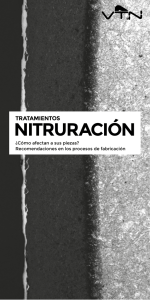
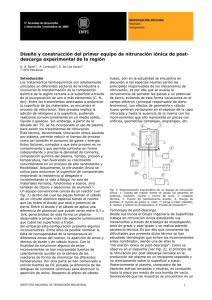
UNIVERSIDAD NACIONAL DE SAN ANTONIO ABAD DEL CUSCO FACULTAD DE INGENIERÍA GEOLÓGICA, MINAS Y METALÚRGIA ESCUELA PROFESIONAL DE INGENIERÍA METALÚRGICA TRATAMIENTOS TERMICOS SEMESTRE 2020-II TRATAMIENTOS TERMOQUÍMICOS DE NITRURACIÓN NORMALMENTE EU ACORDO CINCO DA MANHÃ E AS 6H DA MANHÃ ME LEVANTO DA CAMA INTRODUCCIÓN • Al igual que la cementación, aumenta la dureza superficial, aunque lo hace en mayor medida, incorporando nitrógeno en la composición de la superficie de la pieza. Se logra calentando el acero a temperaturas comprendidas entre 400 ºC y 525 °C aproximadamente, dentro de una corriente de gas amoníaco, más nitrógeno. OBJETIVO • Aumentar la dureza superficial • Aumentar la resistencia al desgaste • Aumentar la resistencia a la fatiga • Mejorar la resistencia a la corrosión TRATAMIENTO • La nitruración es un tratamiento termoquímico que la pieza sometida ve aumentada su dureza superficial mediante el aporte de nitrógeno a la misma en una atmósfera nitrurante, principalmente compuesta de vapores de amoníaco descompuesto en nitrógeno e hidrógeno. En esta descomposición, el nitrógeno, más denso que el hidrógeno, se desplaza hacia la zona inferior de la cámara, entrando en contacto con la pieza y formando nitruros de hierro (compuesto duro y frágil) en su superficie. VARIANTES DE NITRURACIÓN: 1. Nitruración gaseosa. 2. Nitruración líquida. 3. Nitruración sólida. 4. Nitruración iónica. NITRURACIÓN GASEOSA La nitruración gaseosa se realiza en hornos de atmósfera controlada en los que la pieza se lleva a temperaturas entre 500 ºC y 575 ºC en presencia de amoníaco disociado. Este proceso se basa en la afinidad que tiene los elementos de aleación del acero por el nitrógeno procedente de la disociación del amoníaco. Mecanismo El mecanismo de la NITRURACION GASEOSA difiere de la cementación. Se emplea para la NITRURACION una fundición especial, que permite obtener una estructura fina y homogénea y una capa nitrurada no frágil, de dureza y espesor constante. Se aplica a esta fundición un tratamiento térmico previo mediante temple y revenido que da lugar a la estructura sorbitica, que conviene particularmente para el logro de una capa nitrurada muy dura y tenaz. NITRURACIÓN LÍQUIDA La nitruración en baño de sales se realiza a la misma T° que la nitruración gaseosa, entre 500 ºC y 575 ºC. Para ello se introduce la pieza en un baño de sales fundidas compuesto por cianuros (CN-) y lograr. cianatos (CON-) en estado fundido. Durante este tratamiento, el material absorbe C y N del baño. Dadas las bajas temperaturas a las que se opera, la carburación es muy pequeña, dando paso a la nitruración. Así, se forma una capa cuya composición química es de un 25 % de carburos y de un 75 % de nitruros de hierro, dependiendo del espesor de capa de nitruro de hierro (Fe2N) que se quiera Mecanismo I. Reacción con la molécula de cianuros (CN-) y cianatos (CON-) 2 CN- + O2 → 2 NCOII. Transmisión de átomos de ”N” a la superficie del acero 2 NCO- + O2 → CO3= + CO + 2 N II. Por la difusión de átomos de “N” de la superficie al interior del acero N + 2 Fe0 → Fe2N NITRURACIÓN SÓLIDA En la nitruración sólida las piezas se colocan cubiertas por una pasta se sustancia nitrurante que se eleva a una temperatura entre 520 °C y 570 °C durante 12 horas. Mecanismo NITRURACIÓN IÓNICA. Es un tipo de nitruración gaseosa dirigida a aumentar la velocidad de difusión del nitrógeno y reducir el tiempo de tratamiento. Se realiza dentro de un reactor donde se ha hecho vacío antes de introducir los gases de nitruración. Estableciéndose un circuito eléctrico en el que la pieza a nitrurar es el ánodo, por efecto del calor, el nitrógeno molecular se descompone e ioniza. Con ello se produce la difusión del nitrógeno por la superficie y la consiguiente formación de nitruros. Otros gases presentes y que actúan como soporte son el gas carburante, argón, etc. Mecanismo Las moléculas de amoníaco se rompen mediante la aplicación de un campo eléctrico. Esto se logra sometiendo al amoníaco a una diferencia de potencial de entre 300 y 1000 V. Los iones de nitrógeno se dirigen hacia el cátodo (que consiste en la pieza a tratar) y reaccionan para formar el nitruro de hierro, Fe2N. Ventaja Desventaja El proceso de nitruración tiene como principal ventaja la: Obtención de durezas significativas en las superficies del material. Además de esto, podemos encontrar que aumenta su resistencia a la corrosión al igual que su resistencia a la fatiga. También, por medio de este proceso se evita el surgimiento de deformaciones, ya que se da a una velocidad y temperatura relativamente bajas. Por otra parte, la principal desventaja de este proceso es: El costo elevado, ya que se necesitan aceros aleados y una atmósfera de amoniaco, que generan altos costos Un proceso largo debido a la velocidad con la que ocurre todo el proceso. APLICACIONES La nitruración se aplica principalmente a piezas que son sometidas regularmente a grandes fuerzas de rozamiento y de carga, tales como: • Pistas de rodamientos • Camisas de cilindros • Árboles de levas • Engranajes sin fin, etc. Estas aplicaciones requieren tengan un núcleo con cierta absorba golpes y vibraciones, de gran dureza que resista desgaste. que las piezas elasticidad, que y una superficie la fricción y el ¿CÓMO SE HACE LA NITRURACIÓN? • Puede ser a través de dos mecanismos. Un primer tratamiento de conversión química superficial, en el que tiene lugar la formación de una capa compuesta principalmente por nitruro de hierro (Fe2N). • Un segundo tratamiento de difusión de NITROGENO como solución sólida y de combinación con algunos elementos de aleación del acero (Cromo, Aluminio, Volframio, Molibdeno y Titanio, principalmente) para formar nitruros finamente dispersos, conduciendo a un endurecimiento estructural. EJEMPLOS DE ACEROS PARA NITRURACIÓN Acero para nitruración al CrMo-V de alta resistencia. 0,32% C 3,25% Cr 0,40% Mo 0,22%V Acero para nitruración al CrMo-V de resistencia media. 0,25% C 3,25%Cr 0,40% Mo 0,25% V Acero para nitruración al Cr-AlMo de alta dureza. 0,40% C 1,50% Cr 0,20% Mo 1% Al. CONCLUSIÓN • El método de nitruración se basa en la formación en la capa superficial del acero de una solución sólida de nitrógeno y nitruros, siendo estos últimos extremadamente duros por lo que le confieren mucha dureza a la capa superficial de la pieza. • La nitruración se realiza a temperatura más baja que la eutectoide (590 ºC), por lo que la capa está formada por las fases ε, γ’ y α. La capa blanca puede estar formada por nitruros ε, por nitruros γ’ o por una mezcla de ambos. Si se realiza una nitruración por encima de los 590 ºC se forma braunita. Esto debe evitarse ya que este constituyente es extremadamente frágil y no tiene aplicación industrial. BIBLIOGRAFÍA https://pt.slideshare.net/paralafakyou/gua-cementacin-y-nitruracin https://pt.slideshare.net/sophiejimenez332/nitruracion/5 https://es.wikipedia.org/wiki/Nitruraci%C3%B3n https://www.feandalucia.ccoo.es/docu/p5sd8426.pdf http://www.sulfinuzargentina.com.ar/ventajas_de_la_nitruracion_gaseosa.ht ml#:~:text=El%20mecanismo%20de%20la%20NITRURACION%20GASEOSA%20 difiere%20de%20la%20cementaci%C3%B3n.&text=Se%20emplea%20para%2 0la%20NITRURACION,de%20dureza%20y%20espesor%20constante. • https://cybertesis.unmsm.edu.pe/bitstream/handle/20.500.12672/2635/Cord ova_vs.pdf?sequence=1 • https://www.ecured.cu/Nitruraci%C3%B3n • • • • •