en distintos puntos del reactor, se libera
a la producción de la membrana asfáltica.
La materia prima, que es transportada desde la
destilería hasta la planta misma, circula a una muy
elevada temperatura por una cañería que posee un
tracing eléctrico. Se almacena en dos tanques de
stock con capacidad de 10000 m3.
Ya en la planta de asfalto, todas las cañerías son
mantenidas principalmente por un tracing de vapor,
y parte por un calefaccionado en baño de aceite,
incluso hasta su llegada a la planta de membrana
asfáltica, donde queda bajo responsabilidad de otro
sector. Este vapor condensado también es tomado de
la destilería y transportado por cañerías con tracing
eléctrico.
El vapor saturado que provee destilería proviene a 17
kg/cm2 de presión. El diseño de la planta de asfalto
hace que esta presión deba ser reducida a 7 kg/cm2.
Para esto se ubica sobre la entrada de la planta una
laminadora de vapor que reduce la presión a la
indicada, pero como el vapor sigue una curva
adiabática de transformación, se eleva la temperatura
del mismo, pasando ser vapor sobrecalentado; se
debe entonces, enfriar este vapor, para eso se le
inyecta agua, que al vaporizarse, enfría la mezcla
llevándola al estado de vapor saturado.
El almacenamiento de la materia prima se realiza
sobre tanques de stock. Estos tanques también deben
mantenerse a la temperatura adecuada para evitar la
solidificación de la materia, cosa que sucede a
temperatura ambiente. Para esto se posee serpentinas
por las que circula el vapor saturado, antes
laminado.
Un factor a tener en cuenta en todo el recorrido tanto
de la materia prima como del material producido, es
el proceso de cracking que se produce en todas las
cañerías, tanques, válvulas, etc. Las superficies de
intercambio de calor se encuentran a temperaturas
elevadas, lo suficiente como producir este cracking;
se debe tratar de evitar por este motivo un exceso de
temperatura en todos los elementos intercambiadores
de calor.
La implementación de los controles de estos cuatro
elementos, Presión de Vapor, Temperatura de
Vapor, Temperatura de los dos tanques de Stock se
llevó a cabo.
Para controlar los distintos procesos de la planta y
supervisarla, se cuenta con un PLC marca Modicon
Quantum 113-02, software de programación Modsoft
Versión 2.21, y con software de supervisión Taurus
Conectivity Server Versión 5.27. El hardware sobre
el que corría el sistema está basado en una PC
compatible, con microprocesador Intel 586, con 16
Mb de RAM, trabajando con sistema operativo MSDOS Versión 6.2, y Windows 3.11.
Los controles del laminador y de los tanques de stock
fueron implementados primero en el PLC,
sintonizádolos desde el sistema supervisor. Desde el
mismo fueron tomados datos y almacenados para su
análisis.
Si bien el control desde el PLC marchaba
correctamente surgió la inquietud, dado que se
poseen las herramientas necesarias para su
desarrollo, de implementar y adquirir el know-how
de algún algoritmo de control que brindase en el
futuro una implementación global de la planta.
Se probó por puro ejercicio, realizar el control con
redes neuronales, pero dados los requerimientos
operativos que se necesitan, se descartó esta opción
como modo de trabajo definitivo. Tampoco se llegó a
contrastar su rendimiento.
Se empleó en forma definitiva un control basado en
lógica difusa, implementado en el sistema
supervisor. Para esto se necesitó analizar, controlar,
ofrecer seguridad con los tiempos de actualización
de datos y resguardar al sistema por posibles caídas
de la PC.
2. CONTROL DIFUSO
Uno de los interesantes tópicos dentro de la
investigación de control automático es el uso de
técnicas difusas para la implementación rápida, fácil
y transparente de estrategias de control no-lineales
para procesos existentes, los cuales difícilmente
pueden ser modelados por un acercamiento fisicomatemático.
A finales del siglo XIX el matemático alemán
George Cantor, inició el estudio y la aplicación de la
Teoría de Conjuntos, punto de partida de la
matemática moderna. En los años 30 Lukasiewicz
trato de explicar matemáticamente el modo de
pensar de las personas y crea la Lógica Multi-Nivel.
En 1965, Lofti Zadeh, basándose en el trabajo de
Lukasiewicz, introduce la “Lógica Difusa” basada en
una Teoría de Conjuntos Difusos.
Ingenieros japoneses iniciaron el estudio y
aplicación en la década del 70 y hoy se encuentran a
la vanguardia en el diseño con lógica Difusa.
El uso de técnicas difusas para el control automático
trata de imitar el comportamiento consciente de un
operador humano, controlando procesos no-lineales
complejos. La gran potencia de esta metodología
programable se debe a la posibilidad de expresar
operaciones y controlar las reglas del sistema
mediante palabras de uso cotidiano. La lógica difusa
elimina los altos contenidos de matemática y física
de un proceso y va directo al nivel en que el sistema
trabaja. Esto permite aproximarse intuitivamente a
la solución de un problema mediante la formulación
de reglas, y con un lenguaje de nivel operativo. La
teoría de conjunto Difuso nos da un fondo
matemático y buenos fundamentos para la
descripción y manejo del tan complicado
razonamiento humano.
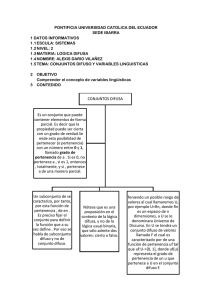
T(X): Conjunto de valores lingüísticos de X.
U:
Universo de Discurso.
G:
Regla sintáctica para generar los valores de
X.
M:
Regla semántica para asociar a cada valor X
con su significado.
Las funciones de pertenencia se ven ilustradas en la
Fig. 2, describen el grado de certidumbre sobre los
distintos niveles que poseen las reglas semánticas.
Para alcanzar una ejecución de alta velocidad, en
general son usadas las funciones de pertenencia
lineales.
1
El diagrama básico de un controlador de lógica
difusa se puede ver en la figura 1.
s
0.25
Conocimiento
Fusificación
y
Desfusificación
-70
-50
-30
-10
0
10
30
50
70
Fig. 2. Funciones de pertenencia.
Inferencia
Fig.1 Esquema del Controlador Difuso.
Así, la fusificación es el etiquetando del valor de la
variable de entrada con un término lingüístico y
determinando el correspondiente grado de
pertenencia. La inferencia o razonamiento difuso es
la determinación de conclusiones o la generación de
hipótesis basados en el estado de una entrada. La
desfusificación es el proceso de llevar los resultados
simbólicos obtenidos a valores que puedan ser
utilizados para que las acciones de control sean
activadas.
En la teoría de conjuntos difusos, un elemento no
necesariamente pertenece o no pertenece a un
conjunto, sino que hay un continuo de "grados de
pertenencia". El grado de pertenencia a este conjunto
se lo normaliza a valores entre 0 y 1 inclusive. Esto
indica el grado en que una proposición es verdadera.
Entonces, en lugar de pertenecer o no pertenecer a
un conjunto, lo que se hace es introducir niveles
entre estos dos estados y por consiguiente un
elemento puede pertenecer un poco a un conjunto.
La lógica convencional es un caso particular de la
lógica difusa, ya que al hacer un grado de
pertenencia igual a 0 se indica una pertenencia nula,
o no pertenencia igualando a 1 una pertenencia total.
Existe una matemática difusa, en ella encontramos
operadores tales como intersección, unión, negación,
etc; esta matemática conlleva a poder realizar la de
fusificación por múltiples métodos, como por
ejemplo centro de gravedad, máxima pertenencia,
centro de máxima pertenencia, y un centenar de ellos
más.
En nuestro caso, para la fusificación y su posterior
desfusificación empleamos el método de centro de
gravedad, que por otra parte es el recomendado por
autores del nivel de Sugeno, para procesos con el que
se lleva a cabo aquí. Esto se diagrama en las figuras
3 y 4.
1
W2
W1
0.25
-30
-10
0
10
30
50
70
Fig. 3 fusificación
1
cg (salida física)
Área por W1
Área por W2
Así, una variable queda definida por:
0.25
var={X,T(X),U,G,M}
Donde:
X:
Es el nombre de la variable
-40
-20
0
20
40
60
Fig. 4 Desfusificación
80
3. IMPLEMENTACIÓN
El esquema global de funcionamiento está
compuesto por el PLC, y la PC donde corren dos
módulos, uno para proveer funcionalidad básica y el
otro funcionalidad avanzada al sistema SCADA que
constituyen.
Los elementos necesarios para implementar el
controlado difuso se encuentran desarrollados en la
PC, utilizándose el PLC, en este esquema, como un
simple módulo de entrada-salida. Pero con capacidad
de decisiones que protegen al anterior y aseguran el
funcionamiento.
El esquema de operaciones queda organizado como
sigue.
En el PLC se desarrollan todos los enclavamientos
necesarios para el control, operación y supervisión
de toda la planta. Se pusieron a punto los
controladores basados en algoritmos PID y se
implementó una estrategia de seguridad para el caso
en que la PC dejase de controlar, tomando el mando
de los controladores el mismo PLC. También se
agregó a esta estrategia el retorno del control hacia
la PC en caso de conservarse operativa durante un
determinado tiempo y con performance acotada.
En la PC se encuentra ejecutándose el sistema
Conectivity Server, que interroga vía puerto serial,
con protocolo Modbus ASCII al PLC extrayendo sus
datos u escribíendole las configuraciones para la
operación y el control, en caso de ser necesario. Aquí
se realizan las funciones básicas del sistema
SCADA. Para favorecer la rapidez en el intercambio
de información desde/hacia el PLC se trabajó con
una tabla de transferencia, de esta manera se
optimizaron las comunicaciones desde el PLC hacia
el sistema supervisor. Para favorecer el intercambio
de los datos necesarios para el controlador difuso se
dispuso de una segunda tabla, pero muy pequeña,
con una taza de actualización elevada respecto de la
anterior.
El front-end está desarrollado en Visual Basic, tiene
como funcionalidad proveer al operador de una
interface
amigable
y
esquemáticamente
representativa de la planta que está gobernando. Este
módulo es la interface, el nexo entre el sistema
supervisor y el entorno, entendiéndose como entorno
el operador, migración de datos a la LAN, etc. En él
se implementaron los formularios necesarios para la
sintonía de los lazos PID, como también los
formularios con los datos necesarios para la sintonía
de los lazos de control difuso. La implementación de
la matemática difusa se llevó a cabo con la
realización de funciones que conforman una dll,
desarrollada en lenguaje “C”. Periódicamente es
invocada con los parámetros necesarios por el
programa que oficia de front-end para el usuario. En
la implementación matemática se tuvo en cuenta el
desarrollo de distintos métodos de fusificación y
desfusificación, como elemento para poder contrastar
el desempeño de cada uno.
Un factor muy importante que se tuvo que prever son
los tiempos de actuación del controlador difuso. Al
realizar un análisis de los tiempos empleados por los
controladores industriales clásicos basados en PLC,
se observa que aún para variables rápidas estos
controladores difícilmente superen una taza de
actualización de un segundo. Si bien este parámetro
es configurable en todos los controladores, factores
directos de origen puramente práctico así lo derivan.
Son muy específicos los casos que caen fuera de este
período de tiempo. Los controladores PID que fueron
puestos a punto aquí tienen una taza de 1 segundo
para el controlador del laminador y de 2 segundos
para los controles de temperatura de los tanques de
stock.
En el control basado en la PC, se debe tener en
cuenta que estamos ejecutando los módulos que
conforman el sistema supervisor sobre una
plataforma basada en Windows 3.11. La multitarea
de este sistema no es real, no existen garantías de
tiempos por lo que no podemos asegurarnos
exactamente los tiempos de actuación. Si los
podemos acotar para un estado de régimen. También
sabemos que las oportunidades donde esta cota sea
superada van a ser mínimas, ya que el sistema fue
adaptado a su trabajo de manera de no tomar por
tiempos prolongados el trabajo de la CPU. Se prevé,
por cuestiones de seguridad, que una desviación
excesiva en el control provoque por parte de PLC la
toma del mando sobre el control, devolviéndolo a la
PC cuando se restablezca la normalidad, o cuando el
operador así lo desee, según una lógica de trabajo
manual-automático del mismo.
Este esquema de funcionamiento lleva a que se
aproveche la maleabilidad y ductilidad de una PC
para ser programada con el objetivo de realizar en
ella el control, pero teniendo de que ante cualquier
falla, el PLC sigue controlando.
El controlador difuso implementado posee la
capacidad de manejar dos variables de entrada y una
de salida, con hasta nueve reglas configurables para
las entradas y siete reglas para la salida.
Los controladores difusos fueron implementados
bajo el siguiente esquema:
Presión de laminadora: fue implementado en dos
variables de entrada, la presión, con siete reglas, y la
variación de la presión, con cinco reglas. Para la
variable de salida se instituyeron siete reglas, según
se muestra en la tabla 1.
Tabla 1. Acciones de control Para la Presión
Pr
∆ Pr
Muy
Negativa
Negativa
Cero
Positiva
Muy
Positiva
Muy
Baja
AM
Baja
Cero Algo
Alta
AP
AP
Alta
AM
Algo
Baja
AM
CP
Muy
Alta
C
AM
A
A
A
AM
A
N
C
A
AP
C
CP
N
N
N
CP
CP
C
CM
CM
C
CM
CM
CM
CP
CP
C
CM
1
MN
-.6
abrir mucho
abrir
abrir poco
normal
cerrar poco
cerrar
cerrar mucho
Tabla 2. Acciones de control Para las temperaturas
Temperat
ura
Muy
Baja
AM
Baja
A
Algo
Baja
AP
Normal
Algo
Alta
CP
N
Alta
Muy
Alta
CM
C
donde:
abrir mucho
abrir
abrir poco
normal
cerrar poco
cerrar
cerrar mucho
En las figuras 5 y 6 se ven las funciones de
pertenencia asociadas al controlador de presión del
laminador. Y en la figura 7 se ve la función de
pertenencia para la variable de salida.
1
BM
-6
B
-5
-.3
-.2
-.1
0
P
.1
MP
.2
.3
.4
.5
.6
1
Temperatura de Laminadora y temperatura de
tanques de stocks: se utilizan una única variable de
entrada para el controlador difuso, con cinco reglas,
y también cinco reglas para la salida. Esto puede
visualizarse en la tabla 2.
AM:
A:
AP:
N:
CP:
C:
CM:
-.4
C
Fig. 6. Funciones de Pertenencia para la Derivada de
la Presión
Donde:
AM:
A:
AP:
N:
CP
C:
CM:
-.5
N
-4
AB
-3
-2
N
-1
0
AA
1
A
2
3
MA
4
5
Fig. 5 Funciones de Pertenencia para la Presión
6
CM
C
0
10
CP
20
30
N
40
AP
50
60
70
A
80
AM
90
100
Fig. 7. Funciones de pertenencia para la salida.
4. RESULTADOS
Para los controladores de las temperatura de los
tanques de stock el algoritmo difuso posee una
adaptación natural al proceso, no así el algoritmo
basado en PID. El control de temperatura de los
tanques de stock, donde se almacena gran cantidad
de materia prima, poseen una capacidad térmica
muy grande. El problema radica en la incorporación
de material a ellos, ya que se hace por lotes y a una
temperatura significativamente menor que la que se
encuentra en el tanque. Como la diferencia de
temperatura es importante, se debe calentar la
mezcla, que posee una gran inercia térmica. El
control con el PID del PLC no se adapta
naturalmente al caso, y en las pruebas realizadas con
un operador y un instrumentista hacían que les fuera
muy difícil sintonizarlo. Un control proporcional
solamente dejaría la temperatura en un valor
diferente de su setpoint; el añadirle algo de acción
integral en un proceso con tanta inercia, hace que
este factor por pequeño que sea, permanezca
actuando cuando la variable alcanzó el valor
deseado, sobrecalentando la mezcla, ya que no hay
posibilidades de enfriarla. Aunque una solución a
esto es sencilla, simplemente se pone en cero el valor
acumulado de la integral al igualarse el valor de la
temperatura con el valor deseado. Recién luego de
esta modificación el operador y el instrumentista
pudieron sintonizar el lazo en forma correcta.
Para el caso del controlador difuso, las reglas se
pueden adaptar naturalmente al caso, superando en
prestaciones de respuesta, velocidad, oscilación y
sobrepicos al algoritmo PID.
En la figura 8 se puede ver los tiempos de respuesta
del proceso para cada uno. La performance lograda
con el controlador difuso es notablemente superior.
5. CONCLUSIONES
Fig. 8 Tiempo de Respuesta en horas en función del
porcentaje de materia prima ingresado.
En el caso de las variables del laminador ambos
tipos de controladores se desempeñan correctamente,
se logró una mejor performance en tiempos de
respuesta en el controlador basado en lógica difusa
pero no es tan notoria como en el caso de los tanques
de stock. En ninguno de los controladores se
registran sobrepicos ni error en el estado
permanente.
Se contrastó performance de los controladores
sometidos a distintos métodos de fusificación. Este
contraste es muy difícil de cuantizar, sobre todo por
el poco tiempo de que se dispuso para método. Para
un operador y un instrumentista resulta el método
del centro de gravedad mucho más intuitivo, ya que
lo puede esquematizar mentalmente; así la sintonía
por éste método fue sencilla y rápida.
Los tiempos de sintonía de los lazos, pueden verse en
la figura 9. Esto corresponde al promedio para un
instrumentista que ya se encontraba familiarizado
con el algoritmo PID y fue entrenado para sintonía
del controlador difuso, y para un operador que no
poseía conocimientos de sintonía de lazos de ningún
tipo.
La implementación de lógica difusa a los procesos
antes descriptos arroja como resultados una mejora
en los procesos a controlar, siendo muy significativa
en el proceso de control de temperatura de tanques
de stock.
Los controladores difusos muestran una riqueza
estructural y paramétrica muy superior al
controlador PID, permiten un aprovechamiento de la
experiencia adquirida por los operadores sobre su
proceso, y les resulta muy natural e intuitiva la
sintonización de los lazos.
Por otro lado la implementación del control a cargo
de la PC es un hecho que hoy en día los principales
softwares de supervisión y control lo están
promoviendo, sacando al mercado paquetes
integrados que comunicándose directamente con el
hardware a través de protocolos confiables y rápidos,
controlando el proceso desde la misma PC. Estos
incluyen varios modos de programación que el
usuario puede elegir a gusto. Se ejecutan en sistemas
operativos con multitarea real, con alta prioridad de
ejecución y mucha seguridad en la tarea de
controlar.
Queda muy claro la tendencia de migrar el control a
PC´s, como también el esfuerzo de los fabricantes de
PLC´s en conservar su área, introduciendo adelantos
técnicos en sus equipos, pero que nunca podrán
alcanzar a una PC.
La implementación llevada adelante aquí no cuenta
con un sistema operativo acorde a las tareas que
lleva a cabo en cuanto a la robustez y seguridad,
como tampoco el hardware. Pero llevado a cabo de la
manera que se permitió hacerlo, con el agregado de
la
seguridad
impuesta,
se
superan
los
inconvenientes.
6. AGRADECIMIENTOS
A todo el personal de Eg3 Asfaltos S.A., ya que me
brindaron la oportunidad y todo el apoyo para poder
realizar la implementación de los controladores
difusos sobre una planta real.
7. REFERENCIAS
Fig. 9 Minutos de Sintonía. Tk 1 y Tk 2 fueron
acotados por caer fuera de escala.
Por último, el PLC mostró tener un tiempo medio de
toma de mando de los controladores de casi 6 días
cuando ya se encontró en régimen, y todas las
instancias se debieron a caídas de la PC o bajadas
del sistema por parte de los operadores.
Alvarez, Hernán (1996). Riqueza estructural y
paramétrica en el diseño de un control
inteligente”. AADECA ´96
Kosko, Bart (1991). Neural Network and Fussy
Systems: A dynamical Systems Approach
Englewood Cliffs.
Sugeno, M et al., (1989). “Applied Fuzzy Systems”.
AP Professional.