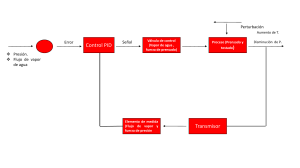
ASOCIACION DE CASTAÑEROS DE LA RESERVA DE TAMBOPATA “ASCART” MANUAL DE OPERACIONES DE PLANTA DE CASTAÑA PUERTO MALDONADO AGOSTO DEL 2012 2 ÍNDICE Introducción Capitulo I. Objetivos del manual GENERAL ESPECIFICO Capitulo II. Características técnicas de la planta de beneficiado de castaña II.1Caldero II.1.1. Descripción física II.1.2. especificaciones técnicas II.2. Ablandador de agua II.2.1. Descripción física II.2.2. Especificaciones técnicas II.3. Tanque de retorno condensados II.3.1. Descripción física II.3.2. Especificaciones técnicas II.4. Distribuidor de vapor II.4.1. Descripción física II.4.2. Especificaciones técnicas II.5. Secador cilíndrico rotatorio, II.5.1. Descripción física II.5.2. Especificaciones técnicas II.6. Autoclave II.6.1. Descripción física II.6.2. Especificaciones técnicas II.7. Horno de secado II.7.1. Descripción física II.7.2. Especificaciones técnicas Capitulo III. Descripción del Proceso productivo III.1. Diagrama de flujo III.2. Recepción III.3. Pesado/ muestreo/ cajeo III.3.1. Pesado III.3.2. Muestreo III.3.3. Calidad III.3.4. Calculo de barricas III.3.5. Ingreso al sistema III.4. Almacenado III.5. Oreado III.6. Batido III.7. Secado (horno y cilindro rotatorio) III.8. remojado III.9. Vaporizado y Enfriado III.10. Proceso de Pelado III.11. Preselección III.12. Secado Capitulo IV. Arranque y apagado de Planta IV.1. Preparativos IV.1.1. Caldero IV.1.2. Cilindro rotador IV.1.3. Horno de secador u horno deshidratador 1 2 2 2 3 3 3 3 5 5 5 7 7 7 8 8 8 9 9 10 11 11 11 13 13 13 15 15 16 16 16 16 17 17 18 18 18 19 20 22 22 23 24 26 28 28 28 29 29 IV.2. Arranque de la planta de castaña IV.2. Apagado de la planta de castaña Capitulo V. Control, monitoreo y supervisión de los procesos de producción V.1. Control de operación de caldero V.2. Control de operación de secador cilíndrico rotatorio V.3. Control de operación de autoclave V.4. Control de operación de horno de secado Capitulo VI. Plan de seguridad VI.1. Seguridad personal VI.2. Seguridad operacional VI.2.1. Equipo de seguridad de la planta Capítulo VII. Programa de mantenimiento VII.1. Área de recepción y pesado VII.1.1. Objetivos VII.1.2. Responsabilidad VII.1.3. Políticas especificas VII.1.4. Materiales VII.1.5. Insumos VII.1.6. Instrucciones VII.1.6.1. Limpieza de instalaciones VII.2. Área de Secado de castaña en cascara VII.2.1. Objetivos VII.2.2. Responsabilidad VII.2.3. Políticas específicas VII.2.4. Materiales VII.2.5. Insumos VII.2.6. Instrucciones VII.2.6.1. Limpieza de instalaciones VII.2.6.2. Limpieza y lubricación de piñones de cilindro VII.3. Área de vaporizado y enfriado VII.3.1. Objetivo VII.3.2. Responsabilidades VII.3.2.1. Supervisor de control de calidad VII.3.2.2. Personal de producción VII.3.3. Frecuencia VII.3.4. Materiales VII.3.5. Descripción VII.3.5.1. Limpieza gruesa al terminar el turno VII.3.5.2. Limpieza profunda una vez por semana VII.4. Área de descascarado o pelado y seleccionado VII.4.1. Objetivo VII.4.2. Responsabilidades VII.4.3. Frecuencia VII.4.4. Procedimiento VII.4.4.1. Limpieza diaria de las mesas de peladoras VII.4.4.2. Limpieza semanal de las mesas de selección VII.4.4.3. Limpieza y desinfección de bandejas VII.5. Área de secado de castaña pelada VII.5.1. Objetivos VII.5.2. Responsabilidad 30 32 33 33 34 34 34 34 35 36 36 37 37 37 38 38 38 38 38 38 39 39 39 39 39 39 40 40 40 41 41 41 41 41 41 42 42 42 42 43 43 43 43 43 43 44 44 45 45 45 2 VII.5.3. Políticas específicas VII.5.4. Materiales VII.5.5. Insumos VII.5.6. Instrucciones VII.5.6.1. Limpieza de instalaciones VII.5.6.2. Limpieza y desinfección de cámara de secado VII.6. Área de almacenamiento del producto de pelada VII.6.1. Objetivo VII.6.2. Responsabilidades VII.6.2.1. Jefe de producción VII.6.2.2. Operario/ personal de limpieza VII.6.3. Frecuencia VII.6.4. Materiales e insumos VII.6.5. Procedimiento VII.6.5.1. Área de secado VII.7. Mantenimiento del caldero VII.8. Mantenimiento del ablandador de agua VII.9. Mantenimiento del tanque de retorno de condensados 45 45 45 46 46 46 46 46 46 46 46 46 47 47 47 47 48 49 3 4 INTRODUCCIÓN Almendra de castaña (Brasil nut) con un manejo cuidadoso desde la recolección, acopio, procesamiento y comercialización, para obtener un producto de calidad, con un sabor, olor, pureza y humedad estándar, manteniendo sus características nutricionales y componentes energéticos que preservan la salud. Posee un alto valor nutritivo, especialmente por las proteínas y aminoácidos esenciales que ofrece. Estas características son de vital importancia para la aplicación tecnológica, que da respuestas a las necesidades de los castañeros de ASCART, permitiendo que la planta de castaña en su proceso tradicional demoraba en un periodo de dos semana, el proceso en planta reduce el tiempo, abarata costos y incrementa la producción de la planta de castaña. En el siguiente sección se tratara todo lo relacionado a la planta procesadora de castaña así como los conceptos necesario para poder aprender el funcionamiento de la planta, se trata temas como el funcionamiento de cada máquina, el arranque de la maquina al comenzar el proceso y el parado de las maquinas, su mantenimiento y limpieza de cada área, esto con finalidad de poder saber su funcionamiento. todo operario antes de usar las maquinas debe ser instruido con el manual de operación de la planta procesadora de castaña Con el presente manual se podrá ejecutar planes de capacitación a los operarios en el correcto funcionamiento de los equipos y maquinarias. 1 MANUAL DE OPERACIONES DE PLANTA CAPÍTULO I. OBJETIVOS GENERAL Establecer normas generales y específicas para las operaciones en el procesamiento de castaña en una planta beneficiadora, a través de la formulación de un documento guía referido al proceso de producción para una operación óptima de la planta, con el objetivo de proporcionar al personal de la planta un soporte para realizar el arranque, mantenimiento, operación en proceso, control y paro de la planta, a fin de reducirlos riesgos de operación, accidentes laborales y resguardar la integridad física del personal y de los equipos. ESPECÍFICOS 1. Proporcionar al supervisor y al operador un documento que les sirva de soporte para realizar el arranque, mantenimiento, operación en proceso y paro de la planta. 2. Reducir riesgos de operación y accidentes laborales. 3. Establecer un programa de mantenimiento preventivo para la planta de Ascart, con el propósito de evitar el colapso de la misma. 4. Servir de referencia para la capacitación e inducción de nuevo personal. 2 CAPÍTULO II. CARACTERÍSTICAS TÉCNICAS DE LA PLANTA DE BENEFICIADO DE CASTAÑA II.1.-CALDERO. II.1.1.- DESCRIPCIÓN FÍSICA: Caldero construido con planchas estructurales 1020 aceradas, bajo norma ASME. Presión de trabajo de 125 PSI. Eficiencia mínima garantizada 78%, de 02 pases de Gases de combustión capacidad de producción de vapor de 3105 Lbs/hr. Desde y hasta 212ºF (100ºC), superficie de transferencia: 450 pies 2. Columna de nivel de agua MC DONNELL MILLER MODELO: IC – 90 – 07 TIPO: PIROTUBULAR MARCA: INDUSTRIAL CALDERA UBICACIÓN: AREA DE FUERZA II.1.2.- ESPECIFICACIONES TECNICAS Producción de vapor : 3105 lb/hr Cuerpo : Totalmente aislado Potencia : 90 BHP Quemador : Manual Superficie de transferencia : 450 pies2 Combustible : Cáscara de castaña y/o Presión de diseño : 150 PSI madera Presión de trabajo : 125 PSI Material construido: Plancha estructural Diámetro : 1.65 m 1020 acerada. Norma ASME Largo : 1.90 m Consumo : 1.0 Amp Altura : 2.45 m Voltaje : 220 voltios 3 8 3 10 2 9 4(3) 6 5 11 1 4(2) 7 4 (1) 1 Fuente Ing. Ernesto Guzmán Málaga PARTES 1. Bomba de agua multietapas. 2. Válvula de Seguridad. 3. Manómetro de alta presión. 4. Válvula de purga o con llave tipo rosca 5. Tubo pírex para ver el nivel de agua. 6. Tablero eléctrico 7. Aislamiento térmico con lana de vidrio. 8. Chimenea 9. Regulador de entrada de aire 10. Salida de vapor 11. Válvula check 4 II.2.- ABLANDADOR DE AGUA II.2.1.- DESCRIPCIÓN FÍSICA: Equipo que garantiza una optima calidad de agua libre de PPM de dureza total de agua (sales de magnesio y sílice). Es necesario para el buen funcionamiento del caldero y cañerías, alargando la vida útil de trabajo de estos. Consta de dos tanques metálicos (01) tanque reactor que contiene la resina y (01) tanque para la recarga de cloruro de sodio o salmuera para la reactivación periódica de la resina (tipo de carga sodio).MODELO NO REGISTRA MARCA: INDUSTRIAL&CALDERAS UBICACIÓN: PLANTA DE PROCESO II.2.2.- ESPECIFICACIONES TECNICAS Tipo : Intercambio iónico Capacidad : 4pies cúbicos Flujo : 12 GPM Altura : 1.88 m Diámetro : 0,39 m Operación : Manual Material del equipo: Plancha de acero estructural ASTM - 1020 de 1/4” de espesor 5 4 1 3 6 5 2 Fuente Ing. Ernesto Guzmán Málaga PARTES 1. Válvulas de paso (06) 2. Caño de purga (01) 3. Manómetro (01) 4. Entrada de agua 5. Salida del agua 6. Entrada de cloruro de sodio 6 II.3.- TANQUE DE RETORNO CONDENSADOS II.3.1.- DESCRIPCIÓN FÍSICA: Tanque de agua blanda que conducirá al caldero los retornos de condensados de intercambiadores de calor del secador rotatorio y del horno de castaña pelada. MODELO: CIRCULAR MARCA: INDUSTRIAL CALDERA SERIAL: NO PRESENTA UBICACIÓN: AREA DE FUERZA II.3.2.- ESPECIFICACIONES TECNICAS Capacidad : 3.5 m3 Recipiente : Circular Material : Plancha negra Recubrimiento : Anticorrosivo 6 4 1 5 2 7 3 Fuente Ing. Ernesto Guzmán Málaga 7 PARTES 1. Indicador externo de nivel de agua. 2. Válvula de paso de agua blanda al caldero. 3. Valvula de purga. 4. Tapa en la parte superior. 5. Entrada de vapor del caldero 6. Entrada de vapor del hono secador o desidratador 7. Salida de agua II.4.- DISTRIBUIDOR DE VAPOR II.4.1.- DESCRIPCIÓN FÍSICA: Distribuidor de las líneas de vapor alimentadoras de los equipos en una planta de proceso. Consta de 5 líneas más la entrada principal proveniente del caldero. Sirve también como purga de presión del caldero en casos de emergencia. MODELO: TUBO DISTRIBUIDOR MARCA: INDUSTRIAL CALDERA SERIAL:NO PRESENTA UBICACIÓN: AREA DE FUERZA II.4.2.- ESPECIFICACIONES TECNICAS Material : cañería cedula 40 de 6” Coplas : Roscadas de 1“ MPT Nº de coplas : 6 coplas roscadas de fábrica Insulación : Fibra de vidrio de 6 cm. de espesor Forro : Plancha laminada negra de 1/32 Pintura : Térmica industrial Base : Tubo de 1 ½ para anclaje en cemento 8 1 6 3 4 5 2 Fuente Ing. Ernesto Guzmán Málaga PARTES 1. Valvulas de vapor.de entrada 2. Valvulas de purga 3. Valvulas salida de vapor al auto clave 4. Valvulas salida de vapor al horno de desidratado 5. Valvulas salida de vapor del cilindro rotador 6. Valvulas para futura conexcion II.5.- SECADOR ROTATIVO DE CASTAÑA EN CÁSCARA II.5.1.- DESCRIPCIÓN FÍSICA: Cilindro secador rotativo fabricado con material altamente seleccionado, para ser sometido a procesos de trabajos largos y continuos. Posee una serie de paletas que favorecen la elevación y volteo de la castaña que permite un mejor contacto entre el sólido y la corriente de aire caliente procedente del intercambiador de vapor. MODELO: CILINDRO SECADOR MARCA: INDUSTRIAL CALDERA SERIAL: NO PRESENTA UBICACIÓN: AREA DE SECADO 9 II.5.2.- ESPECIFICACIONES TECNICAS Capacidad : 70 barricas Tipo : Cilindro rotativo Diámetro : 1.60 m Largo : 3,72 m Material del equipo : Plancha de acero estructural 1020. 4 1 3 5 5 2 2 7 Fuente Ing. Ernesto Guzmán Málaga PARTES 1. Puertas de carga/descarga 2. Mecanismo de rotación con corona segmentada 3. Tablero eléctrico para control de marcha y protección de motores eléctricos. 4. Entrada de vapor 5. Intercambiador de calor 6. Ventilador de aire de 5 HP 7. Trampa de vapor con filtro para retorno de condensado 8. Válvula de purga 10 II.6.- AUTOCLAVE VOLCABLE II.6.1.- DESCRIPCIÓN FÍSICA: Maquina tipo autoclave enchaquetada, incluye tina de enfriamiento. Trabaja con presión de vapor saturado generado por un caldero de 90 BHP MODELO: NO REGISTRA MARCA: INDUSTRIAL & CALDERAS SERIAL: NO REGISTRA UBICACIÓN: PLANTA DE PROCESO II.6.2.- ESPECIFICACIONES TECNICAS Capacidad : 140 Kg = 3 barricas Ancho autoclave : 1.30 m Largo autoclave : 1.30 m Altura autoclave : 2.15 m Ancho tina enfriamiento : 1.05 m Largo tina enfriamiento : 2.50 m Altura tina enfriamiento : 0.75 m Control de Presión : Por manómetro. Alimentación : Vapor saturado seco 11 3 7 1 8 4 2 9 6 5 Fuente Ing. Ernesto Guzmán Málaga PARTES 1. Soga del embudo 2. Seguro del auto clave volcable 3. Tapa con cierre de seguridad. 4. Palanca de vuelco. 5. Manguera de vapor de 1”, 330°, 250psi 6. Tina de enfriamiento. 7. Manómetro 8. Válvula de desfogue de vapor 9. Válvula de entrada de vapor 12 II.7.- HORNO DESHIDRATADOR II.7.1.- DESCRIPCIÓN FÍSICA: Horno rectangular tipo lecho inmovilizado fabricado con planchas estructurales de fierro al carbono, con plancha perforada de 1/8” para el flujo de aire caliente desde la cámara, la cual posee deflectores para una mejor distribución de aire. Diseñado para deshidratación de castaña pelada. Consta de 06 puertas de descarga y con controles de temperatura regulados por una válvula selenoide. MODELO LECHO INMOVILIZADO MARCA: INDUSTRIAL CALDERA SERIAL: NO PRESENTA UBICACIÓN: AREA DE DESHIDRATADO II. 7.2.- ESPECIFICACIONES TECNICAS Capacidad: 1500 Kg / batch Tipo: De lecho inmovilizado Largo: 2,40 m Ancho: 2,40 m Altura: 1,20 m Material: Plancha estructural de fierro al carbono. 13 PARTES 1. 2. 3. 4. 5. 6. 7. 8. Seis puertas de descarga. Una puerta para limpieza de cámara. Un ventilador de aire con motor de 5 HP Un intercambiador de calor tipo serpentín. Una válvula selenoide + termostato. Un termómetro tipo reloj. Un tablero de control eléctrico. Una trampa de vapor con filtro para retorno de condensado 14 CAPÍTULO III DESCRIPCIÓN DEL PROCESO PRODUCTIVO III. 1.- DIAGRAMA DEL FLUJO A continuación se presenta el diagrama de flujo del procesamiento de la planta de ASCAR RECEPCION VIA TERRESTRE RECEPCIÓN / INSPECCION RECEPCION VIA FLUVIAL PESADO I / CAJEADO/MUESTRA ALMACENADO PRE SECADO SECADO ESTANDARIZADO I REMOJADO VAPORIZADO ENFRIADO ESTANDARIZADO II DESCASCARADO SELECCIONADO PESADO II DESHIDRATADO ESTANDARIZADO III ALMACENADO 15 III. 2.- RECEPCIÓN La materia prima procede de castañales que se encuentran ubicados en la reserva Tambopata, Palma Real grande, palma Real chico como también por carretera Maldonado-Iberia, todos ubicados en el departamento de Madre de Dios. La materia prima llega envasada en sacos de polipropileno proporcionados por Ascart, con un contenido que fluctúa entre 65 y 105 Kg aproximadamente, dependiendo esta variación de la zona de procedencia. A cada castañero se le asigna un color, el cual se marca en los sacos de su producto por medio de “rafia, este marcado de los sacos lo realiza el personal de planta para que no se mescla con otro productor de otros castañeros, en esta se indica: Nombre y Apellido del Castañero Condición (Servicio / Compra) Número de Sacos Color de Identificación La recepción de producto en la planta se realiza en los siguientes horarios: Lunes a Sábado de 7:00am – 12:00m y de 2:00pm – 5:00pm, de llegar producto fuera de este horario permanecerá en el transporte hasta que sea autorizada su descarga. III. 3.- PESADO /MUESTREO/ CALIDAD III.3.1.- PESADO: Una vez descargado el producto que entro a la planta, se procede al pesado de los sacos de polipropileno en una plataforma de 1000kg, en la plataforma de balanza entra aproximada mente 6 sacos, y se procede a separar los sacos que se van a cajear y los sacos que se tomaran muestra del producto ,El peso global se registra en el formato de recepción de producto correspondiente. III.3.2.- MUESTREO: Con la finalidad de establecer las características de calidad del producto por ingresar a Planta, el muestreo se realiza de la siguiente manera: 16 Se procederá a abrir los sacos seleccionados y se mezclara el producto decepcionado, mediante 2 volteos de la ruma, una en cada dirección, procurando que se uniformice la calidad del producto recibido. Por cada 10 sacos ingresados se muestrea un saco que ya ha sido seleccionado en el peso y se procede a separa una cajeada por los sacos seleccionados, y se procede a mesclar y se tomara recién la muestra de 100 nueces tomadas al azar de distintas partes de la ruma ya mezclada, el total de las nueces muestreadas será el total de muestra a analizar. La muestra mínima será de 100 nueces, de no llegar el tamaño de la muestra a éste según el procedimiento. En caso de encontrar alguna irregularidad se procederá muestrear otras 100 nueces. III.3.3.-CALIDAD: Esta se establece según el porcentaje de nueces en mal estado (vanos, podridos y ojos) que se encuentren al cortar la muestra de 100 nueces tomadas, este porcentaje nos indica la calidad del lote. Estos resultados se registran en la hoja de ingreso a almacén, y dependiendo del resultado se clasifica la calidad del producto de la manera siguiente: Buena : menor o igual 5 % Regular : de 6% a 10% Mala : de 11% a 15% Pésima : de 16 % a más De encontrarse producto con calidad “pésima”, no se permitirá su descarga a la planta, salvo autorización expresa del Jefe de Planta en coordinación con el Jefe de Control de Calidad y sustentada con un informe a la gerencia. III.3.4.-CÁLCULO DE BARRICAS: Tradicional y culturalmente los castañeros y personas involucradas con esta actividad manejan la cantidad de producto en “barricas”, que es una medida de volumen (1 barrica equivale aproximadamente a 0.120m 3 y consta de 6 “latas”; 17 1 lata equivale a 0.020 m3). Para el cálculo aproximado del número de barricas ingresadas, se mide una barrica y se anota el peso obtenido, y con este dato se hace el cálculo correspondiente. Para el cálculo del peso de 1 barrica se procede de la siguiente forma: como ya están seleccionadas cuando se pesaba los sacos, se procede a sacar el volumen de 2 latas que se miden con el cajón correspondiente, se suma el peso obtenido de los 3 cajones de dos latas obtenidos descontando el peso del cajón y este dato es el que corresponde al peso de una barrica y se considera para el cálculo en barricas totales ingresadas. III.3.5.- INGRESO AL SISTEMA: Concluido todo el procedimiento de recepción del producto, y llenado el formato de control, se alimentará la información en el sistema. III.4.- ALMACENADO En el almacén se encuentra identificado los productos de cada castañero con su respectivo formato, Durante el período que la Planta proporcione servicios de procesamiento trabajará, si es posible en turnos consecutivos con la finalidad de cumplir con el programa de producción y no tener problemas de almacenamiento de la materia prima. En los casos que la materia prima no pueda ser secada dentro de las 24 horas siguientes de ser recibida por la planta, se almacenará en lugares ventilados y protegidos. Para su posterior secado. III.5.-OREADO, El oreado es la operación en la que se busca reducir la humedad de la castaña mediante el movimiento periódico del producto. El movimiento tiene como función facilitar el paso del aire a través del producto, homogenizar la humedad dentro de todo el volumen del producto, permitir la exposición de todo el producto al ambiente, todo esto con la finalidad de reducir su humedad. Las diversas mediciones de humedad que se hacen en el proceso están a cargo del personal de laboratorio, el cual entrega sus resultados al Jefe de Planta. Estas 18 mediciones se realizaran cada tres días, con la finalidad de verificar la efectividad del batido y poder programar la entrada de producto a los secadores. III.6.- BATIDO, Con ayuda de una bota se empieza a remover el producto del piso hacia la superficie, teniendo cuidado en que todo el producto sea removido. Para asegurar y facilitar el control del batido se cambia de dirección las “fajas” con cada batido que se le da al producto. Las fajas consisten en agrupar en montículos longitudinales del tamaño de las piernas. El batido termina cuando el producto llegue a una humedad segura, que equivale a 11% de humedad de producto en cáscara. Para estandarizar y poder verificar el batido, se efectúa el primer batido del día en el sentido paralelo, el segundo se realiza perpendicular y el tercero se esparce el producto en una sola sin fajas. Cuando un producto recién ingresa al área de batido. Es parte del proceso de batido el retiro de producto que se observe con signos de pudrición, este producto se retira, se pesa y se informa al supervisor de producción para ser anotado en el formato correspondiente para su descargue del producto correspondiente. Periodicidad: El batido se realiza en intervalos de acuerdo a su nivel Esta etapa tarda aproximadamente 2 - 5 días y se realiza para reducir el porcentaje de humedad de la castaña en forma homogénea (10 – 12%), evitando las pérdidas por deterioro o pudrición de la castaña. La operación en cada lote se realizará considerando la humedad de la materia prima; asimismo, el proceso de oreado se registra en fichas de control que sirven para programar el secado en horno. de humedad, de la manera siguiente: Humedad Alta (mayor a 22%): Realizar 3 batidos al día. Humedad Media (mayor a 16% y menor a 22%) : Se realiza el batido 2 veces al día. Humedad Baja (de 11% a 16%): Se realiza el batido 1 vez al día. Nota: el batido ya mencionado arriba es cuando sale del almacén, y después se bate cada 3 horas al día para bajar la humedad más rápida. 19 Post-Batido: Cuando el producto ha llegado a humedad segura ya no es necesario distribuirlo en montículos, así que puede acumularse en bolsas de polipropileno en rumas, hasta que se decida que el producto está listo para pasar al proceso siguiente que es el secado en cáscara. Esta decisión está a cargo del Jefe de Planta, y se hace basándose en la programación de producción. III.7.- SECADO ENSACADO: Se procede a colocar el producto en sacos de polipropileno que se recoge del área del pre secado, esta labor se realiza entre 2 operarios con ayuda de una pala. Puede realizarse la labor en parejas de trabajo de necesitarse celeridad, pero no en número impar de operarios ya que el rendimiento es mucho menor. Mientras un operario sostiene el saco, el otro es el que con ayuda de la pala coloca el producto dentro del saco; al llenarse un saco, el operario que lo sostenía lo lleva a la zona donde se almacenara, donde son agrupados, toma otro saco y lo “remanga” para facilitar el cargado, mientras esto ocurre el operario con la pala se encarga de agrupar el producto para la carga del siguiente saco. Una vez terminada la labor los sacos se dejan agrupados según productor en el mismo galpón hasta su posterior pesado y traslado al secador. PESADO: El producto procede a pesarse saco por saco, anotándose el peso en el formato de horneo correspondiente. La labor la realizan 2 operarios. El total de peso se anota también en su equivalente en barricas obtenido durante la recepción del producto (acá existirá diferencia de peso, pues el producto ha perdido peso debido a la deshidratación) CARGA: El producto ensacado y ya pesado está listo para ser cargado en el secador que se haya destinado. Para el traslado del producto se lleva saco por saco por los operarios (traslado “al hombro”) desde el galpón en donde se encuentra hasta el secador designado y se procede a introducirlo por la zona de carga del secador. Para el secador estacionario la carga es por la zona superior previa revisión de que las compuertas de descarga se encuentren cerradas y aseguradas; para el cilindro rotatorio se debe colocar el mismo en posición de carga con las compuertas dirigidas hacia la plataforma de carga y así se procede a 20 cargar. El producto que ingresa en cada secador es de aproximadamente 65 a 70 barricas, en este caso deberá procurarse que la carga de cada una de las zonas del secador rotatorio sea de un solo productor). Este dato se anota en el formato correspondiente así como el dato de peso cargado. SECADO: Una vez cargado el producto en el/los secador(es) se procede al secado del producto. Este proceso consta de los siguientes pasos: Para el secado del producto se debe mantener la temperatura del aire de secado de acuerdo al programa de proceso siguiente: De hora 0 a hora 5 mantener a 40ºC De hora 6 a hora 11 mantener entre 46ºC y 50ºC De hora 12 a hora 16 mantener entre 51ºC y 60ºC Enfriamiento: 2 horas posteriores Para mantener el programa anterior se alimenta de cáscara al horno, la temperatura puede fluctuar en un rango de ±1ºC, para lograr esto se realiza la alimentación de 10 paladas de cáscara al hogar cada 15 o 20 minutos dependiendo de la temperatura que se quiere conseguir; la alimentación de cáscara se realiza monitoreando siempre la temperatura en el termómetro ubicado en la carcasa de la turbina, la cual se anota en el formato respectivo. El monitoreo de la temperatura en esta fase es “crucial” para la obtención de un producto acorde con las características deseadas a la hora del pelado. MONITOREO: Para dar por concluido el proceso de secado en cáscara se debe monitorear el estado de la humedad del producto, este paso esta a cargo del personal de laboratorio con ayuda de su conocimiento que se tiene y se procede a sacar un poco de muestra para saber si ya está el producto, la muestra de producto se la debe alcanzar el hornero. Cuando la humedad se encuentre en el valor de 7% se da por concluido el proceso de secado. ENFRIADO: Se procede según el tipo de secador utilizado: - Estacionario: Una vez concluido el proceso de secado se procede a apagar el horno y sola mente se deja funcionando el ventilador de ingreso de aire de enfriamiento. Se entrega aire de enfriamiento por un tiempo de 2 horas. 21 - Rotatorio: Se cierra el ingreso de aire caliente a este secador y se deja enfriar con el equipo detenido hasta su descarga. Descarga: Se procede a pasar el producto en sacos de polipropileno en 70 kg de producto seco. y después pasa al proceso de remojo III.8.- REMOJADO En el proceso de secado en cáscara, serán trasladadas desde la zona de secado cáscara hasta la zona de donde se remojo, para esto se hace uso de “buguies” o carretas de traslado. Esta operación la realiza un operario llevando un saco por viaje. El producto es depositado en las zonas de remojo, se remoja con una manguera proveniente del sub suelo el agua por un periodo de 2 horas aproximadamente, por lo cual se debe tener el cuidado de no exceder el remojo. El producto pasa a oreado se mantiene en área de remojo sin agua en fase de oreo o escurrido para que se pierda el exceso de agua que pudo haber ganado. El tiempo de oreado es según el secador del que provenga el producto, luego del oreo el producto está apto para ser vaporizado respectivo. III.9.- VAPORIZADO El vaporizado se realiza con la finalidad de ablandar la cáscara y separar parcialmente de la semilla sin dañarla, también facilitar el proceso de pelado o descascarado y obtener mayores rendimientos. Esta operación se realiza en la autoclave con inducción de vapor de agua, en el que se introduce una carga de castaña con cáscara y se la somete a presión de 45– 50 psi y vapor saturado de 200 ºC por un tiempo aproximado de 55 segundos, pasándose a descargar la castaña. Enfriarla con agua natural. El tratamiento térmico permite el ablandamiento del tegumento, lo que facilita el quebrado de la cáscara y la separación de la almendra entera. Asimismo se logra disminuir la carga microbiana de la superficie de la cáscara. Una vez abierta la cámara de autoclave, las castañas se vierten en una tolva perforada en la base y se templan con agua fría, proceso que implica el enfriado y lavado en uno. La baja brusca de temperatura y presión hacen que la cáscara se separe de la semilla facilitando así la posterior rotura y pelado. 22 III.10.-PELADO El proceso se realiza de la forma siguiente: TAREO: El personal encargado del tarea, asigna un peso a cada peladora (usualmente es 1barrica de 54 Kg + 1 lata del producto), este dato es anotado en el formato correspondiente. Se debe tener en cuenta que en cada mesa de pelado se entregue el producto de un mismo productor. PELADO: El/la pelador(a) procede a realizar la labor de la manera siguiente: b.1. LIMPIEZA DE LA MESA: Antes de colocar producto en la mesa, deberá de limpiarse y desinfectarse, además se comprobará que la quebradora no esté sucia con grasa que pueda contaminar el producto durante el pelado. b.2. VACIADO EN MESA: Se coloca en la mesa de pelado una cantidad del producto contenido en el saco de polipropileno que se está a punto de pelar, este vaciado se continúa realizando conforme se vaya avanzando con el pelado del producto. b.3. PELADO: La labor se realiza de nuez en nuez, colocándola en la base de la prensa y practicando fracturas en la cáscara teniendo mucho cuidado de no fracturar la nuez, ya que el objetivo es conseguir la nuez entera. Una vez retirada la nuez de la cáscara se coloca lo obtenido en recipientes adecuados para cada tipo de producto obtenido, esto se hace de nuez en nuez, sin acumular nueces en la mano, la manera correcta es destinar a los recipientes adecuados el producto obtenido cada vez que se fracture la cáscara de una nuez. Los productos que se pueden obtener son los siguientes: Primera: Se llama así a la nuez que se obtuvo entera, sin ningún tipo de fractura o daño físico o microbiológico. Segunda: Se tiene hasta un 90% de nuez completa, se considera en esta categoría si le falta una de las puntas a la nuez. 23 Tercera: La nuez se obtuvo de manera partida, por una excesiva presión en el manejo de la prensa. Cuarta: Nueces con signos de vejez (arrugadas), o coloraciones que no estén dentro de los rangos establecidos como normales (coloraciones oscuras o muy claras) Recorte: Producto que presenta signos de pudrición o inicio del mismo (ojos), o síntomas de encontrarse con hongos (algún color característico de ataque de hongos: verde, rojo, naranja amarillo u otro). Este producto recibe el nombre después de haber sido recortada la parte dañada de la nuez. El Recorte debe de realizarse después de hecha la reclasificación de las nueces de las demás categorías. Cáscara: La cáscara retirada a cada nuez se deposita en un saco que se encuentra ubicado debajo de cada peladora. b.4. TRASLADO A ZONA DE PRODUCTO PELADO: Conforme cada peladora va obteniendo producto pelado, éste es depositado en jabas ubicadas en la zona de depósito de producto pelado identificadas con el número de cada peladora. Esta zona se ubica entre la sala de pelado y la sala de verificación, y cada peladora tiene una jaba numerada en la que deposita su producto. III.11.-PRESELECCIÓN: Una vez que una peladora terminó de pelar el producto que se le entregó, pasa a la zona de verificación, en donde se ubica en una mesa y empieza la verificación de su producto de la manera siguiente: c.1. Verificación de descarte: Se procede a verificar que los productos de descarte estén en el recipiente correcto, así empieza a verificar la Segunda, luego tercera, cuarta y finalmente el recorte, vaciando su producto descarte (segunda, tercera, cuarta y recorte) en la mesa de selección de descarte, acá se verifica que esté bien seleccionado. 24 c.2. Verificación de primera: En las mesas de selección se selecciona la primera, y se separa una nueva categoría: “Aceitado” (el producto con indicios de difusión de grasa), igualmente se verifica que producto de descarte no haya sido clasificado como “Primera”, de ser así se ubica en el recipiente respectivo. c.3. Corte: El producto es recortado, esta operación consiste en separar con ayuda de un cuchillo, la zona de la nuez que se encuentre en mal estado, separando luego lo “bueno” de lo “malo”. Al producto “malo” que ha sido separado, se le pasa a llamar “DESCARTE”, y al producto bueno que se logró obtener de este corte se le llama: “RECORTE”. Con este corte la categoría “cesta” desaparece, y en su lugar aparecen dos categorías nuevas: “Recorte” y “Descarte”. c.4. Entrega de Producto: Una vez que la peladora ha terminado de seleccionar y verificar que su producto esté clasificado correctamente, lo entrega a la verificadora. a. Verificación: La verificadora una vez recibido el producto de cada peladora, procede a realizar una inspección del mismo para dar su aprobación al proceso de pelado. De resultar su inspección en un producto mal trabajado, éste es devuelto a la peladora para la corrección respectiva. Si la inspección resulta en un producto trabajado adecuadamente se pasa el producto al pesado respectivo. b. Pesado: El producto aprobado es pesado en cada una de sus categorías, las cuales deben ser: - Primera - Tercera y Recorte - Descarte - Cáscara La totalidad de estas categorías debe pesarse y anotar este resultado en el formato correspondiente, la sumatoria de estos pesos debe coincidir con el peso entregado en el tareo. (el rendimiento debe ser de 100% ±2%). La tarea de pesado es realizada por la verificadora. 25 TRASLADO A ZONA DE ESPERA DE SECADO: Una vez pesado el producto, este es llevado a jabas de acuerdo al tipo, calidad y productor, en espera de ser secados en el Secador de Producto Pelado. Solo ingresan a esta zona las calidades: Primera, Tercera y Recorte. El “Descarte” es eliminado, y la “Cáscara” es transportada al secador cáscara, donde se deposita en la zona de cáscara del secador para ser usada posteriormente como combustible. III.12.- SECADO El proceso se da siguiendo los siguientes pasos: a. Cargado: El cargado se inicia colocando las diferentes calidades en loespacios destinados del secador. Se coloca una calidad por cada separación, salvo que la cantidad de ésta sea mínima (menor a 1500kg), se coloca en mallas y se junta con calidades similares de la siguiente forma, teniendo en cuenta colocar la que se menciona primero en la parte inferior: - Primera, Tercera y recorte Terminado el cargado del producto, se procede a tapar el secador para lo cual se hace uso de la mallas especiales los cuales se colocan en la parte superior del secador para evitar que el aire escape con facilidad. Encima de estas mallas se coloca una capa de sacos de yute. Terminado esto y habiendo verificado que esté adecuadamente sellado, se procede al encendido del secador. b. Secado: El secado se presenta de la siguiente forma: c.1. Encendido del quemador, y posteriormente del ventilador desde el control de mandos, accionando los interruptores respectivos para cada uno. c.2. Seguimiento del control de temperaturas de acuerdo al siguiente programa: - Inicio: 40ºC - A las 4 horas se sube la temperatura a 45ºC 26 c.3. A las 6 horas se sube la temperatura a 50ºC Monitoreo: A partir de las 8 horas de secado se monitorea la humedad del producto, este monitoreo es sensorial y con ayuda del equipo de medidor de humedad de pelada. La humedad determinará el final del proceso de secado. Cuando el producto haya alcanzado el nivel de 2.5% a 4% * se procede a apagar el alimentador de vapor. c. Enfriamiento: Luego de apagado el alimentador de vapor, se retira la cubierta de mallas del secador y se procede a abrir totalmente las ventilas de ingreso de aire y se prende únicamente el ventilador. Este proceso se da por un lapso de 2 horas. d. Descarga: Se procede a descargar el producto de la siguiente forma: e.1. Habilitación de envase: Se prepara el envase, el cual consta de un saco de yute o polipropileno. e.2. Cargado de producto: El producto del secador es pasado a los envases descargando la calidad en el orden siguiente: Primera, Tercera y Recorte. En cada saco se cargan 80kg de peso neto, . Se continúa así hasta terminar de cargar el producto en los envases. De tener un saldo por calidad, éste se coloca en un saco y se anota el peso neto del saldo, así como el número de sacos de 80 kg que se hayan obtenido por cada calidad, en el formato respectivo. e.3. Identificación de calidad: Cada calidad es identificada con una etiqueta en la parte interna del saco, así como una identificación externa, la cual es de la forma siguiente según la calidad: - Primera: Una tira de rafia en la parte superior y centro del saco - Tercera: Tres tiras de rafias en la parte superior y centro del saco Recorte: Una tira de rafia deshilachada, en la oreja del saco e.4. Identificación del lote: El número de lote viene dado por el día de secado del producto en código y anotado en la ruma de los sacos ya deshidratado. 27 e.5. Cerrado: Una vez identificado el producto se procede al cierre de los sacos, lo cual se hace con ayuda de rafia con la que se cose el borde superior. Una vez así el producto está listo para ser almacenado. Nota La comprobación se realiza monitoreando muestras, a las cuales se les realiza análisis de humedad, el análisis reporta una humedad de 5%, significa que de ser asi, el producto se siguió secando por 3 horas mas, con lo que la humedad ha bajado a los niveles adecuados en ese lapso de tiempo. Como método subjetivo se usa la determinación sensorial por personal entrenado y autorizado por el jefe de Planta. CAPITULO IV. ARRANQUE Y APAGADO DE PLANTA IV. 1.- PREPARATIVOS DE ARRANQUE DE LA PLANTA DE CASTAÑA Una vez conocidos los equipos en una planta de castaña se procede a conocer los preparativos de arranque de la planta. No se debe intentar arrancar u operar dicha planta a menos que se esté completamente capacitado con la operación y medidas de seguridad, ya que de lo contrario pueden resultar serios daños al personal o al equipo. IV.1.1 CALDERO. Como, el método utilizado para el caldero es con cascara de castaña, se procede a alimentar al caldero con cascara de castaña. Se debe verificar el nivel del agua, del tanque elevado este lleno de agua, el tanque de retorno de condensados debe de estar en un 70 a 50 % de agua asegurar que estén abiertas, se procede a ver el tubo pires o tuvo visor para saber el nivel del agua del caldero, tiene una marca del fabricante para saber hasta dónde debe de llegar el nivel del agua, se procede al encendido del tablero electrónico automático. Se tiene que abrir la llave de purga 4(3) del caldero, una vez que sale vapor de la purga recién pasa al serrado de la llave, se tiene que hacer las dos purgas de fondo del caldero 4(1), se 28 procede a abrir la purga del fondo del nivel automático 4(2) para saber si la bomba está funcionando correctamente, se saca el agua en un promedio de 2 baldes blancos y se procede al serrado. Se tiene que verificar que el acceso del aire este abierto a un 70 – 80 % , se procede a esperar un promedio de 1 – 2 horas para que caliente y llegue a su volumen total que es de 80 – 100 PSI. IV.1.2 CILINDRO ROTADOR 1.- Hacer girar el cilindro hasta que la las puertas de descarga este en la parte inferior 2.- Poner una tranca en la polea para que se mantenga el cilindro estable, y se procede a abrir las puertas del descargue. 3.- Descargar la castaña que se encuentra dentro del cilindro. 4.- Sacar la tranca de la polea para dar vuelta el cilindro. 5.- Hacer girar el cilindro hasta que las puertas de carga se encuentren ubicadas en la parte superior. 6.- Poner una tranca en la polea para que se mantenga el cilindro estable y se procede a abrir la puerta de carga. 7.-se cargar el cilindro de castaña 8.- Sacar la tranca de la polea para dar vuelta el cilindro. IV.1.3 HORNO SECADOR U HORNO DESHIDRATADOR 1.- Cerrar las compuertas de descargue y cargar con castaña al horno deshidratador, Cargar el horno con la castaña de primera calidad, taparlo con un yute y luego encima del mismo colocar la castaña de tercera calidad. 2.- observar el tanque de agua del horno deshidratador si tiene agua. 3.- proceder a abrir el tablero donde se encuentra la cuchilla de la bomba de agua. 5.- observar que quede en el tanque 20 centímetros de agua. 29 6.- proceder a abrir el tablero donde se encuentra la cuchilla de la bomba de agua, proceder a pagarlo y subir la cuchilla del vapor IV. 2.- ARRANQUE DE LA PLANTA DE CASTAÑA El arranque de la planta de castaña tiene lugar después de realizar algunos otros procedimientos tan importantes como la carga de las maquinaria.se proceden al arranque de la planta de acetileno. Generalmente, en las plantas de castaña se tiene una sola carga de las maquinarias por día hasta que culmine su proceso de secado tanto en pelada como en castaña en cascara. Desarrollo 1. Energizar todos los equipos de la planta de castaña. 2. Abrir la toma de aire de la chimenea en 70 % para que la combustión no se ha muy rápido y se conserve la calentura del caldero un poco más de lo previsto. 3. Colocar al caldero cáscara de castaña en promedio de 15 paladas, como comburente para iniciar la combustión en el hogar del caldero. 4. Encender el caldero con ayuda de fuego inducido, ej. Fósforos o encendedor. 5. una vez encendido el caldero alimentar con cascara cada 20 minutos, Esperar en un periodo de 2 – 3 horas a que suba la presión, empezar a trabajar el equipo como mínimo en 80 y como máximo en 110 PSI de presión. 6. Se abre la válvula hacia el distribuidor de vapor, previamente se purga éste último eliminando todo el condensado existente. 7. Se abren las válvulas de los equipos que se vayan a usar. 8. Se verifica que el cilindro rotador este cargado de castaña 9. Encender el switch del motor del cilindro ubicado en el tablero de control eléctrico 10. Abrir la válvula de paso del distribuidor de vapor hacia el cilindro 30 11. Abrir lentamente la válvula del cilindro rotador 12. Abrir la válvula de purga del cilindro en un periodo de 30 segundos a 1 minuto como máximo, hasta cuando el contenido del condensado del intercambiador de vapor se elimine por completo. 13. Encender el switch del ventilador ubicado en el tablero de control eléctrico. 14. Activar la llave de encendido del cilindro 15. Se verifica que el horno deshidratador este cargado de castaña primera y tercera. 16. Encender el switch del motor del horno deshidratador ubicado en el tablero de control eléctrico 17. Abrir la válvula de paso del distribuidor de vapor hacia el horno deshidratador. 18. Abrir lentamente la válvula del horno deshidratador 19. Abrir la válvula de purga del horno deshidratador en un periodo de 30 segundos a 1 minuto como máximo, hasta cuando el contenido del condensado del intercambiador de vapor se elimine por completo. 20. Activar la llave del ventilador del horno deshidratador. 21. Abrir la válvula de paso del distribuidor de vapor hacia el autoclave o olla a presión. 22. Antes del uso del autoclave o olla a presión, se desinfecta haciendo ingresar vapor, por espacio de 60 segundos sin cerrar la tapa. 23. Luego se gira y se elimina el agua condensada que se encuentra en el interior. 24. Se coloca en su posición inicial boca arriba con su seguro de movimiento. 25. Verificar condiciones de operación. Asegurarse que las válvulas de ingreso del vapor como la de desfogue se encuentren cerradas. 26. Adicionar materia prima en el autoclave o olla de presión. 27. Cerrar autoclave, primero se coloca una tapa de jebe de caucho para que no escape la presión alrededor de la boca de la olla de presión, luego se presiona encima la tapa acerada y por último el seguro. 31 28. Abrir la llave de paso de vapor. 29. Descargar el contenido del autoclave hacia la tina de enfriamiento. 30. Una vez inclinado el equipo, mientras cae el contenido de castaña del autoclave, rosear abundante agua fría en un periodo de un minuto, asegurar que el producto se enfríe homogéneamente. 31. Volver a su posición inicial y colocar su seguro de movimiento IV. 3 APAGADO, DE LA PLANTA DE CASTAÑA Una vez que el proceso de castaña ha concluido con el proceso, se procede a parar la planta de castaña. Desarrollo 1) se observa que la castaña del cilindro secador este culminado el proceso este proceso puede durar entre 14 – 24 horas aproximadamente. 2) Serrar la válvula de paso del distribuidor de vapor hacia el cilindro rotor. 3) Apagar el switch del motor del cilindro ubicado en el tablero de control eléctrico 4) Apagar el switch del ventilador ubicado en el tablero de control eléctrico. 5) Apagar la llave de encendido del cilindro 6) Hacer girar el cilindro hasta que la las puertas de descarga este en la parte inferior 7) Poner una tranca en la polea para que se mantenga el cilindro estable, y se procede a abrir las puertas del descargue. 8) Descargar la castaña que se encuentra dentro del cilindro. 9) Serrar la válvula de paso del distribuidor de vapor hacia el horno deshidratador. 10) Apagar el switch del motor del horno deshidratador ubicado en el tablero de control eléctrico 11) Apagar la llave del ventilador del horno deshidratador. 12)Proceder a descargar la castaña 13)Serrar la toma de aire de la chimenea del caldero para que la combustión no pueda salir y se apague se espera en un periodo de 30 – 45 minu 32 14)Se procede hacer la pulga del distribuidor de vapor, éste último eliminando todo el condensado existente del caldero y del distribuidor de vapor. CAPITULO V. CONTROL, MONITOREO Y SUPERVISIÓN DE LOS PROCESOS DE PRODUCCIÓN V.1.- CONTROL DE OPERACIÓN DE CALDERO Hay que tener cuidado con el equipo de manejo. Su manejo debe estar a cargo de personal capacitado, de preferencia con experiencia previa. Asegurarse que la bomba de agua este encendida cuando está funcionando el caldero. Observar que el nivel de la columna de agua se encuentre en el límite establecido de trabajo, caso contrario indica que la bomba de agua está apagada. Si los 2 pasos no se cumplen a cabalidad, se corre el riesgo de malograr las empaquetaduras del registro de mano. Si en caso de emergencia, se obstruyera la válvula principal de vapor hacia el distribuidor, cerrar y/o abrir la llave tipo rosca que se encuentra en la cañería caldero – distribuidor. Tener cuidado que la presión no supere los 120 PSI, caso contrario, se activará la válvula de seguridad del equipo, la constante actividad de la misma provocará el desgaste y mal funcionamiento de la válvula, siendo éste el principal instrumento de seguridad en caso de exceso de presión del equipo. 33 V.2.-CONTROL DE OPERACIÓN DE SECADOR CILÍNDRICO ROTATORIO Revisar que en el interior del equipo no contenga ningún objeto extraño. Observar que la temperatura sea de menos a mas Si hay corte de energía eléctrica, proceder de la siguiente manera: a) Cerrar las válvulas de paso de vapor. b) Apagar el ventilador. V.3.-CONTROL DE OPERACIÓN DE AUTOCLAVE Verificar constantemente en el manómetro la presión del vapor. Controlar las llaves de vapor cuando deban estar en su posición correcta. Verificar que el desfogue de vapor no esté obstruido. V.4.-CONTROL DE OPERACIÓN DE HORNO DE SECADO Para realizar el retorno desde el tanque de condensados, subir el switch de la bomba y ésta enviará el líquido hasta el tanque principal. Revisar que el equipo en el interior no contenga ningún objeto extraño. Si hay corte de energía eléctrica, proceder de la siguiente manera: c) Cerrar las válvulas de paso de vapor. d) Apagar el ventilador. CAPITULOVI. PLAN DE SEGURIDAD Las normas de seguridad son modelos o patrones a los que se ajusta una acción, por lo que las normas serán los modelos a los que se ajustarán las actividades de operación y producción de la planta de acetileno para operar con seguridad. 34 VI. 1.- SEGURIDAD PERSONAL Los accidentes son causados por el elemento y error humano. Los cambios de actitudes y conductas pueden reducir el error y el elemento humano en los accidentes; por lo tanto, los esfuerzos por mejorar la salud y la seguridad en el trabajo deben dirigirse a modificar las actitudes de los trabajadores e incluir una conducta segura. El equipo de seguridad personal ha sido diseñado para la protección del individuo contra posibles riesgos de trabajo y, por higiene, es de uso individual. Es obligación de la empresa proporcionar el equipo de seguridad personal y es obligatorio el uso del mismo por parte del trabajador. El supervisor o jefe de planta debe vigilar el cumplimiento de estas disposiciones. El equipo de seguridad personal comprende los siguientes elementos: 1) El casco: protege la cabeza de golpes por objetos que caen, tubos o salientes que estén a la altura de la cabeza; pueden ser de plástico o fibra de vidrio. Son preferibles los más livianos. 2) Lentes: protegen los ojos de líquidos; deben usarse cuando se carga de cascara al caldero y se descarga el cilindro rotador. 3) Respirador contra polvos: deberá utilizarse cuando se descarga el cilindro rotador, porque aún cuando no es tóxico, el polvo de la castaña sí puede producir irritación de las vías respiratorias. 4) Guantes: protegen las manos cuando se manipulan las válvulas de pase de del distribuidor de vapor, cuando se abre la compuerta del caldero para su alimentación de cascara. 5) Zapatos de seguridad: protegen los pies contra machucones de objetos pesados (cilindros). Deben tener casquillos de acero para la protección de los dedos y tener suelas antiderrapantes. 6) botas de seguridad: solamente se utilizara las botas cuando tengan que remojar el producto de la castaña. 35 7) Ropa de trabajo: protege la piel y preferentemente debe ser 100% algodón, ya que éste no enriquece el fuego. 8) VI. 2.- SEGURIDAD OPERACIONAL La seguridad operacional consiste en realizar todas las acciones para la operación de la planta de acuerdo a las normas, reglas y procedimientos establecidos. 1. Uno de los procedimientos de seguridad más importantes por recalcar es el límite establecido del nivel de agua. 2. Comprobar la circulación del vapor en el procedimiento de seguridad operacional, para evitar temperaturas no deseadas. 3. Comprobar la hermeticidad de las uniones y empaquetaduras en todos los equipos y tuberías interconectadas a los mismos, que puedan causar una explosión. 4. Comprobar, como medida de seguridad, el funcionamiento de las válvulas de seguridad, presostatos, termómetros y manómetros en todo el sistema de generación. 5. Comprobar que la alimentación al caldero se a permanente y con poca carga al caldero, para evitar un sobre calentamiento del mismo y provocar una explosión. VI.2.1.- EQUIPO DE SEGURIDAD DE LA PLANTA En las plantas de castaña, el equipo de seguridad lo componen los elementos que sirven para evitar accidentes e incendios, o para controlarlos ocurrieron. cuando ya Los incendios pueden ocasionar explosiones muy violentas, por eso es muy importante conocer las características del fuego, para evitarlo y controlarlo cuando ocurra. El fuego es una reacción química que involucra la oxidación o combustión rápida de un elemento. Se necesitan tres elementos para que ocurra: 1) Calor: es la energía necesaria para que el combustible se vaporice, se inicie el fuego y se mantenga. 36 2) Oxígeno: el fuego requiere una atmósfera de por lo menos 16% de oxígeno. 3) Combustible: es el sujeto de la oxidación repentina y, según su forma densidad, determinará el tipo de fuego. El eslabonamiento de estos tres elementos se conoce como triángulo del fuego: oxígeno, calor y combustible en proporciones propias crean un fuego y si uno de estos elementos faltara no existiría tal acción. Las medidas preventivas para el desencadenamiento de un incendio producido en una planta de castaña son: 1) Utilizar extinguidores de incendios de gas carbónico, ya que este gas tiene la característica de desplazar el oxígeno en el triángulo de fuego. 2) Utilizar un sistema de irrigación por medio de mangueras con agua a presión, para enfriar metales sobrecalentados. Para combatir el fuego se deben utilizar extintores con polvo químico ABC. 3) En el sistema de operación se cuenta con válvulas cheque para evitar el retroceso del vapor del caldero 4) Contar con iluminación interior con lámparas a prueba de explosión, es decir, completamente herméticas. 5) Contar con equipo humano capacitado y con plena conciencia de la responsabilidad que implica la operación de una planta de castaña. CAPITULOVII. PROGRAMA DE MANTENIMIENTO VII.1.- ÁREA DE RECEPCIÓN Y PESADO VII.1.1.- OBJETIVOS: Proporcionar el procedimiento para la adecuada limpieza y desinfección de las instalaciones del centro de acopio del almacén de la planta. VII.1.2.-RESPONSABILIDAD: 37 Encargado de Centro de Acopio o del almacén es Responsable de hacer cumplir el presente instructivo. VII.1.3.-POLÍTICAS ESPECÍFICAS El presente procedimiento se realizara cada vez que se ingrese o salga producto del centro de acopio, y/o semanalmente en caso que no exista rotación de producto. VII.1.4.- MATERIALES: - Paños absorbentes. - Recogedor - Escoba - Tacho de basura. VII.1.5.- INSUMOS: - Detergente. - Desinfectante (CITROBIO) VII.1.6.- INSTRUCCIONES: VII.1.6.1.-LIMPIEZA DE INSTALACIONES: La limpieza de las instalaciones del centro de acopio se realiza haciendo uso de la escoba y el recogedor antes de almacenar un lote de producto y después de su embarque. Una vez limpia el área del almacén de acopio serán desinfectadas con una solución de CITROBIO para garantizar la limpieza del almacén y evitar que el producto se contamine. VII.2.-ÁREA DE SECADO DE CASTAÑA EN CASCARA 38 VII.2.1.-OBJETIVOS: Proporcionar el procedimiento para la adecuada limpieza Área de secado de castaña en cáscara. Proporcionar el procedimiento para realizar una adecuada limpieza y lubricación del sistema de fuerza del cilindro. VII.2.2.- RESPONSABILIDAD: EL encargado del área es Responsable de hacer cumplir el presente instructivo. VII.2.3.-POLÍTICAS ESPECÍFICAS El presente procedimiento se realizara para el caso de la infraestructura cada vez que se concluya con el trabajo y traslado de la castaña en cáscara y para los piñones del cilindro será inter diario el mantenimiento. VII.2.4.-MATERIALES: - Escoba - Recogedor - Deposito para la basura (costal). VII.2.5.- INSUMOS: - Grasa. - Cuchillo. - Paño absorbente. VII.2.6.- INSTRUCCIONES: 39 VII.2.6.1.-LIMPIEZA DE INSTALACIONES: La limpieza área del Secado de castaña en cáscara se realiza haciendo uso de la escoba y el recogedor limpiando desde la parte interior hacia delante Se limpiaran todas las esquinas del piso, el techo, y las luminarias que se encuentren en la zona de secado. Para ello se hará uso de la escoba, todos los residuos se colocaran en el tacho de basura correspondiente. VII.2.6.2.- LIMPIEZA Y LUBRICACION DE PIÑONES DE CILINDRO: Con ayuda de un cuchillo pequeño retirar la suciedad impregnada en los dientes de los piñones del cilindro. Colocar grasa en los dientes de los piñones. Cada mes se debe de revisar las poleas, éstas por su uso se desgastan hasta llegar al punto de romperse. Se debe de tener almacenadas al menos 02 unidades de repuesto. El engrase del piñón y cremallera se debe de realizar 1 vez por semana, si el equipo trabaja diariamente. La chumasera, ubicada en la parte posterior del equipo debe mantenerse con grasa grafitada Vistony (revisar 1 vez por mes) y deberá ser aceitada semanalmente. El aceite que usa el motor y que se cambia cada año es Castrol GL-5 SAE 80W-90 (Transmisión manual). La capacidad total del motor es de 5 galones. Para mantenerlo operativo, el aumento del aceite al motor se debe de realizar 1 vez por mes. El mantenimiento general por parte del proveedor se debe de realizar 01 vez al año o cuando lo requiera el equipo 40 Limpiar el tablero electrónico con la escoba y si es posible con un soplete para ser removido el polvo de la castaña. VII.3.- ÁREA DE VAPORIZADO Y ENFRIADO VII3.1.- OBJETIVO Definir y describir las actividades necesarias para la limpieza y desinfección del área de vaporizado. VII 3.2.- RESPONSABILIDADES VII.3.2.1.- SUPERVISOR DE CONTROL DE CALIDAD: Es el encargado de hacer cumplir las actividades mencionadas en el presente instructivo. Además asegura que el instructivo se lleve a cabo y ello lo hace a través del registro en los formatos correspondientes. VII.3.2.2.-PERSONAL DE PRODUCCIÓN: Responsable de ejecutar las actividades mencionadas en el presente instructivo para la limpieza del área de vaporizado. VII.3.3.- FRECUENCIA La limpieza y desinfección del área de vaporizado se realiza diariamente de manera superficial y semanalmente de manera profunda. 41 VII.3.4.-MATERIALES Escoba de cerdas plásticas Recogedor de plástico Lejía VII.3.5.-DESCRIPCIÓN VII.3.5.1.- LIMPIEZA GRUESA AL TERMINAR EL TURNO Aprovisionarse de los materiales de limpieza. Verificar que los materiales a utilizar estén limpios y en buen estado. Comenzar barriendo el piso con la escoba para retirar todo los residuos sólidos y echarlo a la carretilla. Sacar los restos de castaña que están incrustadas en la rejilla de la tolva de descarga, El piso del área de vaporizado deberá de desinfectarse con cloro a una concentración de 200ppm el cual será otorgado por el encargado de limpieza VII.3.5.2.- LIMPIEZA PROFUNDA UNA VEZ A LA SEMANA Aprovisionarse de los materiales de limpieza. Verificar que los materiales a utilizar estén limpios y en buen estado. Comenzar aspirar las telas de araña del techo y piso. Comenzar barriendo el piso con la escoba para retirar todo los residuos sólidos y echarlo a la carretilla. Sacar la malla de la zona de descarga y colocar los restos sólidos en la carretilla. Sacar los restos de castaña que están incrustadas en la rejilla de la tolva de descarga, 42 El piso del área de vaporizado deberá de desinfectarse con cloro a una concentración de 200ppm el cual será otorgado por el encargado de limpieza VII.4.- ÁREA DE DESCASCARADO O PELADO Y SELECCIONADO VII.4.1.- OBJETIVO Definir y describir las actividades necesarias para la limpieza y desinfección de Mesas de Producción, mesa de clasificación, lavados de las canastillas y javas VII.4.2.- RESPONSABILIDADES VII.4.2.1- CONTROL DE CALIDAD: Es el encargado de hacer cumplir las actividades mencionadas en el presente instructivo. Además asegura que el instructivo se lleve a cabo y ello lo hace a través del registro en los formatos correspondientes. VII.4.2.2- OPERARIO / PERSONAL DE LIMPIEZA: Responsable de ejecutar las actividades mencionadas en el presente instructivo VII.4.3.- FRECUENCIA La limpieza superficial de los mesas de Producción se realizara diariamente el lavado de las javas se realiza semanal. VII.4.4.-PROCEDIMIENTO VII.4.4.1.- LIMPIEZA DIARIA DE LAS MESAS DE PELADORAS Aprovisionarse de los materiales de limpieza (escobillas, trapos ) Verificar que los materiales a utilizar estén limpios y en buen estado. Como primer paso la operaria encargada debe sacar el polvillo con la escobilla luego proceder a limpiar con un trapo escurrido las máquinas Quebradoras En cuanto al trapo al término de su uso será enjuagado y tendido para el posterior uso. Se deberá de tapar con un plástico las quebradoras Terminado esta operación se procede a la limpieza de la mesa que consiste en utilizar un trapo con agua y desinfectante (escurrido) 43 para esto se utilizara un trapo nuevo y se procederá al frotis en la superficie de la mesa hasta completar su limpieza. Desinfección; para este último paso consiste en utilizar un paño nuevo que se utilizará máximo dos veces. Hacer el frotis con el desinfectante que es en este caso alcohol de 70ºGL; así al término del procedimiento guardar el paño en una bolsa limpia de primer uso. VII.4.4.2.- LIMPIEZA SEMANAL DE LA MESA DE SELECCIÓN DE FORMICA: Las mesas tendrán que ser lavadas semanalmente con una solución de detergente, seguidamente enjuagar con abundante agua, una vez oreadas serán secadas. Una vez seco los protectores serán desinfectados con una solución de CITROBIO primeramente serán pulverizadas con la solución, posteriormente frotadas con un paño absorbente limpio y seco para hacer mas eficiente la desinfección. Durante la jornada del día las mesas son desinfectadas por cada vez que van a utilizadas por las peladoras, antes de colocar el producto pelado para su selección. VII.4.4.3.- LIMPIEZA Y DESINFECCION DE BANDEJAS: Las bandejas tendrán que ser lavadas semanalmente con una solución de detergente, seguidamente enjuagar con abundante agua, una vez oreadas serán secadas. Una vez secas las bandejas serán desinfectadas con una solución de CITROBIO primeramente serán pulverizadas con la solución, posteriormente frotadas con un paño absorbente limpio y seco para hacer mas eficiente la desinfección. Las bandejas serán cubiertas con las mantas de polietileno, para evitar que les caiga polvo. 44 Las mantas serán lavadas mensualmente con una solución de detergente y enjuagar con abundante agua. VII.5.-ÁREA DE SECADO DE CASTAÑA PELADA VII.5.1.- OBJETIVOS: Proporcionar el procedimiento para la adecuada limpieza Sala de Secado producto pelado Proporcionar el procedimiento para realizar una adecuada limpieza y desinfección de la cámara de secado. VII.5.2.- RESPONSABILIDAD: Encargado de Control de calidad: Responsable de hacer cumplir el presente instructivo. VII.5.3.-POLÍTICAS ESPECÍFICAS El presente procedimiento se realizara cada vez que se va colocar producto dentro de la cámara para su secado y la limpieza del área cada día. VII.5.4.- MATERIALES: - Paños absorbentes. - Recogedor - Escoba - Tacho de basura. - Desinfectante (CITROBIO) VII.5.5.- INSUMOS: - Detergente. 45 - Lejía. - Pinol. VII.5.6.-INSTRUCCIONES: VII.5.6.1.- LIMPIEZA DE INSTALACIONES: La limpieza Sala de Secado de producto pelado se realiza haciendo uso de la escoba y el recogedor. La desinfección se realiza haciendo uso de Solución de Lejía y/o pinol todos los días. VII.5.6.2.- IMPIEZA Y DESINFECCION DE CAMARA DE SECADO: La cámara tendrá que ser limpiada haciendo uso de una escobita para retirar las cutículas y el polvillo. La desinfección se realiza haciendo uso de Solución de CITROBIO, cada vez que se va colocar producto en la cámara. VII.6.- ÁREA ALMACENAMIENTO DEL PRODUCTO DE PELADA VII.6.1.-.OBJETIVO Definir y describir las actividades necesarias para la limpieza y desinfección del área de almacenamiento y las parihuelas. VII.6.2.- RESPONSABILIDADES VII.6.2.1.-JEFE DE PRODUCCIÓN: Es el encargado de hacer cumplir las actividades mencionadas en el presente instructivo. Además asegura que el instructivo se lleve a cabo y ello lo hace a través del registro en los formatos correspondientes. VII.6.2.2.-OPERARIO / PERSONAL DE LIMPIEZA: Responsable de ejecutar las actividades mencionadas en el presente instructivo VII.6.3.- FRECUENCIA La limpieza del área del almacén se realiza cuando se culmina con un lote de castaña de secado. 46 VII.6.4.- MATERIALES E INSUMOS Escoba de plástico Detergente Recogedor Desinfectante Trapos limpios Lejía Trapo absorbente VII.6.5.- PROCEDIMIENTO VII.6.5.1.-ÁREA DE SECADO Aprovisionarse de los materiales de limpieza. Verificar que los materiales a utilizar estén limpios y en buen estado. Como primer paso el operario encargado deberá barrer el polvo y/o residuos sólidos con la escoba la parte superior de la cámara. Limpiar las parihuelas con la escoba y desinfectar. Cada mes se debe de revisar las poleas, éstas por su uso se desgastan hasta llegar al punto de romperse. Se debe de tener almacenadas al menos 02 unidades de repuesto. El engrase del piñón y cremallera se debe de realizar 1 vez por semana, si el equipo trabaja diariamente. La chumacera, ubicada en la parte posterior del equipo debe mantenerse con grasa grafitada Vistony (revisar 1 vez por mes) y deberá ser aceitada semanalmente. VII.7 MANTENIMIENTO DEL CALDERO Diariamente se debe de limpiar las cenizas del hogar del caldero antes de iniciar operaciones. Diariamente revisar el correcto funcionamiento de la bomba de agua, caso contrario se corre el riesgo de explosión del equipo o deterioro de alguna de sus piezas. 47 Limpiar los tubos de intercambio de calor del interior del caldero cada 20 días, destapando las puertas delanteras y puerta pequeña posterior. Se debe usar una escobilla metálica. La revisión, limpieza y calibración de todos instrumentos que componen el equipo debe de realizarse 1 vez al año por el proveedor o alguien de conocimiento. Verificar siempre el abastecimiento de agua del tanque de condensados, así como del funcionamiento del ablandador de agua. VII.8 MANTENIMIENTO DEL ABLANDADOR DE AGUA Para el trabajo diario se han identificado 7 llaves, las cuales tienen su numeración determinada y deben de mantenerse de la siguiente manera: a) Válvulas abiertas: 1 – 3 – 4 b) Válvulas cerradas: 2 – 5 – 6 – 7 Esta configuración no deberá ser modificada bajo ningún concepto. Caso contrario, no existirá el intercambio iónico en las resinas y no podrá llegar agua blanda al caldero. Periódicamente (cada 20 días) se debe de realizar el Regenerado, utilizando Cloruro de sodio (sal común de mesa). La configuración de las válvulas para ese momento será: a) Válvulas abiertas: 6 – 7 Hasta que el contenido del tanque de salmuera se agote. b) Válvulas cerradas: 4 Nota: El resto de válvulas se mantienen según el punto 1, a excepción de la válvula 4 Seguidamente se procede con el retro-lavado, para lo cual se tendrán: c) Válvulas abiertas: 1 - 3 – 4 – 5(temporal)* 48 d) Válvulas cerradas: 2 - 6 – 7 - 5 Nota: Abrir la llave 5 solo por 5 minutos para el retro-lavado total, luego cerrarla. Las resinas se cambian cada 4 años aproximadamente, el mantenimiento preventivo debe ser cada 4 meses para su limpieza con ácido clorhídrico. Se diluyen 20 Kg de sal en todo el tanque de salmuera. En el regenerado, una vez abierta la válvula 7, esperar hasta que se agote el agua salada proveniente del tanque de salmuera y luego cerrar la válvula. El tanque de salmuera se agotará su contenido en 15 minutos aproximadamente. Una vez que el agua deja de ser salada, indica que el regenerado ha terminado. VII.9.- MANTENIMIENTO DEL TANQUE DE RETORNO DE CONDENSADOS Abrir la válvula de purga y extraer todo el contenido del agua blanda del tanque. El personal designado debe de ingresar y limpiar las paredes internas de incrustaciones o formaciones de posibles hongos, esporas u otros, con ayuda de alguna esponja no metálica y un agente de limpieza (se recomienda cloro). Enjuagar, cerrar la llave de purga y llenar nuevamente el tanque. Se debe de realizar cada 6 meses. 49